
Alkaline Chemical Neutralization to Treat Acid Mine Drainage with High Concentrations of Iron and Manganese
1
Fujian Province Colleges and University Engineering Research Center of Solid Waste Resource Utilization, Longyan 364012, China
2
College of Chemistry and Materials, Longyan University, Longyan 364012, China
*
Author to whom correspondence should be addressed.
Water 2024, 16(6), 821; https://doi.org/10.3390/w16060821
Submission received: 16 February 2024
/
Revised: 9 March 2024
/
Accepted: 10 March 2024
/
Published: 12 March 2024
(This article belongs to the Special Issue Science and Technology for Water Purification)
Abstract
:Due to its high acidity and toxic metal content, acid mine drainage (AMD) needs to be properly treated before being discharged into the environment. This study took the AMD collected from one specific mine in China as a sample and investigated the treatment methodology for AMD. The water quality of the AMD was measured, and the sample was treated with caustic soda (NaOH) and shell powder (one kind of conventional neutralizer, mainly composed of CaCO3) by the neutralization method. The results show that the AMD has a relatively low pH (2.16) and contains high concentrations of Fe (77.54 g/L), Mn (621.29 mg/L), Cu (6.54 mg/L), Ca (12.39 mg/L), and Mg (55.04 mg/L). NaOH was an effective neutralizer to treat the AMD and performed much better than shell powder. Various metals were precipitated, in the order of Fe(III), Cu, Fe(II), Mn, Ca, and Mg. The metal removal mechanisms included precipitation, adsorption, and co-precipitation. The optimal reaction conditions were the reaction duration was selected as 5 min and the mass ratio of NaOH to AMD was 0.16:1 (w:v). By this stage, the pH rapidly increased from 2.16 to 8.53 during AMD-NaOH interactions and various metals were efficiently removed (from 86.71% to 99.99%) by NaOH. The residual mass concentrations of Fe, Mn, Cu, Ca, and Mg after the treatment were 1.52, 1.77, 0.10, 1.65, and 2.17 mg/L, respectively. These data revealed that NaOH was a good treatment regent for this kind of AMD, based on the discharge criteria of China (GB28661 2012). Also, the shell powder was a helpful neutralizer for pH adjustment and copper removal. This neutralization method has the advantages of convenient operation, high speed, good effect, simple equipment, and low infrastructure cost. In addition, the resulting neutralized residue is a valuable and high-quality raw material, which can be used in metal smelting and separation.
1. Introduction
Acid mine drainage (AMD) is one kind of typical wastewater mostly produced in the mining industry [1]. It is mainly derived from metal sulfide minerals present in active or abandoned mines, tailings ponds, waste rocks, and sulfuric acid soils [2,3,4]. Among these sulfides, pyrite (FeS2) is the most important because of its ease of oxidation [5,6,7]. In addition, pyrrhotite (Fe1−xS, where 0 < x < 0.2) and arsenopyrite (FeAsS) are also common metal sulfide minerals that generate AMD [8]. When exposed to oxygen (O2), water, and certain microorganisms (such as Thiobacillus thiooxidans and Thiobacillus ferrooxidans), these sulfides undergo complex chemical and biological oxidation, resulting in the production of AMD [2,4,9].
The main environmental hazards posed by AMD are its extremely low pH (usually below 3) and high concentrations of toxic metals ions [10,11]. A low pH is hazardous to the survival of living organisms and may lead to metals leaching from rocks into aquatic systems. That is to say, as water becomes acidic, the mobility and solubility of heavy metals increase, leading to the chemical, physical, and biological erosion of the soil and water bodies [4,12]. Due to their toxicity, non-degradation, and bioaccumulation, in the long run, heavy metals in AMD can accumulate in the food chain, posing a significant threat to microorganisms, plants, animals, and humans [13,14,15]. For example, large amounts of iron (Fe) and manganese (Mn) in AMD entering water bodies can cause various symptoms in the local residents, such as drowsiness, muscle tremor, hepatic necrosis, shock, metabolic acidosis, DNA damage, and in severe cases, even death [16]. In summary, if AMD is directly discharged without treatment, it may pose a serious threat to the environment, especially the soil, surface water, groundwater, and aquatic communities [17,18,19]. Therefore, it is necessary to properly treat AMD before discharge to meet the required discharge standard.
The AMD treatment includes active and passive treatment approaches [8]. Active treatment methods commonly include neutralization, precipitation, adsorption, ion exchange, membrane separation, and electrochemical approach [20,21,22,23,24]. Passive treatment methods include constructed wetlands, limestone drains and channels, permeable reactive barriers, and sulfate reduction bioreactors [25,26,27,28,29]. Each of these treatment methods has its unique advantages and disadvantages when dealing with AMD. In terms of the AMD treatment methods, active treatments can be used to treat various types of AMD through a single or combination of multiple methods [11]. However, active treatments require continuous chemical addition and secondary pollutant treatment [12]. The advantages of passive treatments are their low cost of implementation, operation, maintenance, and management [28]. Their disadvantages are their low acid load, prolonged process time, poor effectivity during winter, unstable water output, and being less efficient over time [30]. Among these methods, chemical neutralization is currently the most common and widespread method for treating AMD due to its rapid reaction rate and high removal efficiency [13]. The commonly utilized alkaline neutralizing agents include lime and limestone (CaCO3), calcium oxide (CaO), hydrated lime (Ca(OH)2), soda ash (Na2CO3), caustic soda (NaOH), ammonium hydroxide (NH4OH), and magnesium hydroxide (Mg(OH)2) [13]. Among these neutralizing agents, calcium-based reagents (particularly limestone) are used extensively worldwide because of their low cost, abundant reserves, and convenient storage [16]. However, using limestone or hydrated lime to treat AMD usually generates a large amount of metal-rich sludge, which is hard to settle, recycle, and reuse [31]. To summary, although the treatment cost of AMD using limestone or hydrated lime is cheap, the disposal cost of the sludge is relatively expensive [32]. In recent years, alkaline industrial by-products, such as concrete fines, lime kiln dust, coal ash, steel mill slag, red mud, and fly ash, have replaced traditional alkaline chemicals for treating AMD [33,34,35,36]. Using alkaline industrial by-products further reduces the treatment cost, but also makes it harder to reuse the sludge because industrial by-products introduce a variety of cations and anions into the sludge. Therefore, more effective and less sludge-producing AMD treatment processes are required. Particularly, if the resulting solids by the neutralization method are relatively pure and free of complex impurity components, they can be conveniently used as high-quality raw materials for subsequent metal smelting.
In this study, the actual AMD derived from one mine in China was treated by the neutralization method. The water quality of the actual AMD, including the pH and various metal ions’ concentrations, was measured first. Based on the above results, NaOH was selected as the neutralizing agent to treat the AMD. The performance of NaOH on raising the pH and removing metal ions was investigated and compared to the performance of shell powder (one conventional neutralization material). Then, the optimal dosage and neutralization time of NaOH were investigated. Finally, characterization was performed with X-ray diffraction (XRD) and Fourier transform infrared spectroscopy (FTIR) for the neutralized residues. The research results can provide data support for operating conditions’ selection and process adjustment in the actual production.
2. Materials and Methods
2.1. The Acid Mining Drainage and Reagents
The actual acid mine drainage (AMD) in this study was collected from one mine in China just before entering the AMD treatment plant, packed in clean 20 L PVC plastic drums, transported to the laboratory, and stored at 4 °C until analysis and treatment.
All chemical reagents used in this study were analytically pure and used as received. Hydrochloric acid (purity 37%) and NaOH were purchased from Xilong Scientific Co., Ltd. (Chengdu, China), and other reagents, for example, standard metal solutions (1000 mg/L), were purchased from Macklin Biochemical Technology Co., Ltd. (Shanghai, China). Distilled water was used for all experiments.
2.2. Methodology
2.2.1. Characterization of the Acid Mine Drainage
Referring to the Chinese wastewater discharge standard of “Emission standard of pollutants for mining and mineral processing industry” (GB28661-2012) [11], the water pollution characteristics of the AMD were analyzed, including the pH value and various metal concentrations. The pH was measured using a pH meter (PHS-3C, Ramag, Shanghai, China). The concentrations of metals (Zn, Cu, Mn, Fe, Cd, Cr, Pb, Ni, Ag, Ca, and Mg) were measured by a flame atomic absorption spectrophotometer (Shimadzu AA-7000F, Kyoto, Japan).
2.2.2. Neutralization Performance Experiments of NaOH and Shell Powder
The chemical neutralization method was used to treat the above raw AMD. The experiments were conducted at room temperature (25 ± 3 °C). The neutralization performance of NaOH and shell powder were investigated by batch experiments. The neutralizer NaOH (0.5, 1.0, 1.5, 2.0, and 2.5 g) or shell powder (0.5, 1.0, 1.5, 2.0, 2.5 g, and 3.0 g) with different dosage ranges and 10 mL AMD solution were added to a series of 50 mL centrifuge tubes. Subsequently, all tubes were placed in a Rotary Mixer (QB-228, Haimen Kylin-Bell Lab Instruments Co., Ltd., Haimen, China) for 2 h at 60 rpm. After the reaction, the pH of the suspension was measured. The remaining suspension was centrifuged at 4000 rpm for 5 min and filtered through 0.45 μm PTFE syringe-tip filters. The residual metal concentrations (Fe, Mn, Cu, Ca, and Mg) were analyzed by a flame atomic absorption spectrophotometer. The removal rate of each metal element was calculated by dividing the concentration difference before and after treatment by the concentration before treatment [11].
2.2.3. The Optimal Dosage Experiments of NaOH
According to the experimental results of Section 2.2.2, the optimum dosage of NaOH is between 1.5 g and 2.0 g. Therefore, to further explore the optimal dosage of NaOH, the neutralization experimental process was conducted once again. Therefore, in order to neutralize 10 mL AMD, the dosages of NaOH were selected as 1.6, 1.7, 1.8, and 1.9 g. The neutralization reaction time was set to 2 h.
2.2.4. The Optimal Neutralization Time Experiments of NaOH
The influence of the neutralization reaction time of NaOH on the AMD treatment was determined through batch experiments. A total of 2.0 g NaOH and 10 mL AMD solution were added to a series of 50 -mL centrifuge tubes. The neutralization experiments were conducted under different neutralization reaction times (1, 2, 3, 5, 7, 10, 15, 20, 30, 45, 60, 90, 120, 180, and 240 min).
2.2.5. Characterization of the Neutralized Residues
The neutralized residues were placed in an oven (DHG-9076A, Shanghai Kunquan biotechnical Co., Ltd., Shanghai, China) at 50 °C for 48 h, and then ground into a powder. The mineral phases of the residues were performed by a powder X-ray diffraction spectroscopy (XRD, Dandong Fang-yuan Instruments Co., Ltd., Dandong, China) equipment, with Cu Kα scanning range from 5° to 80° (2θ) at a scan speed of 2°/min. The surface functional groups and valence bounds were determined using Fourier transform infrared spectroscopy (FTIR, Nicolet 360FT-IR spectrometer, Thermo Nicolet Corporation, Madison, WI, USA), over a wavenumber ranging from 4000 to 400 cm−1 by using KBr as a reference.
3. Results and Discussion
3.1. Water Quality of the Raw Acid Mine Drainage
The water quality of raw AMD before treatment and the discharge standard (“Emission standard of pollutants for mining and mineral processing industry” (GB28661-2012)) are shown in Table 1. As expected, the AMD had a relatively high acidity, with a pH of 2.16, and contained various metal elements. In the extensive literature about AMD, both actual and synthetic AMD generally contain large amounts of iron (Fe) and manganese (Mn) elements. The concentration range of Fe is generally from tens to hundreds of milligrams per liter, while the concentration of Mn is tens of milligrams per liter [11,18,23,28]. The AMD in this study had an iron concentration of up to 77.54 g/L and a Mn concentration of up to 621.29 mg/L, both of which are much higher than those in general AMD. In addition to its strong acidity, the main feature of this AMD was its high contents of Fe and Mn elements. Magnesium (Mg), calcium (Ca), and copper (Cu) were found in moderate concentrations, ranging from a few milligrams per liter to tens of milligrams per liter, while lead (Pb) was a trace element at a concentration of tens of micrograms per liter. Heavy metals, such as Zn, Cd, Cr, Ni, and Ag, were not detected in the raw AMD; so, these metals were considered no longer of concern and were not measured in the subsequent neutralization experiments.
According to the “Emission standard of pollutants for mining and mineral processing industry” (GB28661-2012) standard, the concentration of Pb (0.06 mg/L) in the raw AMD was below the limit value (1.0 mg/L); so, Pb was not measured in the subsequent neutralization experiments. The concentrations of Fe, Mn, and Cu in the AMD must be reduced to meet the standard requirements. Meanwhile, the acidity of the AMD must be neutralized to a natural state. Due to the high content of Mn in the AMD and the difficulty of Mn precipitation when the pH value is below 6 [13,37], the highly alkaline neutralizer NaOH was selected to treat the AMD. For comparison, shell powder (mainly composed of CaCO3) was selected as a conventional neutralizer to evaluate the treatment efficiency of NaOH on the AMD. Despite Ca and Mg concentrations not being addressed in the emission standard GB28661-2012, the concentrations of these two elements are related to the hardness of water; so, they were tested in the following neutralization experiments.
3.2. Performances of NaOH and Shell Powder during the Acid Mine Drainage Treatment
The performances of NaOH and the shell powder during the AMD treatment are presented in Figure 1. As shown in Figure 1a,b, with the increase in the dosage of the two neutralizers, the pH value and the removal rates of the various metal elements increased. For NaOH, as the dosages increased, the pH of the solution rose from 2.16 to 13.77. For the shell powder, the pH of the solution quickly reached a maximum of 5.88 and remained stable. The removal rates varied with the metals. In general, NaOH had a better performance than the shell powder for the removal of various metals.
In the case of Cu, when adding 1.0 g NaOH, the pH of the solution increased from 2.16 to 6.02, and the removal rate of Cu rapidly increased to over 95%. When adding 0.5 g shell powder, the pH of the solution increased from 2.16 to 4.82, and the removal rate of Cu was close to 100%. As shown in Figure 1b, the alkalinity produced by the shell powder is mainly used to precipitate Cu, while the precipitations produced by iron and Mn are very small. If only considering the removal of Cu in the AMD, the shell powder is a good neutralizing agent.
In the case of iron, when adding 0–2.5 g NaOH, the removal rate of iron showed a three-stage trend. The removal rate of Fe increased rapidly (adding 0–0.5 g NaOH, pH = 2.16–4.50) at first, then increased slowly (adding 0.5–1.0 g NaOH, pH = 4.50–6.02), and finally rapidly raised (adding 1.0–2.5 g NaOH, pH > 6.02) to near 100%. The final removal rate of iron by NaOH was higher than 99.99%. According to Hu et al., at 20 °C, the pH range of Fe3+ from the beginning to complete precipitation is 1.9–3.2 and the pH range of Fe2+ precipitation is 7.9–9.0 [38]. Therefore, it can be inferred that both Fe(Ⅲ) and Fe(Ⅱ) existed in the AMD. In Figure 1b, using the shell powder as the neutralizer (pH = 2.16–5.88), only less than 20% of iron was precipitated, indicating that iron in the AMD mainly existed in the form of Fe(Ⅱ).
In the case of Mn, in Figure 1b, the removal rate of Mn increased with the addition of the shell powder, and its final removal rate was lower than 60%. This low removal rate was due to the low alkalinity (pH < 6.0) provided by the shell powder, resulting in only a small amount of Mn hydroxide being formed. This is consistent with the results of previous studies. It is difficult to remove Mn from the AMD by precipitation under low pH (<6.0) conditions [13,37]. In Figure 1a, similar to iron, the removal rate of Mn also showed a three-stage trend. Furthermore, the Mn removal rate in Figure 1a, when the pH is equal to 4.50 (adding 0.5 g NaOH), is much higher than that in Figure 1b, when pH is equal to 4.82 (adding 0.5 g shell powder). The difference between Figure 1a and Figure 1b is that using the shell powder as a neutralizing agent results in a lower removal rate of iron, that is, less iron (oxy)hydroxide was formed. Therefore, it can be inferred that, in addition to the formation of manganese hydroxide precipitation, the adsorption and co-precipitation of Mn by iron (oxy)hydroxide precipitation formed by Fe(Ⅲ) were also important mechanisms for Mn removal.
In the case of Mg, as the pH value increased, the removal rate of Mg continued to increase. Especially when the pH was greater than 7.65 (adding 1.5 g NaOH), the removal rate of Mg increased rapidly. These results can be interpreted by the fact that Mg has a high mobility in a solution [28] and can only form hydroxide and carbonate deposits under high pH (pH > 6.0) conditions [13,37].
In the case of Ca, when the dose of the neutralizer NaOH increased from 0 g to 2.0 g, the removal rate of Ca gradually increased and was close to 100% at the dose of 2.0 g NaOH.
How do multiple metal ions compete for OH− to form precipitates? After adding the neutralizers, the pH value of the AMD increased, and the metal ions precipitated in the form of hydroxides, such as Fe(OH)2, Fe(OH)3, Mn(OH)2, Cu(OH)2, and Mg(OH)2. Ca2+ could be precipitated as gypsum (CaSO4·2H2O), bassanite (2CaSO4·H2O), anhydrite (CaSO4), Ca(OH)2, and so on. Some studies stated that the main product of Ca precipitation was gypsum [20,39]. The order in which the metal ions form deposits depends on the value of the solubility product (KSP). Metal ions with a small solubility product constant are more likely to deposit. Precipitation reaction equations of various metals and the KSP of the precipitations at 298.15 K are shown in Table 2. According to the metals’ concentrations and the discharge standard of AMD, the pH ranges of the various metals from the beginning of the precipitation to the effluent concentrations meeting the discharge standard can be calculated, as shown in Table 2. Therefore, the order in which the metals deposited was Fe(OH)3, Cu(OH)2, Fe(OH)2, Mn(OH)2, Mn(OH)2, and Mg(OH)2.
If Ca was removed from the solution in the form of CaSO4, CaSO4·2H2O, and 2CaSO4·H2O, the Ca removal rate is not related to the pH of the solution, but only to the concentrations of Ca2+ and SO42−. If Ca was removed in the form of Ca(OH)2, Ca(OH)2 precipitation cannot occur until the pH of the solution is higher than 13.6. However, the Ca removal rate continued to rise with the increase in the pH (pH = 2.16–13.77, adding 0–2.5 g NaOH), indicating that there were other removal mechanisms besides the formation of gypsum and Ca(OH)2. The KSP values of CaSO4 and Ca(OH)2 were 9.1 × 10−6 and 5.5 × 10−6, respectively, which were higher than that of Mg(OH)2, indicating Mg(OH)2 precipitated earlier than CaSO4 and Ca(OH)2. However, in Figure 1a, Ca2+ begins to form deposits earlier than Mg2+ and has a higher removal rate than Mg2+, both of which further indicate that there are other mechanisms for Ca removal besides precipitation. Therefore, the order in which metal ions form deposits is Fe3+, Cu2+, Fe2+, Mn2+, Ca2+, and Mg2+.
Table 3 shows the performances of NaOH and the shell powder dosages during the AMD treatment. Comparing Table 3 and Table 1, it can be seen that, when the amount of NaOH added is 1.5 g, the metal concentrations in the treated AMD exceed the relative standard limit. However, when the NaOH addition amount is 2.0 g, the metal concentrations after the treatment meet the standard limit, but the pH value is too high (>9), indicating that too much NaOH was added at this stage. Therefore, the optimal dosage of NaOH is between 1.5 g and 2.0 g.
Adding the shell powder to the AMD neutralized the acidity and precipitated metal ions. However, the maximum pH value (5.88) achieved by the shell powder was lower than the standard limit (pH > 6.0). It has been reported that treating AMD with limestone can increase the pH to 6.0–7.5 [41]. Shell powder could not provide sufficient alkalinity. At this point, almost all Cu was removed, while large amounts of Mn and iron did not precipitate and still existed in the solution. Therefore, it is not suitable to use shell powder alone to treat AMD containing high concentrations of iron and Mn. Accordingly, it can be inferred that calcium-based reagents (such as CaCO3, Ca(OH)2, and CaO) and alkaline industrial by-products (such as concrete fines, lime kiln dust, coal ash, steel mill slag, red mud, and fly ash) cannot effectively treat this AMD. The shell powder can be used as a pretreatment to regulate the pH and in combination with stronger neutralizers. Subsequent experiments on the optimal dosage and optimal neutralization time did not use shell powder, because it was completely meaningless to do so.
3.3. The Optimal Dosage of NaOH of the Acid Mine Drainage Treatment
The dosage experiments of NaOH were repeated in the AMD treatment to determine the optimal dosage. The main cost of treating AMD comes from the amount of neutralizer that is used; so, it is important to choose the optimal dosage of NaOH. After being neutralized, the removal rate of various metal elements and the final pH value are shown in Figure 2, and the metal concentrations and the pH value of the treated AMD are shown in Table 4.
The pH is an important parameter affecting the degree of ionization of metal ions in a solution [11,42]. There was a positive correlation between the dosage of NaOH and the pH, attributed to the reaction of NaOH and AMD. The larger the amount of NaOH added, the larger the amount of heat released, and the higher the final pH of the system. When the dosage of NaOH increased from 1.6 g to 1.7 g, the solution pH increased rapidly from 8.53 to 12.33. Subsequently, as the dosage of NaOH continued to increase, the pH value increased slowly, to over 13.0.
As shown in Figure 2, as the pH increased, the metal removal rates rose rapidly at first and then remained stable. When the addition amount of NaOH was ≥1.6 g, the removal rates of the various metals were relatively high, and the effluents met the relative standard (GB28661-2012) limit.
Considering the pH value and metal concentrations in the treated AMD, the cost of the additive, and the discharge standard, it was considered that adding 1.6 g NaOH to 10 mL AMD was the best ratio. That is to say, the optimized treatment mass ratio was 0.16:1 (w:v) for NaOH powder to AMD. At this stage, the removal rates of Fe, Mn, Cu, Ca, and Mg were 100.00%, 99.71%, 98.46%, 86.71%, and 96.06%, respectively. The concentrations of Fe, Mn, Cu, Ca, and Mg in the treated AMD were 1.52, 1.77, 0.10, 1.65, and 2.17 mg/L, respectively, and the pH value was 8.53.
3.4. The Optimal Neutralization Time of the Acid Mine Drainage Treatment
The effect of the neutralization time of NaOH on the AMD treatment is shown in Figure 3. All metals were completely removed (almost 100%) from the solution within 1 min, and then, all metal removal rates, except for Cu, remained stable over a treatment time of 240 min. The Cu removal rate decreased after 7 min, dropped to 97.30% at 60 min, and then remain stable. The pH value rose to 13.66 at 1 min, rose to 13.88 at 20 min, and then fluctuated slightly over a treatment time of 240 min. These results indicate that a relatively fast chemical reaction occurred. These results are consistent with previous neutralization experiments conducted with actual or synthetic AMDs. It has been reported that it takes 20 min to remove iron from AMD with CaCO3, indicating that the reaction rate of CaCO3 is much slower than that of NaOH [35]. The reaction time is of great practical significance for the treatment of AMD. Compared to CaCO3, using NaOH as the neutralizer allows the treatment of a greater amount of AMD within the same time interval; so, a smaller neutralizing tank is required. In the actual treatment of AMD, in order to ensure a complete reaction, the optimal reaction time is recommended to be longer than 1 min, such as 5 min.
3.5. Characterization of the Neutralized Residues
3.5.1. XRD Analysis
The XRD patterns of the neutralized residues are presented in Figure 4. The XRD characterization of the neutralized residues showed the formation of new minerals, such as Mn(OH)2 (JCPDS #73-1133), Mg(OH)2 (JCPDS#07-0299), Cu(OH)2 (JCPDS #13-0420) [43], and Fe2O3 (JCPDS #25-1402). However, no diffraction peaks of iron hydroxides are observed in Figure 4, implying that the iron hydroxides formed by neutralization precipitation are in an amorphous phase. This result is consistent with those of previous studies that showed that it was easy to form amorphous Fe hydroxide minerals, rather than those with a crystalline form, during the neutralization of AMD [41]. Based on previous studies, it was inferred that Fe was precipitated as goethite (α-FeOOH) and lepidocrocite (γ-FeOOH) as the pH increased [23]. Amorphous Fe minerals have a large surface area and high reactivity; so, they promote the adsorption and co-precipitation of other co-existing metals [44,45].
3.5.2. FTIR Analysis
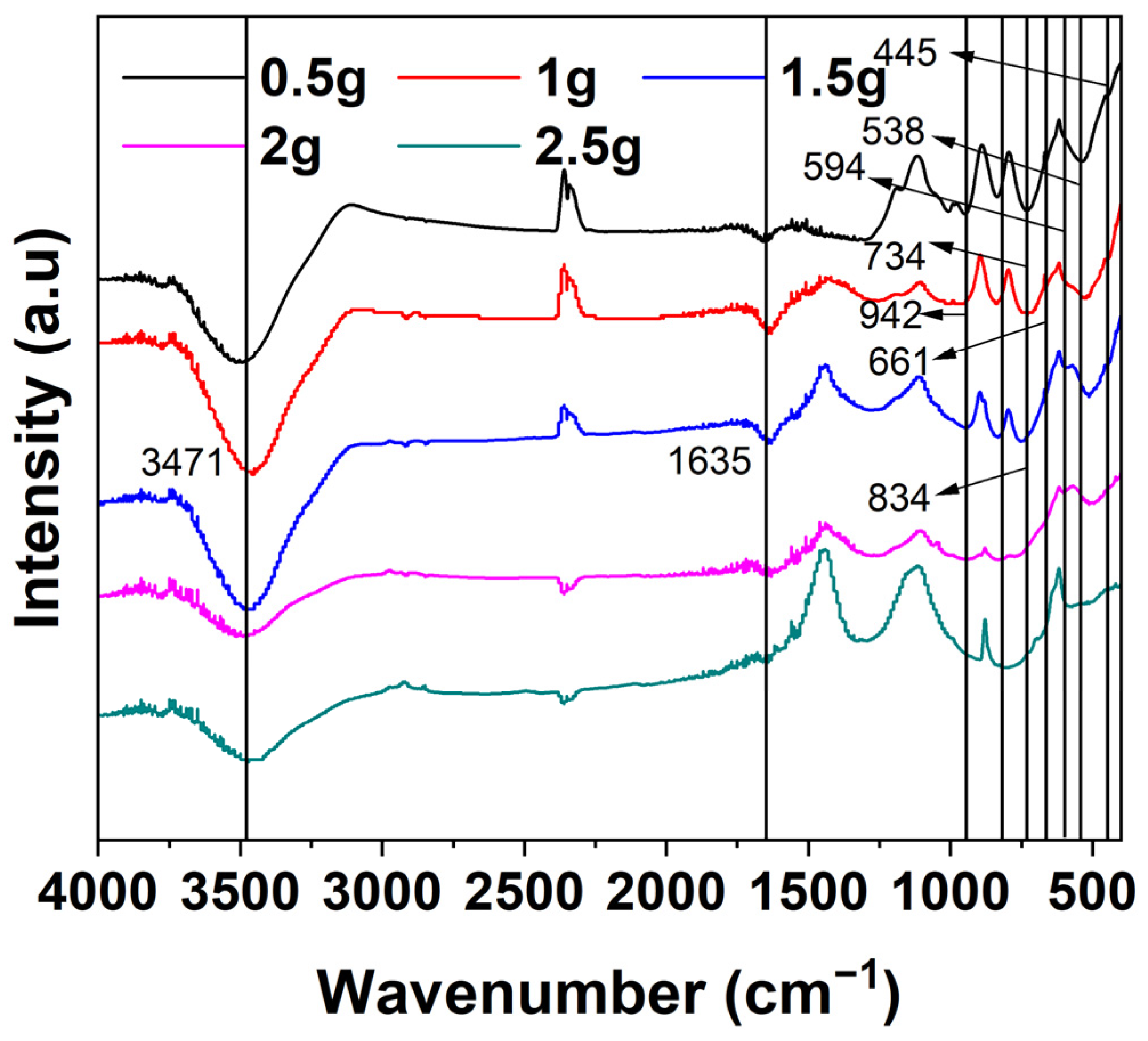
The FTIR spectra of the neutralized residues are illustrated in Figure 5. The broad bands at 3471 cm−1 detected in all residues correspond to the O-H stretching vibration of the water molecule or hydroxides adsorbed on the surface of the precipitates [30]. The peak at 1635 cm−1 was assigned to the Mg-OH bending vibration, which gradually disappeared with the increase in the amount of NaOH. The bands at 942 cm−1 and 661 cm−1 are due to the Cu-OH bending vibration [46]. The band at 834 cm−1 is due to CaCO3. The strong band at 734 cm−1 is due to the strong Mn-O stretching mode of Mn(OH)2 [47]. Two distinct bands at 594 cm−1 and 538 cm−1 are observed, which can be attributed to Fe-O vibrational stretching [48]. The presence of Fe-based minerals confirms that the Fe species contained in the AMD were precipitated into neutralized residues.
4. Conclusions
The raw AMD had a relatively low pH (2.16) and contained various metals, such as Fe (77.54 g/L), Mn (621.29 mg/L), Cu (6.54 mg/L), Ca (12.39 mg/L), and Mg (55.04 mg/L). Based on the water quality of the raw AMD, neutralizing methods, including the neutralizers NaOH and shell powder, were employed in batch tests to treat the AMD. The results show that NaOH performed much better than the shell powder in increasing the pH and removing metals. Various metals were removed by NaOH, in the order of Fe(III), Cu, Fe(II), Mn, Ca, and Mg. The shell powder was a helpful neutralizer used for pH adjustment and Cu removal. However, it could not completely treat this AMD containing high cencentrations of iron and Mn by itself. Precipitation, adsorption, and co-precipitation are important mechanisms for metal removal. In particular, iron (oxy)hydroxide could greatly promote the removal of Mn, Ca, and Mg. The optimum treatment mass ratio of NaOH to AMD was 0.16:1 (w:v) and the optimum reaction time was 5 min. At this point, the pH in the treated AMD was 8.53, and the Fe, Mn, Cu, Ca, and Mg concentrations after treatment were 1.52, 1.77, 0.10, 1.65, and 2.17 mg/L, respectively. The water quality after the neutralization reached the discharge standard (“Emission standard of pollutants for mining and mineral processing industry” (GB28661-2012)).
Author Contributions
Conceptualization, R.Z.; methodology, R.Z. and P.Z.; formal analysis, P.Z.; investigation, M.H.; resources, R.Z. and M.H.; data curation, P.Z. and M.H.; writing—original draft preparation, P.Z.; writing—review and editing, R.Z.; visualization, P.Z.; project administration, R.Z.; funding acquisition, P.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Natural Science Foundation of Fujian Province, China (No. 2022J05250) and the Qimai Natural Science Foundation of Longyan City, China (No. XLQM002).
Data Availability Statement
The original contributions presented in the study are included in the article materials; further inquiries can be directed to the corresponding author.
Acknowledgments
We would like to thank the editors and reviewers for their suggestions that improved the scientific soundness of this manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Daraz, U.; Li, Y.; Ahmad, I.; Iqbal, R.; Ditta, A. Remediation technologies for acid mine drainage: Recent trends and future perspectives. Chemosphere 2023, 311, 137089. [Google Scholar] [CrossRef] [PubMed]
- Naidu, G.; Ryu, S.; Thiruvenkatachari, R.; Choi, Y.; Jeong, S.; Vigneswaran, S. A critical review on remediation, reuse, and resource recovery from acid mine drainage. Environ. Pollut. 2019, 247, 1110–1124. [Google Scholar] [CrossRef] [PubMed]
- Tabelin, C.B.; Veerawattananun, S.; Ito, M.; Hiroyoshi, N.; Igarashi, T. Pyrite oxidation in the presence of hematite and alumina: I. Batch leaching experiments and kinetic modeling calculations. Sci. Total Environ. 2017, 580, 687–698. [Google Scholar] [CrossRef] [PubMed]
- Ighalo, J.O.; Kurniawan, S.B.; Iwuozor, K.O.; Aniagor, C.O.; Ajala, O.J.; Oba, S.N.; Iwuchukwu, F.U.; Ahmadi, S.; Igwegbe, C.A. A review of treatment technologies for the mitigation of the toxic environmental effects of acid mine drainage (AMD). Process Saf. Environ. Prot. 2022, 157, 37–58. [Google Scholar] [CrossRef]
- Tong, L.; Fan, R.; Yang, S.; Li, C. Development and status of the treatment technology for acid mine drainage. Min. Metall. Explor. 2021, 38, 315–327. [Google Scholar] [CrossRef]
- Xin, R.; Banda, J.F.; Hao, C.; Dong, H.; Pei, L.; Guo, D.; Wei, P.; Du, Z.; Zhang, Y.; Dong, H. Contrasting seasonal variations of geochemistry and microbial community in two adjacent acid mine drainage lakes in Anhui Province, China. Environ. Pollut. 2021, 268, 115826. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, Y.; Zhang, Z.; Zhang, Y. Review: Acid mine drainage (AMD) in abandoned coal mines of Shanxi, China. Water 2021, 13, 8. [Google Scholar] [CrossRef]
- Park, I.; Tabelin, C.B.; Jeon, S.; Li, X.; Seno, K.; Ito, M.; Hiroyoshi, N. A review of recent strategies for acid mine drainage prevention and mine tailings recycling. Chemosphere 2019, 219, 588–606. [Google Scholar] [CrossRef]
- Sulonen, M.L.K.; Baeza, J.A.; Gabriel, D.; Guisasola, A. Optimisation of the operational parameters for a comprehensive bioelectrochemical treatment of acid mine drainage. J. Hazard. Mater. 2021, 409, 124944. [Google Scholar] [CrossRef]
- Alvarenga, P.; Guerreiro, N.; Simões, I.; Imaginário, M.J.; Palma, P. Assessment of the environmental impact of acid mine drainage on surface water, stream sediments, and macrophytes using a battery of chemical and ecotoxicological indicators. Water 2021, 13, 1436. [Google Scholar] [CrossRef]
- Huang, J.; Dong, Z.; Fu, J.; Zhang, G.; Li, C.; Tian, S.; Ning, P. Insight into the kinetic analysis of acid mine drainage treated by carbonate rock. Environ. Technol. 2022, 45, 393–403. [Google Scholar] [CrossRef]
- Chen, G.; Ye, Y.; Yao, N.; Hu, N.; Zhang, J.; Huang, Y. A critical review of prevention, treatment, reuse, and resource recovery from acid mine drainage. J. Clean Prod. 2021, 329, 129666. [Google Scholar] [CrossRef]
- Kefeni, K.K.; Msagati, T.A.M.; Mamba, B.B. Acid mine drainage: Prevention, treatment options, and resource recovery: A review. J. Clean Prod. 2017, 151, 475–493. [Google Scholar] [CrossRef]
- Han, R.; Zhou, B.; Huang, Y.; Lu, X.; Li, S.; Li, N. Bibliometric overview of research trends on heavy metal health risks and impacts in 1989–2018. J. Clean Prod. 2020, 276, 123249. [Google Scholar] [CrossRef]
- Jayarathne, A.; Egodawatta, P.; Ayoko, G.A.; Goonetilleke, A. Assessment of ecological and human health risks of metals in urban road dust based on geochemical fractionation and potential bioavailability. Sci. Total Environ. 2018, 635, 1609–1619. [Google Scholar] [CrossRef] [PubMed]
- Jabbar Khan, A.; Akhter, G.; Ge, Y.; Shahid, M.; Rahman, K.U. Development of artificial geochemical filter to treat acid mine drainage for safe disposal of mine water in Salt Range Portion of Indus Basin—A lab to pilot scale study. Sustainability 2022, 14, 7693. [Google Scholar] [CrossRef]
- Galhardi, J.A.; Bonotto, D.M. Hydrogeochemical features of surface water and groundwater contaminated with acid mine drainage (AMD) in coal mining areas: A case study in southern Brazil. Environ. Sci. Pollut. Res. 2016, 23, 18911–18927. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Guo, J.; Hu, Q.; Gao, X.; Li, C.; Luo, M.; Wang, Y. Effects of Fe-rich acid mine drainage on percolation features and pore structure in carbonate rocks. J. Hydrol. 2020, 591, 125571. [Google Scholar] [CrossRef]
- Kaur, G.; Couperthwaite, S.J.; Hatton-Jones, B.W.; Millar, G.J. Alternative neutralisation materials for acid mine drainage treatment. J. Water Process Eng. 2018, 22, 46–58. [Google Scholar] [CrossRef]
- Kefeni, K.K.; Mamba, B.B. Evaluation of charcoal ash nanoparticles pollutant removal capacity from acid mine drainage rich in iron and sulfate. J. Clean Prod. 2020, 251, 119720. [Google Scholar] [CrossRef]
- Abdullah, N.; Yusof, N.; Lau, W.J.; Jaafar, J.; Ismail, A.F. Recent trends of heavy metal removal from water/wastewater by membrane technologies. J. Ind. Eng. Chem. 2019, 76, 17–38. [Google Scholar] [CrossRef]
- López, J.; Reig, M.; Gibert, O.; Cortina, J.L. Integration of nanofiltration membranes in recovery options of rare earth elements from acidic mine waters. J. Clean Prod. 2019, 210, 1249–1260. [Google Scholar] [CrossRef]
- Iizuka, A.; Ho, H.-J.; Sasaki, T.; Yoshida, H.; Hayakawa, Y.; Yamasaki, A. Comparative study of acid mine drainage neutralization by calcium hydroxide and concrete sludge–derived material. Miner. Eng. 2022, 188, 107819. [Google Scholar] [CrossRef]
- Yan, S.; Cheng, K.Y.; Morris, C.; Douglas, G.; Ginige, M.P.; Zheng, G.; Zhou, L.; Kaksonen, A.H. Sequential hydrotalcite precipitation and biological sulfate reduction for acid mine drainage treatment. Chemosphere 2020, 252, 126570. [Google Scholar] [CrossRef] [PubMed]
- Kiiskila, J.D.; Sarkar, D.; Panja, S.; Sahi, S.V.; Datta, R. Remediation of acid mine drainage-impacted water by vetiver grass (Chrysopogon zizanioides): A multiscale long-term study. Ecol. Eng. 2019, 129, 97–108. [Google Scholar] [CrossRef]
- Pat-Espadas, A.M.; Loredo Portales, R.; Amabilis-Sosa, L.E.; Gómez, G.; Vidal, G. Review of Constructed Wetlands for Acid Mine Drainage Treatment. Water 2018, 10, 1685. [Google Scholar] [CrossRef]
- Kumar, M.; Pakshirajan, K. Continuous removal and recovery of metals from wastewater using inverse fluidized bed sulfidogenic bioreactor. J. Clean Prod. 2021, 284, 124769. [Google Scholar] [CrossRef]
- Merchichi, A.; Hamou, M.O.; Edahbi, M.; Bobocioiu, E.; Neculita, C.M.; Benzaazoua, M. Passive treatment of acid mine drainage from the Sidi-Kamber mine wastes (Mediterranean coastline, Algeria) using neighbouring phosphate material from the Djebel Onk mine. Sci. Total Environ. 2022, 807, 151002. [Google Scholar] [CrossRef]
- Lin, H.; Tang, Y.; Dong, Y. Construction and carbon source optimization of a microbial-plant coupled reactor for treating acid mine drainage. Environ. Sci. Pollut. Res. 2022, 29, 78862–78873. [Google Scholar] [CrossRef]
- Xu, W.; Yang, H.; Mao, Q.; Luo, L.; Deng, Y. Removal of heavy metals from acid mine drainage by red mud–based geopolymer pervious concrete: Batch and long–term column studies. Polymers 2022, 14, 5355. [Google Scholar] [CrossRef]
- Tolonen, E.-T.; Sarpola, A.; Hu, T.; Rämö, J.; Lassi, U. Acid mine drainage treatment using by-products from quicklime manufacturing as neutralization chemicals. Chemosphere 2014, 117, 419–424. [Google Scholar] [CrossRef] [PubMed]
- Jiao, Y.; Zhang, C.; Su, P.; Tang, Y.; Huang, Z.; Ma, T. A review of acid mine drainage: Formation mechanism, treatment technology, typical engineering cases and resource utilization. Process Saf. Environ. Prot. 2023, 170, 1240–1260. [Google Scholar] [CrossRef]
- Yang, M.; Cunfang, L.; Quan, X.; Cao, D. Mechanism of acid mine drainage remediation with steel slag: A review. ACS Omega 2021, 6, 30205–30213. [Google Scholar] [CrossRef] [PubMed]
- Weinberg, R.; Coyte, R.; Wang, Z.; Das, D.; Vengosh, A. Water quality implications of the neutralization of acid mine drainage with coal fly ash from India and the United States. Fuel 2022, 330, 125675. [Google Scholar] [CrossRef]
- Ho, H.-J.; Iizuka, A.; Vadapalli, V.R.K.; Coetzee, H.; Petrik, L.; Petersen, J.; Ojumu, T. Potential investigation of concrete fines as an alternative material: A novel neutralizer for acid mine drainage treatment. Environ. Technol. Innov. 2023, 29, 102985. [Google Scholar] [CrossRef]
- Moyo, A.; Parbhakar-Fox, A.; Meffre, S.; Cooke, D.R. Alkaline industrial wastes—Characteristics, environmental risks, and potential for mine waste management. Environ. Pollut. 2023, 323, 121292. [Google Scholar] [CrossRef] [PubMed]
- Choi, J.; Kwon, D.; Yang, J.S.; Lee, J.Y.; Park, Y.T. Comparison of Fe and Mn removal using treatment agents for acid mine drainage. Environ. Technol. 2009, 30, 445–454. [Google Scholar] [CrossRef] [PubMed]
- Hu, X.; Yang, H.; Tan, K.; Hou, S.; Cai, J.; Yuan, X.; Lan, Q.; Cao, J.; Yan, S. Treatment and recovery of iron from acid mine drainage: A pilot-scale study. J. Environ. Chem. Eng. 2022, 10, 106974. [Google Scholar] [CrossRef]
- Cheong, Y.-W.; Cho, D.-W.; Yim, G.-J.; Park, H.-S.; Kim, S.-J.; Lee, J.-H. Geochemical assessment of gypsum scale formation in the hydrated lime neutralization facility of the Daedeok Mine, South Korea. Minerals 2022, 12, 574. [Google Scholar] [CrossRef]
- Zhong, G. Inorganic and Analytical Chemistry; Science Press: Beijing, China, 2014; pp. 416–417. [Google Scholar]
- Santomartino, S.; Webb, J.A. Estimating the longevity of limestone drains in treating acid mine drainage containing high concentrations of iron. Appl. Geochem. 2007, 22, 2344–2361. [Google Scholar] [CrossRef]
- Iakovleva, E.; Mäkilä, E.; Salonen, J.; Sitarz, M.; Wang, S.; Sillanpää, M. Acid mine drainage (AMD) treatment: Neutralization and toxic elements removal with unmodified and modified limestone. Ecol. Eng. 2015, 81, 30–40. [Google Scholar] [CrossRef]
- Peng, C.-Y.; Hou, C.-C.; Chen, Q.-Q.; Wang, C.-J.; Lv, X.-J.; Zhong, J.; Fu, W.-F.; Che, C.-M.; Chen, Y. Cu(OH)2 supported on Fe(OH)3 as a synergistic and highly efficient system for the dehydrogenation of ammonia-borane. Sci. Bull. 2018, 63, 1583–1590. [Google Scholar] [CrossRef] [PubMed]
- Ye, Z.; Zhou, J.; Liao, P.; Finfrock, Y.Z.; Liu, Y.; Shu, C.; Liu, P. Metal (Fe, Cu, and As) transformation and association within secondary minerals in neutralized acid mine drainage characterized using X-ray absorption spectroscopy. Appl. Geochem. 2022, 139, 105242. [Google Scholar] [CrossRef]
- Johnston, C.; Chrysochoou, M. Mechanisms of chromate, selenate, and sulfate adsorption on Al-substituted ferrihydrite: Implications for ferrihydrite surface structure and reactivity. Environ. Sci. Technol. 2016, 50, 3589–3596. [Google Scholar] [CrossRef] [PubMed]
- Toupance, T.; Kermarec, M.; Lambert, J.-F.; Louis, C. Conditions of formation of copper phyllosilicates in silica-supported copper catalysts prepared by selective adsorption. J. Phys. Chem. B 2002, 106, 2277–2286. [Google Scholar] [CrossRef]
- Wang, X.; Andrews, L. Infrared spectra of M(OH)1,2,3 (M = Mn, Fe, Co, Ni) molecules in solid argon and the character of first row transition metal hydroxide bonding. J. Phys. Chem. A 2006, 110, 10035–10045. [Google Scholar] [CrossRef]
- Masindi, V.; Foteinis, S.; Chatzisymeon, E. Co-treatment of acid mine drainage and municipal wastewater effluents: Emphasis on the fate and partitioning of chemical contaminants. J. Hazard. Mater. 2022, 421, 126677. [Google Scholar] [CrossRef]
Figure 1.
Performances of NaOH (a) and shell powder (b) on the AMD treatment (experimental conditions: 10 mL AMD solution; reaction time = 2 h).
Figure 1.
Performances of NaOH (a) and shell powder (b) on the AMD treatment (experimental conditions: 10 mL AMD solution; reaction time = 2 h).
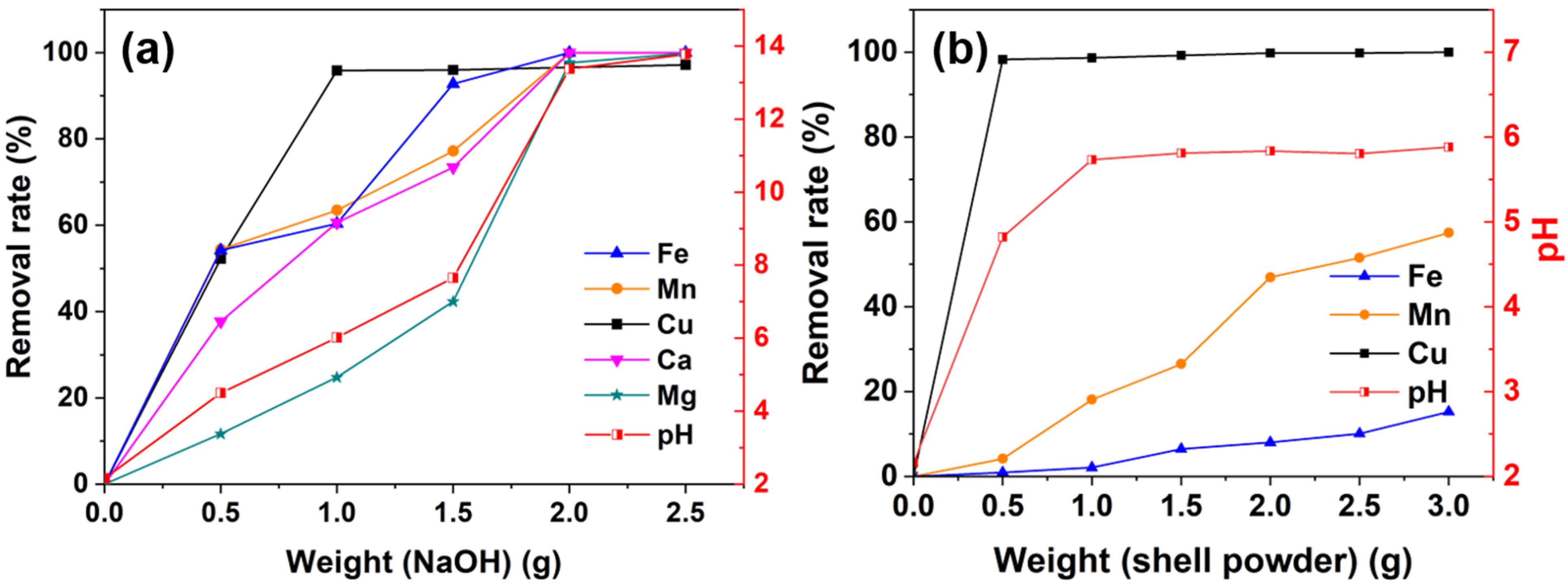
Figure 2.
Effect of the NaOH dosage on the AMD treatment (experimental conditions: 10 mL AMD solution; reaction time = 2 h).
Figure 2.
Effect of the NaOH dosage on the AMD treatment (experimental conditions: 10 mL AMD solution; reaction time = 2 h).

Figure 3.
Effect of the neutralization time on the AMD treatment (experimental conditions: dosage of NaOH = 2.0 g; 10 mL AMD solution).
Figure 3.
Effect of the neutralization time on the AMD treatment (experimental conditions: dosage of NaOH = 2.0 g; 10 mL AMD solution).

Figure 4.
XRD patterns of the neutralization residues.
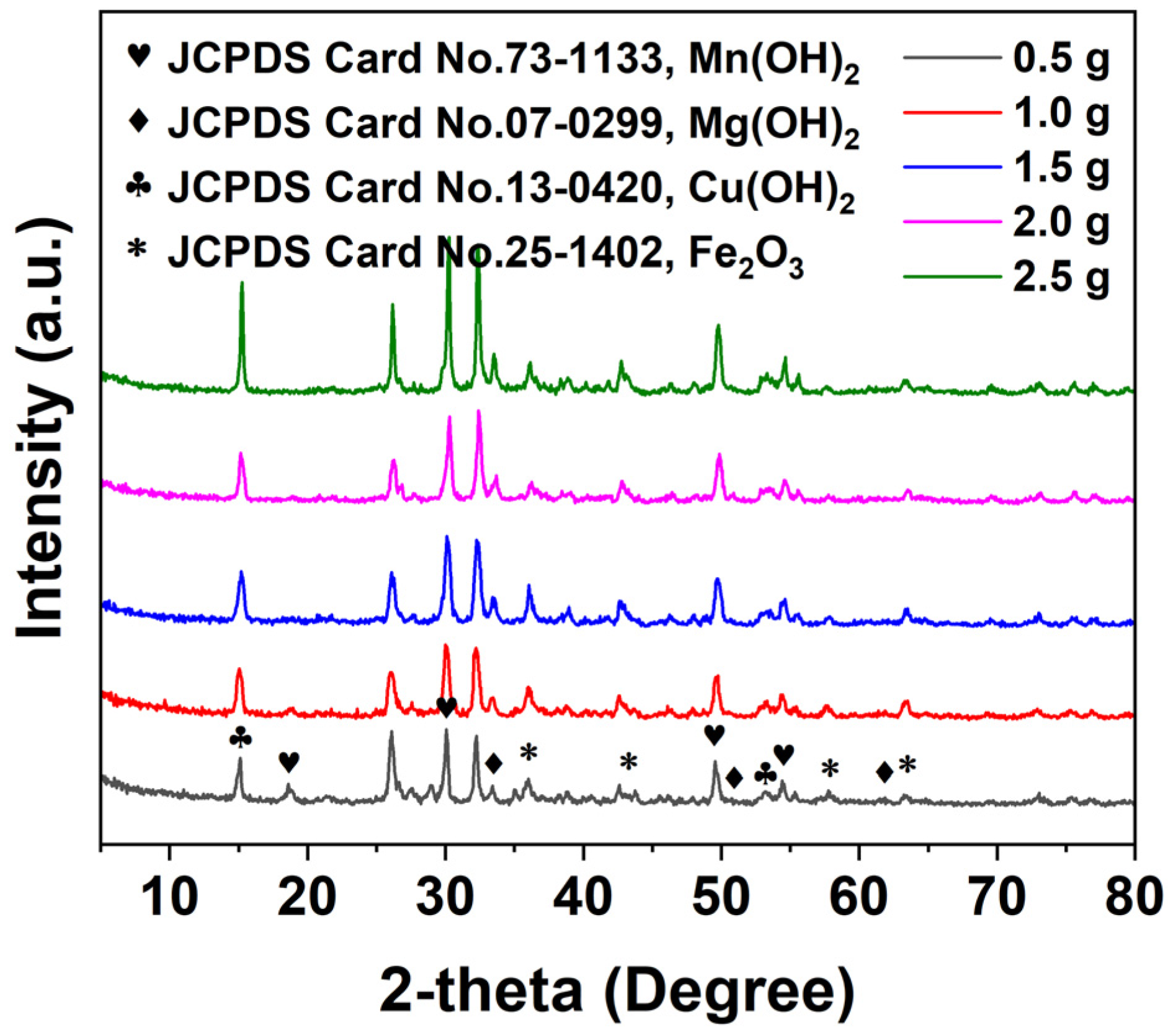
Figure 5.
FTIR spectra for several neutralized residues.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The water quality of the raw AMD and the relative discharge standard “Emission standard of pollutants for mining and mineral processing industry” (GB28661-2012).
Table 1.
The water quality of the raw AMD and the relative discharge standard “Emission standard of pollutants for mining and mineral processing industry” (GB28661-2012).
| Parameters | Acid Mine Drainage (AMD) | GB28661-2012 |
|---|---|---|
| pH | 2.16 | 6–9 |
| Zn (mg/L) | undetected | 2.0 |
| Cu (mg/L) | 6.54 | 0.5 |
| Mn (mg/L) | 621.29 | 2.0 |
| Fe (mg/L) | 77.54 (g/L) | 5.0 |
| Cd (mg/L) | undetected | 0.1 |
| Cr (mg/L) | undetected | 1.5 |
| Pb (mg/L) | 0.06 | 1.0 |
| Ni (mg/L) | undetected | 1.0 |
| Ag (mg/L) | undetected | 0.5 |
| Ca (mg/L) | 12.39 | / |
| Mg (mg/L) | 55.04 | / |
Table 2.
Precipitation reaction equations, KSP, and the pH ranges of the various metals from the beginning of the precipitation to the effluent concentrations reaching the discharge standard.
Table 2.
Precipitation reaction equations, KSP, and the pH ranges of the various metals from the beginning of the precipitation to the effluent concentrations reaching the discharge standard.
| Metals | Concentrations | GB28661-2012 | Precipitation Reaction Equations | KSP [40] | Ranges of pH for Metal Precipitation |
|---|---|---|---|---|---|
| Fe | 77.54 g/L (1.39 mol/L) | 5.0 mg/L (8.95 × 10−5 mol/L) | [18] | 4.0 × 10−38 | 1.5~2.9 |
| [18] | 8.0 × 10−16 | 6.4~9.5 | |||
| Cu | 6.54 mg/L (1.03 × 10−4 mol/L) | 0.5 mg/L (7.87 × 10−6 mol/L) | 2.2 × 10−20 | 6.2~6.7 | |
| Mn | 621.29 mg/L (1.13 × 10−2 mol/L) | 2.0 mg/L (3.64 × 10−5 mol/L) | 1.9 × 10−13 | 8.6~9.9 | |
| Ca | 12.39 mg/L (3.09 × 10−5 mol/L) | / | [5] | 9.1 × 10−6 | / |
| 5.5 × 10−6 | >13.6 | ||||
| Mg | 55.04 mg/L (2.26 × 10−3 mol/L) | / | 1.8 × 10−11 | >10.0 |
Table 3.
Metal concentrations and final pH values in the AMD treated with different dosages of NaOH and the shell powder.
Table 3.
Metal concentrations and final pH values in the AMD treated with different dosages of NaOH and the shell powder.
| Materials | Dosages (g) | Metal Concentrations (mg/L) | pH | ||||
|---|---|---|---|---|---|---|---|
| Fe | Mn | Cu | Ca | Mg | |||
| NaOH | 0.5 | 35.50 | 283.33 | 3.13 | 7.73 | 48.62 | 4.50 |
| 1.0 | 30.73 | 226.85 | 0.27 | 4.89 | 41.41 | 6.02 | |
| 1.5 | 5.63 | 141.67 | 0.26 | 3.30 | 31.75 | 7.65 | |
| 2.0 | 0 | 0.56 | 0.22 | 0 | 1.30 | 13.37 | |
| 2.5 | 0 | 0.54 | 0.19 | 0 | 0.10 | 13.77 | |
| Shell powder | 0.5 | 76,800.1 | 595.21 | 0.11 | / | / | 4.82 |
| 1.0 | 75,912.2 | 508.65 | 0.09 | / | / | 5.73 | |
| 1.5 | 72,508.8 | 456.48 | 0.05 | / | / | 5.81 | |
| 2.0 | 71,325.0 | 329.61 | 0.01 | / | / | 5.84 | |
| 2.5 | 69,697.2 | 301.16 | 0.01 | / | / | 5.80 | |
| 3.0 | 65,701.8 | 264.40 | 0 | / | / | 5.88 | |
Table 4.
Metal concentrations and the final pH in the treated AMD with different dosages of NaOH.
| NaOH (g) | Metal Concentrations (mg/L) | Final pH | ||||
|---|---|---|---|---|---|---|
| Fe | Mn | Cu | Ca | Mg | ||
| 1.5 | 5.63 | 141.67 | 0.25 | 3.30 | 31.75 | 7.65 |
| 1.6 | 1.52 | 1.77 | 0.10 | 1.65 | 2.17 | 8.53 |
| 1.7 | 1.48 | 0.65 | 0.04 | 0.91 | 0.98 | 12.33 |
| 1.8 | 1.48 | 0.39 | 0.04 | 0.86 | 0.71 | 12.98 |
| 1.9 | 1.45 | 0.01 | 0.02 | 0.09 | 0.31 | 13.03 |
| 2.0 | 0 | 0.56 | 0.22 | 0 | 1.30 | 13.37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhao, P.; Zhang, R.; Hu, M. Alkaline Chemical Neutralization to Treat Acid Mine Drainage with High Concentrations of Iron and Manganese. Water 2024, 16, 821. https://doi.org/10.3390/w16060821
AMA Style
Zhao P, Zhang R, Hu M. Alkaline Chemical Neutralization to Treat Acid Mine Drainage with High Concentrations of Iron and Manganese. Water. 2024; 16(6):821. https://doi.org/10.3390/w16060821
Chicago/Turabian StyleZhao, Pingping, Ruiming Zhang, and Mengdi Hu. 2024. "Alkaline Chemical Neutralization to Treat Acid Mine Drainage with High Concentrations of Iron and Manganese" Water 16, no. 6: 821. https://doi.org/10.3390/w16060821
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.