
Research on the Grinding Process of Superhard Particles in the Fluidized Bed Opposed Jet Mill Based on the CFD-DEM Methodology

 , ,
, ,
Abstract
:1. Introduction
2. Mathematical Model
2.1. Gas Phase Physical Model
2.2. Discrete Phase Physical Model
2.2.1. Tavares UFRJ Breakage Model
2.2.2. Particle Motion Equations
2.3. Physical Model of Gas–Solid Two-Phase Flow
3. Model and Boundary Conditions
3.1. Geometric Model and Grid Independence Verification
3.1.1. Geometric Model
3.1.2. Grid Independence Verification
3.2. Simulation Conditions and Coupling Models
3.3. Model Validation
4. Result and Discussion
4.1. Target Plate Structure Optimization
4.2. Distance between the Nozzle and the Grinding Convergence Center L
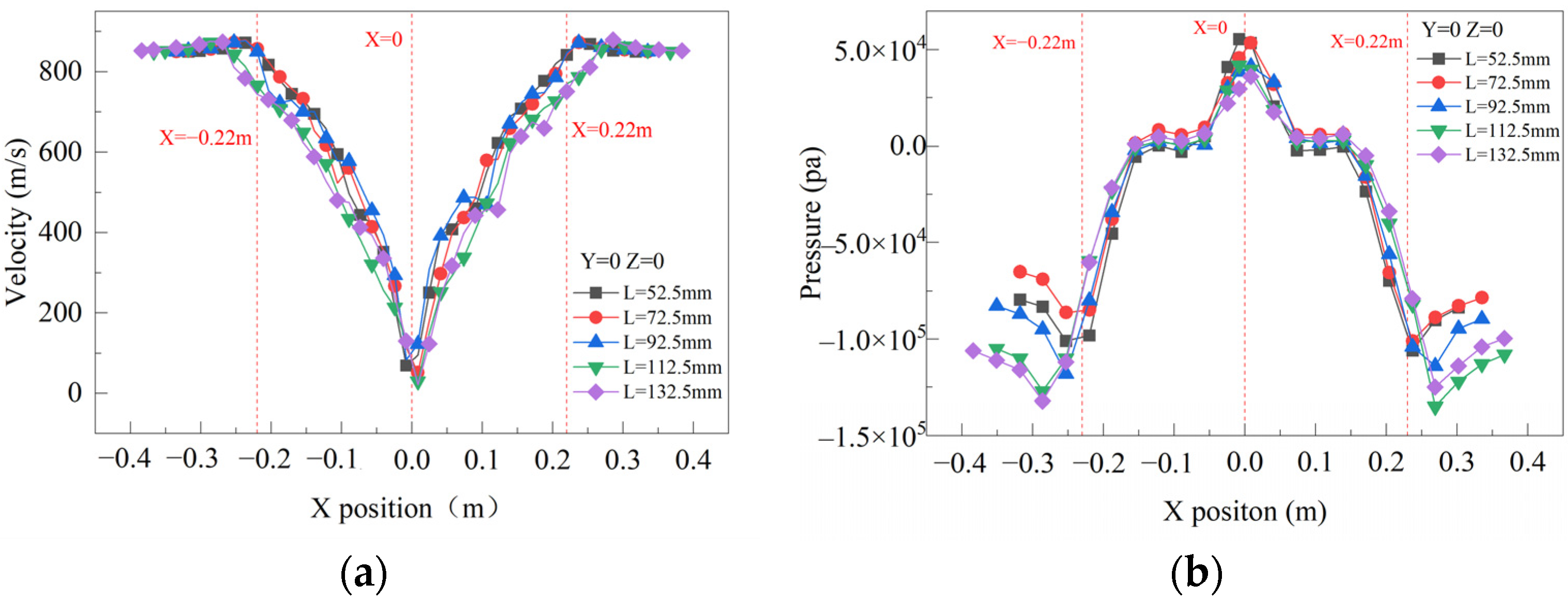
4.2.1. Flow Field of the Grinding Zone
4.2.2. Effect of Distance L on the Particle Grinding Process
4.3. Optimization of Operating Parameters
4.3.1. Effect of Inlet Velocity (Vi) on the Particle Grinding Process
4.3.2. Effect of Feed Rate (F) on the Particle Grinding Process
4.4. Experimental Verification
4.4.1. Particle Size and Distribution
4.4.2. Analysis of Particle Morphology
5. Conclusions
- The non-target plate structure in the grinding zone is beneficial to reduce the wear of the equipment. From 0 to 0.015 s, the tangential cumulative force of the equipment without the target plate structure is 8.41 × 105 N, which is less than 1.94 × 106 N when the equipment has a target plate structure. When there is a target plate, the particles are mainly broken by impact, resulting in the formation of large coarse particles. On the contrary, when there is no target plate structure, the collision between particles mainly leads to impact and edge breakage, which is more conducive to the formation of finer particles. Therefore, the particle size distribution without the target plate structure is narrower and more uniform after grinding, which further verifies the advantage of the non-target plate structure in the grinding zone;
- According to the numerical simulation, the optimal structural and operational parameters are obtained as follows: the distance between the nozzle and the grinding convergence center L is between 52.5 mm and 72.55 mm, the gas inlet velocity Vi is 950 m/s, and the feed rate F is 10.5 g/s; the grinding performance is better under this condition;
- Under the experimental conditions where the inlet pressure is 0.8 MPa, the feed particle size is 180 μm, and the distance between the nozzle port and the grinding convergence center L = 72.5 mm, the particle size distribution becomes wider with the increase of Fi, which is consistent with the simulation results. Selecting Fi = 10 g/s as the feed rate for the practical engineering project proves most suitable, resulting in a uniform distribution of product particle sizes. Furthermore, the comparison between experiment and simulations reveals that the simulated D50 is 9.863 µm, which is slightly larger than the D50 of 6.1 µm obtained by experiments; the negligible deviation validates the simulation results;
- The morphology of the grinding particles is observed by SEM. It is concluded that when Fi is small, the particle grinding form is mainly impact, with a large particle size and irregular shape, which is suitable for filling materials for ceramics and buildings. When Fi increases, the particle grinding form is mainly abrasion, and the shape of the small particles after edge grinding shows higher roundness, which is suitable for coating as an electronic material.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tao, Q.; Ding, W.; Chen, G.; Qu, X.; Han, L.; Qin, M. Effect of Jet Milling on HDH CP-Ti Powders: Microstructure and Properties. JOM 2021, 73, 3102–3110. [Google Scholar] [CrossRef]
- Koeninger, B.; Spoetter, C.; Romeis, S.; Weber, A.P.; Wirth, K.E. Classifier performance during dynamic fine grinding in fluidized bed opposed jet mills. Adv. Powder Technol. 2018, 30, 1678–1686. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Z.; Zhai, J.; Zhang, S.; Zhou, K.; Melnikov, A.; Gagarin, L. Geometric form changes of soil quartz minerals under Freeze-thaw weathering. Eng. Geol. 2023, 320, 107133. [Google Scholar] [CrossRef]
- Yang, J.; Zhu, P.; Li, H.; Li, Z.; Huo, X.; Ma, S. Impact Crushing Characteristics and Relationship between Multicomponent Complex Ore and Its Component Minerals. Minerals 2023, 13, 676. [Google Scholar] [CrossRef]
- Ma, S.; Yang, X.; Li, H.; Xu, W.; Deng, X.; Yang, J. Study on Grinding Behavior Characteristics under Low-Speed Grinding Condition. Minerals 2023, 13, 786. [Google Scholar] [CrossRef]
- Wang, L. Industrial Types and Application Characteristics of Quartz Ore Deposits. Conserv. Util. Miner. Resour. 2019, 39, 39–47. (In Chinese) [Google Scholar] [CrossRef]
- Antonella, D.G.; Alessandro, C.; Alessandra, F.; Rossi, P.; Susanna, M. Raw materials supply: Kaolin and quartz from ore deposits and recycling activities. The example of the Monte Bracco area (Piedmont, Northern Italy). Resour. Policy 2021, 74, 102473. [Google Scholar]
- Malathy, R.; Rajagopal Sentilkumar, S.R.; Prakash, A.R.; Das, B.B.; Chung, I.M.; Kim, S.H.; Prabakaran, M. Use of Industrial Silica Sand as a Fine Aggregate in Concrete—An Explorative Study. Buildings 2022, 12, 1273. [Google Scholar] [CrossRef]
- Guo, Q.; Li, G.; Zhu, P.; Xu, Z.; Zhao, T.; Sun, R.; Wong, C.P. Interfacial engineering of epoxy/silica nanocomposites by amino-rich polyethyleneimine towards simultaneously enhanced rheological and thermal-mechanical performance for electronic packaging application. Compos. Part B 2022, 245, 110214. [Google Scholar] [CrossRef]
- Yeasmin, F.; Mallik, A.K.; Chisty, A.H.; Robel, F.N.; Shahruzzaman, M.; Haque, P.; Rahman, M.M.; Hano, N.; Takafuji, M.; Ihara, H. Remarkable enhancement of thermal stability of epoxy resin through the incorporation of mesoporous silica micro-filler. Heliyon 2021, 7, e05959. [Google Scholar] [CrossRef] [PubMed]
- Pan, X.; Li, S.; Li, Y.; Guo, P.; Zhao, X.; Cai, Y. Resource, characteristic, purification and application of quartz: A review. Miner. Eng. 2022, 183, 107600. [Google Scholar] [CrossRef]
- Kohobhange, S.P.K.; Manoratne, C.H.; Pitawala, H.M.T.G.A.; Rajapakse, R.M.G. The effect of prolonged milling time on comminution of quartz. Powder Technol. 2018, 330, 266–274. [Google Scholar] [CrossRef]
- Brosh, T.; Kalman, H.; Levy, A.; Peyron, I.; Ricard, F. DEM–CFD simulation of particle comminution in jet-mill. Powder Technol. 2014, 257, 104–112. [Google Scholar] [CrossRef]
- Liu, X.; Chen, Z. Numerical Simulation and Measurement of Flow Field in the Chamber of a Fluidized Bed Opposed Superfine Jet Mill. Chin. J. Process Eng. 2009, 9, 170–174. (In Chinese) [Google Scholar]
- Koeninger, B.; Hensler, T.; Romeis, S.; Peukert, W.; Wirth, K.-E. Dynamics of fine grinding in a fluidized bed opposed jet mill. Powder Technol. 2018, 327, 346–357. [Google Scholar] [CrossRef]
- Wang, L.; Wang, P.; Saleh, A.S.M.; Yang, Q.; Ge, Y.; Wang, N.; Yang, S.; Xiao, Z. Influence of Fluidized Bed Jet Milling on Structural and Functional Properties of Normal Maize Starch. Starch-Stärke 2018, 70, 1700290. [Google Scholar] [CrossRef]
- Araújo dos Santos, D.; Baluni, S.; Bück, A. Eulerian Multiphase Simulation of the Particle Dynamics in a Fluidized Bed Opposed Gas Jet Mill. Processes 2020, 8, 1621. [Google Scholar] [CrossRef]
- Liu, J.; Dai, J.; Jia, Y.; Yuan, Y. Jet milling in optimization of particle size of high purity lithium carbonate. Chem. Ind. Eng. Prog. 2018, 37, 4162–4167. (In Chinese) [Google Scholar] [CrossRef]
- Strobel, A.; Köninger, B.; Romeis, S.; Schott, F.; Wirth, K.-E.; Peukert, W. Assessing stress conditions and impact velocities in fluidized bed opposed jet mills. Particuology 2020, 53, 12–22. [Google Scholar] [CrossRef]
- Lu, X.; Liu, C.-C.; Zhu, L.-P.; Qu, X.-H. Influence of process parameters on the characteristics of TiAl alloyed powders by fluidized bed jet milling. Powder Technol. 2014, 254, 235–240. [Google Scholar] [CrossRef]
- Chen, J.; Pan, Z.; Wang, Y. Preparation of submicron-sized quasi-spherical silica particles via ultrafine grinding with chemical-dissolution assistance. Powder Technol. 2018, 339, 585–594. [Google Scholar] [CrossRef]
- Lee, H.W.; Song, S.; Kim, H.T. Improvement of pulverization efficiency for micro-sized particles grinding by uncooled high-temperature air jet mill using a computational simulation. Chem. Eng. Sci. 2019, 207, 1140–1147. [Google Scholar] [CrossRef]
- Lv, K.; Min, F.; Zhu, J.; Ren, B.; Bai, X.; Wang, C. Experiments and CFD-DEM simulations of fine kaolinite particle sedimentation dynamic characteristics in a water environment. Powder Technol. 2020, 382, 60–69. [Google Scholar] [CrossRef]
- Barrios, G.K.P.; Jiménez-Herrera, N.; Tavares, L.M. Simulation of particle bed breakage by slow compression and impact using a DEM particle replacement model. Adv. Powder Technol. 2020, 31, 2749–2758. [Google Scholar] [CrossRef]
- Tavares, L.M.; Rodriguez, V.A.; Sousani, M.; Padros, C.B.; Ooi, J.Y. An effective sphere-based model for breakage simulation in DEM. Powder Technol. 2021, 392, 473–488. [Google Scholar] [CrossRef]
- Tavares, L.M. Analysis of particle fracture by repeated stressing as damage accumulation. Powder Technol. 2008, 190, 327–339. [Google Scholar] [CrossRef]
- Xu, L.; Wu, F.; Ren, H.; Zhou, W.; Yan, Y. Experimental and numerical investigation on erosion of circular and elliptical immersed tubes in fluidized bed. Powder Technol. 2022, 409, 117820. [Google Scholar] [CrossRef]
- Ferreira, V.O.; El Geitani, T.; Junior, D.S.; Blais, B.; Lopes, G.C. In-depth validation of unresolved CFD-DEM simulations of liquid fluidized beds. Powder Technol. 2023, 426, 118652. [Google Scholar] [CrossRef]
- El-Emam, M.A.; Zhou, L.; Shi, W.; Han, C.; Bai, L.; Agarwal, R. Theories and Applications of CFD–DEM Coupling Approach for Granular Flow: A Review. Arch. Comput. Methods Eng. 2021, 28, 4979–5020. [Google Scholar] [CrossRef]
- Tavares, L.; King, R. Single-particle fracture under impact loading. Int. J. Miner. Process. 1998, 54, 1–28. [Google Scholar] [CrossRef]
- Tavares, L.M. Review and further validation of a practical single-particle breakage model. KONA Powder Part. J. 2022, 39, 62–83. [Google Scholar] [CrossRef]
- Sabia, C.; Casalini, T.; Cornolti, L.; Spaggiari, M.; Frigerio, G.; Martinoli, L.; Martinoli, A.; Buffo, A.; Marchisio, D.L.; Barbato, M.C. A novel uncoupled quasi-3D Euler-Euler model to study the spiral jet mill micronization of pharmaceutical substances at process scale: Model development and validation. Powder Technol. 2022, 405, 117573. [Google Scholar] [CrossRef]
- Cheng, Z.; Wang, X.; Wang, S.; Wang, S.; Yang, Z. Wear Analysis on Middle Pan of Scraper Conveyor. Coal Technol. 2017, 36, 227–229. (In Chinese) [Google Scholar] [CrossRef]
- Rajeswari, M.S.R.; Azizli, K.A.M.; Hashim, S.F.S.; Abdullah, M.K.; Mujeebu, M.A.; Abdullah, M.Z. CFD simulation and experimental analysis of flow dynamics and grinding performance of opposed fluidized bed air jet mill. Int. J. Miner. Process. 2011, 98, 94–105. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D. Simulation of particle flows and breakage in crushers using DEM: Part 1—Compression crushers. Miner. Eng. 2015, 74, 178–197. [Google Scholar] [CrossRef]
- Li, H.; McDowell, G.; Lowndes, I. Discrete element modelling of a rock cone crusher. Powder Technol. 2014, 263, 151–158. [Google Scholar] [CrossRef]
- Tavares, L.M.; Chagas, A.S.D. A stochastic particle replacement strategy for simulating breakage in DEM. Powder Technol. 2021, 377, 222–232. [Google Scholar] [CrossRef]
- Lewis, S.; Antonia, B.; Alan, B.; Mojtaba, G. Effect of grinding nozzles pressure on particle and fluid flow patterns in a spiral jet mill. Powder Technol. 2021, 394, 439–447. [Google Scholar]
- Tavares, L.M.; Cavalcanti, P.P.; Carvalho, R.M.D.; Silveira, M.W.D.; Bianchi, M.; Otaviano, M. Fracture probability and fragment size distribution of fired Iron ore pellets by impact. Powder Technol. 2018, 336, 546–554. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Value | Meaning |
|---|---|---|
| d0 (mm) | 1 | The E50 parameter indicates the transition particle size |
| γ | 5 | Damage constant |
| E∞ (J/kg) | 328.1 | Limiting crushing energy |
| Φ | 1.61 | To calculate the crushing energy of particles |
| σ | 0.4 | Standard deviation of the fracture energy |
| A (%) | 38.8 | Fitting parameter of the t10 |
| b | 0.0176 | Fitting parameter of the t10 |
| dmin (mm) | 0.01 | Minimum particle size for breakage |
| Emin | 1 × 10−4 | Minimum collision energy |
| Ct | 0 | Fraction of shear energy |
| Object | Density/kg·m−3 | Poisson’s Ratio | Shear Modulus/Pa |
|---|---|---|---|
| Particle | 2650 | 0.26 | 7.63 × 1010 |
| Wall | 7800 | 0.30 | 7.00 × 108 |
| Collision Mode | Contact Model | Static Friction μs | sliding Friction μk | Restitution Coefficient E |
|---|---|---|---|---|
| Particle–particle | Hertz-Mindlin | 0.38 | 0.05 | 0.3 |
| Particle–wall | Hertz-Mindlin | 0.50 | 0.05 | 0.5 |
| Position | Boundary Condition | Inlet Velocity/(m/s) | Hydraulic Diameter/m | Turbulence Intensity/% |
|---|---|---|---|---|
| Gas inlet | Velocity inlet | 750–1050 | 0.02 | 4.5 |
| Outlet | Pressure outlet | - | 0.06 | 5.0 |
| Group Number | Vi (m/s) | L (mm) |
|---|---|---|
| 1 | 850 | 52.5 |
| 2 | 850 | 72.5 |
| 3 | 850 | 92.5 |
| 4 | 850 | 112.5 |
| 5 | 850 | 132.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, L.; Jiang, X.; Liu, X.; Liu, H.; Song, S.; Han, Q.; He, X. Research on the Grinding Process of Superhard Particles in the Fluidized Bed Opposed Jet Mill Based on the CFD-DEM Methodology. Minerals 2024, 14, 437. https://doi.org/10.3390/min14040437
Shen L, Jiang X, Liu X, Liu H, Song S, Han Q, He X. Research on the Grinding Process of Superhard Particles in the Fluidized Bed Opposed Jet Mill Based on the CFD-DEM Methodology. Minerals. 2024; 14(4):437. https://doi.org/10.3390/min14040437
Chicago/Turabian StyleShen, Lingling, Xiao Jiang, Xuedong Liu, Hongmei Liu, Siduo Song, Qiuge Han, and Xu He. 2024. "Research on the Grinding Process of Superhard Particles in the Fluidized Bed Opposed Jet Mill Based on the CFD-DEM Methodology" Minerals 14, no. 4: 437. https://doi.org/10.3390/min14040437