Springback Prediction of Aluminum Alloy Sheet under Changing Loading Paths with Consideration of the Influence of Kinematic Hardening and Ductile Damage †

 ,
,
Abstract
:1. Introduction
2. Constitutive Equations
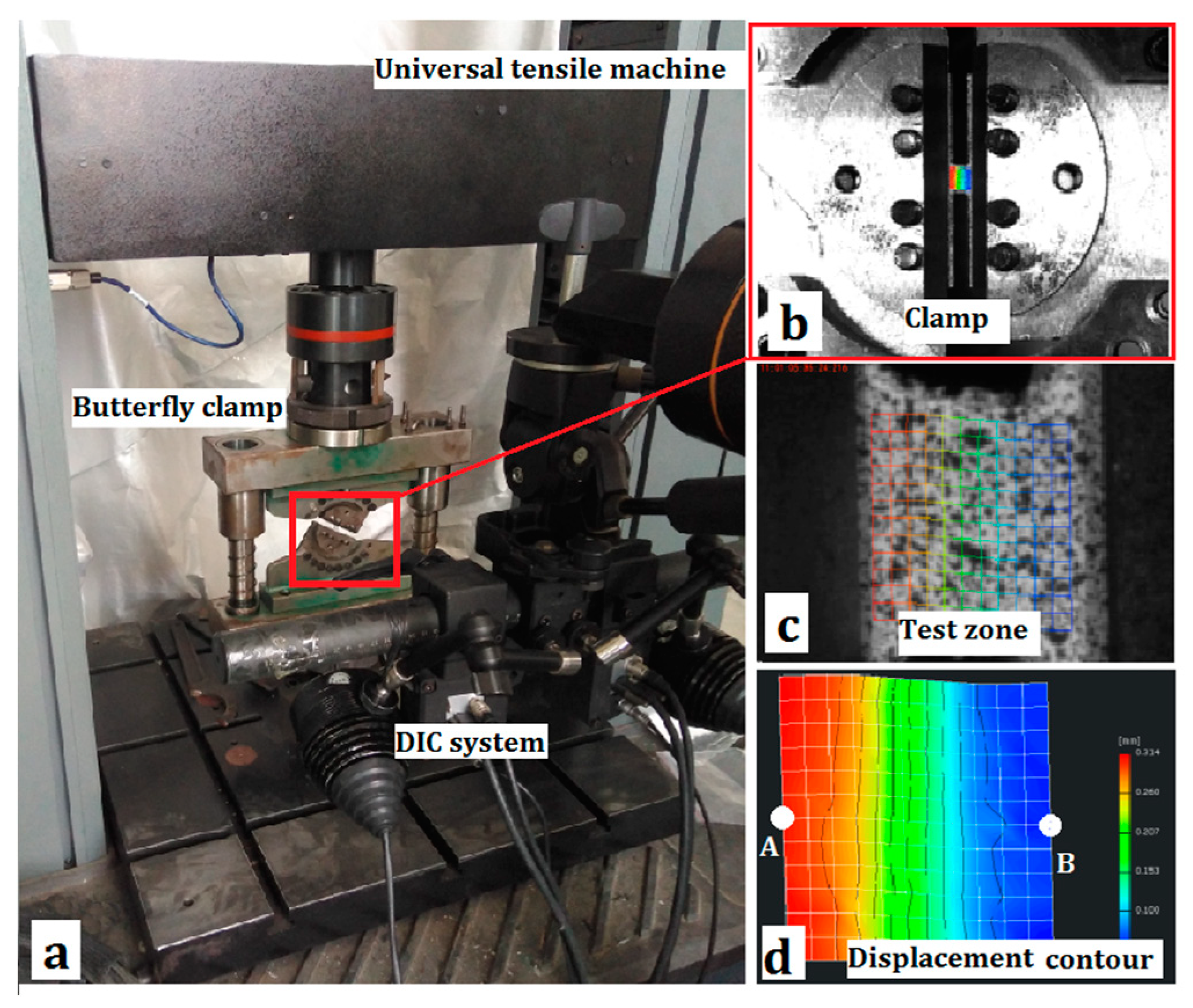
3. Experimental Investigations
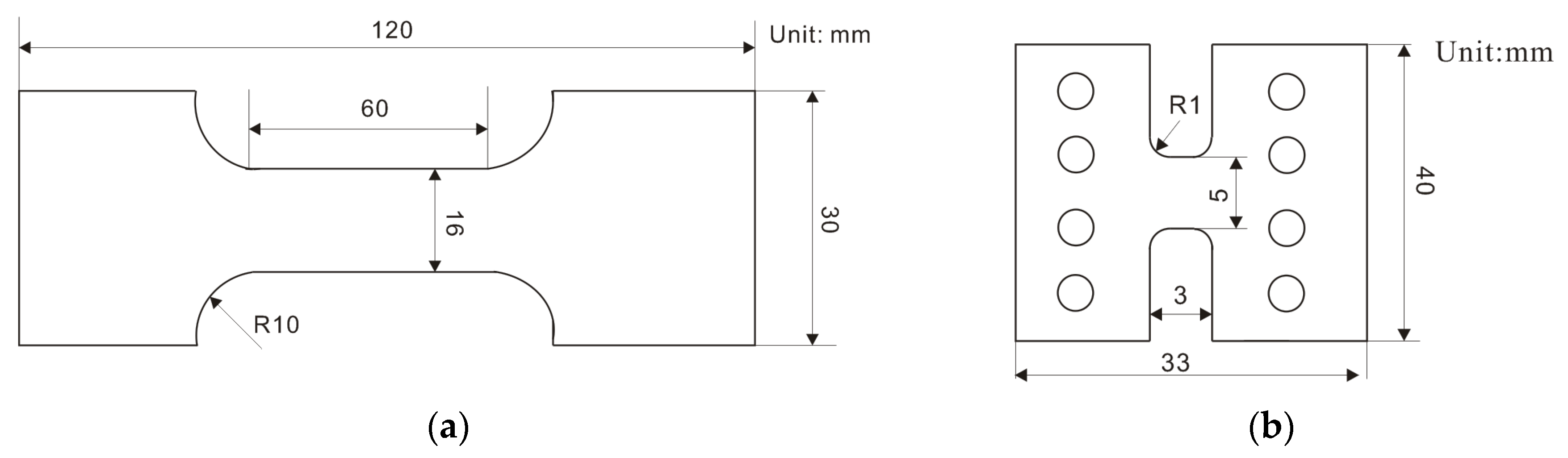
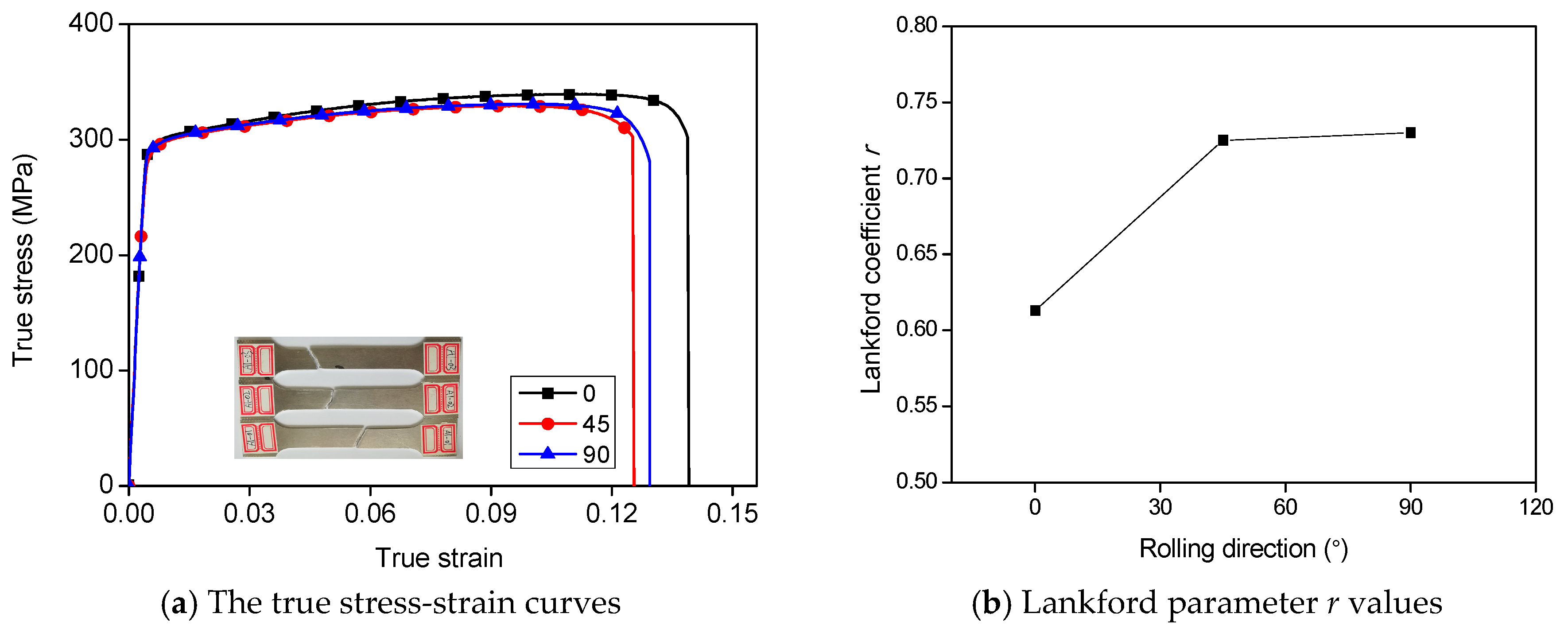
3.1. Uniaxial Tensile Tests
3.2. Cyclic Shear Loading Tests
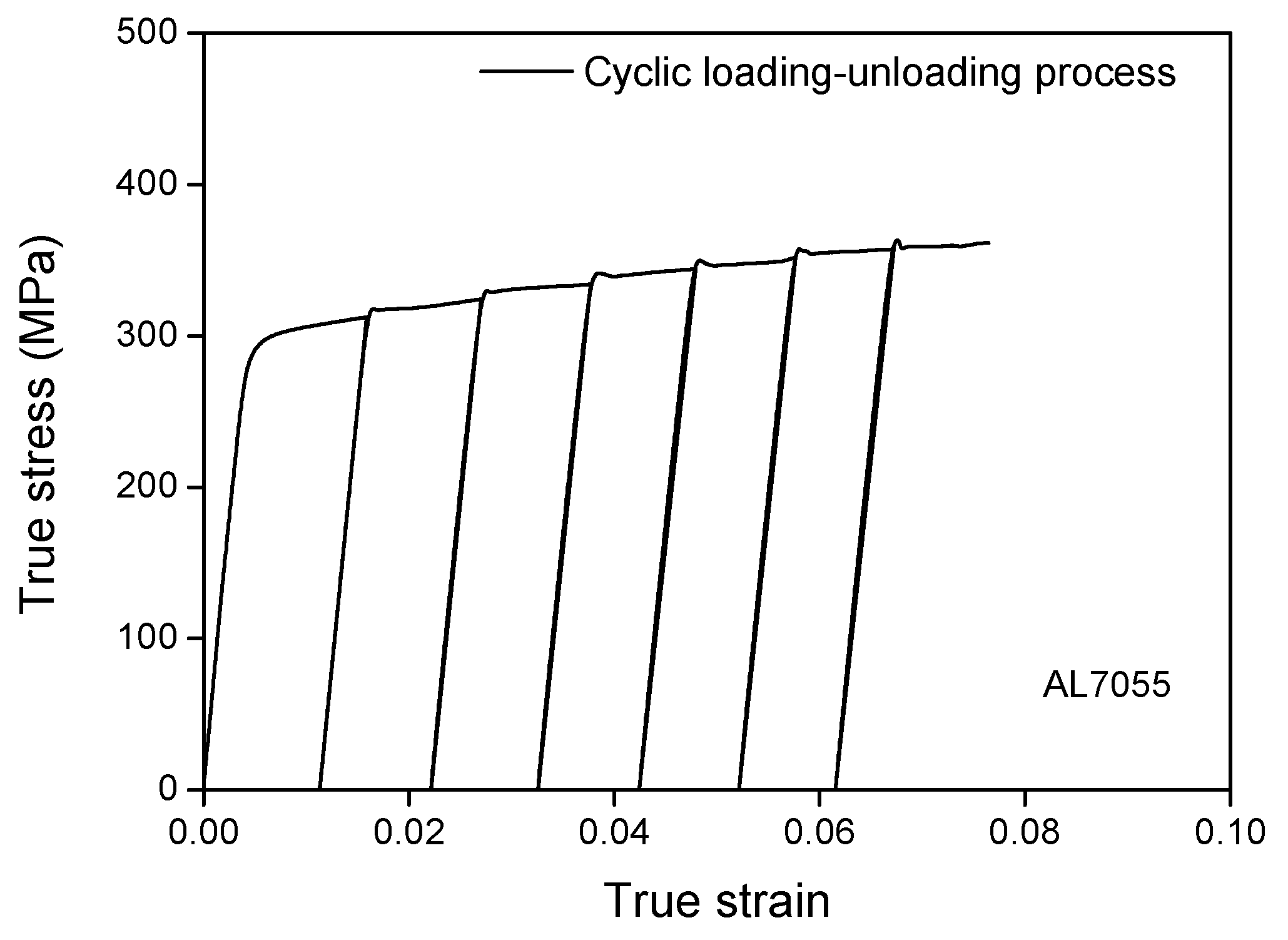
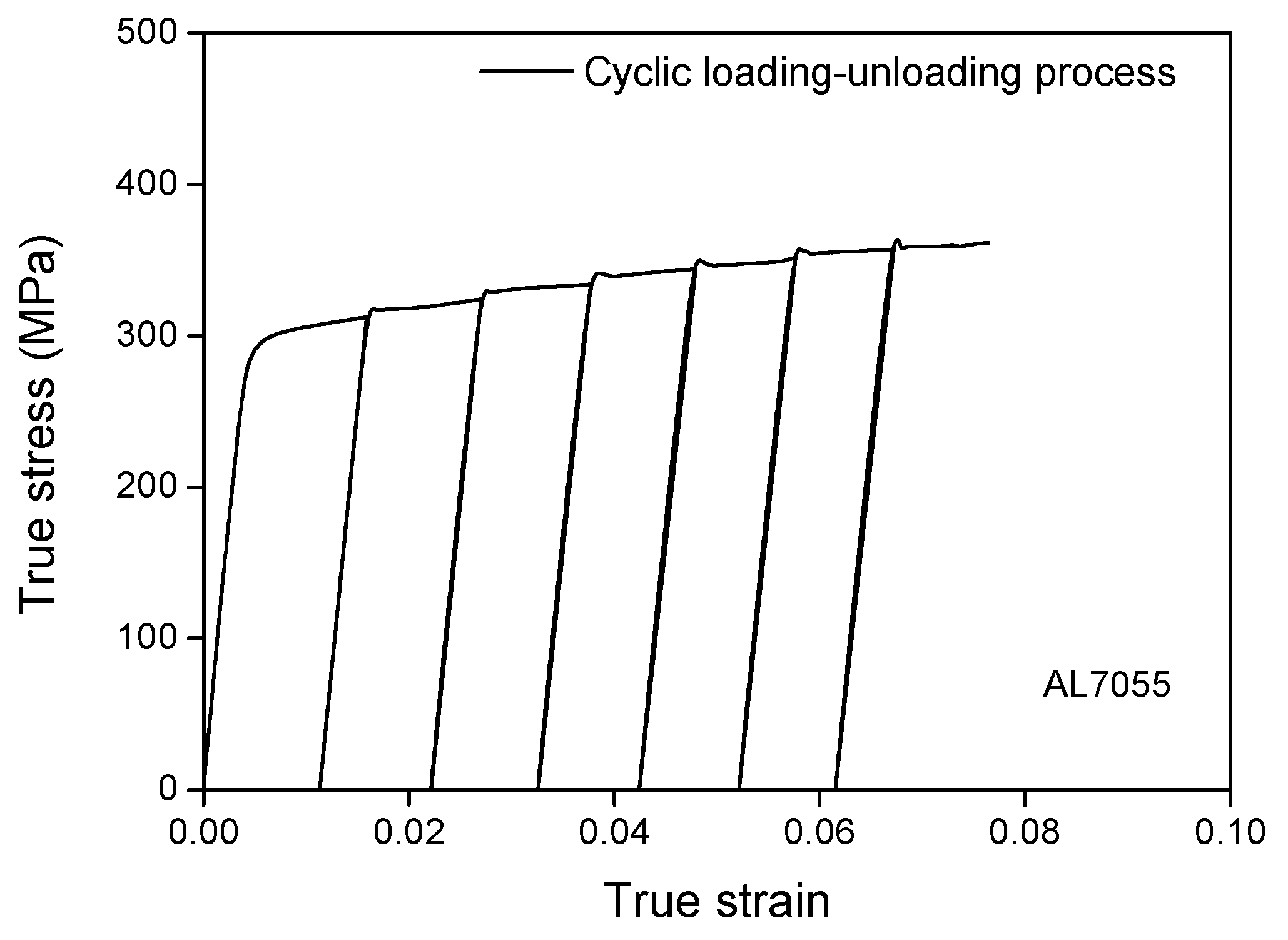
3.3. Cyclic Loading-Unloading Uniaxial Tension Tests
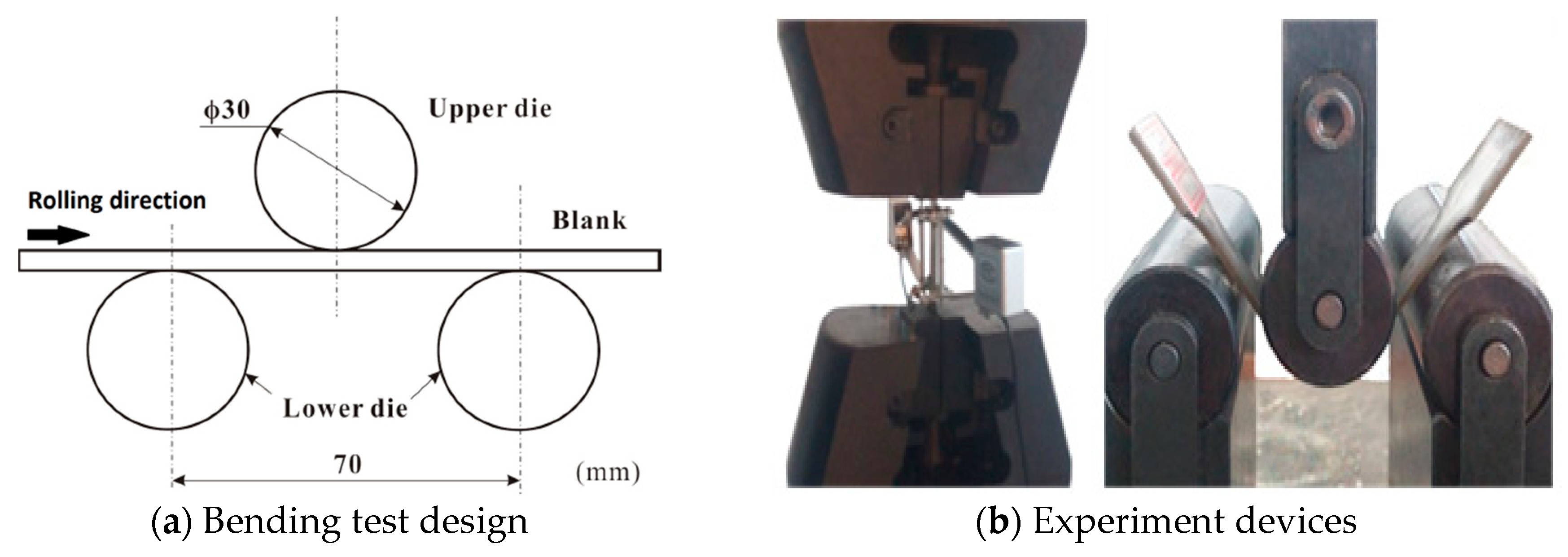
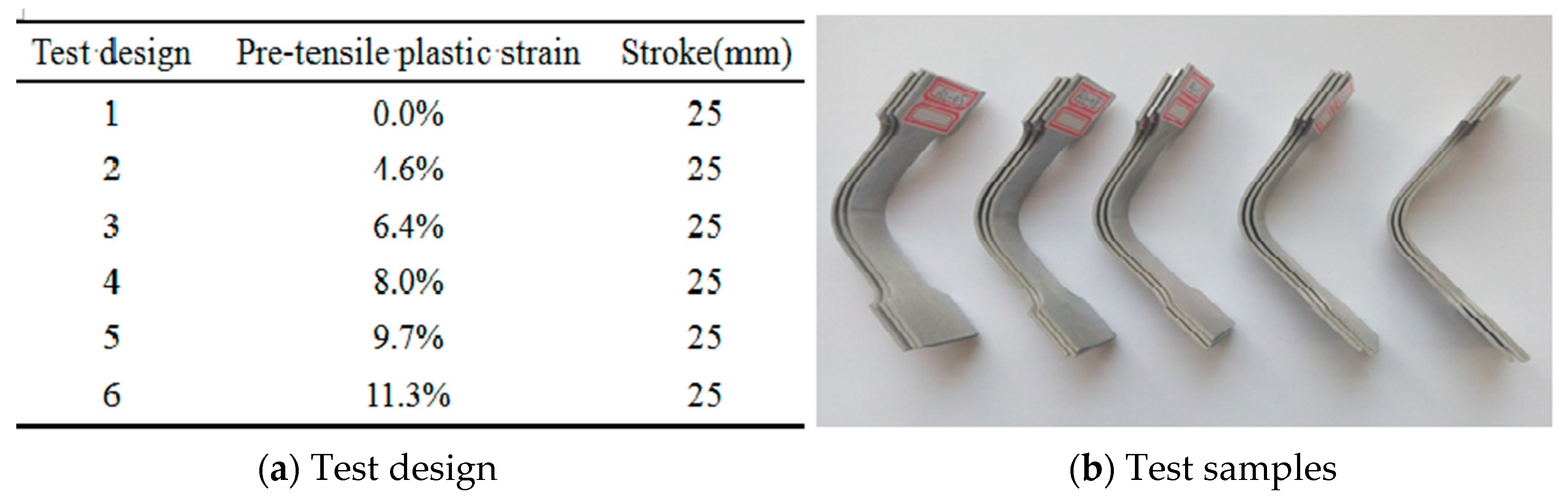
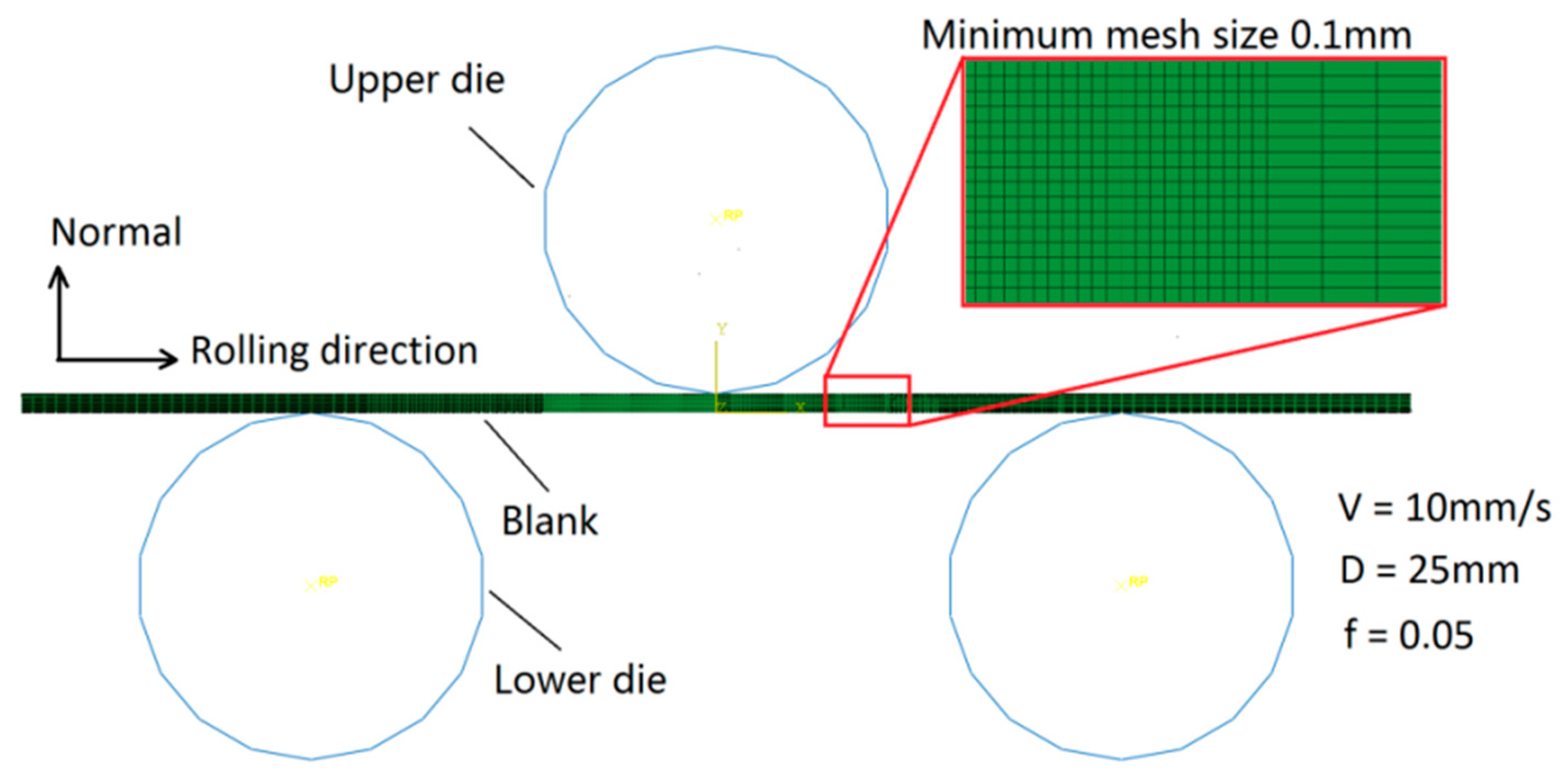
3.4. Bending Test with Pre-Stretch Strain
4. Simulation Results
4.1. Effect of Kinematic Hardening Fraction on Springback Prediction
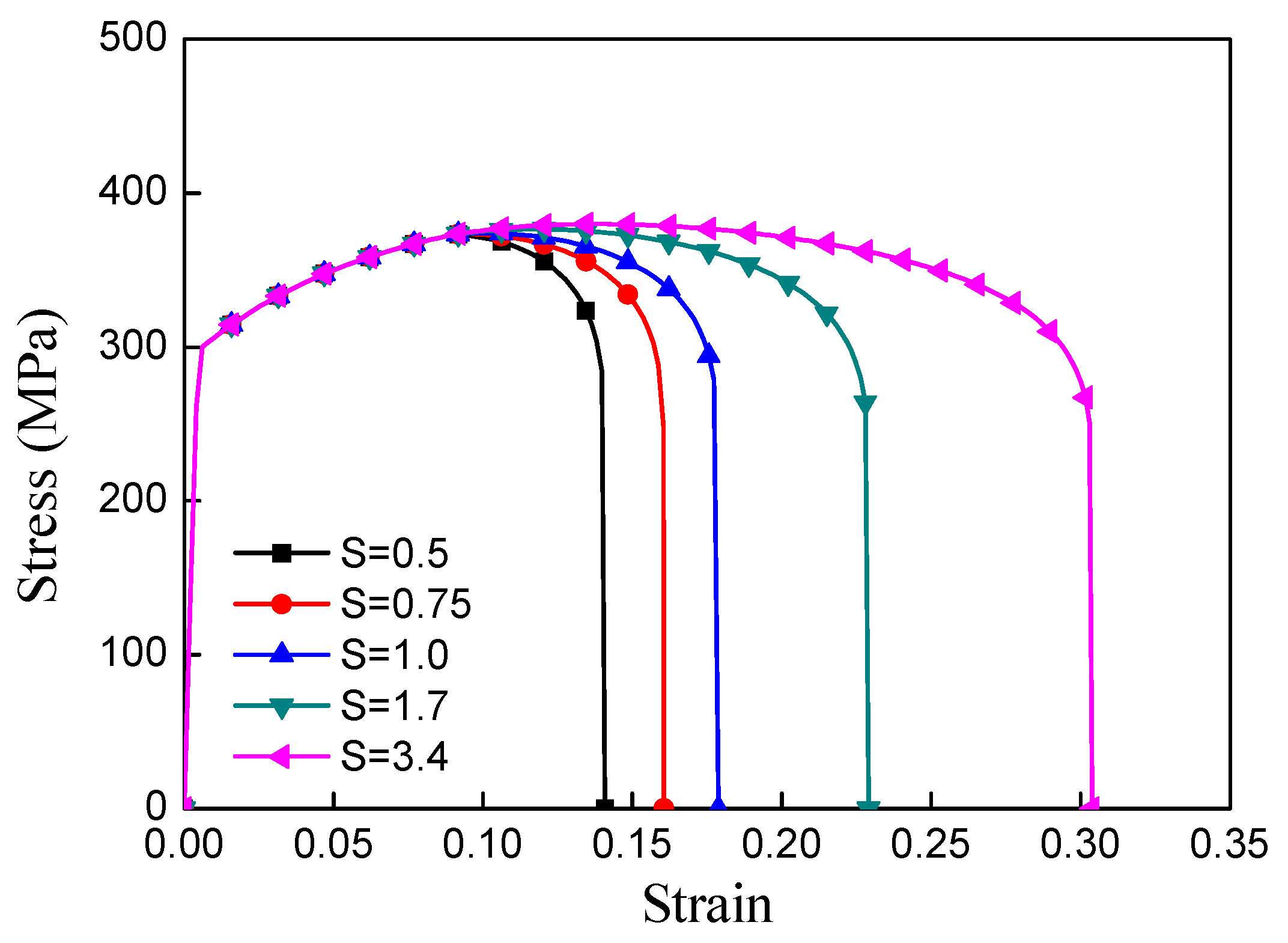
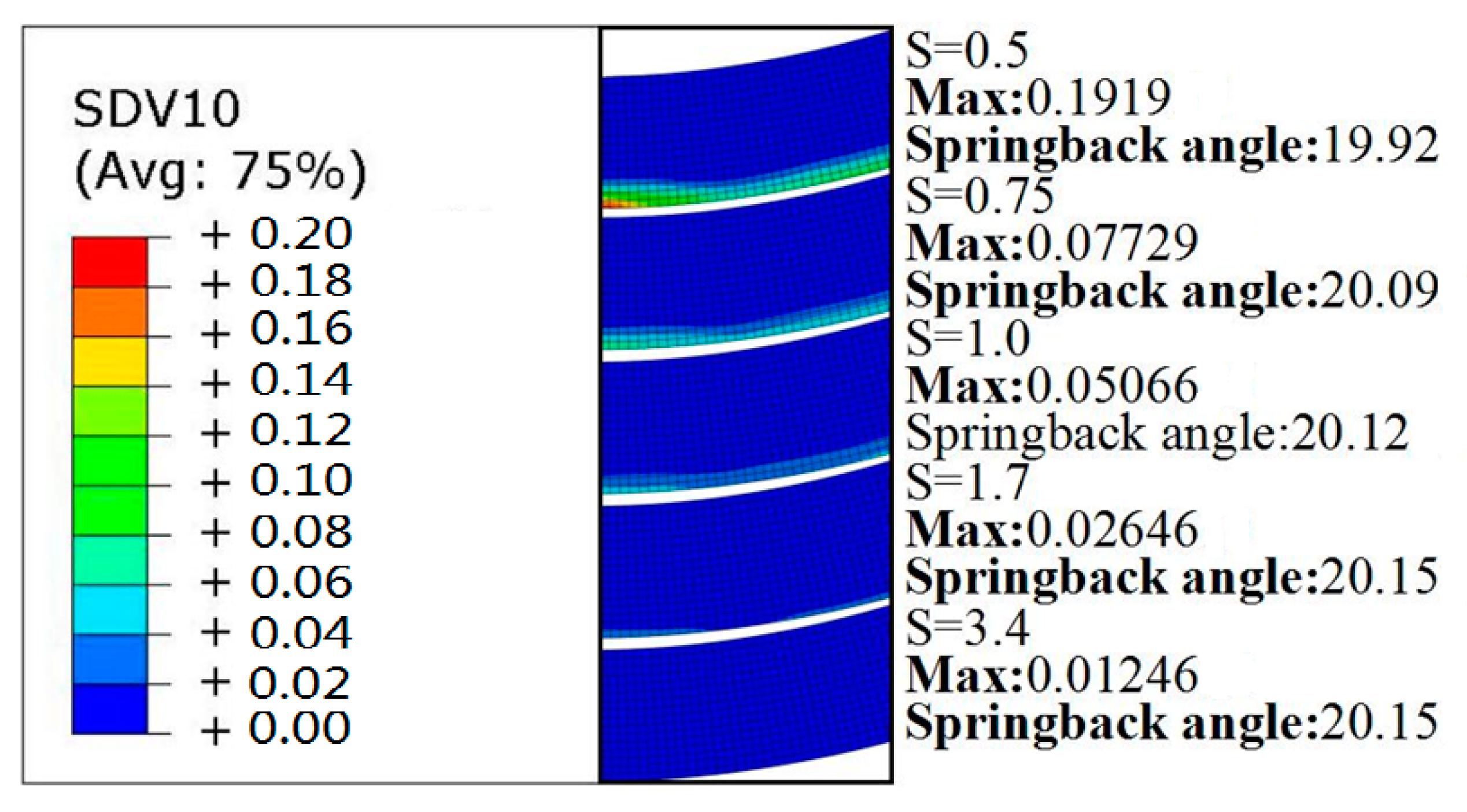
4.2. Effect of Damage Coupling on Springback Prediction
5. Conclusions
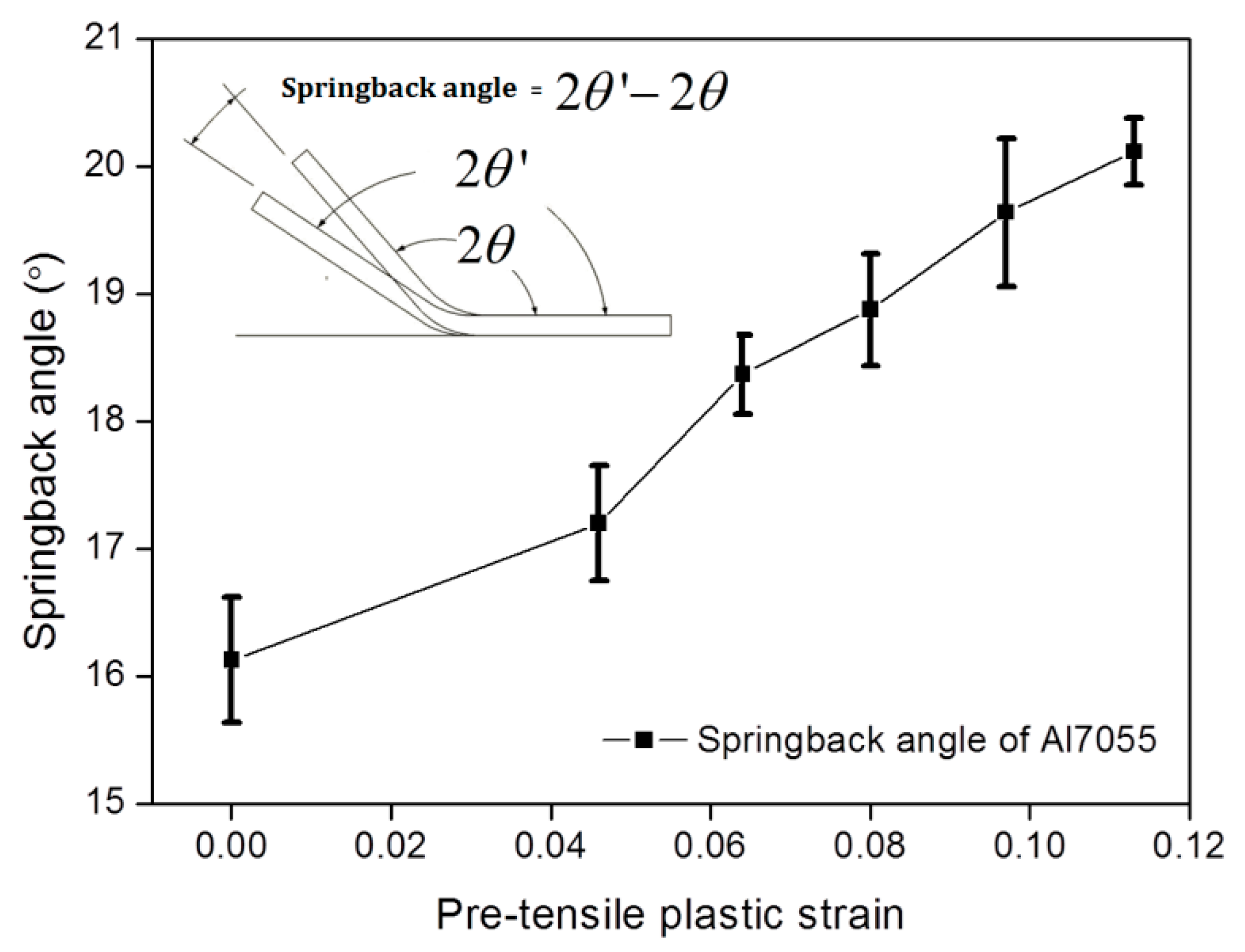
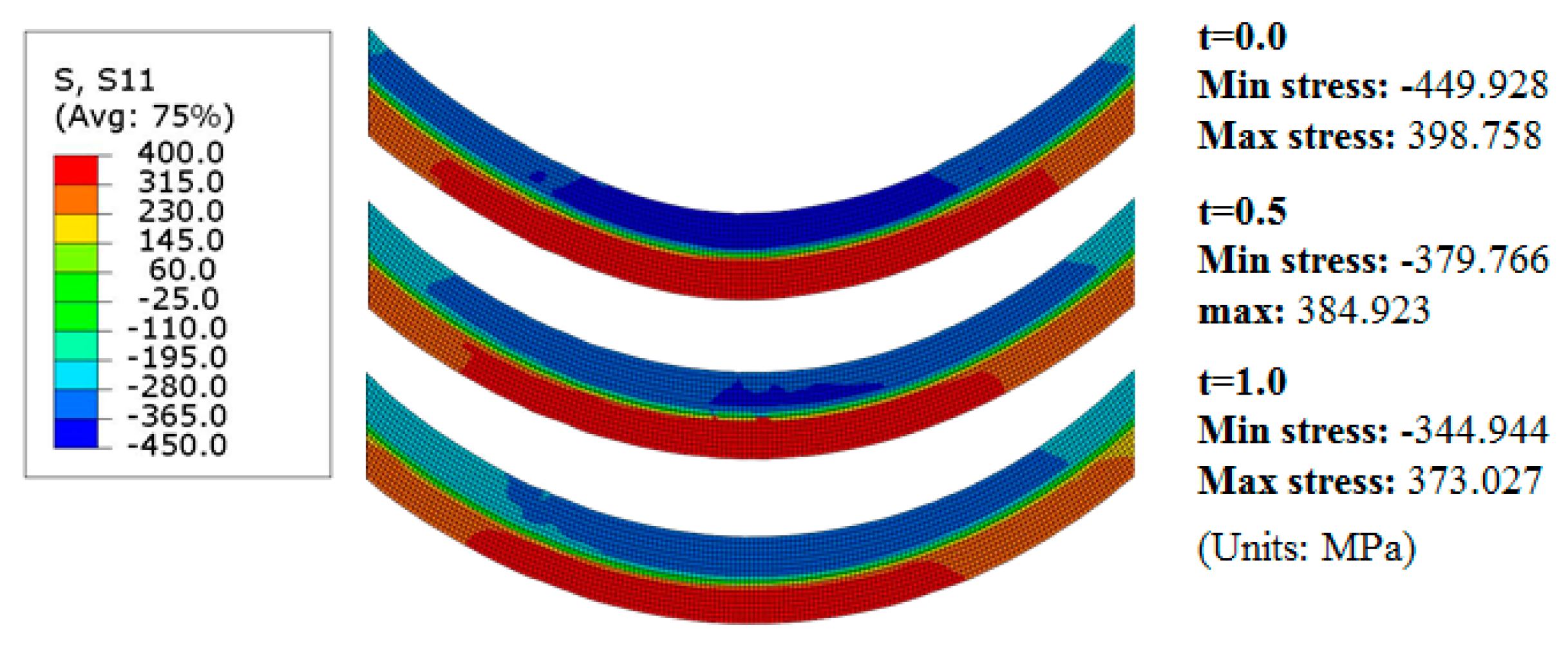
- Through the experimental observation, it was found that under the same bending depth the springback angle increases with the increase of the pre-stretch displacement. The pre-deformation plays an important role in the final sample shapes.
- The influence of the kinematic hardening on the springback prediction of sheet metal is relatively large. The numerically obtained springback angle decreases with the increase of the ratio of kinematic hardening in total hardening. With the increase of pre-stretch displacement, the influence of kinematic hardening will be enlarged. Meanwhile, though this methodology, the ratio of kinematic hardening in total hardening can be coarsely determined.
- The ductile damage has a great influence on the springback prediction of sheet metal. It not only affects the Young’s modulus but the mechanical state of the formed samples. The numerical simulation with consideration of the ductile damage gives more accurately predicted springback angles.
Author Contributions
Funding
Conflicts of Interest
Appendix A
References
- Sumikawa, S.; Ishiwatari, A.; Hiramoto, J. Improvement of springback prediction accuracy by considering nonlinear elastoplastic behavior after stress reversal. J. Mater. Process. Technol. 2017, 241, 46–53. [Google Scholar] [CrossRef]
- Hassan, H.U.; Traphöner, H.; Güner, A.; Tekkaya, A.E. Accurate springback prediction in deep drawing using pre-strain based multiple cyclic stress–strain curves in finite element simulation. Int. J. Mech. Sci. 2016, 110, 229–241. [Google Scholar] [CrossRef]
- Chan, K.C.; Wang, S.H. Theoretical analysis of springback in bending of integrated circuit leadframes. J. Mater. Process. Technol. 1999, 91, 111–115. [Google Scholar] [CrossRef]
- Yuen, W.Y.D. A generalised solution for the prediction of springback in laminated strip. J. Mater. Process. Technol. 1996, 61, 254–264. [Google Scholar] [CrossRef]
- Neto, D.M.; Oliveira, M.C.; Santos, A.D.; Alves, J.L.; Menezes, L.F. Influence of boundary conditions on the prediction of springback and wrinkling in sheet metal forming. Int. J. Mech. Sci. 2017, 122, 244–254. [Google Scholar] [CrossRef]
- Liao, J.; Xue, X.; Lee, M.G.; Barlat, F.; Vincze, G.; Pereira, A.B. Constitutive modeling for path-dependent behavior and its influence on twist springback. Int. J. Plast. 2017, 93, 64–88. [Google Scholar] [CrossRef]
- Prates, P.A.; Pereira, A.F.G.; Sakharova, N.A.; Oliveira, M.C.; Fernandes, J.V. Inverse strategies for identifying the parameters of constitutive laws of metal sheets. Adv. Mater. Sci. Eng. 2016, 2016, 1–18. [Google Scholar] [CrossRef]
- Li, K.; Carden, W.; Wagoner, R. Simulation of springback. Int. J. Mech. Sci. 2002, 44, 103–122. [Google Scholar] [CrossRef]
- Oliveira, M.C.; Alves, J.L.; Chaparro, B.M.; Menezes, L.F. Study on the influence of work-hardening modeling in springback prediction. Int. J. Plast. 2007, 23, 516–543. [Google Scholar] [CrossRef] [Green Version]
- Chung, K.; Lee, M.G.; Kim, D.; Kim, C.; Wenner, M.L.; Barlat, F. Spring-back evaluation of automotive sheets based on isotropic-kinematic hardening laws and non-quadratic anisotropic yield functions: Part I: Theory and formulation. Int. J. Plast. 2005, 21, 861–882. [Google Scholar] [CrossRef]
- Chun, B.; Jinn, J.; Lee, J. Modeling the Bauschinger effect for sheet metals, part I: Theory. Int. J. Plast. 2002, 18, 571–595. [Google Scholar] [CrossRef]
- Dongjuan, Z.; Zhenshan, C.; Xueyu, R.; Yuqiang, L. Sheet springback prediction based on non-linear combined hardening rule and Barlat89’s yielding function. Comput. Mater. Sci. 2006, 38, 256–262. [Google Scholar] [CrossRef]
- Zang, S.; Lee, M.G.; Sun, L.; Kim, J.H. Measurement of the Bauschinger behavior of sheet metals by three-point bending springback test with pre-strained strips. Int. J. Plast. 2014, 59, 84–107. [Google Scholar] [CrossRef]
- Stoughton, T.; Xia, C.; Du, C.; Shi, M. Challenges for Constitutive Models for Forming of Advanced Steels. In Proceedings of the National Science Foundation Workshop, Arlington, VA, USA, 29–30 March 2006. [Google Scholar]
- Lee, M.G.; Kim, D.; Kim, C.; Wenner, M.L.; Wagoner, R.H.; Chung, K. A practical two-surface plasticity model and its application to spring-back prediction. Int. J. Plast. 2007, 23, 1189–1212. [Google Scholar] [CrossRef]
- Govik, A.; Rentmeester, R.; Nilsson, L. A study of the unloading behaviour of dual phase steel. Mater. Sci. Eng. A 2014, 602, 119–126. [Google Scholar] [CrossRef]
- Gau, J.-T.; Kinzel, G.L. A new model for springback prediction in which the Bauschinger effect is considered. Int. J. Mech. Sci. 2001, 43, 1813–1832. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, Q.; Yan, J.; Chen, J. Springback prediction and compensation for the third generation of UHSS stamping based on a new kinematic hardening model and inertia relief approach. Int. J. Adv. Manuf. Technol. 2017, 90, 875–885. [Google Scholar] [CrossRef]
- Nayebi, A.; Shahabi, M. Effect of continuum damage mechanics on springback prediction in metal forming processes. J. Mech. Sci. Technol. 2017, 31, 2229–2234. [Google Scholar] [CrossRef]
- Zajkani, A.; Hajbarati, H. An analytical modeling for springback prediction during U-bending process of advanced high-strength steels based on anisotropic nonlinear kinematic hardening model. Int. J. Adv. Manuf. Technol. 2017, 90, 349–359. [Google Scholar] [CrossRef]
- Jamli, M. Finite element analysis of springback process in sheet metal forming. Int. J. Adv. Manuf. Technol. 2017, 11, 75–84. [Google Scholar]
- Badreddine, H.; Yue, Z.; Saanouni, K. Modeling of the induced plastic anisotropy fully coupled with ductile damage under finite strains. Int. J. Solids Struct. 2017, 108, 49–62. [Google Scholar] [CrossRef]
- Saanouni, K. Damage Mechanics in Metal Forming: Advanced Modeling and Numerical Simulation; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Souto, N.; Andrade-Campos, A.; Thuillier, S. Material parameter identification within an integrated methodology considering anisotropy, hardening and rupture. J. Mater. Process. Technol. 2015, 220, 157–172. [Google Scholar] [CrossRef]
- Yue, Z.; Soyarslan, C.; Badreddine, H.; Saanouni, K.; Tekkaya, A.E. Identification of fully coupled anisotropic plasticity and damage constitutive equations using a hybrid experimental–numerical methodology with various triaxialities. Int. J. Damage Mech. 2015, 24, 683–710. [Google Scholar] [CrossRef]
- Yue, Z. Ductile Damage Prediction in Sheet Metal Forming Processes. Ph.D. Thesis, University of Technology of Troyes, Troyes, France, 8 September 2014. [Google Scholar]
- François, M. A plasticity model with yield surface distortion for non proportional loading. Int. J. Plast. 2001, 17, 703–717. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | t (mm) | ρ (g/cm3) | E (MPa) | ν | σy (MPa) | σs (MPa) | F = F* | G = G* | H = H* | L = L* | M = M* |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AA7055 | 1.60 | 2.86 | 68439 | 0.3 | 290.98 | 369.19 | 0.52 | 0.62 | 0.38 | 1.5 | 1.5 |
| N = N* | Q (MPa) | b | C (MPa) | a | S | s | β | Y0 | γ | h | dc |
| 1.4 | 720 | 14.5 | 720 | 14.5 | 0.75 | 1.0 | 4 | 1 | 3 | 0.2 | 0.99 |
| Kinematic Hardening Fraction | Isotropic Hardening | Kinematic Hardening | ||
|---|---|---|---|---|
| Q (MPa) | b | C (MPa) | a | |
| 0.0 | 1441 | 14.53 | 0 | 14.53 |
| 0.1 | 1297 | 144.1 | ||
| 0.2 | 1153 | 288.3 | ||
| 0.3 | 1009 | 432.4 | ||
| 0.4 | 864.9 | 576.6 | ||
| 0.5 | 720.8 | 720.8 | ||
| 0.6 | 576.6 | 864.9 | ||
| 0.7 | 432.4 | 1009 | ||
| 0.8 | 288.3 | 1153 | ||
| 0.9 | 144.1 | 1297 | ||
| 1.0 | 0 | 1441 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, Z.; Qi, J.; Zhao, X.; Badreddine, H.; Gao, J.; Chu, X. Springback Prediction of Aluminum Alloy Sheet under Changing Loading Paths with Consideration of the Influence of Kinematic Hardening and Ductile Damage. Metals 2018, 8, 950. https://doi.org/10.3390/met8110950
Yue Z, Qi J, Zhao X, Badreddine H, Gao J, Chu X. Springback Prediction of Aluminum Alloy Sheet under Changing Loading Paths with Consideration of the Influence of Kinematic Hardening and Ductile Damage. Metals. 2018; 8(11):950. https://doi.org/10.3390/met8110950
Chicago/Turabian StyleYue, Zhenming, Jiashuo Qi, Xiaodi Zhao, Houssem Badreddine, Jun Gao, and Xingrong Chu. 2018. "Springback Prediction of Aluminum Alloy Sheet under Changing Loading Paths with Consideration of the Influence of Kinematic Hardening and Ductile Damage" Metals 8, no. 11: 950. https://doi.org/10.3390/met8110950