
Microstructure and Physico-Mechanical Properties of Biocompatible Titanium Alloy Ti-39Nb-7Zr after Rotary Forging
 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
- The samples were separated from the rod along the longitudinal section using an electrical discharge machine (EDM) (Ecocut, Bengaluru, India) after deformation processing.
- The separated samples were hot-mounted using CON conductive resins.
- The investigated surfaces were ground using abrasive materials of various grit sizes P240, P400, P1000, P1200, and P2500 (with a load of 10 N on the sample for 10 min).
- Subsequently, the investigated surfaces were polished for 90 min using a suspension composed of 7 parts Col-Si + 3 parts (15%HF + 10%HNO3 + 75%H2O), with a load of 25N on the sample.
- Finally, the polished surfaces were etched using Kroll’s reagent (15%HF + 10%HNO3 + 75%H2O).
3. Results and Discussion
4. Conclusions
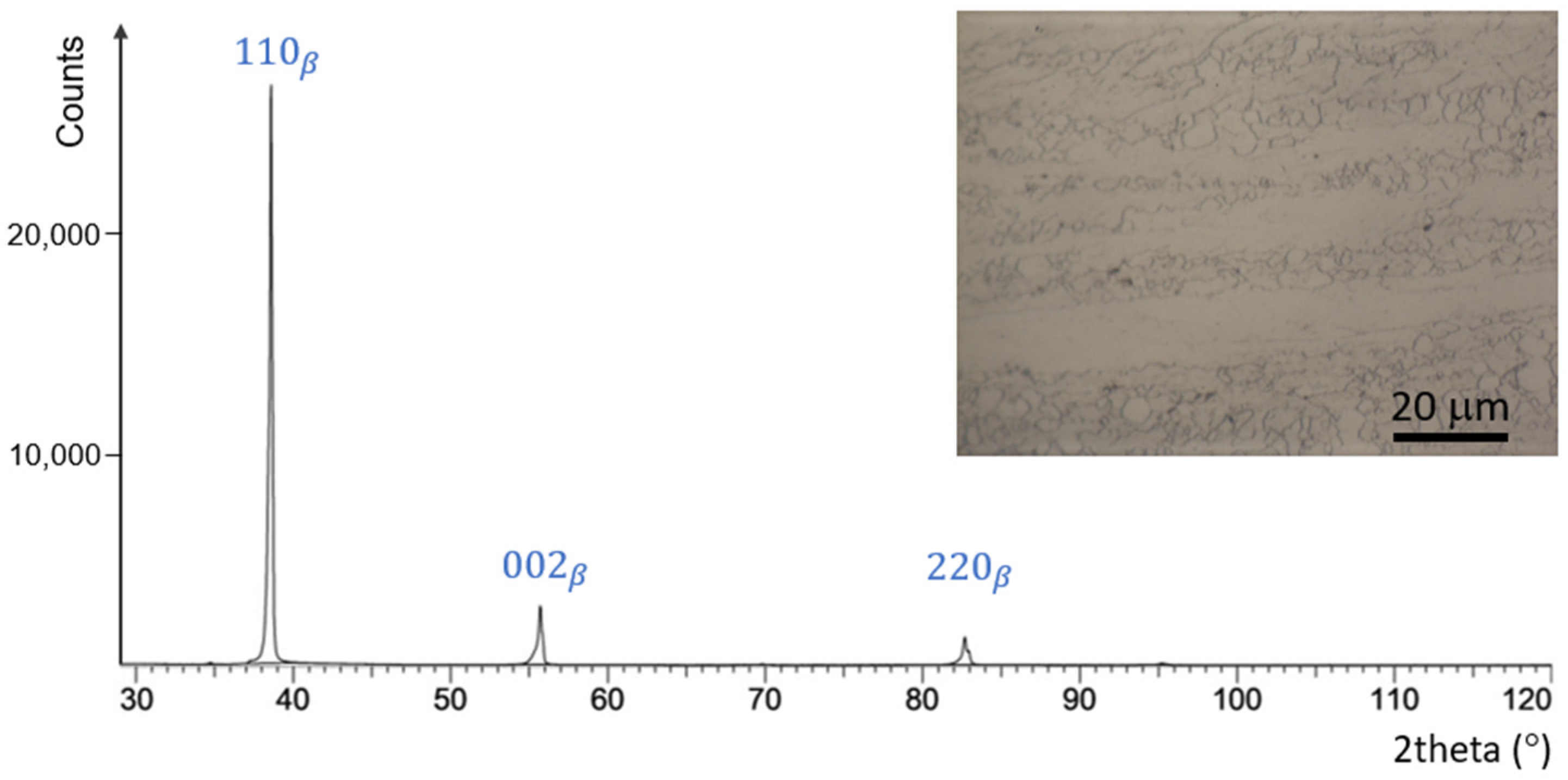
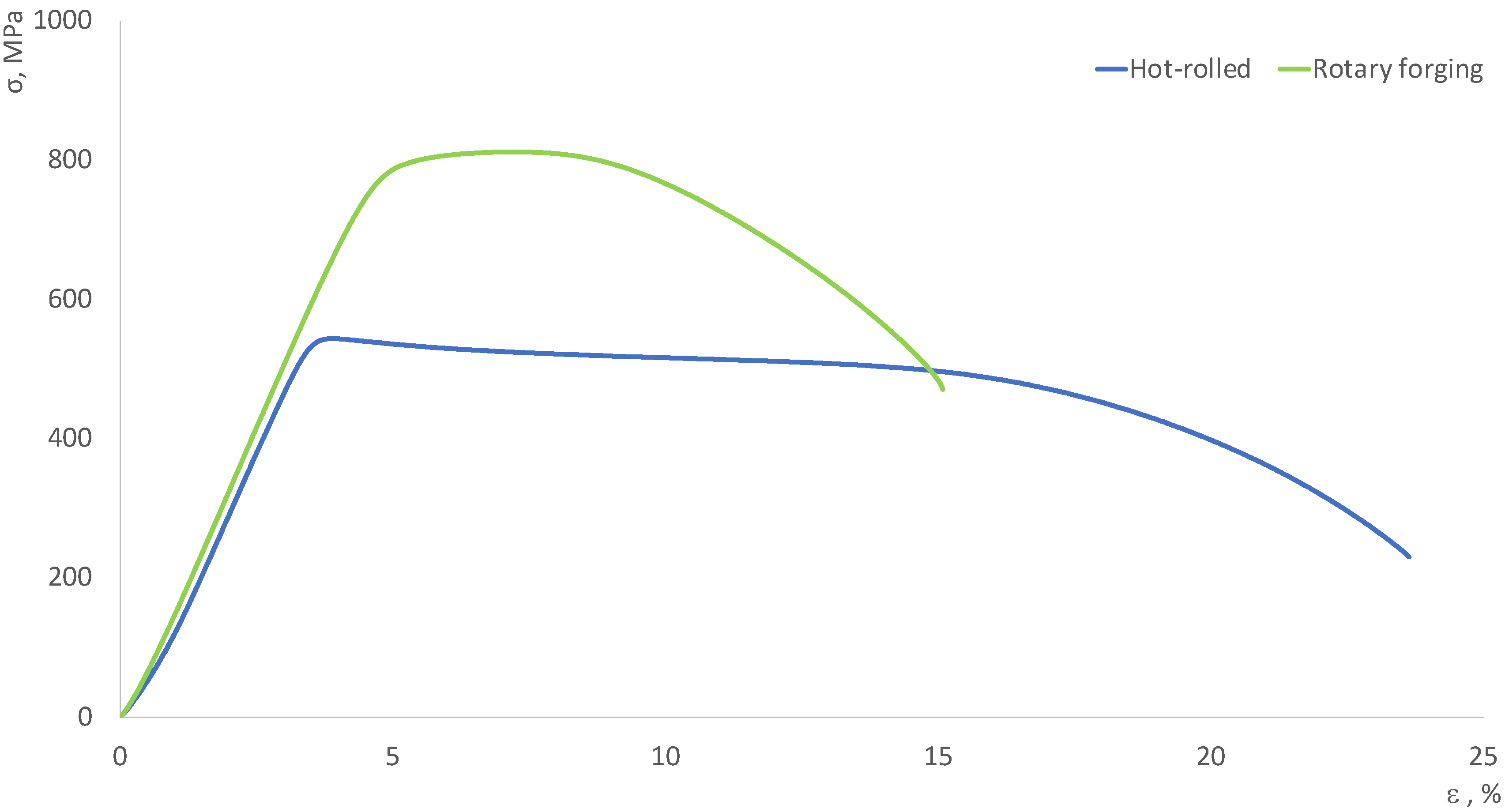
- The hot-rolled biocompatible alloy Ti39Nb7Zr, in a single-phase β-state, exhibits a microhardness of 215 HV and a contact modulus of elasticity of 70 GPa, along with a yield strength of 565 MPa, an elongation of 22%, and a reduction area of 71%.
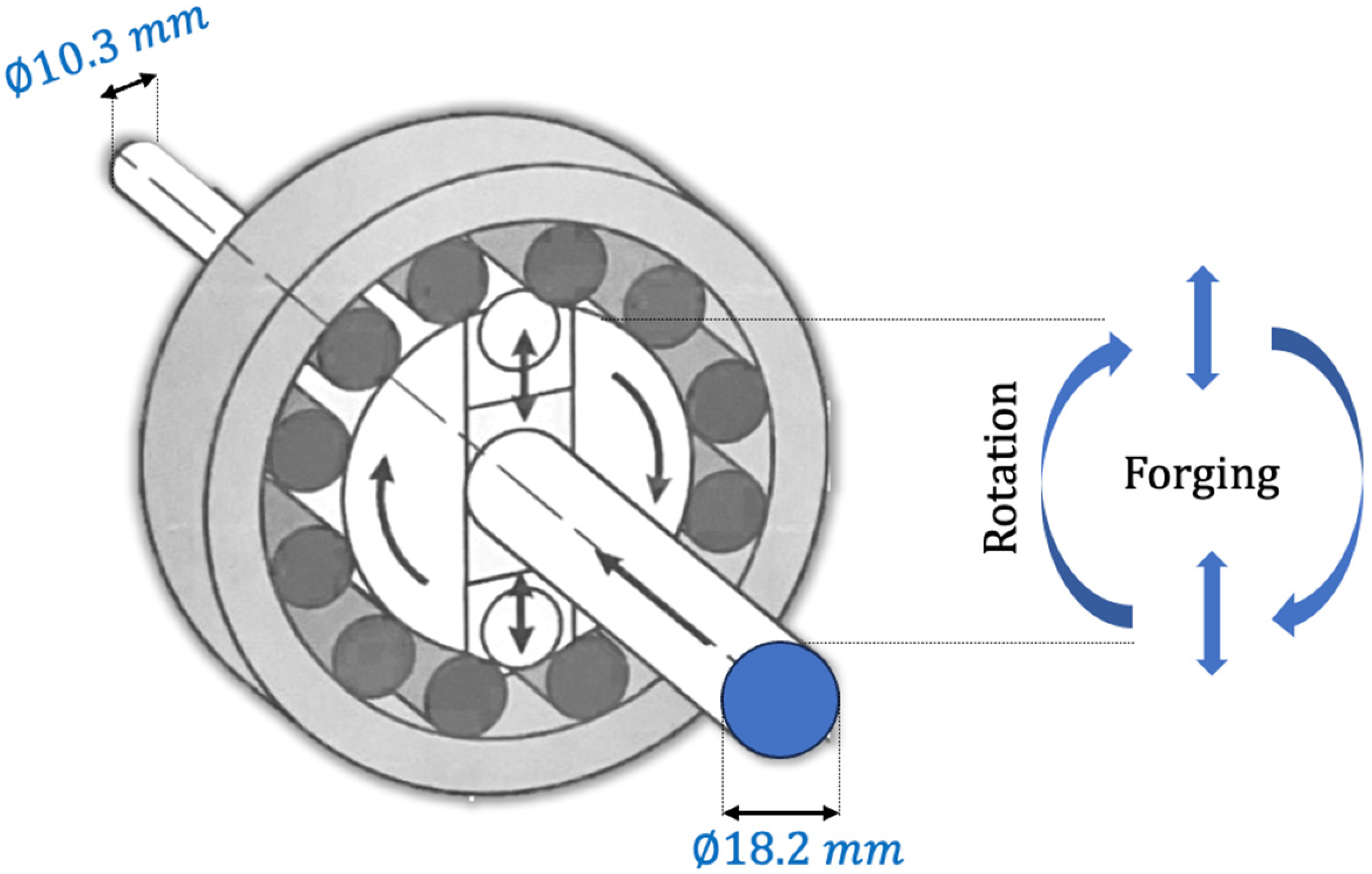
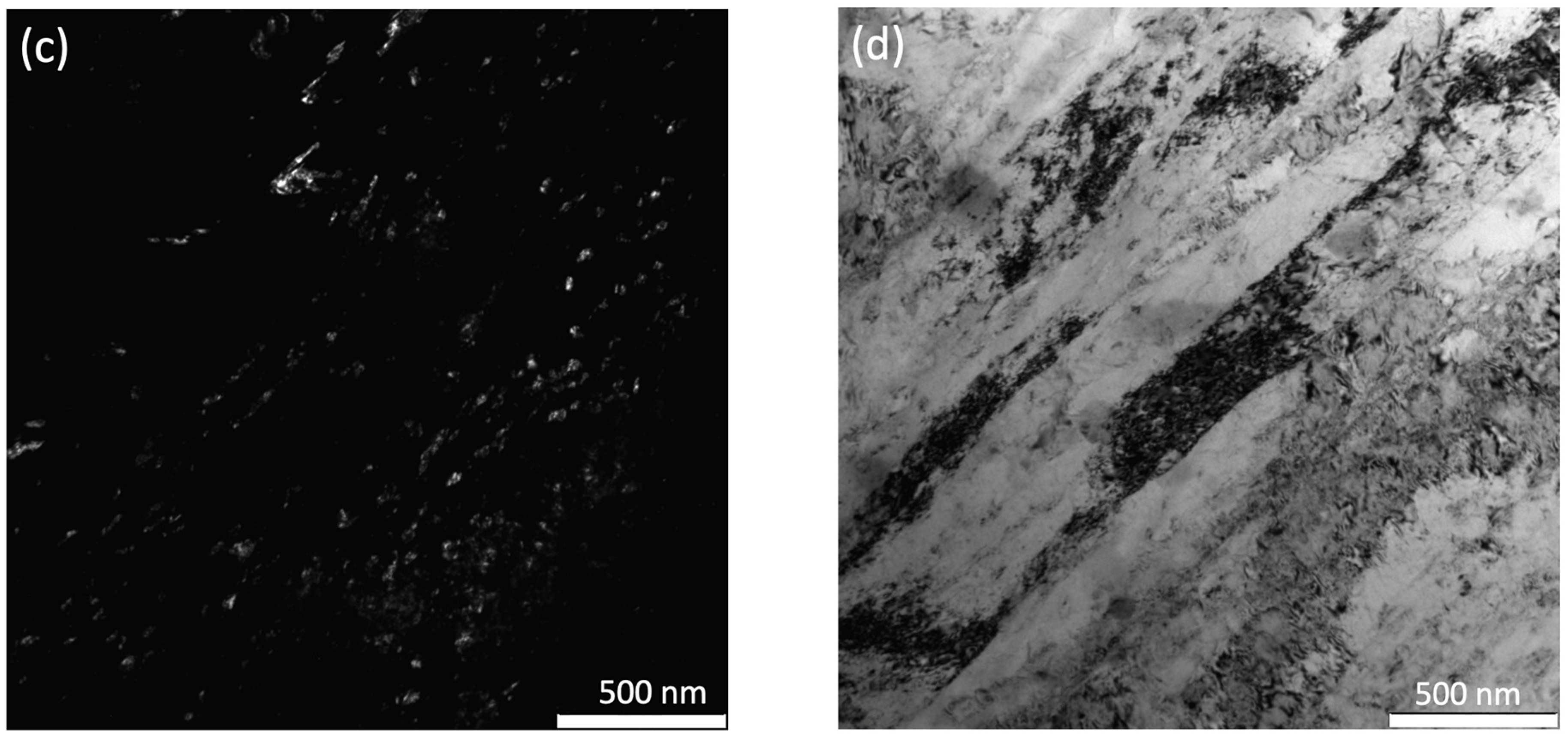
- After multi-pass rotary forging at 450 °C, the microstructure of the alloy is characterized by elongated β-grains displaying a<110>-fiber texture along the rod axis. These grains are characterized by an increased dislocation density and a 500 nm subgrain structure along with nanoscale (10–20 nm) α-precipitates in the body and along the boundaries of β-grains.
- The biocompatible alloy Ti39Nb7Zr, after RF, demonstrates a well-balanced combination of mechanical properties (YS ≥ 785 MPa, UTS ≥ 830 MPa, EL ≥ 11%, RA ≥ 65.5%) compared to the widely used medical alloy Ti-6Al-4V ELI. Moreover, Ti39Nb7Zr lacks elements with limited biocompatibility, and its modulus of elasticity (76 GPa) is 1.5 times lower than that of Ti-6Al-4V ELI, commonly used for medical implants.
- The nature of changes in physical properties (modulus of elasticity, specific heat capacity, thermal conductivity) of Ti39Nb7Zr during heating at temperatures in the range of 600–700 °C after RF is discussed. The satisfactory thermal stability in the RF state at heating temperatures of 400–450 °C was demonstrated. Heating of Ti39Nb7Zr above 400–450 °C after RF activates the reverse polymorphic α+β→β-phase transformation process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Li, Y.; Yang, C.; Zhao, H.; Qu, S.; Li, X.; Li, Y. New Developments of Ti-Based Alloys for Biomedical Applications. Materials 2014, 7, 1709–1800. [Google Scholar] [CrossRef] [PubMed]
- Niinomi, M. Design and development of metallic biomaterials with biological and mechanical biocompatibility. J. Biomed. Mater. Res. Part A 2019, 107, 944–954. [Google Scholar] [CrossRef] [PubMed]
- Sarraf, M.; Ghomi, E.R.; Alipour, S.; Ramakrishna, S.; Sukiman, N.L. A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications (Review). Bio-Des. Manuf. 2022, 5, 371–395. [Google Scholar] [CrossRef] [PubMed]
- Marin, E.; Lanzutti, A. Biomedical Applications of Titanium Alloys: A Comprehensive Review. Materials 2024, 17, 114. [Google Scholar] [CrossRef] [PubMed]
- Elias, C.N.; Lima, J.H.C.; Valiev, R.; Meyers, M.A. Biomedical applications of titanium and its alloys. J. Miner. Met. Mater. Soc. 2008, 60, 46–49. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, K. Review on titanium and titanium based alloys as biomaterials for orthopaedic applications. Mater. Sci. Eng. C 2019, 102, 844–862. [Google Scholar] [CrossRef] [PubMed]
- Straumal, B.B.; Gornakova, A.S.; Kilmametov, A.R.; Rabkin, E.; Anisimova, N.Y.; Kiselevskiy, M.V. β-Ti-Based Alloys for Medical Applications. Russ. J. Non-Ferr. Met. 2021, 62, 54–63. [Google Scholar] [CrossRef]
- Bahl, S.; Suwas, S.; Chatterjee, K. Comprehensive review on alloy design, processing, and performance of β Titanium alloys as biomedical materials. Int. Mater Rev. 2021, 66, 114–139. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Singh, H.; Gepreel, M.A.-H. A Review on Alloy Design, Biological Response, and Strengthening of β-Titanium Alloys as Biomaterials. Mater. Sci. Eng. C Mater. Biol. Appl. 2021, 121, 111661. [Google Scholar] [CrossRef] [PubMed]
- Senopati, G.; Rahman Rashid, R.A.; Kartika, I.; Palanisamy, S. Recent Development of Low-Cost β-Ti Alloys for Biomedical Applications: A Review. Metals 2023, 13, 194. [Google Scholar] [CrossRef]
- Lario, J.; Vicente, Á.; Amigó, V. Evolution of the Microstructure and Mechanical Properties of a Ti35Nb2Sn Alloy Post-Processed by Hot Isostatic Pressing for Biomedical Applications. Metals 2021, 11, 1027. [Google Scholar] [CrossRef]
- Emsley, J. Elements; Mir: Moscow, Russia, 1993; p. 256. [Google Scholar]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Zhang, T.; Ou, P.; Ruan, J.; Yang, H. Nb-Ti-Zr alloys for orthopedic implants. J. Biomater. Appl. 2021, 35, 1284–1293. [Google Scholar] [CrossRef]
- Illarionov, A.G.; Grib, S.V.; Yurovskikh, A.S. Scientific approaches to the development of titanium-based alloys for medical implants. Solid State Phenom. 2020, 299, 462–467. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Aleksandrov, I.V. Volumetric Nanostructured Metallic Materials Obtaining, Structure and Properties: [Monograph]; Academkniga: Moscow, Russia, 2007. [Google Scholar]
- Yu, A.; Eroshenko, Y.P.; Sharkeyev, I.A.; Glukhov, P.V.; Uvarkin, A.M.; Mayrambekova, A.I. Tolmachev Influence of the size of structural elements and phase state on the mechanical properties of binary alloys of Ti-Nb and Zr-Nb systems. Izv. Vyss. Vyskikh Uchebnykh Obraz. Fiz. 2018, 61, 136–143. [Google Scholar]
- Zayed, E.M.; Shazly, M.; El-Sabbagh, A.; El-Mahallawy, N.A. Review article Deformation behavior and properties of severe plastic deformation techniques for bulk materials: A review. Heliyon 2023, 9, e16700. [Google Scholar] [CrossRef]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Bryła, K.; Čížek, J.; Divinski, S.; Enikeev, N.A.; et al. Nanomaterials by severe plastic deformation: Review of historical developments and recent advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Markushev, M.V. On the efficiency of some methods of intense plastic deformation intended for obtaining bulk nanostructured materials. Lett. Mater. 2011, 1, 36–42. [Google Scholar] [CrossRef]
- Mao, Q.; Liu, Y.; Zhao, Y. Review A review on mechanical properties and microstructure of ultrafine grained metals and alloys processed by rotary swaging. J. Alloys Compd. 2022, 896, 163122. [Google Scholar] [CrossRef]
- Raab, G.I.; Aleshin, G.N.; Fakhretdinova, E.I.; Raab, A.G.; Asfandiarov, R.N.; Aksenov, D.A.; Kodirov, I.S. Prospects for the development of new experimental and commercial methods of severe plastic deformation. MaTeD 2019, 1, 48–57. [Google Scholar]
- Moiseenkov, V.V.; Sevalnev, G.S.; Volkov, R.B.; Dulnev, K.V.; Levin, E.A. Application of the rotary forging method to produce rods from high-nitrogen steel VNS-78. Aviat. Mater. Technol. 2022, 4, 3–15. [Google Scholar] [CrossRef]
- Dedyulina, O.K.; Salishchev, G.A. Formation of ultrafine-grained structure in medium carbon steel 40XΓHM by rotary forging and its influence on mechanical properties. Fundam. Res. 2013, 1, 701–706. [Google Scholar]
- Chuvil’deev, V.N.; Kopylov, V.I.; Nokhrin, A.V.; Bakhmet’ev, A.M.; Tryaev, P.V.; Tabachkova, N.Y.; Chegurov, M.K.; Kozlova, N.A.; Mikhailov, A.S.; Ershova, A.V.; et al. Enhancement of the Strength and the Corrosion Resistance of a PT-7M Titanium Alloy Using Rotary Forging. Russ. Metall. (Met.) 2021, 2021, 600–610. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Mishin, I.P.; Zabudchenko a, O.V.; Lykova, O.N.; Manisheva, A.I. Structural-phase state and mechanical properties of β titanium alloy produced by rotary swaging with subsequent aging. J. Alloys Compd. 2023, 935, 167973. [Google Scholar] [CrossRef]
- Rogachev, S.O.; Andreev, V.A.; Gorshenkov, M.V.; Ten, D.V.; Kuznetsova, A.S.; Scherbakov, A.B. Improvement of strength characteristics of Zr-2.5% Nb alloy by rotary forging. Phys. Met. Metall. 2022, 123, 1002–1008. [Google Scholar]
- Freitas Rodrigues, P.; Teixeira, R.S.; Le Sénéchal, N.V.; Braz Fernandes, F.M.; Paula, A.S. The Influence of the Soaking Temperature Rotary Forging and Solution Heat Treatment on the Structural and Mechanical Behavior in Ni-Rich NiTi Alloy. Materials 2021, 15, 63. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.-Q.; Yu, Z.-T.; Liu, H.-Y.; Cheng, J.; Niu, J.-L.; Yu, S. Microstructures and Properties of Ti-25Nb-15Zr Alloy for Spectacle Frame. Key Eng. Mater. 2017, 727, 191–195. [Google Scholar] [CrossRef]
- Bartha, K.; Stráský, J.; Veverková, A.; Veselý, J.; Čížek, J.; Málek, J.; Polyakova, V.; Semenova, I.; Janĕcek, M. Phase Transformations upon Ageing in Ti15Mo Alloy Subjected to Two Different Deformation Methods. Metals 2021, 11, 1230. [Google Scholar] [CrossRef]
- Wang, Q.; Dong, C.; Liaw, P.K. Structural Stabilities of β-Ti Alloys Studied Using a New Mo Equivalent Derived from [β/(α + β)] Phase-Boundary Slopes. Metall. Mater. Trans. A 2015, 46, 3440–3447. [Google Scholar] [CrossRef]
- Abdel-Hady, M.; Hinoshita, K.; Morinaga, M. General approach to phase stability and elastic properties of β-type Ti-alloys using electronic parameters. Scripta Mater. 2006, 55, 477–480. [Google Scholar] [CrossRef]
- Abdel-Hady, M.; Fuwa, H.; Hinoshita, K.; Kimura, H.; Shinzato, Y.; Morinaga, M. Phase stability change with Zr content in β-type Ti–Nb alloys. Scr. Mater. 2007, 57, 1000–1003. [Google Scholar] [CrossRef]
- Miyazaki, S. My experience with Ti–Ni-based and Ti-based shape memory alloys. Shap. Mem. Superelasticity 2017, 3, 279–314. [Google Scholar] [CrossRef]
- Hao, Y.L.; Li, S.J.; Prima, F.; Yang, R. Controlling reversible martensitic transformation in titanium alloys with high strength and low elastic modulus. Scr. Mater. 2012, 67, 487–490. [Google Scholar] [CrossRef]
- Korenev, A.; Illarionov, A.G. Influence of cold deformation on structure, texture, elastic and microrodurometric properties of biocompatible beta-titanium alloys based on Ti-Nb-Zr system. FMM 2023, 124, 492–499. [Google Scholar]
- ASTM E1269; Standard Test Method for Determining Specific Heat Capacity by Differential Scanning Calorimetry. ASTM: West Conshohocken, PA, USA, 2011.
- Parker, W.J.; Jenkins, R.J.; Butler, C.P.; Abbott, G.L. Flash Method of Determining Thermal Diffusivity, Heat Capacity, and Thermal Conductivity. J. Appl. Phys. 1961, 32, 1679–1684. [Google Scholar] [CrossRef]
- Polukhin, P.I.; Gorelik, S.S.; Vorontsov, V.K. Physical Bases of Plastic Deformation; Metallurgy: Moscow, Russia, 1982; p. 584. [Google Scholar]
- Levinger, B.W. Lattice Parameter of Beta Titanium at Room Temperature. Trans. AIME J. Met. 1953, 5, 195. [Google Scholar] [CrossRef]
- Khrunyk, Y.Y.; Ehnert, S.; Grib, S.V.; Illarionov, A.G.; Stepanov, S.I.; Popov, A.A.; Ryzhkov, M.A.; Belikov, S.V.; Xu, Z.; Rupp, F.; et al. Synthesis and Characterization of a Novel Biocompatible Alloy, Ti-Nb-Zr-Ta-Sn. Int. J. Mol. Sci. 2021, 22, 10611. [Google Scholar] [CrossRef]
- Grachev, S.V.; Rodaz, V.R.; Bogatov, A.A.; Shveikin, V.P. Physical Metallurgy; UGTU-UPI: Ekaterinburg, Russia, 2001; p. 534. [Google Scholar]
- Hynowska, A.; Pellicer, E.; Fornell, J.; González, S.; van Steenberge, N.; Suriñach, S.; Gebert, A.; Calin, M.; Eckert, J.; Rodó, M.D.; et al. Nanostructured β-phase Ti-31.0Fe-9.0Sn and sub-μm structured Ti-39.3Nb-13.3Zr-10.7Ta alloys for biomedical applications: Microstructure benefits on the mechanical and corrosion performances. Mater. Sci. Eng. C 2012, 32, 2418–2425. [Google Scholar] [CrossRef]
- Hao, Y.L.; Niinomy, N.; Kuroda, D.; Fukunaga, K.; Zhou, Y.L.; Yang, R.; Suzuki, A. Aging Response of the Young’s Modulus and Mechanical Properties of Ti-29Nb-13Ta-4.6Zr for Biomedical Applications. Metall. Mater. Trans. A 2003, 34, 1007–1012. [Google Scholar] [CrossRef]
- Ivanov, I.; Safarova, D.; Bataeva, Z.; Bataev, I. Comparison of approaches based on the Williamson-Hall method for analyzing the structure of the high-entropy alloy Al0.3CoCrFeNi after cold plastic deformation. Met. Process. 2022, 24, 90–102. [Google Scholar] [CrossRef]
- Kolachev, B.A.; Livanov, V.I.; Elagin, V.A. Metallology and Heat Treatment of Non-Ferrous Metals and Alloys; Metallurgy: Moscow, Russia, 1999; 416p. [Google Scholar]
- Zwicker, U. Titanium and Its Alloys; Metallurgy: Moscow, Russia, 1979; 512p. [Google Scholar]
- Moffat, D.L.; Larbalestier, D.C. The Competition between Martensite and Omega in Quenched Ti-Nb Alloys. Metall. Trans. A 1988, 19, 1677–1686. [Google Scholar] [CrossRef]
- ASM International. Metals Handbook, Properties and Selection: Nonferrous Alloys and Special-Purpose Metals, 10th ed.; ASM International: Almere, The Netherlands, 1990; Volume 2. [Google Scholar]
- Legostaeva, E.V.; Sharkeyev, Y.P.; Belyavskaya, O.A.; Vavilov, V.P.; Skripnyak, V.A.; Zhilyakov, A.Y.; Kuznetsov, V.P.; Eroshenko, A.Y. Influence of ultrafine-grained state on thermophysical properties of alloys Zr—1 wt.% Nb and Ti—45 wt.% Nb and processes of dissipation and accumulation of energy during deformation// IZVESTIJA Vysshee HIGH SCHOOLS. Physics 2020, 63, 28–35. [Google Scholar]
- Gorbatov, V.I.; Polev, V.F.; Pilyugin, V.P.; Korshunov, I.G.; Smirnov, A.L.; Taluts, S.G.; Brytkov, D.A. Temperature conductivity of submicro- and nanocrystalline niobium, titanium, and zirconium at high temperatures. Thermophys. High Temp. 2013, 51, 539–542. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Nb | Zr | Fe | Ni | Cr |
|---|---|---|---|---|---|
| Balance | 39.5 | 7.09 | 0.031 | 0.032 | 0.015 |
| [Mo]eq | βtr, °C | MS, °C | Bo | Md |
|---|---|---|---|---|
| 15.25 | 539 | −165 | 2.884 | 2.464 |
| Phase | dexp | h | k | l | dref | dcomp |
|---|---|---|---|---|---|---|
| α | 2.564 | 1 | 0 | 0 | 2.558 | - |
| α | 2.353 | 0 | 0 | 2 | 2.341 | - |
| α | 2.247 | 1 | 1 | 0 | 2.244 | - |
| β | 1.667 | 2 | 0 | 0 | - | 1.648 |
| β | 1.177 | 2 | 2 | 0 | - | 1.165 |
| α | 1.124 | 2 | 0 | 2 | 1.119 | - |
| β | 1.053 | 3 | 1 | 0 | - | 1.042 |
| α | 0.991 | 2 | 0 | 3 | 0.987 | - |
| β | 0.885 | 3 | 2 | 1 | - | 0.881 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Illarionov, A.; Mukanov, G.; Stepanov, S.; Kuznetsov, V.; Karelin, R.; Andreev, V.; Yusupov, V.; Korelin, A. Microstructure and Physico-Mechanical Properties of Biocompatible Titanium Alloy Ti-39Nb-7Zr after Rotary Forging. Metals 2024, 14, 497. https://doi.org/10.3390/met14050497
Illarionov A, Mukanov G, Stepanov S, Kuznetsov V, Karelin R, Andreev V, Yusupov V, Korelin A. Microstructure and Physico-Mechanical Properties of Biocompatible Titanium Alloy Ti-39Nb-7Zr after Rotary Forging. Metals. 2024; 14(5):497. https://doi.org/10.3390/met14050497
Chicago/Turabian StyleIllarionov, Anatoly, Galymzhan Mukanov, Stepan Stepanov, Viktor Kuznetsov, Roman Karelin, Vladimir Andreev, Vladimir Yusupov, and Andrei Korelin. 2024. "Microstructure and Physico-Mechanical Properties of Biocompatible Titanium Alloy Ti-39Nb-7Zr after Rotary Forging" Metals 14, no. 5: 497. https://doi.org/10.3390/met14050497