
Enhancing Sustainability: Jute Fiber-Reinforced Bio-Based Sandwich Composites for Use in Battery Boxes
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Low-Pressure Plasma Treatment
2.3. Preparation of Laminate and Sandwich Composites Using Vacuum Resin Infusion
2.4. Characterization
2.4.1. Tensile Test
2.4.2. Flexural Test
2.4.3. Interlaminate Shear Test
2.4.4. Digital Imaging Microscope Analysis
3. Results and Discussion
3.1. Tensile Properties of Composite Facings
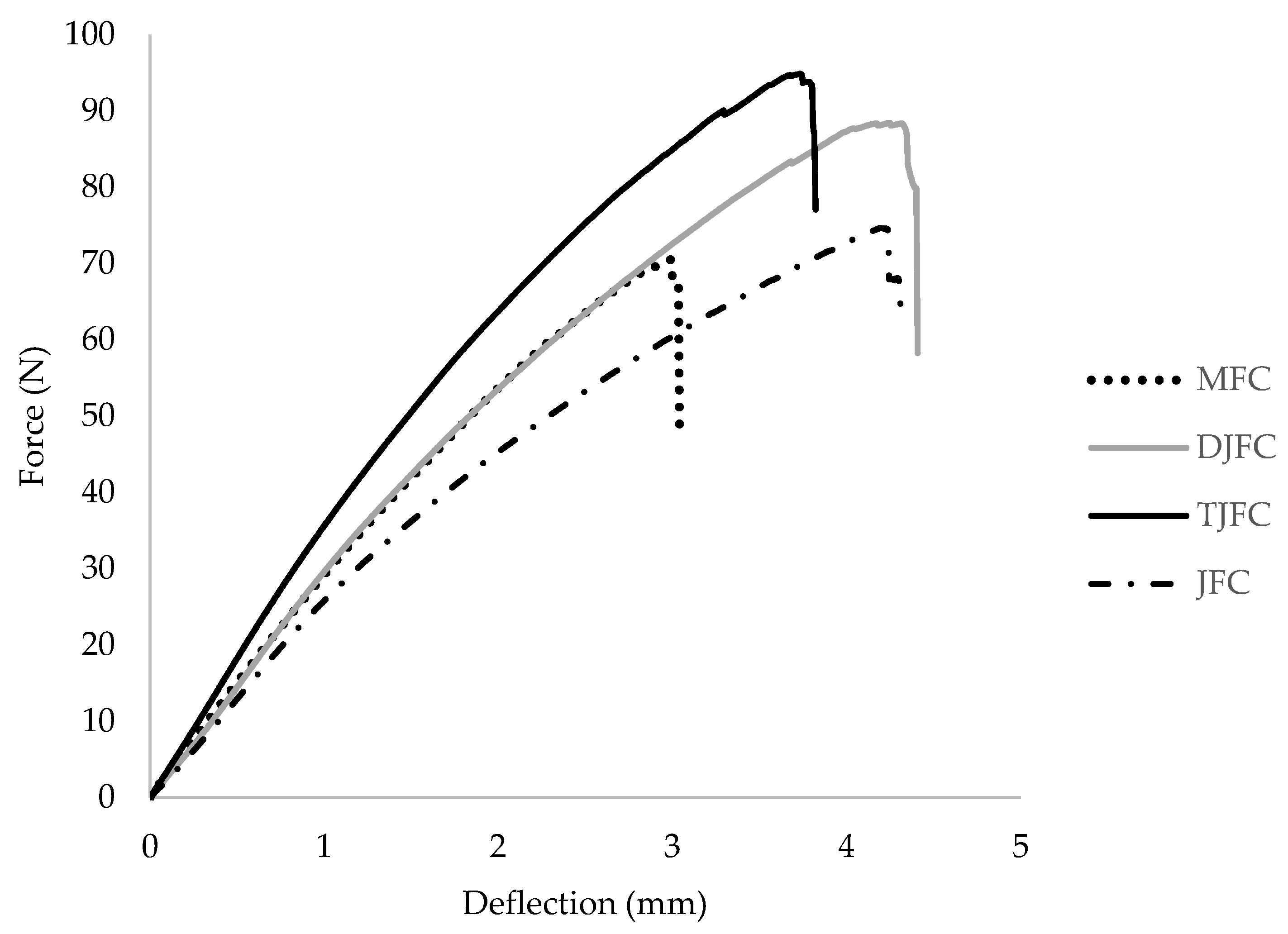
3.2. Flexural Properties of Composite Facings
3.3. Interlaminar Shear Test Properties of Composite Facings
3.4. Flexural Properties of Sandwich Panels
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chandekar, H.; Chaudhari, V.; Waigaonkar, S. A review of jute fiber reinforced polymer composites. Mater. Today Proc. 2020, 26, 2079–2082. [Google Scholar] [CrossRef]
- Alhijazi, M.; Safaei, B.; Zeeshan, Q.; Asmael, M.; Eyvazian, A.; Qin, Z. Recent developments in luffa natural fiber composites. Sustainability 2020, 12, 7683. [Google Scholar] [CrossRef]
- Khalili, P.; Tshai, K.; Kong, I. Natural fiber reinforced expandable graphite filled composites: Evaluation of the flame retardancy, thermal and mechanical performances. Compos. Part A Appl. Sci. Manuf. 2017, 100, 194–205. [Google Scholar] [CrossRef]
- Alhijazi, M.; Zeeshan, Q.; Qin, Z.; Safaei, B.; Asmael, M. Finite element analysis of natural fibers composites: A review. Nanotechnol. Rev. 2020, 9, 853–875. [Google Scholar] [CrossRef]
- Khalili, P.; Blinzler, B.; Kádár, R.; Blomqvist, P.; Sandinge, A.; Bisschop, R.; Liu, X. Ramie fabric Elium® composites with flame retardant coating: Flammability, smoke, viscoelastic and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105986. [Google Scholar] [CrossRef]
- George, M.; Chae, M.; Bressler, D.C. Composite materials with bast fibres: Structural, technical, and environmental properties. Prog. Mater. Sci. 2016, 83, 1–23. [Google Scholar]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. Jom 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Furtado, S.C.; Araújo, A.; Silva, A.; Alves, C.; Ribeiro, A. Natural fibre-reinforced composite parts for automotive applications. Int. J. Automot. Compos. 2014, 1, 18–38. [Google Scholar] [CrossRef]
- Rana, A.K.; Mandal, A.; Mitra, B.C.; Jacobson, R.; Rowell, R.; Banerjee, A.N. Short jute fiber-reinforced polypropylene composites: Effect of compatibilizer. J. Appl. Polym. Sci. 1998, 69, 329–338. [Google Scholar] [CrossRef]
- Lee, S.G.; Choi, S.S.; Park, W.H.; Cho, D. Characterization of surface modified flax fibers and their biocomposites with PHB. In Macromolecular Symposia; Wiley Online Library: Hoboken, NJ, USA, 2003. [Google Scholar]
- Cho, D.; Lee, H.S.; Han, S.O. Effect of fiber surface modification on the interfacial and mechanical properties of kenaf fiber-reinforced thermoplastic and thermosetting polymer composites. Compos. Interfaces 2009, 16, 711–729. [Google Scholar] [CrossRef]
- Shcherbakov, A.; Mostovoy, A.; Bekeshev, A.; Burmistrov, I.; Arzamastsev, S.; Lopukhova, M. Effect of microwave irradiation at different stages of manufacturing unsaturated polyester nanocomposite. Polymers 2022, 14, 4594. [Google Scholar] [CrossRef] [PubMed]
- Terin, D.; Kardash, M.; Ainetdinov, D.; Turaev, T.; Sinev, I. Anion-Exchange Membrane “Polikon A” Based on Polyester Fiber Fabric (Functionalized by Low-Temperature High-Frequency Plasma) with Oxidized Metal Nanoparticles. Membranes 2023, 13, 742. [Google Scholar] [CrossRef] [PubMed]
- Vallo, C.; Kenny, J.M.; Vazquez, A.; Cyras, V.P. Effect of chemical treatment on the mechanical properties of starch-based blends reinforced with sisal fibre. J. Compos. Mater. 2004, 38, 1387–1399. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Fink, H.-P.; Specht, K. Unidirectional hemp and flax EP-and PP-composites: Influence of defined fiber treatments. J. Appl. Polym. Sci. 2004, 93, 2150–2156. [Google Scholar] [CrossRef]
- Spiridon, I.; Darie, R.N.; Kangas, H. Influence of fiber modifications on PLA/fiber composites. Behavior to accelerated weathering. Compos. Part B Eng. 2016, 92, 19–27. [Google Scholar] [CrossRef]
- Ivanovska, A.; Milošević, M.; Obradović, B.; Svirčev, Z.; Kostić, M. Plasma treatment as a sustainable method for enhancing the wettability of jute fabrics. Sustainability 2023, 15, 2125. [Google Scholar] [CrossRef]
- De Deus, J.F.; Monteiro, S.N.; d’Almeida, J.R.M. Effect of drying, molding pressure, and strain rate on the flexural mechanical behavior of piassava (Attalea funifera Mart) fiber–polyester composites. Polym. Test. 2005, 24, 750–755. [Google Scholar] [CrossRef]
- Ricciardi, M.R.; Papa, I.; Coppola, G.; Lopresto, V.; Sansone, L.; Antonucci, V. Effect of plasma treatment on the impact behavior of epoxy/basalt fiber-reinforced composites: A preliminary study. Polymers 2021, 13, 1293. [Google Scholar] [CrossRef]
- Dilfi, K.F.A.; Balan, A.; Bin, H.; Xian, G.; Thomas, S. Effect of surface modification of jute fiber on the mechanical properties and durability of jute fiber-reinforced epoxy composites. Polym. Compos. 2018, 39, E2519–E2528. [Google Scholar] [CrossRef]
- Khalili, P.; Skrifvars, M.; Dhakal, H.N.; Jiang, C. Regenerated Cellulose Fabric Reinforced Bio-based Polypropylene Sandwich Composites: Fabrication, Mechanical Performance and Analytical Modelling. J. Mater. Res. Technol. 2023, 22, 3423–3435. [Google Scholar] [CrossRef]
- Uusi-Tarkka, E.-K.; Skrifvars, M.; Khalili, P.; Heräjärvi, H.; Kadi, N.; Haapala, A. Mechanical and Thermal Properties of Wood-Fiber-Based All-Cellulose Composites and Cellulose–Polypropylene Biocomposites. Polymers 2023, 15, 475. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, M.; Anandan, S.; Huo, Z.; Birman, V.; Volz, J.; Chandrashekhara, K. Manufacturing and characterization of polyurethane based sandwich composite structures. Compos. Struct. 2015, 123, 169–179. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Vijayarangan, S. Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 2008, 207, 330–335. [Google Scholar] [CrossRef]
- Grellmann, W.; Seidler, S. Deformation and Fracture Behaviour of Polymers; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Sinha, E.; Panigrahi, S. Effect of plasma treatment on structure, wettability of jute fiber and flexural strength of its composite. J. Compos. Mater. 2009, 43, 1791–1802. [Google Scholar] [CrossRef]
- Gibeop, N.; Lee, D.; Prasad, C.; Toru, F.; Kim, B.S.; Song, J.I. Effect of plasma treatment on mechanical properties of jute fiber/poly (lactic acid) biodegradable composites. Adv. Compos. Mater. 2013, 22, 389–399. [Google Scholar] [CrossRef]
- Wang, H.; Memon, H.; Hassan, E.A.M.; Miah, S.; Ali, A. Effect of jute fiber modification on mechanical properties of jute fiber composite. Materials 2019, 12, 1226. [Google Scholar] [CrossRef]
- Mallick, P.K. Fiber-Reinforced Composites: Materials, Manufacturing, and Design; CRC Press: Boca Raton, FL, USA, 2007; Volume 2, p. 1226. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Number of Layers | Thickness (mm) | Fiber Mass Fraction (%) |
|---|---|---|---|
| Mat fiber composite (MFC) | 1 (2 *) | 2.3 (4.9 *) | 18 |
| Jute fiber composite (JFC) | 3 (7 *) | 2.4 (4.9 *) | 32 |
| Dried jute fiber composite (DJFC) | 3 (7 *) | 2.4 (4.9 *) | 32 |
| Plasma-treated jute fiber composite (TJFC) | 3 (7 *) | 2.4 (4.9 *) | 32 |
| Samples | Tensile Strength (MPa) | Tensile Strength SD (MPa) | Elongation to Break % | Elongation to Break SD % | Young’s Modulus (GPa) | Young’s Modulus SD (GPa) |
|---|---|---|---|---|---|---|
| Mat fiber composite (MFC) | 35.66 | 1.92 | 4.43 | 0.46 | 3.63 | 0.19 |
| Jute fiber composite (JFC) | 49.07 | 2.80 | 4.70 | 0.55 | 6.12 | 0.61 |
| Dried jute fiber composite (DJFC) | 52.55 | 2.13 | 4.80 | 0.41 | 6.62 | 0.51 |
| Plasma-treated jute fiber composite (TJFC) | 53.61 | 2.38 | 4.70 | 0.32 | 7.17 | 0.88 |
| Samples | Flexural Strength (MPa) | Flexural Strength SD (MPa) | Flexural Modulus (GPa) | Flexural Modulus SD (GPa) |
|---|---|---|---|---|
| Mat fiber composite (MFC) | 71.26 | 7.21 | 4.12 | 0.71 |
| Jute fiber composite (JFC) | 70.78 | 3.98 | 3.38 | 0.32 |
| Dried jute fiber composite (DJFC) | 87.08 | 7.94 | 4.25 | 0.62 |
| Plasma-treated jute fiber composite (TJFC) | 93.71 | 7.46 | 5.20 | 0.73 |
| Samples | Short-Beam Strength (MPa) | Short-Beam Strength SD (MPa) | Max Force (N) | Max Force SD (N) |
|---|---|---|---|---|
| Mat fiber composite (MFC) | 7.57 | 0.54 | 322.91 | 23.04 |
| Jute fiber composite (JFC) | 12.51 | 1.34 | 533.76 | 57.25 |
| Dried jute fiber composite (DJFC) | 14.11 | 0.51 | 601.88 | 21.66 |
| Plasma-treated jute fiber composite (TJFC) | 12.63 | 1.12 | 538.96 | 47.59 |
| Samples | Max Force (N) | Max Force SD (N) | Facing Ultimate Stress (FUS) (MPa) | FUS SD (MPa) | Core Shear Ultimate Stress (CSUS) (MPa) | CSUS SD (MPa) | Max Deflection (mm) | Max Deflection SD (mm) | Flexural Rigidity/Width (N.mm) |
|---|---|---|---|---|---|---|---|---|---|
| PET70 | 364.39 | 19.51 | 19.32 | 1.03 | 0.55 | 0.03 | 8.26 | 2.03 | 400,510 |
| PET70-PLASMA | 481.89 | 14.36 | 25.55 | 0.76 | 0.73 | 0.02 | 6.71 | 1.40 | 433,785 |
| PET100-PLASMA | 570.88 | 25.45 | 30.27 | 1.35 | 0.86 | 0.04 | 7.32 | 0.46 | 433,785 |
| PVC | 324.94 | 8.79 | 18.95 | 0.51 | 0.54 | 0.02 | 5.86 | 0.35 | 331,000 |
| PVC-PLASMA | 308.83 | 4.55 | 18.02 | 0.27 | 0.51 | 0.01 | 6.13 | 1.05 | 358,500 |
| PET100 | 607.78 | 13.33 | 32.23 | 0.71 | 0.92 | 0.02 | 7.69 | 0.39 | 400,510 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arya, M.; Malmek, E.-M.; Ecoist, T.K.; Pettersson, J.; Skrifvars, M.; Khalili, P. Enhancing Sustainability: Jute Fiber-Reinforced Bio-Based Sandwich Composites for Use in Battery Boxes. Polymers 2023, 15, 3842. https://doi.org/10.3390/polym15183842
Arya M, Malmek E-M, Ecoist TK, Pettersson J, Skrifvars M, Khalili P. Enhancing Sustainability: Jute Fiber-Reinforced Bio-Based Sandwich Composites for Use in Battery Boxes. Polymers. 2023; 15(18):3842. https://doi.org/10.3390/polym15183842
Chicago/Turabian StyleArya, Mina, Else-Marie Malmek, Thomas Koch Ecoist, Jocke Pettersson, Mikael Skrifvars, and Pooria Khalili. 2023. "Enhancing Sustainability: Jute Fiber-Reinforced Bio-Based Sandwich Composites for Use in Battery Boxes" Polymers 15, no. 18: 3842. https://doi.org/10.3390/polym15183842