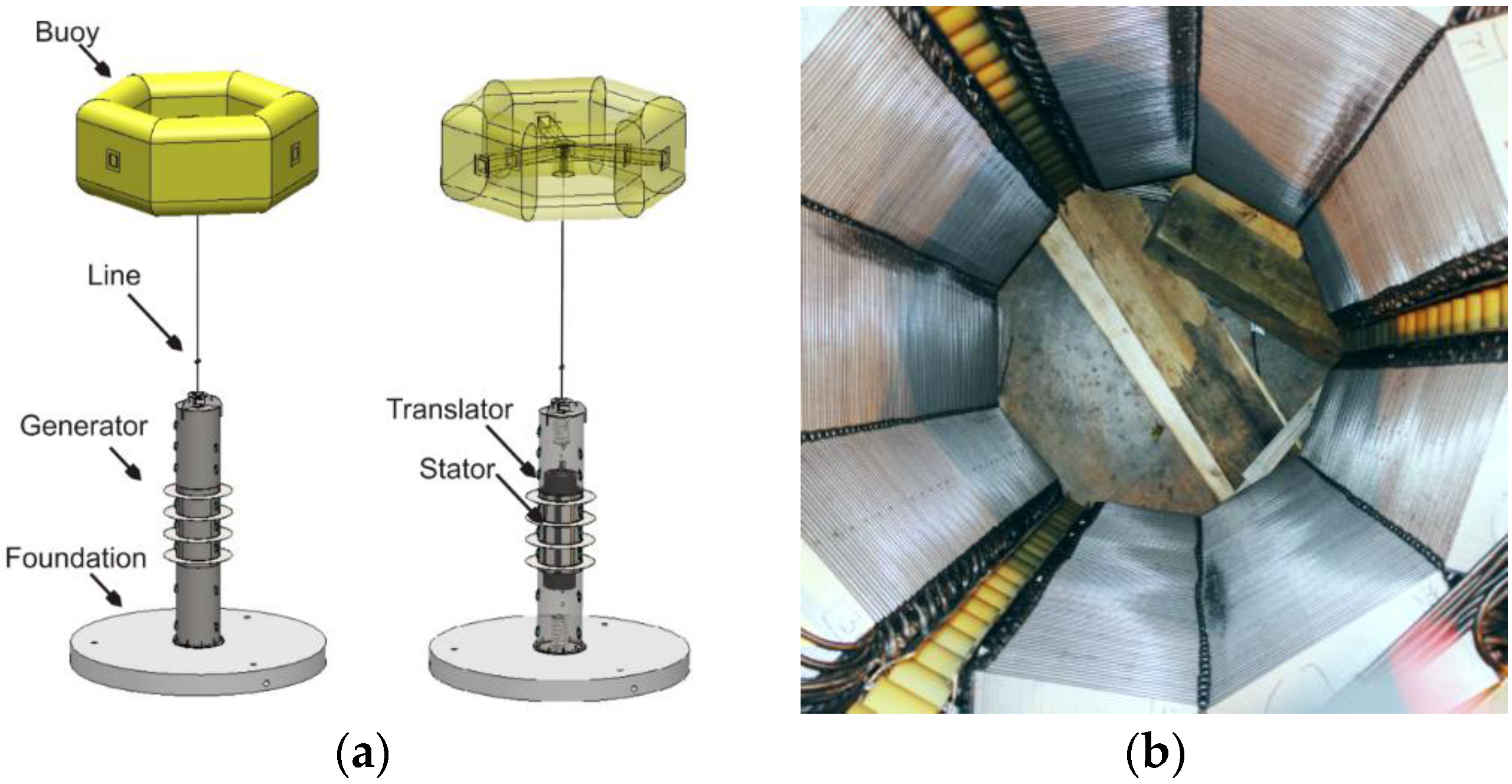
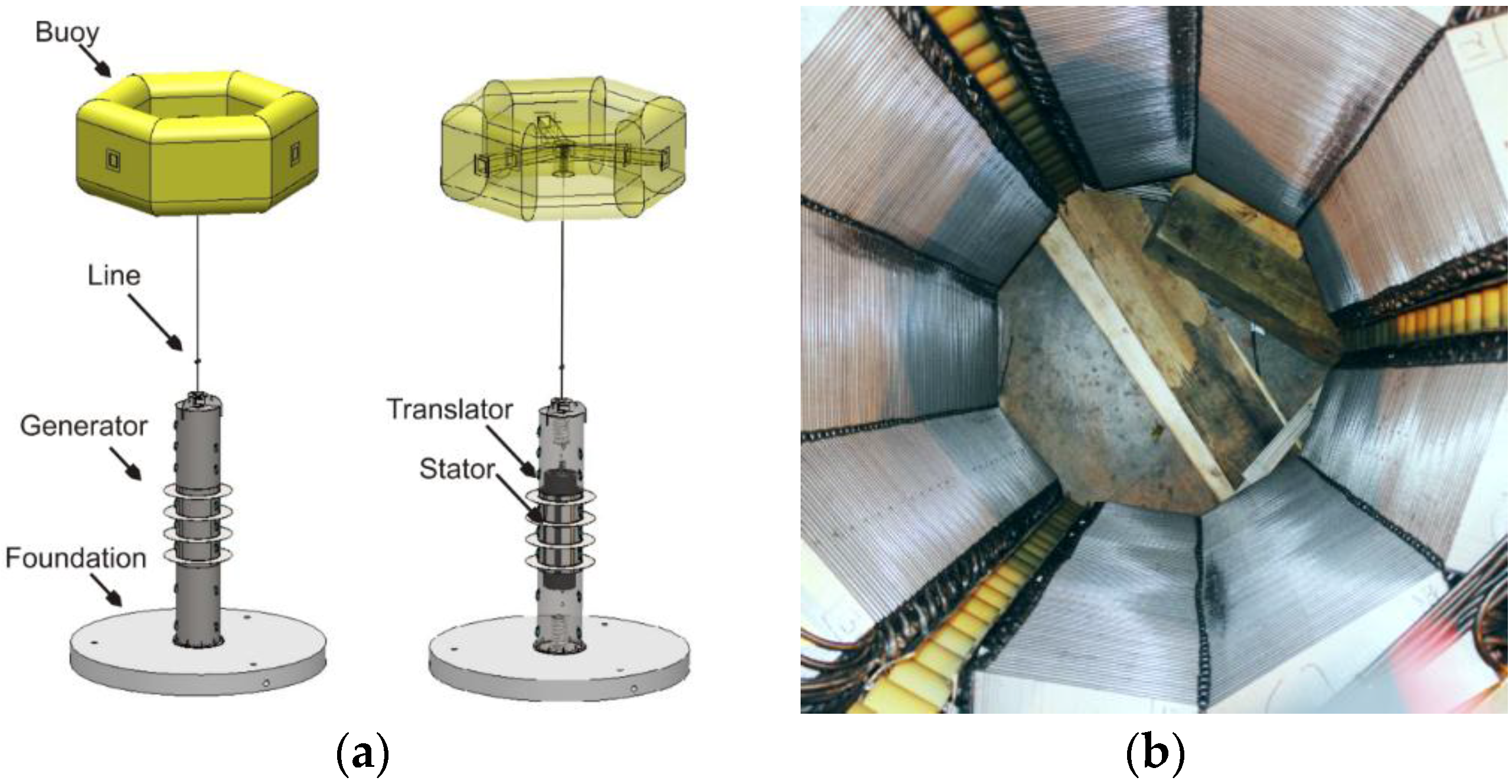
Figure 1.
(a) The UU WEC concept explained: a point-absorbing buoy coupled via a line to the translator, i.e., the moving part of the generator, and thus moving vertically inside the stator as the generator is mounted on a concrete gravity foundation and placed on the seabed; (b) A photo of the stator inside the UU WEC generator hull before the translator is mounted.
Figure 1.
(a) The UU WEC concept explained: a point-absorbing buoy coupled via a line to the translator, i.e., the moving part of the generator, and thus moving vertically inside the stator as the generator is mounted on a concrete gravity foundation and placed on the seabed; (b) A photo of the stator inside the UU WEC generator hull before the translator is mounted.
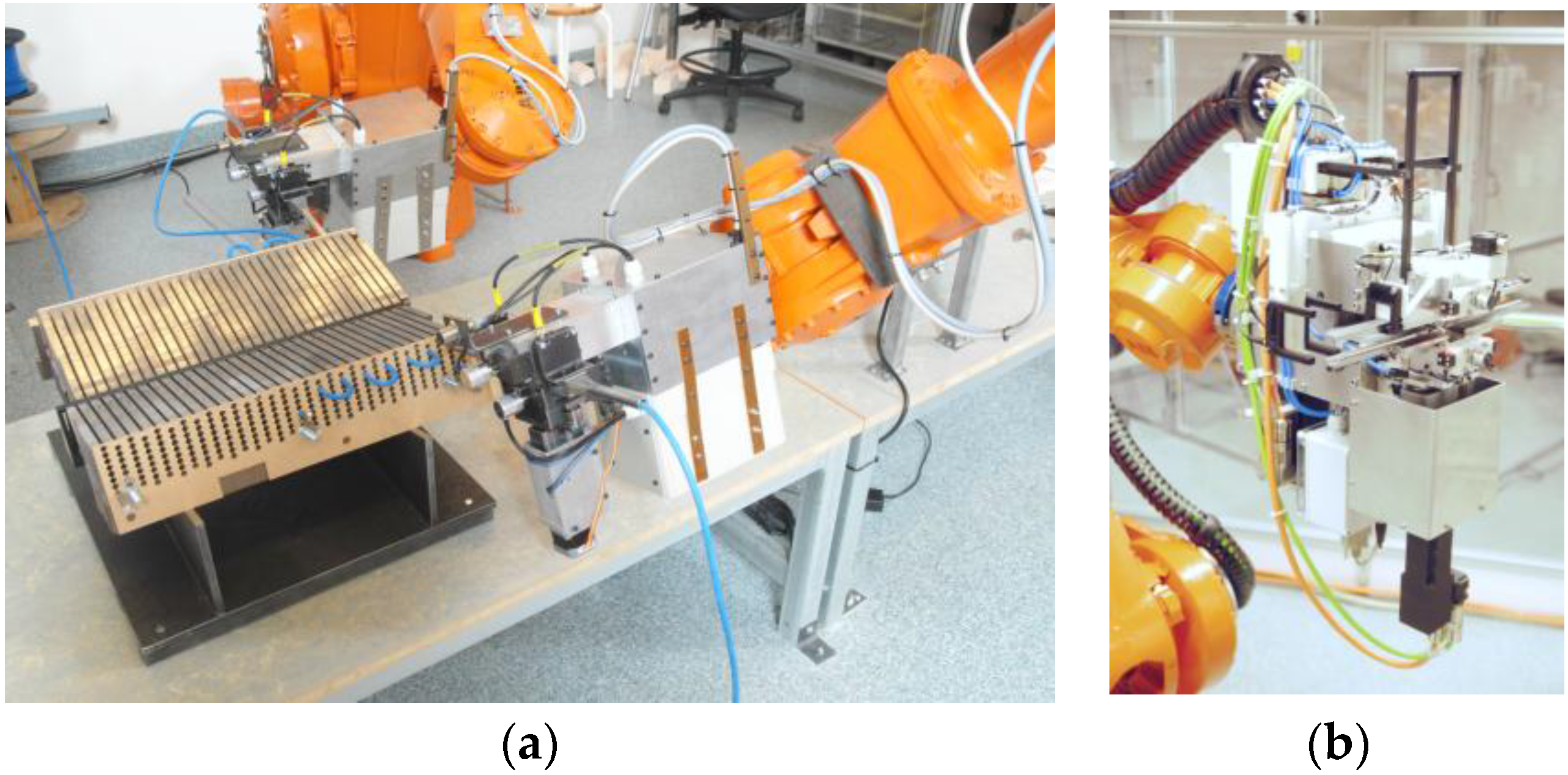
Figure 2.
(a) Two industrial robots, equipped with cable feeder tools, demonstrating automated stator cable winding in a previous experimental setup at Uppsala University; (b) The industrial robot model and robot cable feeder tool version used in the experiments presented in this work.
Figure 2.
(a) Two industrial robots, equipped with cable feeder tools, demonstrating automated stator cable winding in a previous experimental setup at Uppsala University; (b) The industrial robot model and robot cable feeder tool version used in the experiments presented in this work.
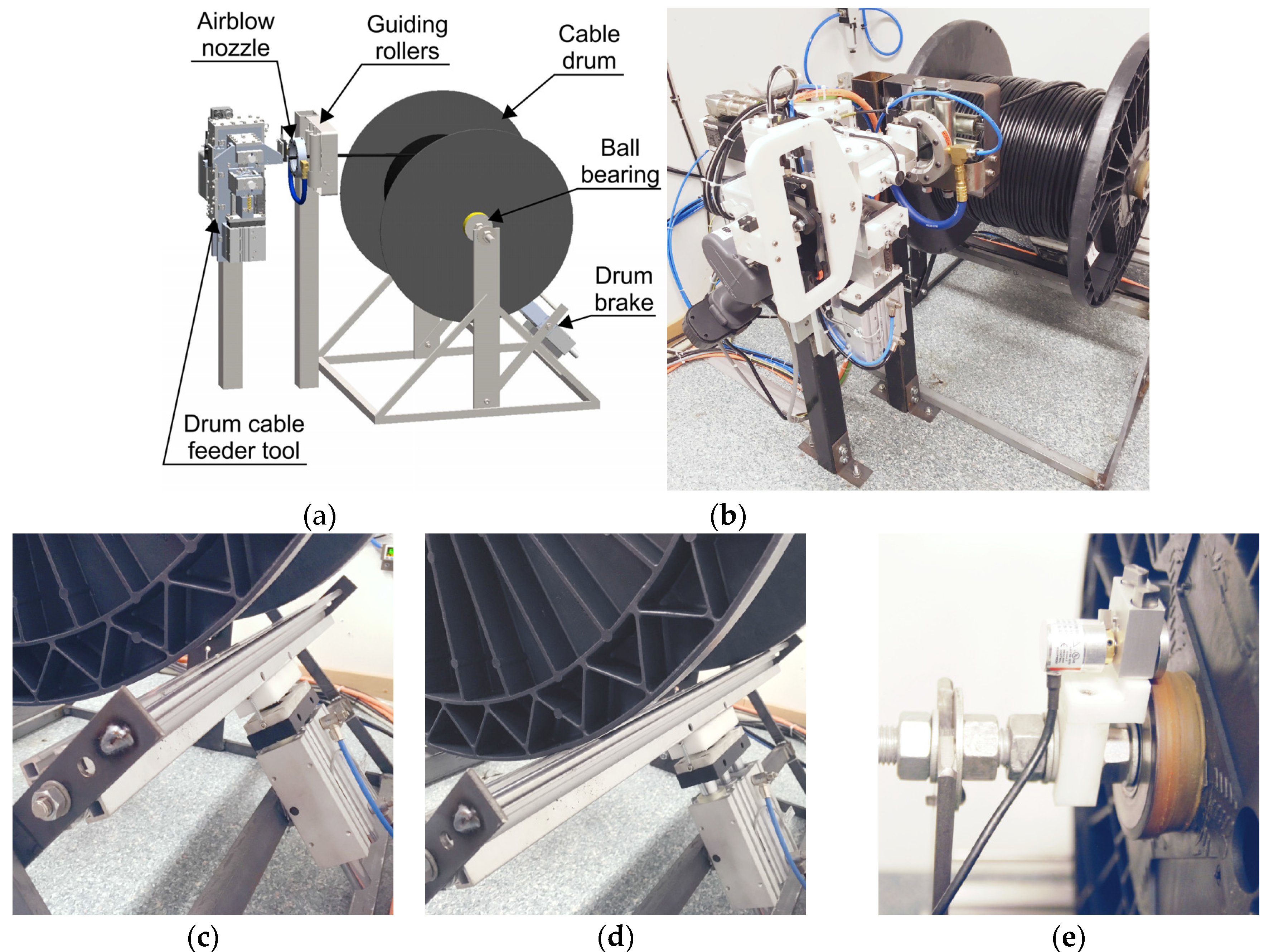
Figure 3.
(a) A 3D-CAD model of the final complete drum feeding equipment design and its main components, note that the miniature drum rotation measurement equipment is placed on the opposite side of the drum; (b) A photo of the final complete drum feeding equipment, including the cable cutting equipment; (c) A close-up photo of the drum brake while being released; (d) A close-up photo of the drum brake while being activated; (e) A close-up photo of the drum axis ball bearing and the miniature drum rotation measurement system.
Figure 3.
(a) A 3D-CAD model of the final complete drum feeding equipment design and its main components, note that the miniature drum rotation measurement equipment is placed on the opposite side of the drum; (b) A photo of the final complete drum feeding equipment, including the cable cutting equipment; (c) A close-up photo of the drum brake while being released; (d) A close-up photo of the drum brake while being activated; (e) A close-up photo of the drum axis ball bearing and the miniature drum rotation measurement system.
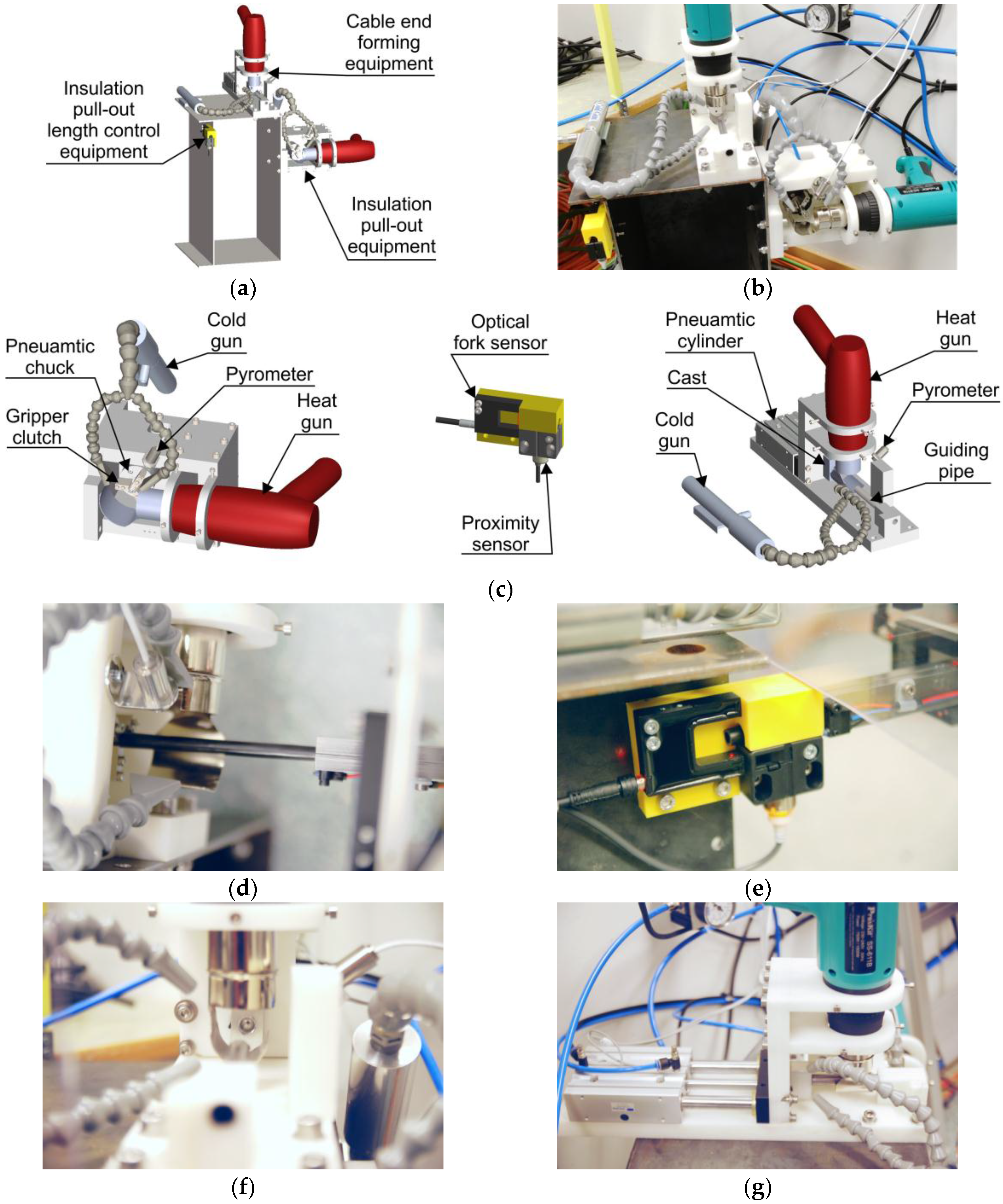
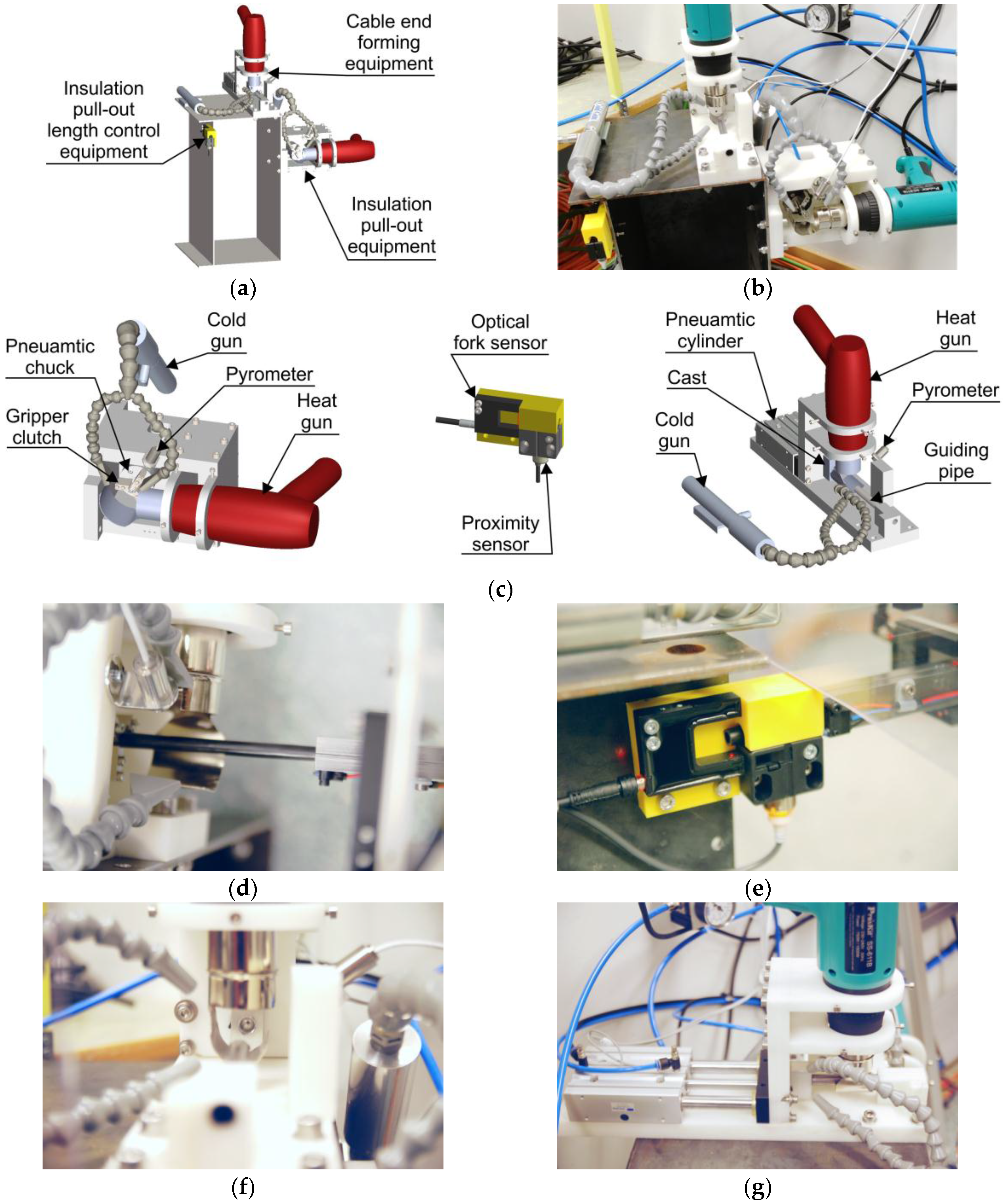
Figure 4.
(a) A 3D-CAD model of the final complete cable end preparation equipment design and its sub-equipment; (b) A photo of the final complete cable end preparation equipment; (c) 3D-CAD models of the final cable end preparation sub-equipment design and their main components ; (d) A close-up photo of the cable gripped inside the insulation pull-out equipment; (e) A photo of the cable inside the insulation pull-out length control equipment; (f) A close-up photo of the end forming equipment with the cast in its back position; (g) A photo of the end forming equipment with the cast in its front position.
Figure 4.
(a) A 3D-CAD model of the final complete cable end preparation equipment design and its sub-equipment; (b) A photo of the final complete cable end preparation equipment; (c) 3D-CAD models of the final cable end preparation sub-equipment design and their main components ; (d) A close-up photo of the cable gripped inside the insulation pull-out equipment; (e) A photo of the cable inside the insulation pull-out length control equipment; (f) A close-up photo of the end forming equipment with the cast in its back position; (g) A photo of the end forming equipment with the cast in its front position.
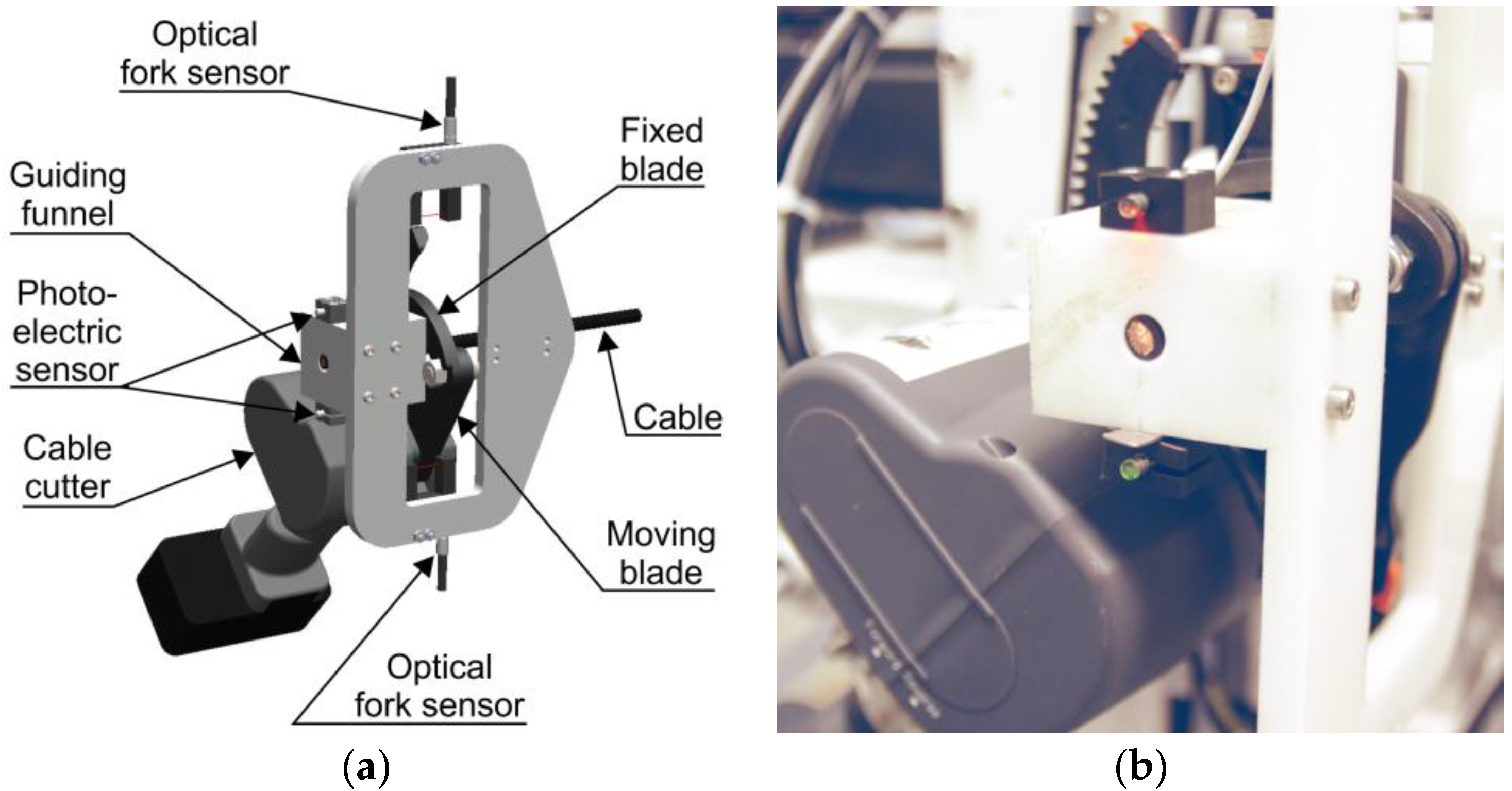
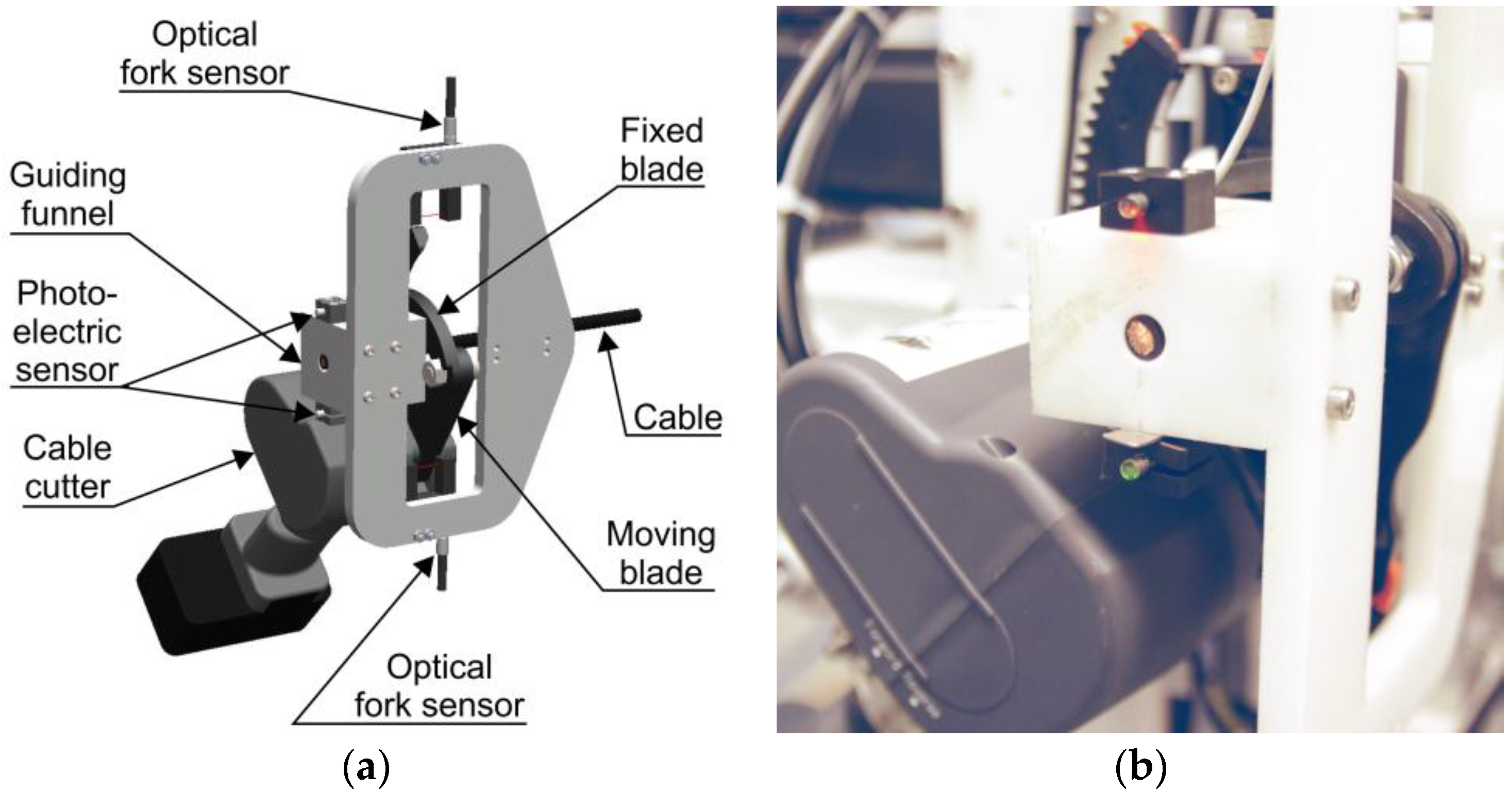
Figure 5.
(a) A 3D-CAD model of the final complete cable cutting equipment design and its main components; (b) A close-up photo of the final complete cable cutting equipment.
Figure 5.
(a) A 3D-CAD model of the final complete cable cutting equipment design and its main components; (b) A close-up photo of the final complete cable cutting equipment.
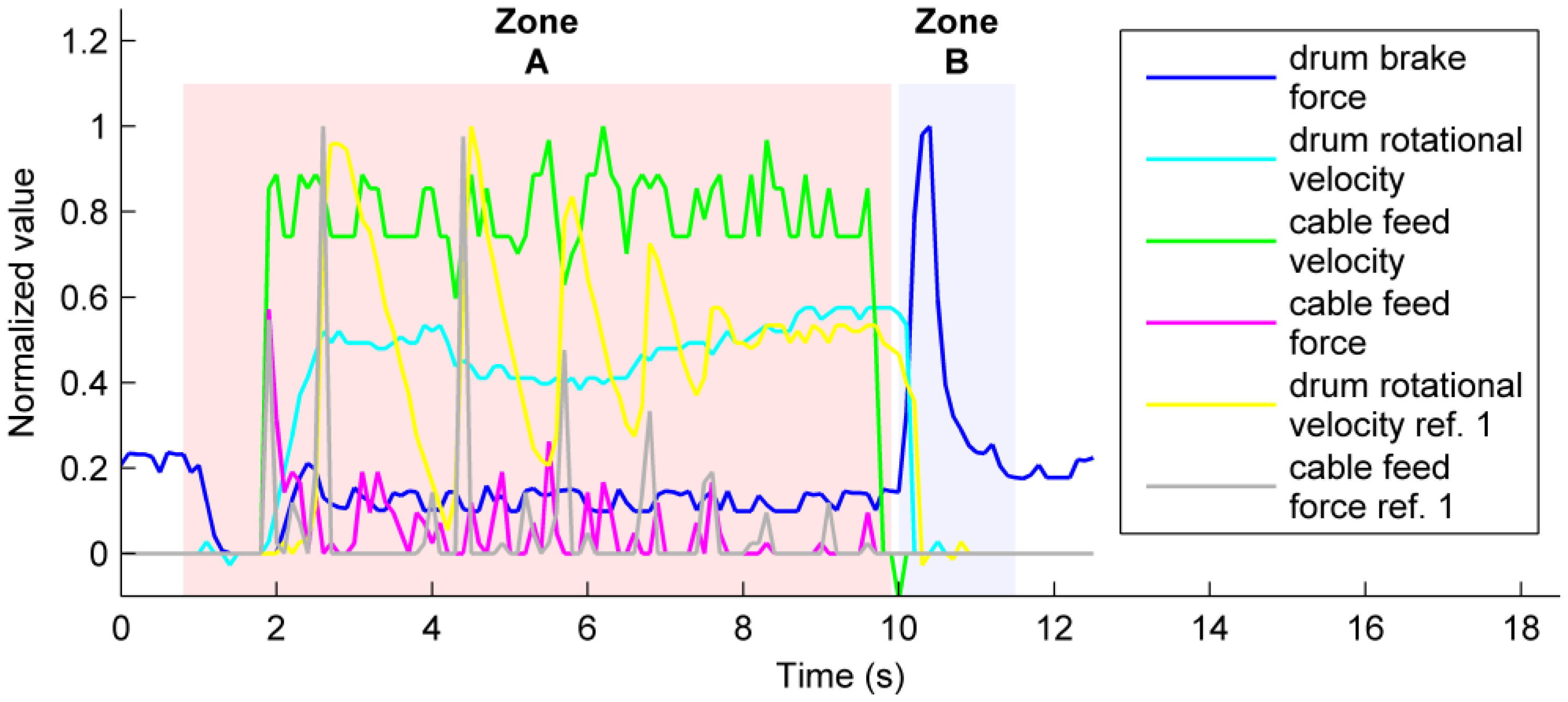
Figure 6.
Normalized actual values of the drum brake force, the drum rotational velocity, the cable feed velocity and the cable feed force during a short smooth drum feeding process. For reference, the corresponding drum rotational velocity and cable feed force are also shown for a jerky short drum feed process, referred to in the figure as “ref. 1”. Zone A highlights the sliding brake sub-process and Zone B highlights the full brake sub-process. The actual maximum absolute values shown in the figure are 474 N drum brake force, 73 degrees/s drum rotational velocity, 124 mm/s cable feed velocity and 42 N cable feed force.
Figure 6.
Normalized actual values of the drum brake force, the drum rotational velocity, the cable feed velocity and the cable feed force during a short smooth drum feeding process. For reference, the corresponding drum rotational velocity and cable feed force are also shown for a jerky short drum feed process, referred to in the figure as “ref. 1”. Zone A highlights the sliding brake sub-process and Zone B highlights the full brake sub-process. The actual maximum absolute values shown in the figure are 474 N drum brake force, 73 degrees/s drum rotational velocity, 124 mm/s cable feed velocity and 42 N cable feed force.
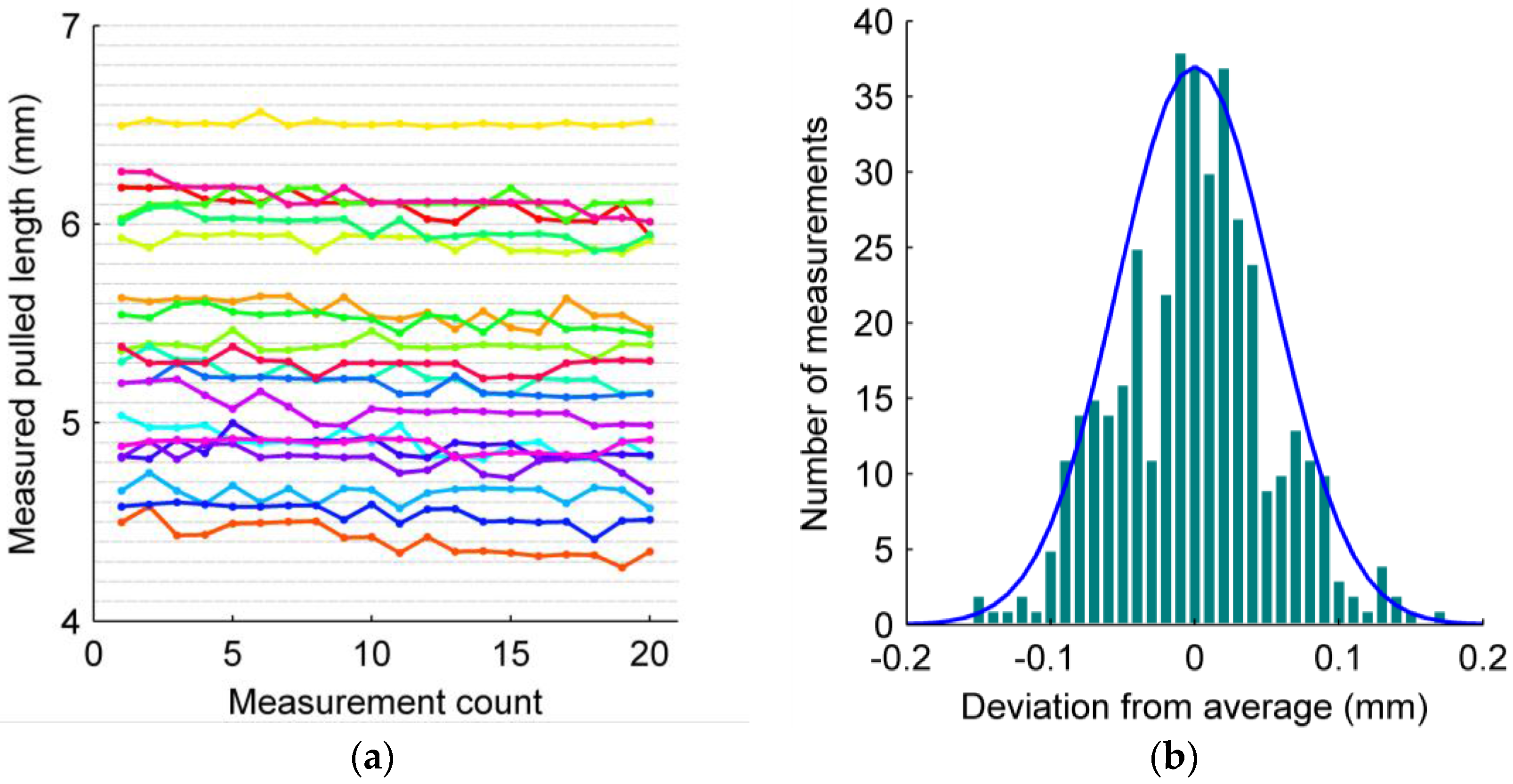
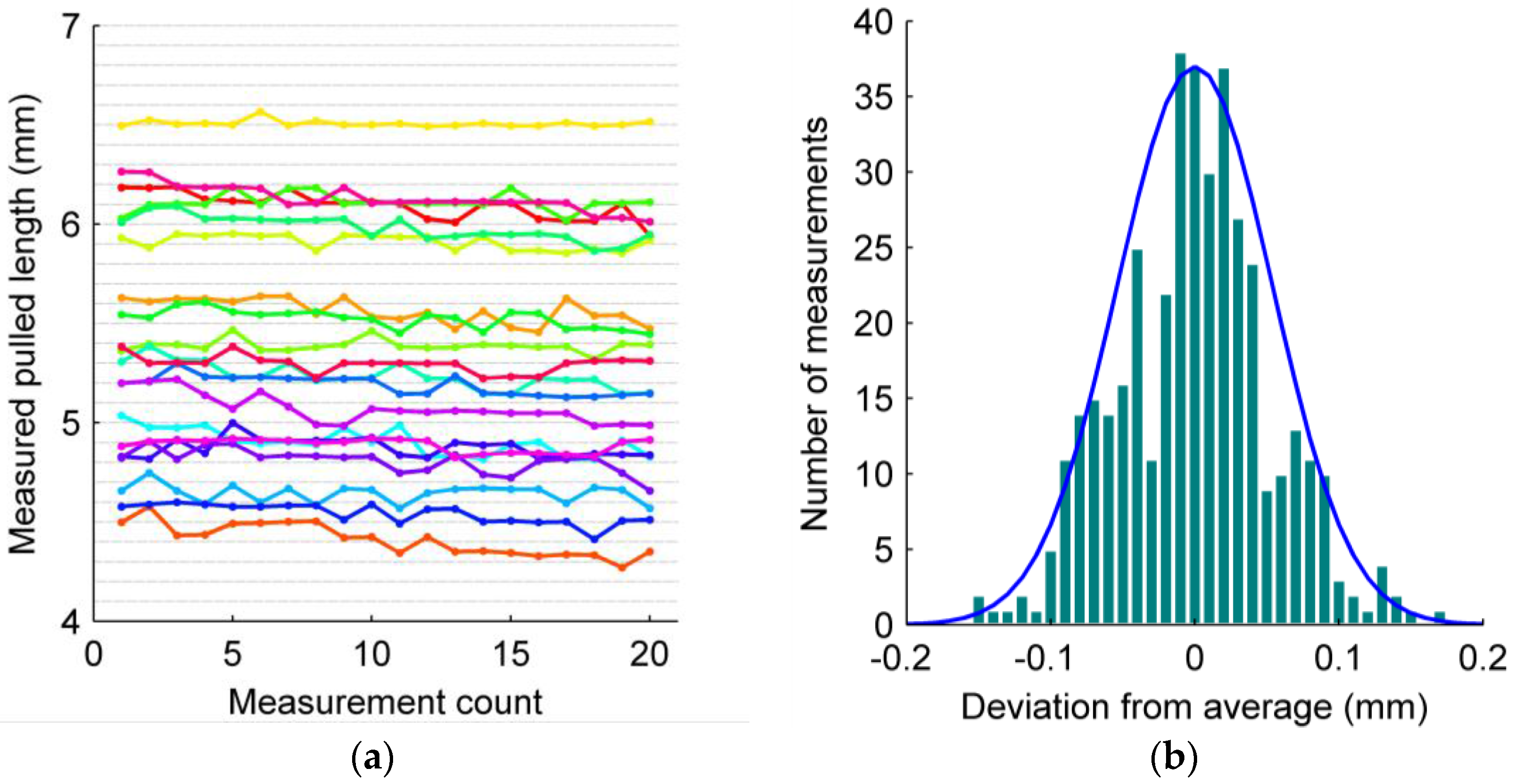
Figure 7.
(a) The actual values of all 400 automatic cable end insulation pull-out measurements, presented per cable, where each colored line represents one cable; (b) A histogram of the deviation from the cable average for all 400 automatic cable end insulation pull-out measurements, together with the corresponding normal distribution.
Figure 7.
(a) The actual values of all 400 automatic cable end insulation pull-out measurements, presented per cable, where each colored line represents one cable; (b) A histogram of the deviation from the cable average for all 400 automatic cable end insulation pull-out measurements, together with the corresponding normal distribution.
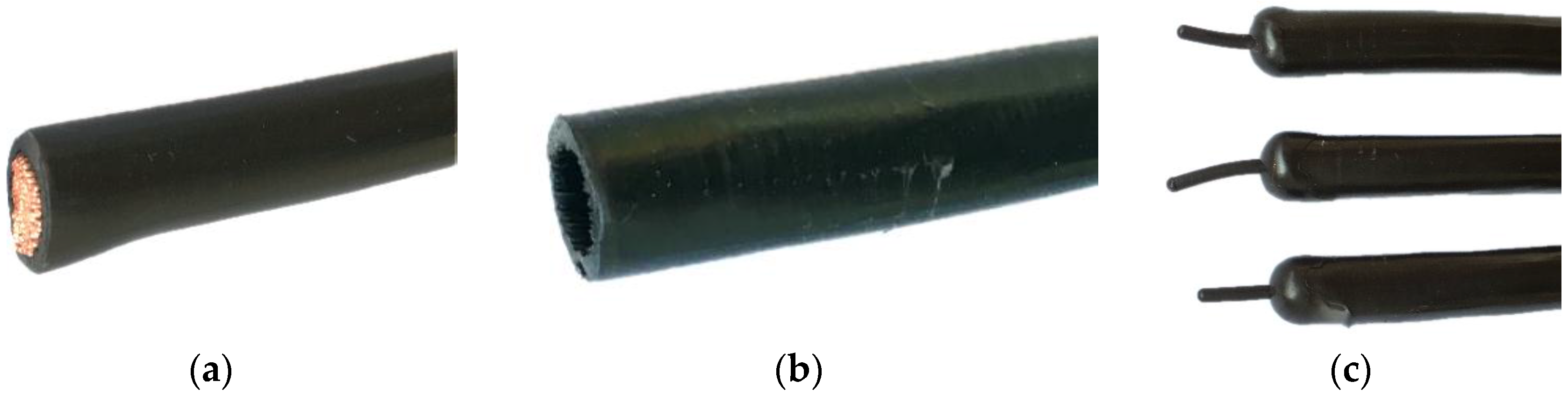
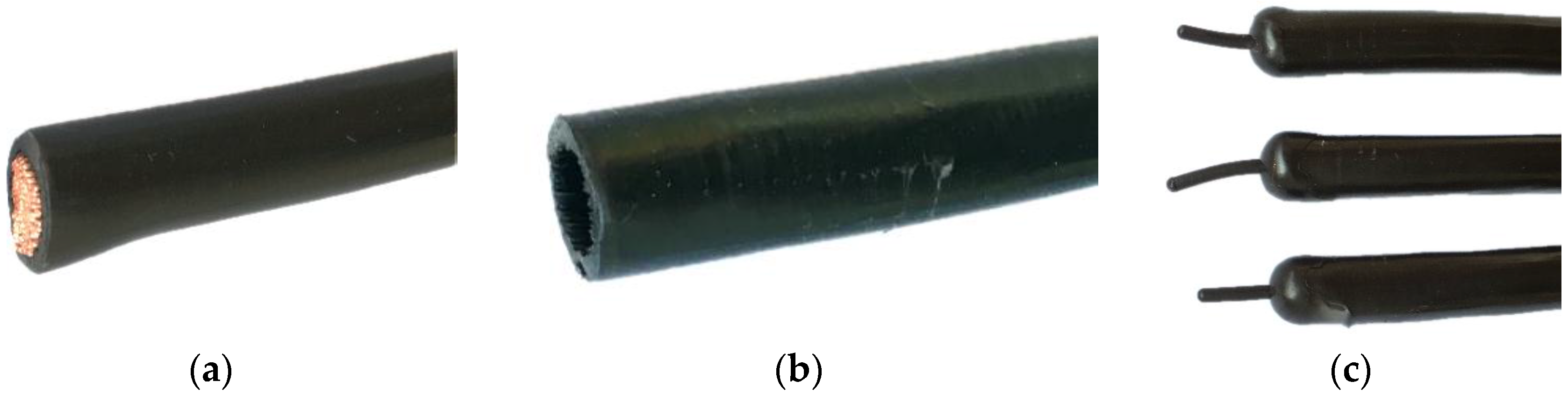
Figure 8.
(a) A cable end after being cut; (b) A cable end after the end insulation has been pulled; (c) A cable end after being formed.
Figure 8.
(a) A cable end after being cut; (b) A cable end after the end insulation has been pulled; (c) A cable end after being formed.
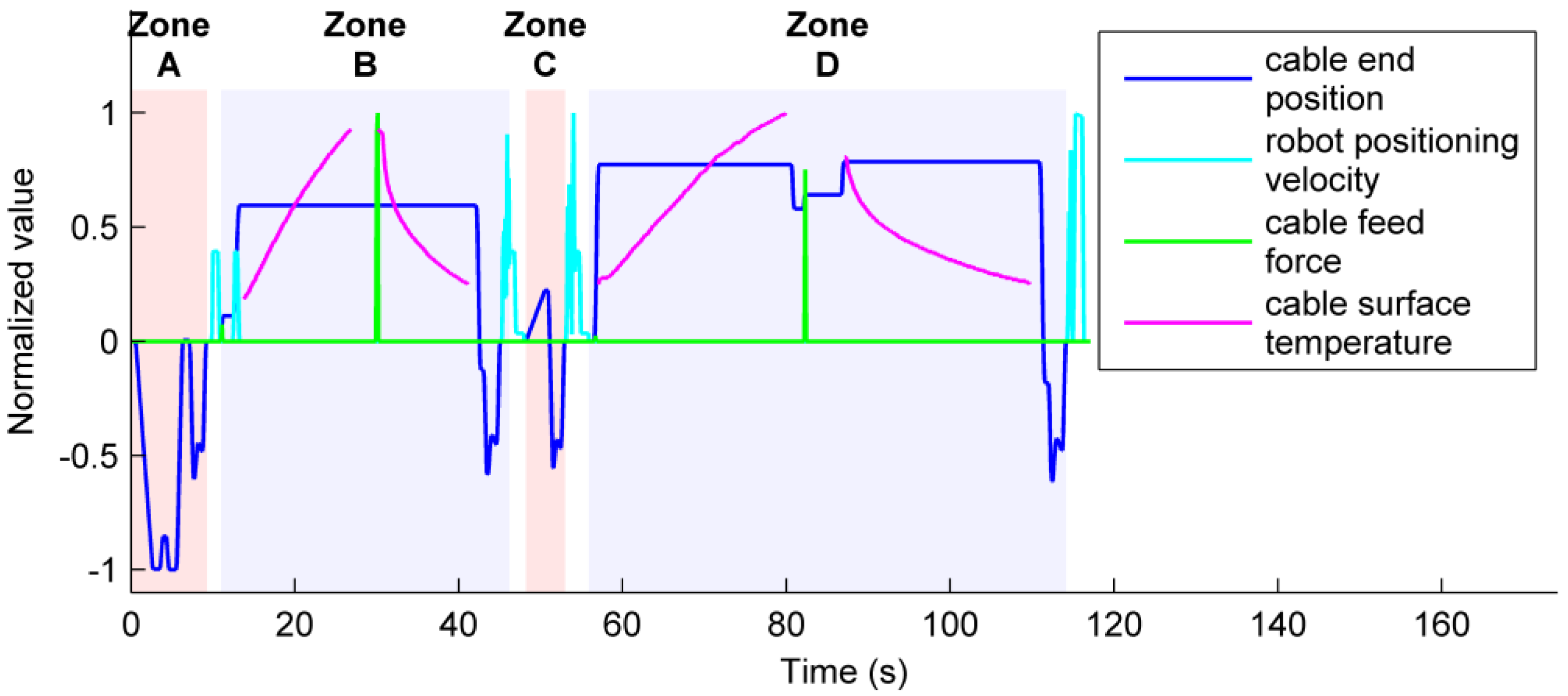
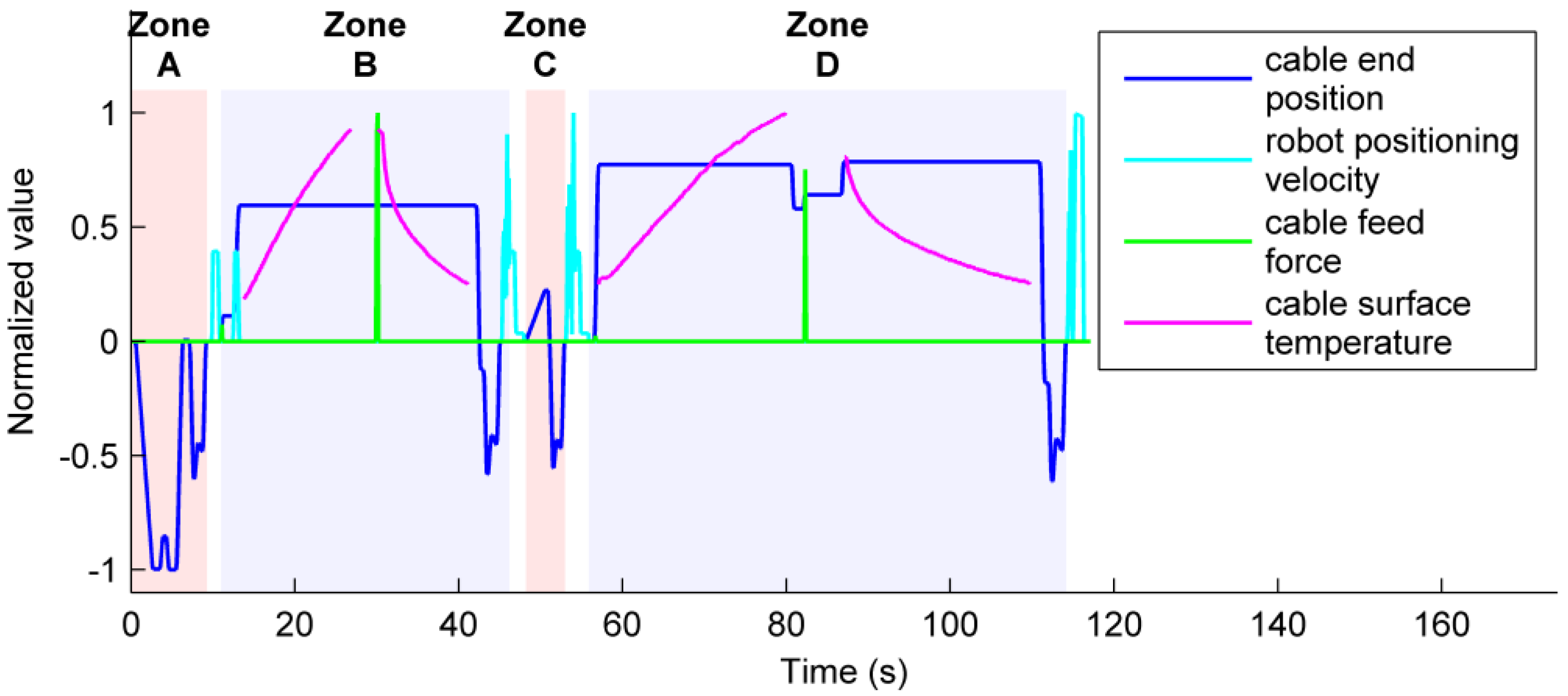
Figure 9.
Normalized actual values of the fed cable end distance, the robot positioning velocity, the cable feed force and the cable surface temperature during a complete cable end preparation process. Zone A highlights the straightening sub-process, Zone B highlights the insulation pull-out sub-process, Zone C highlights the pull-out length control sub-process and Zone D highlights the end forming sub-process. The actual maximum absolute values shown in the figure are 162.5 mm fed cable end distance, 505 mm/s robot positioning velocity, 81 N cable feed force and 140 °C cable surface temperature. Note that the cable temperature is only shown when the cable is heated up or cooled down. The cable end position values are integrated from the logged cable feed velocity values and slightly adjusted to be consistent with the actual cable feed lengths.
Figure 9.
Normalized actual values of the fed cable end distance, the robot positioning velocity, the cable feed force and the cable surface temperature during a complete cable end preparation process. Zone A highlights the straightening sub-process, Zone B highlights the insulation pull-out sub-process, Zone C highlights the pull-out length control sub-process and Zone D highlights the end forming sub-process. The actual maximum absolute values shown in the figure are 162.5 mm fed cable end distance, 505 mm/s robot positioning velocity, 81 N cable feed force and 140 °C cable surface temperature. Note that the cable temperature is only shown when the cable is heated up or cooled down. The cable end position values are integrated from the logged cable feed velocity values and slightly adjusted to be consistent with the actual cable feed lengths.
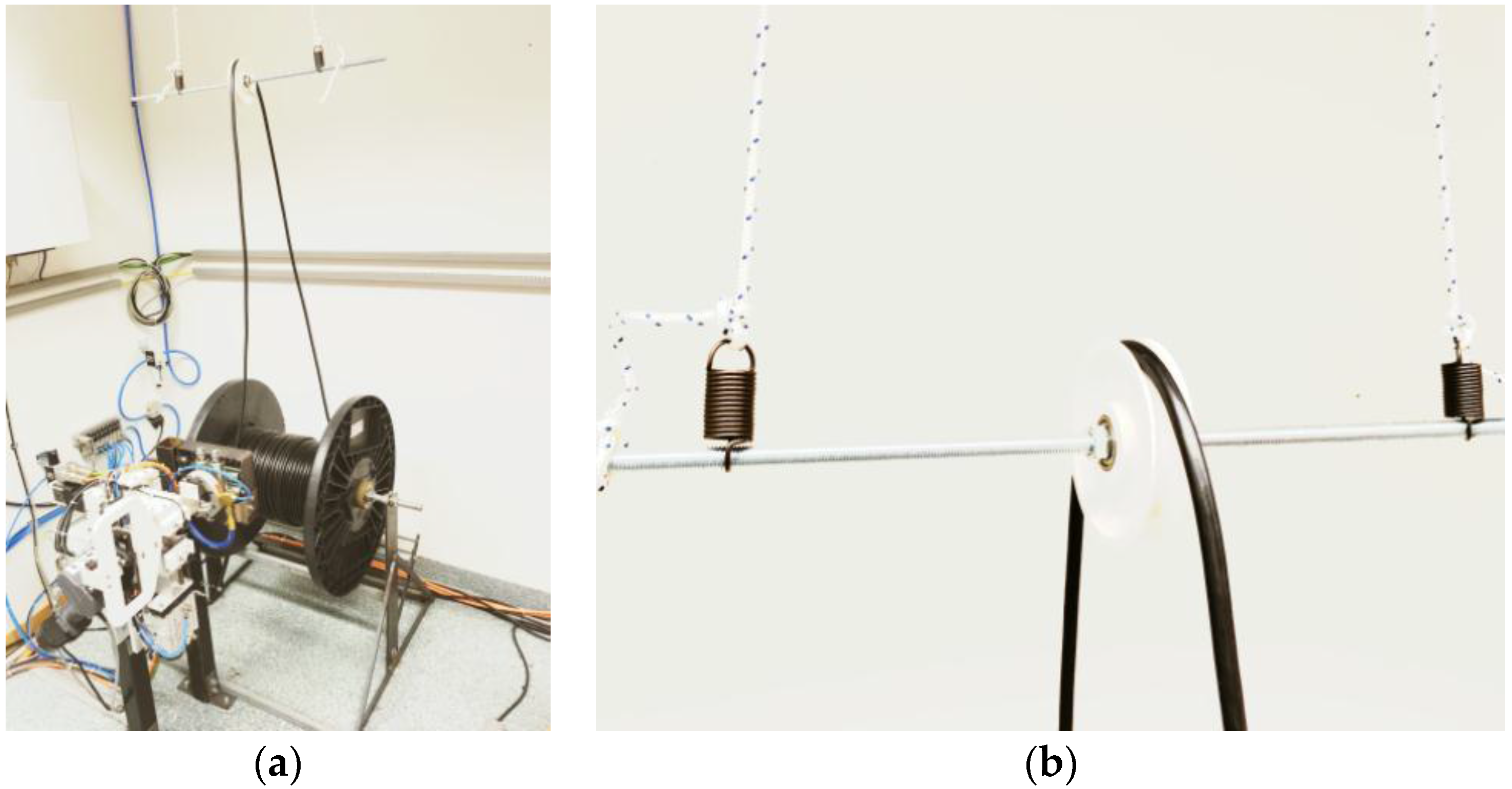
Figure 10.
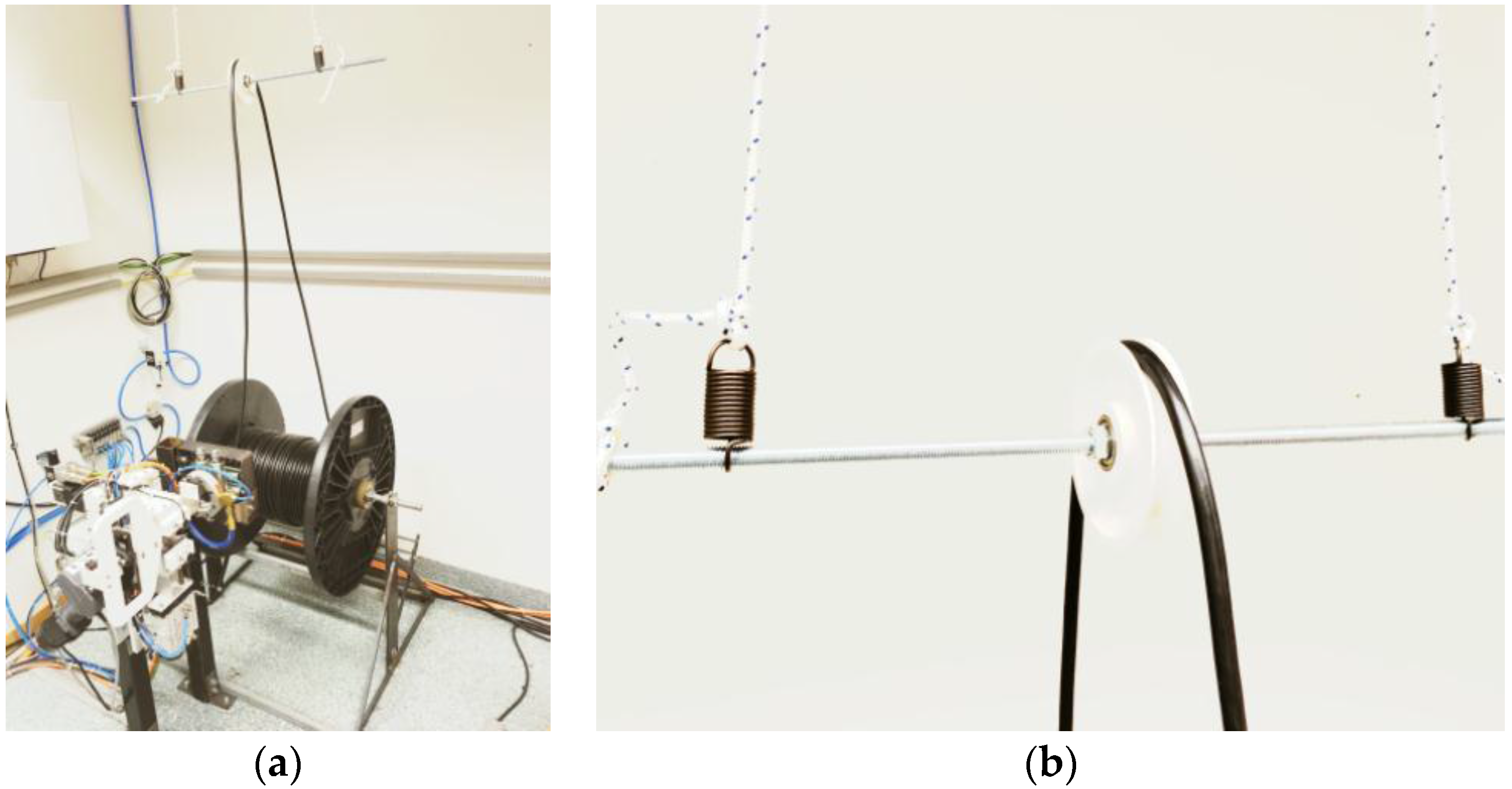
(a) A photo of the used simple passive pilot cable tensing prototype equipment mounted on the drum feeding equipment; (b) A close-up photo of the used simple passive pilot cable tensing prototype equipment.
Figure 10.
(a) A photo of the used simple passive pilot cable tensing prototype equipment mounted on the drum feeding equipment; (b) A close-up photo of the used simple passive pilot cable tensing prototype equipment.
Table 1.
Basic requirements for all cable preparation equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
Table 1.
Basic requirements for all cable preparation equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
| Requirement | Priority |
|---|
| Designed for robotized cable winding of the UU WEC stator | A |
| To be used in the presented experimental setup | A |
| Fully controlled by the PLC | A |
| Robust performance | A |
| Simple and inexpensive | B |
| Low process cycle times | B |
Table 2.
Specific requirements for the cable drum feeding equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
Table 2.
Specific requirements for the cable drum feeding equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
| Requirement | Priority |
|---|
| Able to deliver cable from the drum to the robot cable feeder tool | A |
| Able to handle the specified cable drum | A |
| Able to synchronize feeding with the robot cable feeder tool | A |
| Able to feed cable from the drum at up to 200 mm/s velocity | A |
| Easy manual replacement of the cable drum | A |
| Low and smooth required cable drum feed force | B |
| Minimal slack on the cable while fed from the drum | B |
| Able to feed cable from the drum at up to 500 mm/s velocity | C |
Table 3.
Specific requirements for the cable end preparation equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
Table 3.
Specific requirements for the cable end preparation equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
| Requirement | Priority |
|---|
| Start the end preparation from a cut cable end | A |
| No significantly larger diameter on the prepared cable end | A |
| No edges on the prepared cable end | A |
| No cable threads visible at the prepared cable end | A |
| A conical or spherical shape of the prepared cable end | B |
| No additive material used for the preparation | C |
Table 4.
Specific requirements for the cable cutting equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
Table 4.
Specific requirements for the cable cutting equipment, including priority level; level A requirements are necessary to fulfil, level B requirements should be aimed to be fulfilled and level C requirements are desired but not critical.
| Requirement | Priority |
|---|
| Able to cut the cable between the drum feeder tool and the robot | A |
| Able to feed cable through the cutter into the robot cable feeder tool | A |
| Able to remove the cut cable from the cutter | A |
| Perform a straight and even cut | B |
| Not deforming the cable end during cutting | B |
Table 5.
Total cost estimations for the constructed prototype sub-equipment.
Table 5.
Total cost estimations for the constructed prototype sub-equipment.
| Prototype Equipment | Estimated Cost (EUR) |
|---|
| The cable drum feeding equipment | 12,500 1 |
| The cable end preparation equipment | 5000 |
| The cable cutting equipment | 1000 |
Table 6.
The complete cable end preparation process cycle time approximately divided per sub-process, including total active time for the heat and cold guns during the pull-out and forming sub-processes.
Table 6.
The complete cable end preparation process cycle time approximately divided per sub-process, including total active time for the heat and cold guns during the pull-out and forming sub-processes.
| Sub-Process | Process Cycle Time (s) | Cycle Time Part (%) |
|---|
| Straightening the cable end | 10 | 9 |
| Pulling out the cable insulation | 35 | 30 |
| Whereof heat gun activated | 13 | 11 |
| Whereof the cool gun activated | 11 | 10 |
| Controlling the pull-out length | 5 | 4 |
| Forming the cable end | 60 | 52 |
| Whereof the heat gun activated | 23 | 20 |
| Whereof the cold gun activated | 23 | 20 |
| Robot positionings | 10 | 9 |
Table 7.
Confidence intervals for the pulled cable insulation lengths and the cable insulation pull-out measurements for different confidence levels, based on analysis of 400 measurements.
Table 7.
Confidence intervals for the pulled cable insulation lengths and the cable insulation pull-out measurements for different confidence levels, based on analysis of 400 measurements.
| Normal Distribution | Confidence Level (%) | Confidence Interval (mm) |
|---|
| Pulled insulation lengths | 95.5 | ±1.2 |
| Pulled insulation lengths | 99 | ±1.6 |
| Pulled insulation lengths | 99.9 | ±2.0 |
| Pulled insulation lengths | 99.99 | ±2.4 |
| Cable insulation pull-out measurements | 95.5 | ±0.10 |
| Cable insulation pull-out measurements | 99 | ±0.14 |
| Cable insulation pull-out measurements | 99.9 | ±0.18 |
| Cable insulation pull-out measurements | 99.99 | ±0.21 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}