The results of the ANOVA shown in
Table 5 suggest that the weave design has highly significant effect on tensile strength (
p ≤ 0.01) while flexural modulus, impact strength and impact energy were also significantly influenced (
p ≤ 0.05). On the other hand, fabric count was found did not exert any significant influence on the mechanical properties of woven kenaf/carbon fibre hybrid composite (
p > 0.1). The ANOVA results also suggest that there are no interaction effects between both fabric count and weave design on all the properties except for flexural strength. Hence the following discussions are based on factors that exert significant effects to the mechanical properties of woven kenaf/carbon fibre hybrid composites.
3.2.1. Tensile Strength
Since the ANOVA showed tensile strength had been significantly affected by the weave design only, a further evaluation on means separation-using least significant difference (LSD) method, was conducted and the results are shown in
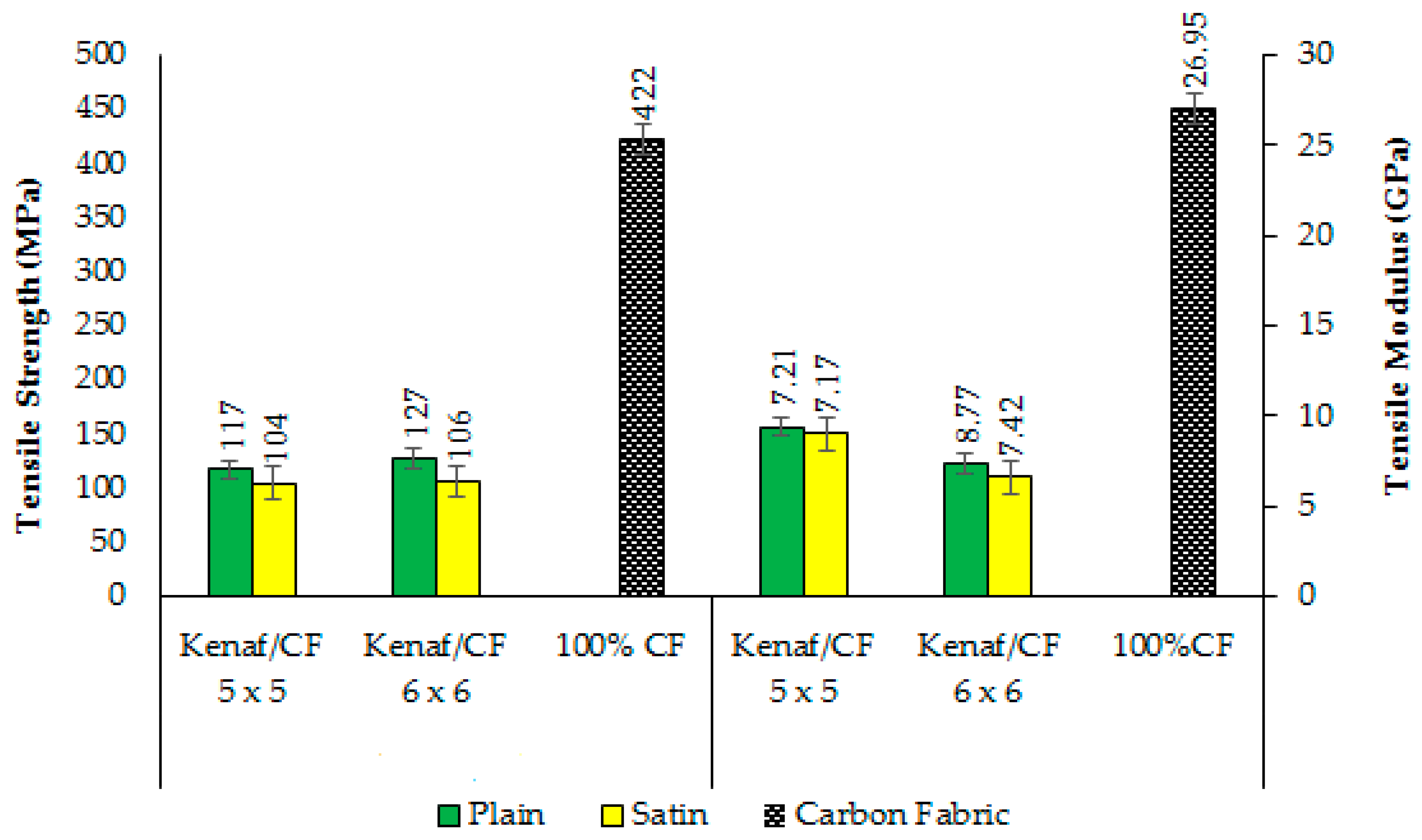
Table 6. Composites made from satin-designed woven kenaf had a significantly lower tensile strength and modulus by 14.76% and 8.42%, respectively, than plain-designed woven kenaf. Tensile strength is dependent on the weaving factors such as yarn linear density, weave design, fabric density or yarn spacing, and fabric crimp. It is also influenced by the lamination structures (fibre/fabric orientations, fibre volume fraction) as well as the inherent properties of the materials, i.e., fibres and matrix [
28,
34,
35]. This finding was supported by Chow et al. [
36] who found that plain woven composite lead to an improvement in tensile strength and modulus, this was mainly attributed to the minimum force development that was caused by the distribution of load transfer along the fibre direction.
Figure 3 compares the tensile strengths of all types of woven kenaf/carbon fibre hybrid composite and carbon fibre composite produced in this study. In general, it can be seen that tensile properties of the plain-designed composite were much higher than those of satin-design composite, irrespective of fabric count (5 × 5 or 6 × 6). This finding was probably due to a more uniform distribution of tensile load transfer in both warp and weft direction in a plain fabric than in satin fabric. The former contains symmetrical fabric structure thus it can provide a much more consistent transfer of stress from one layer to another fibre layer [
37].
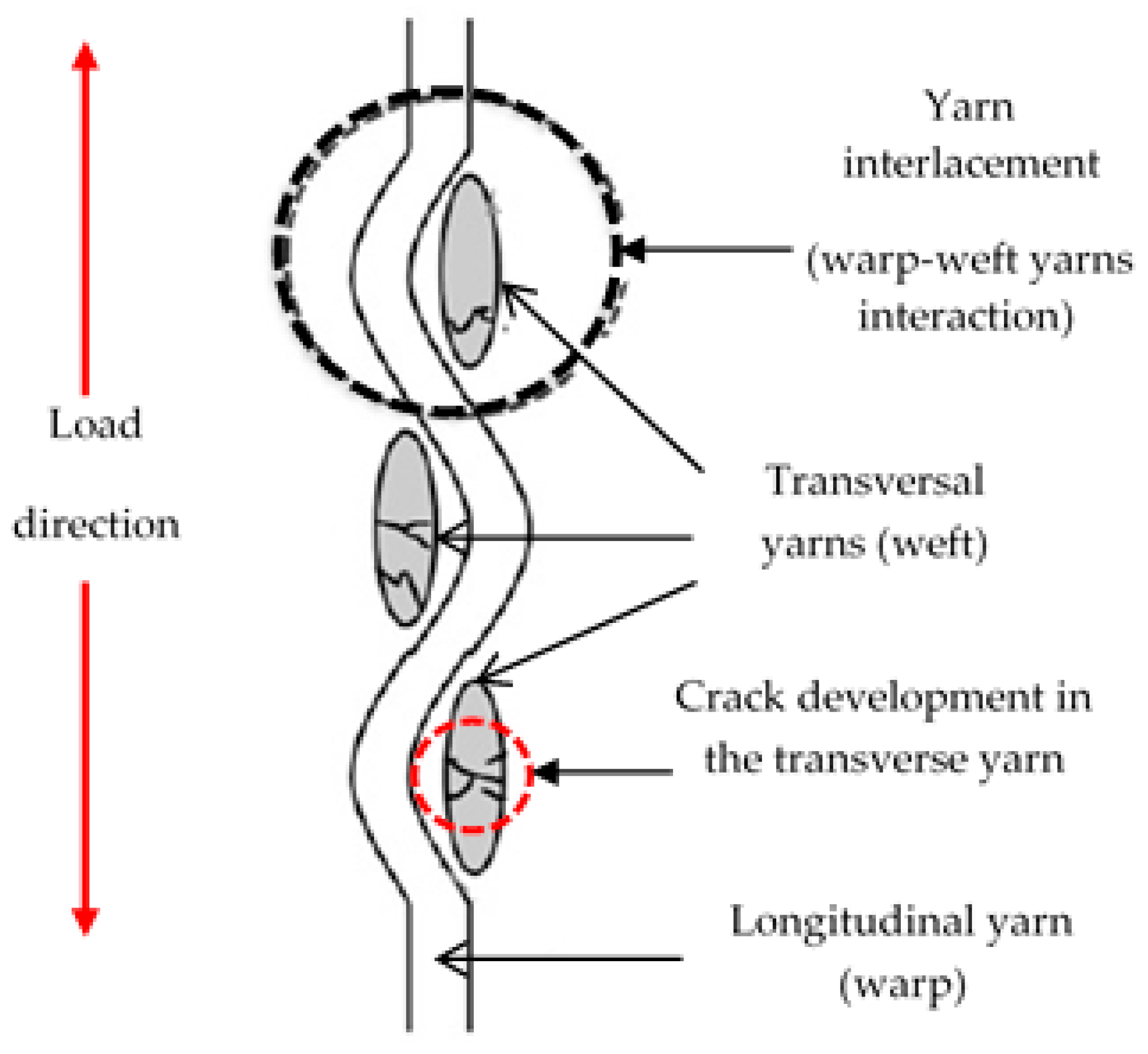
When loaded in tension, i.e., tensile test, the composite experienced fractures in the transverse direction, which normally is associated with extensive longitudinal splitting or failure of the specimens, as shown in
Figure 4. Morphological analysis on damaged areas suggests that the transversal cracks are apparently developed perpendicularly to the loading direction, i.e., in the transverse direction [
38,
39]. The crack promotes further delamination and failure of the specimens. Rios-Soberanis et al. [
38] explained that transversal cracks would usually led to small delaminations in the interlacement interface area between yarns. They have also identified that the interlacement of warp-weft yarn is the origin of the cracks that occur due to high stress concentrations, hence acting as crack-initiation points.
This is in agreement with the findings of Salman et al. [
40], who have found that higher tensile strength and tensile modulus of plain fabric is associated with the differences in the load-distribution properties of the yarns along the longitudinal and transverse directions, which results in higher stress uptake capacity. In another study conducted by McDaniels et al. [
41], tensile loading in fabrics induces transverse loads at warp-weft yarn overlap section (yarn interlacement) as crimped yarns tend to straighten. This reduces the translation of fibre strength to fabric strength and decreases long-term fatigue and creep rupture performance.
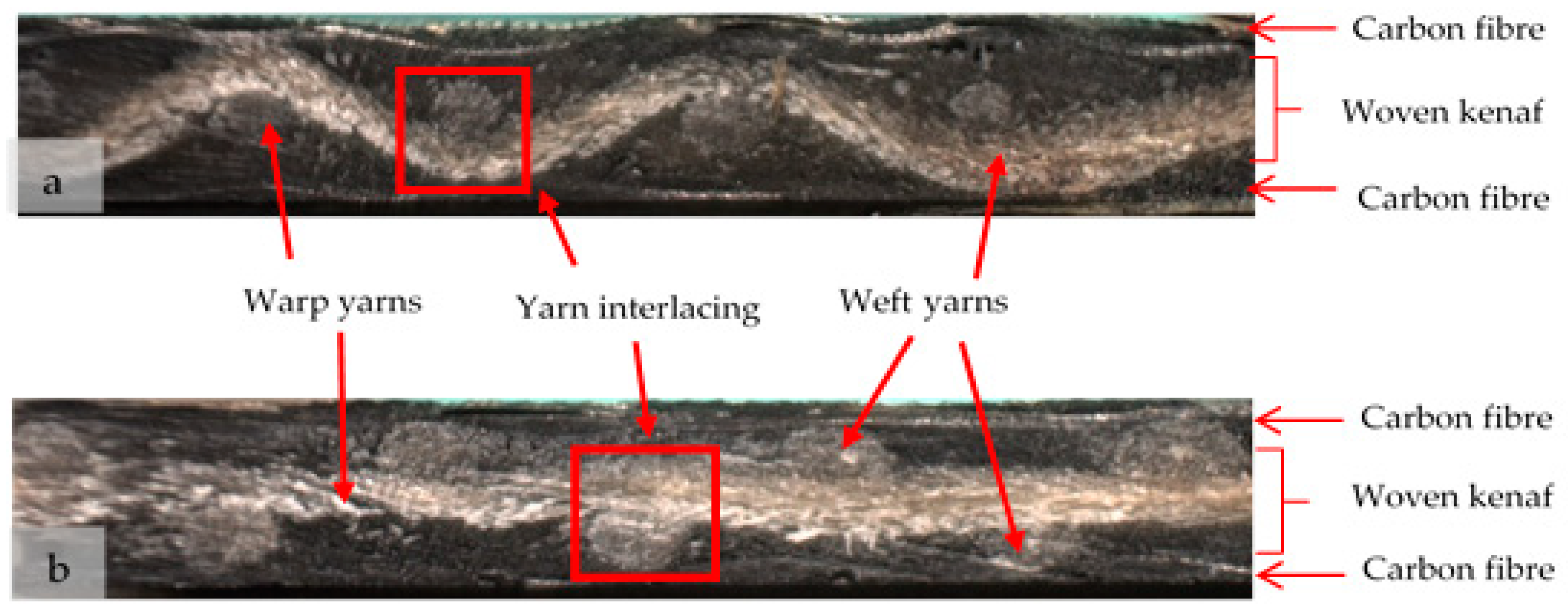
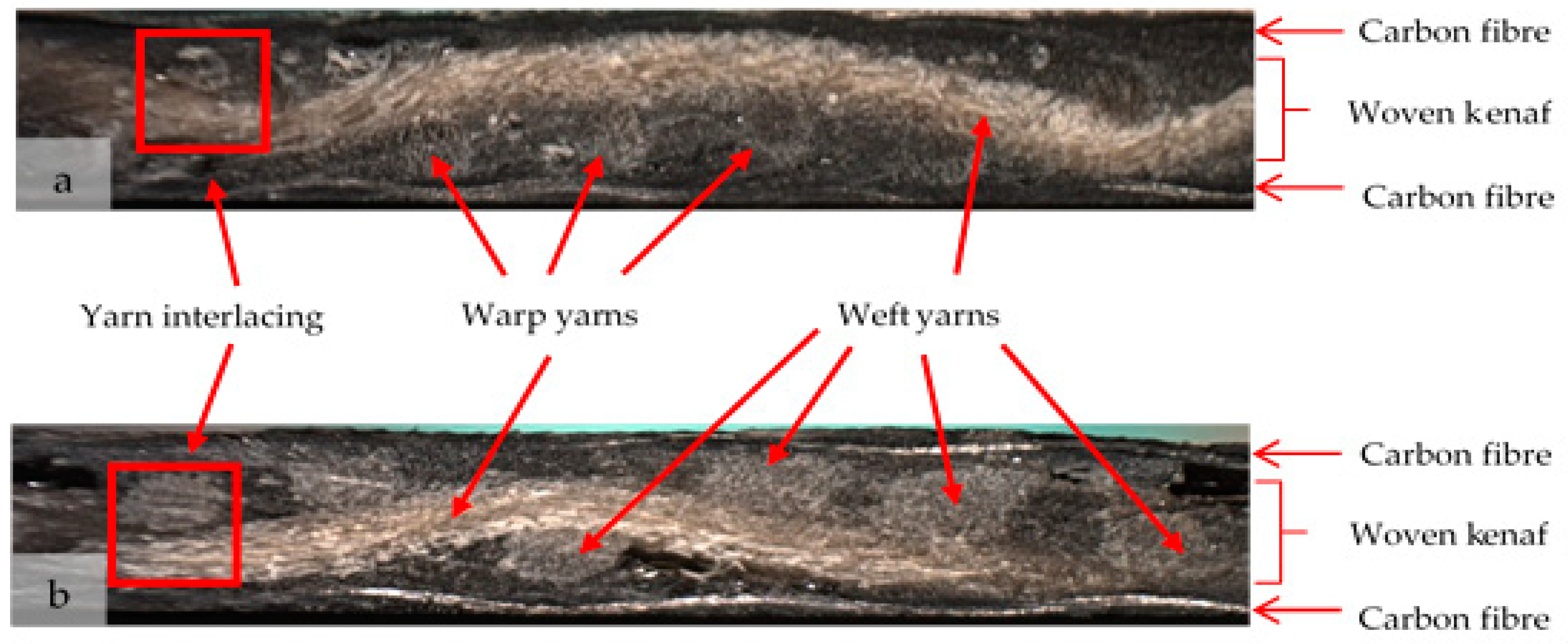
Figure 5 and
Figure 6 show the cross section view of (a) warp direction and (b) weft view of laminated woven composite from plain fabric and satin fabric, respectively under optical microscope. The frequency of yarn interlacing and the linearity of the yarn segments distinguish both fabrics. The plain weave has the highest frequency of yarn interlacing, whereas the satin weave has the least number of yarn interlacing. Due to a more consistent and higher amount of yarn-to-yarn interlacement in plain-designed composite, the applied stress is distributed uniformly and the cracks ran transversally in all direction, perpendicular to the loading direction due to isotropic woven packing. Therefore, it can withstand greater tension that hold to each other, stress transfer gradually to the adjacent yarn and results in less slippage in the structure. Nonetheless, in the satin-designed composite, there is anisotropic arrangement of yarns in the packing structure, thus, lacking uniform distribution of force along the applied stress to support the transference of load. Hence, cracks and damages are easily formed. In addition, there are higher numbers of floating yarn in satin arrangement that cooperate with loose satin structure. This led to stress being transferred intermittently to neighbouring yarn and consequently reducing the strength because failure could easily have occurred at this zone and disseminated to the adjacent yarns.
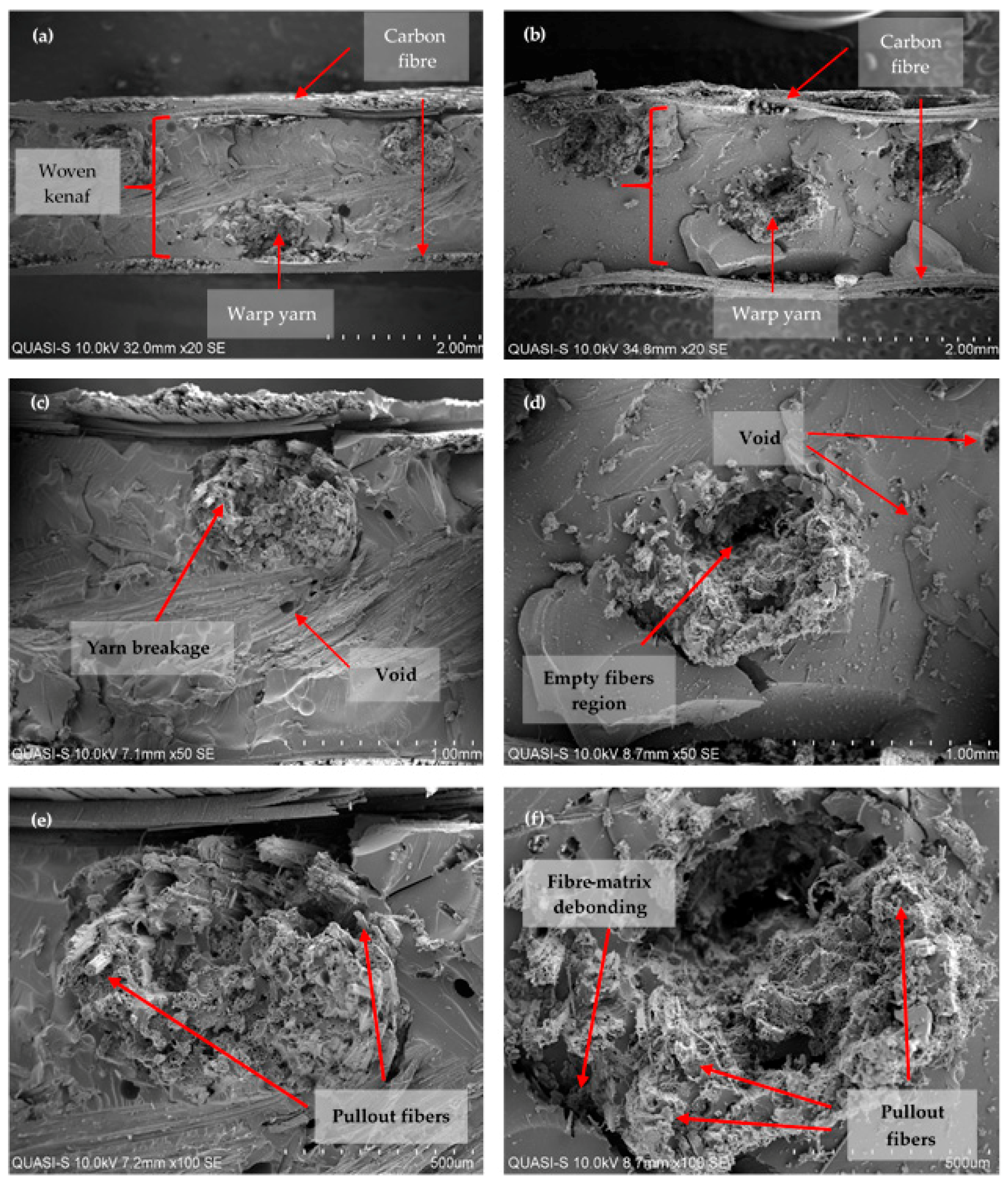
The morphology of the tensile tested composites of the woven kenaf/carbon fibre hybrid composite for plain and satin fabric are shown in
Figure 7.
Figure 7a,b show the cross-sectional view of the fractured surface from the tensile failure test for plain and satin woven composite, respectively. More severe broken yarns were observed on the failed specimens of the satin-designed composite compared to those of the plain-designed composite. The latter appears to have better bonding (
Figure 7c) as is shown by the presence where most parts of the failed fibres are still in aggregates form except for a small number of individual pull-out fibres. Satin-designed composite seems to experience serious interfacial debonding particularly at the fibre bundles of the kenaf yarns (
Figure 7d). It is noted that empty fibres regions (i.e., voids) are also present which are caused by the tensile force under tension loading. High magnification of SEM images of the failure as determined by the fractured surface confirmed that the mode of failure was due to either fibre fracture, pull-out fibres and voids and their combinations which had resulted from different fibre structure in the core layer of the woven kenaf/carbon fibre hybrid composite (
Figure 7e,f) According to Zhou et al. [
42], the interfacial debonding and matrix failure are closely associated to the interlaced constitution of the woven fabrics. Additionally, the tensile stresses from tensile load shifting from matrix to yarns are dependent upon optimum stresses that can overcome the friction resistance. The weak bonding strength of epoxy-yarn makes the fibre bundles break and pulls out from the matrix.
Several researchers had highlighted that the fibre volume fraction and void content of composite influenced the mechanical properties particularly tensile properties [
35,
43,
44]. Junior et al. [
45] found that tensile behaviour of ramie/cotton polyester composite was governed mainly by volume fraction, rather than by yarn size and fabric compactness. On the other hand, Zhu et al. [
46] reported that tensile strength of carbon-epoxy laminated composite were reduced as the void content increased because the void introduced initiation and formation of the cracks in composite structure. Hernandez et al. [
47] found the increasing of void content was related to the result of air trap and wrinkles created during lay-up process.
3.2.2. Flexural Strength
The ANOVA in
Table 5 also found that flexural strength was not affected by both weave design and fabric count. However, flexural modulus was significantly affected by the weave design. Upon further analysis using LSD (
Table 7), the plain design appears to give a significantly higher flexural modulus. This result suggests that by changing the fabric type from satin to plain, the flexural modulus of the composite would improve by 23%.
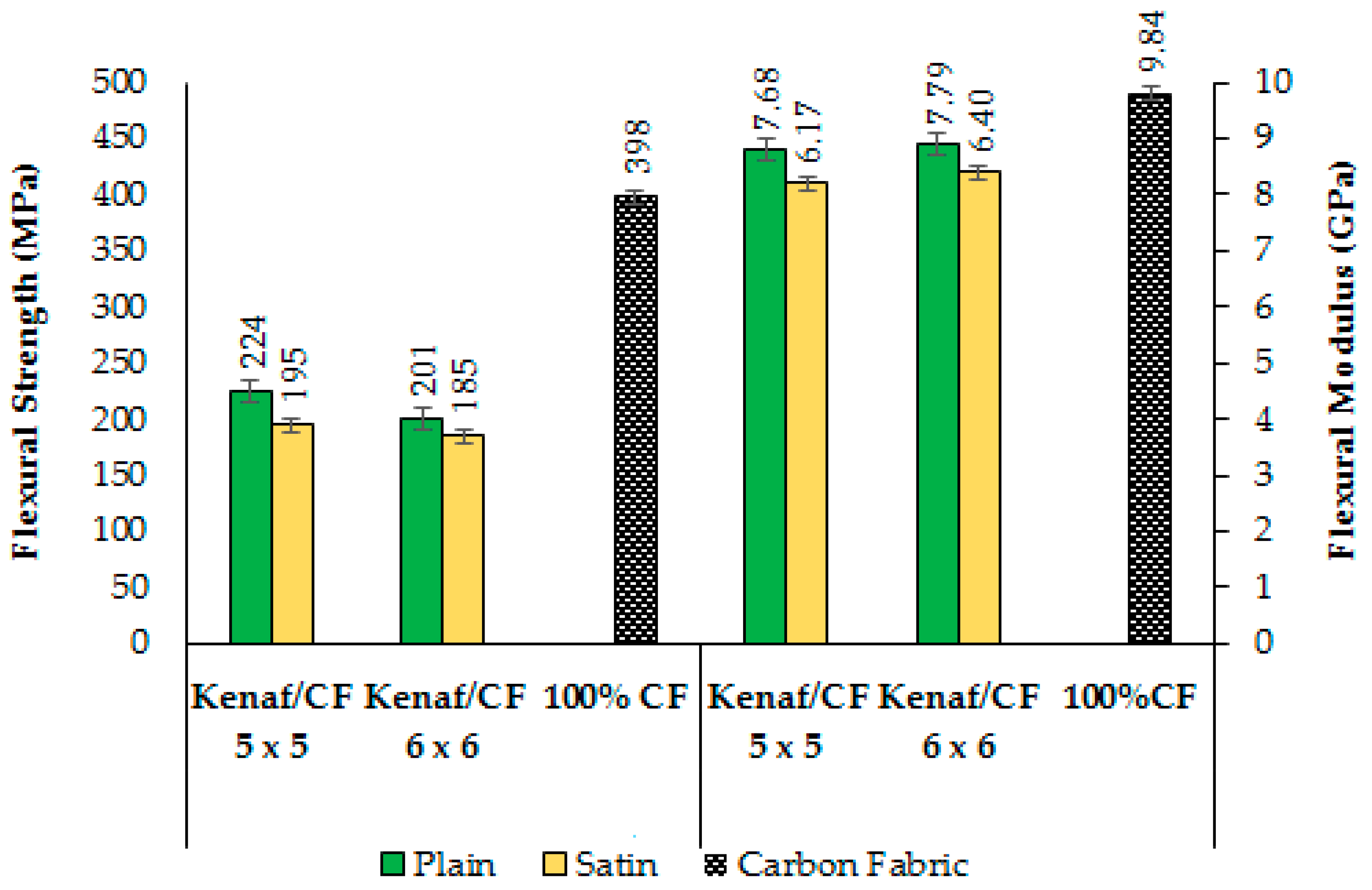
Comparison of the composite flexural properties as affected by different combination of fabric count and weave design are shown in
Figure 8. From the figure, CP5 exhibited the highest flexural strength (224.33 MPa) and CP6 exhibited the highest flexural modulus (7.79 GPa), while CS6 showed the lowest flexural strength (185.04 MPa) and CS5 showed the lowest flexural modulus (6.17 GPa).
All the hybrid composites have a significantly lower flexural strength than the 100% carbon fibre laminates. This is expected as carbon fibre can transfer and withstand flexural load more efficiently because the strength and rigidity of a carbon fibre component have been created by positioning fabrics in a specific way. The relatively higher flexural strength for composite made from plain fabric was largely attributed to the interlocking structure of plain fabric. In plain fabric, the warp and weft yarn are aligned and formed a criss-cross arrangement. This type of yarn arrangement prevents any extension of the yarn along the load directions, which increases the bending load capacity and results in better composite strength properties. The effect of fibre orientation on the flexural modulus has been reported by many studies [
16,
37,
48,
49]. Fibre orientation affects the flexural properties by influencing the whole yarn structure, yielding an improvement in fabric orientation. This better fabric arrangement can explain the increased in flexural strength of woven composite that are made from plain-weave fabric
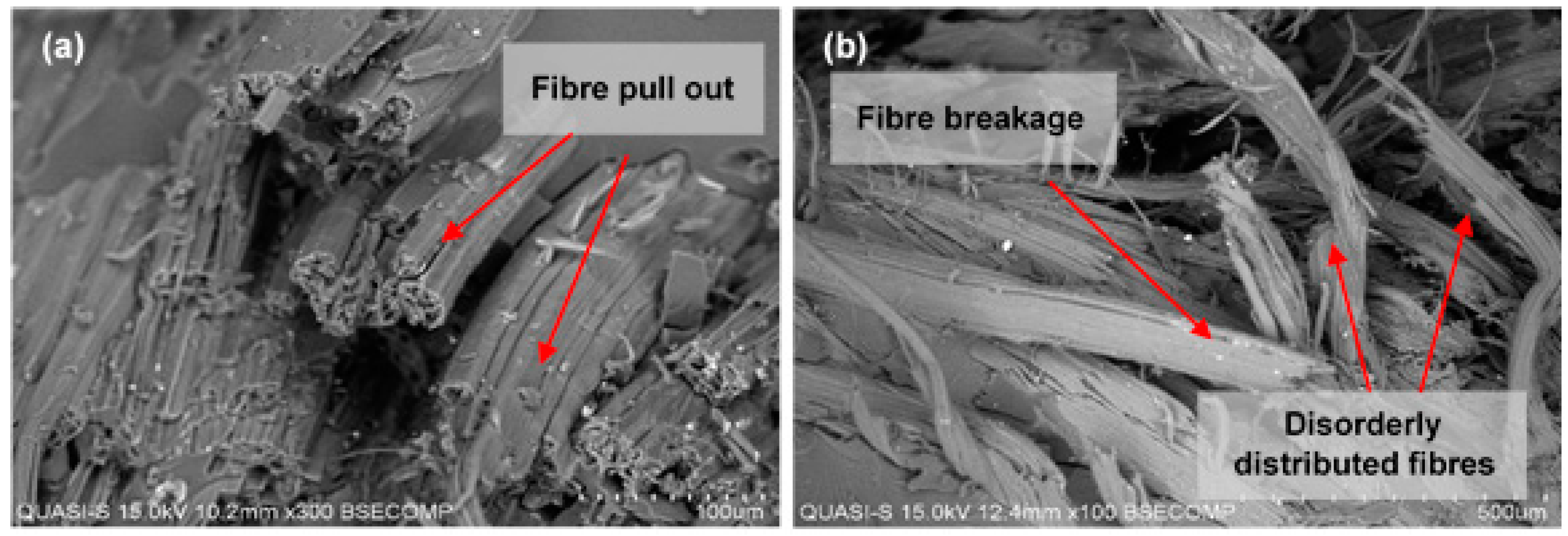
On the contrary, in satin-weave fabric, there is a complex arrangement of warp and weft yarns, which allows longer float yarns across the warp/weft yarns. The less stable arrangement in satin fabric obstructs distribution of this load, thus giving low flexural strength, as is shown by the fibre breakage and pull-outs in
Figure 9. In addition, plain weave fabric has better wetting properties since it contains large amount of fibres and higher kinetics rate of water absorption [
50,
51]. The good wetting properties give rise to resin penetration and subsequently produced composite with better strength properties.
In the case of flexural modulus, as expected the values that were obtained from samples with 100% carbon fibre was higher than those obtained from the samples of hybrid with woven kenaf. However, it was observed that woven kenaf/carbon fibre hybrid composite have comparable flexural modulus values when compared to pure carbon fibre composite. A significant increase of the flexural modulus when woven kenaf of 6 × 6 fabric count are used, both for composites with plain and satin design, has been observed when compared to composite with 5 × 5 of fabric count. In the three-point flexural test, a vertical load is applied, the compression load associated with the deformation is generated on that upper side, whereas on the opposite side, a tensile load is generated, leading to a tensile deformation of test specimens. Since the sample experiences both the compressive and tensile forces during a flexural test, this may explain the greater sensitivity of the flexural data to this phenomenon.
According to Dhakal et al. [
31], in the flexural test, surface of the composite is subjected to higher compression stress at the core part. Therefore, the flexural modulus is controlled by the strength of the intense reinforcement, i.e., the woven kenaf in this study. The woven kenaf stiffness is apparently dependent on fabric arrangements, such increment of the modulus with the fabric structure implied a good dispersion of the reinforcements. The function of woven kenaf as a rigid filler was assumed to have enhanced the stiffness of polymer matrix and its strong interaction with epoxy matrix [
52]. This implies that the stronger carbon fibres in the outer layers might have influenced the flexural strength of the hybrid woven composites. Accordingly, the woven kenaf plays a major role in increasing the stiffness of hybrid woven composites by offsetting the low elongation of woven kenaf.
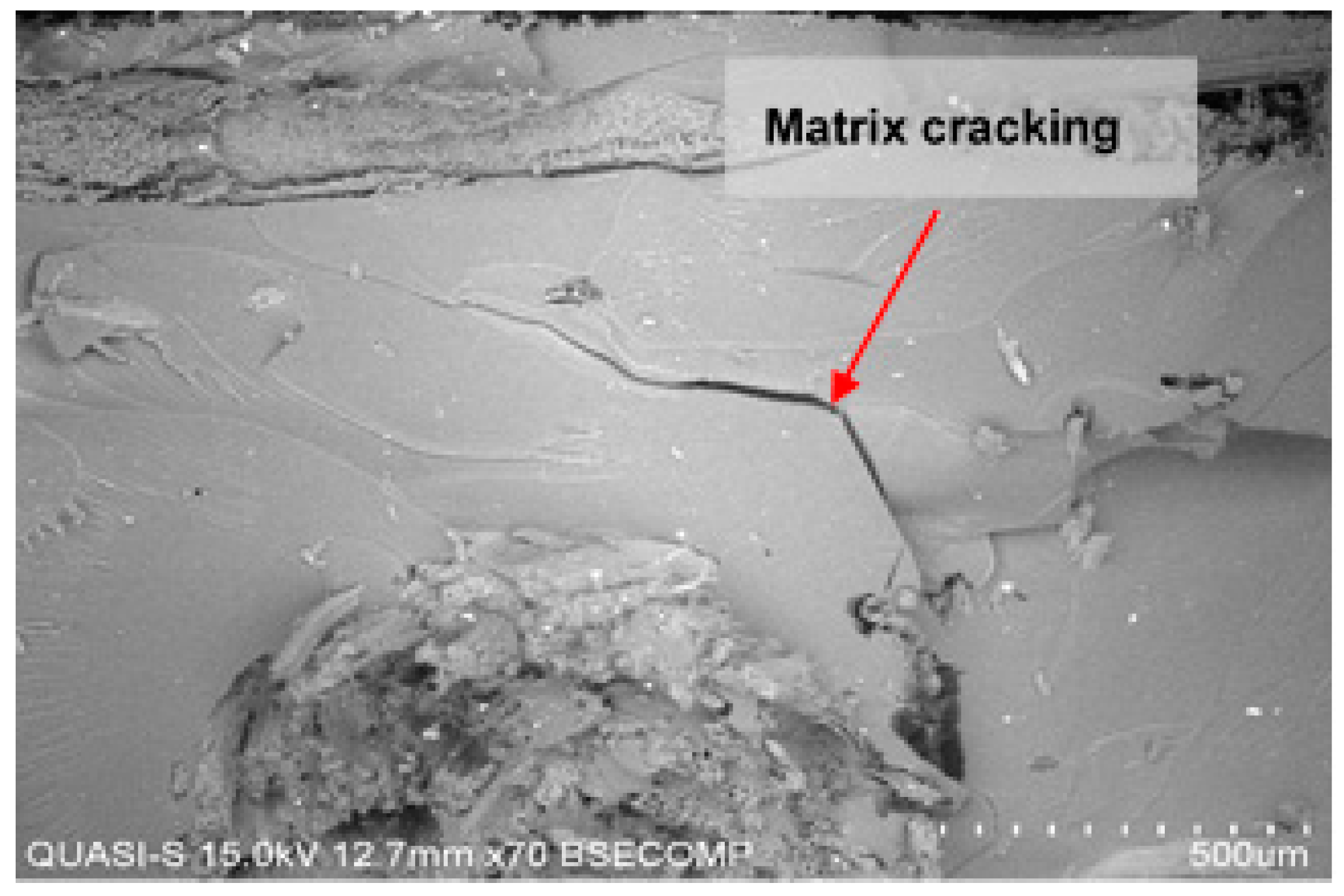
Even though fabric count has no significant effects on both flexural strength and flexural modulus, it is interesting to note that fabric count of 5 × 5 has consistently produced a higher flexural strength and modulus. This may be due to the effectiveness of epoxy resin in the 5 × 5 fabric that is spread into woven kenaf and carbon fibre, hence, enhancing kenaf–carbon bonding adhesion. Lee et al. [
53] have concluded that flexural modulus is dominantly affected by the effectiveness of epoxy resin in the reinforcement materials. In the 5 × 5 fabric, less fabric tightness was found than in the 6 × 6 fabric due to less yarn numbers, hence a higher mobility and wetting properties within the fabric structure. It appears that the higher porosity in the 5 × 5 fabric provides better penetration of epoxy resin. Conversely, the higher tightness in the 6 × 6 fabric provides poor resin penetration resulting in composites of low flexural strength. This is due to the presence of ‘resin-rich-area’ as more resin is being accumulated on the surface instead of penetrating into the next layer. This area is the weakest point where poor bonding between fabric and epoxy creates cracking, propagating through the epoxy matrix (
Figure 10) causing decohesion and separation of fibrils and consequently reduced its strength.
3.2.3. Impact Strength
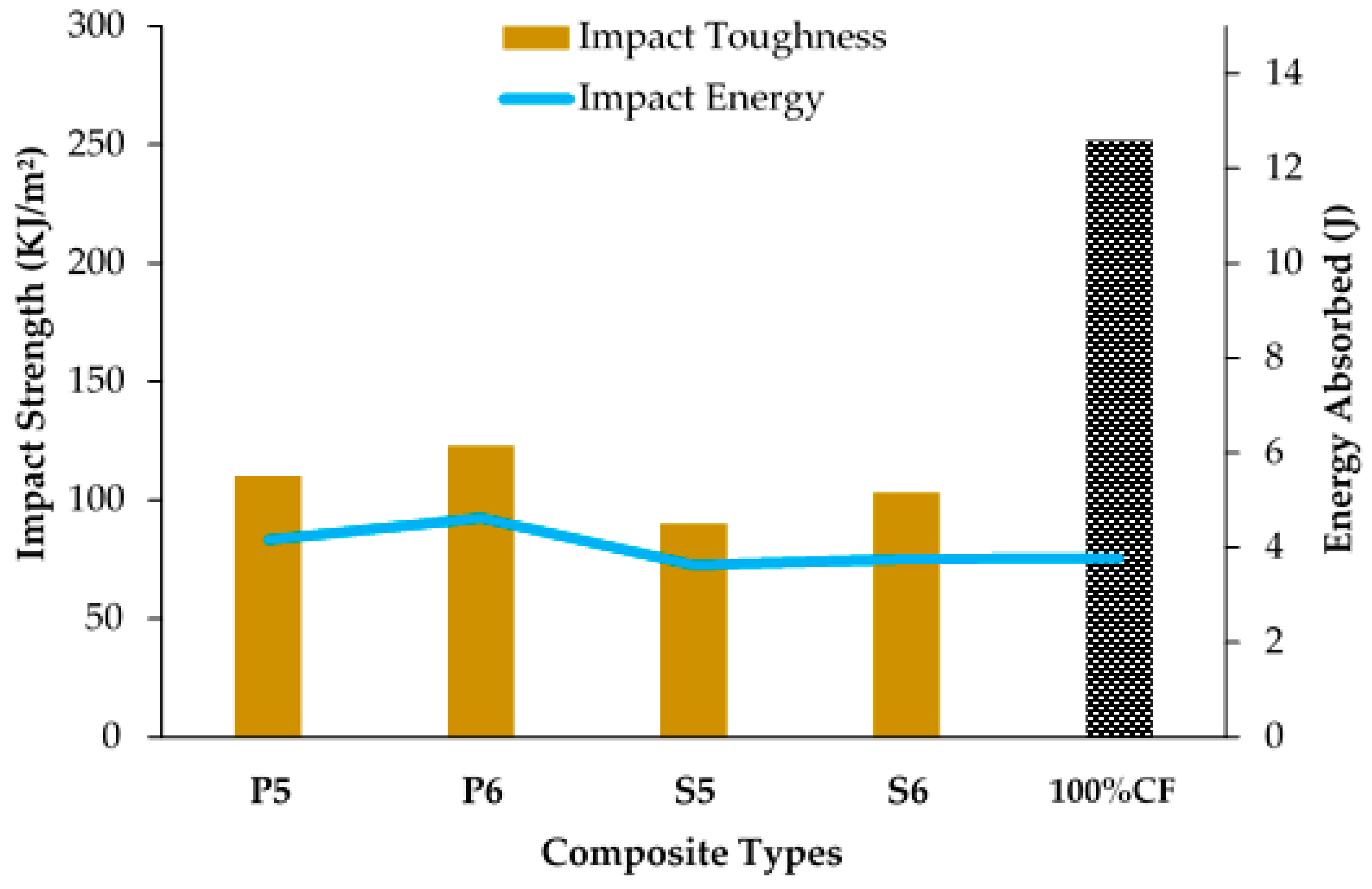
Figure 11 presents the impact strength and impact energy of woven kenaf/carbon fibre hybrid composite. All of the hybrid composites CP5, CP6, CS5, and CS6 has low impact energy compares to 100% carbon fibre laminated composite, CF. In contrast, the energy that has been absorbed by hybrid woven composite exhibits comparable values to carbon fibre laminated composite. Joseph et al. [
54] have mentioned that, the impact strength of composite is driven by several factors, including the types of polymers, fibre-matrix interface, structure and arrangement of materials that are used for composite.
Based on the results, the impact strength and energy absorbed by sample CP6 indicated the highest values at 123.07 kJ/m² and 4.62 J, respectively. Weave design plays an important role as plain fabric in the composite has a higher energy absorption capacity due to its interlocking structure that contributes to composite strength [
55]. In addition, plain fabric also has high elongation capabilities which leads to high impact strength compares to satin fabric. The tightening effect of plain fabric has increased the specimen stiffness. Stiffer materials deform less and carry higher load and increase its ability to absorb impacts [
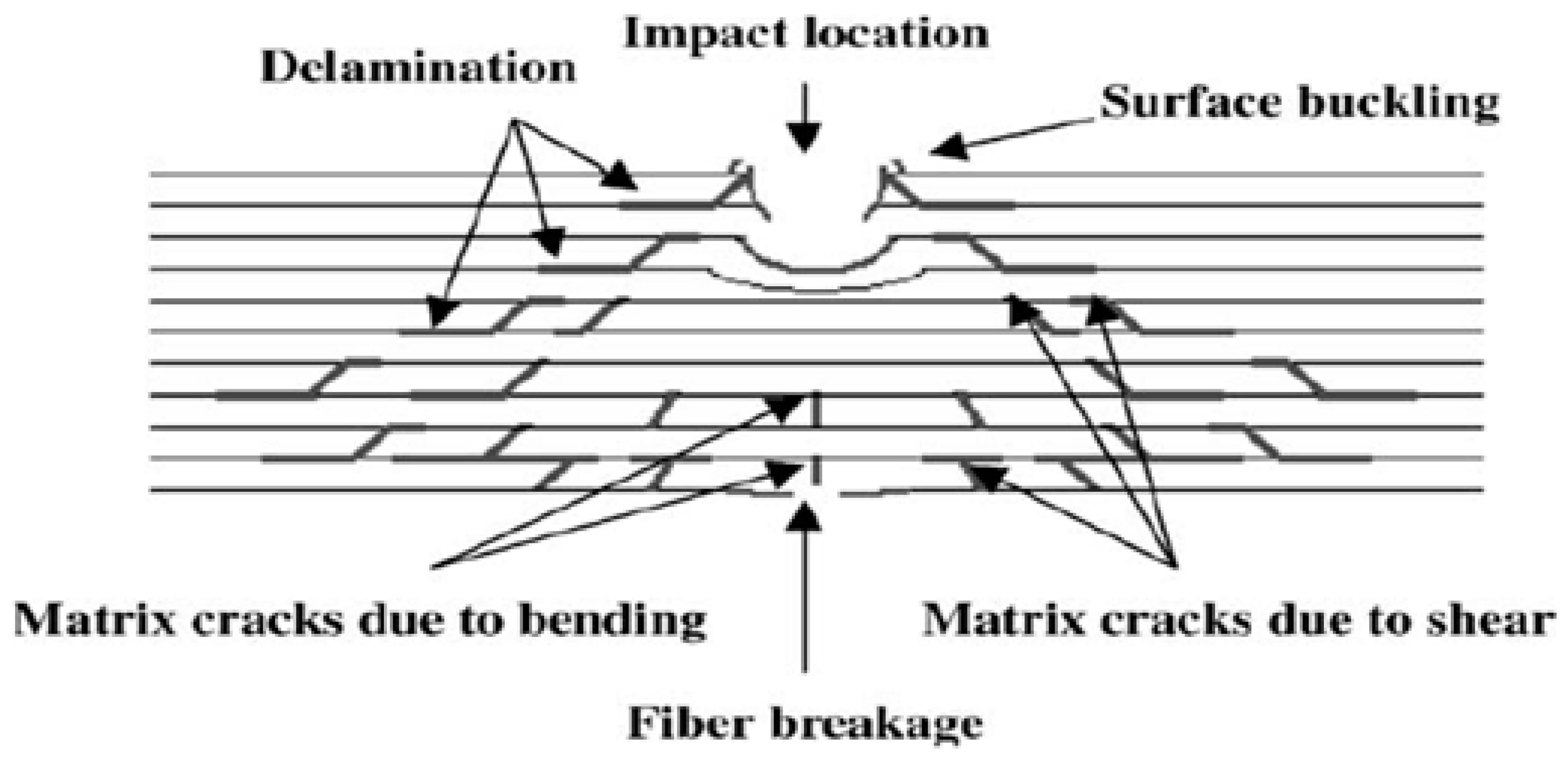
56]. When the impact load is applied on the specimen, the upper layer is under compression stress while the lower layer is under tension stress. The middle layer is put in shear stress. The woven fabrics structure parameters in the middle layer affect the resistance behavior during load. Throughout the impact load, cracks start at the impact side and spread into the loading direction.
Figure 12 shows the typical impact damage mode in composite laminate. The middle layer helps in absorbing a large amount of impact energy. The firm structure of plain fabric offers an obstacle to the spread of further cracking by absorbing and disseminating the impact stress before failure. Conversely, satin fabric contains more floating yarn that can bring to the yarn slip phenomena [
57]. This phenomena happens in satin fabric because of the lesser number of interlacements between warp and weft yarn. As a result, some yarns are not held firmly in the satin structure and result in low absorbing impact energy. Fibre breakage and fibre pull out occurred due to maximum energy absorption which lead to delamination.
Hybrid composite with woven kenaf resulted in better energy absorbed, particularly in the case of CP6 that showed significant increment (22.47%) when plain fabric with 6 × 6 of fabric count was used as the core in the composite. It was also found that hybrid with kenaf plain-designed composite absorbed more energy than satin-designed composite, and was slightly higher than carbon fibre composite. This finding is in agreement with the research work done by Wambua et al. [
59] that attained better energy absorption by incorporating natural fibres (flax, hemp, and jute) in the woven form to the middle layer of natural fibres/mild steel hybrids composite. This is related to the unique energy absorption properties by natural fibres that have acted as a stiff layer to deflect and absorb more impact energy, as compared to carbon fibre that is more brittle. Furthermore, fibres that are derived from plants have low level of embodied energy than synthetic fibres and contain cellulose as their major structural component. High cellulose content and cellulose microfibrils which are aligned in the fibre direction give higher performance in energy absorbtion apart from having higher specific Young’s modulus and tensile strengths than synthetic fibres [
60].
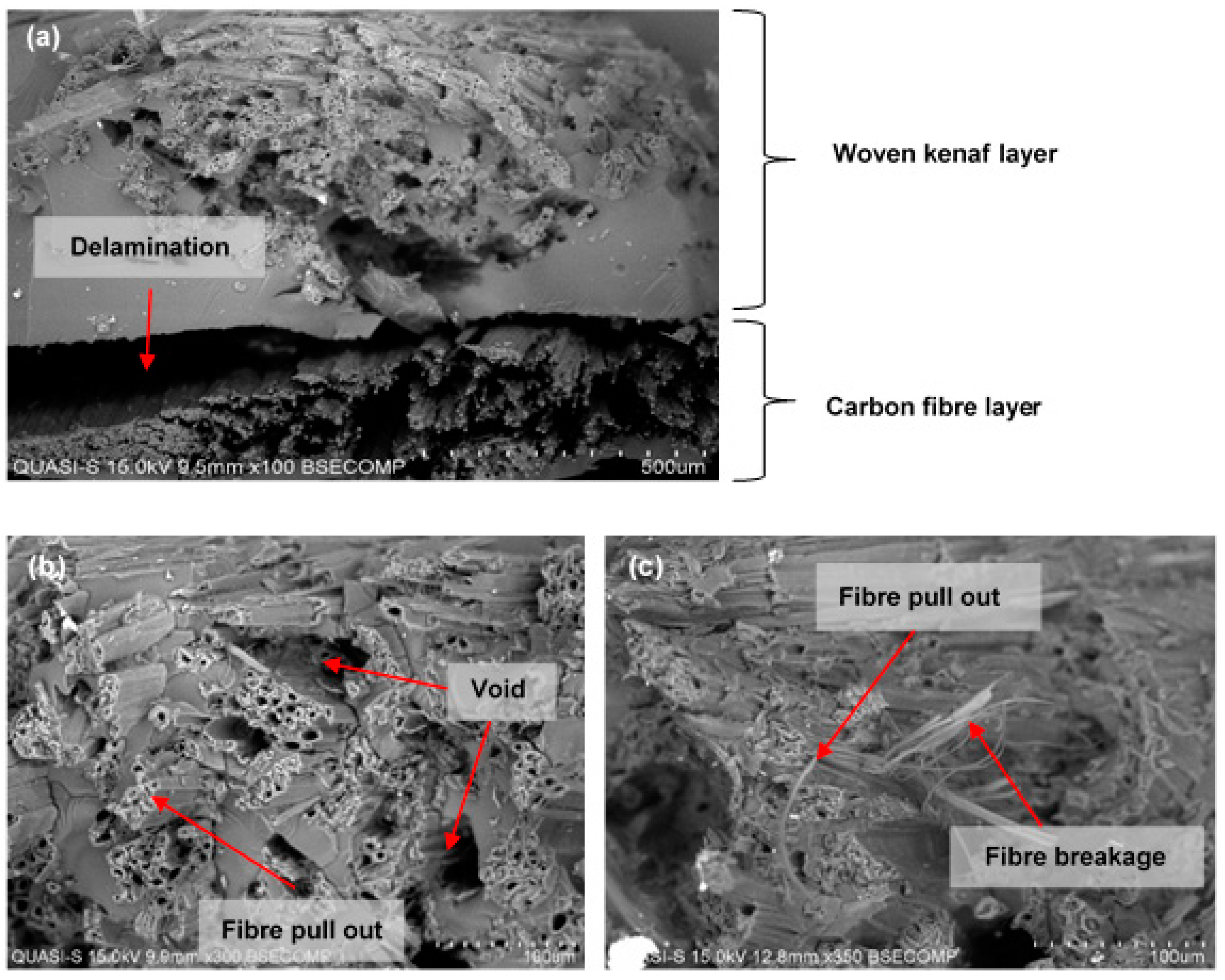
Based on the morphology of the impact fractured surface in
Figure 13, it was observed that the composites failed by a combination of intense fibre pull out, fibre breakage, delamination between layers and voids in the composite. These failure modes occurred more in the satin fabric specimen. Some of these failure modes were also observed in the plain fabric samples, but the extent of the failures differed from that of the satin fabric sample. Many researchers [
61,
62,
63] had mentioned that the weave design was responsible for determining the impact toughness of the composite. Carbon fibre and epoxy matrix were sheared and delaminated as shown in the
Figure 13a. A crack through the woven kenaf/carbon fibre and epoxy interface after the failure can be seen clearly, indicating that the phenomenon of fibre pull-out happened to a large degree (
Figure 13b,c). This failure mode is in agreement with Aly et al. [
61] who have concluded that the impact properties are strongly affected by woven fabric structure and the resin properties. The failure mechanisms described above were also observed in this study. Another factor for causing these phenomenon might be related to the plain fabric’s high cover factor and porosity values. Therefore, plain fabrics are better in interfacial adhesion which leads to good resin-fabrics penetration. Thus, the composites experienced less kenaf fibre pull out and void in the composite, resulting in high impact resistance. Pickering et al. [
60] have reported that the impact absorption capability of composite material depends upon the interfacial strength between the fibres and the matrix. These findings were also supported by Salman et al. [
40] who have stated that the plain fabric could add structural strength and leads to an increase in strength as well as energy absorption capacity of the composite.
It was particularly noticeable that the impact properties increased with an increase in fabric count to 6 × 6. This indicates that the addition of fibre content in the composites has increased energy absorption capacity or makes the composite to be more resistance to impact stress. This can be interpreted that increasing the number of warp yarn has increased the numbers of yarns that are able to bear the impact load. Impact stress can be distributed efficiently in the composite with higher amount of fibres and delay delamination [
64]. Closer weave structure improves energy absorption because high fabric density slows down crack growth and results in a smaller damage length [
22]. Moreover, woven composite with high fabric density has higher impact and damage tolerance due to reduced impact damage which is a result from the higher number of yarn interlacement in a preform [
65]. Hosur et al. [
66] observed that the impact response of plain fabric composites reduced the delamination initiation due to fibre interlacement in their structure. They also indicated that the bottom layer of the woven laminates did not split during impact loading. Plain fabric composite also have better impact resistance due to the higher transverse strength in woven composites that are created by the interlacement of the weft and warp yarns in the preform [
67]. Furthermore, CP6 fabric and carbon fibre bond better with the epoxy resin, provide better adhesion between fabric and resin, thus less fibre pullout and create strong bonding. This bonding results in great amount of impact energy absorption.

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}