
Investigation on the Duration of Action of Mg3N2 as a Grain Refiner for AZ80 Alloy
Institute of Casting Research, Montanuniversität Leoben, A-8700 Leoben, Austria
*
Author to whom correspondence should be addressed.
Metals 2024, 14(4), 485; https://doi.org/10.3390/met14040485
Submission received: 3 February 2024
/
Revised: 11 April 2024
/
Accepted: 12 April 2024
/
Published: 22 April 2024
(This article belongs to the Section Metal Casting, Forming and Heat Treatment)
Abstract
:In magnesium alloys with aluminum as an alloying component, zirconium loses its grain refinement effect as a grain refiner. Instead of zirconium, Mg3N2 can be used, and promising results have already been obtained. However, the duration of action of Mg3N2 has not been elucidated yet. The aim of this work is therefore to determine the grain size of the AZ80 alloy as a function of the duration of action of Mg3N2 and thus the economically reasonable duration of use. It was found that the Mg3N2 reaches its full effect from 30 min after a complete remelting and does not lose this grain refinement effect even after 90 min. It thus proves to be a stable and reliable grain refiner. A grain size of 146.3 ± 10.3 µm was achieved. Furthermore, a minimum tensile strength of 205 MPa with a break elongation of 5.99% was achieved.
1. Introduction
As lightweight construction is becoming an increasingly important consideration, magnesium alloys are becoming more and more important due to their low specific weight, good machinability and processability, and great recycling potential. Despite these positive aspects, the use of magnesium alloys still lags far behind other structural materials such as aluminum or plastics, which can be mainly attributed to a higher price and, in some cases, a lack of knowledge in processing. The main driving force behind the increased use of magnesium alloys is the automotive industry. Due to the increasingly important environmental aspect, the focus is increasingly on weight savings and the associated lower emissions. For example, as early as the 1930s, castings made of magnesium alloys were used in vehicles such as the VW Beetle, saving about 50 kg.
For engineering applications, magnesium is usually strengthened by alloying; it can be alloyed with other alloying elements such as aluminum, zinc, manganese, zirconium, and rare earth. According to the alloying elements, two types of Mg alloys (Al-containing and non-Al-containing) can be defined. One of the most widely used Mg alloy families is the AZ group (Mg-Al-Zn), which is mainly used in die casting (in particular, high-pressure die casting). On the basis of well-known Hall–Petch strengthening, effective grain refinement and thereby decreasing grain size is of great importance to improve the mechanical properties and the subsequent deformation properties [1,2,3]. To positively influence the mechanical properties, grain refinement is essential. Generally, grain refinement can be achieved through either inoculation treatment, which is a process of adding, or in situ forming, foreign particles to promote a heterogeneous nucleation rate, or restricting grain growth by controlling the constitutional supercooling, or both [3].
Various grain-refining methods have been developed for Mg-based alloys. For example, the addition of Zr [4] has been improved to be one of the most promising grain refinement methodologies. However, the grain refinement approach with zirconium [4], which is commonly used for non-Al-containing Mg alloys, does not work for this AZ alloy family due to the formation of an AlZr intermetallic phase, which is ineffective for the grain refinement of Mg alloys [1]. Other grain refinement methodologies (i.e., rapid cooling, melt superheating, carbon inoculation [5,6,7], the addition of Al-Ti-C [8], B [9], Al-V-B master alloy [10], CaO [11], MgO [12,13], SiC [14], VN [15], Mg3N2 [16,17,18], AlN [19], TiB2 [20], Ca [21], the application of ultrasonic treatment [22]) have therefore been widely investigated, with a focus on the effect of particles on the grain restriction factor [23,24,25,26] and dendritic grain growth [27] as well as phase growth [28,29]. However, rapid cooling may not be a viable option for particular castings, while superheating uses extra energy and increases the oxidation of the melt. Carbon inoculation creates a hazardous work environment. It is well-accepted that the addition of particles and alloying elements is effective for achieving grain refinement.
In particular, the grain refinement approach with Mg3N2 was investigated in more detail [16,17,18]. However, the duration of action of Mg3N2 has not been fully elucidated yet. The aim of this work is, therefore, to elucidate at which treatment time a sufficient grain refinement effect of Mg3N2 particles is achieved and how its effect behaves as a function of the holding time. In addition, the effect of the holding time on the mechanical properties was also investigated.
2. Materials and Methods
For the test series, the AZ80 alloy with eight percent aluminum and less than one percent zinc was investigated. The magnesium used has a purity of 99.83%, and the aluminum used has a purity of 99.99%. The alloy was designed to contain 11 kg of pure magnesium, and the amounts of the remaining alloying elements were calculated using the required contents, as listed in Table 1. All alloying elements were used as pure materials apart from manganese. Manganese was added in the form of an AlMn10 (wt.%) master alloy.
To prevent the AZ80 alloy from reacting with the oxygen contained in the air during the melting process, a reactive gas atmosphere was used above the melt. This was ensured by means of a crucible cover with gas protection. The reactive gas used was a mixture of 3% (vol. fraction) sulfur hexafluoride and argon. This protects the bath surface by reacting the magnesium with the fluorine to form MgF2. This compound is thermodynamically more stable than MgO and thus protects the melt from oxidation.
After the complete melting of the alloy, the grain refiner (Mg3N2 in the form of nanoparticles) was added. For this purpose, the crucible including the cover was lifted out of the furnace and placed on refractory bricks. In order to obtain reference values of the mechanical properties, two Diez samples were cast. It should be noted here that solidification also takes place under an argon atmosphere. The melt was then cooled, with the aim to add the Mg3N2 in a semi-solid state to avoid possible floating of the particles. To achieve this, the melt had to be repeatedly stirred mechanically during cooling using a drill with a spiral stirrer. Then, 50 g of Mg3N2, as the grain refiner, was added while stirring continuously in a thioxotropic state. Finally, the crucible was lifted back into the furnace and the melt was again superheated to 720 °C.
The influence of the Mg3N2 on the grain size and the mechanical properties was investigated. For the purpose of mechanical properties, in addition to the two reference die samples, which were cast before the addition of the Mg3N2, three further samples were cast at intervals of 48, 76, and 94 min after a complete melting of the alloy. A 20 ppi filter was inserted, and the melt was poured in with the aid of a sprue funnel. Once again, an inert gas atmosphere was ensured over the free surface of the melt. After complete cooling, the specimens were removed from the mold, and the sprue and the feeder volume were separated for mechanical testing. At least three samples were tested for each condition at room temperature by using a standard tensile testing instrument. For the purpose of grain size, standard TP-1 testing (with a cooling rate of about 4 °C/min) was performed. In order to subsequently determine the grain size of the TP-1 samples, all samples had to be cut at a height of 38 mm from the bottom of the TP-1 samples. For this purpose, a holder with the same cone as the specimens was used and the specimens were cut off using a band saw.
The cut specimens were subsequently ground with the aid of the ATM Saphir 350E grinding and polishing machine using grit sizes of 80, 320, and 800 and then polished. When polishing, it should be noted that only water-free polishing and lubricating agents are used. For fine polishing, a “Diamond suspension (oil-based) Mono 3 µm” from ATM was used, together with the corresponding lubricant, as well as “Etosil E”, also from ATM, in combination with ethanol as a lubricant. The polished samples were then etched with a Nital solution consisting of 100 mL ethanol and 3.3 mL 65% HNO3 for 6 s. The etched samples were examined using the “Zeiss Axio Imager.A1m”. The average grain size was determined from the obtained optical microscopy images using the linear intercept method.
The samples for SEM were mechanically ground and polished in the same way as optical microscopy. Intermetallic phases along grain boundaries were measured using energy-dispersive X-ray spectroscopy (EDS, Oxford, UK) on an SEM JEOL 7200F instrument. In addition, the grain size and the presence of Mg3N2 were investigated using electron backscatter diffraction (EBSD) with an acceleration voltage of 20.0 kV and a step size of 1 µm. EBSD data were analyzed using AZtecCrystal 6.0 software.
In order to determine the effect of the addition of 50 g of Mg3N2 on the undercooling of primary Mg and eutectic phases, thermal analysis was also performed by using a Quick-cup at 90 min after the addition of Mg3N2.
3. Results and Discussions
3.1. Thermal Analysis
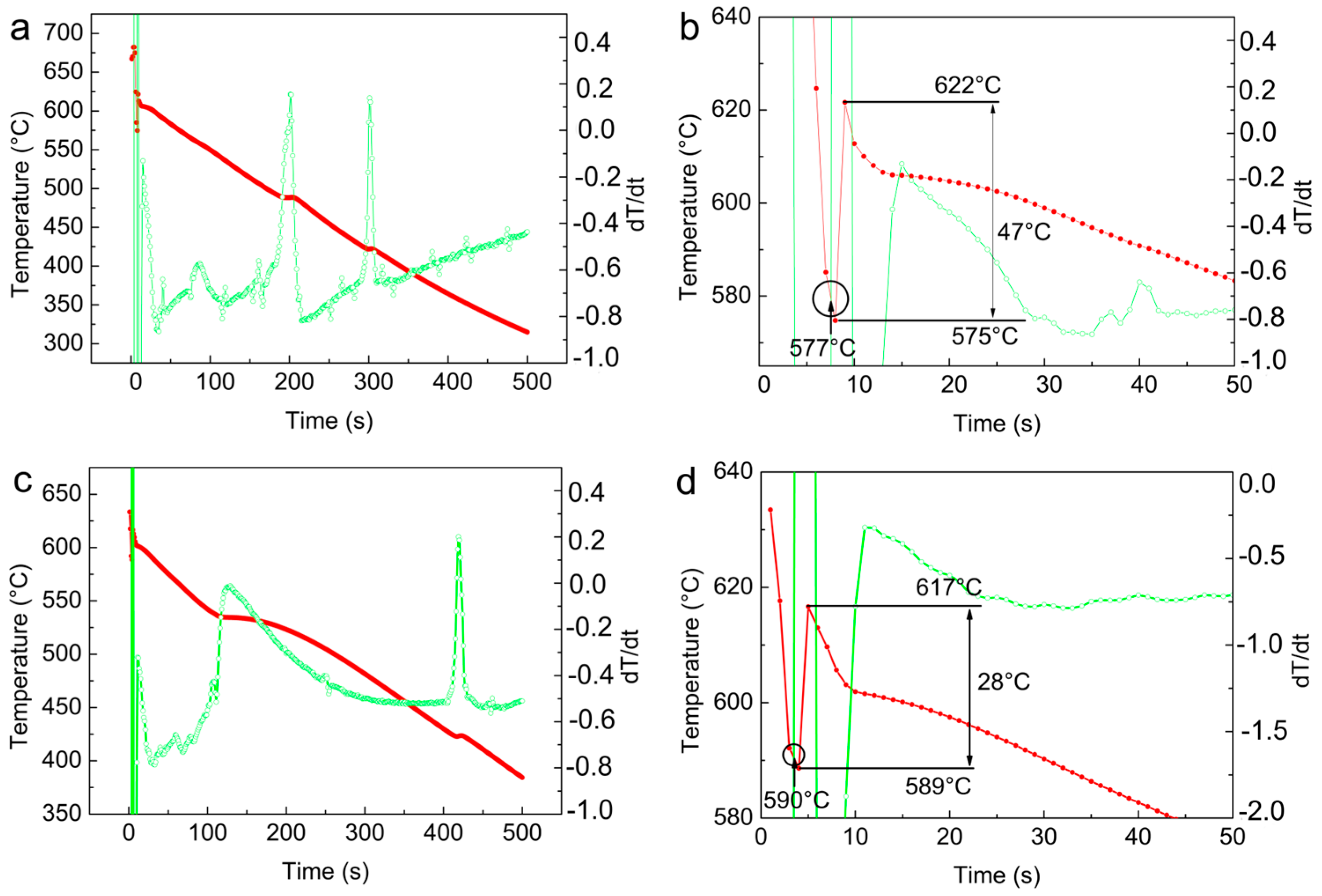
Figure 1 and Figure 2 show the thermal analyses of the reference specimen (at the beginning of the test series) and the specimen at 90 min after the addition of Mg3N2 (at the end of the test series), respectively. Figure 1b,d is enlarged from Figure 1a,c to highlight the undercooling of primary α-Mg. Similarly, Figure 2b,d is enlarged from Figure 2a,c to highlight the undercooling of eutectic phases. The temperature and its first derivative are also plotted in the graphs. Four peaks (according to the first derivative curves) were observed. Table 2 shows the formation of the individual phases. The phases precipitated in each case are also listed in Table 2. In terms of primary α-Mg, it can be seen that the undercooling to initiate solidification is 47 °C (Figure 1b) without grain refiner. By adding the Mg3N2 nanoparticles, this can be reduced to 28 °C (Figure 1d) after only a short period of action (less than 5 s), strongly indicating an effective grain refinement of α-Mg grains. In terms of eutectic phases, it can be seen that the addition of the Mg3N2 nanoparticles results in an earlier nucleation of eutectic phases (Figure 2c). The formation of eutectic phases changes from 489 °C (Figure 2b, without Mg3N2 nanoparticles) to 548 °C (Figure 2d, with Mg3N2 nanoparticles). Furthermore, with the addition of Mg3N2 nanoparticles, no undercooling of eutectic phases was observed (decreasing from 1 °C (Figure 2b, without Mg3N2 nanoparticles) to 0 °C (Figure 2d, with Mg3N2 nanoparticles)), strongly indicating an enhanced nucleation of eutectic phases.
3.2. Grain Size Measurement by Optical Microscopy
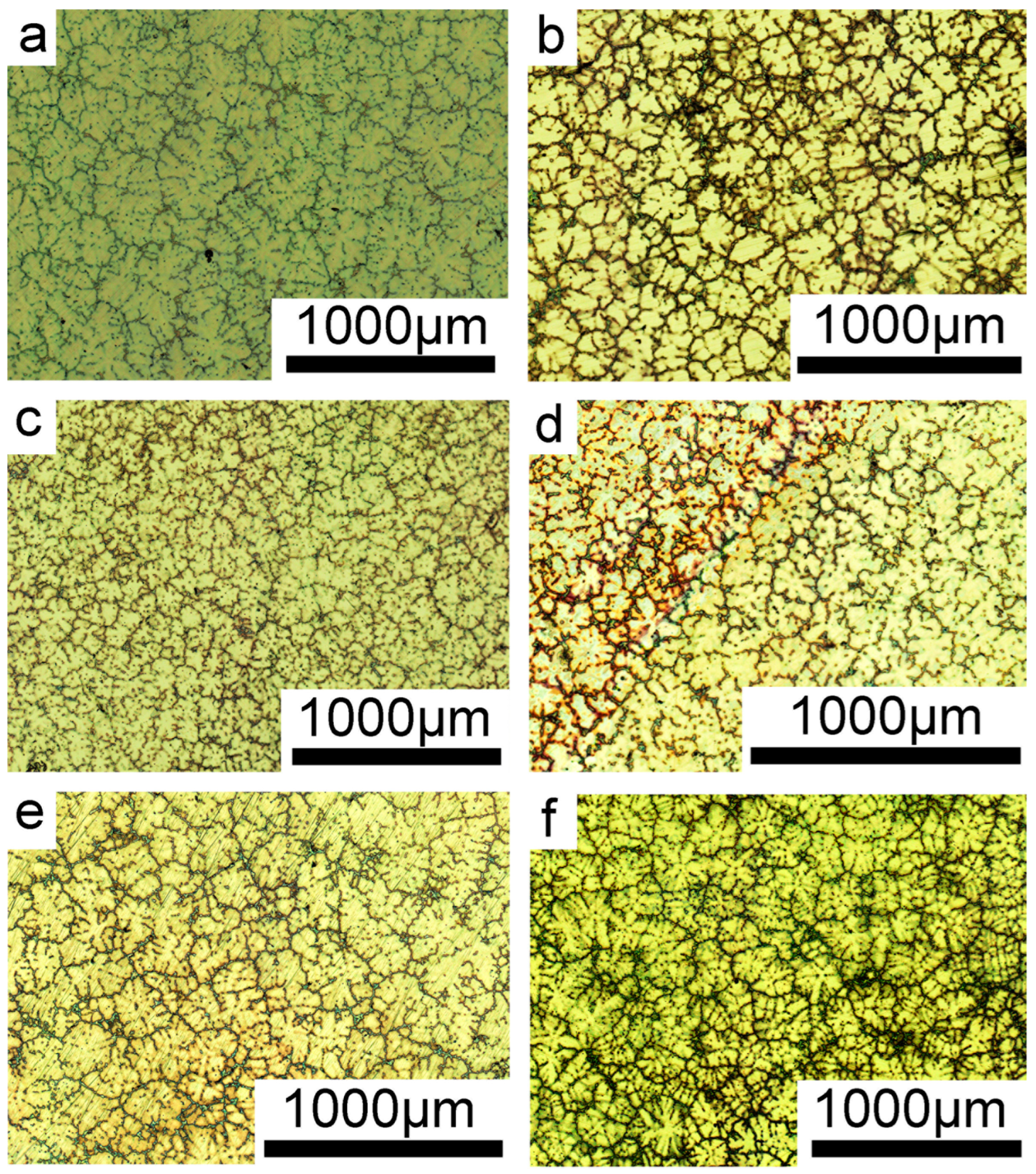
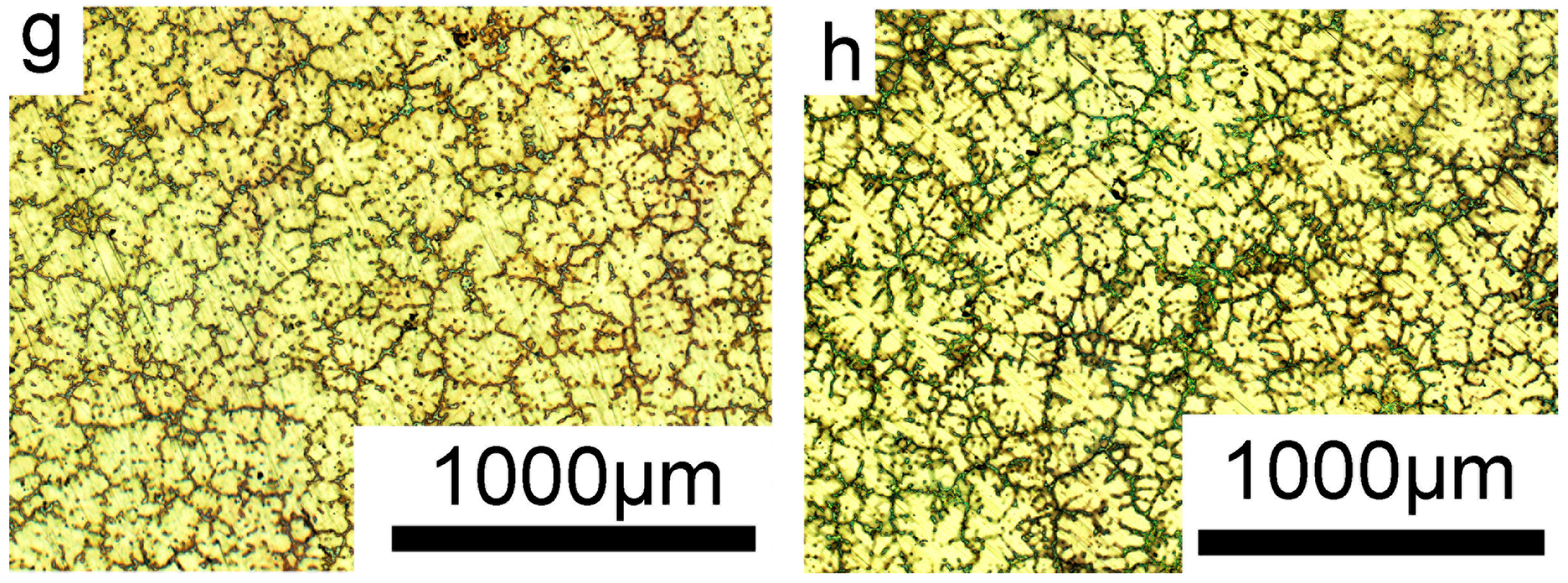
Figure 3 shows the micrographs of the etched TP1 samples with increasing duration of action of Mg3N2. These images were taken at 10× magnification. Figure 4 shows the determined grain size curve as a function of duration of action of Mg3N2. The minimum grain size (146.3 ± 10.3 µm) was reached after 60 min, which is less than the measured grain size (200 µm) with the addition of 1 wt.% Al-1Ti-1C master alloy into AZ31 [8], but higher than the measured grain size (200 µm) with the addition of 0.15 wt.% B into AM50 [9]. It should be noted here that AZ31 and AM50 have a lower Al content than the AZ80 alloy used here. The effect of a higher Al content in the AZ80 alloy on the grain size cannot be ruled out. When compared with the AZ91 alloy, the obtained grain size (146.3 ± 10.3 µm) in the AZ80 alloy is larger than the measured grain size (53 µm) with the addition of 1.0 wt.% MgCO3 into AZ91D [6], which can be also attributed to the different Al content (solute effect of Al) and different nucleants. It should also be noted here that the melt treated by MgCO3 should be poured as soon as possible because the inoculation fading is quite quick. The microstructure sensitivity to the diameter of a cast rod is relatively high and the microstructures of the rods with large diameters are quite inhomogeneous [6]. In contrast, no significant fading was observed even up to 90 min in the present investigation. Compared with the measured grain size (466 ± 27 µm) with the addition of 0.6 wt.% Al-3.4V-1B into AZ91 alloy [10], the obtained grain size (146.3 ± 10.3 µm) is much smaller, although the addition level of Mg3N2 (0.45 wt.%, (50 g Mg3N2 into 11 kg AZ80)) is less than 0.6 wt.% Al-3.4V-1B.
3.3. Microstructure Characterization by SEM
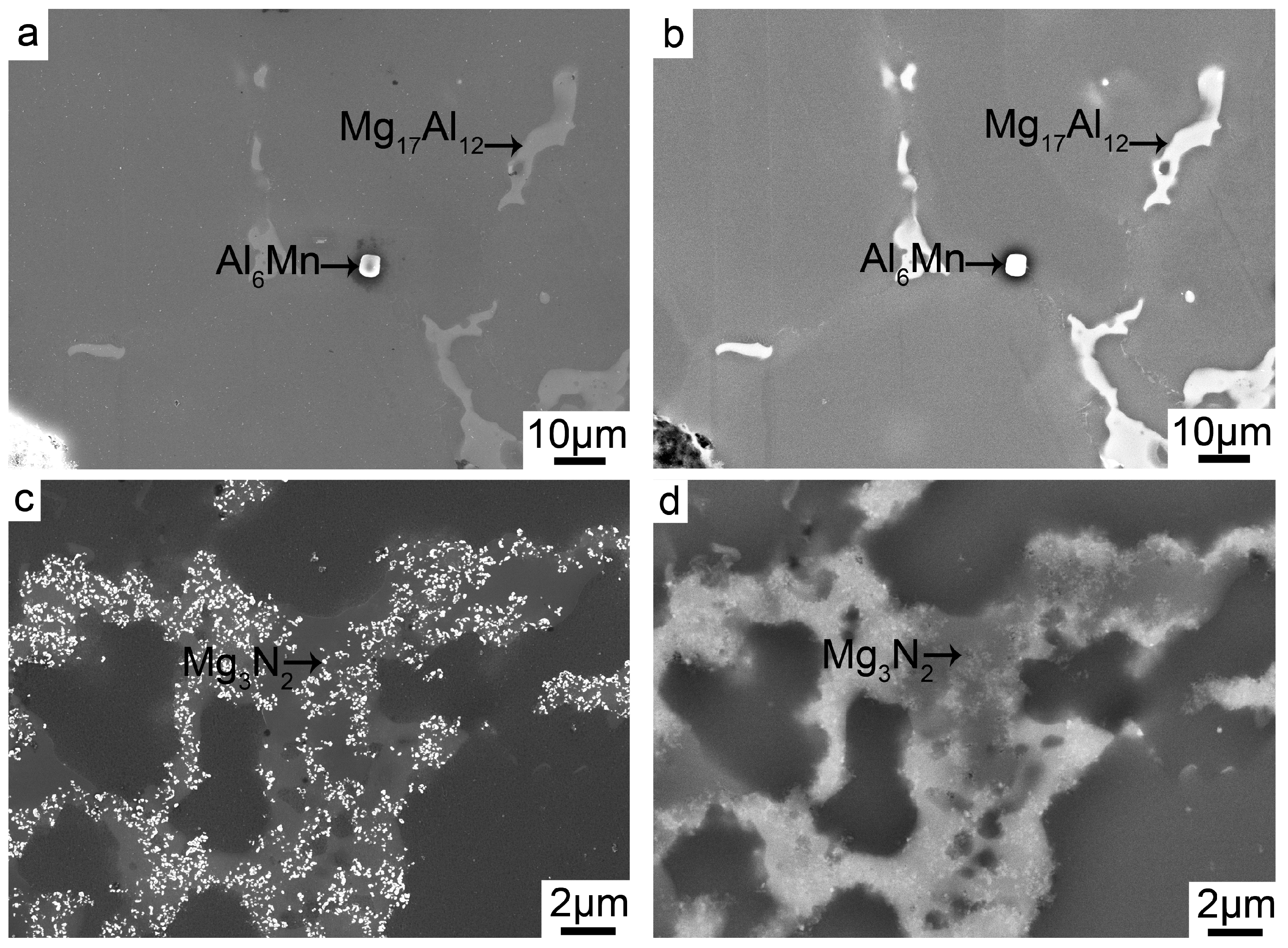
Apart from the grain size measurement by using optical microscopy, SEM was also used to index the eutectic phase (Mg17Al12) and Al6Mn phases, as shown in Figure 5a,b. More importantly, Mg3N2 was also observed together with the eutectic phase (Mg17Al12), as shown in Figure 5c,d.
The presence of Mg3N2 was also further confirmed by EBSD (Figure 6b). According to the EBSD analysis (Figure 6d), the size of Mg3N2 is measured to be 4.7 ± 1.3 µm, which is an eligible nucleation size according to the free growth mode [24,25]. It strongly indicates that the presence of Mg3N2 may have a significant effect on the nucleation of the eutectic phase, as described in Figure 2. It should be noted here that the grain size of primary α-Mg is only measured in the range from 100 µm to 200 µm. The smaller grains (less than 100 µm) are omitted in order to remove the effect of Mg3N2 particles. The measured grain size is about 117.8 ± 16.1 µm (Figure 6c). In addition, it should also be noted here that the presence of scratches (due to poor sample preparation for EBSD) on the sample has no influence on the grain size measurement.
3.4. Mechanical Properties
Figure 7 shows the mechanical properties of four samples (0 min, 48 min, 76 min, 94 min). The specimens were tested in terms of tensile strength, yield strength, and elongation at break, as marked in Figure 7. A tensile strength of 205 MPa and a maximum elongation at a break of 5.99% could be achieved after 76 min, which is fully consistent with the fact that the minimum grain size (146.3 ± 10.3 µm) was reached after 60 min (Figure 3 and Figure 4). After 76 min, the tensile strength, yield strength, and elongation at break decrease, as shown in Figure 7d, which can be related to the increased grain size (Figure 4).
Figure 8 shows SEM SE images of the fracture surfaces of four samples (0 min (a,b), 48 min (c,d), 76 min (e,f), 94 min (g,h)). Figure 8b,d,f,h are enlarged from Figure 8a,c,e,g to show more details. Although all samples show ductile fracture surfaces, the addition of Mg3N2 is more likely to result in a change in fracture mode. More small dimples were observed in Figure 8c–h compared with Figure 8a,b. A more detailed investigation of the fracture mode is still needed.
4. Conclusions
The grain size and mechanical properties of the AZ80 alloy as a function of the duration of action of Mg3N2 have been investigated. The main conclusions can be drawn as follows:
- Mg3N2 nanoparticles can be mechanically stirred into the melt in a semi-solid state.
- The grain size of 146.3 ± 10.3 µm could be obtained. Furthermore, the best grain refining effect is achieved at the effective time of 60 min. Beyond this point, no significant change in grain size could be detected. This means that it has reached its full effect currently and no longer loses its effect, which provides sufficient process reliability.
- The reduction in the grain size does not significantly increase the tensile strength, but the elongation at break could be significantly increased.
- The undercooling to initiate solidification is 47 °C without grain refiner. By adding the Mg3N2 nanoparticles, this can be reduced to 28 °C after only a short period of action (less than 5 s). At the end of the test series, no more undercooling is observed, indicating that the grain refiner has worked adequately.
Author Contributions
Conceptualization, J.L.; methodology, T.H. and E.N.; formal analysis, J.L.; investigation, T.H., E.N. and J.L.; resources, J.L.; data curation, J.L.; writing—original draft preparation, T.H.; writing—review and editing, J.L.; supervision, E.N. and J.L.; project administration, J.L.; funding acquisition, J.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Austrian Science Fund (FWF), grant number P 32378-N37.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared at this time as they also form part of an ongoing study.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- StHohn, D.H.; Qian, M.; Easton, M.A.; Cao, P.; Hildebrand, Z. Grain refinement of Magnesium Alloys. Metall. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar]
- StHohn, D.H.; Easton, M.A.; Qian, M.; Taylor, J.A. Grain Refinement of Magnesium Alloys: A Review of Recent Research, Theoretical Developments, and Their Application. Metall. Mater. Trans. A 2013, 44, 2013–2935. [Google Scholar]
- Ali, Y.; Qiu, D.; Jiang, B.; Pan, F.; Zhang, M. Current research progress in grain refinement of cast magnesium alloys: A review article. J. Alloys Compd. 2015, 619, 639–651. [Google Scholar] [CrossRef]
- Sun, M.; Easton, M.; StJohn, D.; Wu, G.; Abbott, T.; Ding, W. Grain Refinement of Magnesium Alloys by Mg–Zr Master Alloys: The Role of Alloy Chemistry and Zr Particle Number Density. Adv. Eng. Mater. 2013, 15, 373–378. [Google Scholar] [CrossRef]
- Sun, L.; Gao, Z.; Hu, Z.; Chen, H.; Cai, J.; Cai, X. Study on the grain refinement mechanism of Mg-Al alloy based on carbon addition. PLoS ONE 2022, 17, e0271583. [Google Scholar] [CrossRef] [PubMed]
- Chen, T.; Jiang, X.; Ma, Y.; Wang, R.; Hao, Y. Grain Refinement of AZ91D Magnesium Alloy by MgCO3. Materials Research. 2011, 14, 124–133. [Google Scholar] [CrossRef]
- Lin, C.J.; Wang, D.; Peng, L.; Zois, A.; McGilvery, C.M.; Li, Q.; Gourlay, C.M. Carbides in AZ91 and their role in the grain refinement of magnesium. J. Alloys Compd. 2024, 971, 172655. [Google Scholar] [CrossRef]
- Guang, H.; Liu, X.; Ding, H. Grain refinement of AZ31 magnesium alloy by new Al-Ti-C master alloys. Trans. Nonferrous Met. Soc. China 2009, 19, 1057–1064. [Google Scholar]
- Zhang, S.; Song, J.; Liao, H.; Liu, Y.; Zhang, G.; Ma, S.; Tang, A.; Atrens, A.; Pan, F. Effect of Boron on the Grain Refinement and Mechanical Properties of as-Cast Mg Alloy AM50. Materials 2019, 12, 1100. [Google Scholar] [CrossRef]
- Chang, W.; Shen, Y.; Su, Y.; Zhao, L.; Zhang, Y.; Chen, X.; Sun, M.; Dai, J.; Zhai, Q. Grain Refinement of AZ91 Magnesium Alloy Induced by Al-V-B Master Alloy. Metals 2019, 9, 1333. [Google Scholar] [CrossRef]
- Ali, Y.; Qiu, D.; Jiang, B.; Pan, F.; Zhang, M. The influence of CaO addition on grain refinement of cast magnesium alloys. Scr. Mater. 2016, 114, 103–107. [Google Scholar] [CrossRef]
- Fan, Z.; Gao, F.; Wang, Y.; Wang, S.H.; Patel, J.B. Grain refinement of Mg-alloys by native MgO particles: An overview. J. Magnes. Alloys. 2022, 10, 2919–2945. [Google Scholar] [CrossRef]
- Wang, S.H.; Wang, Y.; Ramasse, Q.M.; Schmid-Fetzer, R.; Fan, Z. Segregation of Yttrium at the Mg MgO interface in an Mg-0.5Y Alloy. Acta Mater. 2023, 257, 119147. [Google Scholar] [CrossRef]
- Ho Bae, J.; Sun You, B. Feasibility of grain refinement method for AZ91 alloy using commercial Al-SiC composite. Mater. Sci. Technol. 2020, 36, 194201. [Google Scholar]
- Qiu, W.; Xie, W.; Li, Q.; Huang, W.; Zhou, L.; Chen, W.; Chen, J.; Ren, Y.; Yao, M.; Xiong, A.; et al. Effect of Vanadium Nitride (VN) Particles on Microstructure and Mechanical Properties of Extruded AZ31 Mg Alloy. Acta Metall. Sin. 2023, 36, 237–250. [Google Scholar] [CrossRef]
- Ye, H.Z.; Liu, X.Y.; Luan, B. In situ synthesis of AlN particles in Mg–Al alloy by Mg3N2 addition. Mater. Lett. 2004, 58, 1361–2364. [Google Scholar] [CrossRef]
- Kobashi, M.; Okayama, N.; Choh, T. Synthesis of AlN/Al Alloy Composites by in situ Reaction between Mg3N2 and Aluminum. Mater. Trans. 1997, 38, 260–265. [Google Scholar] [CrossRef]
- Li, J.; Pammer, M.; Neunteufl, E.; Schumacher, P. Effect of the Mg3N2 Sub-Micron Particle on the Grain Refinement of AZ80 Alloy. Solid State Phenom. 2022, 327, 45–53. [Google Scholar] [CrossRef]
- Zhang, B.; Sun, Y.; Liang, T.; Li, Y.; Li, T.; Wang, J.; Cai, R.; Yang, C. Simultaneously enhancing the strength and ductility of as-extruded AlN/AZ91 composites via nano-precipitation and pyramidal slip. J. Mater. Sci. Technol. 2024, 172, 240–254. [Google Scholar] [CrossRef]
- Xu, Z.; Fang, C.; Wang, R.; Zhong, C.; Wang, Y. Microstructural evolution, strengthening and toughening mechanisms of AZ80 composite sheet reinforced by TiB2 with fiber-like distribution. J. Alloys Compd. 2021, 877, 160278. [Google Scholar] [CrossRef]
- Zuo, Y.B.; Fu, X.; Mou, D.; Zhu, Q.F.; Li, L.; Cui, J.Z. Study on the role of Ca in the grain refinement of MgCa binary alloys. Mater. Res. Innov. 2015, 19 (Suppl. S1), S1-94–S1-97. [Google Scholar] [CrossRef]
- Hu, W.; Le, Q.; Liao, Q.; Wang, T. Effects of Ultrasonic Treatment on Grain Refinement and Gas Removal in Magnesium Alloys. Crystals 2024, 14, 237. [Google Scholar] [CrossRef]
- Fan, Z.; Gao, F.; Wang, Y.; Men, H.; Zhou, L. Effect of solutes on grain refinement. Prog. Mater. Sci. 2022, 123, 100809. [Google Scholar] [CrossRef]
- Quested, T.E.; Greer, A.L. The effect of the size distribution of inoculant particles on as-cast grain size in aluminium alloys. Acta Mater. 2004, 52, 3859–3868. [Google Scholar] [CrossRef]
- Quested, T.E.; Dinsdale, A.T.; Greer, A.L. Thermodynamic modelling of growth-restriction effects in aluminium alloys. Acta Mater. 2005, 53, 1323–1334. [Google Scholar] [CrossRef]
- Greer, A.l. Overview: Application of heterogeneous nucleation in grain-refining of metals. J. Chem. Phys. 2016, 145, 211704. [Google Scholar] [CrossRef] [PubMed]
- Guo, E.; Shuai, S.; Kazantsev, D.; Karagadde, S.; Phillion, A.; Jing, T.; Li, W.; Lee, P. The influence of nanoparticles on dendritic grain growth in Mg alloys. Acta Mater. 2018, 152, 127–137. [Google Scholar] [CrossRef]
- Chen, L.; Xu, J.; Choi, H.; Pozuelo, M.; Ma, X.; Bhowmick, S.; Yang, J.; Mathaudhu, S.; Li, X. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef]
- Chen, L.; Xu, J.; Choi, H.; Konishi, H.; Jin, S.; Li, X. Rapid control of phase growth by nanoparticles. Nat. Commun. 2014, 5, 3879. [Google Scholar] [CrossRef]
Figure 1.
Thermal analysis of the reference specimen (at the beginning of the test series) (a,b) and the specimen at 90 min after the addition of Mg3N2 (at the end of the test series) (c,d), respectively. Figure 1b,d is enlarged from Figure 1a,c. The red line is taken from the temperature, while the green line is taken from the first derivative of the temperature.
Figure 1.
Thermal analysis of the reference specimen (at the beginning of the test series) (a,b) and the specimen at 90 min after the addition of Mg3N2 (at the end of the test series) (c,d), respectively. Figure 1b,d is enlarged from Figure 1a,c. The red line is taken from the temperature, while the green line is taken from the first derivative of the temperature.

Figure 2.
Thermal analysis of the reference specimen (at the beginning of the test series) (a,b) and the specimen at 90 min after the addition of Mg3N2 (at the end of the test series) (c,d), respectively. Figure 2b,d is enlarged from Figure 2a,c. The red line is taken from the temperature, while the green line is taken from the first derivative of the temperature.
Figure 2.
Thermal analysis of the reference specimen (at the beginning of the test series) (a,b) and the specimen at 90 min after the addition of Mg3N2 (at the end of the test series) (c,d), respectively. Figure 2b,d is enlarged from Figure 2a,c. The red line is taken from the temperature, while the green line is taken from the first derivative of the temperature.

Figure 3.
Microstructure evolution using the TP1 test after the addition of Mg3N2 as a function of the duration of action: (a) 0 min, (b) 10 min, (c) 20 min, (d) 30 min, (e) 40 min, (f) 50 min, (g) 60 min, and (h) 90 min. All samples were etched and taken in the bright field image mode. The intermetallic phase along grain boundaries is indexed as Mg17Al12. Mg3N2 particles were not observed both within the Mg matrix and along grain boundaries due to the limited resolution of optical microscopy.
Figure 3.
Microstructure evolution using the TP1 test after the addition of Mg3N2 as a function of the duration of action: (a) 0 min, (b) 10 min, (c) 20 min, (d) 30 min, (e) 40 min, (f) 50 min, (g) 60 min, and (h) 90 min. All samples were etched and taken in the bright field image mode. The intermetallic phase along grain boundaries is indexed as Mg17Al12. Mg3N2 particles were not observed both within the Mg matrix and along grain boundaries due to the limited resolution of optical microscopy.


Figure 4.
Grain size evolution as a function of duration of action.

Figure 5.
SEM secondary electron (SE) images (a,c) and backscattering (BS) images (b,d) of the sample at 30 min after the addition of the Mg3N2 nanoparticles. (a,b) Low magnification images. Mg17Al12 and Al6Mn phases are indexed. (c,d) High magnification images. Mg3N2 was observed together with the eutectic phase (Mg17Al12).
Figure 5.
SEM secondary electron (SE) images (a,c) and backscattering (BS) images (b,d) of the sample at 30 min after the addition of the Mg3N2 nanoparticles. (a,b) Low magnification images. Mg17Al12 and Al6Mn phases are indexed. (c,d) High magnification images. Mg3N2 was observed together with the eutectic phase (Mg17Al12).

Figure 6.
SEM EBSD results. (a) Inverse pole figure (IPF), (b) phase map, (c) size distribution of α-Mg grains, (d) size distribution of Mg3N2 particles. Mg3N2 was indexed by EBSD (blue in (b)).
Figure 6.
SEM EBSD results. (a) Inverse pole figure (IPF), (b) phase map, (c) size distribution of α-Mg grains, (d) size distribution of Mg3N2 particles. Mg3N2 was indexed by EBSD (blue in (b)).

Figure 7.
Mechanical properties of four samples (0 min (a), 48 min (b), 76 min (c), 94 min (d)). Tensile strength, yield strength, and elongation at break are marked. A tensile strength of 205 MPa and a maximum elongation at a break of 5.99% could be achieved after 76 min.
Figure 7.
Mechanical properties of four samples (0 min (a), 48 min (b), 76 min (c), 94 min (d)). Tensile strength, yield strength, and elongation at break are marked. A tensile strength of 205 MPa and a maximum elongation at a break of 5.99% could be achieved after 76 min.

Figure 8.
SEM SE images of the fracture surfaces of four samples (0 min (a,b), 48 min (c,d), 76 min (e,f), 94 min (g,h)). (b,d,f,h) are enlarged from (a,c,e,g) to show more details. All samples show a ductile fracture surface.
Figure 8.
SEM SE images of the fracture surfaces of four samples (0 min (a,b), 48 min (c,d), 76 min (e,f), 94 min (g,h)). (b,d,f,h) are enlarged from (a,c,e,g) to show more details. All samples show a ductile fracture surface.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Nominal composition of AZ80 alloy (wt.%).
| Element | Si | Al | Mn | Zn | Cu | Mg |
|---|---|---|---|---|---|---|
| 0.1 | 8 | 0.12 | 0.73 | 0.05 | Bal. |
Table 2.
The formation of intermetallic phases during solidification.
| Nr. | Intermetallic Phases | T [°C] |
|---|---|---|
| 1 | Mg2Si | 496 |
| 2 | Al12Mg17 | 429 |
| 3 | AlCuMg | 406 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Hösele, T.; Neunteufl, E.; Li, J. Investigation on the Duration of Action of Mg3N2 as a Grain Refiner for AZ80 Alloy. Metals 2024, 14, 485. https://doi.org/10.3390/met14040485
AMA Style
Hösele T, Neunteufl E, Li J. Investigation on the Duration of Action of Mg3N2 as a Grain Refiner for AZ80 Alloy. Metals. 2024; 14(4):485. https://doi.org/10.3390/met14040485
Chicago/Turabian StyleHösele, Thomas, Ernst Neunteufl, and Jiehua Li. 2024. "Investigation on the Duration of Action of Mg3N2 as a Grain Refiner for AZ80 Alloy" Metals 14, no. 4: 485. https://doi.org/10.3390/met14040485
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.