A Reliability-Centered Maintenance Study for an Individual Section-Forming Machine

Abstract
:1. Introduction
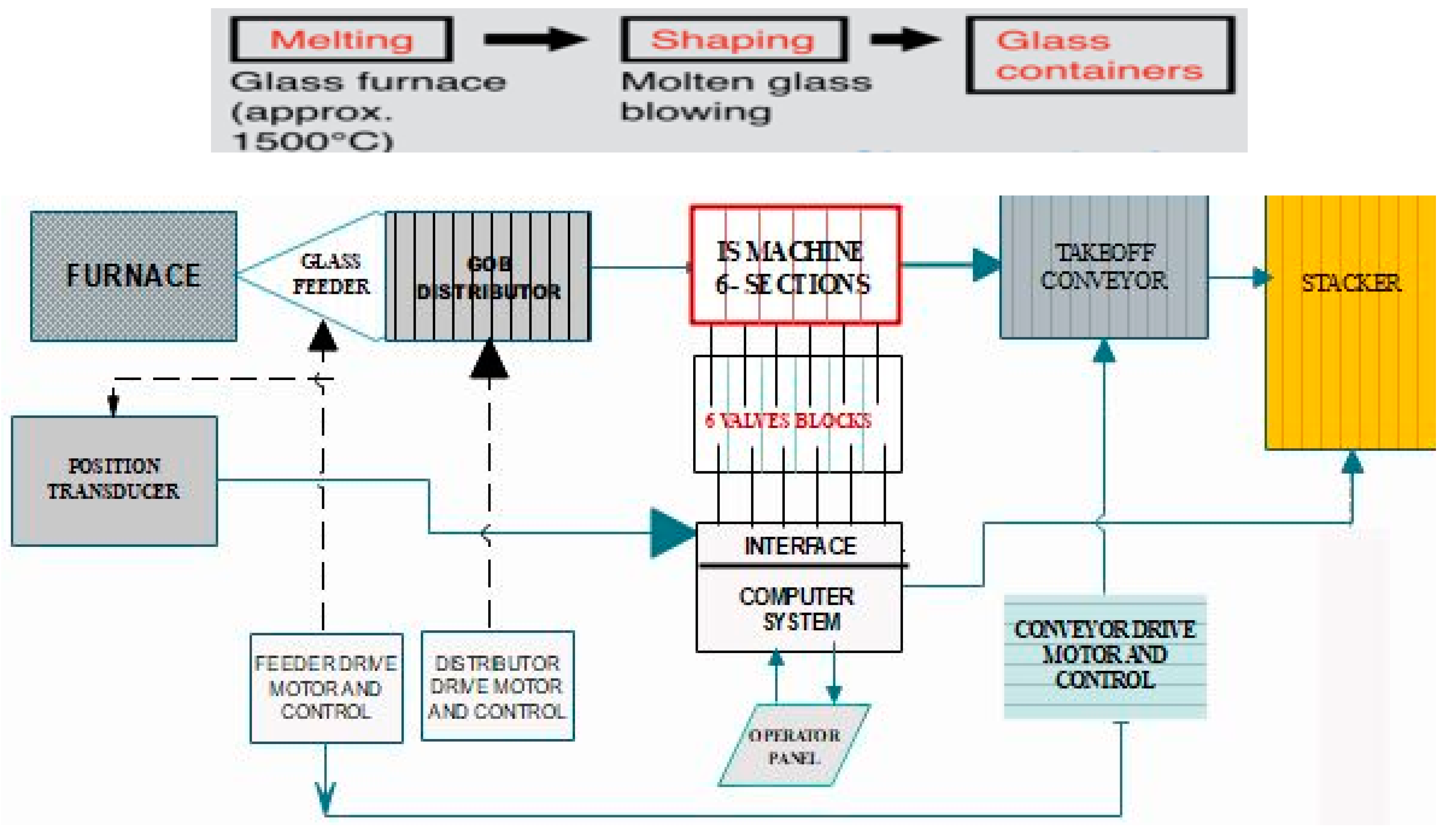
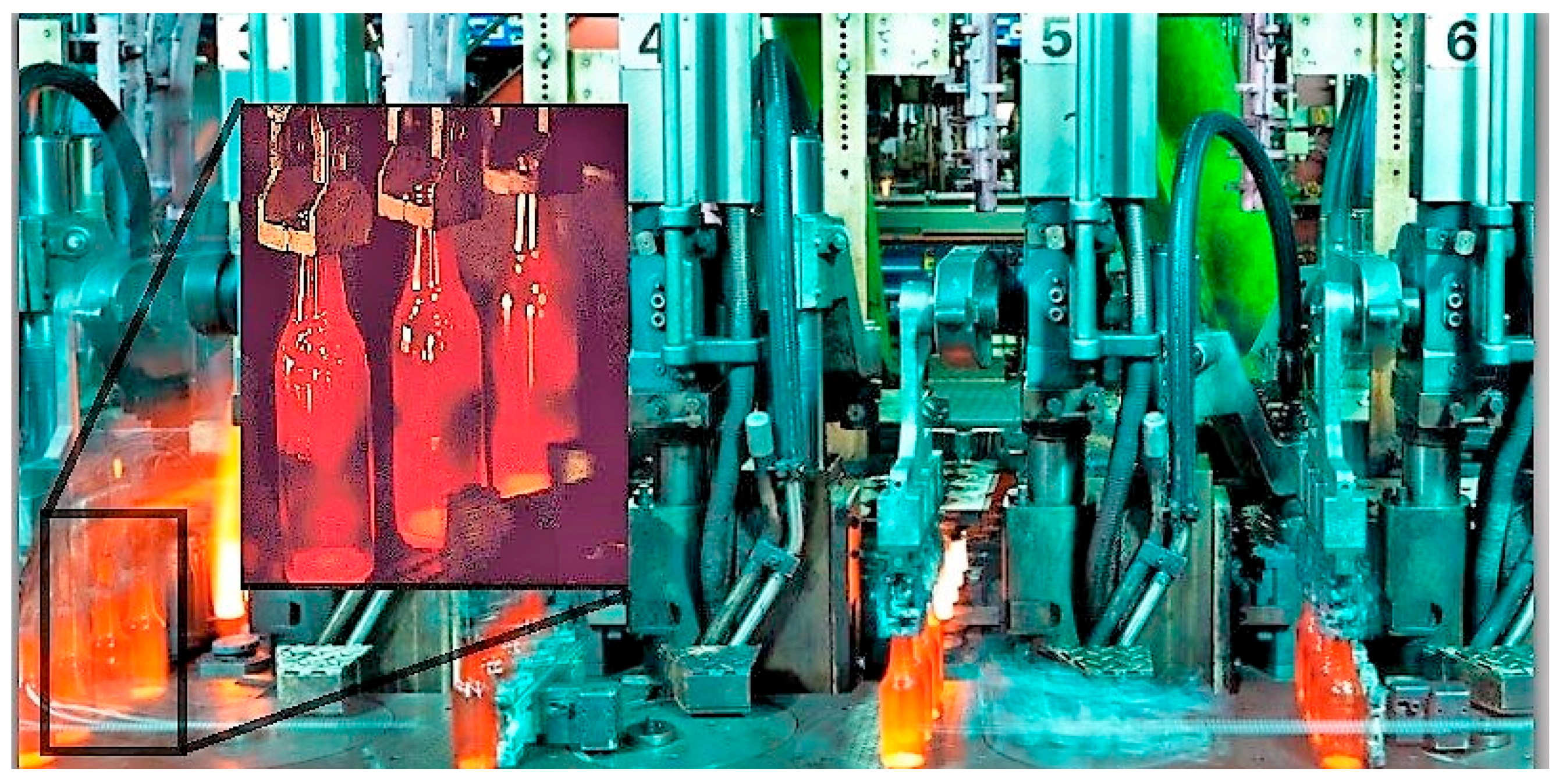
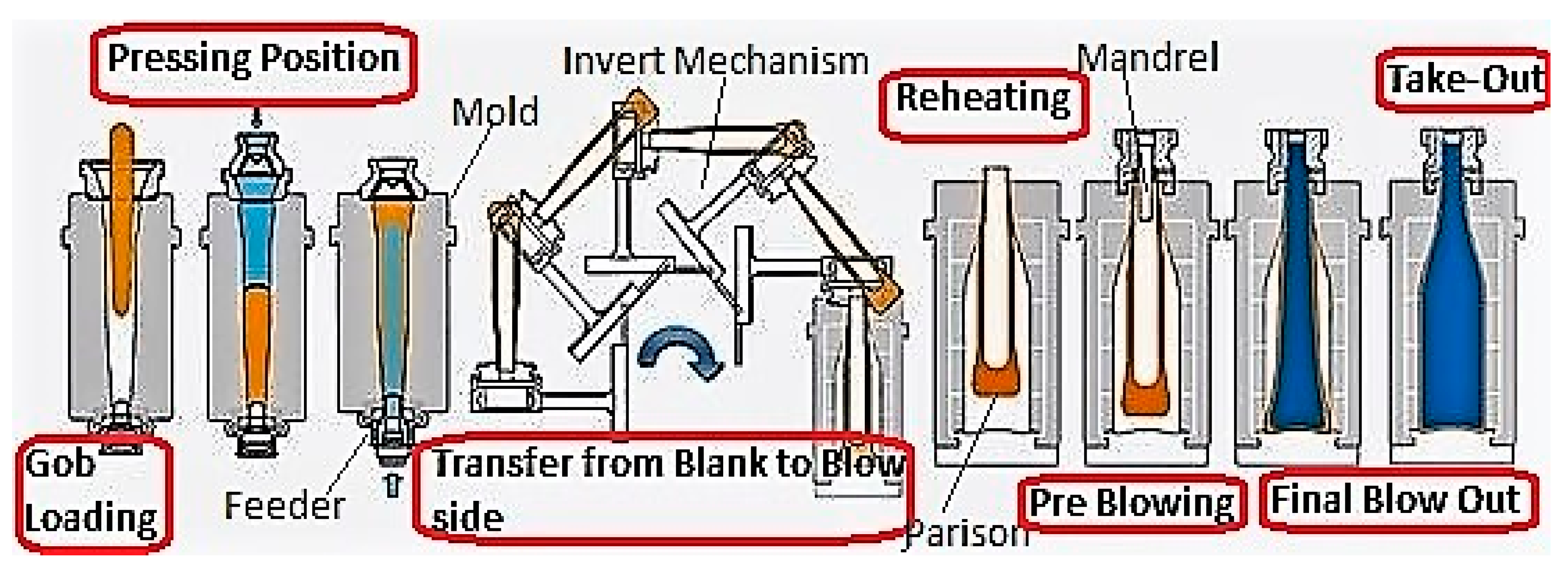
1.1. Brief Description of Individual Section-Forming Machine (ISM)
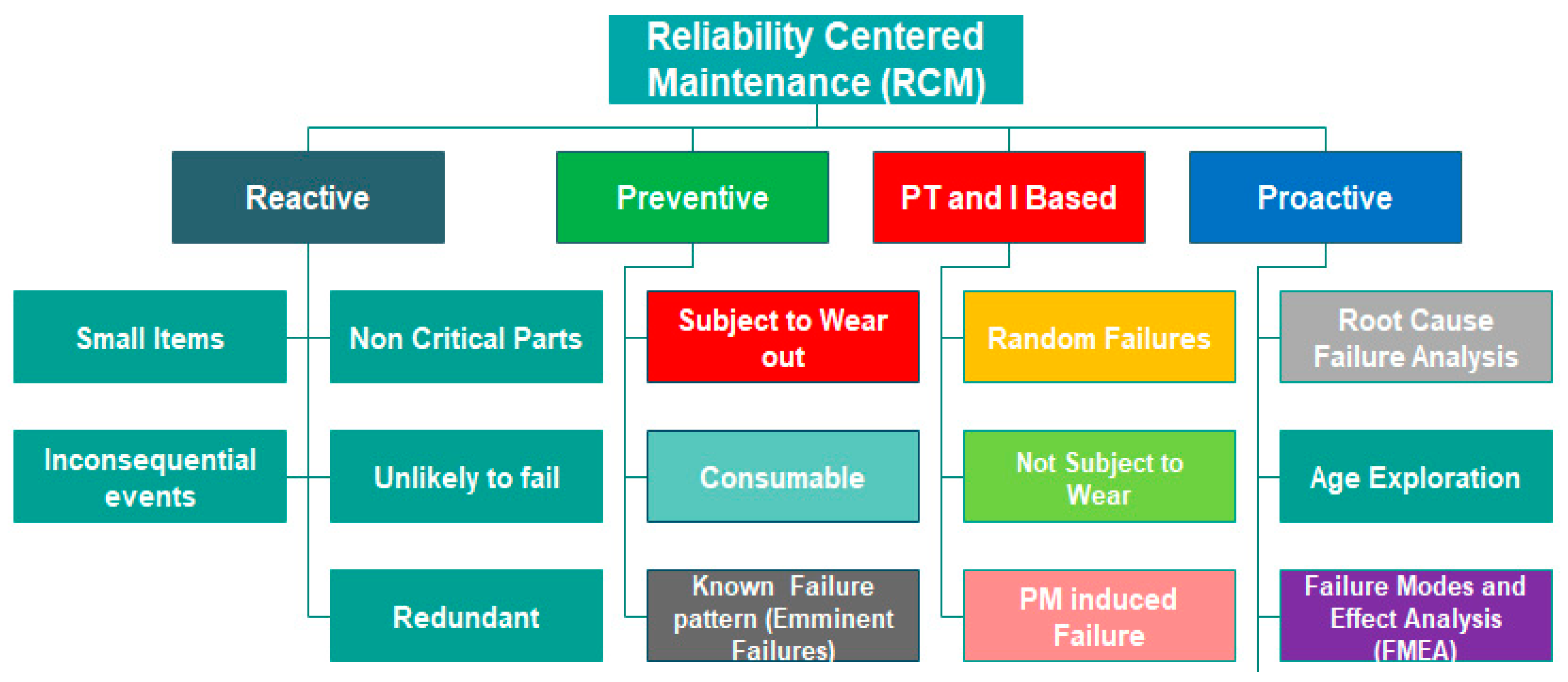
1.2. Overview and Review of RCM Related Work
2. Materials and Methods
2.1. Components of Individual Section-Forming Machine (ISM)
2.2. Mechanism Selection Process
- The frequency of downtime/failure of a component
- Type of components as to whether it is a mechanism or a variable
- Criticality of component failure
- Availability of technical description and maintenance guidelines for the component
- Information gathered from a questionnaire on the reliability of components.
2.3. Questionnaire Design for Individual Section-Forming Machine Maintenance Staff
2.4. Failure Risk Analysis
- Step 1:
- Review all processes involved in getting the product.
- Step 2:
- Highlight all possible failure modes.
- Step 3:
- Exhaust all the possible effects of each failure mode.
- Step 4:
- Assign ranking for the severity of each effect.
- Step 5:
- Assign ranking for the probability of occurrence of each failure mode.
- Step 6:
- Assign ranking for ease of detection of each failure mode.
- Step 7:
- Compute the risk priority number (RPN) for each of the failure modes.
- Questionnaires completed by maintenance staff.
- Downtime data showing details of failure which occurred.
- Working drawings of components.
- Maintenance instructions as provided by manufacturers.
- Failure modes and effects analysis of standard mechanical components.
- On field assembly and disassembly during repairs and diagnostics of fault.
2.5. Downtime Analysis
3. Results and Discussion
3.1. FMEA for the Pusher Cylinder
3.1.1. Discussion of Results for Pusher Cylinder
3.1.2. Downtime and Cost Analysis
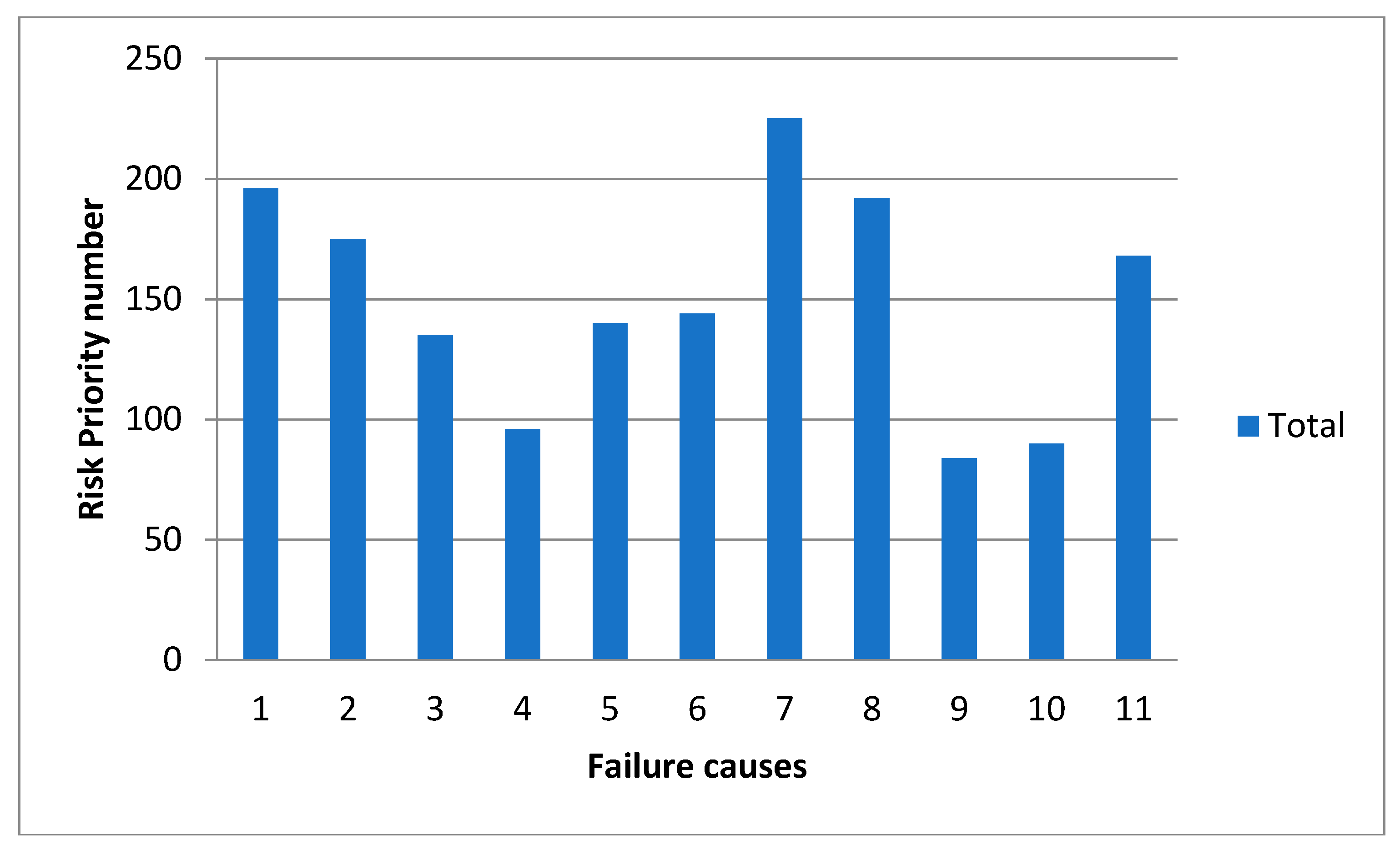
3.2. FMEA for Plunger Mechanism
3.2.1. Discussion of Results for Plunger Mechanism
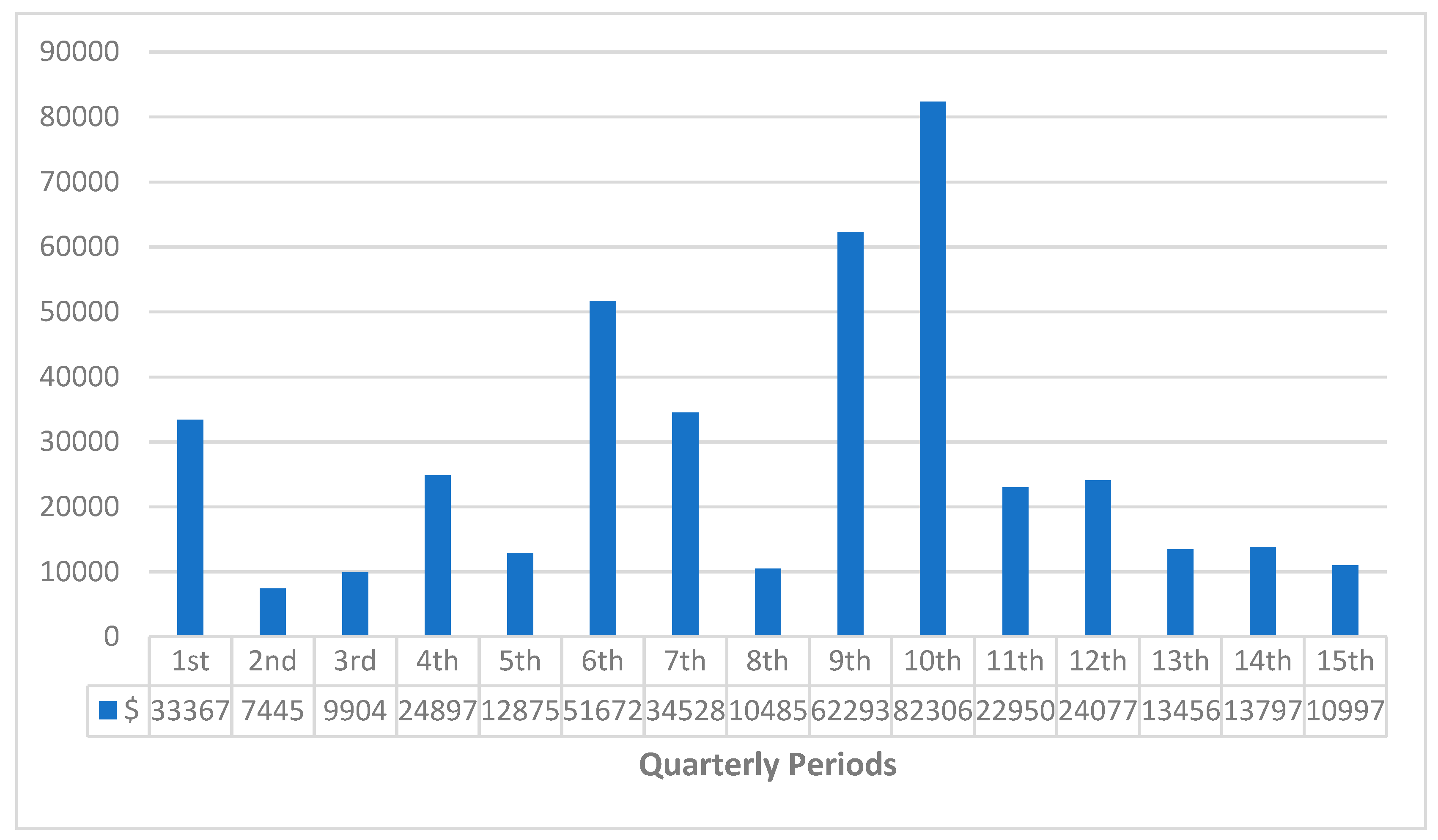
3.2.2. Downtime/Cost Analysis
3.3. Discussion of Results for Ware Transfer
Downtime/Cost Analysis
4. Conclusions and Recommendation
4.1. Suggestion for the Improved Reliability of the Pusher Assembly
4.2. Failure Reporting and Analysis Recommendation
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Paprocka, I. The model of maintenance planning and production scheduling for maximising robustness. Int. J. Prod. Res. 2018, 1–22. [Google Scholar] [CrossRef]
- Zambon, I.; Andrea, P.; Matyjas-łysakowska, P.; Luca, S.; Danilo, M.; Andrea, C. Applied Research for a Safer Future: Exploring Recent Job Accidents in Agriculture, Italy (2012–2017). Processes 2018, 6, 1–13. [Google Scholar] [CrossRef]
- Vishnu, C.R.; Regikumar, V. Reliability Based Maintenance Strategy Selection in Process Plants: A Case Study. Procedia Technol. 2016, 25, 1080–1087. [Google Scholar] [CrossRef]
- Swanson, L. An empirical study of the relationship between production technology and maintenance management. Int. J. Prod. Econ. 1997, 53, 191–207. [Google Scholar] [CrossRef]
- Adoghe, A.U.; Awosope, C.O.A.; Daramola, S.A. Critical Review of Reliability Centred Maintenance (RCM) for Asset Management in Electric Power Distribution System. Int. J. Eng. Technol. 2012, 2, 1020–1026. [Google Scholar]
- Muchiri, P.; Pintelon, L.; Gelders, L.; Martin, H. Development of maintenance function performance measurement framework and indicators. Int. J. Prod. Econ. 2011, 131, 295–302. [Google Scholar] [CrossRef]
- Suryono, M.; Rosyidi, C.N. Reliability Centred Maintenance (RCM) Analysis of Laser Machine in Filling Lithos at PT X. In Proceedings of the 4th Asia Pacific Conference on Manufacturing Systems and the 3rd International Manufacturing Engineering Conference, Yogyakarta, Indonesia, 7–8 December 2017; IOP Publishing: Bristol, UK, 2018; Volume 319, p. 012020. [Google Scholar]
- Abdul-Nour, G.; Beaudoin, H.; Ouellet, P.; Rocheti’e, R.; Lambert, S. A Reliability based Maintenance Policy; A Case of Study. Comput. Ind. Eng. 1998, 35, 591–594. [Google Scholar] [CrossRef]
- Deshpande, V.S.; Modak, J.P. Application of RCM for safety considerations in a steel plant. Reliab. Eng. Syst. Saf. 2002, 78, 325–334. [Google Scholar] [CrossRef]
- Bolu, C.A. Modeling Maintenance Productivity Measurement of Engineering Production Systems: Discrete Event Simulation Approach. Int. J. Mech. Mechatron. Eng. 2013, 13, 130705–132929. [Google Scholar]
- Bozoudis, M.; Lappas, I. Use of Cost-Adjusted Importance Measures for Aircraft System Maintenance Optimization. Aerospace 2018, 5, 1–20. [Google Scholar] [CrossRef]
- Rowe, W.H.; Bublitz, A.T. Process Controls for Individual Section Machines. IEEE Trans. Ind. Appl. 1978, I, 153–156. [Google Scholar] [CrossRef]
- Emhart, M.; Jetter, G. Partnering for Perfect Packaging Solutions. 2012. Available online: http://old.emhartglass.com/files/BR0001RevC.pdf (accessed on 25 October 2018).
- Ferrari, S. BOTTERO Glass Technologies: Simulation of the B&B Glass forming Process using VOF. In Proceedings of the STAR Global Conference 2016, Prague, Czech Republic, 7–9 March 2016. [Google Scholar]
- Hiltmann, K.; Neubauer, T. Case study: Gob loading in a glass moulding machine. Procedia CIRP 2016, 39, 203–208. [Google Scholar]
- Miller, G.L.; Sullivan, C. Machine—Made Glass Containers and the End of Production for Mouth-Blown Bottles. Hist. Archaeol. 1984, 18, 83–96. [Google Scholar] [CrossRef]
- Barbieri, D.; Jacobson, D. Operations and Maintenance in the Glass Container Industry. In Proceedings of the 1999 ACEEE Summer Study on Energy Efficiency in Industry, Albany, NY, USA, 15–18 June 1999; RLW Analytics, Inc.: Troy, NY, USA, 1999; pp. 655–665. [Google Scholar]
- Pierpoint, T.J. RCM—The Driver for T&D condition-based maintenance—A utility perspective. In Proceedings of the 2001 IEEE/PES Transmission and Distribution Conference and Exposition, Atlanta, GA, USA, 2 November 2001; pp. 957–959. [Google Scholar]
- Sembiring, N.; Panjaitan, N.; Saragih, F.A. The engine maintenance scheduling by using reliability centered maintenance method and the identification of 5S application in PT. XTZ. In Proceedings of the TALENTA—International Conference on Engineering, Science and Technology 2017 (TALENTA-CEST 2017), Sumatera Utara, Indonesia, 7–8 September 2017; IOP Publishing: Bristol, UK, 2018; Volume 309, p. 012127. [Google Scholar]
- Ribeiro, R.T.; Pinto, N.F.A. Reability Centered Maintenance (Rcm), Gain And Results 3 Years After Implementation. In Proceedings of the 2004 International Pipeline Conference, Calgary, AB, Canada, 4–8 October 2004; pp. 1–5. [Google Scholar]
- Deshpande, V.S.; Modak, J.P. Application of RCM to a medium scale industry. Reliab. Eng. Syst. Saf. 2002, 77, 31–43. [Google Scholar] [CrossRef]
- Mohan, M.; Gandhi, O.P.; Agrawal, V.P. Maintenance strategy for a coal-based steam power plant equipment: A graph theoretic approach. Proc. Inst. Mech. Eng. Part. A J. Power Energy 2004, 218, 619–636. [Google Scholar] [CrossRef]
- Cocconcelli, M. Development of a Methodology for Condition-Based Maintenance in a Large-Scale Application Field. Machines 2018, 6, 1–19. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, Y.; Wang, C.; Zhang, S. Application of Reliability-centered Maintenance Method in Maintenance and Control Optimization in NPPs. DEStech Trans. Eng. Technol. Res. 2016. [Google Scholar] [CrossRef]
- Wang, W.; Majid, H.B. Reliability data analysis and modelling of offshore oil platform plant. J. Qual. Maint. Eng. 2000, 6, 287–295. [Google Scholar] [CrossRef]
- Afefy, I.H. Reliability-Centered Maintenance Methodology and Application: A Case Study. Engineering 2010, 2, 863–873. [Google Scholar] [CrossRef]
- Ramli, R.; Arffin, M.N. Reliability Centered Maintenance in Schedule Improvement of Automotive Assembly Industry. Am. J. Appl. Sci. 2012, 9, 1232–1236. [Google Scholar]
- Tarar, M.A. Study Reliability Centered Maintenance (RCM) of Rotating Equipment through Predictive Maintenance. In Proceedings of the 2nd International Conference on Research in Science, Engineering and Technology (ICRSET’2014), Dubai, UAE, 21–22 March 2014; pp. 2–7. [Google Scholar]
- Emovon, I.; Okwu, M. Application of WASPAS In Enhancing Reliability Centered Maintenance for Ship System Maintenance. J. Eng. Technol. 2018, 9, 1. [Google Scholar]
- Agarwal, M.; Narayanan, G.A.; Srivastava, P. Risk Prioritization in a Gas Power Plant Using Fuzzy Inference System. In Proceedings of the 8th International Conference on Cloud Computing, Data Science & Engineering, Nodia, India, 11–12 January 2018; pp. 753–757. [Google Scholar]
- Emovon, I.; Mgbemena, C.O. Machinery/service system Scheduled Replacement time determination: A combine Weighted Aggregated Sum Product Assessment, Additive Ratio Assessment and Age Replacement Model approach. Int. J. Integr. Eng. 2018, 10, 169–175. [Google Scholar] [CrossRef]
- Tang, Y.; Zhou, D.; Chan, F.T.S. AMWRPN: Ambiguity Measure Weighted Risk Priority Number Model for Failure Mode and Effects Analysis. IEEE Access 2018, 6, 27103–27110. [Google Scholar] [CrossRef]
- Emovon, I.; Norman, R.A.; Murphy, A.J. Elements of maintenance systems and tools for implementation within the framework of reliability centred maintenance—A review. J. Mech. Eng. Technol. 2016, 8, 1–34. [Google Scholar]
- Sawatdee, T.; Chutima, P.; Device, F.; Zanelli, D. A comparative critical study between FMEA and FTA risk analysis methods. In Proceedings of the CAR2017 International Congress of Automotive and Transport Engineering—Mobility Engineering and Environment, Pitesti, Romania, 8–10 November 2017; IOP Publishing: Bristol, UK, 2017; Volume 252, p. 012046. [Google Scholar]
- Glowacz, A. Fault diagnosis of single-phase induction motor based on acoustic signals. Mech. Syst. Signal Process. 2019, 117, 65–80. [Google Scholar] [CrossRef]
- Glowacz, A. Acoustic based fault diagnosis of three-phase induction motor. Appl. Acoust. 2018, 137, 82–89. [Google Scholar] [CrossRef]
- Li, H.; Liu, T.; Wu, X.; Chen, Q. Research on bearing fault feature extraction based on singular value decomposition and optimized frequency band entropy. Mech. Syst. Signal Process. 2019, 118, 477–502. [Google Scholar] [CrossRef]
- Thomson, W.T. Current Signature Analysis for Condition Monitoring of Cage Induction Motors: Industrial Application And Case Histories; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2017; pp. 1–37. [Google Scholar]
- Martin, D.K.; VanDyke, J. Integrating Vibration, Motor Current, and Wear Particle Analysis with Machine Operating State for On-line Machinery Prognostics/Diagnostics Systems (MPROS). In Proceedings of the 1997 ASME International Mechanical Engineering Congress and Exposition, New York, NY, USA, 16–21 November 1997; pp. 61–67. [Google Scholar]
- Afolalu, A.S.; Salawu, E.Y.; Kehinde, O.; Samuel, U.A.; Ikechi, V.I.; Remilekun, R.E. Failure Mode and Effect Analysis a Tool for Reliability Evaluation. Eur. J. Eng. Res. Sci. 2018, 3, 65–68. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Definition | Rating |
|---|---|
| No Effect | 1. None |
| Within specified limits | 2. Very Minor |
| Downtime 0–10 min no defects | 3. Minor |
| Downtime 10–30 min no defects | 4. Very Low |
| Downtime 30–60 min,1 h of defects | 5. Low |
| Downtime and defects 1–2 h | 6. Moderate |
| Downtime > 4 h, defects 2–4 h. | 7. High |
| Downtime > 8 h., defects > 4 h. | 8. Very High |
| Affects personnel | 9. Hazardous with warning |
| Safety/regulations | 10. Hazardous w/o warning |
| Definition | Rating |
|---|---|
| <1/900,000, R(t) = 98%, MTBF = 50× | 1. Very low |
| 1/900,000, R(t) = 95% MTBF = 20× | 2. Low |
| 1/540,000, R(t) = 90% MTBF = 10× | 3. Low |
| 1/360,000, R(t) = 85% MTBF = 6× | 4. Moderate |
| 1/270,000, R(t) = 78% MTBF = 4× | 5. Moderate |
| 1/180,000, R(t) = 61% MTBF = 2× | 6. Moderate |
| 1/90,000, R(t) = 37% MTBF = Spec | 7. High |
| 1/36,000, R(t) = 19% MTBF = 0.6× | 8. High |
| 1/900, R(t) = 5% MTBF = 0.3× | 9. Very High |
| >1/90, R(t) < 1% MTBF = 0.1× | 10. Very High |
| Definition | Rating |
|---|---|
| Almost Certain | 1. |
| Very High | 2. |
| High | 3. |
| Moderate-High | 4. |
| Moderate | 5. |
| Low | 6. |
| Very Low | 7. |
| Fairly Remote | 8. |
| Remote | 9. |
| Very Remote | 10. |
| Product (Bottle Types) | Machine Speed (bpm) | Unit Price ($) | Bottle Speed (bpm) | Production Speed Price ($/m) |
|---|---|---|---|---|
| A | 53 | 0.13 | 106 | 13.60 |
| B | 89 | 0.08 | 178 | 14.14 |
| C | 86 | 0.10 | 172 | 17.34 |
| D | 63 | 0.13 | 126 | 16.73 |
| E | 110 | 0.12 | 220 | 26.82 |
| F | 130 | 0.12 | 260 | 31.70 |
| G | 80 | 0.11 | 160 | 17.42 |
| H | 126 | 0.11 | 252 | 27.44 |
| I | 98 | 0.07 | 196 | 14.18 |
| J | 112 | 0.05 | 224 | 11.69 |
| K | 92 | 0.07 | 184 | 13.31 |
| L | 43 | 0.12 | 86 | 10.50 |
| M | 76 | 0.10 | 152 | 15.93 |
| N | 122 | 0.03 | 244 | 8.26 |
| S/N | Failure |
|---|---|
| 1 | Air drawn past rod seals during actuation with a RPN of 75 |
| 2 | Bad control with a RPN of 6 |
| 3 | Excessive loading with a RPN of 42 |
| 4 | Excessive side loading with a RPN of 120 |
| 5 | Excessive temperature with a RPN of 120 |
| 6 | Fracture, material faults with a RPN of 36 |
| 7 | High temperatures wear out with an RPN of 8 |
| 8 | Inappropriate tightening, excessive temperature with a RPN of 90 |
| 9 | Lubrication, wear out with a RPN of 284 |
| 10 | Manufacturing error with a RPN of 126 |
| 11 | Misalignment, inappropriate tightening with a RPN of 90 |
| 12 | O-ring failure with a RPN of 80 |
| 13 | Over tightening of 180 |
| 14 | Seal leakage, piston cylinder ear with a RPN of 48 |
| 15 | Side loading and piston wear, contaminants past rod seal with a RPN of 75 |
| 16 | Stiction, binding with a RPN of 24 |
| 17 | Vibration with a RPN of 180 |
| Function Requirements | Potential Failure Mode | Potential Effect(s) of Failure | Severity | Potential Cause(s)/Mechanism(s) of Failure | Occurrence | Detection | R. P. N. |
|---|---|---|---|---|---|---|---|
| PUSHER CYLINDER ASSEMBLY | |||||||
| Transfer of hot glass wares from dead plate to silent chain of machine conveyor | Air leakage from cylinder assembly | In adequate stroke of pusher cylinder | 4 | O ring failure | 4 | 5 | 80 |
| Wear of pusher fingers | Marks on wares | 2 | High temperature wears out | 4 | 1 | 8 | |
| Over travel in cylinder arm | Dents on bottles | 2 | bad control | 3 | 1 | 6 | |
| Broken bolt in pusher assembly | Over vibration and inappropriate operation | 5 | Misalignment, inappropriate tightening | 9 | 2 | 90 | |
| Work loose of bolt of pusher assembly | Excessive vibration, undesirable operation | 5 | In appropriate tightening, excessive temperature | 9 | 2 | 90 | |
| Wear of piston of the pusher assembly | Clearance and play in the assembly | 4 | Lubrication, wear out | 5 | 7 | 140 | |
| Piston ring broken and wear | Clearance and play in the assembly | 4 | Lubrication, wear out | 6 | 6 | 144 | |
| Internal Leakage | Loss/reduction of output force | 5 | Side loading and piston wear, contaminates past rod seal | 3 | 5 | 75 | |
| External Leakage | Loss/reduction of output force | 4 | Seal leakage, piston-cylinder ear | 3 | 4 | 48 | |
| Damaged rod seals | Contaminates entering pusher cylinder between shaft and cylinder | 5 | Excessive side loading | 4 | 6 | 120 | |
| Spurious position change | Loss of output control or incorrect signal transmission | 3 | Stiction, binding | 2 | 4 | 24 | |
| Jamming, seizure | Loss of load control | 3 | Excessive loading | 7 | 2 | 42 | |
| Aeration | Damaged actuator and loss of seals | 5 | Air drawn past rod seals during actuation | 3 | 5 | 75 | |
| Flange failure | In operation | 4 | fracture, material faults | 3 | 3 | 36 | |
| Bush lose on shaft | Loose coupling | 5 | Vibration | 6 | 6 | 180 | |
| Damaged set screw of bushing | Bushing failure | 5 | Overtightening | 6 | 6 | 180 | |
| Plate surface uneven | Leakage | 7 | Manufacturing error | 3 | 6 | 126 | |
| Loose pusher finger work | Wares un-transferable | 5 | Excessive temperature | 8 | 3 | 120 | |
| Function Requirements | Potential Failure Mode | Potential Effect(s) of Failure | Severity | Potential Cause(s) /Mechanism(s) of Failure | Occurrence | Detection | R. P. N. |
|---|---|---|---|---|---|---|---|
| Plunger Mechanism B962-3058M7 | |||||||
| Used for the formation of bottle finish and parison | Air leakage in piston assembly | Non-availability of vacuum | 7 | wear in upper cylinder | 4 | 7 | 196 |
| Piston slow response | Internal leakage | 5 | piston ring wear | 5 | 7 | 175 | |
| Worn thread | Misalignment and vibration | 5 | inappropriate/unequal tighten | 9 | 3 | 135 | |
| Upper cylinder dent | Air leakage | 6 | contaminants/side loading | 4 | 4 | 96 | |
| Plunger down leakage | Improper settle blow | 5 | o ring creep | 7 | 4 | 140 | |
| bolt worloose | Misalignment during gob loading | 4 | excessive working pressure | 9 | 4 | 144 | |
| Plunger stuck | In operation of piston advance | 5 | carbon residue in upper cylinder | 9 | 5 | 225 | |
| Plunger connector pullout | In-operation due no absence of air supply | 6 | excessive working pressure | 8 | 4 | 192 | |
| Air leak form inner of the mold during gob loading | In appropriate formation of bottle finish | 4 | gasket flat | 7 | 3 | 84 | |
| Air leakage from piston shaft | Inability to form parison | 6 | nozzle gasket wear | 3 | 5 | 90 | |
| Piston guide bushing wear/loose | Internal leakage | 6 | cullet/contaminants presence | 4 | 7 | 168 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okwuobi, S.; Ishola, F.; Ajayi, O.; Salawu, E.; Aworinde, A.; Olatunji, O.; Akinlabi, S.A. A Reliability-Centered Maintenance Study for an Individual Section-Forming Machine. Machines 2018, 6, 50. https://doi.org/10.3390/machines6040050
Okwuobi S, Ishola F, Ajayi O, Salawu E, Aworinde A, Olatunji O, Akinlabi SA. A Reliability-Centered Maintenance Study for an Individual Section-Forming Machine. Machines. 2018; 6(4):50. https://doi.org/10.3390/machines6040050
Chicago/Turabian StyleOkwuobi, Samuel, Felix Ishola, Oluseyi Ajayi, Enesi Salawu, Abraham Aworinde, Obafemi Olatunji, and Stephen A. Akinlabi. 2018. "A Reliability-Centered Maintenance Study for an Individual Section-Forming Machine" Machines 6, no. 4: 50. https://doi.org/10.3390/machines6040050
APA StyleOkwuobi, S., Ishola, F., Ajayi, O., Salawu, E., Aworinde, A., Olatunji, O., & Akinlabi, S. A. (2018). A Reliability-Centered Maintenance Study for an Individual Section-Forming Machine. Machines, 6(4), 50. https://doi.org/10.3390/machines6040050