
Characterization of Al Alloys Injected through Vacuum-Assisted HPDC and Influence of T6 Heat Treatment

 ,
, 
 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
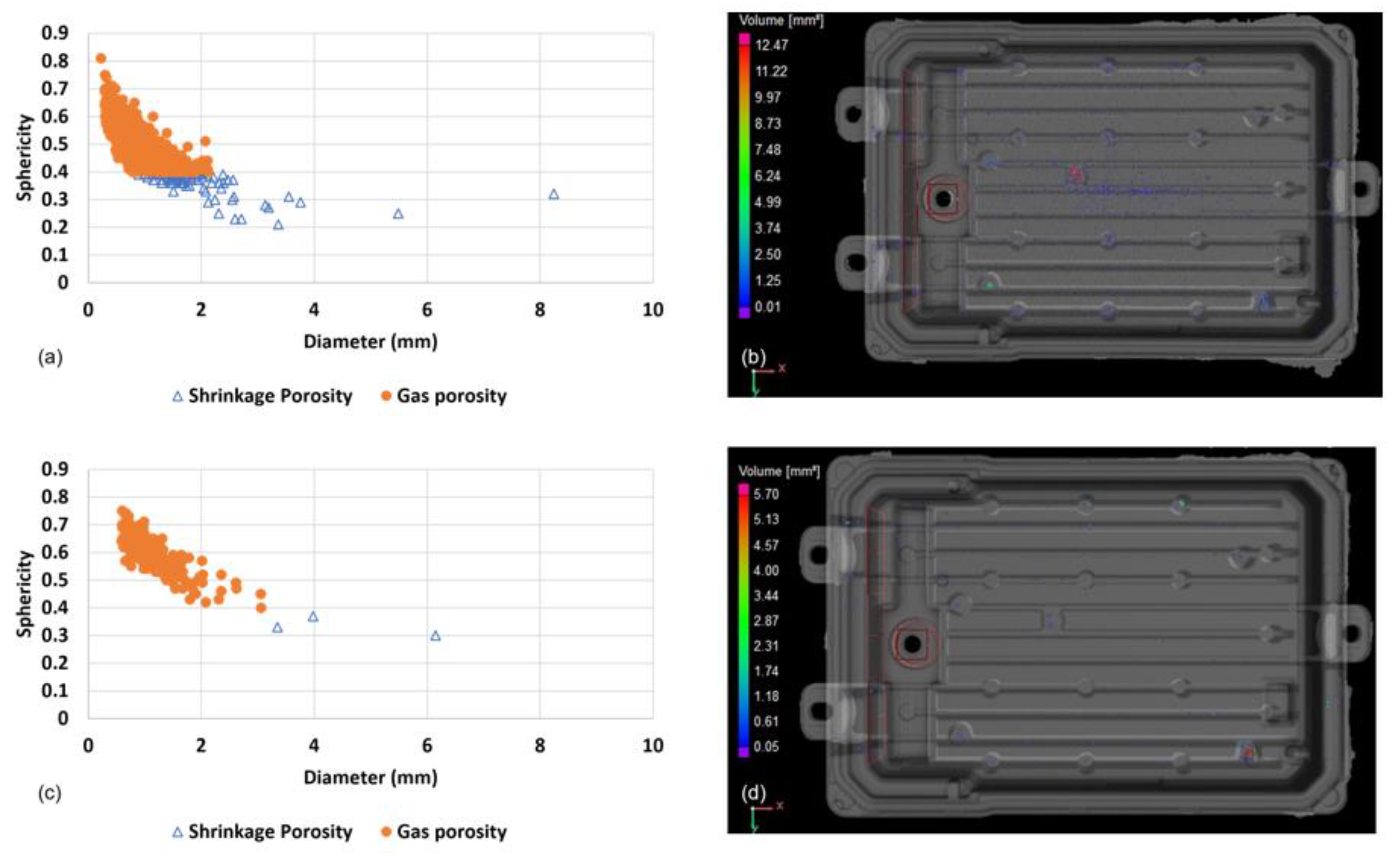
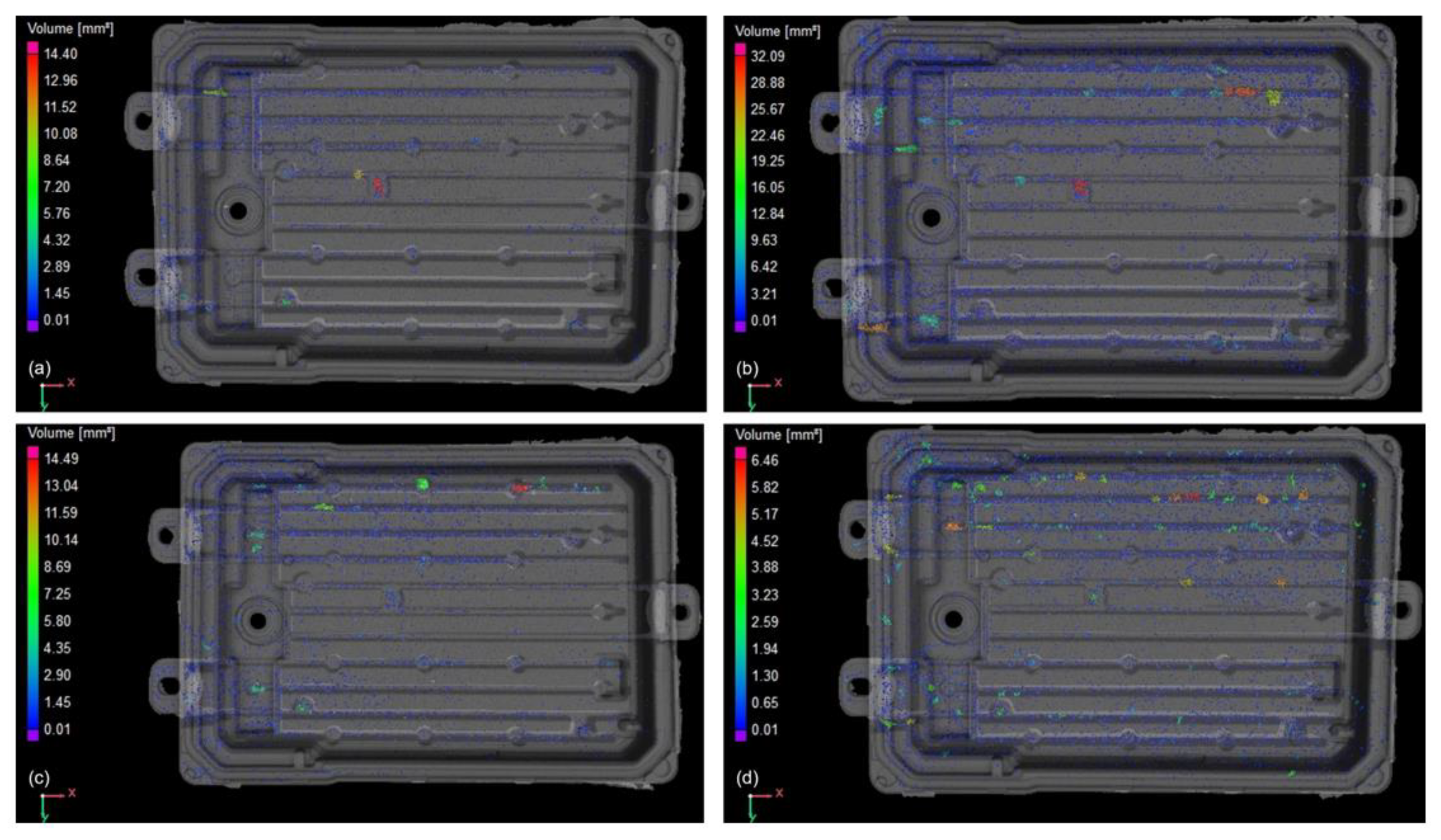
3.1. Three-Dimensional X-ray Computed Tomography
- 64% reduction in AlSi12(Fe) alloy;
- 81% reduction in AlSi10Mg(Fe) alloy;
- 60% reduction in AlSi10MnMg alloy;
- 78% reduction in AlMg4Fe2 alloy.
3.2. Mechanical Properties
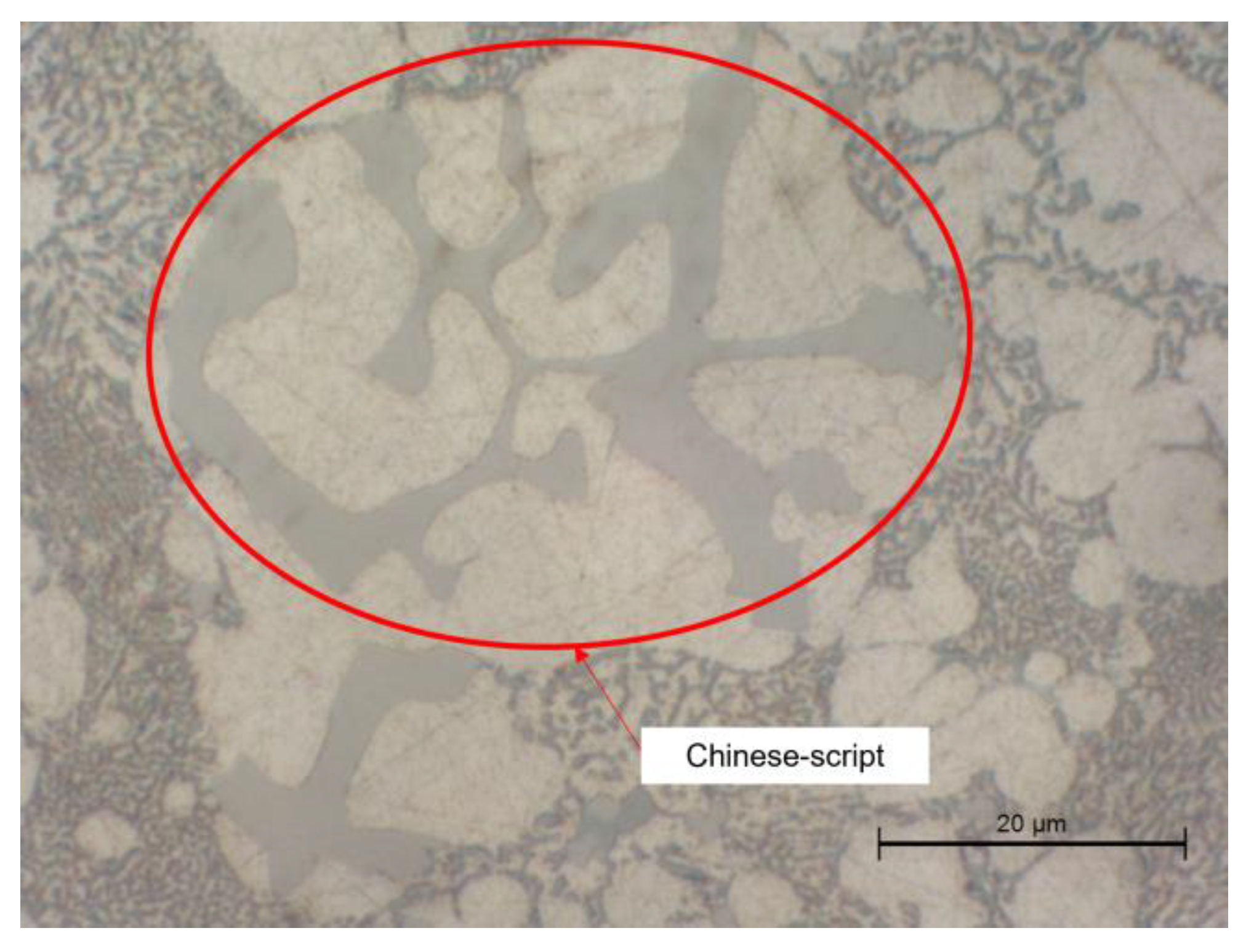
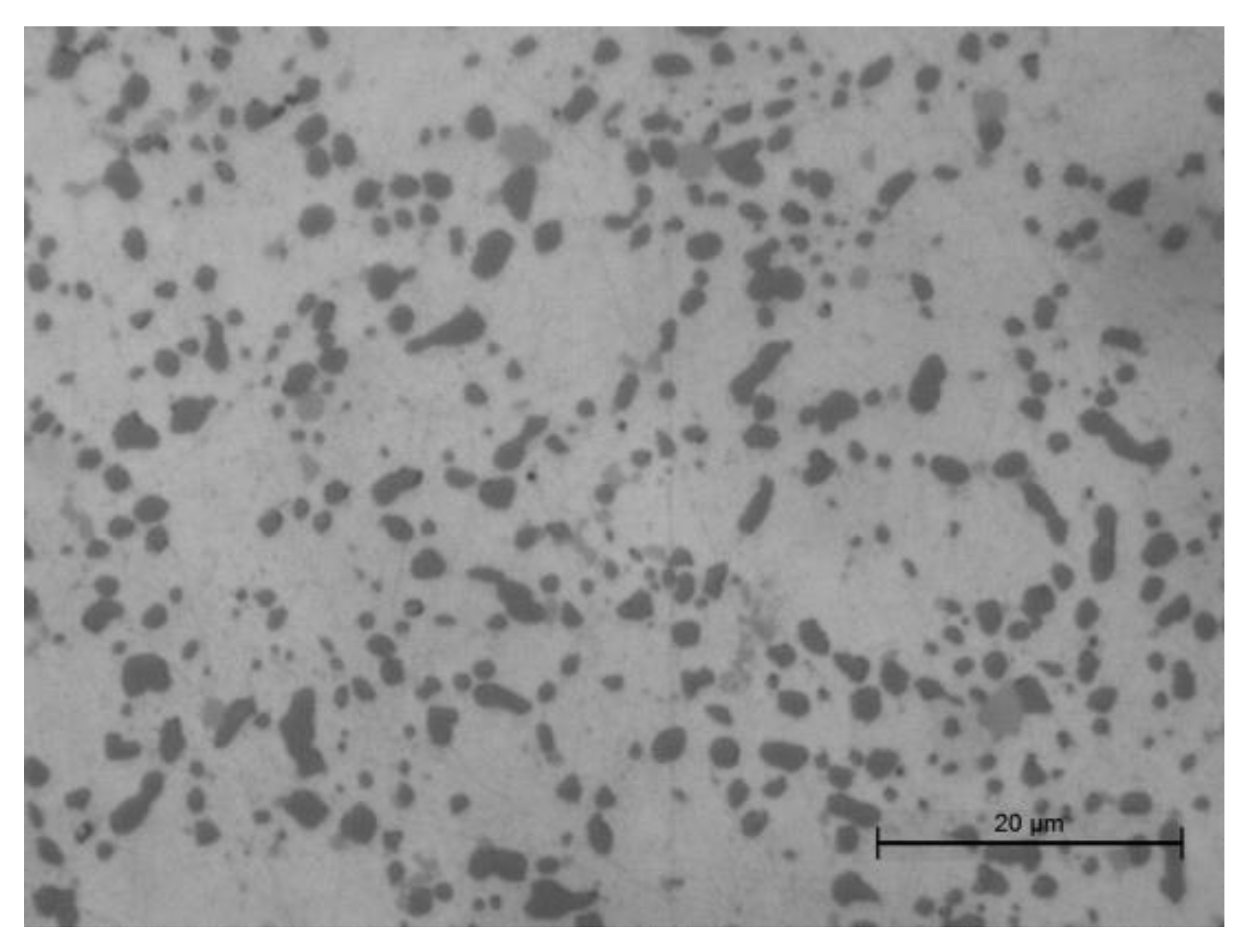
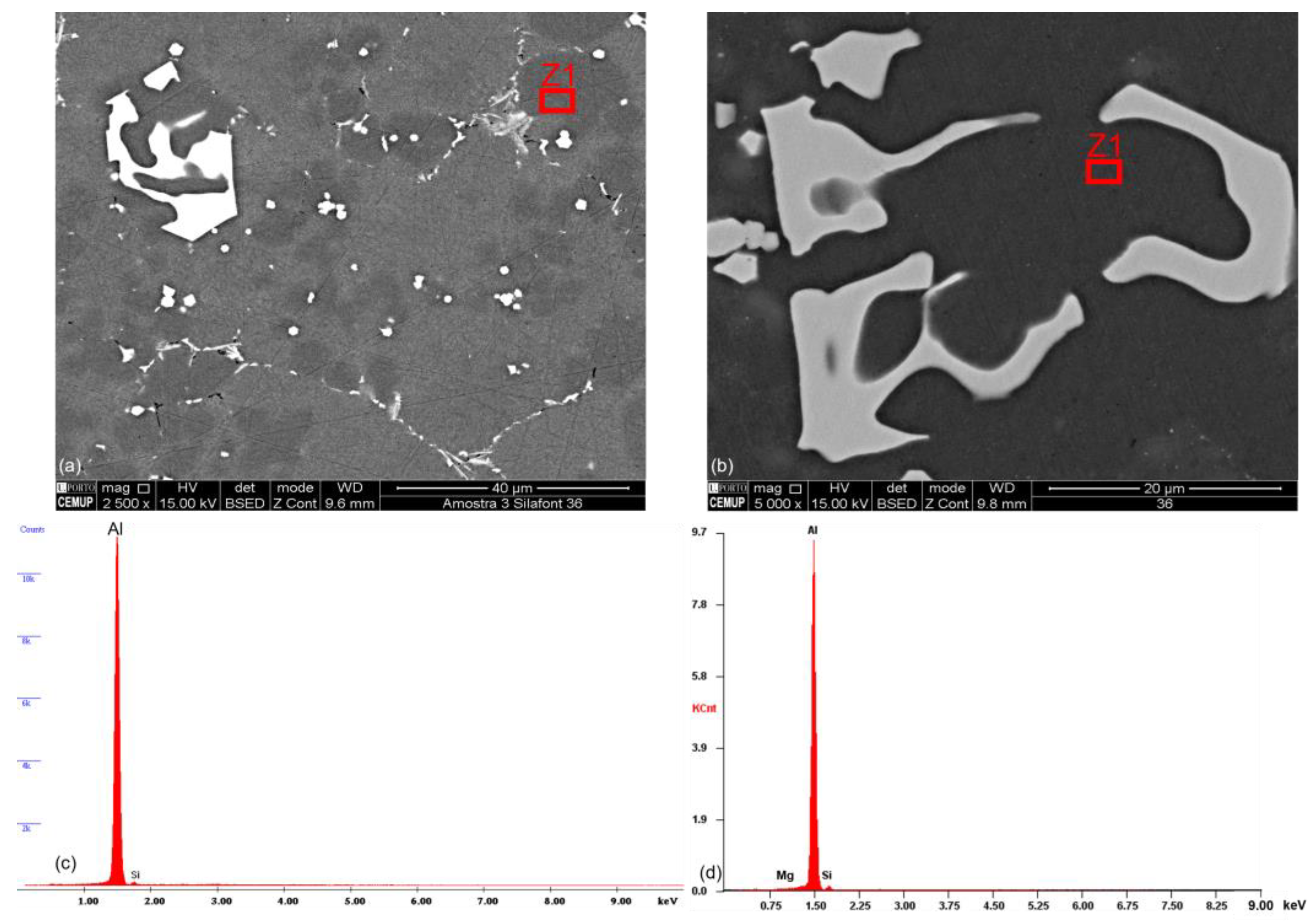
3.3. Microstructures
4. Conclusions
- In the as-cast state, VADC led to a reduction in the quantity and percentage of defects. As the injection parameters and conditions were optimized for the AlSi10MnMg, it is expected that for a vacuum level of 200 mbar, the reduction in defects is around 60%.
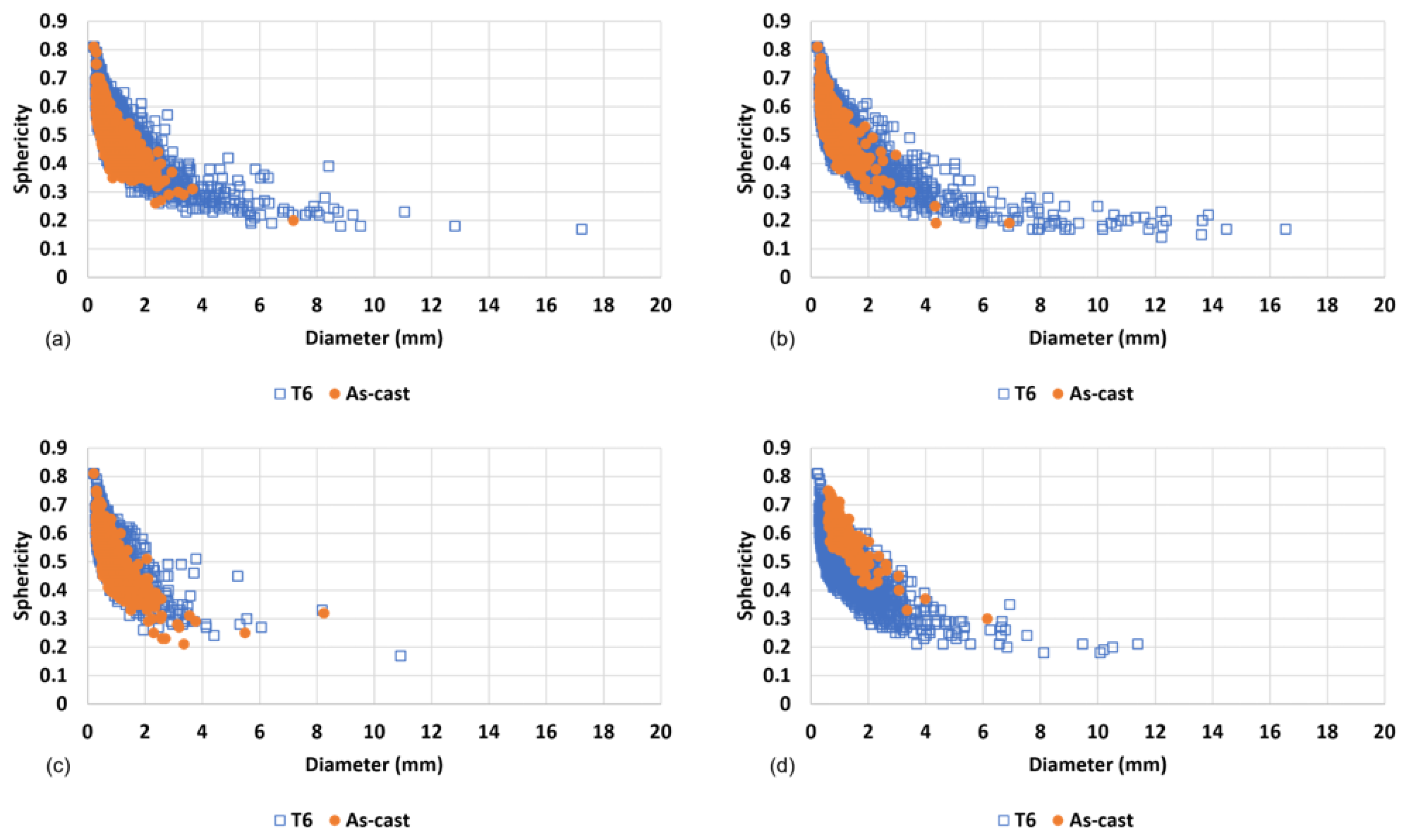
- After the heat treatment, the quantity of gas and shrinkage porosities increased. Small volume defects that were not detected in the as-cast state analysis increased their volume during the solution heat treatment and were detected after the T6 heat treatment. Due to the coalescence phenomenon, there was a distortion of the shape of the gas porosities that led to a decrease in their sphericity and were considered shrinkage porosities.
- Considering the results presented in the literature for vacuum levels close to the one used in this experimental work, a big improvement in the mechanical properties of parts injected with vacuum assistance was not expected. In this work, due to problems related to vacuum generation during the injection, it was not possible to obtain better mechanical properties in the vacuum-injected parts, even if these were small improvements.
- The primary alloys (AlSi10MnMg and AlMg4Fe2) showed better ductility than the secondary alloys (AlSi12(Fe) and AlSi10Mg(Fe)). This was expected due to the needle-like β phase present in larger quantities in secondary alloys. This phase is detrimental to ductility since crack initiation is likely to occur in these needles.
- In the as-cast state, the AlMg4Fe2 alloy presented the highest elongation values. However, the values obtained were 60–70% lower than the standard ones. The worst castability of this alloy and the poor improvement of the injection parameters may explain the values obtained.
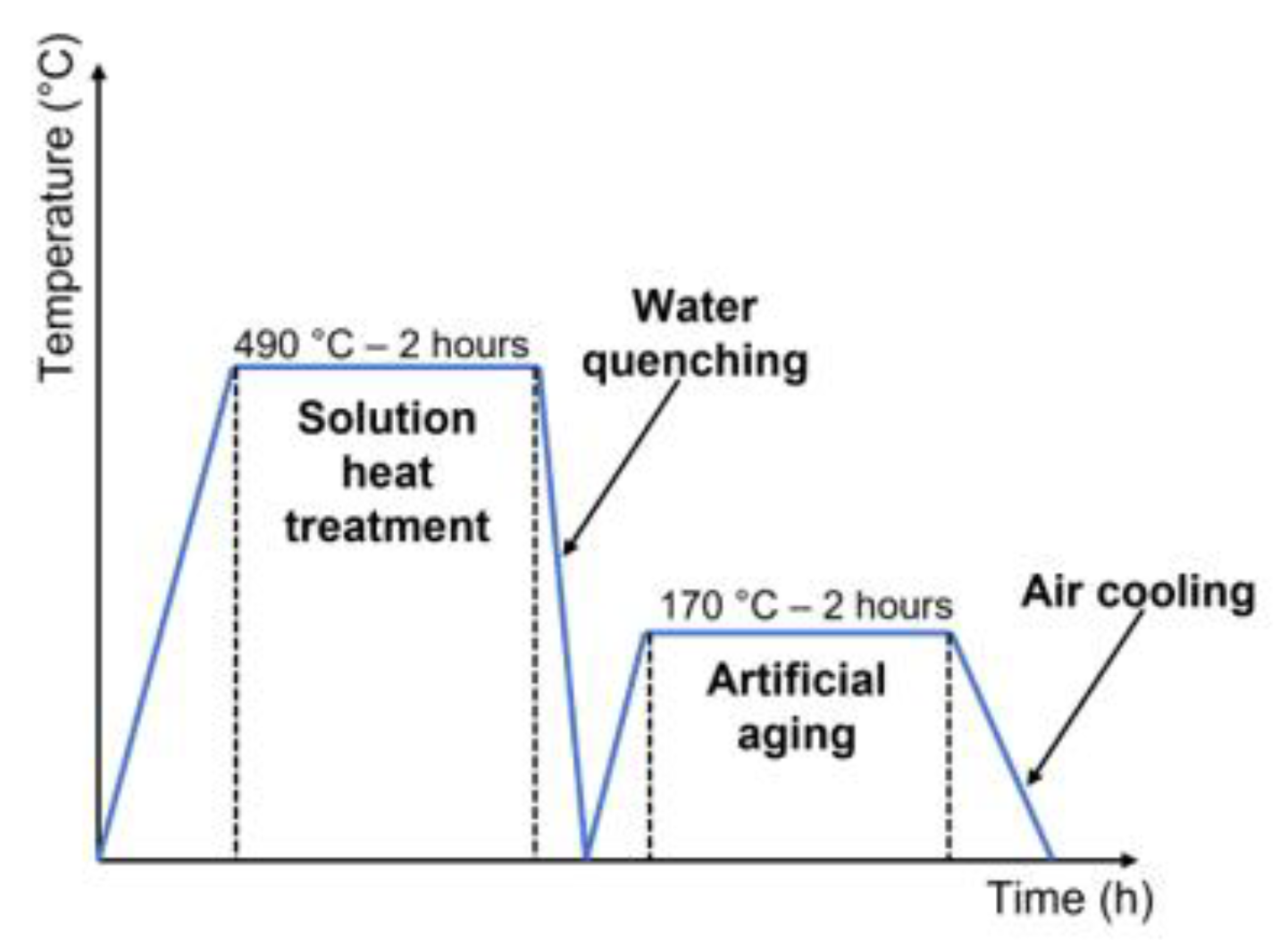
- After the T6 heat treatment, the elongation of AlSi10Mg(Fe) alloy increased by 119% in the vacuum-assisted injected parts and 25% in the conventionally injected parts. Furthermore, the elongation of AlSi10MnMg alloy increased by 21% in the vacuum-assisted injected parts and 50% in the conventionally injected parts. This increase in ductility is justified by the spheroidization of silicon. The YS and UTS of AlSi10Mg(Fe) alloy decreased after the heat treatment as a result of the softening of the material during the solution heat treatment and the insufficient duration of the artificial aging cycle. The YS and UTS of AlSi10MnMg alloy increased after the heat treatment; however, the mechanical properties of the conventionally injected parts were higher than the vacuum-assisted injected parts because the latter had a higher percentage of defects than the conventionally injected parts. This higher quantity of defects leads to a reduction in the specimen’s cross-sectional area and results in lower mechanical properties.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Czerwinski, F. Current Trends in Automotive Lightweighting Strategies and Materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef] [PubMed]
- Aluminium in Cars—Unlocking the Light-Weighting Potential; European Aluminium Association: Woluwe-Saint-Pierre, Belgium, 2013; Available online: https://www.european-aluminium.eu/media/3371/aluminium-in-cars-unlocking-the-lightweighting-potential.pdf (accessed on 13 September 2022).
- Svendsen, A. Aluminum Continues Unprecedented Growth in Automotive Applications. Light Metal Age. Available online: www.lightmetalage.com (accessed on 9 March 2022).
- Luo, A.A.; Sachdev, A.K.; Apelian, D. Alloy development and process innovations for light metals casting. J. Mater. Process. Technol. 2022, 306, 117606. [Google Scholar] [CrossRef]
- Hartlieb, M. Aluminum alloys for structural die casting. Die Cast. Eng. 2013, 57, 40–43. [Google Scholar]
- Casarotto, F.; Franke, A.J.; Franke, R. High-pressure die-cast (HPDC) aluminium alloys for automotive applications. In Advanced Materials in Automotive Engineering; Rowe, J., Ed.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 109–149. [Google Scholar]
- Cinkilic, E.; Ridgeway, C.D.; Yan, X.; Luo, A.A. A formation map of iron-containing intermetallic phases in recycled cast aluminum alloys. Metall. Mater. Trans. A 2019, 50, 5945–5956. [Google Scholar] [CrossRef]
- Nath, J. Aluminum Castings Engineering Guide; ASM International: Materials Park, OH, USA, 2018. [Google Scholar]
- Campbell, J. Perspective Chapter: A Personal Overview of Casting Processes. In Casting Processes and Modelling of Metallic Materials; Abdallah, Z., Ed.; IntechOpen: London, UK, 2021; pp. 1–17. [Google Scholar]
- Jolly, M. Die-Casting (High-Pressure Die-Casting). In Comprehensive Structural Integrity; Milne, I., Ritchie, R.O., Karihaloo, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2003; Volume 1, pp. 413–415. [Google Scholar]
- Anderson, K.; Weritz, J.; Kaufman, J.G. ASM Handbook, Volume 2A: Aluminum Science and Technology; ASM International: Materials Park, OH, USA, 2018. [Google Scholar]
- Kaufman, J.G.; Rooy, E.L. Aluminum Alloy Castings: Properties, Processes, and Applications; ASM International: Materials Park, OH, USA, 2004. [Google Scholar]
- Polmear, I.; StJohn, D.; Nie, J.-F.; Qian, M. High-pressure die casting. In Light Alloys—Metallurgy of the Light Metals, 5th ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 134–139. [Google Scholar]
- Nourian-Avval, A.; Fatemi, A. Characterization and Analysis of Porosities in High Pressure Die Cast Aluminum by Using Metallography, X-Ray Radiography, and Micro-Computed Tomography. Materials 2020, 13, 3068. Available online: https://www.mdpi.com/1996-1944/13/14/3068 (accessed on 16 November 2022). [CrossRef] [PubMed]
- Hansen, F.; Ulbricht, M. Data from inline CT increase quality and efficiency. Cast. Plant Technol. Int. 2022, 3, 50–53. [Google Scholar]
- Committee, A.I.H. ASM Handbook, Volume 15: Casting; ASM International: Materials Park, OH, USA, 2008. [Google Scholar]
- Szalva, P.; Orbulov, I.N. The effect of vacuum on the mechanical properties of die cast aluminum AlSi9Cu3 (Fe) alloy. Int. J. Met. 2019, 13, 853–864. [Google Scholar] [CrossRef]
- Hu, C.; Zhao, H.; Wang, X.; Fu, J. Microstructure and properties of AlSi12Fe alloy high pressure die-castings under different vacuum levels. Vacuum 2020, 180, 109561. [Google Scholar] [CrossRef]
- Dong, X.; Zhu, X.; Ji, S. Effect of super vacuum assisted high pressure die casting on the repeatability of mechanical properties of Al-Si-Mg-Mn die-cast alloys. J. Mater. Process. Technol. 2018, 266, 105–113. [Google Scholar] [CrossRef]
- Kang, H.-J.; Jang, H.-S.; Oh, S.-H.; Yoon, P.-H.; Lee, G.-H.; Park, J.-Y.; Kim, E.-S.; Choi, Y.-S. Effects of solution treatment temperature and time on the porosities and mechanical properties of vacuum die-casted and T6 heat-treated Al–Si–Mg alloy. Vacuum 2021, 193, 110536. [Google Scholar] [CrossRef]
- Alloys, R. Primary Aluminium Alloys for Pressure Die Casting. Rheinfelden Alloys. Available online: https://rheinfelden-alloys.eu/wp-content/uploads/2016/01/05-HB-DG_Ci_Sf_Cm_Td_Ma_RHEINFELDEN-ALLOYS_2015_EN.pdf (accessed on 7 November 2022).
- Alumínio e ligas de alumínio, NP EN1706. 2000. Available online: https://biblioteca.isel.pt/cgi-bin/koha/opac-detail.pl?biblionumber=19990 (accessed on 7 November 2022).
- Alloys, R. Primary Aluminum HPDC Alloys for Structural Casts in Vehicle Construction. Rheinfelden Alloys. Available online: https://pdfslide.tips/documents/primary-aluminum-hpdc-alloys-for-structural-casts-in-rheinfelden-innovative.html?page=1 (accessed on 7 November 2022).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Fe | Mg | Mn | Cu | Zn | Ti | Sr | Al |
|---|---|---|---|---|---|---|---|---|---|
| AlSi12(Fe) | 12.1 | 0.81 | - | 0.40 | 0.25 | 0.10 | 0.03 | - | 86.22 |
| AlSi10Mg(Fe) | 10.6 | 0.88 | 0.2 | 0.09 | 0.14 | 0.05 | 0.04 | - | 87.97 |
| AlSi10MnMg | 11.1 | 0.13 | 0.25 | 0.60 | 0.001 | 0.001 | 0.04 | 0.010 | 87.82 |
| AlMg4Fe2 | 0.10 | 1.50 | 4.90 | 0.01 | 0.01 | 0.01 | 0.01 | - | 93.38 |
| Alloy | Vacuum | Part No. | Number of Defects | Defects Volume (mm³) | Average Defect Volume (mm³) | Defect Volume Ratio (%) |
|---|---|---|---|---|---|---|
| AlSi12(Fe) | Yes | 1 | 78 | 17.33 | 0.222 | 0.010 |
| No | 1 | 217 | 52.29 | 0.241 | 0.030 | |
| AlSi10Mg(Fe) | Yes | 1 | 79 | 19.19 | 0.242 | 0.013 |
| 2 | 2062 | 85.28 | 0.042 | 0.061 | ||
| 3 | 253 | 54.53 | 0.216 | 0.039 | ||
| No | 1 | 11,525 | 199.55 | 0.018 | 0.143 | |
| 2 | 15,528 | 366.48 | 0.025 | 0.262 | ||
| 3 | 15,921 | 259.89 | 0.017 | 0.186 | ||
| AlSi10MnMg | Yes | 1 | 357 | 76.01 | 0.213 | 0.055 |
| 2 | 264 | 57.98 | 0.220 | 0.042 | ||
| 3 | 279 | 62.86 | 0.226 | 0.046 | ||
| No | 1 | 3792 | 98.03 | 0.027 | 0.071 | |
| 2 | 6782 | 161.49 | 0.025 | 0.116 | ||
| 3 | 7138 | 233.91 | 0.034 | 0.169 | ||
| AlMg4Fe2 | Yes | 1 | 196 | 88.75 | 0.453 | 0.070 |
| No | 1 | 1115 | 399.34 | 0.358 | 0.290 |
| Alloy | Vacuum | Part No. | Quantities | Defects Volume (mm³) | Average Defect Volume (mm³) | Defect Volume Ratio (%) |
|---|---|---|---|---|---|---|
| AlSi10Mg(Fe) | Yes | 1 | 24,192 | 1233.33 | 0.052 | 0.869 |
| 2 | 26,734 | 2305.23 | 0.087 | 1.618 | ||
| 3 | 22,999 | 1877.71 | 0.082 | 1.329 | ||
| No | 1 | 25,956 | 1631.46 | 0.063 | 1.147 | |
| 2 | 43,690 | 3779.00 | 0.087 | 2.646 | ||
| 3 | 27,619 | 1835.98 | 0.067 | 1.298 | ||
| AlSi10MnMg | Yes | 1 | 26,598 | 1701.99 | 0.064 | 1.215 |
| 2 | 26,138 | 1575.40 | 0.061 | 1.127 | ||
| 3 | 18,338 | 1302.17 | 0.071 | 0.935 | ||
| No | 1 | 12,450 | 507.47 | 0.041 | 0.361 | |
| 2 | 17,230 | 856.98 | 0.050 | 0.613 | ||
| 3 | 18,112 | 1250.51 | 0.069 | 0.897 |
| Alloy | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | Section Area (mm²) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| VADC | HPDC | Standard | VADC | HPDC | Standard | VADC | HPDC | Standard | VADC | HPDC | |
| AlSi12(Fe) | 137 | 128 | >130 | 190 | 221 | >240 | 1.02 | 1.93 | >1 | 11.835 | 11.421 |
| AlSi10Mg(Fe) | 143 | 147 | >140 | 215 | 233 | >240 | 1.34 | 1.54 | >1 | 12.194 | 11.537 |
| AlSi10MnMg | 138 | 136 | 120–150 | 235 | 234 | 250–290 | 2.66 | 3.01 | 5–11 | 11.860 | 11.701 |
| AlMg4Fe2 | 124 | 126 | 120–150 | 180 | 203 | 240–280 | 3.23 | 4.15 | 10–22 | 11.369 | 11.530 |
| Alloy | State | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| AlSi10Mg(Fe) | As-cast VADC | 143 | 215 | 1.34 |
| As-cast HPDC | 147 | 233 | 1.54 | |
| T6 VADC | 134 | 188 | 2.94 | |
| T6 HPDC | 132 | 173 | 1.93 | |
| AlSi10MnMg | As-cast VADC | 138 | 235 | 2.66 |
| As-cast HPDC | 136 | 234 | 3.01 | |
| T6 VADC | 193 | 239 | 3.23 | |
| T6 HPDC | 196 | 249 | 4.50 |
| Hardness (HB5) | ||||
|---|---|---|---|---|
| Alloy | As-Cast State | Heat Treated | ||
| Average | Standard | Average | Standard | |
| AlSi12(Fe) | 83 ± 1.25 | Min. 60 | N.A. | N.A. |
| AlSi10Mg(Fe) | 88 ± 1.62 | Min. 70 | 61 ± 5.16 | - |
| AlSi10MnMg | 77 ± 2.50 | 75–95 | 85 ± 1.78 | 90–110 |
| AlMg4Fe2 | 69 ± 1.41 | 65–75 | N.A. | N.A. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soares, G.; Neto, R.; Madureira, R.; Soares, R.; Silva, J.; Silva, R.P.; Araújo, L. Characterization of Al Alloys Injected through Vacuum-Assisted HPDC and Influence of T6 Heat Treatment. Metals 2023, 13, 389. https://doi.org/10.3390/met13020389
Soares G, Neto R, Madureira R, Soares R, Silva J, Silva RP, Araújo L. Characterization of Al Alloys Injected through Vacuum-Assisted HPDC and Influence of T6 Heat Treatment. Metals. 2023; 13(2):389. https://doi.org/10.3390/met13020389
Chicago/Turabian StyleSoares, Gonçalo, Rui Neto, Rui Madureira, Rui Soares, José Silva, Rui Pedro Silva, and Luís Araújo. 2023. "Characterization of Al Alloys Injected through Vacuum-Assisted HPDC and Influence of T6 Heat Treatment" Metals 13, no. 2: 389. https://doi.org/10.3390/met13020389
APA StyleSoares, G., Neto, R., Madureira, R., Soares, R., Silva, J., Silva, R. P., & Araújo, L. (2023). Characterization of Al Alloys Injected through Vacuum-Assisted HPDC and Influence of T6 Heat Treatment. Metals, 13(2), 389. https://doi.org/10.3390/met13020389