
Research of the Process of Purification of Sulfate Zinc Solution from Iron Ions Using Anodic Oxidation

 ,
,  ,
,
Abstract
:1. Introduction
- -
- long duration of the oxidation process;
- -
- the use of relatively expensive oxidizers;
- -
- loss of non-ferrous metals with cakes and the need for their processing;
- -
- multi-stage cleaning processes.
2. Materials and Methods
| 17 |
| 6 |
| 13.2 |
| 0.94 |
| 10–50 |
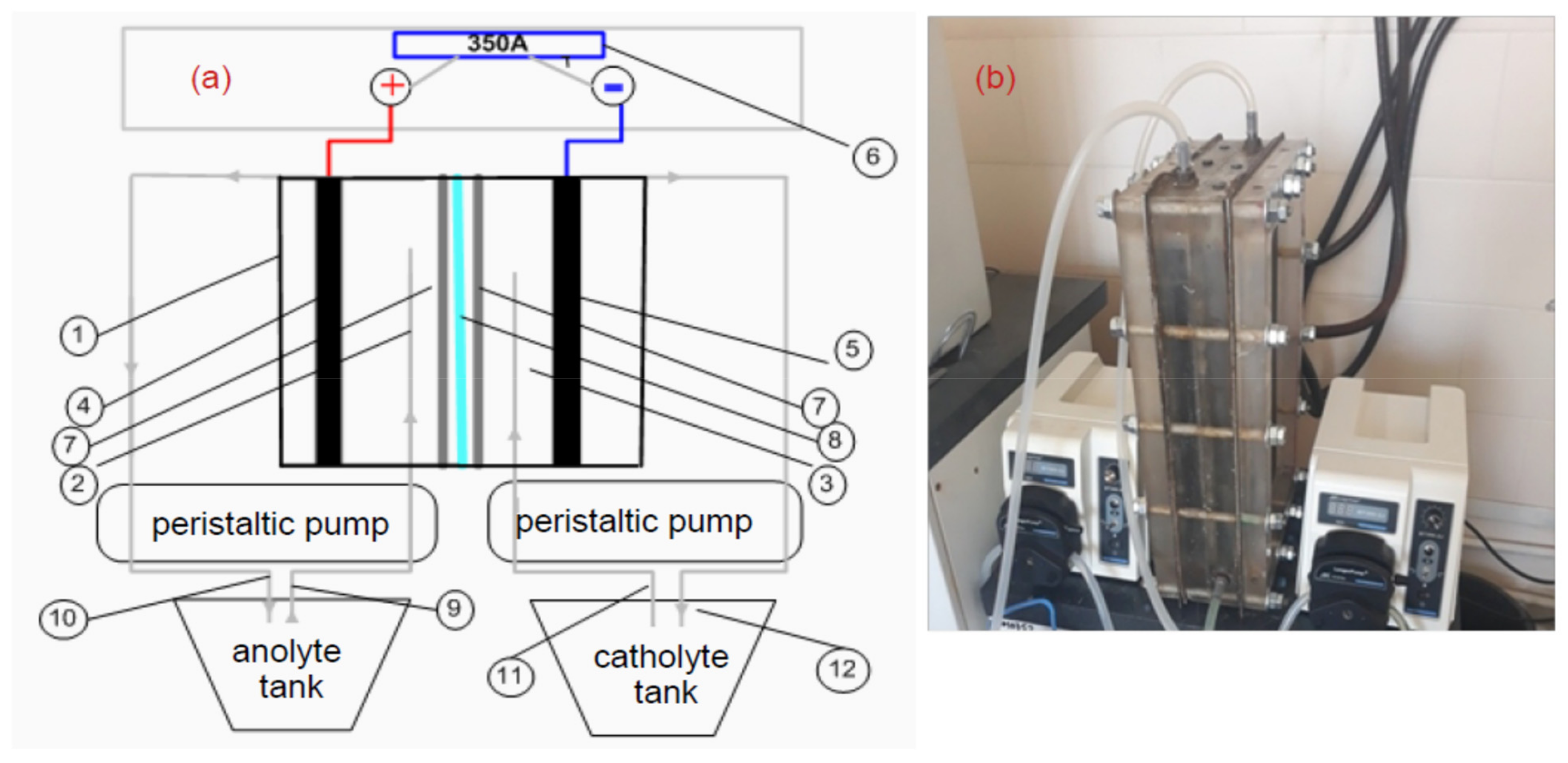
The Course of the Experiment
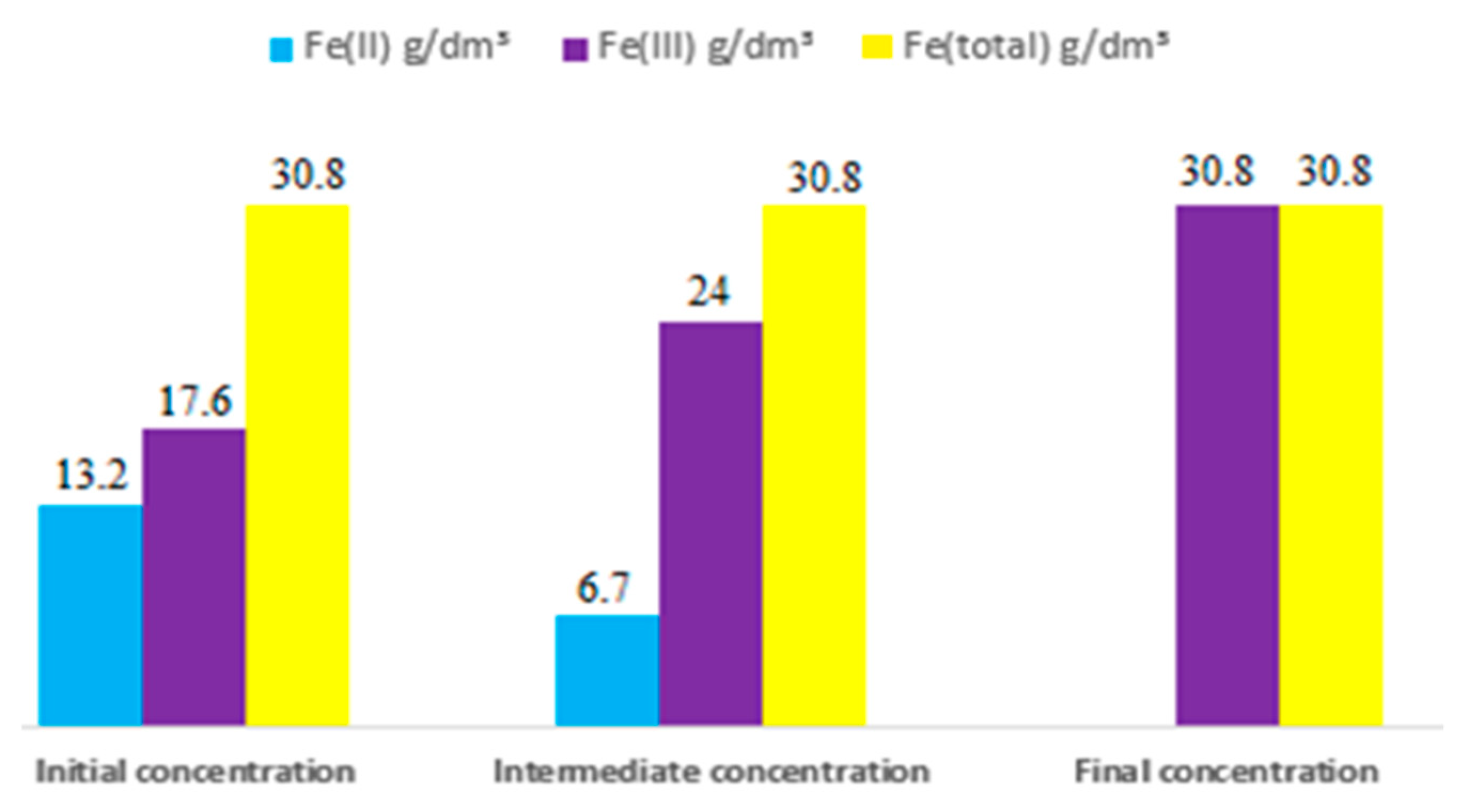
3. Results
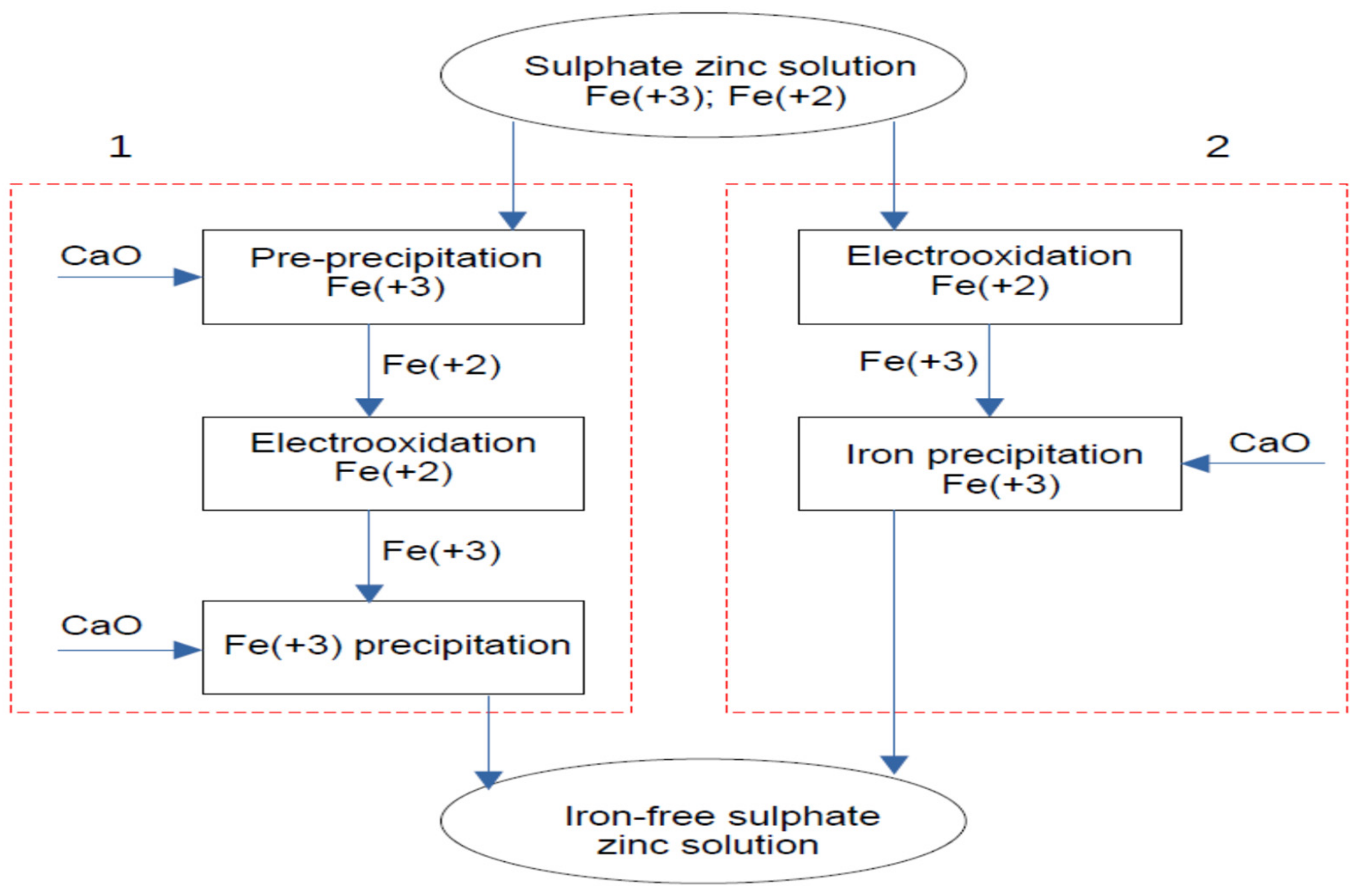
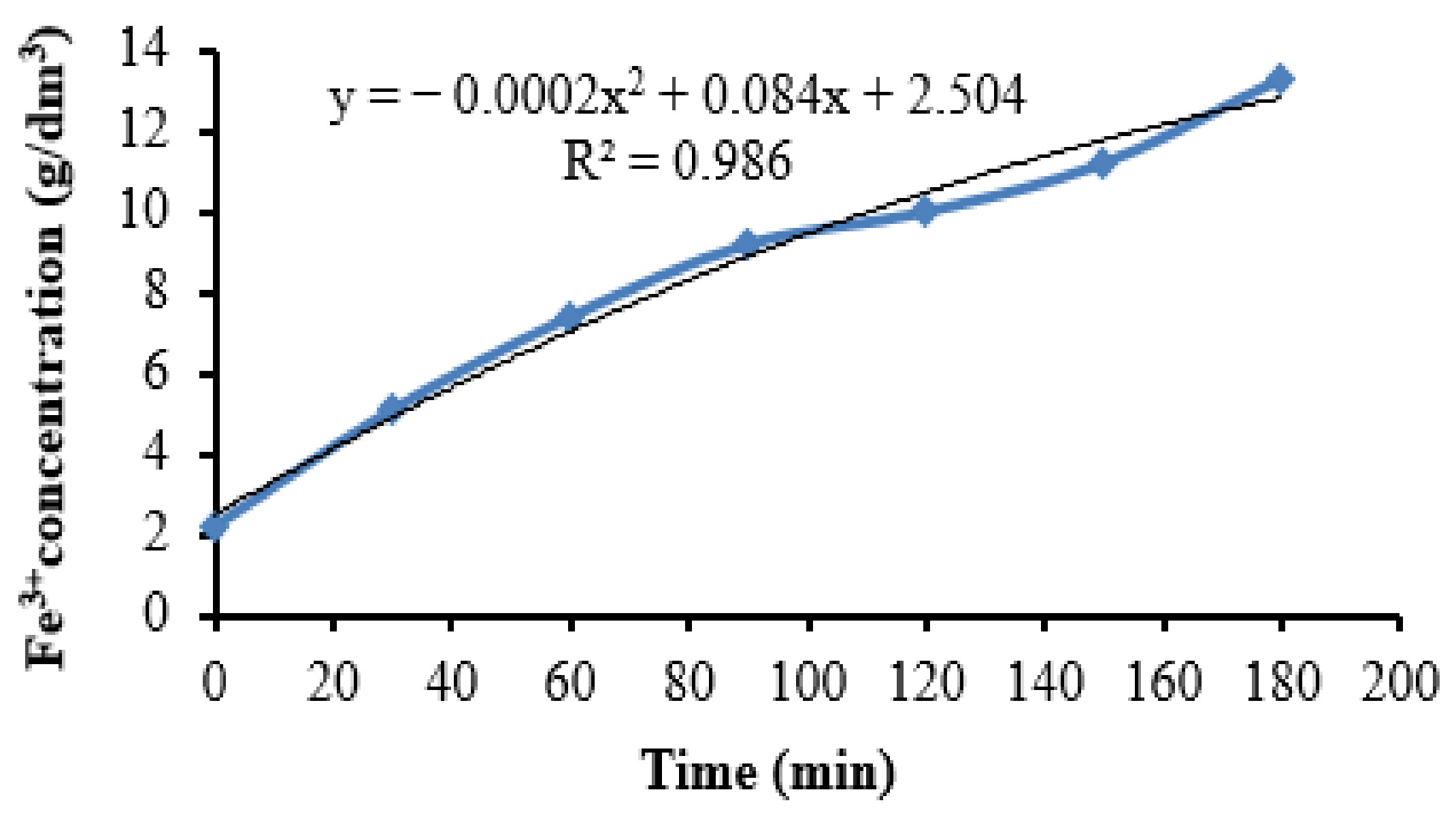
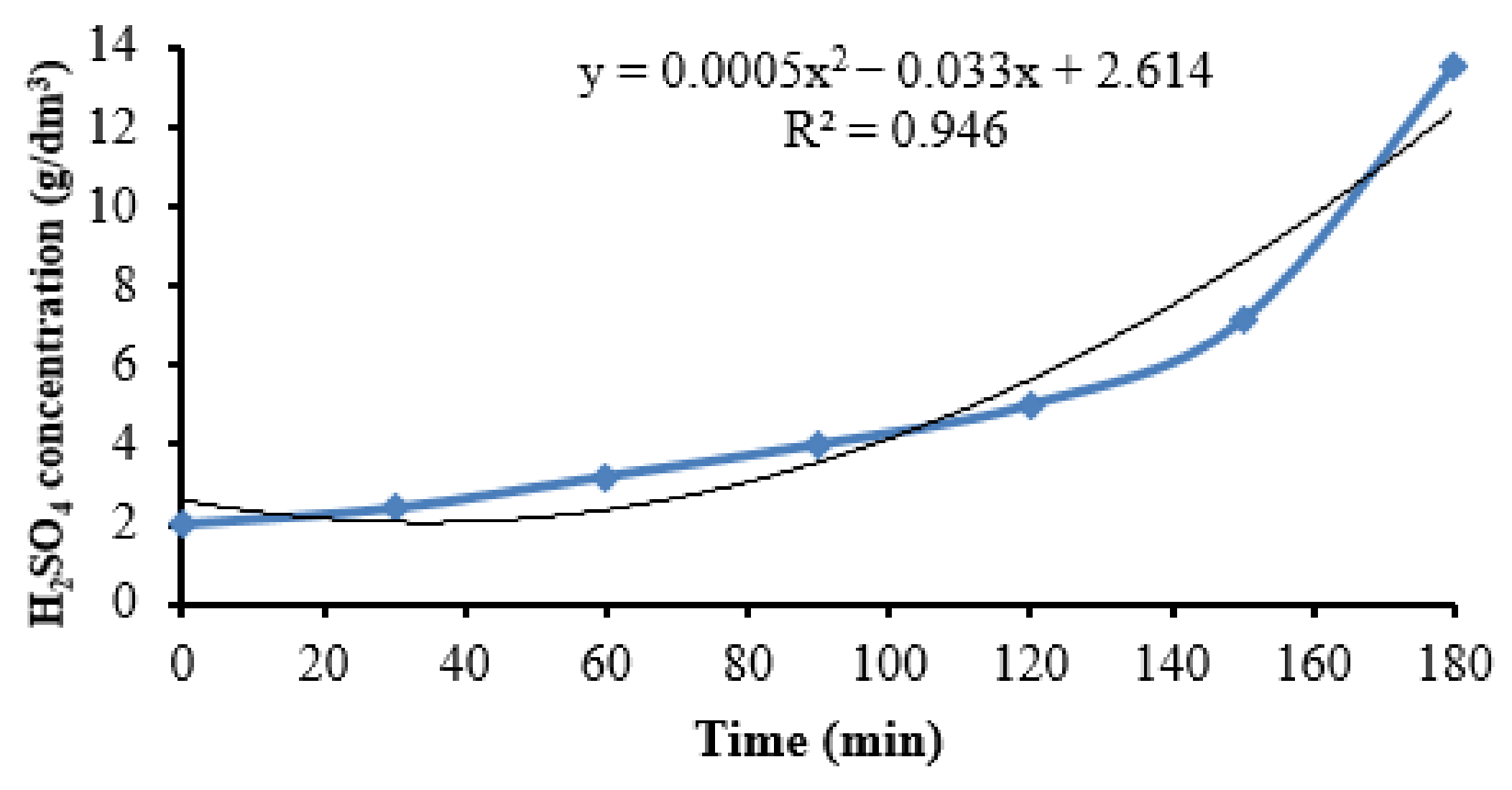
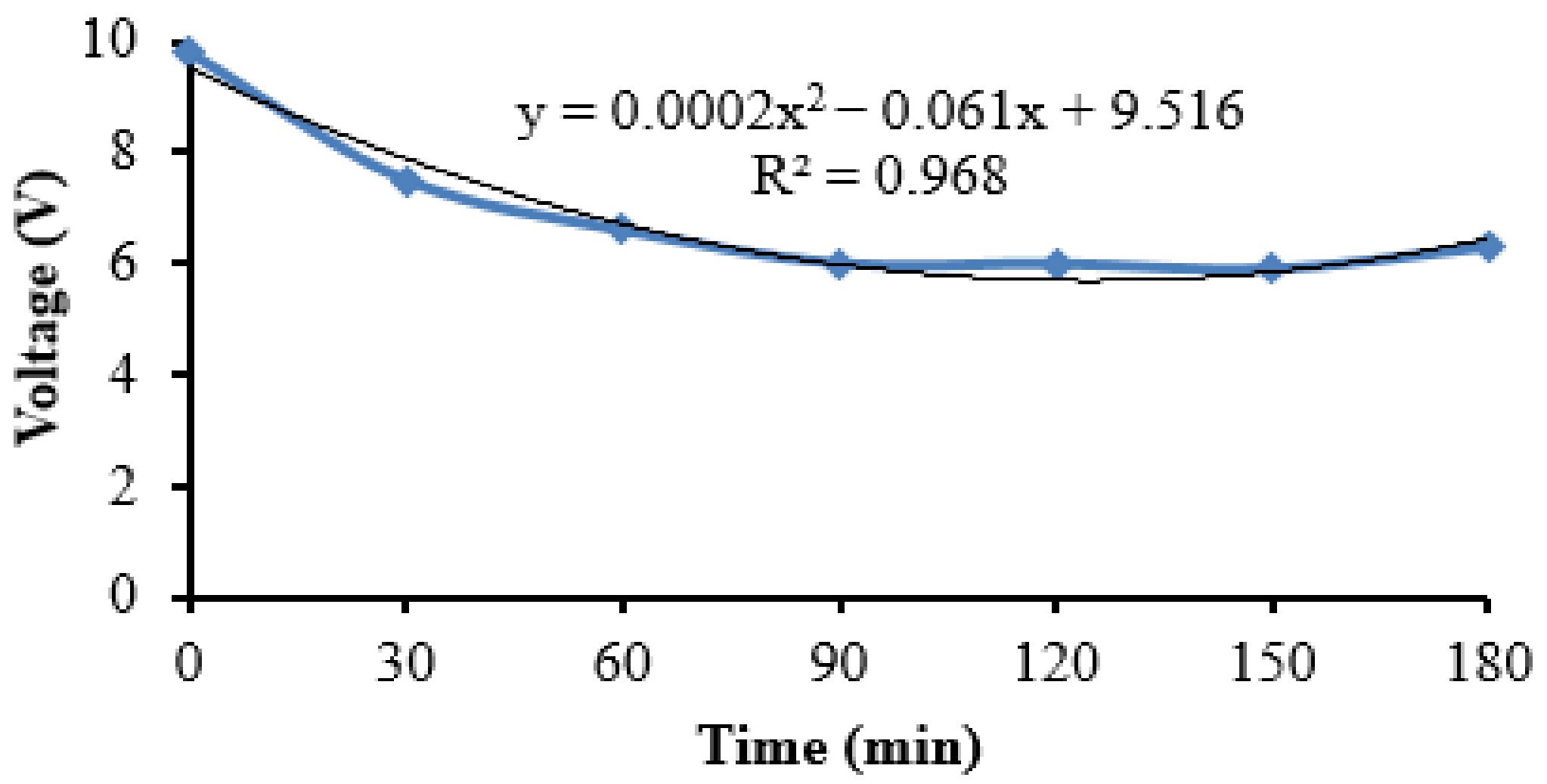
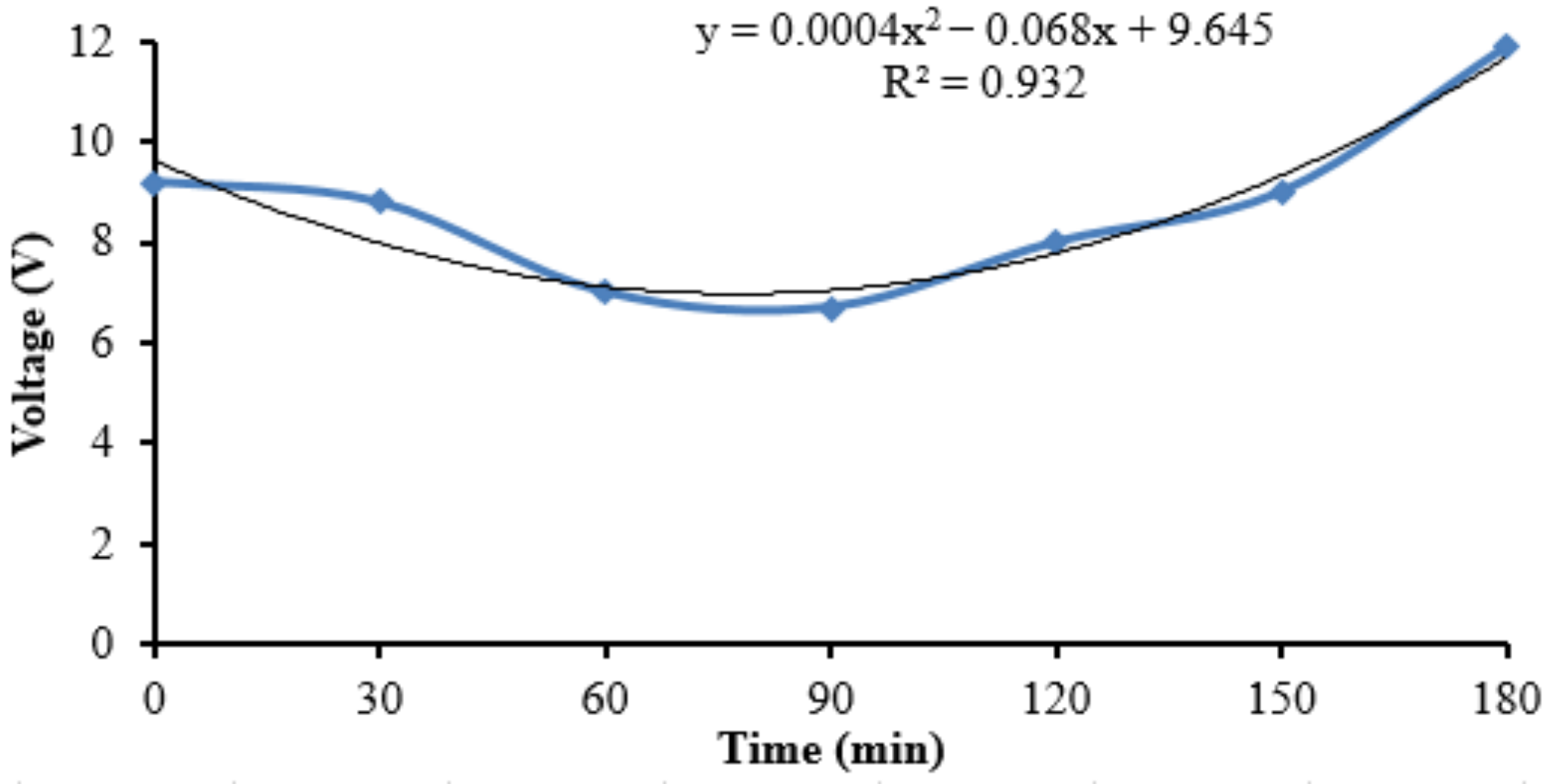
3.1. Stage 1 of the Experiment
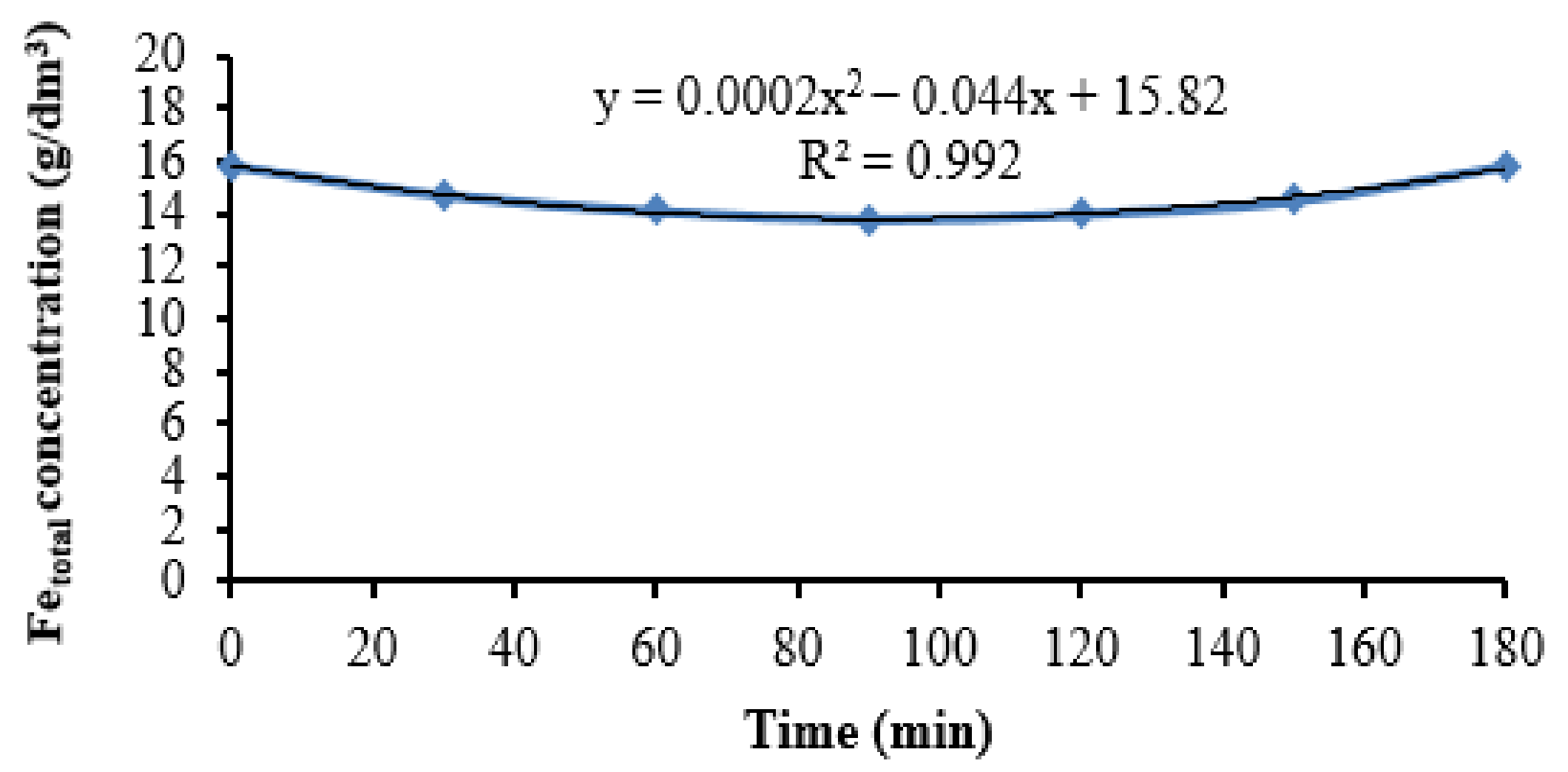
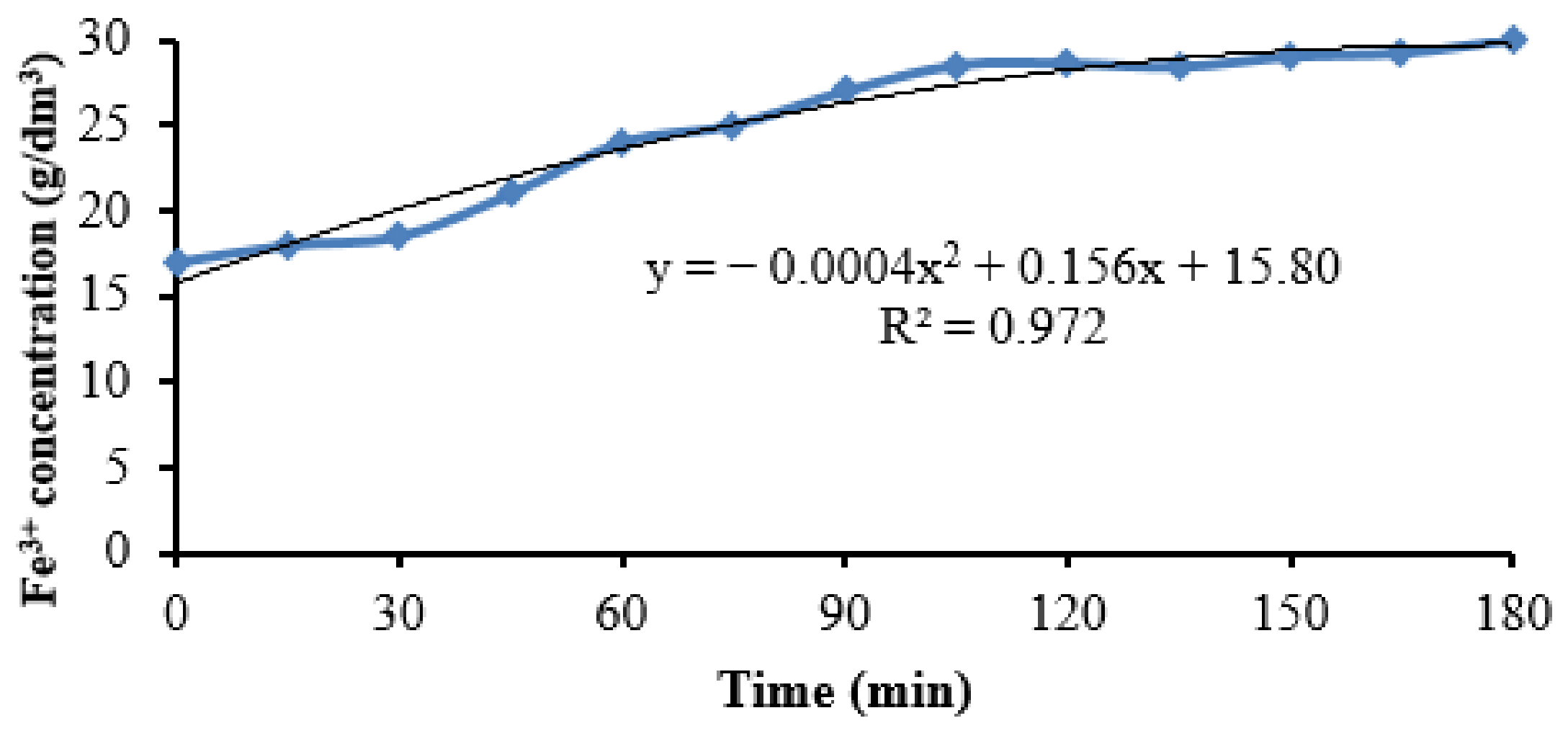
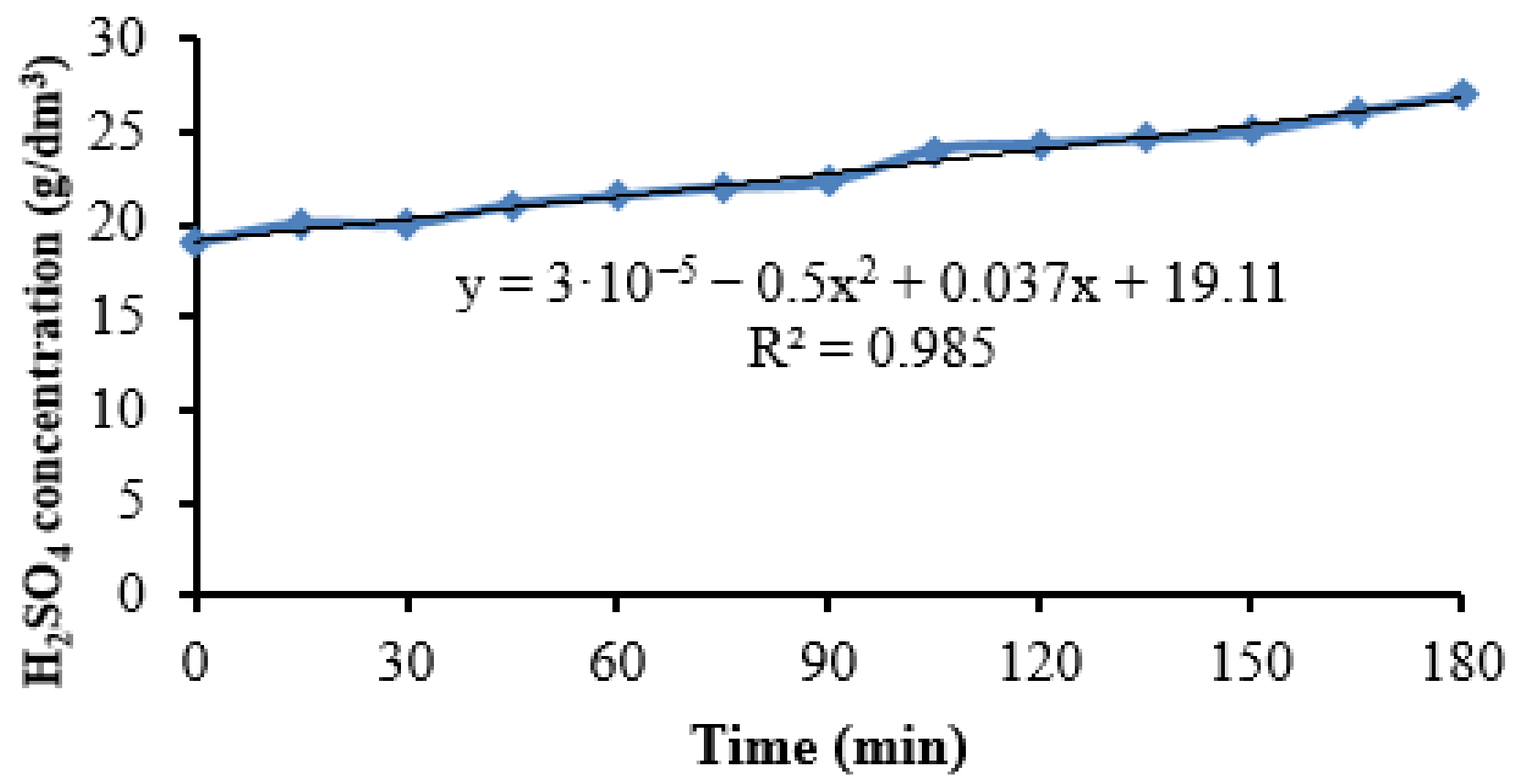
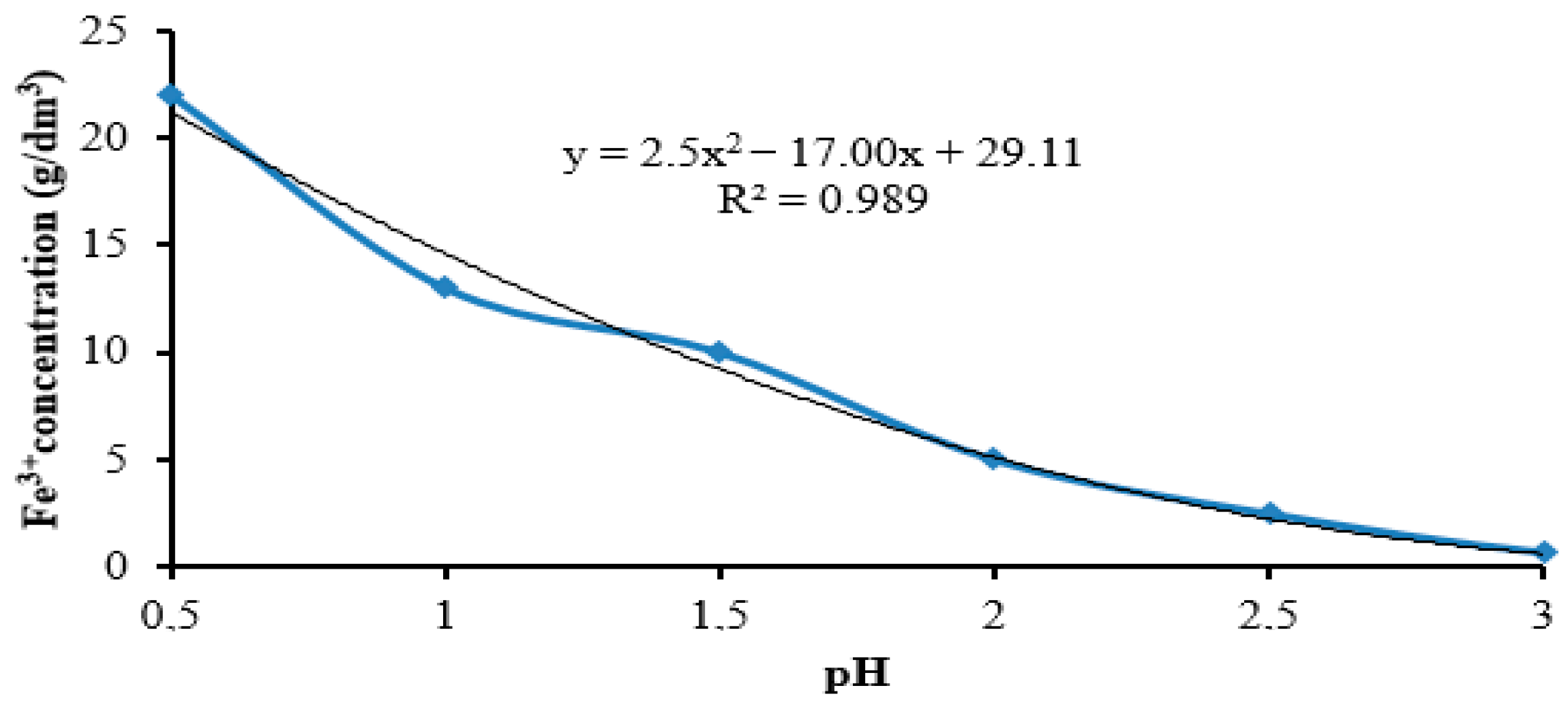
3.2. Stage 2 of the Experiment
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Seksenova, N.; Bykov, R.; Mamyachenkov, S.; Daumova, G.; Kozhakanova, M. Optimization of Conditions for Processing of Lead–Zinc Ores Enrichment Tailings of East Kazakhstan. Metals 2021, 11, 1802. [Google Scholar] [CrossRef]
- Li, Y.; Liu, H.; Peng, B.; Min, X.; Hu, M.; Peng, N.; Lei, J. Study on separating of zinc and iron from zinc leaching residues by roasting with ammonium sulphate. Hydrometallurgy 2015, 158, 42–48. [Google Scholar] [CrossRef]
- Grudinsky, P.; Pankratov, D.; Kovalev, D.; Grigoreva, D.; Dyubanov, V. Comprehensive Study on the Mechanism of Sulfating Roasting of Zinc Plant Residue with Iron Sulfates. Materials 2021, 14, 5020. [Google Scholar] [CrossRef] [PubMed]
- Raghavan, R.; Mohanan, P.; Verma, S. Modified zinc sulphate solution purification technique to obtain low levels of cobalt for the zinc electrowinning process. Hydrometallurgy 1999, 51, 187–206. [Google Scholar] [CrossRef]
- Niu, Z.; Li, G.; He, D.; Fu, X.; Sun, W.; Yue, T. Resource-recycling and energy-saving innovation for iron removal in hydrometallurgy: Crystal transformation of ferric hydroxide precipitates by hydrothermal treatment. J. Hazard. Mater. 2021, 416, 125972. [Google Scholar] [CrossRef]
- Hoeber, L.; Steinlechner, S. A comprehensive review of processing strategies for iron precipitation residues from zinc hydrometallurgy. Clean. Eng. Technol. 2021, 4, 100214. [Google Scholar] [CrossRef]
- Fu, X.; Niu, Z.; Lin, M.; Gao, Y.; Sun, W.; Yue, T. Strengthened Oxygen Oxidation of Ferrous Ions by a Homemade Venturi Jet Microbubble Generator towards Iron Removal in Hydrometallurgy. Minerals 2021, 11, 1342. [Google Scholar] [CrossRef]
- Lahtinen, M.; Lehtinen, L.; Takala, H.A. Method for Precipitating Iron from a Zinc Sulphate Solution as Hematite. Patent EP1453985B1, 13 November 2007. Available online: https://patents.google.com/patent/EP1453985B1/ja (accessed on 18 May 2010).
- Claassen, J.O.; Sandenbergh, R.F. Particle growth parameters in the precipitation of metastable iron phases from zinc-rich solutions. Hydrometallurgy 2006, 84, 165–174. [Google Scholar] [CrossRef]
- Loan, M.; Parkinson, G.; Newman, M.; Farrow, J. Iron oxy-hydroxide crystallization in a hydrometallurgical residue. J. Cryst. Growth 2002, 235, 482–488. [Google Scholar] [CrossRef]
- Onalbayeva, Z.S.; Kulenova, N.A.; Mamyachenkov, S.V.; Anisimova, O.S. Problems of purification of sulfate zinc solutions with high iron content // Proceedings of the XII “Metallurgy of non-ferrous, rare and noble metals” within the framework of the X International Congress “Non-ferrous metals and minerals-2018”. Krasnoyarsk 2018, 1329–1332. (In Russian) [Google Scholar]
- Karimov, K.; Kritskii, A.; Naboichenko, S.; Kolmachikhina, O.; Rogozhnikov, D. Autoclave Precipitation of Iron From Zinc Sulfate Solutions. KnE Mater. Sci. 2017, 2, 76–82. [Google Scholar] [CrossRef]
- Qin, S.-C.; Jiang, K.-X.; Wang, H.-B.; Zhang, B.-S.; Wang, Y.-F.; Zhang, X.-D. Research on Behavior of Iron in the Zinc Sulfide Pressure Leaching Process. Minerals 2020, 10, 224. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Jiang, K.; Ma, H. The Behavior of Zinc and Iron in Neutralized Residue During Pressure Leaching. Min. Metall. Explor. 2022, 39, 847–854. [Google Scholar] [CrossRef]
- Soltani, F.; Darabi, H.; Aram, R.; Ghadiri, M. Leaching and solvent extraction purification of zinc from Mehdiabad complex oxide ore. Sci. Rep. 2021, 11, 1566. [Google Scholar] [CrossRef]
- Yan, H.; Chai, L.; Peng, B.; Li, M.; Peng, N.; Hou, D. A novel method to recover zinc and iron from zinc leaching residue. Miner. Eng. 2014, 55, 103–110. [Google Scholar] [CrossRef]
- Bisang, J.M. Theoretical and Experimental Studies of the Dynamic Behaviour of Plug Flow Electrochemical Reactors for a Step Change in Flow Rate. J. Appl. Electrochem. 2001, 31, 403–409. [Google Scholar] [CrossRef]
- Bisang, J.M. Dynamic behaviour of electrochemical reactors for a step change in the inlet concentration under galvanostatic or potentiostatic control. J. Appl. Electrochem. 1998, 28, 1035–1040. [Google Scholar] [CrossRef]
- Gao, R.; Benetton, X.D.; Varia, J.; Mees, B.; Du Laing, G.; Rabaey, K. Membrane electrolysis for separation of cobalt from terephthalic acid industrial wastewater. Hydrometallurgy 2020, 191, 105216. [Google Scholar] [CrossRef]
- Abou-Shady, A.; Peng, C.; Almeria, O.J.; Xu, H. Effect of pH on separation of Pb (II) and NO3− from aqueous solutions using electrodialysis. Desalination 2012, 285, 46–53. [Google Scholar] [CrossRef]
- Banasiak, L.J.; Schäfer, A.I. Removal of boron, fluoride and nitrate by electrodialysis in the presence of organic matter. J. Membr. Sci. 2009, 334, 101–109. [Google Scholar] [CrossRef] [Green Version]
- Klahr, B.; Gimenez, S.; Fabregat-Santiago, F.; Bisquert, J.; Hamann, T.W. Electrochemical and photoelectrochemical investigation of water oxidation with hematite electrodes. Energy Environ. Sci. 2012, 5, 7626. [Google Scholar] [CrossRef]
- Fomchenko, N.V.; Muravyov, M.I. Effect of sulfide mineral content in copper-zinc concentrates on the rate of leaching of non-ferrous metals by biogenic ferric iron. Hydrometallurgy 2019, 185, 82–87. [Google Scholar] [CrossRef]
- Liu, F.; Liu, Z.; Li, Y.; Wilson, B.P.; Lundström, M. Recovery and separation of gallium(III) and germanium(IV) from zinc refinery residues: Part I: Leaching and iron(III) removal. Hydrometallurgy 2017, 169, 564–570. [Google Scholar] [CrossRef] [Green Version]
- Gueccia, R.; Aguirre, A.R.; Randazzo, S.; Cipollina, A.; Micale, G. Diffusion Dialysis for Separation of Hydrochloric Acid, Iron and Zinc Ions from Highly Concentrated Pickling Solutions. Membranes 2020, 10, 129. [Google Scholar] [CrossRef]
- Zimmekman, P.; Tekinalp, O.; Deng, L.; Forsberg, K.; Wilhelmsen, O.; Burheim, O. Electrodialysis in Hydrometallurgical processes. In Rare Metal Technology 2020; Azimi, G., Forsberg, K., Ouchi, T., Kim, H., Alam, S., Baba, A.A., Eds.; The Minerals, Metals & Materials Series; Springer International Publishing: Cham, Switzerland, 2020; pp. 159–167. ISBN 978-3-030-36757-2. [Google Scholar] [CrossRef]
- Csicsovszki, G.; Kékesi, T.; Török, T.I. Selective recovery of Zn and Fe from spent pickling solutions by the combination of anion exchange and membrane electrowinning techniques. Hydrometallurgy 2005, 77, 19–28. [Google Scholar] [CrossRef]
- Dubrawski, M.; Czaplicka, M.; Mrozowski, J. The application of electrodialysis to the treatment of industrial copper and zinc electrolytes. Desalination Water Treat. 2014, 55, 389–400. [Google Scholar] [CrossRef]
- Badenhorst, W.D.; Rossouw, C.; Cho, H.; Kerres, J.; Bruinsma, D.; Krieg, H. Electrowinning of Iron from Spent Leaching Solutions Using Novel Anion Exchange Membranes. Membranes 2019, 9, 137. [Google Scholar] [CrossRef] [Green Version]
- Arguillarena, A.; Margallo, M.; Irabien, A.; Urtiaga, A. Life cycle assessment of zinc and iron recovery from spent pickling acids by membrane-based solvent extraction and electrowinning. J. Environ. Manag. 2022, 318, 115567. [Google Scholar] [CrossRef]
- Bonchev, P.R.; Panayot, R. Introduction to Analytical Chemistry; Publisher Khimiya: Leningrad, Russia, 1978; p. 496. (In Russian) [Google Scholar]
- Faizulloev, E.F. Processes of Formation of Iron (III) Hydroxocomplexes. Ph.D. Thesis, Tajik National University, Dushanbe, Russia, 2015; p. 132. (In Russian). [Google Scholar]
- GOST 31803-2012; Sulfuric Acid. Methods of Analysis. Publisher Standardinform: Moscow, Russia, 2019. Available online: https://files.stroyinf.ru/Data/530/53030.pdf (accessed on 1 October 2012).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Fe | Cu | Ni | Co | As | Cd | In |
|---|---|---|---|---|---|---|---|---|
| Content, % | 10.19 | 3.57 | 0.243 | 0.0013 | 0.00063 | 0.003301 | 0.0553 | 0.000311 |
| Current Density, A/m2 | Electrolyte Feeding Rate, dm3/min | The Initial Composition of the Electrolyte Fe2+, g/dm3 | Initial pH Value of the Electrolyte | Experiment Duration, min |
|---|---|---|---|---|
| 25 | 60 | 17.208 | 0.5 | 180 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liakyn, L.; Onalbayeva, Z.; Kulenova, N.; Daumova, G.; Mamyachenkov, S.; Anisimova, O. Research of the Process of Purification of Sulfate Zinc Solution from Iron Ions Using Anodic Oxidation. Metals 2023, 13, 88. https://doi.org/10.3390/met13010088
Liakyn L, Onalbayeva Z, Kulenova N, Daumova G, Mamyachenkov S, Anisimova O. Research of the Process of Purification of Sulfate Zinc Solution from Iron Ions Using Anodic Oxidation. Metals. 2023; 13(1):88. https://doi.org/10.3390/met13010088
Chicago/Turabian StyleLiakyn, Lyazat, Zhanar Onalbayeva, Natalya Kulenova, Gulzhan Daumova, Sergey Mamyachenkov, and Olga Anisimova. 2023. "Research of the Process of Purification of Sulfate Zinc Solution from Iron Ions Using Anodic Oxidation" Metals 13, no. 1: 88. https://doi.org/10.3390/met13010088