
Research on Fe Removal, Regeneration Process, and Mechanical Properties of Mg Alloy AM50A
Abstract
:1. Introduction
2. Experimental Section
2.1. Instrument and Reagent
2.2. Melting Experiment Steps
- Check the cleanliness of the low-carbon steel crucible for cracks. After cleaning the crucible, brush it with BN coating mixed with alcohol. Open the constant temperature oven and set the temperature to 100 °C, with a heating rate of 5 °C/min. Place the crucible in the constant temperature oven for drying, then put it in a muffle furnace for preheating, with a preheating temperature of 500 °C.
- Preheat the Mg alloy material used in the experiment in a constant temperature oven at a preheating temperature of 100 °C.
- Put the prepared Mg alloy material into the crucible of the muffle furnace and heat it up to 720 °C for melting.
- After the Mg alloy material is melted, a refining agent is added and kept at a constant temperature for a period of time before being taken out for air cooling.
2.3. Exploration Experiment on Fe Removal Process of AM50A Mg Alloy Waste
2.3.1. Blank Experimental Group
- Blank experimental group: Weigh 200 g of AM50A recycled waste, used N2 as the protective gas, and control the gas flow rate at 2–2.5 L/min. Set the melting temperature to 720 °C, the melting time to 30 min, and the heating rate of the muffle furnace to 5 °C/min. After the melting is completed, remove the air cooling.
- Blank control group for Fe doping experiment [AM50A (Fe)]: Weigh 199 g of AM50A recycled waste, 1 g of Fe powder, with a preliminary setting of Fe powder to material ratio of 0.5%. N2 is used as the protective gas, and the gas flow rate is controlled at 2–2.5 L/min. The joint protection alloy is melted, with a melting temperature of 720 °C and a melting time of 30 min. The heating rate of the muffle furnace is set to 5 °C/min. After the melting is completed, it is taken out for air cooling.
2.3.2. Refining Temperature Single Factor Experiment
2.3.3. Refining Time Single Factor Experiment
2.3.4. Refining Agent Single Factor Experiment
2.4. Component Analysis and Characterization
3. Result
3.1. Component Analysis
3.1.1. Analysis of Fe Doping Composition
3.1.2. Analysis of Single Factor Experimental Components at Refining Temperature
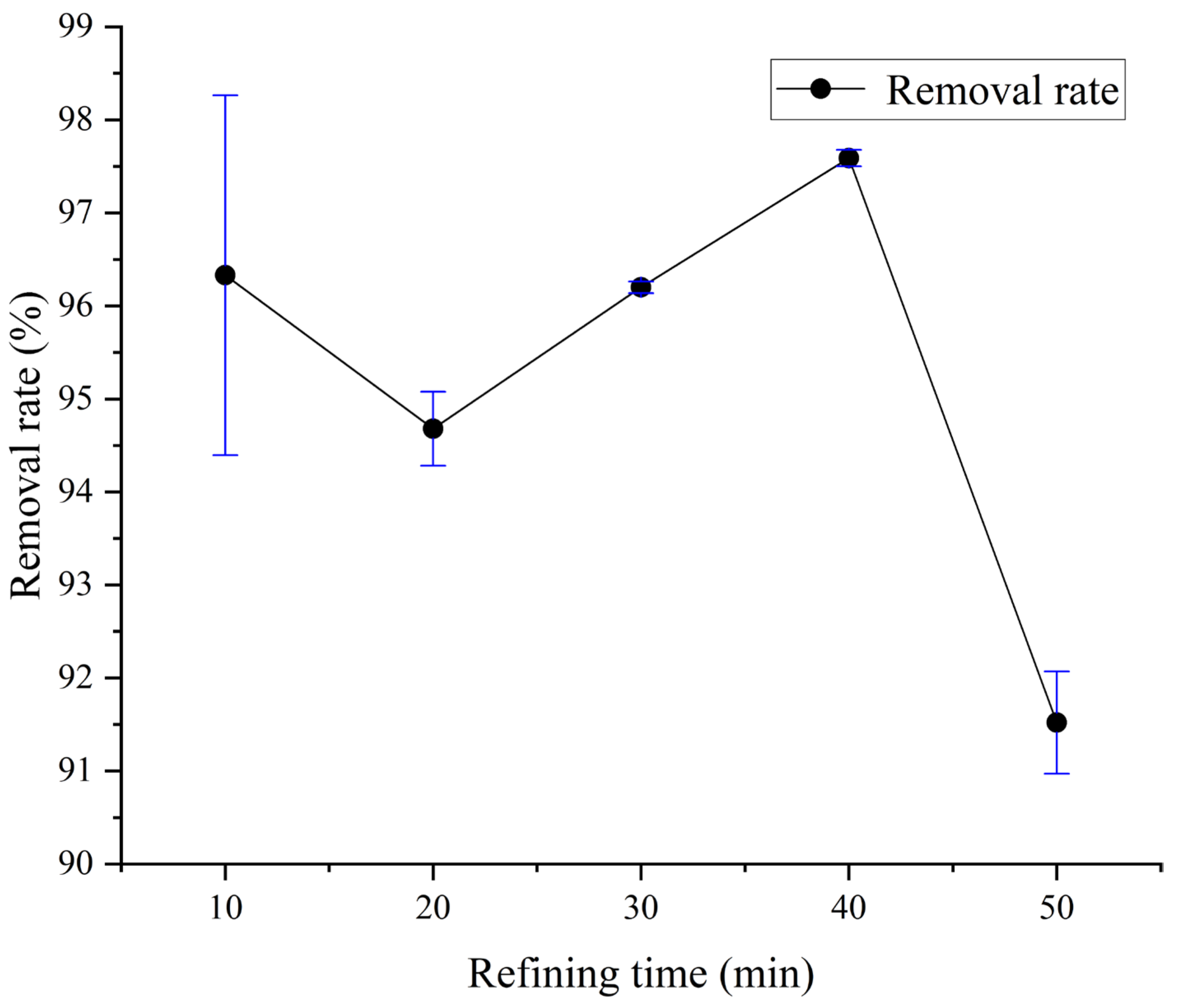
3.1.3. Analysis of Single Factor Experimental Components for Refining Time
3.1.4. Analysis of Single Factor Experimental Components of Refining Agents
3.2. Characterization Analysis
3.2.1. Mechanical Performance Analysis
3.2.2. XRD Characterization Analysis
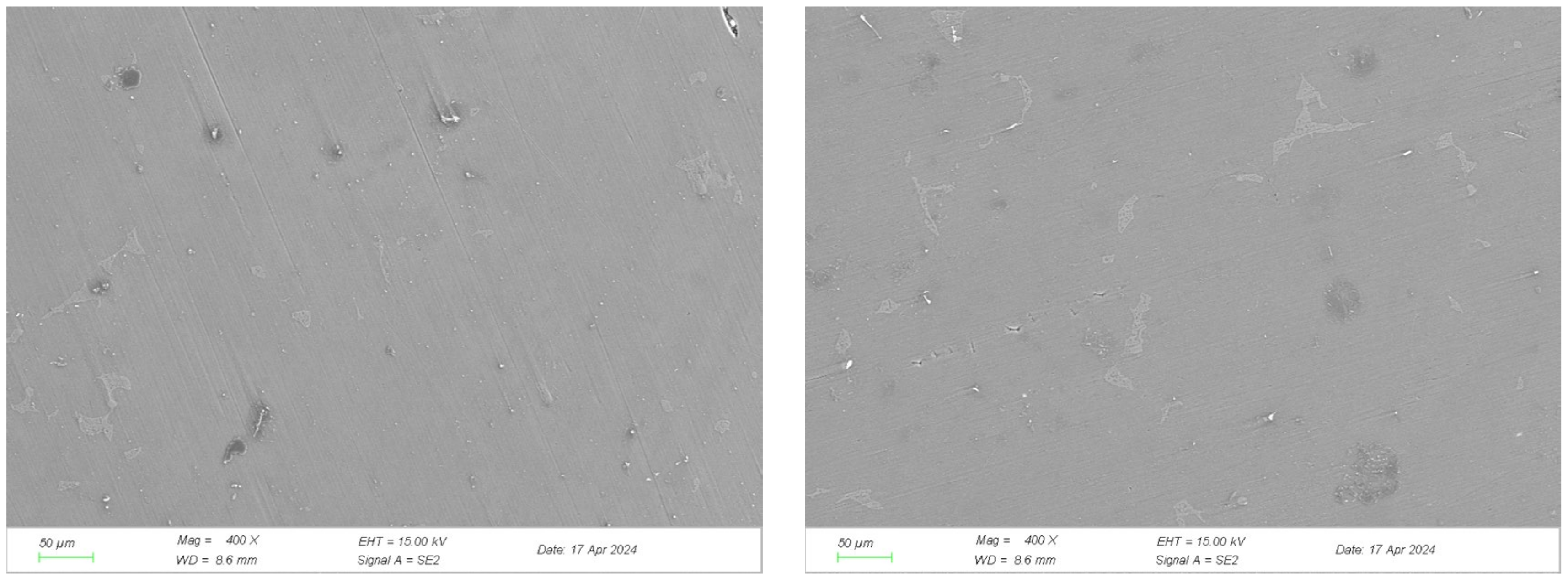
3.2.3. SEM Image and EDS Energy Spectrum Analysis
4. Conclusions
- (1)
- The study used temperature single factor experiments to select the optimal refining temperature of 670 °C. The study used time single factor time screening to determine the optimal refining time of 10 min and 40 min. Using the single factor experiment of refining agent input ratio, the optimal refining agent input ratio of 1.5% was selected. And the study conducted mechanical performance testing and analysis on AM50A magnesium alloy under each single optimal condition to select the optimal refining conditions. The optimal refining temperature for AM50A waste Fe removal is 670 °C, the optimal refining time is 40 min, and the optimal refining agent ratio is 1.5%. The Fe ion removal rate of AM50A Mg alloy refined by the optimal refining process can reach up to 96.20%.
- (2)
- Through the testing and analysis of the mechanical properties of AM50A during the experimental process, it has been shown that as the impure Fe increases, the mechanical properties of AM50A decrease, while the mechanical properties of AM50A increase after Fe is removed. J40-1.5-AM50A prepared by the best refining process in this study showed an increase in mechanical properties compared to the original AM50A sample. The maximum tensile strength increased by 1.611 KN, the tensile strength increased by 26.333 MPa, and the elongation after fracture was 2.25 times that of the original sample.
- (3)
- Through XRD characterization analysis of AM50A (Fe) and J40-1.5-AM50A after iron removal, the main characteristic peaks of the material before and after ion removal were not destroyed. Only the phase of Fe was retrieved in AM50A (Fe), and no phase of Fe was found in J40-1.5-AM50A, indicating that Fe was removed after the refining process, and the main structure of the material was not damaged during the ion removal process. By analyzing the SEM and EDS spectra of AM50A (Fe) and J40-1.5-AM50A, it was found that the surface of J40-1.5-AM50A was smoother, and the proportion of Fe mass fraction decreased from 0.1% of AM50A (Fe) to 0, confirming once again that Fe was removed after refining treatment.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Powell, B.R.; Krajewski, P.E.; Luo, A.A. Chapter 4—Magnesium alloys for lightweight powertrains and automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., Ed.; Woodhead Publishing: Sawston, UK, 2021; pp. 125–186. [Google Scholar]
- Liu, Y.; Zhang, J.; Tan, Q.; Yin, Y.; Li, M.; Zhang, M.-X. Mechanical performance of simple cubic architected titanium alloys fabricated via selective laser melting. Opt. Laser Technol. 2021, 134, 106649. [Google Scholar] [CrossRef]
- Dziubinska, A.; Gontarz, A. A new technology for producing AZ31 Mg alloy aircraft brackets with a triangular outline. Aircr. Eng. Aerosp. Technol. 2016, 88, 452–457. [Google Scholar] [CrossRef]
- Abbasi, S.; Aliofkhazraei, M.; Mojiri, H.; Amini, M.; Ahmadzadeh, M.; Shourgeshty, M. Corrosion behavior of pure Mg and AZ31 Mg alloy. Prot. Met. Phys. Chem. Surf. 2017, 53, 573–578. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Jing, J.; Hou, H. Microstructural evolution in graphene nanoplatelets reinforced magnesium matrix composites fabricated through thixomolding process. J. Alloys Compd. 2023, 940, 168824. [Google Scholar] [CrossRef]
- Li, X.; Xue, Z.; Sun, W.; Chu, J.; Wang, Q.; Tong, L.; Wang, K. Bio-inspired self-healing MXene/polyurethane coating with superior active/passive anticorrosion performance for Mg alloy. Chem. Eng. J. 2023, 454, 140187. [Google Scholar] [CrossRef]
- Prasad, S.S.; Prasad, S.B.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The role and significance of Magnesium in modern day research-A review. J. Magnes. Alloys 2022, 10, 1–61. [Google Scholar] [CrossRef]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought Mg alloys. J. Magnes. Alloy. 2017, 5, 239–253. [Google Scholar] [CrossRef]
- Luo, A. Recent Mg alloy development for elevated temperature applications. Int. Mater. Rev. 2004, 49, 13–30. [Google Scholar] [CrossRef]
- Wan, L.; Luo, Y.; Xue, L.; Tian, J.; Hu, Y.; Qi, H.; Shen, X.; Huang, F.; Du, L.; Chen, X. Preparation and properties of a novel polytriazole resin. J. Appl. Polym. Sci. 2007, 104, 1038–1042. [Google Scholar] [CrossRef]
- Winny, W.; Akbar, R.; Brian, M. Mg: Current and alternative production routes. In Proceedings of the Chemeca: Australasian Conference on Chemical Engineering, Adelaide, Australia, 26–29 September 2010. [Google Scholar]
- İnci, M.; Büyük, M.; Demir, M.H.; İlbey, G. A review and research on fuel cell electric vehicles: Topologies, power electronic converters, energy management methods, technical challenges, marketing and future aspects. Renew. Sustain. Energy Rev. 2021, 137, 110648. [Google Scholar] [CrossRef]
- Wang, J.; Shi, C.; Yang, N.; Sun, H.; Liu, Y.; Song, B. Strength, stiffness, and panel peeling strength of carbon fiber-reinforced composite sandwich structures with aluminum honeycomb cores for vehicle body. Compos. Struct. 2018, 184, 1189–1196. [Google Scholar] [CrossRef]
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Wang, G.G.; Weiler, J.P. Recent developments in high-pressure die-cast magnesium alloys for automotive and future applications. J. Magnes. Alloys 2023, 11, 78–87. [Google Scholar] [CrossRef]
- Zhao, D.; Jiang, C.; Zhao, K. Ultrasonic welding of AZ31B magnesium alloy and pure copper: Microstructure, mechanical properties and finite element analysis. J. Mater. Res. Technol. 2023, 23, 1273–1284. [Google Scholar] [CrossRef]
- Buffa, G.; Campanella, D.; Fratini, L.; Micari, F. AZ31 Mg alloy recycling through friction stir extrusion process. Int. J. Mater. Form. 2016, 9, 613–618. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A Review on Casting Mg Alloys: Modification of Commercial Alloys and Development of New Alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Lucci, R.; Padilla, R.L.; Cantero, S.; Bariles, R.; Oldani, C. Refining of AZ91 Mg Alloy Obtained in Machining Chips Recycling. Procedia Mater. Sci. 2015, 8, 886–893. [Google Scholar] [CrossRef]
- Han, Q. Ablation casting: Solidification characteristics, microstructure formation, and mechanical propertie. Int. J. Metalcast. 2021, 15, 1213–1222. [Google Scholar] [CrossRef]
- Deepati, A.K.; Alhazmi, W.; Benjeer, I. Mechanical characterization of AA5083 aluminum alloy welded using resistance spot welding for the lightweight automobile body fabrication. Mater. Today Proc. 2021, 45, 5139–5148. [Google Scholar] [CrossRef]
- Tu, Q.; Hertwich, E.G. A mechanistic model to link technical specifications of vehicle end-of-life treatment with the potential of closed-loop recycling of post-consumer scrap alloys. J. Ind. Ecol. 2022, 26, 704–717. [Google Scholar] [CrossRef]
- Tillová, E.; Chalupová, M.; Borko, K.; Kuchariková, L. Changes of fracture surface in recycled A356 cast alloy. Mater. Today Proc. 2016, 3, 1183–1188. [Google Scholar] [CrossRef]
- Deng, J.; Huang, G.; Zhao, Y.; Wang, B. Electrochemical Performance of AZ31 Mg Alloy under Different Processing Conditions. Rare Met. Mater. Eng. 2014, 43, 316–321. [Google Scholar]
- Zhao, J.; Wang, Z.J. Thermomechanical processing of advanced high strength steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Dai, Z.; Chen, H.; Ding, R.; Lu, Q.; Zhang, C.; Yang, Z.; van der Zwaag, S. Fundamentals and application of solid-state phase transformations for advanced high strength steels containing metastable retained austenite. Mater. Sci. Eng. R Rep. 2021, 143, 100590. [Google Scholar] [CrossRef]
- Cheng, J.-J.; Cao, J.-G.; Zhao, Q.-F.; Liu, J.; Yu, N.; Zhao, R.-G. A novel approach to springback control of high-strength steel in cold roll forming. Int. J. Adv. Manuf. Technol. 2020, 107, 1793–1804. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mn | Zn | Si | Fe | Cu | Ni | Mg | |
|---|---|---|---|---|---|---|---|---|
| AM50A | 4.5–5.3 | 0.28–0.5 | ≤0.2 | ≤0.05 | ≤0.004 | ≤0.008 | ≤0.001 | Remaining proportion |
| Blank experimental group | 4.44 | 0.30 | 0.040 | 0.0037 | 0.0011 | 0.0006 | N | |
| AM50A (Fe) | 4.40 | 0.24 | 0.050 | 0.030 | 0.079 | 0.0002 | N |
| Refining Temperature | Al | Mn | Zn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AM50A (Fe) | 4.40 | 0.24 | 0.050 | 0.030 | 0.079 | 0.0002 | N | Remaining proportion |
| C-630-AM50A | 4.62 | 0.20 | 0.060 | 0.019 | 0.014 | 0.0006 | N | |
| C-650-AM50A | 4.65 | 0.21 | 0.056 | 0.019 | 0.01 | 0.0007 | N | |
| C-670-AM50A | 4.39 | 0.21 | 0.053 | 0.019 | 0.003 | 0.008 | N | |
| C-690-AM50A | 4.46 | 0.20 | 0.056 | 0.024 | 0.0049 | 0.0006 | N | |
| C-720-AM50A | 4.26 | 0.21 | 0.051 | 0.017 | 0.042 | 0.0004 | N |
| Refining Temperature | Test 1 (%) | Test 2 (%) | Test 3 (%) | Mean Proportion (%) | Standard Deviation |
|---|---|---|---|---|---|
| C-630-AM50A | 83.17 | 81.08 | 82.59 | 82.28 | 1.08 |
| C-650-AM50A | 86.54 | 88.14 | 87.34 | 87.34 | 0.8 |
| C-670-AM50A | 97.2 | 96.7 | 94.7 | 96.2 | 1.32 |
| C-690-AM50A | 92.82 | 92.97 | 95.61 | 93.8 | 1.57 |
| C-720-AM50A | 45.84 | 48.23 | 46.45 | 46.84 | 1.24 |
| Refining Time | Al | Mn | Zn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AM50A (Fe) | 4.40 | 0.24 | 0.050 | 0.030 | 0.079 | 0.0002 | N | Remaining proportion |
| T-10-AM50A | 4.49 | 0.23 | 0.036 | N | 0.0029 | 0.0005 | 0.0004 | |
| T-20-AM50A | 4.68 | 0.25 | 0.038 | N | 0.0042 | 0.0005 | 0.0004 | |
| T-30-AM50A | 4.39 | 0.21 | 0.053 | 0.019 | 0.003 | 0.008 | N | |
| T-40-AM50A | 4.72 | 0.23 | 0.039 | N | 0.0019 | 0.0005 | 0.0004 | |
| T-50-AM50A | 4.71 | 0.24 | 0.039 | N | 0.0067 | 0.0005 | 0.0004 |
| Refining Time | Test 1 (%) | Test 2 (%) | Test 3 (%) | Mean Proportion (%) | Standard Deviation |
|---|---|---|---|---|---|
| T-10-AM50A | 97.33 | 97.56 | 94.1 | 96.33 | 1.93 |
| T-20-AM50A | 94.38 | 94.53 | 95.13 | 94.68 | 0.40 |
| T-30-AM50A | 96.22 | 96.13 | 96.25 | 96.2 | 0.06 |
| T-40-AM50A | 97.49 | 97.62 | 97.66 | 97.59 | 0.09 |
| T-50-AM50A | 91.52 | 90.97 | 92.07 | 91.52 | 0.55 |
| Refining Agent Ratio | Al | Mn | Zn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AM50A (Fe) | 4.40 | 0.24 | 0.050 | 0.030 | 0.079 | 0.0002 | N | Remaining proportion |
| J10-1-AM50A | 4.768 | 0.23 | 0.036 | 0.027 | 0.007 | 0.006 | N | |
| J10-1.5-AM50A | 4.176 | 0.24 | 0.034 | 0.015 | 0.004 | 0.004 | N | |
| J10-2-AM50A | 4.368 | 0.22 | 0.037 | 0.014 | 0.013 | 0.005 | N | |
| J10-2.5-AM50A | 4.046 | 0.21 | 0.033 | 0.018 | 0.024 | 0.004 | N | |
| J10-3-AM50A | 4.17 | 0.20 | 0.034 | 0.017 | 0.038 | 0.005 | N |
| Refining Agent Ratio | Al | Mn | Zn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AM50A (Fe) | 4.40 | 0.24 | 0.050 | 0.030 | 0.079 | 0.0002 | N | Remaining proportion |
| J40-1-AM50A | 5.331 | 0.21 | 0.047 | 0.019 | 0.006 | 0.0006 | N | |
| J40-1.5-AM50A | 4.979 | 0.24 | 0.046 | 0.013 | 0.003 | 0.0005 | N | |
| J40-2-AM50A | 4.673 | 0.19 | 0.038 | 0.015 | 0.007 | 0.0005 | N | |
| J40-2.5-AM50A | 4.945 | 0.21 | 0.043 | 0.016 | 0.013 | 0.004 | N | |
| J40-3-AM50A | 4.606 | 0.21 | 0.044 | 0.017 | 0.015 | 0.004 | N |
| Refining Agent Ratio | Test 1 (%) | Test 2 (%) | Test 3 (%) | Mean Proportion (%) | Standard Deviation |
|---|---|---|---|---|---|
| J10-1-AM50A | 91.24 | 91.32 | 90.86 | 91.14 | 0.25 |
| J10-1.5-AM50A | 94.27 | 95.01 | 95.53 | 94.94 | 0.63 |
| J10-2-AM50A | 84.07 | 85.19 | 81.37 | 83.54 | 1.96 |
| J10-2.5-AM50A | 69.08 | 69.87 | 69.91 | 69.62 | 0.47 |
| J10-3-AM50A | 51.86 | 51.73 | 52.11 | 51.90 | 0.19 |
| Refining Agent Ratio | Test 1 (%) | Test 2 (%) | Test 3 (%) | Mean Proportion (%) | Standard Deviation |
|---|---|---|---|---|---|
| J40-1-AM50A | 92.34 | 92.18 | 92.70 | 92.41 | 0.27 |
| J40-1.5-AM50A | 97.23 | 96.34 | 95.04 | 96.20 | 1.10 |
| J40-2-AM50A | 91.15 | 90.79 | 91.48 | 91.14 | 0.35 |
| J40-2.5-AM50A | 84.54 | 83.78 | 82.31 | 83.54 | 1.13 |
| J40-3-AM50A | 80.79 | 80.85 | 81.40 | 81.01 | 0.34 |
| Category | Maximum Tensile Force/KN | Tensile Strength/MPa | Elongation after Fracture/% |
|---|---|---|---|
| Blank experimental group | 8.068 | 126.667 | 3 |
| AM50A (Fe) | 5.822 | 92.667 | 4 |
| C-670-AM50A | 6.698 | 105.667 | 3.333 |
| T-10-AM50A | 6.69 | 105 | 4.08 |
| T-40-AM50A | 6.115 | 96.333 | 5 |
| J10-1.5-AM50A | 3.512 | 56 | 2.5 |
| J40-1.5-AM50A | 9.679 | 153 | 6.75 |
| Category | Element | Line Type | Wt% | Wt% Sigma | At% |
|---|---|---|---|---|---|
| AM50A (Fe) | Mg | K | 77.70 | 0.13 | 79.63 |
| Al | K | 21.80 | 0.11 | 20.14 | |
| Si | K | 0.07 | 0.03 | 0.06 | |
| Mn | K | 0.00 | 0.06 | 0.00 | |
| Fe | K | 0.10 | 0.07 | 0.04 | |
| Zn | L | 0.33 | 0.06 | 0.13 | |
| total | 100 | 100.00 | |||
| J40-1.5-AM50A | Mg | K | 77.07 | 0.10 | 79.05 |
| Al | K | 22.43 | 0.10 | 20.73 | |
| Si | K | 0.05 | 0.03 | 0.05 | |
| Mn | K | 0.00 | 0.05 | 0.00 | |
| Fe | K | 0.00 | 0.06 | 0.00 | |
| Zn | L | 0.45 | 0.05 | 0.17 | |
| total | 100 | 100.00 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Zhou, C.; Liu, W.; Chen, S.; Gao, C.; Jia, S.; Yu, X.; Zhou, W.; Luo, B.; Zhang, Q. Research on Fe Removal, Regeneration Process, and Mechanical Properties of Mg Alloy AM50A. Crystals 2024, 14, 407. https://doi.org/10.3390/cryst14050407
Chen Z, Zhou C, Liu W, Chen S, Gao C, Jia S, Yu X, Zhou W, Luo B, Zhang Q. Research on Fe Removal, Regeneration Process, and Mechanical Properties of Mg Alloy AM50A. Crystals. 2024; 14(5):407. https://doi.org/10.3390/cryst14050407
Chicago/Turabian StyleChen, Zhao, Changfa Zhou, Wenbo Liu, Sanxing Chen, Cong Gao, Shaowei Jia, Xiaowen Yu, Wang Zhou, Bolin Luo, and Qingshuang Zhang. 2024. "Research on Fe Removal, Regeneration Process, and Mechanical Properties of Mg Alloy AM50A" Crystals 14, no. 5: 407. https://doi.org/10.3390/cryst14050407