Microstructure and Texture Evolution with Relation to Mechanical Properties of Compared Symmetrically and Asymmetrically Cold Rolled Aluminum Alloy

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material and Geometry
2.2. Rolling Parameters
2.3. Mechanical Tests
2.4. Microscopy
2.5. Numerical Simulation
3. Results and Discussion
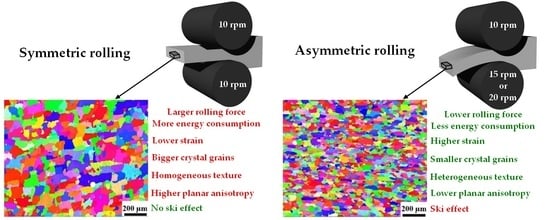
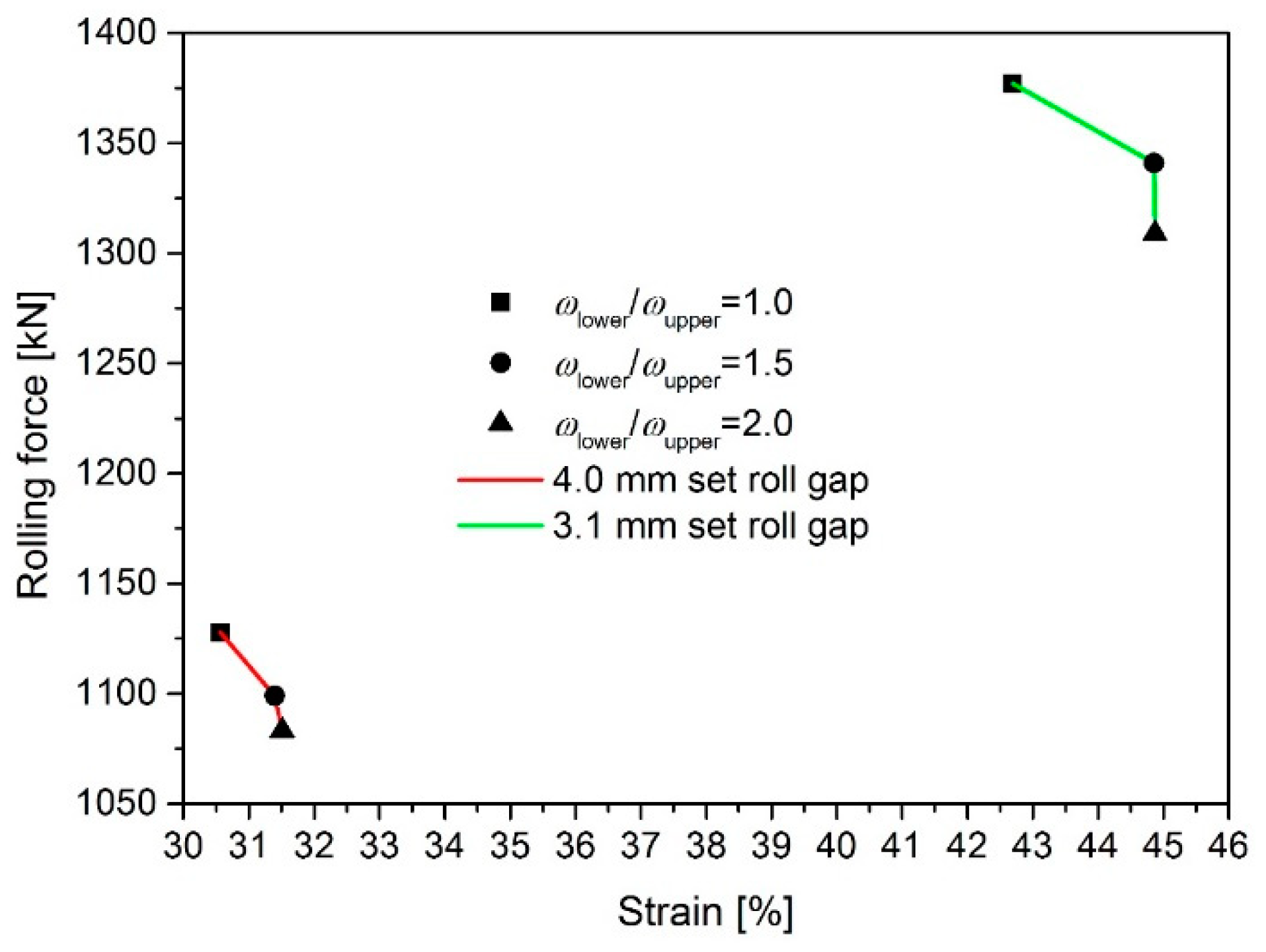
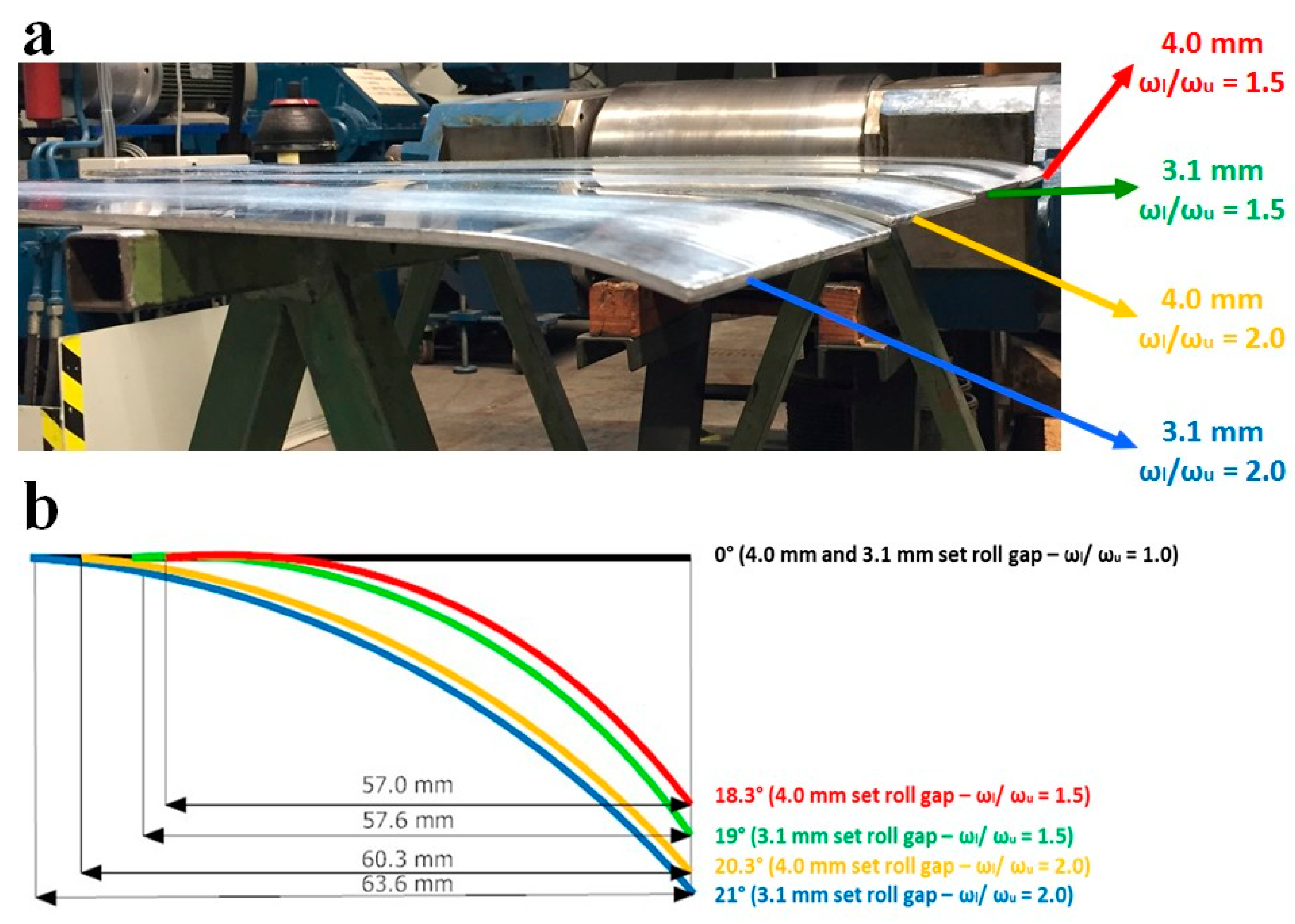
3.1. Rolling Force and Ski Effect
3.2. Tensile and Yield Strength
3.3. Anisotropy
3.4. Hardness
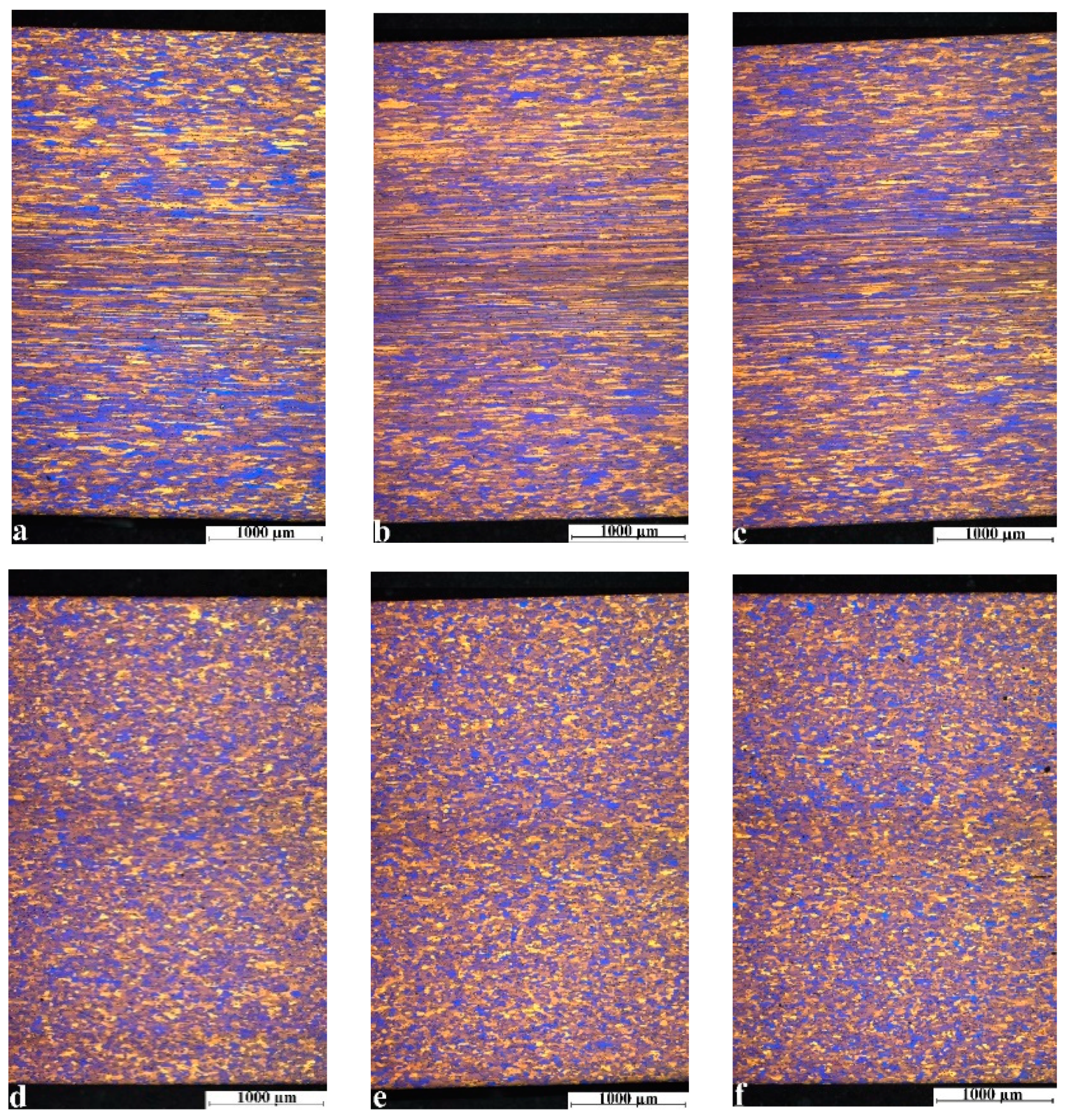
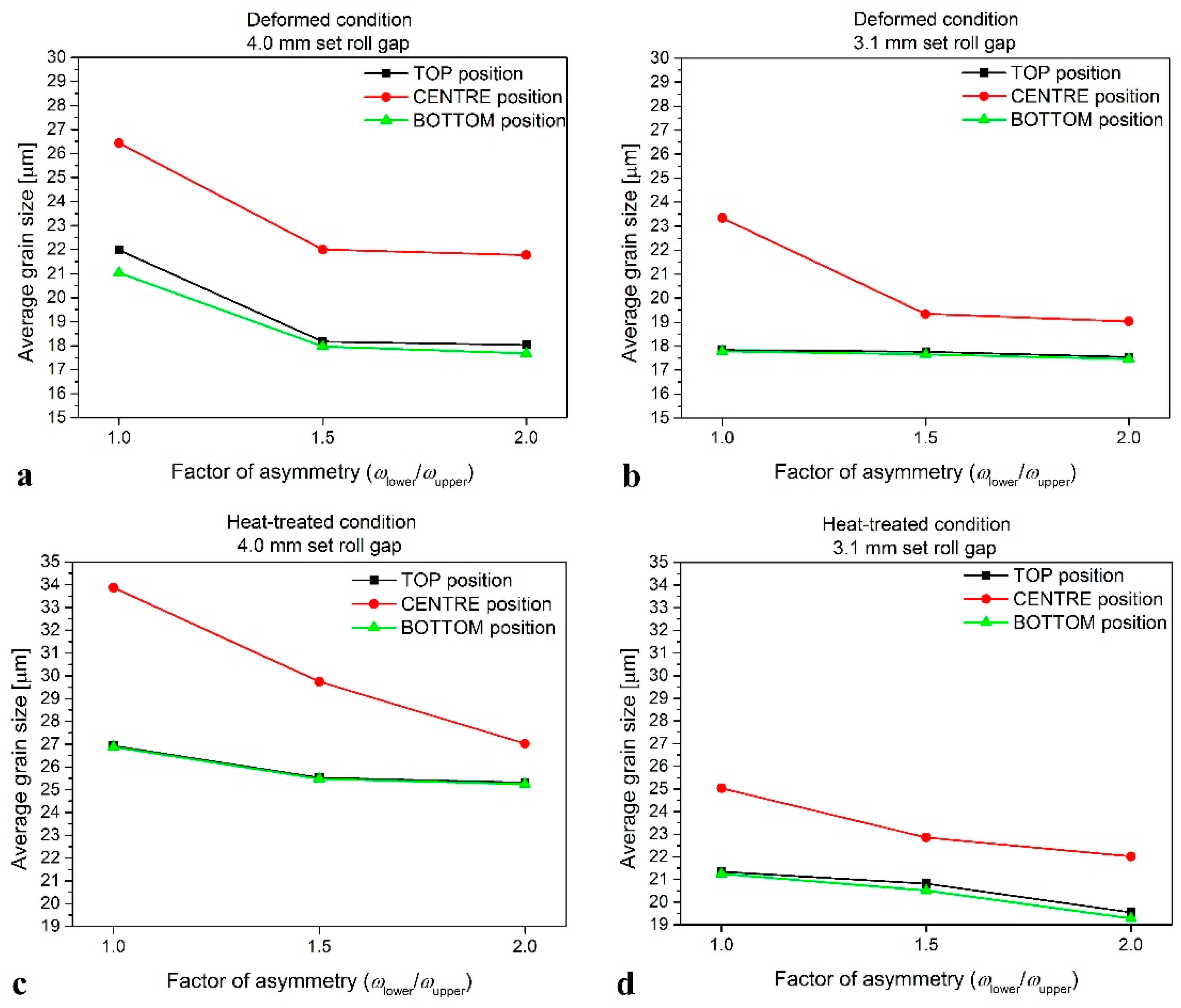
3.5. Microstructure
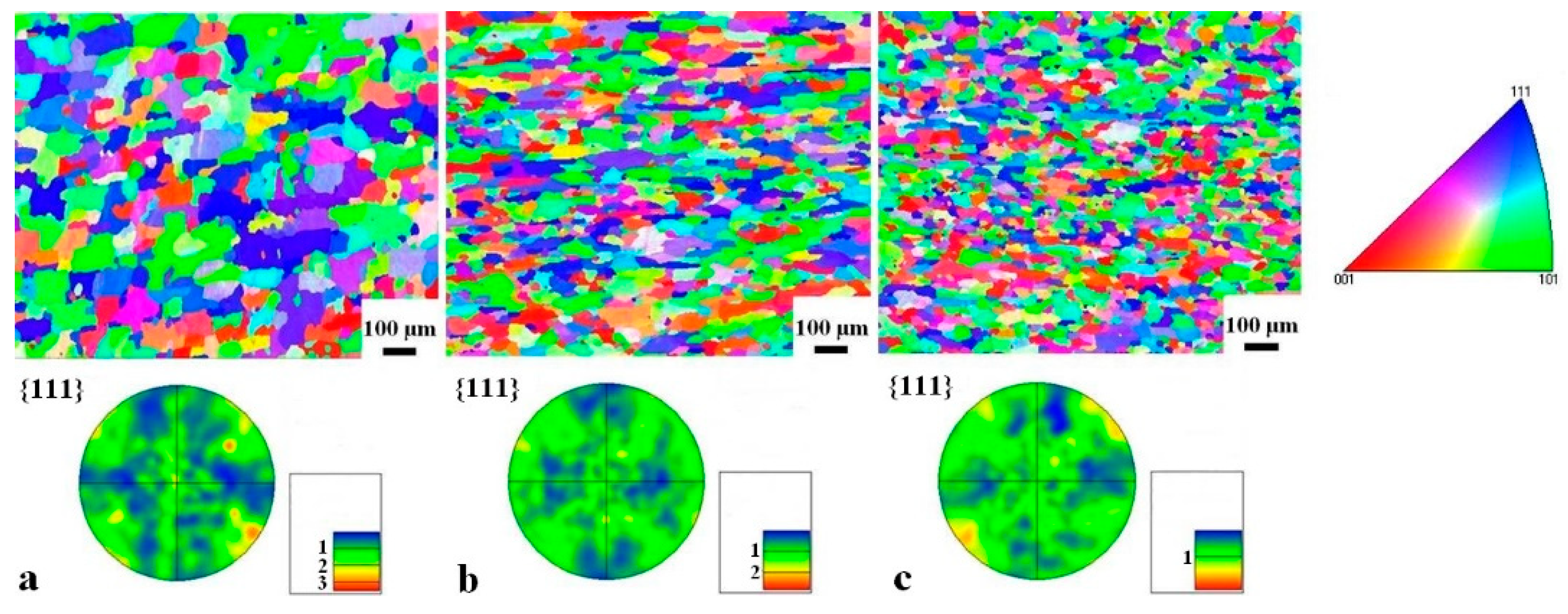
3.6. Texture
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Minton, J.J.; Cawthorn, C.J.; Brambley, E.J. Asymptotic analysis of asymmetric thin sheet rolling. Int. J. Mech. Sci. 2016, 113, 36–48. [Google Scholar] [CrossRef]
- Xie, H.B.; Manabe, K.; Jiang, Z.Y. A novel approach to investigate surface roughness evolution in asymmetric rolling based on three dimensional real surface. Finite Elem. Anal. Des. 2013, 74, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Dutta, S.; Kaiser, M.S. Effect of asymmetric rolling on formability of pure aluminium. J. Mech. Eng. 2014, 44, 94–99. [Google Scholar] [CrossRef] [Green Version]
- Mekhtiev, A.D.; Azbanbayev, E.M.; Isagulov, A.Z.; Karipbayeva, A.R.; Kvon, S.S.; Zakariya, N.B.; Yermaganbetov, N.Z. Effect of asymmetric rolling with cone-shaped rolls on microstructure of low-carbon steel. Metalurgija 2015, 54, 623–626. [Google Scholar]
- Nilsson, A.; Salvator, I.; Putz, P.D. Using Asymmetrical Rolling for Increased Production and Improved Material Properties; Report of Research Programme of the Research Fund for Coal and Steel; European Union: Brussel, Belgium, 2012. [Google Scholar]
- Pesin, A.; Pustovoytov, D. Heat transfer modeling in asymmetrical sheet rolling of aluminium alloys with ultra high shear strain. In Proceedings of the MATEC Web of Conferences, Troyes, France, 4–7 July 2016; Volume 80, p. 4005. [Google Scholar]
- Bintu, A.; Vincze, G.; Picu, R.C.; Lopes, A.B. Effect of symmetric and asymmetric rolling on the mechanical properties of AA5182. Mater. Des. 2016, 100, 151–156. [Google Scholar] [CrossRef]
- Shore, D.; Kestens, L.A.I.; Sidor, J.; Van Houtte, P.; Van Bael, A. Process parameter influence on texture heterogeneity in asymmetric rolling of aluminium sheet alloys. Int. J. Mater. Form. 2018, 11, 297–309. [Google Scholar] [CrossRef] [Green Version]
- Kawałek, A. The analysis of the asymmetric plate rolling process. J. Arch. Mater. Manuf. Eng. 2007, 23, 63–66. [Google Scholar]
- Inoue, H. Texture Control of Aluminum and Magnesium Alloys by the Symmetric/Asymmetric Combination Rolling Process. Mater. Sci. Forum 2012, 702, 68–75. [Google Scholar] [CrossRef]
- Tamimi, S.; Correia, J.P.; Lopes, A.B.; Ahzi, S.; Barlat, F.; Gracio, J.J. Asymmetric rolling of thin AA-5182 sheets: Modelling and experiments. Mater. Sci. Eng. A 2014, 603, 150–159. [Google Scholar] [CrossRef]
- Hwang, Y.; Tzou, G. Analytical and Experimental Study on Asymmetrical Sheet Rolling. Int. J. Mech. Sci. 1997, 39, 289–303. [Google Scholar] [CrossRef]
- Nikolaev, V.A.; Vasilyev, A.A. Analysis of strip asymmetrical cold rolling parameters. Metall. Min. Ind. 2010, 2, 405–412. [Google Scholar]
- Kasai, D.; Komori, A.; Ishii, A.; Yamada, K.; Ogawa, S. Strip Warpage Behavior and Mechanism in Single Roll Driven Rolling. ISIJ Int. 2016, 56, 1815–1824. [Google Scholar] [CrossRef] [Green Version]
- Polkowski, W. Differential Speed Rolling: A New Method for a Fabrication of Metallic Sheets with Enhanced Mechanical Properties. In Progress in Metallic Alloys; INTECH: London, UK, 2016. [Google Scholar]
- Pesin, A.; Pustovoytov, D.; Sverdlik, M. Influence of Different Asymmetric Rolling Processes on Shear Strain. Int. J. Chem. Nucl. Metall. Mater. Eng. 2014, 8, 422–424. [Google Scholar]
- Ko, Y.G.; Hamad, K. Structural features and mechanical properties of AZ31 Mg alloy warm-deformed by differential speed rolling. J. Alloys Compd. 2018, 744, 96–103. [Google Scholar] [CrossRef]
- Liu, J.; Kawalla, R. Influence of asymmetric hot rolling on microstructure and rolling force with austenitic steel. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2012, 22, s504–s511. [Google Scholar] [CrossRef]
- Richelsen, A.B. Elastic—Plastic analysis of the stress and strain distributions in asymmetric rolling. Int. J. Mech. Sci. 1997, 39, 1199–1211. [Google Scholar] [CrossRef]
- Bakshi, S.D.; Leiro, A.; Prakash, B.; Bhadeshia, H. Dry rolling/sliding wear of nanostructured bainite. Wear 2014, 316, 70–78. [Google Scholar] [CrossRef] [Green Version]
- Dyja, H.; Korczak, P.; Pilarczyk, J.W.; Grzybowski, J. Theoretical and experimental analysis of plates asymmetric rolling. J. Mater. Process. Technol. 1994, 45, 167–172. [Google Scholar] [CrossRef]
- Alexa, V.; Raţiu, S.; Kiss, I. Metal rolling-Asymmetrical rolling process. In Proceedings of the IOP Conference Series, Materials Science and Engineering, Jinan, China, 30–31 August 2016. [Google Scholar]
- Zhang, S.H.; Zhao, D.W.; Gao, C.R.; Wang, G.D. Analysis of asymmetrical sheet rolling by slab method. Int. J. Mech. Sci. 2012, 65, 168–176. [Google Scholar] [CrossRef]
- Gudur, P.P.; Salunkhe, M.A.; Dixit, U.S. A theoretical study on the application of asymmetric rolling for the estimation of friction. Int. J. Mech. Sci. 2008, 50, 315–327. [Google Scholar] [CrossRef]
- Wei, G.; Pang, Y.H.; Liu, C.R.; Yu, H.F.; Bin, L.U.; Zhang, M.M. Effect of Asymmetric Friction on Front End Curvature in Plate and Sheet Rolling Process. J. Iron Steel Res. Int. 2010, 17, 22–26. [Google Scholar]
- Philipp, M.; Schwenzfeier, W.; Fischer, F.D.; Wödlinger, R.; Fischer, C. Front end bending in plate rolling influenced by circumferential speed mismatch and geometry. J. Mater. Process. Technol. 2007, 184, 224–232. [Google Scholar] [CrossRef]
- Anders, D.; Münker, T.; Artel, J.; Weinberg, K. A dimensional analysis of front-end bending in plate rolling applications. J. Mater. Process. Technol. 2012, 212, 1387–1398. [Google Scholar] [CrossRef]
- Aljabri, A.; Jiang, Z.Y.; Wei, D.B. Analysis of thin strip profile during asymmetrical cold rolling with roll crossing and shifting mill. Adv. Mater. Res. 2014, 894, 212–216. [Google Scholar]
- Liu, X.; Liu, X.H.; Song, M.; Sun, X.K.; Liu, L.Z. Theoretical analysis of minimum metal foil thickness achievable by asymmetric rolling with fixed identical roll diameters. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2016, 26, 501–507. [Google Scholar] [CrossRef]
- Sidor, J.; Miroux, A.; Petrov, R.; Kestens, L. Microstructural and crystallographic aspects of conventional and asymmetric rolling processes. Acta Mater. 2008, 56, 2495–2507. [Google Scholar] [CrossRef]
- Wronski, S.; Bacroix, B. Microstructure evolution and grain refinement in asymmetrically rolled aluminium. Acta Mater. 2014, 76, 404–412. [Google Scholar] [CrossRef]
- Hu, H. Texture of metals. Text. Stress Microstruct. 1974, 1, 233–258. [Google Scholar] [CrossRef] [Green Version]
- Kang, S.B.; Min, B.K.; Kim, H.W.; Wilkinson, D.S.; Kang, J. Effect of asymmetric rolling on the texture and mechanical properties of AA6111-aluminum sheet. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 3141–3149. [Google Scholar] [CrossRef]
- Han, J.H.; Suh, J.Y.; Oh, K.H.; Lee, J.C. Effects of the deformation history and the initial textures on the texture evolution in an al alloy strip during the shear deforming process. Acta Mater. 2004, 52, 4907–4918. [Google Scholar] [CrossRef]
- Goli, F.; Jamaati, R. Asymmetric cross rolling (ACR): A novel technique for enhancement of Goss/Brass texture ratio in Al-Cu-Mg alloy. Mater. Charact. 2018, 142, 352–364. [Google Scholar] [CrossRef]
- Kim, K.H.; Lee, D.N.; Choi, C.H. The deformation textures and Lankford values of asymmetrically rolled aluminum alloy sheets. In Proceedings of the ICOTOM, Montreal, QC, Canada, 9–13 August 1999; Volume 12, pp. 267–272. [Google Scholar]
- Cheon, B.H.; Kim, H.W.; Lee, J.C. Asymmetric rolling of strip-cast Al-5.5Mg-0.3Cu alloy sheet: Effects on the formability and mechanical properties. Mater. Sci. Eng. A 2011, 528, 5223–5227. [Google Scholar] [CrossRef]
- Jin, H.; Lloyd, D.J. The reduction of planar anisotropy by texture modification through asymmetric rolling and annealing in AA5754. Mater. Sci. Eng. A 2005, 399, 358–367. [Google Scholar] [CrossRef]
- Lee, J.K.; Lee, D.N. Texture control and grain refinement of AA1050 Al alloy sheets by asymmetric rolling. Int. J. Mech. Sci. 2008, 50, 869–887. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Mn | Fe | Si | Cr | Al |
|---|---|---|---|---|---|
| 2.43 | 0.61 | 0.25 | 0.18 | 0.09 | Bal. |
| Designation | Miller Indices {hkl} <uvw> | Euler Angles (ϕ1, Φ, ϕ2) |
|---|---|---|
| B | {011} <211> | (35°, 45°, 0°) |
| S | {123} <634> | (59°, 34°, 65°) |
| C | {112} <111> | (90°, 35°, 45°) |
| D | {4411} <11118> | (90°, 27°, 45°) |
| H | {001} <110> | (0°, 0°, 45°) |
| E | {111} <110> | (60°, 54.7°, 45°) |
| F | {111} <112> | (90°, 54.7°, 45°) |
| Cube | {001} <100> | (0°, 0°, 0°) |
| G | {110} <001> | (0°, 45°, 0°) |
| R | {124} <211> | (53°, 36°, 60°) |
| P | {011} <112> | (65°,45°, 0°) |
| Q | {013} <231> | (58°, 18°, 0°) |
| Roll Gap Set | ωlower/ωupper | Δr Deformed Condition | Δr Heat-Treated Condition |
|---|---|---|---|
| 4.0 mm | 1.0 | −0.145 ± 0.05 | −0.237 ± 0 |
| 1.5 | −0.197 ± 0.05 | −0.206 ± 0.01 | |
| 2.0 | −0.276 ± 0.02 | −0.169 ± 0.02 | |
| 3.1 mm | 1.0 | −0.134 ± 0.01 | −0.112 ± 0.02 |
| 1.5 | −0.157 ± 0.02 | −0.052 ± 0 | |
| 2.0 | −0.155 ± 0.01 | −0.050 ± 0 |
| Roll gap Set (mm; Factor of Asymmetry) | Measuring Position | Deformed Condition (HB) | Heat-Treated Condition (HB) |
|---|---|---|---|
| 4.0 (1.0) | Top | 86 ± 0.5 | 57 ± 2 |
| Centre | 90 ± 2 | 56 ± 3 | |
| Bottom | 83 ± 1 | 57 ± 2 | |
| 4.0 (1.5) | Top | 83 ± 0.5 | 57 ± 1 |
| Centre | 88 ± 1 | 57 ± 1 | |
| Bottom | 82 ± 3 | 56 ± 1 | |
| 4.0 (2.0) | Top | 83 ± 1 | 57 ± 0.5 |
| Centre | 88 ± 2 | 56 ± 0.5 | |
| Bottom | 80 ± 3 | 58 ± 1 | |
| 3.1 (1.0) | Top | 84 ± 1 | 56 ± 2 |
| Centre | 92 ± 0.5 | 58 ± 1 | |
| Bottom | 85 ± 2 | 57 ± 0.5 | |
| 3.1 (1.5) | Top | 87 ± 2 | 58 ± 3 |
| Centre | 92 ± 1 | 56 ± 1 | |
| Bottom | 86 ± 2 | 58 ± 3 | |
| 3.1 (2.0) | Top | 86 ± 1 | 56 ± 1 |
| Centre | 92 ± 1 | 56 ± 1 | |
| Bottom | 86 ± 0.5 | 56 ± 0.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kraner, J.; Fajfar, P.; Palkowski, H.; Kugler, G.; Godec, M.; Paulin, I. Microstructure and Texture Evolution with Relation to Mechanical Properties of Compared Symmetrically and Asymmetrically Cold Rolled Aluminum Alloy. Metals 2020, 10, 156. https://doi.org/10.3390/met10020156
Kraner J, Fajfar P, Palkowski H, Kugler G, Godec M, Paulin I. Microstructure and Texture Evolution with Relation to Mechanical Properties of Compared Symmetrically and Asymmetrically Cold Rolled Aluminum Alloy. Metals. 2020; 10(2):156. https://doi.org/10.3390/met10020156
Chicago/Turabian StyleKraner, Jakob, Peter Fajfar, Heinz Palkowski, Goran Kugler, Matjaž Godec, and Irena Paulin. 2020. "Microstructure and Texture Evolution with Relation to Mechanical Properties of Compared Symmetrically and Asymmetrically Cold Rolled Aluminum Alloy" Metals 10, no. 2: 156. https://doi.org/10.3390/met10020156