
Enhancing Mechanical and Thermal Properties of 3D-Printed Samples Using Mica-Epoxy Acrylate Resin Composites—Via Digital Light Processing (DLP)
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
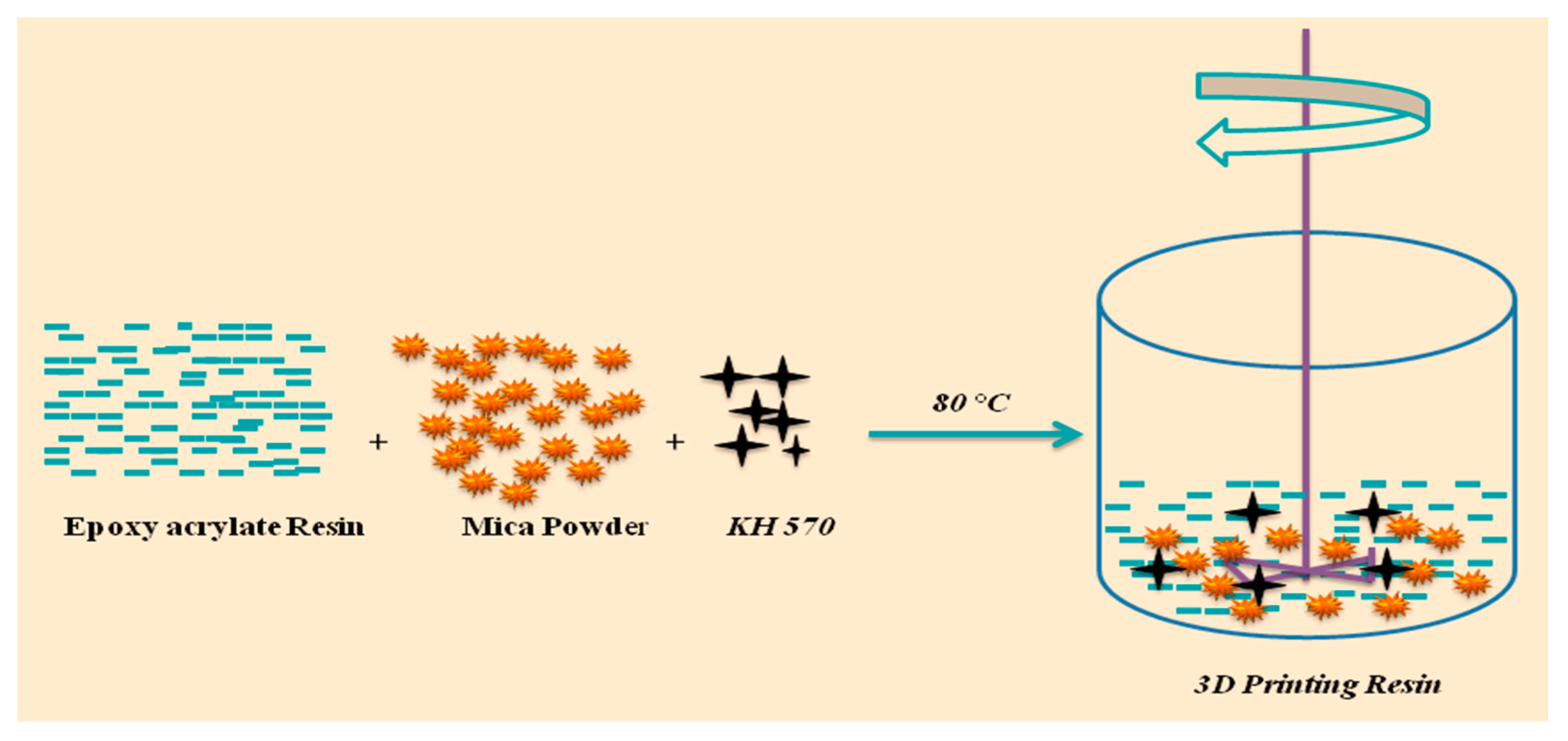
2.2. Preparations Methods of UV-Curable Epoxy Acrylate and Mica Mixer Resin
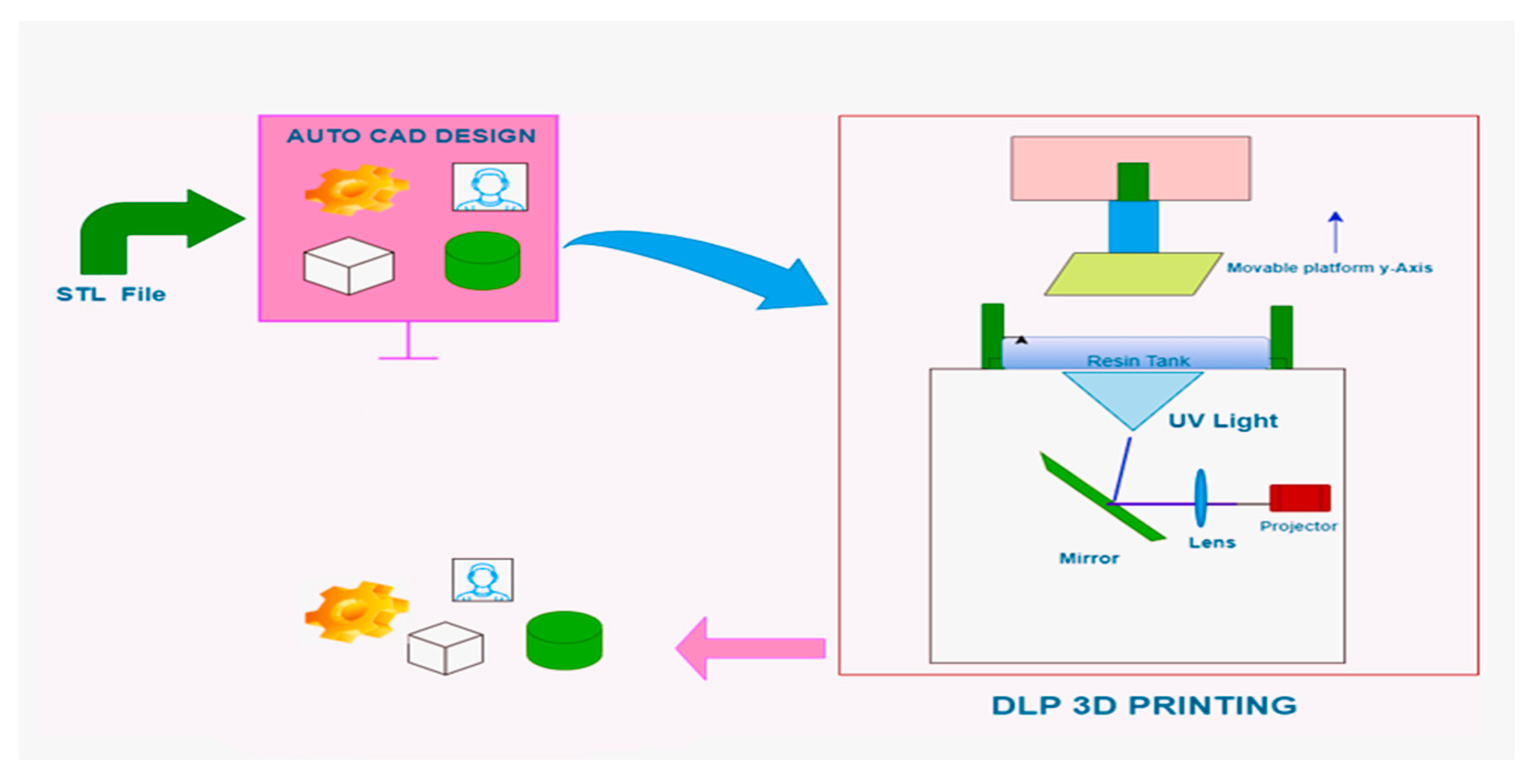
2.3. 3D Printing Using a DLP
2.4. Testing and Characterization
3. Results and Discussion
3.1. Dispersion Study
3.2. XRD Analysis
3.3. Fourier Transformed Infrared Spectroscopy
3.4. Tensile Properties
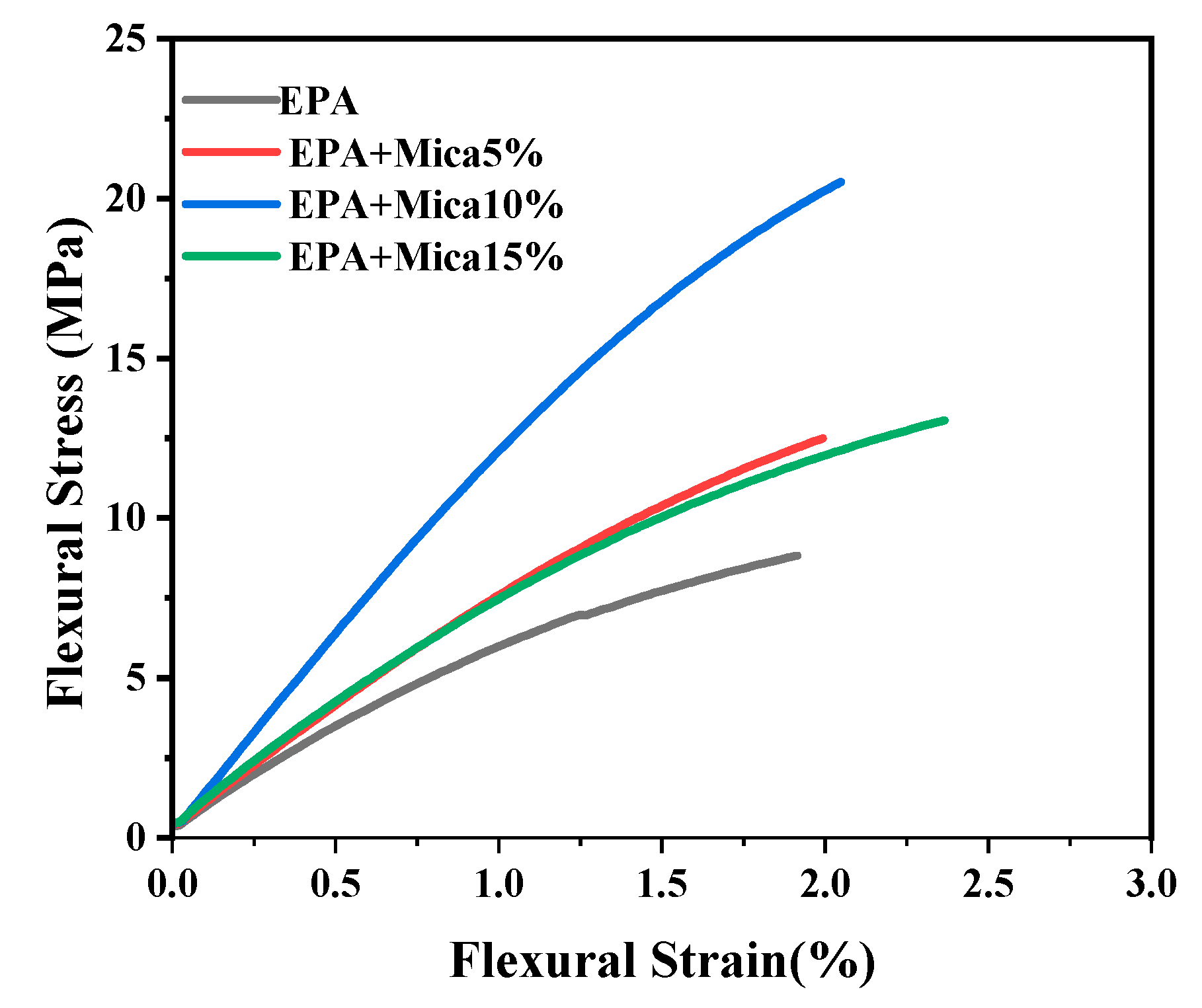
3.5. Flexural Properties
3.6. Thermo Gravimetric Analysis
3.7. Morphological Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, S.; Sutejo, I.A.; Kim, J.; Choi, Y.-J.; Gal, C.W.; Yun, H.-S. Fabrication of Complex Three-Dimensional Structures of Mica through Digital Light Processing-Based Additive Manufacturing. Ceramics 2022, 5, 562–574. [Google Scholar] [CrossRef]
- Da, Y.; Liu, J.; Gao, Z.; Xue, X. Studying the Influence of Mica Particle Size on the Properties of Epoxy Acrylate/Mica Composite Coatings through Reducing Mica Particle Size by the Ball-Milled Method. Coatings 2022, 12, 98. [Google Scholar] [CrossRef]
- Cai, Y.; Meng, F.; Liu, L.; Liu, R.; Cui, Y.; Zheng, H.; Wang, F. The Effect of the Modification of Mica by High-Temperature Mechanochemistry on the Anticorrosion Performance of Epoxy Coatings. Polymers 2021, 13, 378. [Google Scholar] [CrossRef]
- Chaudhary, R.; Antonini, C.; Fabbri, P.; Leoni, E.; Mazzanti, F.; Akbari, R. Additive manufacturing by digital light processing: A review. Prog. Addit. Manuf. 2023, 8, 331–351. [Google Scholar] [CrossRef]
- Iftekar, S.F.; Aabid, A.; Amir, A.; Baig, M. Advancements and Limitations in 3D Printing Materials and Technologies: A Critical Review. Polymers 2023, 15, 2519. [Google Scholar] [CrossRef]
- Mondal, N.; Haque, N.; Dalai, S.; Chakravorti, S.; Chatterjee, B. Method for identifying ageing in epoxy-mica composite insulation used in rotational machines through modelling of dielectric relaxation. High Volt. 2020, 5, 184–190. [Google Scholar] [CrossRef]
- Koreeda, T.; Matos, J. Thermal characterization of mica–epoxy composite used as insulation material for high voltage machines. J. Therm. Anal. Calorim. 2011, 106, 619–623. [Google Scholar] [CrossRef]
- Hu, Y.; Zhu, G.; Zhang, J.; Huang, J.; Yu, X.; Shang, Q.; An, R.; Liu, C.; Hu, L.; Zhou, Y. Rubber Seed Oil-Based UV-Curable Polyurethane Acrylate Resins for Digital Light Processing (DLP) 3D Printing. Molecules 2021, 26, 5455. [Google Scholar] [CrossRef]
- Bednarczyk, P.; Mozelewska, K.; Nowak, M.; Czech, Z. Photocurable Epoxy Acrylate Coatings Preparation by Dual Cationic and Radical Photocrosslinking. Materials 2021, 14, 4150. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Şentürk, E.; Akçakale, N.; Okutan, M. Conductivity mechanism of mica powders inlaid elastomer-based materials. J. Alloys Compd. 2016, 686, 43–47. [Google Scholar] [CrossRef]
- Mansour, M.M.; Wagner, W.C.; Chu, T.G.; Mansour, M.M.; Wagner, W.C.; Chu, T.G. Effect of Mica Reinforcement on the Flexural Strength and Microhardness of Polymethyl Methacrylate Denture Resin. J. Prosthodont. 2012, 22, 179–183. [Google Scholar] [CrossRef]
- Yang, J.; Xu, Y.; Jiang, W.; Jiang, B.; Huang, Y. The thermal transformation process and mechanical strength evolution of ceramifiable silicone composites. Ceram. Int. 2021, 47, 21276–21284. [Google Scholar] [CrossRef]
- Seo, H.; Kim, H.; Choi, H.; Kim, D.G.; Galbadrakh, A.; Jung, Y.; Son, J.; Yeo, J.; Heo, S.Y.; Choe, G.; et al. Ceramic bodies without warping using epoxide–acrylate hybrid ceramic slurry for photopolymerization-based 3D printing. Int. J. Appl. Ceram. Technol. 2023, 21, 76–88. [Google Scholar] [CrossRef]
- Sirisala, M.; Biswas Roy, P.; Johnson, R. Digital light processing of ceramics: An overview on process, materials and challenges. Prog. Addit. Manuf. 2022, 8, 105604. [Google Scholar] [CrossRef]
- Li, H.; Wang, M.; Dai, J.; Cheng, F.; Wang, Z.; Zheng, H.; Li, W. Digital light processing (DLP)-based (bio)printing strategies for tissue modeling and regeneration. Aggregate 2023, 4, e270. [Google Scholar] [CrossRef]
- Jahanshahi, S.; Pizzi, A.; Abdulkhani, A.; Shakeri, A. Analysis and Testing of Bisphenol A—Free Bio-Based Tannin Epoxy-Acrylic Adhesives. Polymers 2016, 8, 143. [Google Scholar] [CrossRef]
- Andraschek, N.; Wanner, A.J.; Ebner, C.; Riess, G. Mica/Epoxy-Composites in the Electrical Industry: Applications, Composites for Insulation, and Investigations on Failure Mechanisms for Prospective Optimizations. Polymers 2016, 8, 201. [Google Scholar] [CrossRef] [PubMed]
- Shah, D.M.; Morris, J.; Plaisted, T.A.; Amirkhizi, A.V.; Hansen, C.J. Highly Filled Resins for DLP-based Printing of Low Density, High Modulus Materials. Addit. Manuf. 2020, 37, 101736. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Fiedor, P.; Ortyl, J. A New Approach to Micromachining: High-Precision and Innovative Additive Manufacturing Solutions Based on Photopolymerization Technology. Materials 2020, 13, 2951. [Google Scholar] [CrossRef]
- Chattopadhyay, D.; Panda, S.S.; Raju, K. Thermal and mechanical properties of epoxy acrylate/methacrylates UV cured coatings. Prog. Org. Coat. 2005, 54, 10–19. [Google Scholar] [CrossRef]
- Cho, Y.; Kim, J. Enhanced thermal and mechanical properties of 3D-printed PEG containing acrylate composite with surface-treated BN via digital light processing. Polym. Test. 2023, 118, 107898. [Google Scholar] [CrossRef]
- Hanon, M.M.; Ghaly, A.; Zsidai, L.; Szakál, Z.; Szabó, I.; Kátai, L. Investigations of the Mechanical Properties of DLP 3D Printed Graphene/Resin Composites. Acta Polytech. Hung. 2021, 18, 143–161. [Google Scholar] [CrossRef]
- Oleksy, M.; Dynarowicz, K.; Aebisher, D. Rapid Prototyping Technologies: 3D Printing Applied in Medicine. Pharmaceutics 2023, 15, 2169. [Google Scholar] [CrossRef] [PubMed]
- Mu, Q.; Wang, L.; Dunn, C.K.; Kuang, X.; Duan, F.; Zhang, Z.; Qi, H.J.; Wang, T. Digit light processing 3D printing of conductive complex structures. Addit. Manuf. 2017, 18, 74–83. [Google Scholar] [CrossRef]
- Al Khawaja, H.; Alabdouli, H.; Alqaydi, H.; Mansour, A.; Ahmed, W.; Al Jassmi, H. Investigating the Mechanical Properties of 3D Printed Components. In Proceedings of the 2020 Advances in Science and Engineering Technology International Conferences (ASET), Dubai, United Arab Emirates, 4 February–9 April 2020. [Google Scholar] [CrossRef]
- Vivek, A.; Mehra, D. Environmental Impact of Mica Mining: A Case Study. Environ. Manag. Sustain. Dev. 2018, 7, 129–140. [Google Scholar]
- Chollakup, R.; Smitthipong, W.; Suwanruji, P. Environmentally friendly coupling agents for natural fiber composites. RSC Green Chem. 2012, 1, 161–182. [Google Scholar]
- Bertana, V.; De Pasquale, G.; Ferrero, S.; Scaltrito, L.; Catania, F.; Nicosia, C.; Marasso, S.L.; Cocuzza, M.; Perrucci, F. 3D Printing with the Commercial UV-Curable Standard Blend Resin: Optimized Process Parameters towards the Fabrication of Tiny Functional Parts. Polymers 2019, 11, 292. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, D.; Liu, S.; Dong, X.; Li, Y.; Zhang, H.; Yang, Z.; Su, Q.; Huang, W.; Zheng, W.; et al. Zirconia toughened hydroxyapatite biocomposite formed by a DLP 3D printing process for potential bone tissue engineering. Mater. Sci. Eng. C 2019, 105, 110054. [Google Scholar] [CrossRef]
- Rincón-Fontán, M.; Rodríguez-López, L.; Vecino, X.; Cruz, J.; Moldes, A. Design and characterization of greener sunscreen formulations based on mica powder and a biosurfactant extract. Powder Technol. 2018, 327, 442–448. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 1997.
- ASTM D792-20; Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. ASTM International: West Conshohocken, PA, USA, 2020.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer Height: | 0.1 [mm]/0.05 [mm] | Bottom Lift | 3 [mm] |
|---|---|---|---|
| Bottom layer count | 4 [layers] | Lifting Distance: | 3 [mm] |
| Exposure time | 3 [s] | Bottom Lift Speed: | 120 [mm/min] |
| Bottom exposure Time | 8.5 [s] | Lifting Speed: | 120 [mm/min] |
| Light-off delay | 4 [s] | Retract Speed: | 180 [mm/min] |
| Bottom light-off delay | 4 [s] |
| Sr | Sample Name | EPA | EPA/Mica5 | EPA/Mica10 | EPA/Mica15 |
|---|---|---|---|---|---|
| 1 | CN991 wt.% | 15 | 15 | 14 | 14 |
| 2 | CN104NS wt.% | 30 | 28 | 25 | 25 |
| 3 | ACMO wt.% | 25 | 22 | 22 | 20 |
| 4 | TPGDA(SR306) wt.% | 5 | 5 | 5 | 5 |
| 5 | TMPTA(SR454) wt.% | 17.5 | 17.5 | 15.5 | 12.5 |
| 6 | PETA(SR444) wt.% | 5 | 5 | 5 | 5 |
| 7 | TPO wt.% | 2.5 | 2.5 | 2.5 | 2.5 |
| 8 | Mica wt.% | - | 5 | 10 | 15 |
| Sr. | Sample Name | Tensile Strength (Mpa) | Tensile Elongation (%) | Density (g/cc) | Flexural Strength (Mpa) | Flexural Modulus (Mpa) |
|---|---|---|---|---|---|---|
| 1 | EPA | 11.48 | 1.94 | 1.1847 | 8.8426 | 439.48 |
| 2 | EPA/mica5 wt.% | 20.41 | 2.04 | 1.2123 | 12.4363 | 616.98 |
| 3 | EPA/mica10 wt.% | 21.20 | 2.10 | 1.2762 | 20.4796 | 1010.83 |
| 4 | EPA/mica15 wt.% | 10.57 | 2.37 | 1.3257 | 12.9881 | 531.91 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Senthooran, V.; Weng, Z.; Wu, L. Enhancing Mechanical and Thermal Properties of 3D-Printed Samples Using Mica-Epoxy Acrylate Resin Composites—Via Digital Light Processing (DLP). Polymers 2024, 16, 1148. https://doi.org/10.3390/polym16081148
Senthooran V, Weng Z, Wu L. Enhancing Mechanical and Thermal Properties of 3D-Printed Samples Using Mica-Epoxy Acrylate Resin Composites—Via Digital Light Processing (DLP). Polymers. 2024; 16(8):1148. https://doi.org/10.3390/polym16081148
Chicago/Turabian StyleSenthooran, Velmurugan, Zixiang Weng, and Lixin Wu. 2024. "Enhancing Mechanical and Thermal Properties of 3D-Printed Samples Using Mica-Epoxy Acrylate Resin Composites—Via Digital Light Processing (DLP)" Polymers 16, no. 8: 1148. https://doi.org/10.3390/polym16081148