1. Introduction
Malinowski [
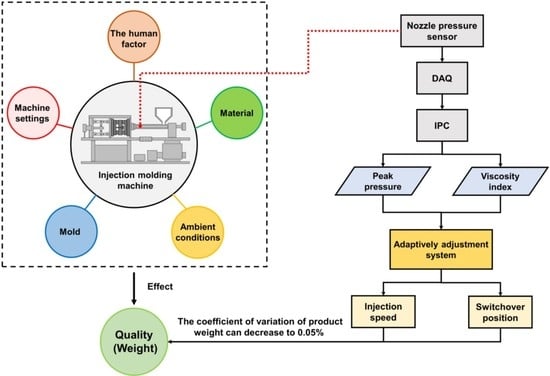
1] mentioned that, during processing, decreasing uncertainty related to product quality was a very important issue for injection molding processing, with environmental factors, plastic flow resistance, material changes, and human factors being considered to be causes of such an uncertainty (shown in
Figure 1).
The injection molding process can be divided into seven stages: plasticization, clamping, injection, packing, cooling, demolding and ejecting. Injection and packing are the stages that have been suggested to have the greatest effects on product quality. Kazmer et al. [
2] mentioned that changes in the screw position and injection pressure were conditions that could decrease product quality uncertainty. Excluding the switchover position, injection speed is also an important processing parameter for injection molding machines. In the case of polymer materials, the
P–
V–
T (Pressure-Specific Volume–Temperature) relationship is very important because there is a strong relationship between pressure, volume, and temperature, and the specific volume affects the product weight significantly. Using the relationship between pressure and temperature to maintain a specific volume can lead to a constant product weight.
Michaeli and Schreiber [
3] used feedback cavity pressure data and the
P–
V–
T relationship of a polymer to control the product quality cycle by cycle. There have been many methods to control injection molding machines; for instance, Chen et al. [
4] and Chen et al. [
5] have found that the clamping force has a strong relationship with the product weight, then use the clamping as a criterion to adjust the switchover position; additionally, Huang [
6] also use the cavity pressure to adjust a better switchover position, and they use the grey prediction to predict the cavity pressure; Chen and Turng [
7] use the mold separation and part weight as a criterion for adjusting the parameter.
For a thin plastic product, the injection speed plays a big part, and it can influence the product quality a lot. Pandelidis et al. [
8] and Yang et al. [
9] have mentioned that they tuned the injection speed by controlling the servo valve, before maintaining the thin plastic product’s quality. Tracking the master curve is a very important method for injection molding; Agrawal et al. [
10] built a master curve that was based on the cavity pressure curve in order to maintain the injection speed; then, Zhang et al. [
11] used the prediction model of the warpage to control the injection parameter, furthermore maintaining the warpage of the product; following this, Dubay [
12] also stabilized the product quality by setting an ideal quality curve as the control benchmark of the predictive control model.
In this study, the pressure curve is an important basis for judging the product weight. Schiffers [
13] used the viscosity index (
VI) to describe the pressure curve and used it as an indicator of product quality as well as to determine the best switchover position.
Chen et al. [
14] developed an adaptive system and used a nozzle pressure sensor to measure and monitor polymer pressure. Nozzle pressure data was also used to calculate the viscosity index. In the experiment, Chen found that the viscosity index had a significant relationship with the product weight, where this relationship could be controlled by the switchover position.
Tsai [
15] developed an adaptive system that was dependent on a neural network prediction system and used the injection speed, switchover position, and cavity temperature through the neural network system to predict the pressure curve characteristics. With this system, the variations of the product weight were decreased to 0.14%, and it was proven that the injection speed is an important parameter for the injection process.
In this study, the viscosity index and peak pressure are used to guide the adjustment in the presented control system, and only one nozzle pressure sensor is used in the system. The sensor was placed on the side of the nozzle. The adaptive adjustment control system stabilized the pressure curve and, in turn, stabilized the product weight.
6. Conclusions
In this study, C++ programming language was used to develop an adaptive adjustment system that only used a nozzle pressure sensor to monitor extracted pressure data. According to the P–V–T relationship for polymer characteristics, as soon as the pressure was stabilized during the injection molding process, the weight of the injected parts could also be consistently maintained.
A preliminary experiment was conducted to show the proportional relationships between the peak pressure, viscosity index, and product weight, after which this relationship was used to obtain the master curve that could be implemented in the adaptive adjustment system. Furthermore, the results of the preliminary experiments reveal that more appropriate process parameter settings (i.e., packing time, clamping force) enable the minimization of the variation of injection molded parts before carrying out the adaptive adjustment system.
With this system, the product weight was more stable than for the process without such a system, with the variation of the product weight and the coefficient of variation of the product weight decreasing to 0.21% and 0.05%, respectively. Based on the comparative results, the validity of the proposed system was successfully verified.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}