
Evaluation of Physicochemical Properties of a Hydroxyapatite Polymer Nanocomposite for Use in Fused Filament Fabrication
 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
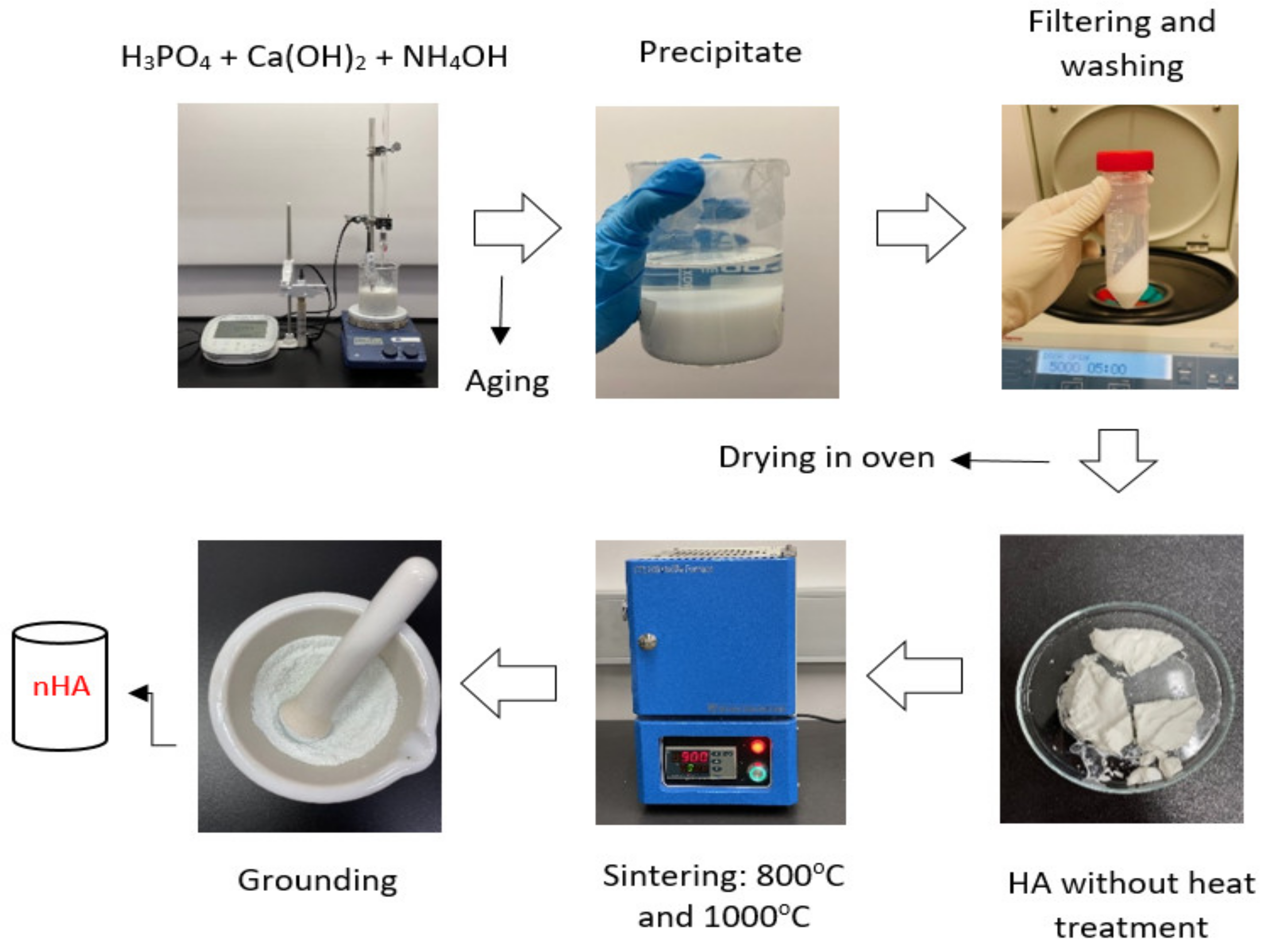
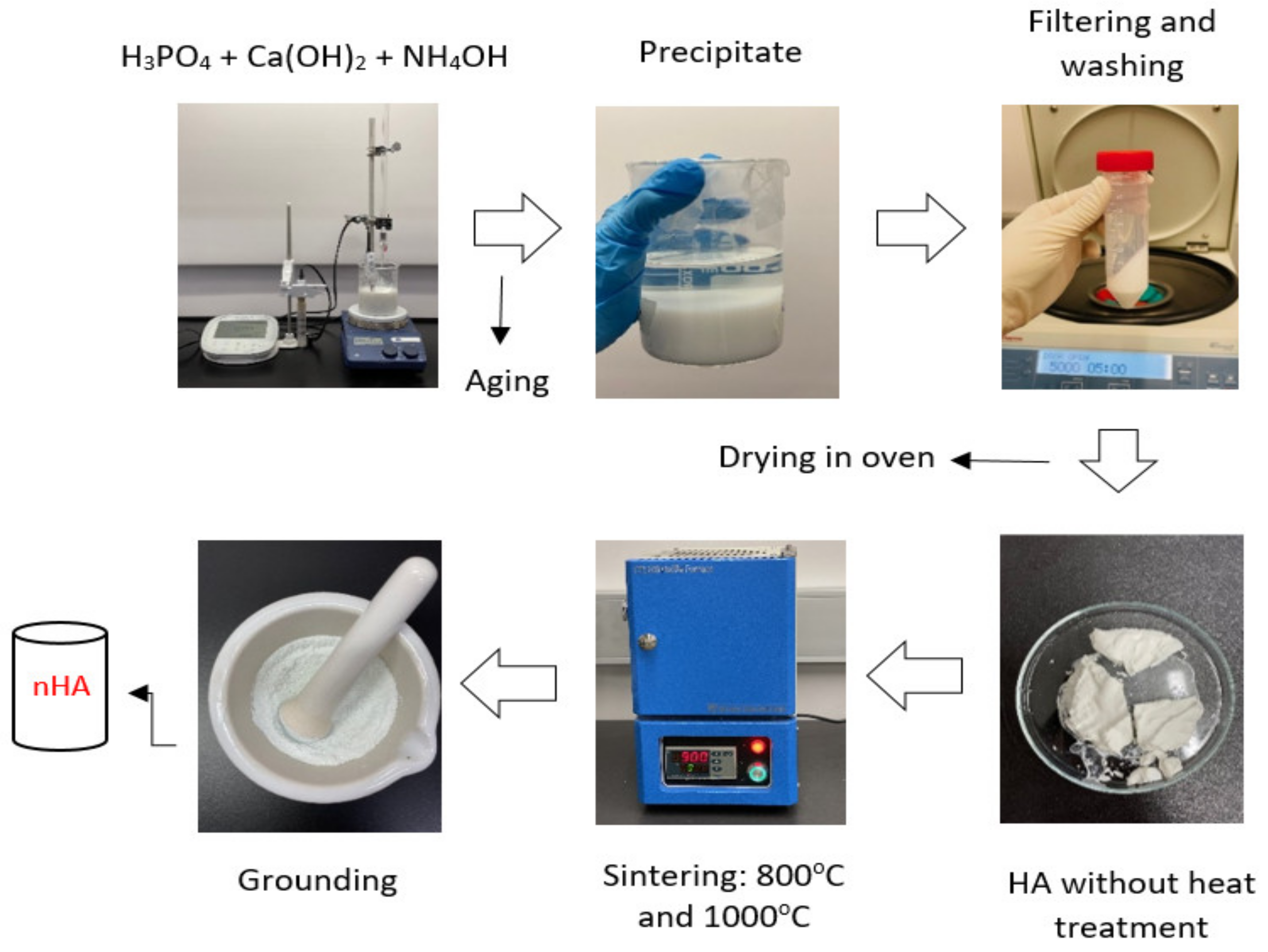
2.2. Synthesis of Nanohydroxyapatite (nHA) Particles
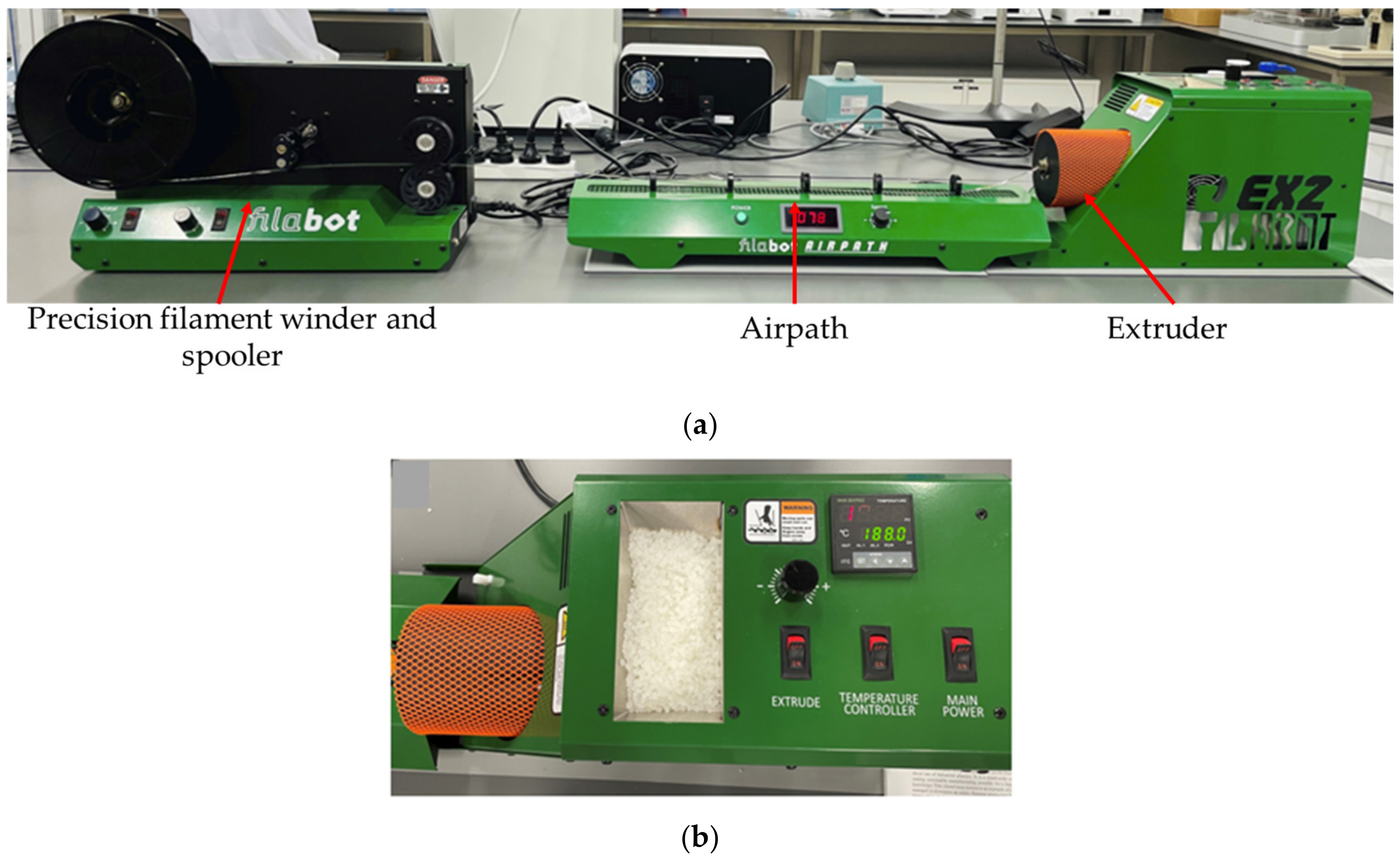
2.3. Preparation of nHA-NC-PLA Nanocomposite Filament
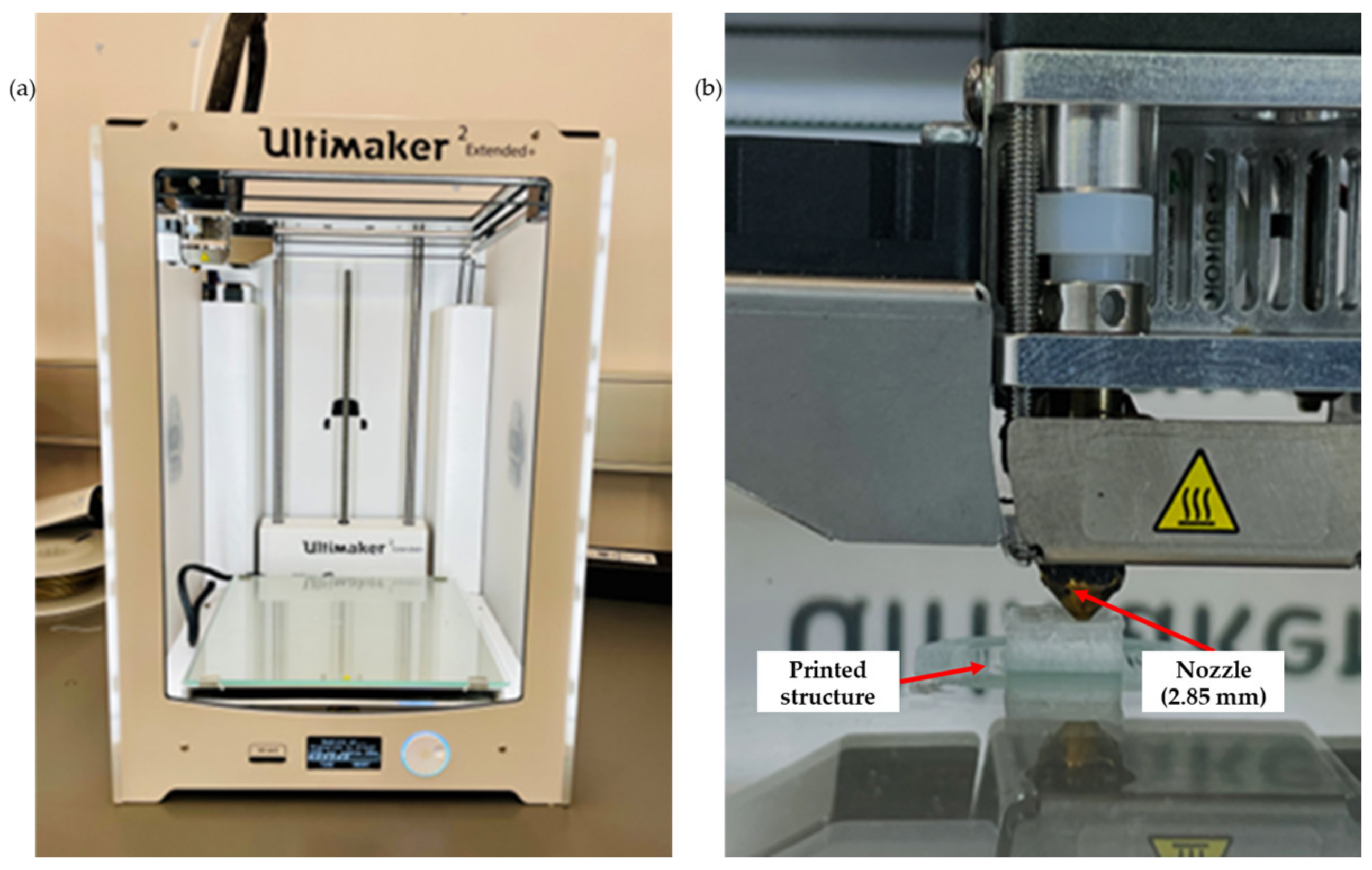
2.4. 3D Printing of Produced Filament
2.5. 3D Printing of Scaffold Models
2.6. Characterisation
2.6.1. Morphology
2.6.2. Fourier Transform Infrared (FTIR) Spectroscopy
2.6.3. Thermogravimetric Analysis (TGA)
2.6.4. Differential Scanning Calorimetry (DSC)
2.6.5. Compression Testing
2.6.6. Tensile Properties
2.6.7. Hardness
2.6.8. Water Absorption
2.6.9. Water Contact Angle
2.6.10. Printability
3. Results and Discussion
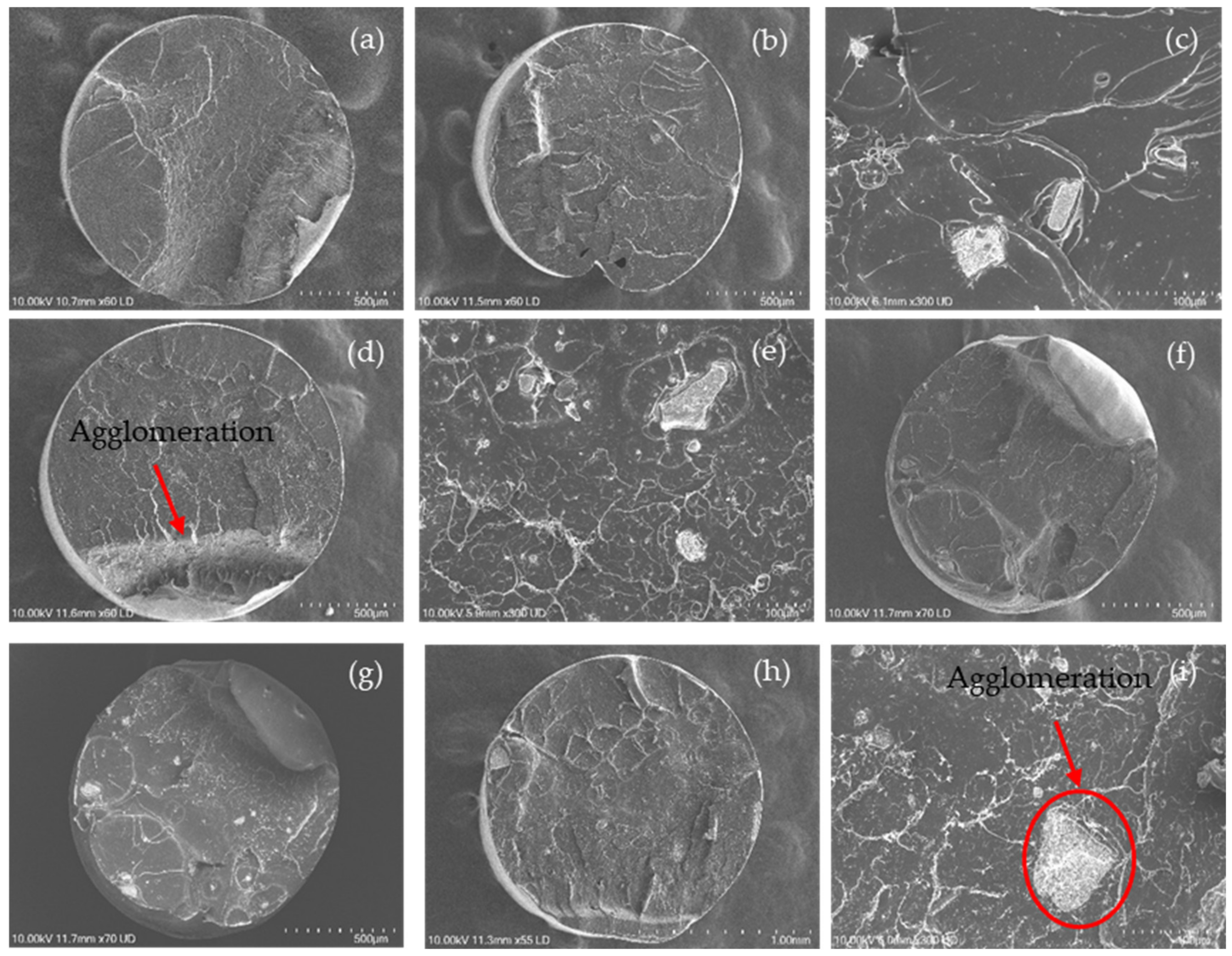
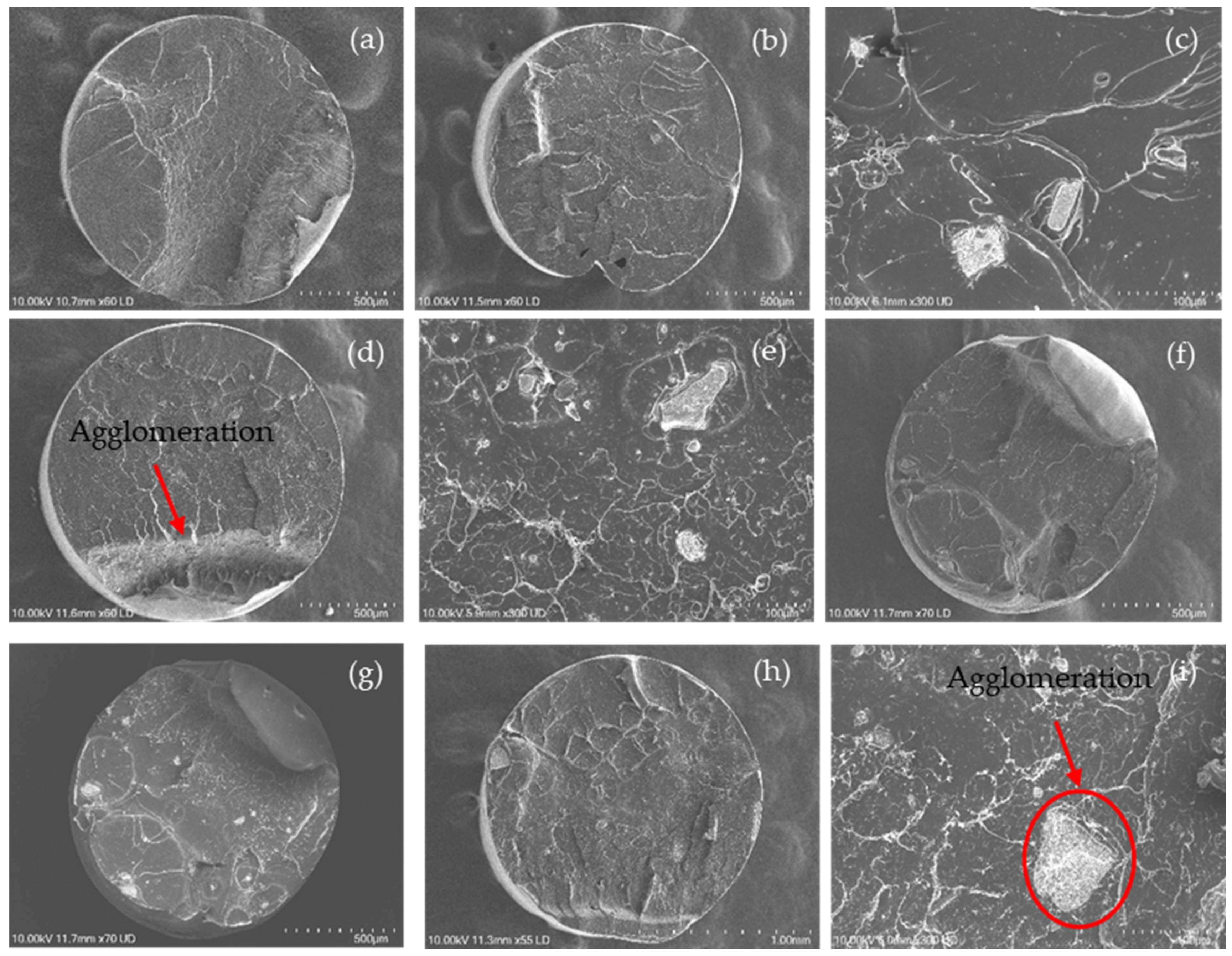
3.1. Morphology
3.2. FTIR
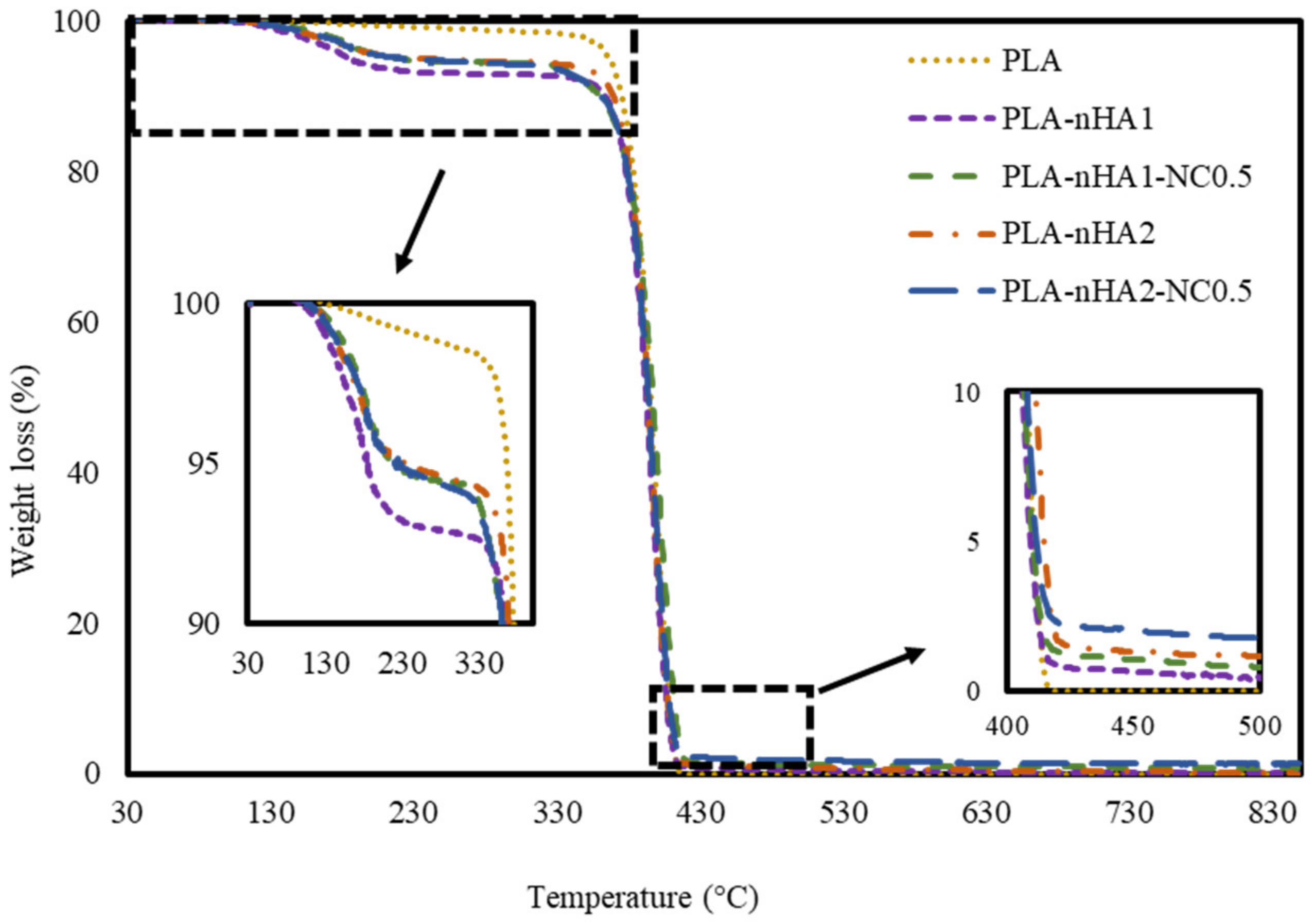
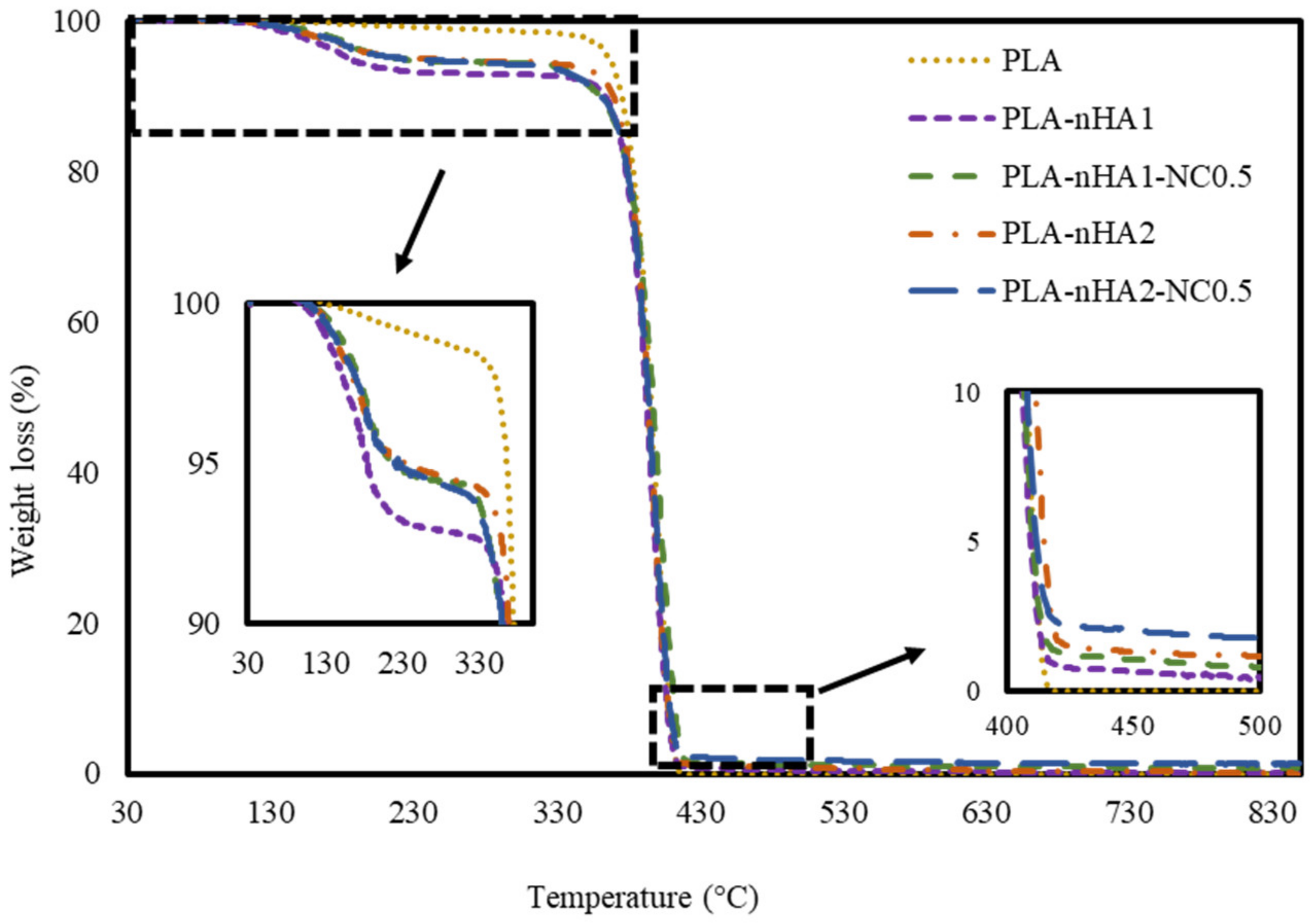
3.3. TGA
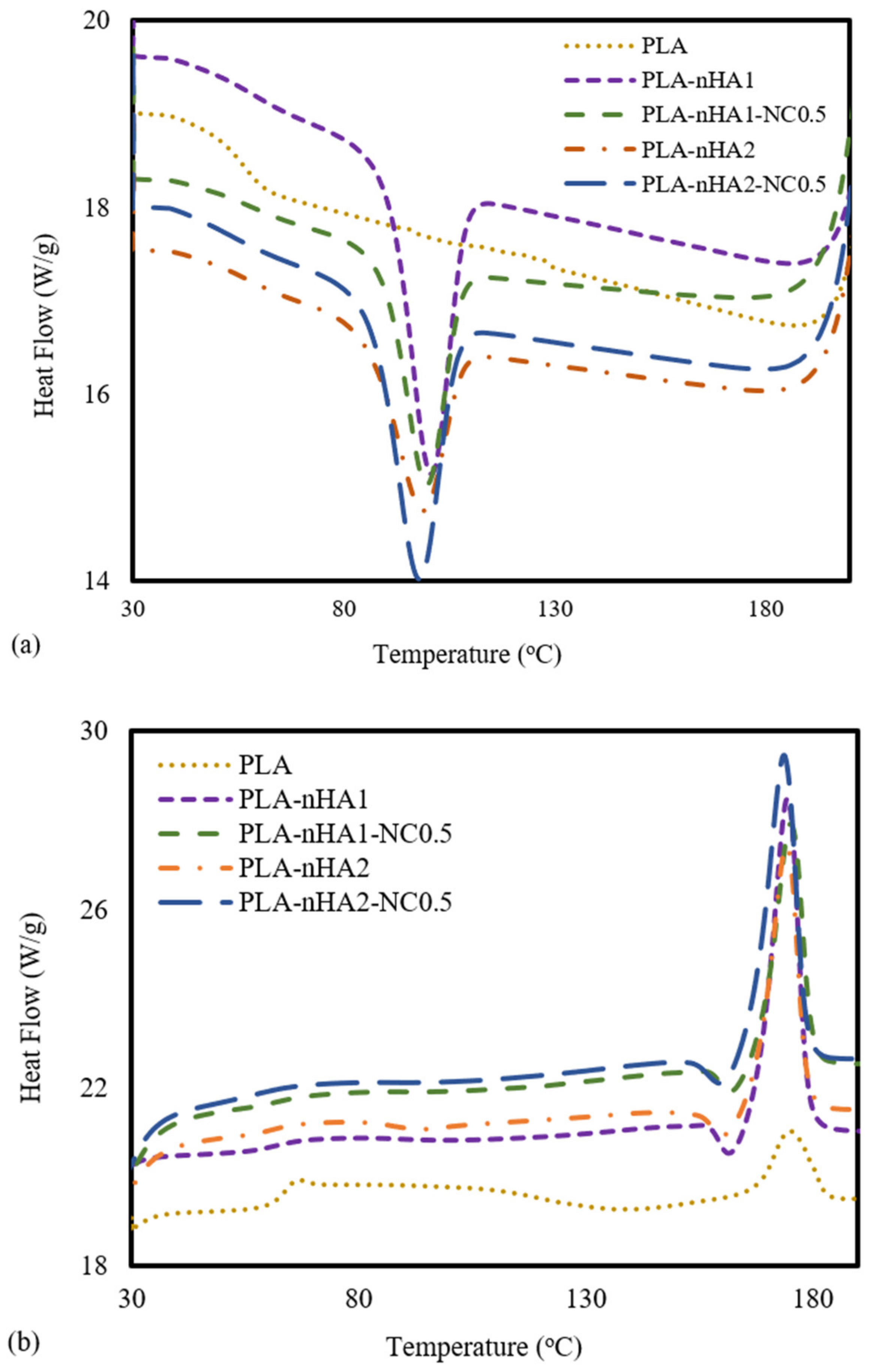
3.4. DSC
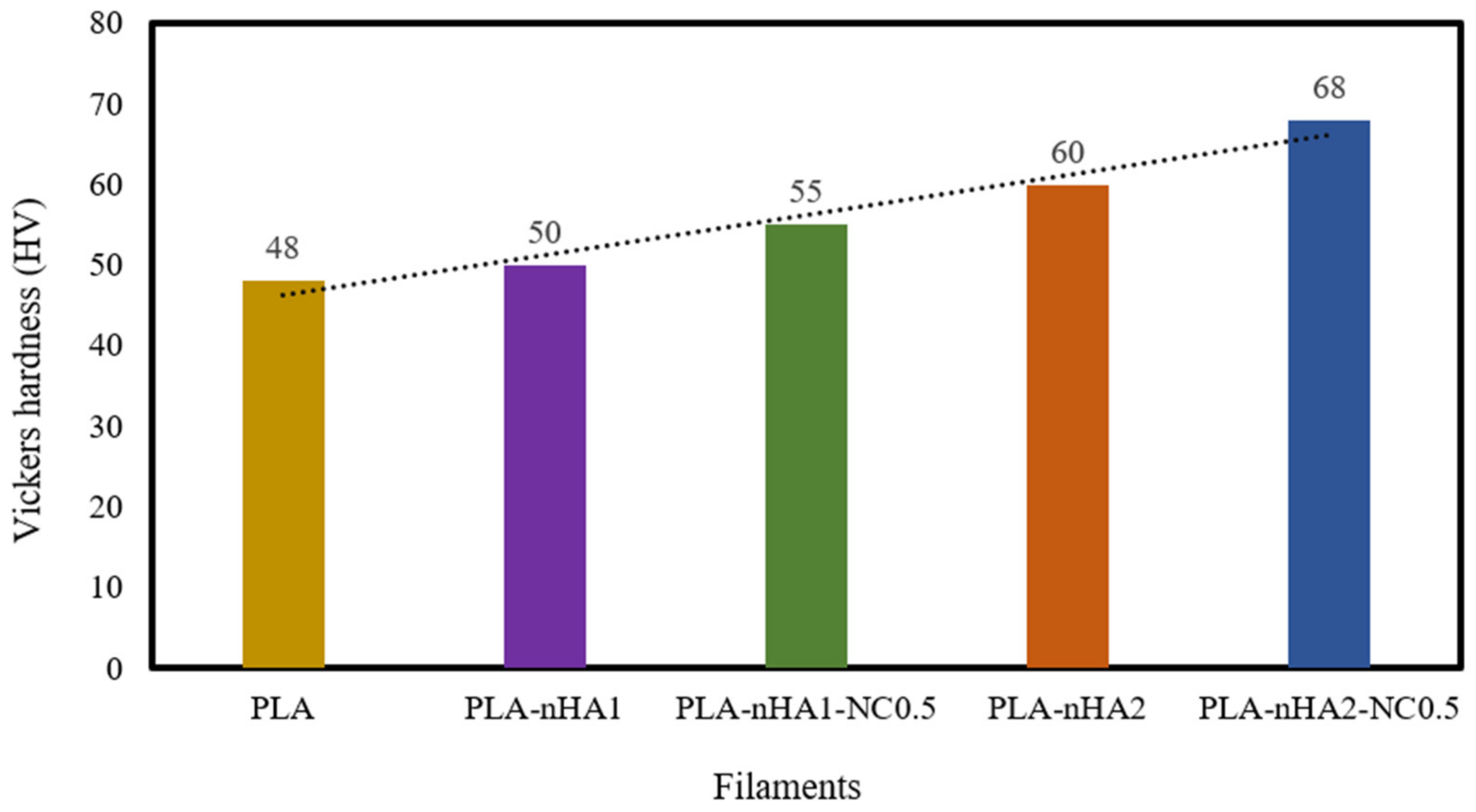
3.5. Hardness
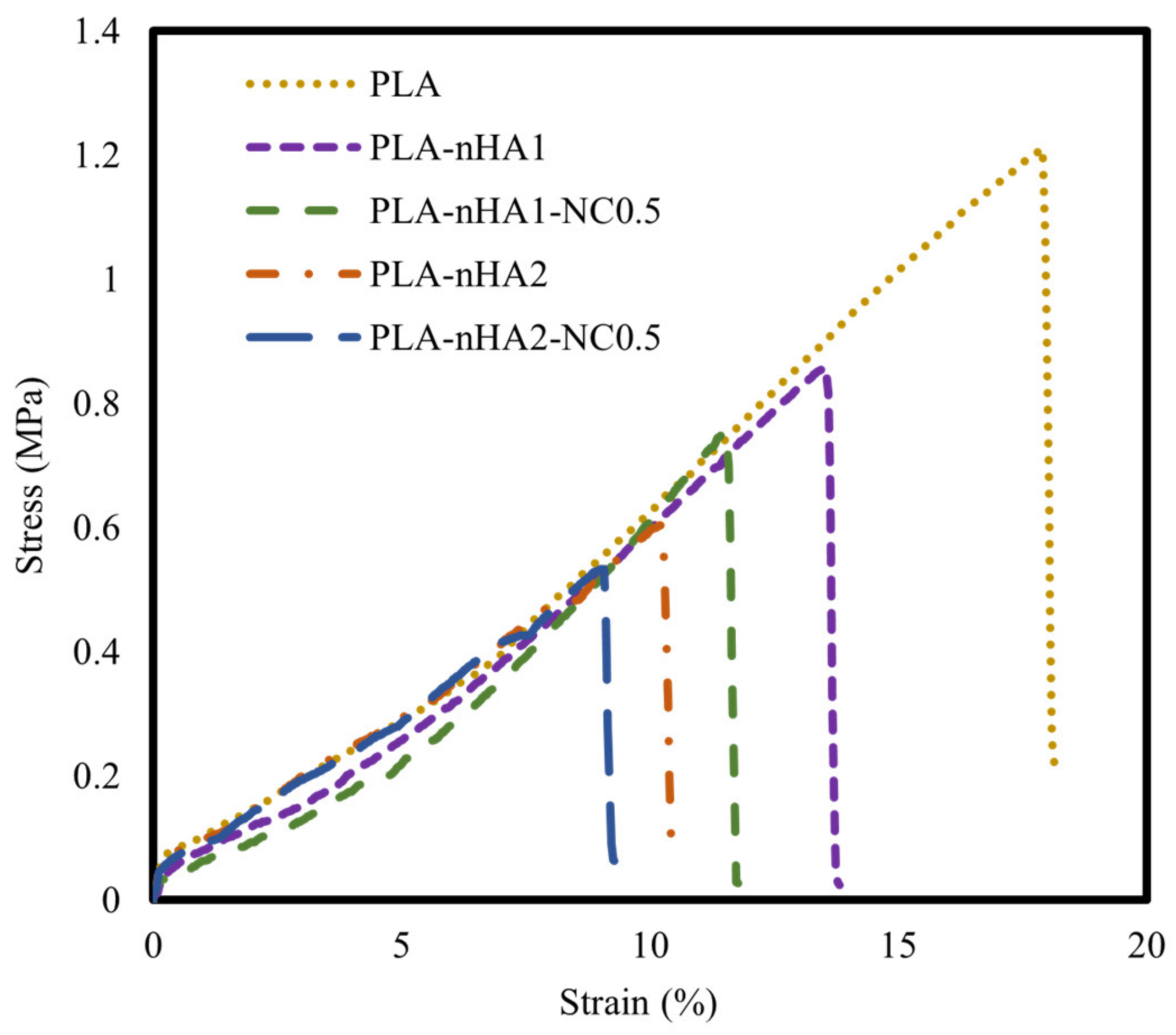
3.6. Tensile Strength
3.7. Compressive Strength
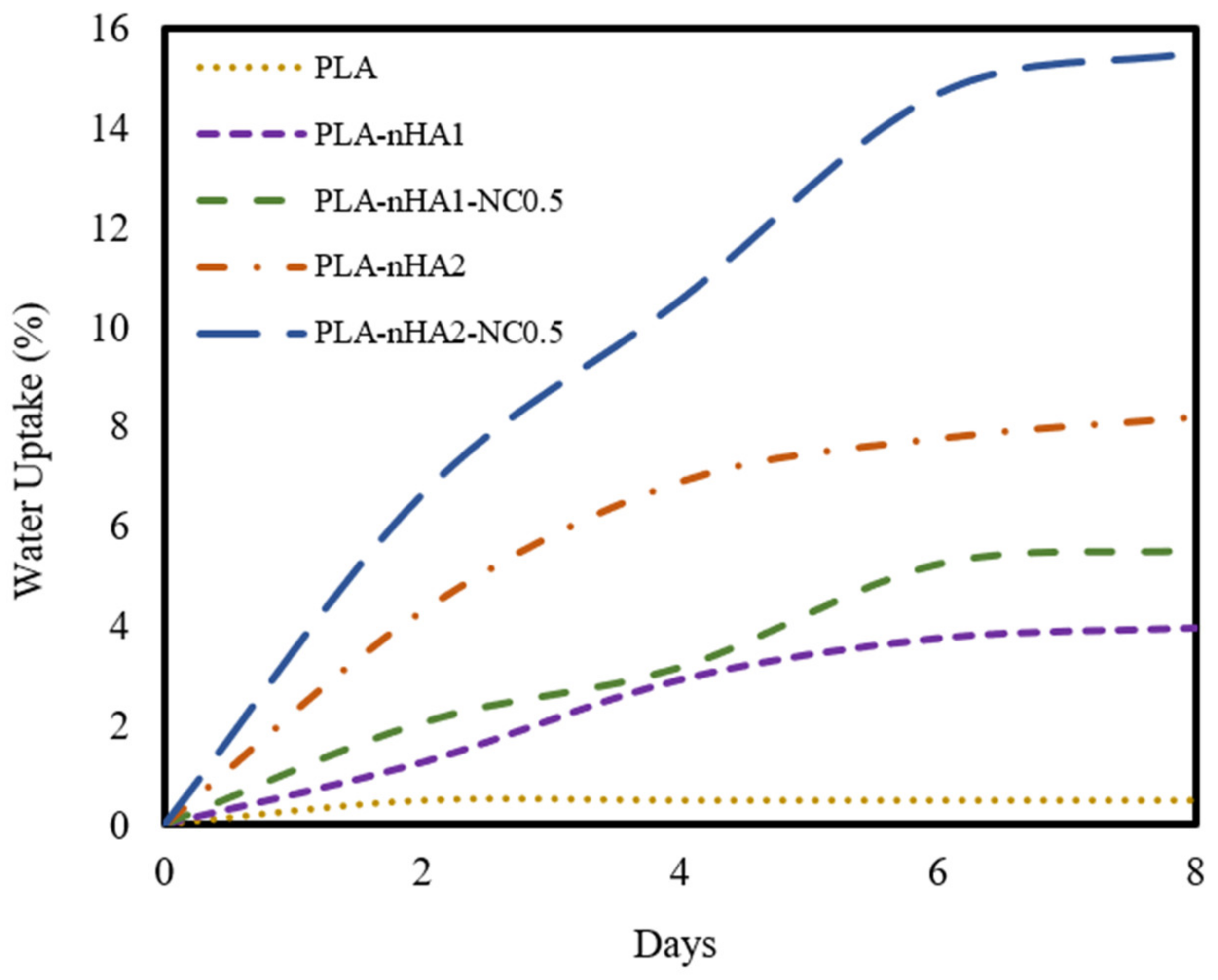
3.8. Water Absorption
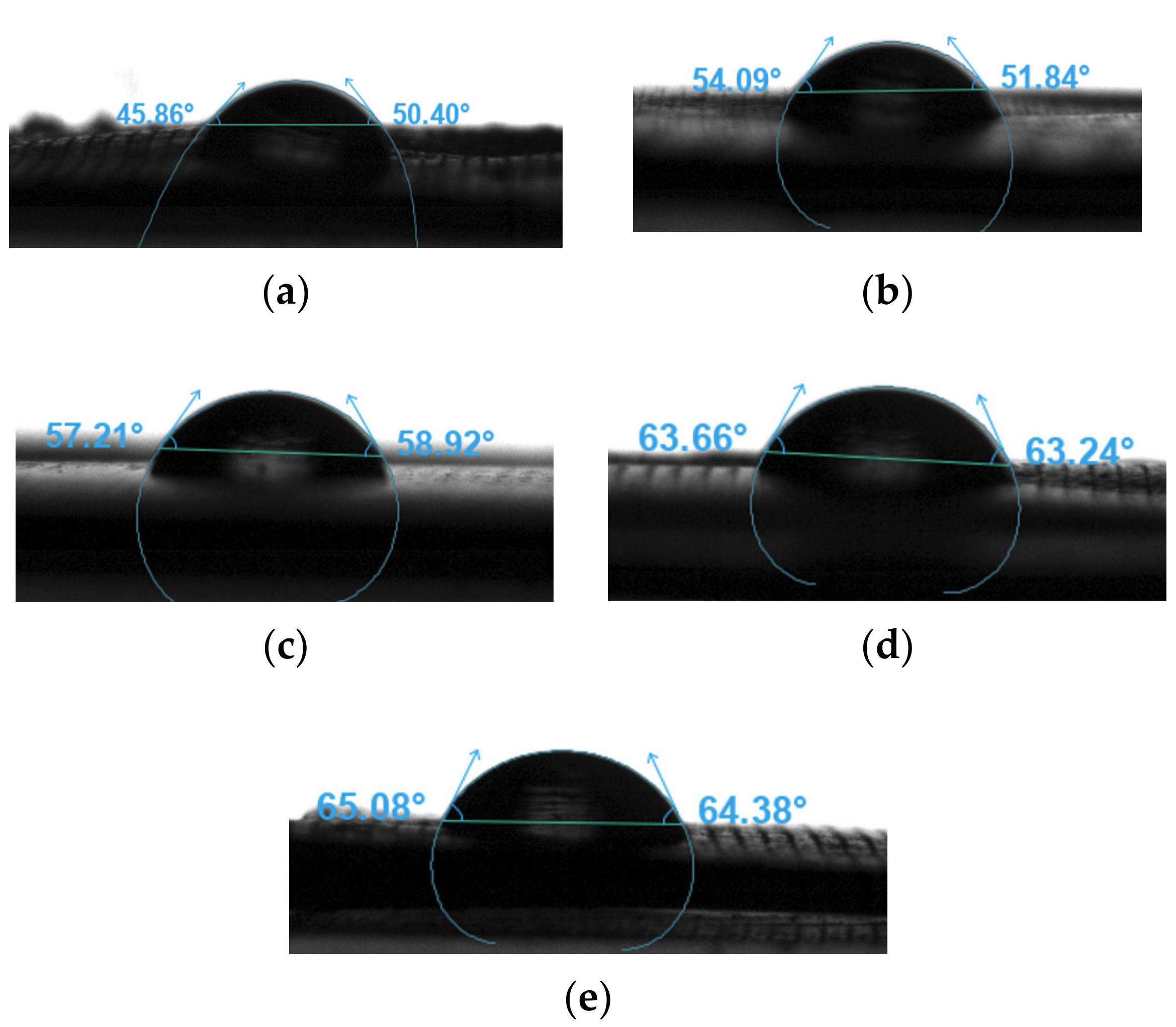
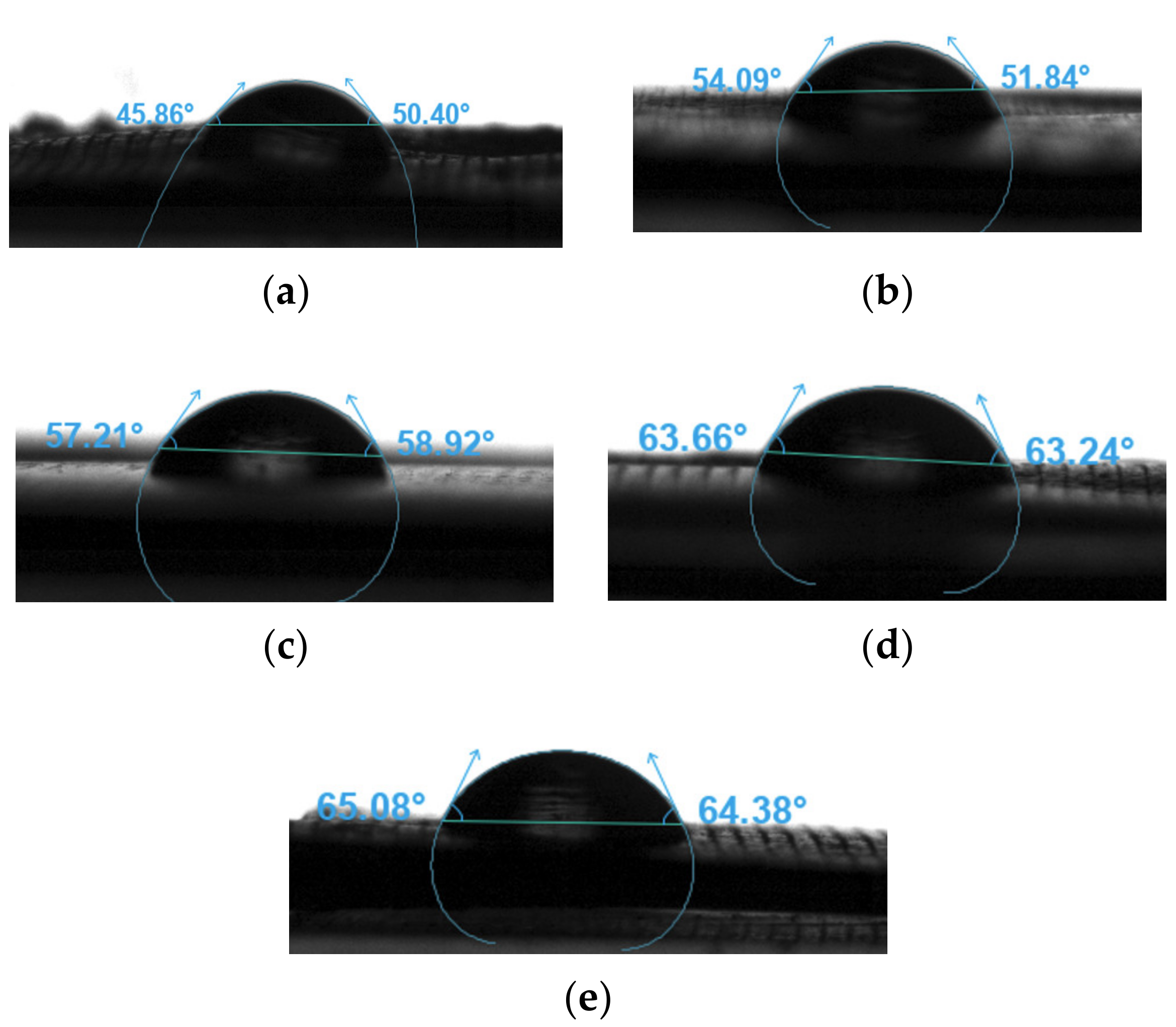
3.9. Water Contact Angle
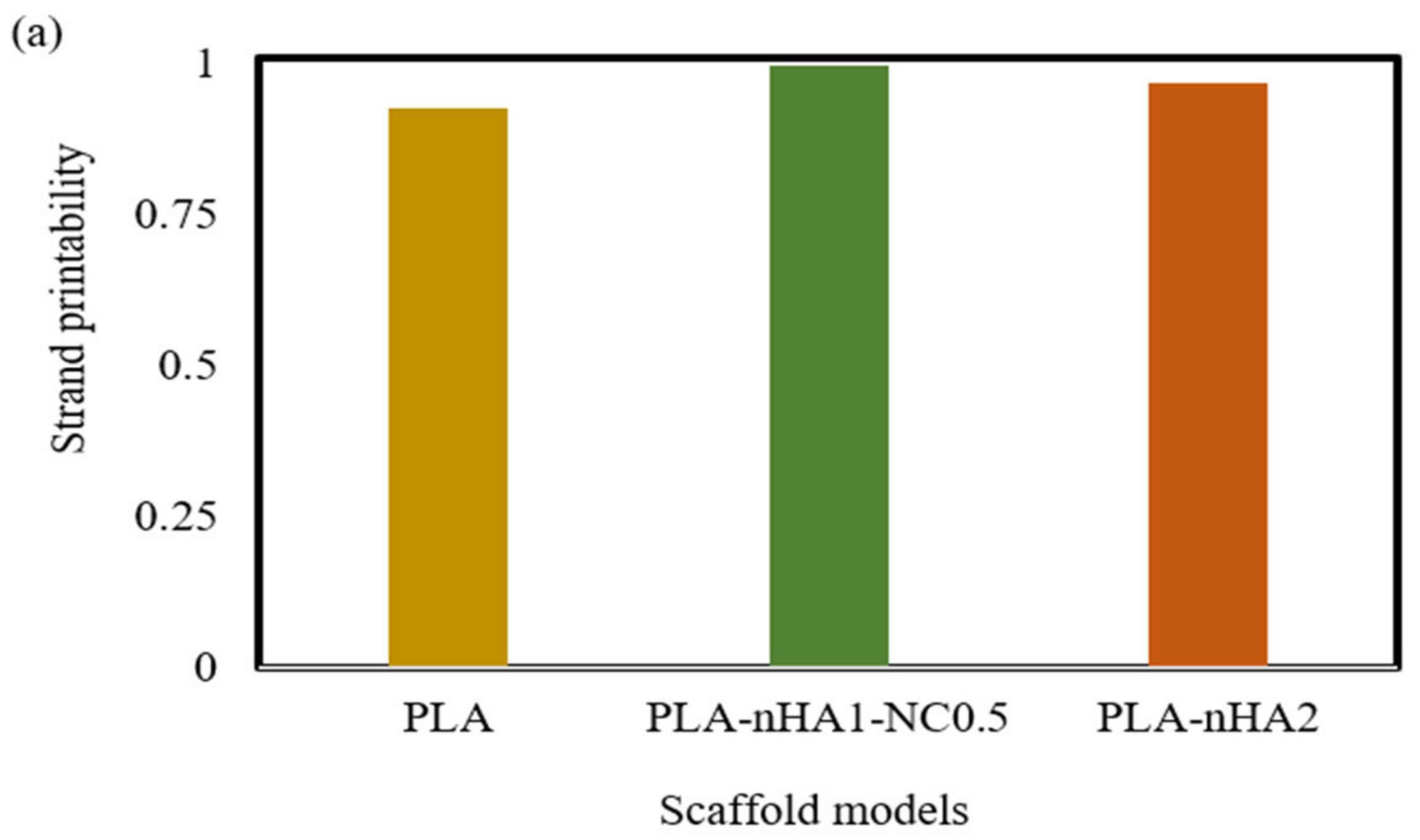
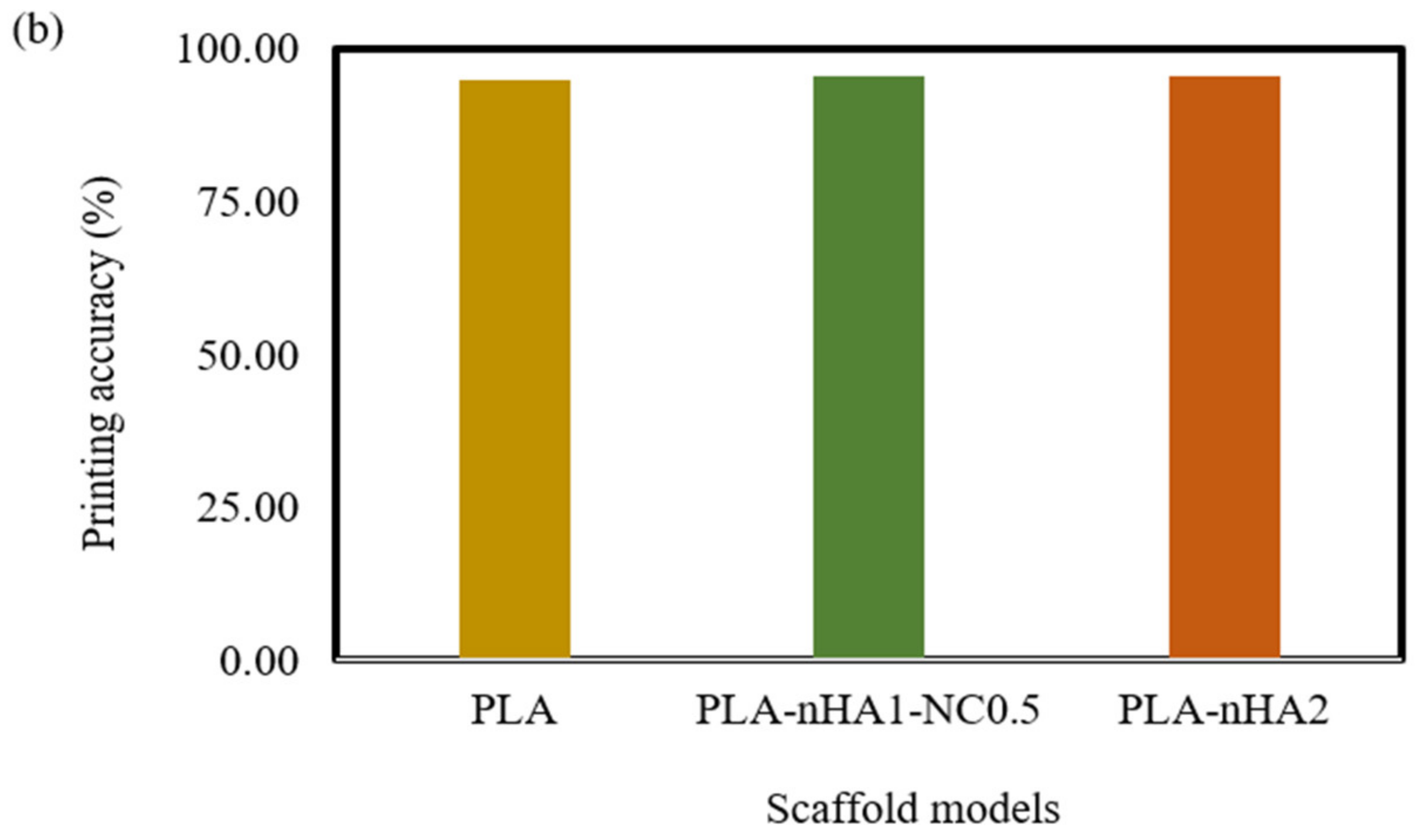
3.10. Printability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Laurenti, M.; Cauda, V. Biodegradable Polymer Nanocomposites for Tissue Engineering: Synthetic Strategies and Related Applications. In Materials for Biomedical Engineering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 157–198. [Google Scholar]
- Carrow, J.K.; Gaharwar, A.K. Bioinspired Polymeric Nanocomposites for Regenerative Medicine. Macromol. Chem. Phys. 2015, 216, 248–264. [Google Scholar] [CrossRef]
- Muhammed Shameem, M.; Sasikanth, S.M.; Annamalai, R.; Ganapathi Raman, R. A brief review on polymer nanocomposites and its applications. Mater. Today Proc. 2021, 45, 2536–2539. [Google Scholar] [CrossRef]
- Oksiuta, Z.; Jalbrzykowski, M.; Mystkowska, J.; Romanczuk, E.; Osiecki, T. Mechanical and Thermal Properties of Polylactide (PLA) Composites Modified with Mg, Fe, and Polyethylene (PE) Additives. Polymers 2020, 12, 2939. [Google Scholar] [CrossRef] [PubMed]
- Liang, H.; Hao, Y.; Liu, S.; Zhang, H.; Li, Y.; Dong, L.; Zhang, H. Thermal, Rheological, and Mechanical Properties of Polylactide/Poly(Diethylene Glycol Adipate). Polym. Bull. 2013, 70, 3487–3500. [Google Scholar] [CrossRef]
- Khan, S.F.; Zakaria, H.; Chong, Y.L.; Saad, M.A.M.; Basaruddin, K. Effect of Infill on Tensile and Flexural Strength of 3D Printed PLA Parts. IOP Conf. Ser. Mater. Sci. Eng. 2018, 429, 012101. [Google Scholar] [CrossRef]
- Thanh, D.T.M.; Trang, P.T.T.; Thom, N.T.; Phuong, N.T.; Nam, P.T.; Trang, N.T.T.; Seo-Park, J.; Hoang, T. Effects of Porogen on Structure and Properties of Poly Lactic Acid/Hydroxyapatite Nanocomposites (PLA/HAp). J. Nanosci. Nanotechnol. 2016, 16, 9450–9459. [Google Scholar] [CrossRef]
- Luckachan, G.E.; Pillai, C.K.S. Biodegradable Polymers- A Review on Recent Trends and Emerging Perspectives. J. Polym. Environ. 2011, 19, 637–676. [Google Scholar] [CrossRef]
- Malinowski, R.; Rytlewski, P.; Żenkiewicz, M. Effects of Electron Radiation on Properties of PLA. Arch. Mater. Sci. Eng. 2011, 49, 25–32. [Google Scholar]
- Norazlina, H.; Kamal, Y. Graphene Modifications in Polylactic Acid Nanocomposites: A Review. Polym. Bull. 2015, 72, 931–961. [Google Scholar] [CrossRef]
- Łysik, D.; Mystkowska, J.; Markiewicz, G.; Deptuła, P.; Bucki, R. The Influence of Mucin-Based Artificial Saliva on Properties of Polycaprolactone and Polylactide. Polymers 2019, 11, 1880. [Google Scholar] [CrossRef]
- Verma, S.; Garkhal, K.; Mittal, A.; Kumar, N. Biodegradable Polymers for Emerging Clinical Use in Tissue Engineering. In Biodegradable Polymers in Clinical Use and Clinical Development; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011; pp. 565–629. [Google Scholar]
- Mitragotri, S.; Burke, P.A.; Langer, R. Overcoming the Challenges in Administering Biopharmaceuticals: Formulation and Delivery Strategies. Nat. Rev. Drug Discov. 2014, 13, 655–672. [Google Scholar] [CrossRef] [PubMed]
- Nottelet, B.; Darcos, V.; Coudane, J. Aliphatic Polyesters for Medical Imaging and Theranostic Applications. Eur. J. Pharm. Biopharm. 2015, 97, 350–370. [Google Scholar] [CrossRef] [PubMed]
- Tan, D.S. Diversity-Oriented Synthesis: Exploring the Intersections between Chemistry and Biology. Nat. Chem. Biol. 2005, 1, 74–84. [Google Scholar] [CrossRef] [PubMed]
- Esposito Corcione, C.; Gervaso, F.; Scalera, F.; Montagna, F.; Sannino, A.; Maffezzoli, A. The Feasibility of Printing Polylactic Acid-Nanohydroxyapatite Composites Using a Low-Cost Fused Deposition Modeling 3D Printer. J. Appl. Polym. Sci. 2017, 134, 44656. [Google Scholar] [CrossRef]
- Kaito, T.; Myoui, A.; Takaoka, K.; Saito, N.; Nishikawa, M.; Tamai, N.; Ohgushi, H.; Yoshikawa, H. Potentiation of the Activity of Bone Morphogenetic Protein-2 in Bone Regeneration by a PLA–PEG/Hydroxyapatite Composite. Biomaterials 2005, 26, 73–79. [Google Scholar] [CrossRef]
- Liu, C.; Chan, K.W.; Shen, J.; Wong, H.M.; Kwok Yeung, K.W.; Tjong, S.C. Melt-Compounded Polylactic Acid Composite Hybrids with Hydroxyapatite Nanorods and Silver Nanoparticles: Biodegradation, Antibacterial Ability, Bioactivity and Cytotoxicity. RSC Adv. 2015, 5, 72288–72299. [Google Scholar] [CrossRef]
- Prakalathan, K.; Mohanty, S.; Nayak, S.K. Polylactide/Modified Layered Silicates Nanocomposites: A Critical Analysis of Morphological, Mechanical and Thermal Properties. J. Reinf. Plast. Compos. 2012, 31, 1300–1310. [Google Scholar] [CrossRef]
- Krikorian, V.; Pochan, D.J. Poly (l-Lactic Acid)/Layered Silicate Nanocomposite: Fabrication, Characterization, and Properties. Chem. Mater. 2003, 15, 4317–4324. [Google Scholar] [CrossRef]
- Paul, D.R.; Robeson, L.M. Polymer Nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef]
- Molinaro, S.; Cruz Romero, M.; Boaro, M.; Sensidoni, A.; Lagazio, C.; Morris, M.; Kerry, J. Effect of Nanoclay-Type and PLA Optical Purity on the Characteristics of PLA-Based Nanocomposite Films. J. Food Eng. 2013, 117, 113–123. [Google Scholar] [CrossRef]
- Pereira de Abreu, D.A.; Paseiro Losada, P.; Angulo, I.; Cruz, J.M. Development of New Polyolefin Films with Nanoclays for Application in Food Packaging. Eur. Polym. J. 2007, 43, 2229–2243. [Google Scholar] [CrossRef]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing Technologies for Poly(Lactic Acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Zheng, X.; Wilkie, C.A. Flame Retardancy of Polystyrene Nanocomposites Based on an Oligomeric Organically-Modified Clay Containing Phosphate. Polym. Degrad. Stab. 2003, 81, 539–550. [Google Scholar] [CrossRef]
- Mohsen, A.H.; Ali, N.A. Mechanical, Color and Barrier, Properties of Biodegradable Nanocomposites Polylactic Acid/Nanoclay. J. Bioremediation Biodegrad. 2018, 9, 455. [Google Scholar] [CrossRef]
- Wei, G.; Ma, P.X. Structure and Properties of Nano-Hydroxyapatite/Polymer Composite Scaffolds for Bone Tissue Engineering. Biomaterials 2004, 25, 4749–4757. [Google Scholar] [CrossRef]
- Orlovskii, V.P.; Komlev, V.S.; Barinov, S.M. Hydroxyapatite and Hydroxyapatite-Based Ceramics. Inorg. Mater. 2002, 38, 973–984. [Google Scholar] [CrossRef]
- Kalita, S.J.; Bhardwaj, A.; Bhatt, H.A. Nanocrystalline Calcium Phosphate Ceramics in Biomedical Engineering. Mater. Sci. Eng. C 2007, 27, 441–449. [Google Scholar] [CrossRef]
- Teixeira, S.; Rodriguez, M.A.; Pena, P.; De Aza, A.H.; De Aza, S.; Ferraz, M.P.; Monteiro, F.J. Physical Characterization of Hydroxyapatite Porous Scaffolds for Tissue Engineering. Mater. Sci. Eng. C 2009, 29, 1510–1514. [Google Scholar] [CrossRef]
- Guo, L.; Huang, M.; Zhang, X. Effects of Sintering Temperature on Structure of Hydroxyapatite Studied with Rietveld Method. J. Mater. Sci. Mater. Med. 2003, 14, 817–822. [Google Scholar] [CrossRef]
- Saxena, V.; Shukla, I.; Pandey, L.M. Hydroxyapatite: An Inorganic Ceramic for Biomedical Applications. In Materials for Biomedical Engineering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 205–249. [Google Scholar]
- Maitra, A. Calcium Phosphate Nanoparticles: Second-Generation Nonviral Vectors in Gene Therapy. Expert Rev. Mol. Diagn. 2005, 5, 893–905. [Google Scholar] [CrossRef]
- Zhou, C.; Deng, C.; Chen, X.; Zhao, X.; Chen, Y.; Fan, Y.; Zhang, X. Mechanical and Biological Properties of the Micro-/Nano-Grain Functionally Graded Hydroxyapatite Bioceramics for Bone Tissue Engineering. J. Mech. Behav. Biomed. Mater. 2015, 48, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Kulpetchdara, K.; Limpichaipanit, A.; Rujijanagul, G.; Randorn, C.; Chokethawai, K. Influence of the Nano Hydroxyapatite Powder on Thermally Sprayed HA Coatings onto Stainless Steel. Surf. Coat. Technol. 2016, 306, 181–186. [Google Scholar] [CrossRef]
- Gibson, I.R. Synthetic Hydroxyapatite for Bone-Healing Applications. In Hydroxyapatite (Hap) for Biomedical Applications; Elsevier: Amsterdam, The Netherlands, 2015; pp. 269–287. [Google Scholar]
- Uswatta, S.P.; Okeke, I.U.; Jayasuriya, A.C. Injectable Porous Nano-Hydroxyapatite/Chitosan/Tripolyphosphate Scaffolds with Improved Compressive Strength for Bone Regeneration. Mater. Sci. Eng. C 2016, 69, 505–512. [Google Scholar] [CrossRef]
- Kojima, C.; Watanabe, K. Adsorption and Desorption of Bioactive Proteins on Hydroxyapatite for Protein Delivery Systems. J. Drug Deliv. 2012, 2012, 1–4. [Google Scholar] [CrossRef]
- Kazemzadeh-Narbat, M.; Kindrachuk, J.; Duan, K.; Jenssen, H.; Hancock, R.E.W.; Wang, R. Antimicrobial Peptides on Calcium Phosphate-Coated Titanium for the Prevention of Implant-Associated Infections. Biomaterials 2010, 31, 9519–9526. [Google Scholar] [CrossRef]
- Zhu, S.H.; Huang, B.Y.; Zhou, K.C.; Huang, S.P.; Liu, F.; Li, Y.M.; Xue, Z.G.; Long, Z.G. Hydroxyapatite Nanoparticles as a Novel Gene Carrier. J. Nanoparticle Res. 2004, 6, 307–311. [Google Scholar] [CrossRef]
- Yi, Z.; Wang, K.; Tian, J.; Shu, Y.; Yang, J.; Xiao, W.; Li, B.; Liao, X. Hierarchical Porous Hydroxyapatite Fibers with a Hollow Structure as Drug Delivery Carriers. Ceram. Int. 2016, 42, 19079–19085. [Google Scholar] [CrossRef]
- Treccani, L.; Yvonne Klein, T.; Meder, F.; Pardun, K.; Rezwan, K. Functionalized Ceramics for Biomedical, Biotechnological and Environmental Applications. Acta Biomater. 2013, 9, 7115–7150. [Google Scholar] [CrossRef] [PubMed]
- Anita Lett, J.; Sundareswari, M.; Ravichandran, K. Porous Hydroxyapatite Scaffolds for Orthopedic and Dental Applications—The Role of Binders. Mater. Today Proc. 2016, 3, 1672–1677. [Google Scholar] [CrossRef]
- Tohgi, N.; Obara, K.; Yashiro, M.; Hamada, Y.; Arakawa, N.; Mii, S.; Aki, R.; Hoffman, R.M.; Amoh, Y. Human Hair-Follicle Associated Pluripotent (HHAP) Stem Cells Differentiate to Cardiac-Muscle Cells. Cell Cycle 2017, 16, 95–99. [Google Scholar] [CrossRef]
- Türk, S.; Altınsoy, İ.; ÇelebiEfe, G.; Ipek, M.; Özacar, M.; Bindal, C. Microwave–Assisted Biomimetic Synthesis of Hydroxyapatite Using Different Sources of Calcium. Mater. Sci. Eng. C 2017, 76, 528–535. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Zhu, J.; Zhou, K. Effects of Eu3+ Ions on the Morphology and Luminescence Properties of Hydroxyapatite Nanoparticles Synthesized by One-Step Hydrothermal Method. Mater. Res. Bull. 2012, 47, 24–28. [Google Scholar] [CrossRef]
- Xing, Q.; Zhang, X.; Wu, D.; Han, Y.; Nirmali Wickramaratne, M.; Dai, H.; Wang, X. Ultrasound-Assisted Synthesis and Characterization of Heparin-Coated Eu3+ Doped Hydroxyapatite Luminescent Nanoparticles. Colloid Interface Sci. Commun. 2019, 29, 17–25. [Google Scholar] [CrossRef]
- Verwilghen, C.; Chkir, M.; Rio, S.; Nzihou, A.; Sharrock, P.; Depelsenaire, G. Convenient Conversion of Calcium Carbonate to Hydroxyapatite at Ambient Pressure. Mater. Sci. Eng. C 2009, 29, 771–773. [Google Scholar] [CrossRef]
- Rahman, M.M.; Shahruzzaman, M.; Islam, M.S.; Khan, M.N.; Haque, P. Preparation and Properties of Biodegradable Polymer/Nano-Hydroxyapatite Bioceramic Scaffold for Spongy Bone Regeneration. J. Polym. Eng. 2019, 39, 134–142. [Google Scholar] [CrossRef]
- Webster, T.J.; Ergun, C.; Doremus, R.H.; Siegel, R.W.; Bizios, R. Specific Proteins Mediate Enhanced Osteoblast Adhesion on Nanophase Ceramics. J. Biomed. Mater. Res. 2000, 51, 475–483. [Google Scholar] [CrossRef]
- Zhou, H.; Lee, J. Nanoscale Hydroxyapatite Particles for Bone Tissue Engineering. Acta Biomater. 2011, 7, 2769–2781. [Google Scholar] [CrossRef]
- Mondal, S.; Mahata, S.; Kundu, S.; Mondal, B. Processing of Natural Resourced Hydroxyapatite Ceramics from Fish Scale. Adv. Appl. Ceram. 2010, 109, 234–239. [Google Scholar] [CrossRef]
- Haberko, K.; Bućko, M.M.; Brzezińska-Miecznik, J.; Haberko, M.; Mozgawa, W.; Panz, T.; Pyda, A.; Zarębski, J. Natural Hydroxyapatite—Its Behaviour during Heat Treatment. J. Eur. Ceram. Soc. 2006, 26, 537–542. [Google Scholar] [CrossRef]
- Wang, J.; Shaw, L.L. Synthesis of High Purity Hydroxyapatite Nanopowder via Sol–Gel Combustion Process. J. Mater. Sci. Mater. Med. 2009, 20, 1223–1227. [Google Scholar] [CrossRef]
- Barakat, N.A.M.; Khil, M.S.; Omran, A.M.; Sheikh, F.A.; Kim, H.Y. Extraction of Pure Natural Hydroxyapatite from the Bovine Bones Bio Waste by Three Different Methods. J. Mater. Process. Technol. 2009, 209, 3408–3415. [Google Scholar] [CrossRef]
- Lombardi, M.; Palmero, P.; Haberko, K.; Pyda, W.; Montanaro, L. Processing of a Natural Hydroxyapatite Powder: From Powder Optimization to Porous Bodies Development. J. Eur. Ceram. Soc. 2011, 31, 2513–2518. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent Developments in Polymers/Polymer Nanocomposites for Additive Manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Soufivand, A.A.; Abolfathi, N.; Hashemi, A.; Lee, S.J. The Effect of 3D Printing on the Morphological and Mechanical Properties of Polycaprolactone Filament and Scaffold. Polym. Adv. Technol. 2020, 31, 1038–1046. [Google Scholar] [CrossRef]
- Calignano, F.; Lorusso, M.; Roppolo, I.; Minetola, P. Investigation of the Mechanical Properties of a Carbon Fibre-Reinforced Nylon Filament for 3D Printing. Machines 2020, 8, 52. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of Polypropylene/Short Glass Fiber Composite as Fused Deposition Modeling (FDM) Filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Goyanes, A.; Buanz, A.B.M.; Basit, A.W.; Gaisford, S. Fused-Filament 3D Printing (3DP) for Fabrication of Tablets. Int. J. Pharm. 2014, 476, 88–92. [Google Scholar] [CrossRef]
- Mirón, V.; Ferrándiz, S.; Juárez, D.; Mengual, A. Manufacturing and Characterization of 3D Printer Filament Using Tailoring Materials. Procedia Manuf. 2017, 13, 888–894. [Google Scholar] [CrossRef]
- Bhagia, S.; Lowden, R.R.; Erdman, D.; Rodriguez, M.; Haga, B.A.; Solano, I.R.M.; Gallego, N.C.; Pu, Y.; Muchero, W.; Kunc, V.; et al. Tensile Properties of 3D-Printed Wood-Filled PLA Materials Using Poplar Trees. Appl. Mater. Today 2020, 21, 100832. [Google Scholar] [CrossRef]
- Kim, C.G.; Han, K.S.; Lee, S.; Kim, M.C.; Kim, S.Y.; Nah, J. Fabrication of Biocompatible Polycaprolactone–Hydroxyapatite Composite Filaments for the FDM 3D Printing of Bone Scaffolds. Appl. Sci. 2021, 11, 6351. [Google Scholar] [CrossRef]
- Paz, A.; Guadarrama, D.; López, M.; González, J.E.; Brizuela, N.; Aragón, J. A Comparative Study of Hydroxyapatite Nanoparticles Synthesized by Different Routes. Quim. Nova 2012, 35, 1724–1727. [Google Scholar] [CrossRef]
- Pandele, A.M.; Constantinescu, A.; Radu, I.C.; Miculescu, F.; Ioan Voicu, S.; Ciocan, L.T. Synthesis and Characterization of PLA-Micro-Structured Hydroxyapatite Composite Films. Materials 2020, 13, 274. [Google Scholar] [CrossRef]
- Kakarla, A.B.; Kong, I.; Kong, C.; Irving, H. Extrusion-Based Bioprinted Boron Nitride Nanotubes Reinforced Alginate Scaffolds: Mechanical, Printability and Cell Viability Evaluation. Polymers 2022, 14, 486. [Google Scholar] [CrossRef] [PubMed]
- Niaza, K.V.; Senatov, F.S.; Kaloshkin, S.D.; Maksimkin, A.V.; Chukov, D.I. 3D-Printed Scaffolds Based on PLA/HA Nanocomposites for Trabecular Bone Reconstruction. J. Phys. Conf. Ser. 2016, 741, 012068. [Google Scholar] [CrossRef]
- Nukala, S.G.; Kong, I.; Kakarla, A.B.; Tshai, K.Y.; Kong, W. Preparation and Characterisation of Wood Polymer Composites Using Sustainable Raw Materials. Polymers 2022, 14, 3183. [Google Scholar] [CrossRef]
- Bayart, M.; Gauvin, F.; Foruzanmehr, M.R.; Elkoun, S.; Robert, M. Mechanical and Moisture Absorption Characterization of PLA Composites Reinforced with Nano-Coated Flax Fibers. Fibers Polym. 2017, 18, 1288–1295. [Google Scholar] [CrossRef]
- Pitjamit, S.; Thunsiri, K.; Nakkiew, W.; Wongwichai, T.; Pothacharoen, P.; Wattanutchariya, W. The Possibility of Interlocking Nail Fabrication from FFF 3D Printing PLA/PCL/HA Composites Coated by Local Silk Fibroin for Canine Bone Fracture Treatment. Materials 2020, 13, 1564. [Google Scholar] [CrossRef]
- Darvell, B.W. Mechanical Testing. In Materials Science for Dentistry; Elsevier: Amsterdam, The Netherlands, 2009; pp. 1–36. [Google Scholar]
- Gregor-Svetec, D.; Leskovšek, M.; Leskovar, B.; Stanković Elesini, U.; Vrabič-Brodnjak, U. Analysis of PLA Composite Filaments Reinforced with Lignin and Polymerised-Lignin-Treated NFC. Polymers 2021, 13, 2174. [Google Scholar] [CrossRef]
- Zare, Y.; Rhee, K.Y.; Hui, D. Influences of Nanoparticles Aggregation/Agglomeration on the Interfacial/Interphase and Tensile Properties of Nanocomposites. Compos. Part B Eng. 2017, 122, 41–46. [Google Scholar] [CrossRef]
- Zapata, F.; López-Fernández, A.; Ortega-Ojeda, F.; Quintanilla, G.; García-Ruiz, C.; Montalvo, G. Introducing ATR-FTIR Spectroscopy through Analysis of Acetaminophen Drugs: Practical Lessons for Interdisciplinary and Progressive Learning for Undergraduate Students. J. Chem. Educ. 2021, 98, 2675–2686. [Google Scholar] [CrossRef]
- Destainville, A.; Champion, E.; Bernache-Assollant, D.; Laborde, E. Synthesis, Characterization and Thermal Behavior of Apatitic Tricalcium Phosphate. Mater. Chem. Phys. 2003, 80, 269–277. [Google Scholar] [CrossRef]
- Raynaud, S.; Champion, E.; Bernache-Assollant, D.; Thomas, P. Calcium Phosphate Apatites with Variable Ca/P Atomic Ratio I. Synthesis, Characterisation and Thermal Stability of Powders. Biomaterials 2002, 23, 1065–1072. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.; Zhu, Y.; Zhang, X.; Zhang, T.; Zhang, T.; Li, X. Synthesis and Characterization of Calcium Hydroxide Nanoparticles by Hydrogen Plasma-Metal Reaction Method. Mater. Lett. 2010, 64, 2575–2577. [Google Scholar] [CrossRef]
- Blesa, M.; Miranda, J.; Moliner, R. Micro-FTIR Study of the Blend of Humates with Calcium Hydroxide Used to Prepare Smokeless Fuel Briquettes. Vib. Spectrosc. 2003, 33, 31–35. [Google Scholar] [CrossRef]
- Esposito Corcione, C.; Scalera, F.; Gervaso, F.; Montagna, F.; Sannino, A.; Maffezzoli, A. One-Step Solvent-Free Process for the Fabrication of High Loaded PLA/HA Composite Filament for 3D Printing. J. Therm. Anal. Calorim. 2018, 134, 575–582. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, M.; Pugazhenthi, G. Effect of Nanoclay Content on the Structural, Thermal Properties and Thermal Degradation Kinetics of PMMA/Organoclay Nanocomposites. Int. J. Nano Biomater. 2014, 5, 27. [Google Scholar] [CrossRef]
- Yuzay, I.E.; Auras, R.; Soto-Valdez, H.; Selke, S. Effects of Synthetic and Natural Zeolites on Morphology and Thermal Degradation of Poly(Lactic Acid) Composites. Polym. Degrad. Stab. 2010, 95, 1769–1777. [Google Scholar] [CrossRef]
- Niaza, K.; Senatov, F.; Anisimova, N.; Kiselevskiy, M.; Kaloshkin, S. Effect of Co-Incubation with Mesenchymal Stromal Cells in Cultural Medium on Structure and Mechanical Properties of Polylactide-Based Scaffolds. Bionanoscience 2017, 7, 712–717. [Google Scholar] [CrossRef]
- Krishnamachari, P.; Zhang, J.; Lou, J.; Yan, J.; Uitenham, L. Biodegradable Poly(Lactic Acid)/Clay Nanocomposites by Melt Intercalation: A Study of Morphological, Thermal, and Mechanical Properties. Int. J. Polym. Anal. Charact. 2009, 14, 336–350. [Google Scholar] [CrossRef]
- Zheng, X.; Zhou, S.; Li, X.; Weng, J. Shape Memory Properties of Poly(d,l-Lactide)/Hydroxyapatite Composites. Biomaterials 2006, 27, 4288–4295. [Google Scholar] [CrossRef]
- Golan, O.; Shalom, H.; Kaplan-Ashiri, I.; Cohen, S.R.; Feldman, Y.; Pinkas, I.; Ofek Almog, R.; Zak, A.; Tenne, R. Poly(L-Lactic Acid) Reinforced with Hydroxyapatite and Tungsten Disulfide Nanotubes. Polymers 2021, 13, 3851. [Google Scholar] [CrossRef] [PubMed]
- Arulmurugan, S.; Venkateshwaran, N. The Effect of Fiber Reinforcement on Fracture Toughness Assessment of Nanoclay Filled Polymer Composities. Surf. Rev. Lett. 2019, 26, 1950050. [Google Scholar] [CrossRef]
- Pramanik, S.; Agarwal, A.K.; Rai, K.N.; Garg, A. Development of High Strength Hydroxyapatite by Solid-State-Sintering Process. Ceram. Int. 2007, 33, 419–426. [Google Scholar] [CrossRef]
- Wu, W.; Zhu, Y.; Chen, W.; Li, S.; Yin, B.; Wang, J.; Zhang, X.; Liu, G.; Hu, Z.; Zhang, Y. Bone Hardness of Different Anatomical Regions of Human Radius and Its Impact on the Pullout Strength of Screws. Orthop. Surg. 2019, 11, 270–276. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Zhang, B.; Li, M.; Li, J.; Zhang, C.; Han, Y.; Wang, L.; Wang, K.; Zhou, C.; Liu, L.; et al. 3D Printing of PLA/n-HA Composite Scaffolds with Customized Mechanical Properties and Biological Functions for Bone Tissue Engineering. Compos. Part B Eng. 2021, 224, 109192. [Google Scholar] [CrossRef]
- Zhao, X.; de Juan, S.; Guerrero, F.R.; Li, Z.; Llorca, J.; Wang, D.-Y. Effect of N,N′-Diallyl-Phenylphosphoricdiamide on Ease of Ignition, Thermal Decomposition Behavior and Mechanical Properties of Poly (Lactic Acid). Polym. Degrad. Stab. 2016, 127, 2–10. [Google Scholar] [CrossRef]
- Šupová, M. Problem of Hydroxyapatite Dispersion in Polymer Matrices: A Review. J. Mater. Sci. Mater. Med. 2009, 20, 1201–1213. [Google Scholar] [CrossRef]
- Ko, H.-S.; Lee, S.; Lee, D.; Jho, J.Y. Mechanical Properties and Bioactivity of Poly(Lactic Acid) Composites Containing Poly(Glycolic Acid) Fiber and Hydroxyapatite Particles. Nanomaterials 2021, 11, 249. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Tresserras, J.; Julian, F.; Alcalà, M.; Bala, A.; Espinach, F.X.; Méndez, J.A. Nanocomposites Materials of PLA Reinforced with Nanoclays Using a Masterbatch Technology: A Study of the Mechanical Performance and Its Sustainability. Polymers 2021, 13, 2133. [Google Scholar] [CrossRef]
- Esmaeili, S.; Akbari Aghdam, H.; Motififard, M.; Saber-Samandari, S.; Montazeran, A.H.; Bigonah, M.; Sheikhbahaei, E.; Khandan, A. A Porous Polymeric–Hydroxyapatite Scaffold Used for Femur Fractures Treatment: Fabrication, Analysis, and Simulation. Eur. J. Orthop. Surg. Traumatol. 2020, 30, 123–131. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, J.; Ma, Y.; Han, B.; Niu, X.; Liu, J.; Gao, L.; Wang, J.; Zhai, X.; Chu, K.; et al. Preparation of Poly(Lactic Acid)/Sintered Hydroxyapatite Composite Biomaterial by Supercritical CO2. Biomed. Mater. Eng. 2017, 29, 67–79. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Li, W.; Zhao, B.; Sun, K. A Novel Biphasic Bone Scaffold: β-Calcium Phosphate and Amorphous Calcium Polyphosphate. J. Am. Ceram. Soc. 2009, 92, 945–948. [Google Scholar] [CrossRef]
- Tihan, T.G.; Ionita, M.D.; Popescu, R.G.; Iordachescu, D. Effect of Hydrophilic–Hydrophobic Balance on Biocompatibility of Poly(Methyl Methacrylate) (PMMA)–Hydroxyapatite (HA) Composites. Mater. Chem. Phys. 2009, 118, 265–269. [Google Scholar] [CrossRef]
- Law, K.-Y. Definitions for Hydrophilicity, Hydrophobicity, and Superhydrophobicity: Getting the Basics Right. J. Phys. Chem. Lett. 2014, 5, 686–688. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.H.; Shi, S.; Guo, G.; Fu, S.Z.; Fan, M.; Luo, F.; Zhao, X.; Wei, Y.Q.; Qian, Z.Y. Preparation and Characterization of a Porous Scaffold Based on Poly(D,L-Lactide) and N-Hydroxyapatite by Phase Separation. J. Biomater. Sci. Polym. Ed. 2011, 22, 1917–1929. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Synthesised nHA Powders | Heat Treatment Conditions |
|---|---|
| nHA0 | No sintering |
| nHA800 | Sintering at 800 °C |
| nHA1000 | Sintering at 1000 °C |
| Composition | PLA (wt%) | nHA (wt%) | NC (wt%) | Chloroform (mL) |
|---|---|---|---|---|
| PLA | 100 | 0 | 0 | 10 |
| PLA-nHA1 | 99 | 1 | 0 | 10 |
| PLA-nHA1-NC0.5 | 98.5 | 1 | 0.5 | 10 |
| PLA-nHA2 | 98 | 2 | 0 | 10 |
| PLA-nHA2-NC0.5 | 97.5 | 2 | 0.5 | 10 |
| Filaments | Nozzle Temperature (°C) | Speed of Printing (%) | Retraction Speed (%) | Fan Speed (%) |
|---|---|---|---|---|
| PLA | 174 ± 1.5 | 50 | 5.5 | 10 |
| PLA-nHA1 | 174 ± 1.5 | 50 | 5.0 | 10 |
| PLA-nHA1-NC0.5 | 174 ± 1.5 | 50 | 5.0 | 10 |
| PLA-nHA2 | 174 ± 1.5 | 50 | 5.0 | 10 |
| PLA-nHA2-NC0.5 | 174 ± 1.5 | 50 | 5.0 | 10 |
| Sample | Cooling | Second Heating | ||
|---|---|---|---|---|
| Tg (°C) | Tc (°C) | Tg (°C) | Tm (°C) | |
| PLA | 55 | N/A | 67 | 174.5 |
| PLA-nHA1 | N/A | 103 | N/A | 174 |
| PLA-nHA1-NC0.5 | N/A | 102 | N/A | 174 |
| PLA-nHA2 | N/A | 101 | N/A | 173.5 |
| PLA-nHA2-NC0.5 | N/A | 96 | N/A | 173.5 |
| Samples | Vickers Hardness (HV) | Vickers Hardness (GPa) |
|---|---|---|
| PLA | 48 | 0.470 |
| PLA-nHA1 | 50 | 0.490 |
| PLA-nHA1-NC0.5 | 55 | 0.539 |
| PLA-nHA2 | 60 | 0.588 |
| PLA-nHA2-NC0.5 | 68 | 0.666 |
| Sample | Young’s Modulus (MPa) | Ultimate Tensile Strength (MPa) |
|---|---|---|
| PLA | 16.04 | 1.20 |
| PLA-nHA1 | 15.06 | 0.85 |
| PLA-nHA1-NC0.5 | 16.45 | 0.75 |
| PLA-nHA2 | 15.09 | 0.59 |
| PLA-nHA2-NC0.5 | 16.48 | 0.54 |
| Scaffold Models | Young’s Modulus (MPa) | Compressive Strength (MPa) |
|---|---|---|
| PLA | 1.66 | 27.22 |
| PLA-nHA1-NC0.5 | 2.4 | 36.75 |
| PLA-nHA2 | 2.66 | 40.48 |
| Samples | Water Contact Angle (°) |
|---|---|
| PLA | 48.13 |
| PLA-nHA1 | 52.97 |
| PLA-nHA1-NC0.5 | 58.01 |
| PLA-nHA2 | 63.45 |
| PLA-nHA2-NC0.5 | 64.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, N.M.; Kakarla, A.B.; Nukala, S.G.; Kong, C.; Baji, A.; Kong, I. Evaluation of Physicochemical Properties of a Hydroxyapatite Polymer Nanocomposite for Use in Fused Filament Fabrication. Polymers 2023, 15, 3980. https://doi.org/10.3390/polym15193980
Nguyen NM, Kakarla AB, Nukala SG, Kong C, Baji A, Kong I. Evaluation of Physicochemical Properties of a Hydroxyapatite Polymer Nanocomposite for Use in Fused Filament Fabrication. Polymers. 2023; 15(19):3980. https://doi.org/10.3390/polym15193980
Chicago/Turabian StyleNguyen, Ngoc Mai, Akesh Babu Kakarla, Satya Guha Nukala, Cin Kong, Avinash Baji, and Ing Kong. 2023. "Evaluation of Physicochemical Properties of a Hydroxyapatite Polymer Nanocomposite for Use in Fused Filament Fabrication" Polymers 15, no. 19: 3980. https://doi.org/10.3390/polym15193980