Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron

State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing, Beijing 100083, China
*
Author to whom correspondence should be addressed.
Metals 2018, 8(12), 1068; https://doi.org/10.3390/met8121068
Submission received: 28 November 2018
/
Revised: 11 December 2018
/
Accepted: 12 December 2018
/
Published: 15 December 2018
(This article belongs to the Special Issue Ironmaking and Steelmaking)
Abstract
:To explore the feasibility of hot metal desulfurization using red mud, the sulfur distribution ratio (LS) between CaO-SiO2-Al2O3-Na2O-TiO2 slag and carbon-saturated iron is evaluated in this paper. First, the theoretical liquid areas of the CaO-SiO2-Al2O3 (-Na2O-TiO2) slag are discussed and the fluxing effects of Al2O3, Na2O, and TiO2 are confirmed. Then, LS is measured via slag-metal equilibrium experiments. The experimental results show that LS significantly increases with the increase of temperature, basicity, and Na2O content, whereas it decreases with the increase of Al2O3 and TiO2 content. Na2O in the slag will volatilize with high temperatures and reducing conditions. Furthermore, based on experimental data for the sulfur distribution ratio between CaO-SiO2-Al2O3-Na2O-TiO2 slag and the carbon-saturated iron, the following fitting formula is obtained:
1. Introduction
Sulfur often deteriorates metal properties [1,2], especially metals’ toughness. To realize the deep desulfurization of steel [3,4], the process of hot metal desulfurization has become an economical and efficient method [2]. During this process, traditional lime-based slag has a high melting point. Therefore, CaF2 is widely added as an additive to decrease the melting point and improve the solubility of lime [5]. However, because CaF2 is toxic to the environment and human health, its use has been strictly restricted [6]. Hence, a desulfurizing slag with a much lower melting point, especially under conditions of high basicity, is required. Previous research [5,6,7,8,9,10,11,12] showed that other additives such as Al2O3, Na2O, and TiO2, could improve the desulfurization efficiency of lime-based slag. Niekerk and Dippenaar [5] determined that the Na2O equivalent of CaO was 0.30, and adding Na2O could significantly increase the sulfide capacity of silicate and lime-based slag. Pak and Fruehan [6] reported that the addition of Na2O lowered the melting point and improved the fluidity of lime-based slag. Zhang’s experiments [7] obtained good slag fluidity and a much better separation between the slag and the melt phases, attributed to the fact that Al2O3 and Na2O could act as a flux and decrease the melting point of the slag. Yajima et al. [8] found that, with the addition of Al2O3 to the CaO-SiO2-FeOx slag system at an oxygen partial pressure of 1.8 × 10−3 Pa, the liquid areas were enlarged. Park et al. and Sohn et al. [10,11] confirmed that TiO2 decreased the viscosity of blast furnace slag by depolymerizing the slag structure.
Red mud is the residue discharged by the aluminum industry after the extraction of alumina. In addition to CaO, there is an abundance of Al2O3, Na2O, and TiO2 in red mud. However, it is piled up, pollutes the environment, and increases the burden on enterprises. The sulfur distribution ratio between CaO-SiO2-Al2O3-Na2O-TiO2 slag and carbon-saturated iron is examined in this study to explore the feasibility of hot metal desulfurization using red mud. First, the liquid areas of the CaO-SiO2-Al2O3 slag system, along with the effects of Al2O3, Na2O, and TiO2, are investigated thermodynamically using FactSage7.0 software. Then, the sulfur distribution ratio between these slag systems and carbon-saturated iron is examined using an equilibrium experiment in the laboratory.
2. Liquid Areas of the CaO-SiO2-Al2O3 (-Na2O-TiO2) Slag System
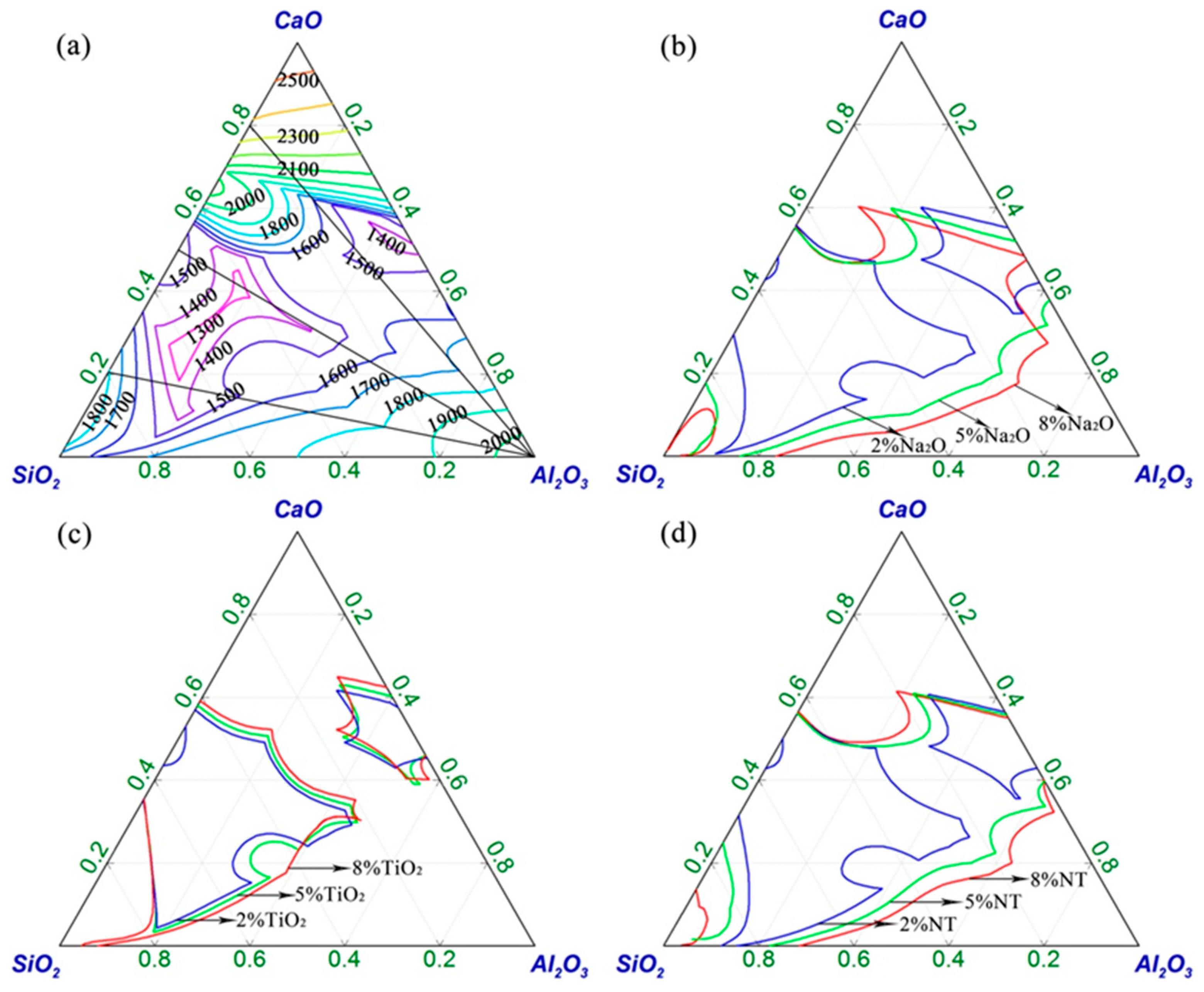
The liquid areas of CaO-SiO2-Al2O3 slag, simulated by the FactSage7.0 software (developed by CRCT, Montreal, QC, Canada and GTT-Technologies, Herzogenrath, Germany), are shown in Figure 1. Figure 1a shows that the liquid areas at 1400 °C, 1500 °C, and 1600 °C account for about 1/11, 1/4, and 1/2 of the whole diagram area, respectively. This indicates that high temperature is beneficial to the melting of slag. In Figure 1a, there are three lines that correspond to the CaO/SiO2 of 0.25, 1, and 4, respectively. When CaO/SiO2 is constant, the melting point of the slag decreases at first and then increases with an increase of Al2O3 content, indicating that adding Al2O3 can promote the melting of slag at low concentrations, whereas melting deteriorates above a certain content of Al2O3. When CaO/SiO2 is 0.25, 1, and 4, the critical value of Al2O3 content is 13.7–19.3%, 15.3–19.1%, and 36.1–43.4%, respectively. Therefore, Al2O3 has the effect of a flux, but its concentration should be controlled. Figure 1b,c show the effects of Na2O and TiO2 on the liquid areas of CaO-SiO2-Al2O3 slag at 1500 °C, respectively. Figure 1d shows the effect of a Na2O and TiO2 mixture (denoted as “NT”) at a mass ratio of Na2O/TiO2 = 2:1 on the liquid areas of CaO-SiO2-Al2O3 slag at 1500 °C. The liquid areas become enlarged with the increase of Na2O, TiO2, and NT content, showing that these additives could all promote the melting of the slag. However, Na2O and NT could promote the melting of the slag more effectively than TiO2.
Therefore, when the temperature is relatively low, it is possible to obtain a good melting effect on slag with the addition of Al2O3, Na2O, and TiO2. For the actual desulfurization capacity of slag systems and the feasibility of hot metal desulfurization using red mud, slag–metal equilibrium experiments were carried out.
3. Experimental
3.1. Experimental Materials
Iron was prepared by melting electrolytic iron (Fe > 99.6%), high-purity FeS, and graphite particles in an induction furnace. The final iron contained 4.0% carbon and 0.3% sulfur. The base slag was obtained by mixing analytical-grade reagents (i.e., CaO, SiO2, Al2O3, Na2SiO3, and TiO2), and its composition varied around the composition of red mud. Na2SiO3 was added as a source of Na2O [6]. With the help of a muffle furnace, CaO, SiO2, Al2O3, and TiO2 were calcined at 1000 °C for 2 h, and Na2SiO3 was roasted at 300 °C for 2 h to remove carbonates and hydroxides prior to use. The base slag was uniformly mixed in an agate mortar and then formed into cylinders with a diameter of 18 mm, at a pressure of 30 MPa for 2 min. The iron samples were shaped into cylinders with a diameter of 18 mm by wire cutting. The weight of the base slag was about 12 g, and that of the iron sample was about 15 g. The mass ratio of slag to metal was 0.8:1. A graphite crucible (OD = 25 mm, ID = 20 mm, H = 30 mm) was employed in the experiment.
3.2. Experimental Scheme
The experiment mainly consisted of two parts. For experiments T1–Ti3, the effect of temperature, basicity (i.e., CaO/SiO2), and Al2O3, Na2O, and TiO2 content on the sulfur distribution ratio were measured by changing a single factor. For experiments 1–21, we referred to the method of uniform design [12]. Multiple factors were changed simultaneously, including temperature, basicity, Al2O3, Na2O, and TiO2 content. The test points were distributed as evenly as possible within the test range, so that each test point could be representative. The slag composition after equilibration is shown in Table 1.
3.3. Experimental Equipment
The experimental equipment included a horizontal resistance furnace, a gas-purification system, and a water-cooling device, whose schematic diagram is shown in Figure 2. A proportional-integral-derivative (PID) controller controlled the furnace with MoSi2 heating elements. After being calibrated, a Pt-30%Rh/Pt-6%Rh thermocouple was used to measure the temperature. The temperature control range of the furnace was 25–1700 °C, and the temperature accuracy of the heating zone was ±2 °C. The water-cooling device was circulated with cooling water to control the temperature at the end of the furnace tube. The gas-purification system consisted of allochroic silica gel, a molecular sieve for dehydration, and copper and magnesium pieces (heated to 500 °C) for deoxidation. Through the gas-purification system, high-purity argon (Ar > 99.99%) was introduced into the horizontal furnace tube to protect the samples and graphite crucibles from being oxidized until the experiment’s conclusion.
3.4. Experimental Procedure
Pre-prepared slag and iron were placed in the graphite crucible. At the same temperature, an Al2O3 boat can hold five graphite crucibles simultaneously. They were positioned in the heating zone of the furnace with the help of a molybdenum bar. Ar gas was introduced into the furnace tube at the flow rate of 500 mL/min. The furnace was then switched on. Before this, an experiment had been carried out to determine the equilibrium time. Figure 3 shows the change of sulfur content with time. (i.e., in experiment T1, the mass ratio of slag to metal was 0.3:1.) It was found that the sulfur content was almost unchanged after 4 h. Therefore, an equilibrium time of 4.5 h was chosen to ensure a complete reaction [13,14]. When equilibrium was reached, the Al2O3 boat was pulled out of the furnace tube immediately for quenching. After being cooled, the slag and iron were separated. The slag was dried and then crushed into 200 mesh particles. The iron was washed with a steel brush and ultrasonically cleaned to remove surface residues. The sulfur content in slag and iron was detected by a carbon-sulfur analyzer (EMIA-920V2, HORIBA, Kyoto, Japan), and the composition of the slag was determined by an X-Ray fluorescence spectrometer (XRF-1800, Shimadzu, Kyoto, Japan). All experimental results are listed in Table 1.
4. Results and Discussion
4.1. Effect of Temperature
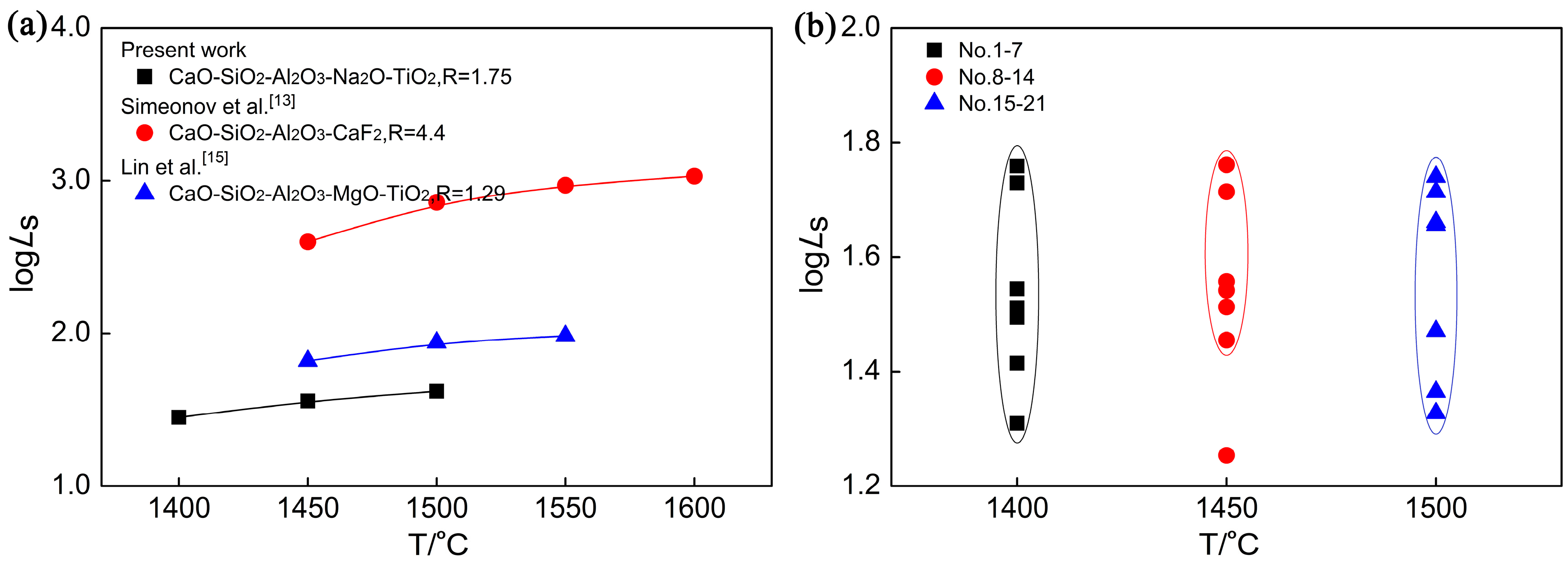
The temperature dependence of logLS is shown in Figure 4. The data in Figure 4a are the results of experiments T1–T3, shown in Table 1. For these experiments, the slag compositions were similar. Figure 4b shows the dependence of logLS on the temperature for all five components of the slag system (CaO-SiO2-Al2O3-Na2O-TiO2), whose compositions varied significantly (i.e., experiments 1–21 in Table 1). As it can be seen from Figure 4a, logLS increased from 1.45 to 1.62 when the temperature increased from 1400 °C to 1500 °C, for similar slag compositions. The desulfurization reaction is endothermic. Thus, the high temperature promotes the migration of sulfur from the metal into the slag phase. Simeonov et al. [13] investigated the sulfur distribution ratio between CaO-SiO2-Al2O3-CaF2 slag and carbon-saturated iron from 1450 °C to 1600 °C and learned that logLS increased with the increase in temperature. The value of logLS in Simeonov’s experiment was much larger than that in this paper, mainly because of the higher basicity in their study. (The basicity in their study was 4.4, whereas, here, it was only about 1.75). Lin et al. [15] measured the sulfur distribution ratio between CaO-SiO2-Al2O3-MgO-TiO2 slag and carbon-saturated iron from 1450 °C to 1550 °C. The value of logLS in Lin’s experiment was much larger than that in this paper, because of the low content of weak acid oxides (Al2O3 = 10%, TiO2 = 0–8%).
However, this trend did not hold for the data shown in Figure 4b, which suggests that the temperature has no significant effect on logLS when the slag compositions vary significantly. Despite the different requirements of temperature, a similar tendency was observed in the research [16] on the phosphorus distribution ratio between the CaO-FeO-SiO2-Al2O3-Na2O-TiO2 slag and the carbon-saturated iron, which suggests that the phosphorus distribution ratio showed much greater dependency on the slag composition, such as on basicity rather than on temperature. Together, these results indicate that, for hot metal pretreatment, slag compositions tend to have significant effects on the desulfurization/dephosphorization efficiency.
4.2. Effect of Basicity
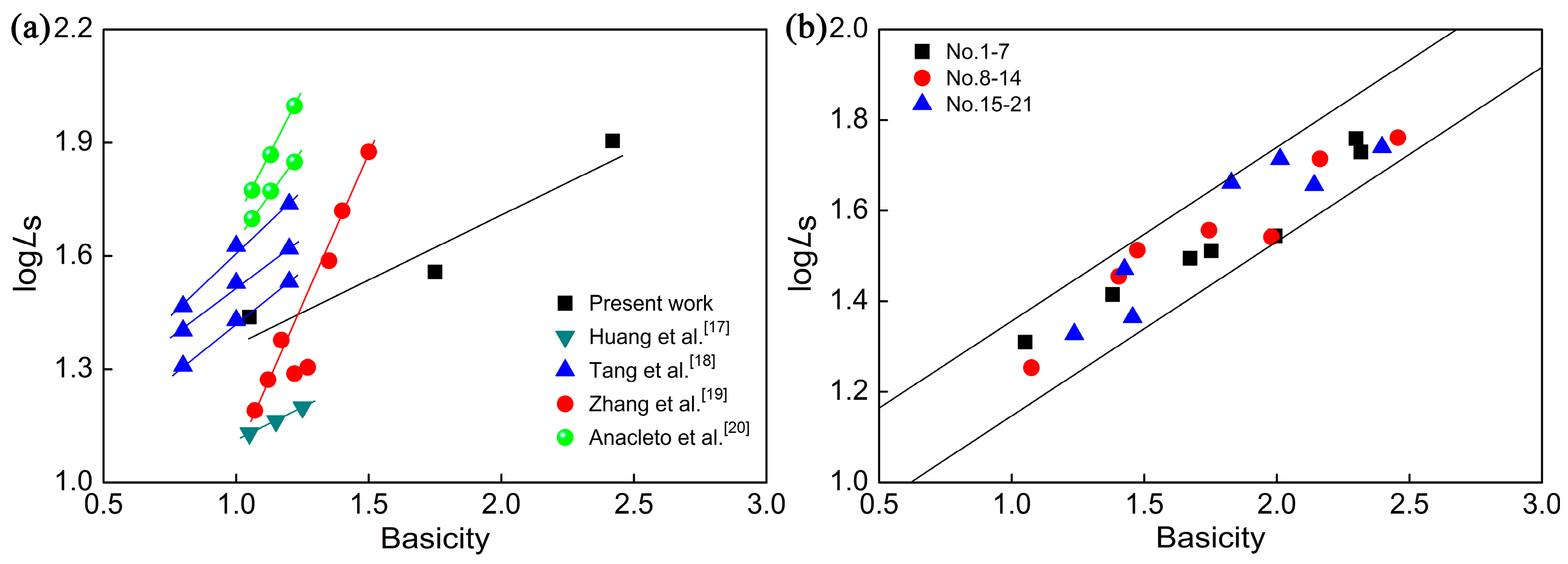
Figure 5a shows the effect of basicity (i.e., CaO/SiO2) on logLS. The data are the results of experiments R1–R3, for which the other factors of the slag are similar, but the basicity is different. The value of logLS increased from 1.44 to 1.90 with an increase in basicity from 1.05 to 2.42. This trend is in accordance with previous research [17,18,19,20]. The value of logLS in Huang’s experiments [17] (shown in Figure 5a) was relatively low, mainly because of the high content of weak acid oxides (Al2O3 = 15%, TiO2 = 25%). The increase of basicity implies the disintegration of the silicate network structure [18] and the increase of the free O2− concentration in the slag. A high concentration of free O2− thermodynamically promotes the desulfurization reaction [11].
The data in Figure 5b are the results of experiments 1–21. The temperature had three gradients, and the composition of slag was changed simultaneously at each temperature. Irrespective of Al2O3, Na2O, and TiO2 content and temperature, logLS showed a strong dependence on the basicity of the slag, which linearly increased with the increase in basicity. This suggests that basicity has a much stronger effect on logLS than other influencing factors, such as temperature, under this experimental condition.
4.3. Effect of Al2O3
Figure 6a shows the effect of Al2O3 content on logLS. The data are the results of experiments A1–A3, for which all slag factors were similar, with the exception of Al2O3 content. As can be seen, the value of logLS decreased from 1.68 to 1.47 with an increase in Al2O3 content from 13.11% to 22.11%. This was due to the fact that Al2O3 acted as an acidic oxide in the basic slag. Al2O3 consumed the free O2− to form -tetrahedron, which decreased free O2− concentration and weakened the desulfurization capacity of the slag [21]. The same experimental trend was observed by Zhang et al. [19]. They obtained a much lower sulfur distribution ratio, even at a higher temperature (1500 °C), than the present work (1450 °C), mainly because of the lower basicity (1.17) of the slag in their study.
The data in Figure 6b are the results of experiments 1–21. The temperature had three gradients, and the composition of slag was changed simultaneously at each temperature. Irrespective of basicity, Na2O and TiO2 content, and temperature, logLS also showed a strong dependence on Al2O3 content. This suggests that Al2O3 is also an important factor affecting the sulfur distribution ratio under this experimental condition.
4.4. Effect of Na2O
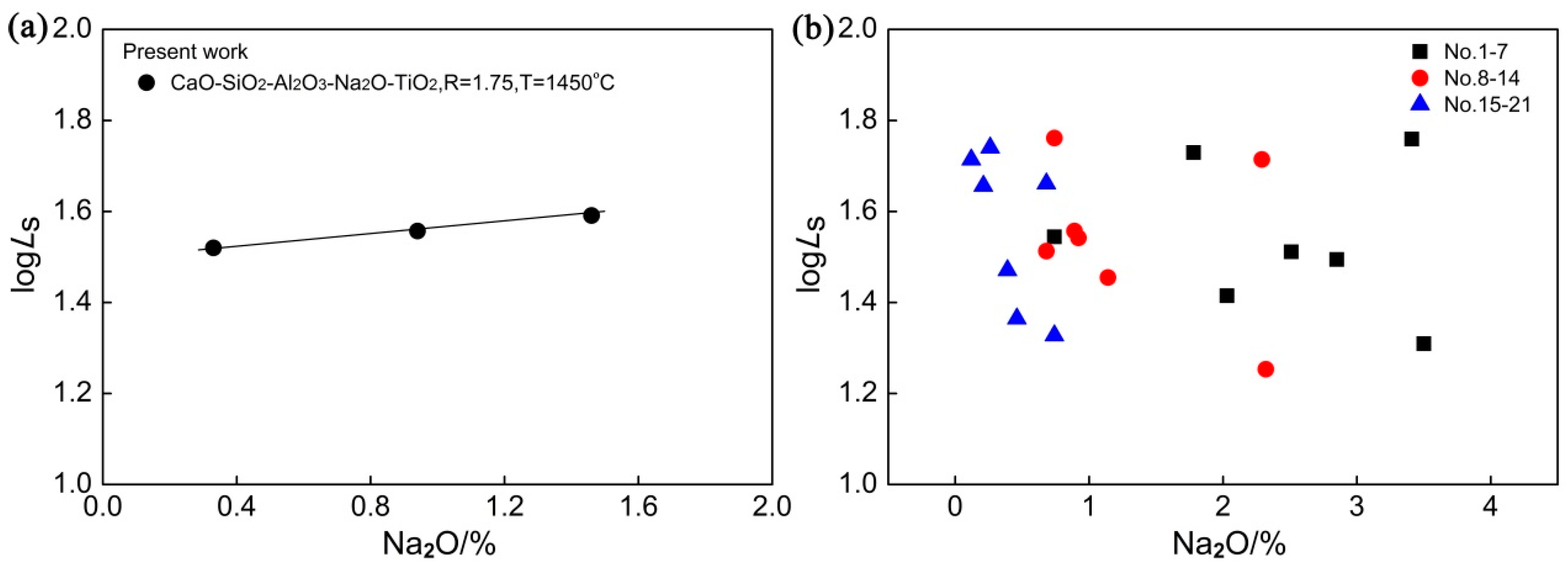
Figure 7a shows the effect of Na2O content on logLS. The data are the results of experiments N1–N3, for which the other factors of the slag are similar. As can be seen, logLS linearly increased from 1.52 to 1.59, with an increase in Na2O content from 0.33% to 1.46%. This was because Na2O is a strong basic oxide, and Na+ tends to have a strong affinity for S2−. Niekerk et al. [5] pointed out that the addition of Na2O significantly increased the sulfide capacity of silicate and lime-based slag. Additionally, the Na2O equivalent of CaO was determined to be 0.30. Pak and Fruehan [6,22] suggested that Na2O could lower the melting point of a lime-based slag, reduce the consumption of acid oxides to CaO, and significantly increase the activity of CaO. Subsequently, the desulfurization capacity of the slag was enhanced.
The data in Figure 7b are the results of experiments 1–21. The temperature had three gradients, and the composition of the slag was changed simultaneously at each temperature. When other factors (e.g., temperature) changed, Na2O content in the slag had no significant effect on logLS. This could be due to the experimental conditions. Because of the strong reduction potential of hot metal, Na2O can be reduced to metal Na, which can easily evaporate into the gas phase, especially at a high temperature. Therefore, the higher the temperature, the more Na vaporizes into the gas phase, and less residual Na2O content remains in the slag. As shown in Figure 7b, the Na2O content was 0.74–3.50% (square symbols in Figure 7b) at the lower temperature (1400 °C), while at a high temperature (1500 °C), the Na2O content was only 0.12–0.74% (triangular symbols in Figure 7b). The promoting effect on desulfurization of higher Na2O content was eventually counteracted by lower temperatures, as in the case where the negative influence of lower Na2O content tended to be neutralized by higher temperatures. Comprehensively, Na2O content showed no significant effect on logLS under this experimental condition.
However, a different tendency was observed in the case of hot metal dephosphorization. The results of hot metal dephosphorization by Li [16] showed that, when changing various factors, such as temperature and slag compositions, the distribution ratio of phosphorus between the slag and iron-saturated iron (LP) increased significantly with the increase of Na2O content. This was mainly because hot metal dephosphorization was carried out in an oxidizing atmosphere, and Na2O in the slag was hard to be reduced to metal Na. The volatilization of Na2O is much weaker than that of metal Na. Finally, more Na2O is maintained, and it plays the role of a strong basic oxide in the slag phase. Consequently, hot metal dephosphorization is promoted by high Na2O content.
4.5. Effect of TiO2
Figure 8a shows the effect of TiO2 content on logLS. The data are the results of experiments Ti1–Ti3, for which all factors of the slag were similar except for TiO2 content. As can be seen, the value of logLS decreased slightly from 1.58 to 1.55 with an increase in TiO2 content from 2.07% to 6.53%. This is in accord with the results of Lin et al. and Tang et al. [15,18], who investigated the sulfur distribution ratio between CaO-SiO2-Al2O3-MgO-TiO2 slag and carbon-saturated iron at 1500 °C. The electrostatic potential of Ti4+ (5.88) is lower than that of Si4+ (9.76). Therefore, the Ti-O bond is weaker than the Si-O bond, which causes TiO2 to exist as -octahedron in a basic slag. Sommerville et al. [23] also suggested that TiO2 acted as an acidic oxide in a basic slag and existed in the form of -octahedron, which decreased the amount of free O2− and weakened the desulfurization capacity of the slag.
The data in Figure 8b are the results of experiments 1–21. The temperature had three gradients, and the composition of the slag was changed simultaneously at each temperature. Although a relatively large fluctuation was observed, the total logLS decreased with an increase in the TiO2 content. This indicates that TiO2 in the slag has also a thermodynamically negative effect on the desulfurization capacity of the slag.
4.6. Regression Analysis of logLS
To further study the relationship between logLS, , and T, based on the data of experiments 1–21 in Table 1, the following regression equation was obtained by using the SPSS (Statistical Product and Service Solutions) software (SPSS10.91, SPSS Inc., Chicago, IL, USA) [24]. A comparison between the experimental values and the calculated values of logLS is shown in Figure 9, which shows good agreement.
where LS is the sulfur distribution ratio; T is the temperature, °C; is the optical basicity of the slag [25]; r denotes the correlation coefficient.
When the temperature was 1400–1500 °C, basicity was 1.0–2.5, Al2O3 content was 12–22%, Na2O content was 0–3%, and TiO2 content was 2–6%. The equation could be helpful in predicting the sulfur distribution ratio between CaO-SiO2-Al2O3-Na2O-TiO2 slag and carbon-saturated iron.
5. Conclusion
The sulfur distribution ratio between CaO-SiO2-Al2O3-Na2O-TiO2 slag and carbon-saturated iron was re-evaluated in this study. Based on the theoretical calculation and equilibrium experiments, the conclusions are summarized as follows.
- (1)
- The thermodynamic calculation shows that high temperature helps the melting of the slag. Al2O3 is beneficial as a flux. However, the content should be controlled. Na2O can promote the melting effect on the slag more effectively than TiO2.
- (2)
- The experimental data suggest that the distribution ratio of sulfur between the slag and the carbon-saturated iron strongly increases with the increase of temperature, basicity, and Na2O content, whereas it decreases with the increase of Al2O3 and TiO2 content. Na2O in the slag will volatilize because of the high temperature and the reducing conditions.
- (3)
- Based on the experimental data, for the distribution ratio of sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 slag and carbon-saturated iron, the following fitting formula is obtained:
Author Contributions
K.Z. and Y.Z. designed the experiments; K.Z. performed the experiments, analyzed the data, and compiled the text; T.W. reviewed the manuscript.
Funding
The authors would like to acknowledge the financial support of National Key R&D Program of China (No. 2017YFC0210301) and the National Natural Science Foundation of China (No. 51474021) for this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mohassab-Ahmed, M.Y.; Sohn, H.Y.; Kim, H.G. Sulfur distribution between liquid iron and magnesia-saturated slag in H2/H2O atmosphere relevant to a novel green ironmaking technology. Ind. Eng. Chem. Res. 2012, 51, 3639–3645. [Google Scholar] [CrossRef]
- Iwamasa, P.K.; Fruehan, R.J. Effect of FeO in the slag and silicon in the metal on the desulfurization of hot Metal. Metall. Mater. Trans. B 1997, 28, 47–57. [Google Scholar] [CrossRef]
- Gandarias, A.; Lopez de Lacalle, L.N.; Aizpitarte, X.; Lamikiz, A. Study of the performance of the turning and drilling of austenitic stainless steels using two coolant techniques. Int. J. Mach. Mach. Mater. 2008, 3, 1–17. [Google Scholar] [CrossRef]
- Rodríguez, A.; Lopez de Lacalle, L.N.; Calleja, A.; Fernández, A.; Lamikiz, A. Maximal reduction of steps for iron casting one-of-a-kind parts. J. Clean. Prod. 2012, 24, 48–55. [Google Scholar] [CrossRef]
- Van Niekerk, W.H.; Dippenaar, R.J. Thermodynamic aspects of Na2O and CaF2 containing lime-based slags used for the desulphurization of hot-metal. ISIJ Int. 1993, 33, 59–65. [Google Scholar] [CrossRef]
- Pak, J.J.; Fruehan, R.J. The effect of Na2O on dephosphorization by CaO-based steelmaking slags. Metall. Mater. Trans. B 1991, 22, 39–46. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, F.; Wang, R.; Tian, D. Application of bayer red mud-based flux in the steelmaking process. Steel Res. Int. 2017, 88, 304–313. [Google Scholar] [CrossRef]
- Yajima, K.; Matsuura, H.; Tsukihashi, F. Effect of simultaneous addition of Al2O3 and MgO on the liquidus of the CaO-SiO2-FeOx system with various oxygen partial pressures at 1573 K. ISIJ Int. 2010, 50, 191–194. [Google Scholar] [CrossRef]
- Chan, A.H.; Fruehan, R.J. The sulfur partition ratio with Fe-CSAT melts and the sulfide capacity of CaO-SiO2-Na2O-(Al2O3) slags. Metall. Mater. Trans. B 1989, 20, 71–76. [Google Scholar] [CrossRef]
- Park, H.; Park, J.Y.; Kim, G.H.; Sohn, I. Effect of TiO2 on the viscosity and slag structure in blast furnace type slags. Steel Res. Int. 2012, 83, 150–156. [Google Scholar] [CrossRef]
- Sohn, I.; Wang, W.; Matsuura, H.; Tsukihashi, F.; Min, D.J. Influence of TiO2 on the viscous behavior of calcium silicate melts containing 17 mass% Al2O3 and 10 mass% MgO. ISIJ Int. 2012, 52, 158–160. [Google Scholar] [CrossRef]
- Fang, K.T.; Wang, Y. Number-Theoretic Methods in Statistics; CRC Press: Boca Raton, FL, USA, 1993. [Google Scholar]
- Simeonov, S.R.; Ivanchev, I.N.; Hainadjiev, A.V. Sulphur equilibrium distribution between CaO-CaF2-SiO2-Al2O3 slags and carbon-saturated Iron. ISIJ Int. 1991, 31, 1396–1399. [Google Scholar] [CrossRef]
- Tsao, T.; Katayama, H.G. Sulphur distribution between liquid iron and CaO-MgO-Al2O3-SiO2 slags used for ladle refining. ISIJ Int. 1986, 26, 717–723. [Google Scholar] [CrossRef]
- Lin, Y.; Yin, W. Desulfurization ability of the blast furnace slag with low titanium oxide content. Iron Steel. 1987, 22, 4–9. [Google Scholar] [CrossRef]
- Li, F.; Li, X.; Yang, S.; Zhang, Y. Distribution ratios of phosphorus between CaO-FeO-SiO2-Al2O3/Na2O/TiO2 slags and carbon-saturated iron. Metall. Mater. Trans. B 2017, 48, 2367–2378. [Google Scholar] [CrossRef]
- Huang, Z.; Yang, Z.; Guo, T. Effect of MgO in blast furnance type slags containing TiO2 on slag desulpurization. J. Northeast Univ. Nat. Sci. 1987, 3, 335–339. [Google Scholar]
- Tang, X.; Xu, C. Sulphur distribution between CaO-SiO2-TiO2-Al2O3-MgO slag and carbon-saturated iron at 1773 K. ISIJ Int. 1995, 35, 367–371. [Google Scholar] [CrossRef]
- Zhang, J.; Lv, X.; Yan, Z.; Oin, Y.; Bai, C. Desulphurisation ability of blast furnace slag containing high Al2O3 and 5 mass% TiO2 at 1773 K. Ironmak. Steelmak. 2016, 43, 378–384. [Google Scholar] [CrossRef]
- Anacleto, N.M.; Lee, H.-G.; Hayes, P.C. Sulphur partition between CaO-SiO2-Ce2O3 slags and carbon-saturated iron. ISIJ Int. 1993, 33, 549–555. [Google Scholar] [CrossRef]
- Park, J.H.; Min, D.J.; Song, H.S. Amphoteric behavior of alumina in viscous flow and structure of CaO-SiO2(-MgO)-Al2O3 slags. Metall. Mater. Trans. B 2004, 35, 269–275. [Google Scholar] [CrossRef]
- Pak, J.J.; Ito, K.; Fruehan, F.J. Activities of Na2O in CaO-based slags used for dephosphorization of steel. ISIJ Int. 1989, 29, 318–323. [Google Scholar] [CrossRef]
- Sommerville, I.D.; Bell, H.B. The behaviour of titania in metallurgical slags. Can. Metall. Q. 1982, 21, 145–155. [Google Scholar] [CrossRef]
- Yockey, R.D. SPSS Demystified: A Step by Step Approach; Prentice Hall: Upper Saddle River, NJ, USA, 2010. [Google Scholar]
- Yang, Y.D.; Sommerville, I.D.; McLean, A. Some fundamental considerations pertaining to oxide melt interactions and their influence on steel quality. Trans. Indian Inst. Met. 2006, 59, 655–669. [Google Scholar]
Figure 1.
(a) Liquid areas of the CaO-SiO2-Al2O3 slag system between 1200 °C and 2600 °C, (b) effect of Na2O on the CaO-SiO2-Al2O3 slag system at 1500 °C, (c) effect of TiO2 on the CaO-SiO2-Al2O3 slag system at 1500 °C, (d) effect of NT on the CaO-SiO2-Al2O3 slag system at 1500 °C.
Figure 1.
(a) Liquid areas of the CaO-SiO2-Al2O3 slag system between 1200 °C and 2600 °C, (b) effect of Na2O on the CaO-SiO2-Al2O3 slag system at 1500 °C, (c) effect of TiO2 on the CaO-SiO2-Al2O3 slag system at 1500 °C, (d) effect of NT on the CaO-SiO2-Al2O3 slag system at 1500 °C.
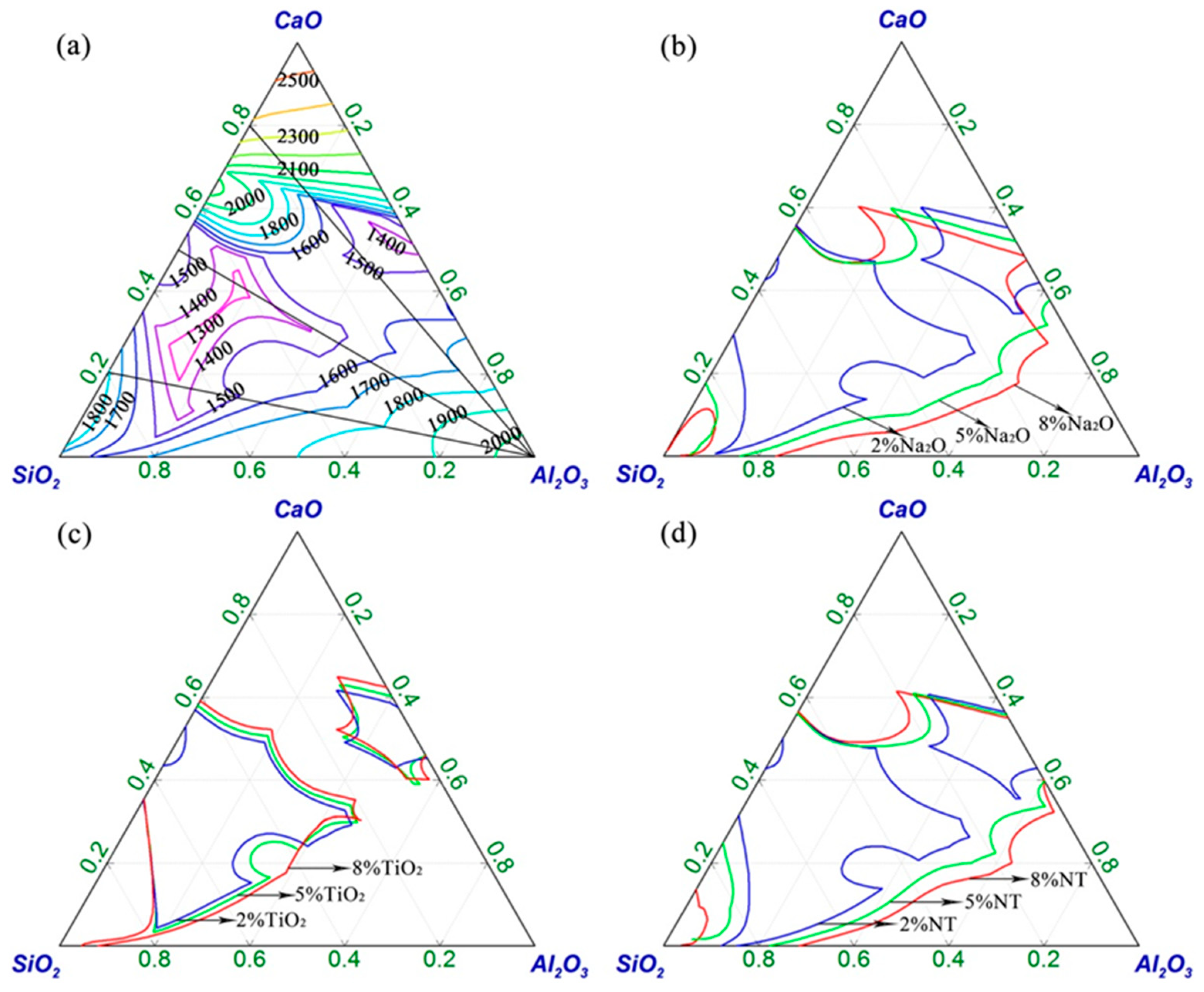
Figure 2.
Schematic diagram of the experimental device.
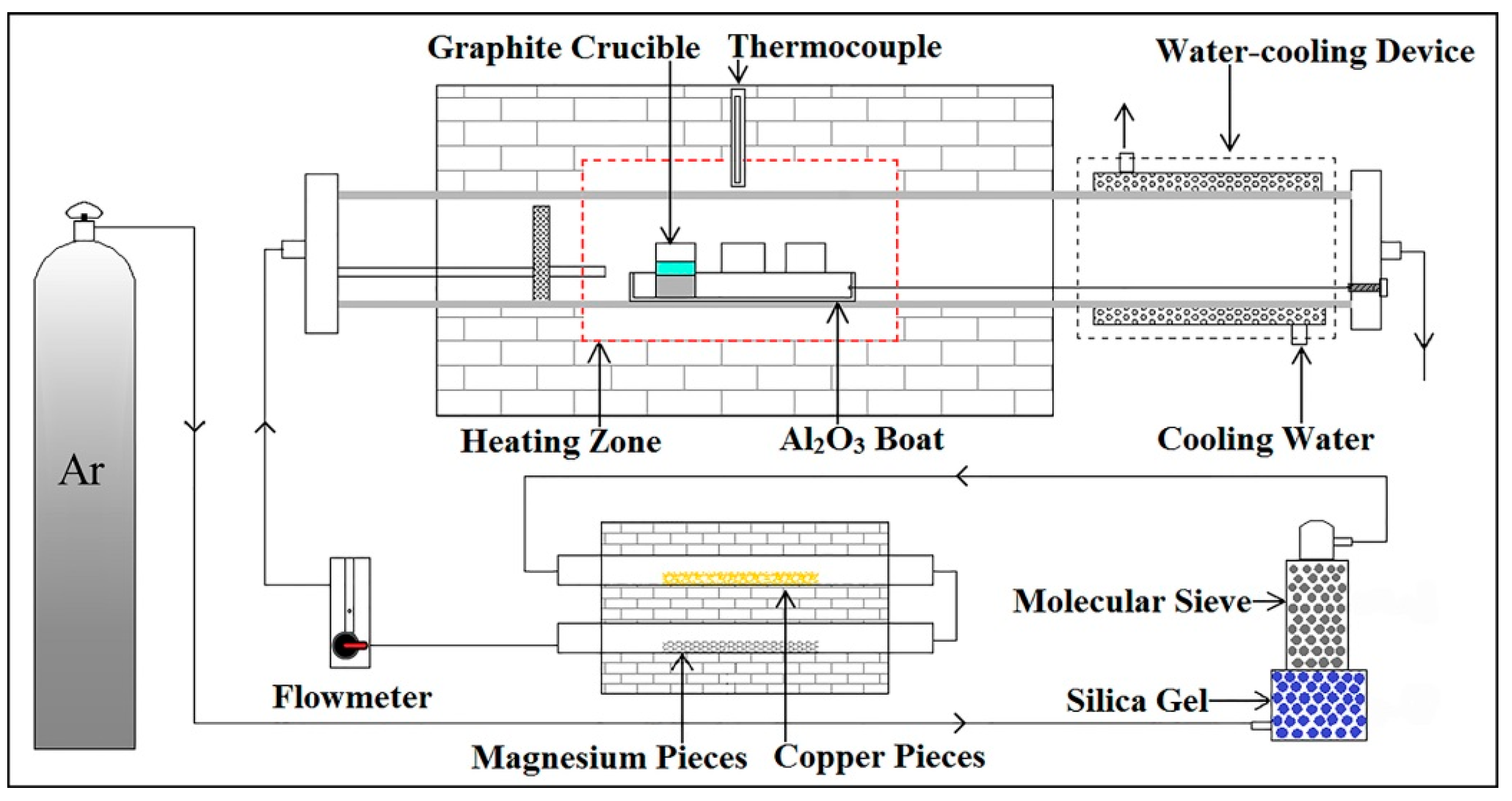
Figure 3.
The change of sulfur content in the metal with time.
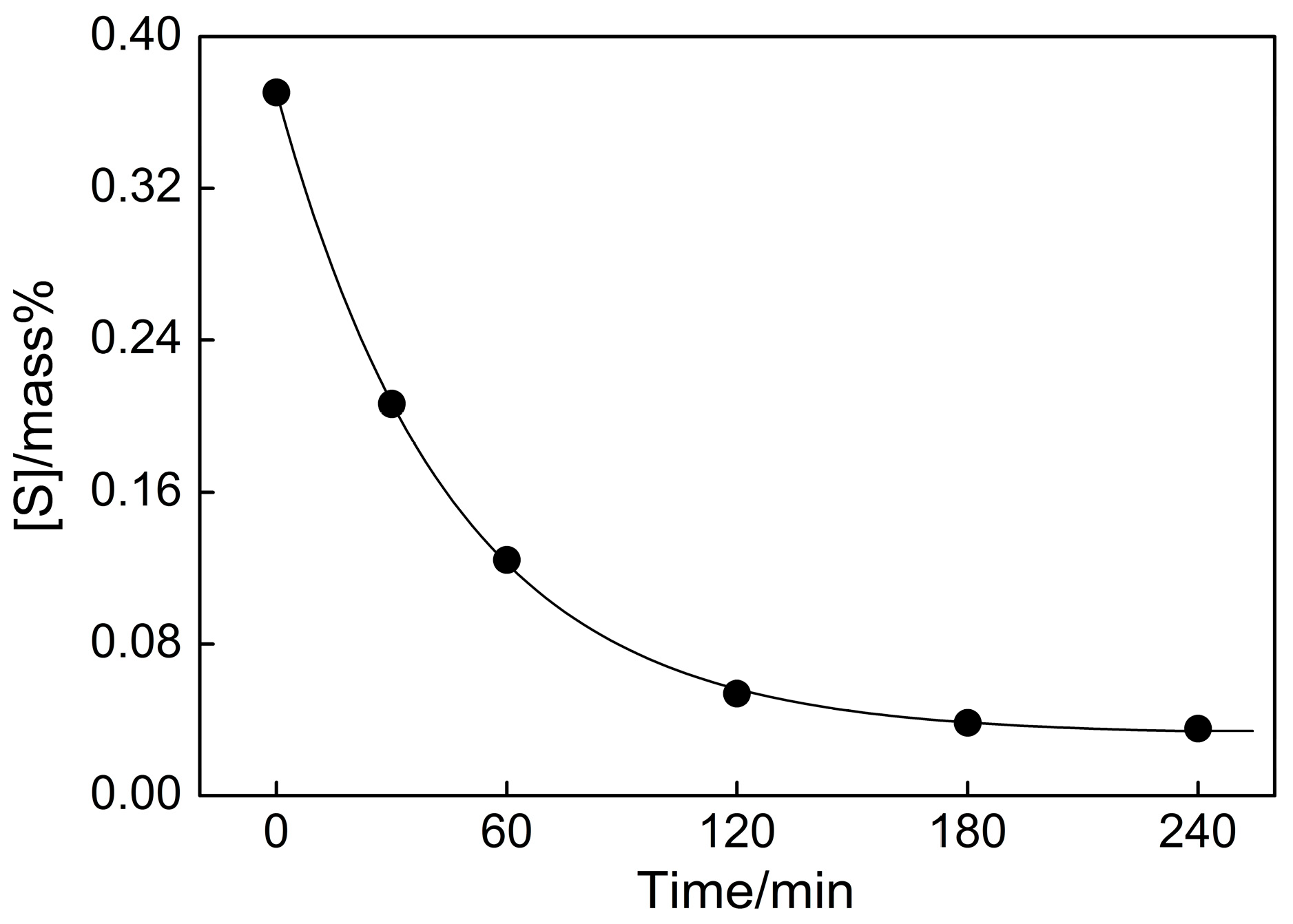
Figure 4.
Effect of temperature on logLS.
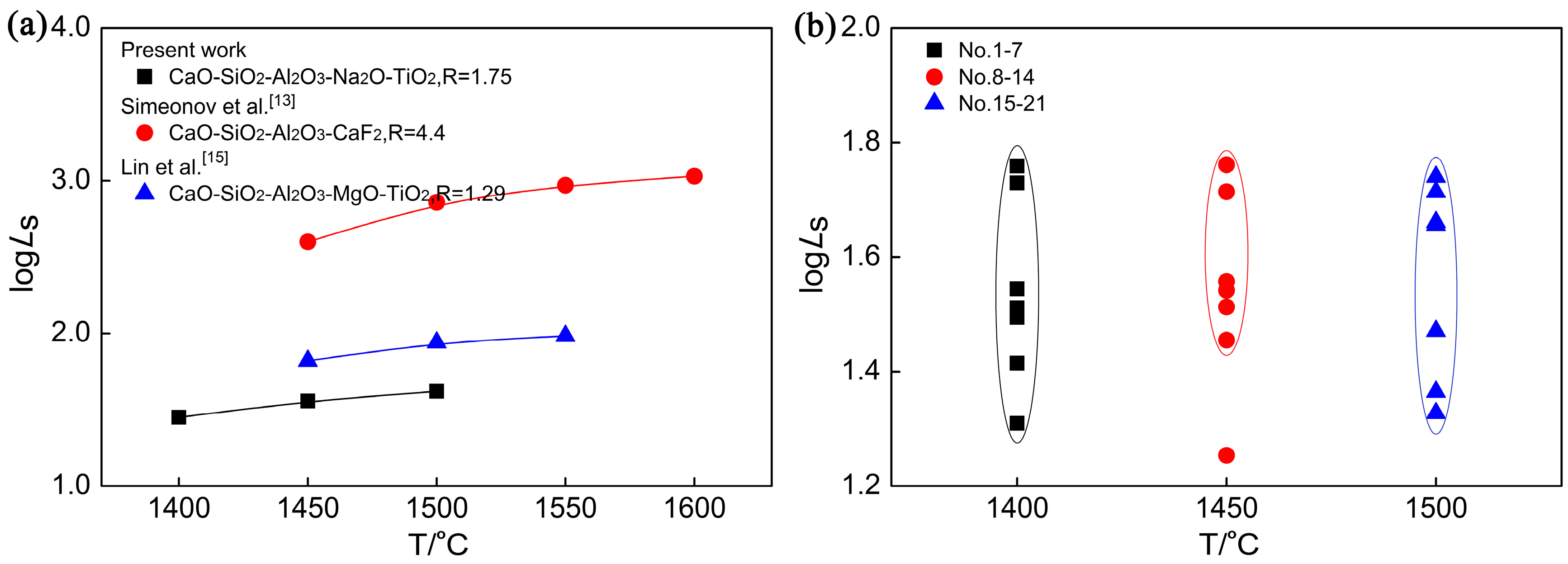
Figure 5.
Effect of basicity on logLS.
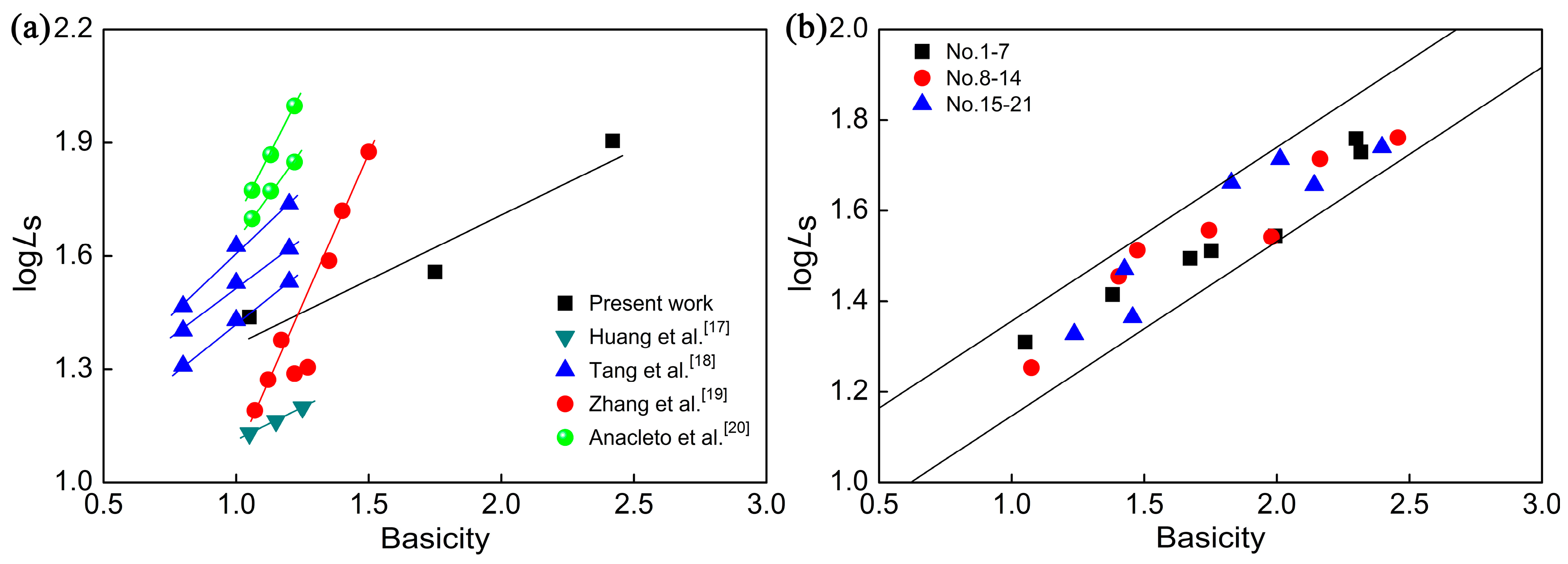
Figure 6.
Effect of Al2O3 on logLS.
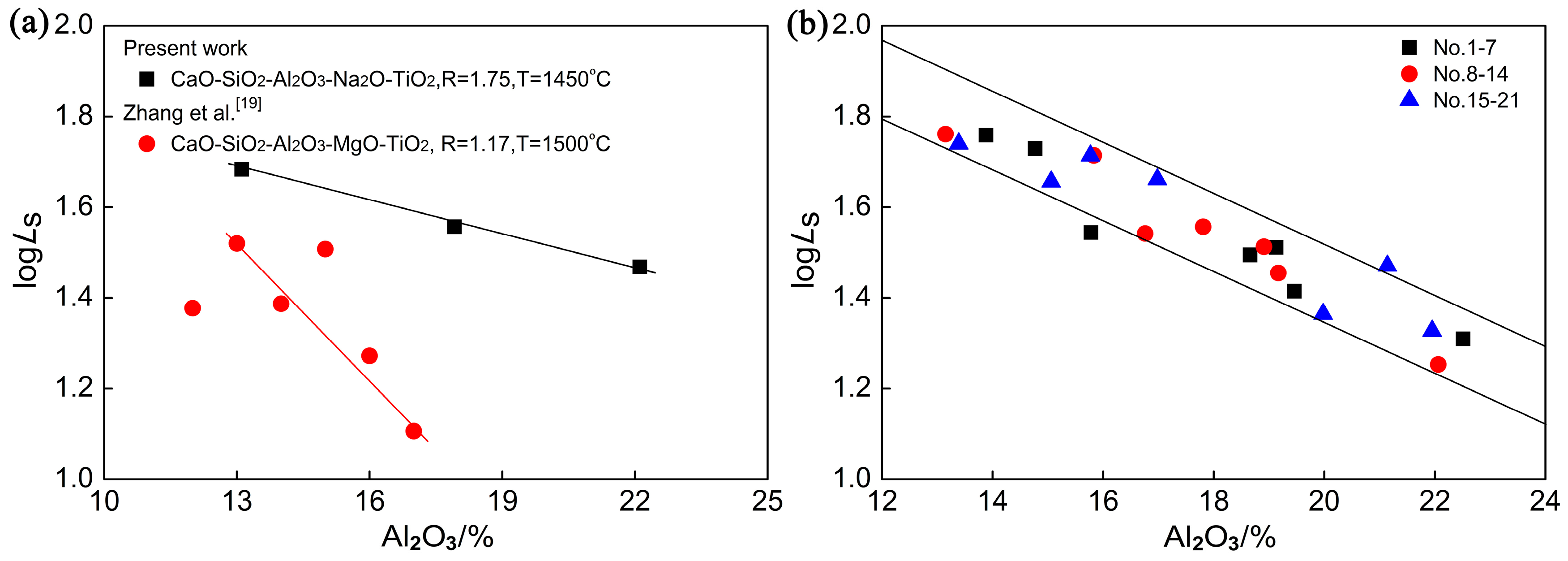
Figure 7.
Effect of Na2O on logLS.

Figure 8.
Effect of TiO2 on logLS.
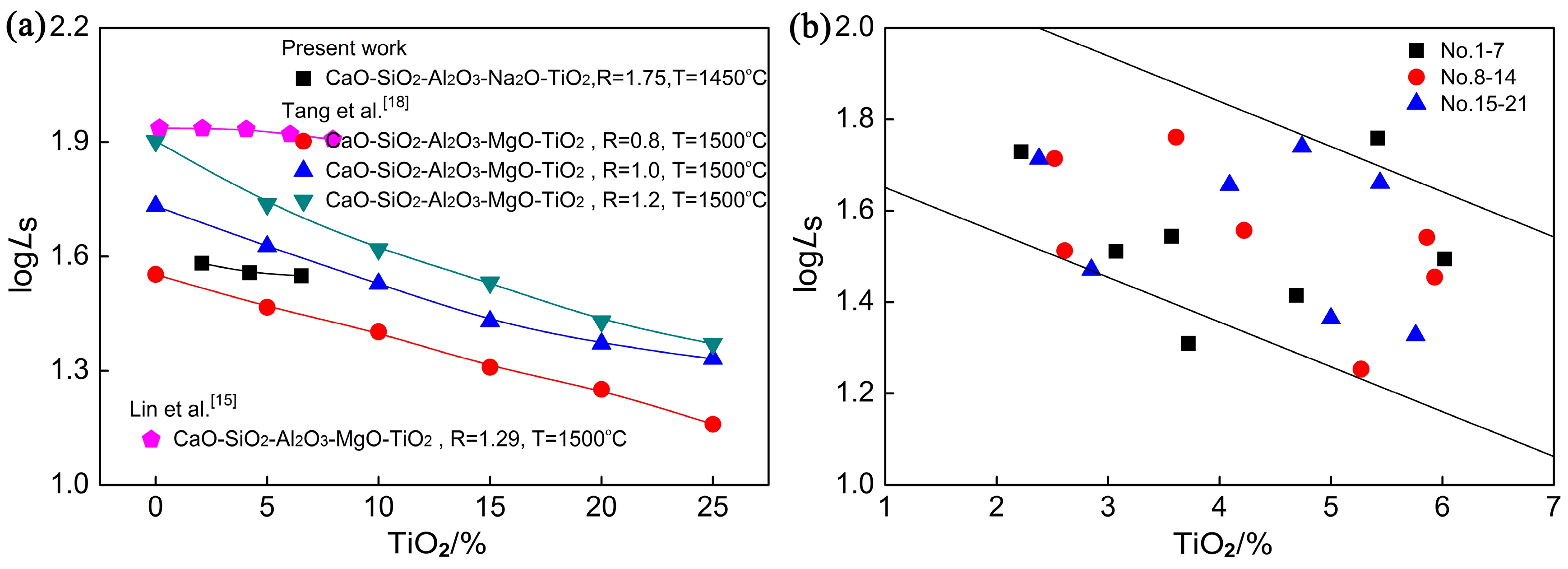
Figure 9.
Comparison of experimental values and calculated values.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental data after equilibration.
| No. | Temp./°C | Slag and Metal-Phase Composition (mass%) | Basicity | LS | logLS | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | Al2O3 | Na2O | TiO2 | [%S] | (%S) | ||||||
| T1 | 1400 | 48.29 | 27.87 | 17.84 | 1.80 | 4.20 | 0.01345 | 0.3788 | 1.73 | 0.7033 | 28.16 | 1.4496 |
| T2 | 1450 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 |
| T3 | 1500 | 49.47 | 27.70 | 18.13 | 0.40 | 4.30 | 0.00914 | 0.3817 | 1.79 | 0.7018 | 41.76 | 1.6208 |
| R1 | 1450 | 39.14 | 37.17 | 17.47 | 2.13 | 4.09 | 0.01376 | 0.3769 | 1.05 | 0.6599 | 27.39 | 1.4376 |
| R2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| R3 | 54.04 | 22.29 | 18.78 | 0.55 | 4.34 | 0.00475 | 0.3815 | 2.42 | 0.7285 | 80.32 | 1.9048 | |
| A1 | 51.51 | 30.22 | 13.11 | 0.96 | 4.20 | 0.00783 | 0.3778 | 1.70 | 0.7063 | 48.25 | 1.6835 | |
| A2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| A3 | 46.20 | 25.97 | 22.11 | 1.34 | 4.38 | 0.01300 | 0.3820 | 1.78 | 0.6980 | 29.38 | 1.4681 | |
| N1 | 49.74 | 28.38 | 17.38 | 0.33 | 4.17 | 0.01126 | 0.3727 | 1.75 | 0.7011 | 33.10 | 1.5198 | |
| N2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| N3 | 48.01 | 27.44 | 18.79 | 1.46 | 4.30 | 0.00947 | 0.3695 | 1.75 | 0.7018 | 39.02 | 1.5913 | |
| Ti1 | 50.06 | 28.57 | 18.11 | 1.19 | 2.07 | 0.00973 | 0.3718 | 1.75 | 0.7049 | 38.21 | 1.5822 | |
| Ti2 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7017 | 36.07 | 1.5571 | |
| Ti3 | 48.19 | 27.39 | 17.27 | 0.62 | 6.53 | 0.01062 | 0.3763 | 1.76 | 0.6995 | 35.43 | 1.5494 | |
| 1 | 1400 | 45.36 | 27.11 | 18.66 | 2.85 | 6.02 | 0.01205 | 0.3762 | 1.67 | 0.6997 | 31.22 | 1.4946 |
| 2 | 53.86 | 23.43 | 13.88 | 3.41 | 5.42 | 0.00671 | 0.3854 | 2.30 | 0.7386 | 57.44 | 1.7591 | |
| 3 | 42.81 | 31.01 | 19.46 | 2.03 | 4.69 | 0.01461 | 0.3797 | 1.38 | 0.6809 | 25.99 | 1.4147 | |
| 4 | 53.22 | 26.69 | 15.78 | 0.74 | 3.57 | 0.01066 | 0.3733 | 1.99 | 0.7177 | 35.02 | 1.5444 | |
| 5 | 36.00 | 34.27 | 22.51 | 3.50 | 3.72 | 0.01864 | 0.3801 | 1.05 | 0.6598 | 20.39 | 1.3095 | |
| 6 | 47.94 | 27.35 | 19.13 | 2.51 | 3.07 | 0.01180 | 0.3831 | 1.75 | 0.7058 | 32.47 | 1.5114 | |
| 7 | 56.74 | 24.49 | 14.77 | 1.78 | 2.22 | 0.00704 | 0.3778 | 2.32 | 0.7388 | 53.66 | 1.7294 | |
| 8 | 1450 | 43.07 | 30.69 | 19.17 | 1.14 | 5.93 | 0.01328 | 0.3785 | 1.40 | 0.6790 | 28.50 | 1.4549 |
| 9 | 50.80 | 25.66 | 16.76 | 0.92 | 5.86 | 0.01083 | 0.3774 | 1.98 | 0.7127 | 34.85 | 1.5420 | |
| 10 | 36.43 | 33.92 | 22.06 | 2.32 | 5.27 | 0.02115 | 0.3793 | 1.07 | 0.6576 | 17.93 | 1.2536 | |
| 11 | 48.99 | 27.99 | 17.92 | 0.89 | 4.21 | 0.01049 | 0.3784 | 1.75 | 0.7015 | 36.07 | 1.5571 | |
| 12 | 58.63 | 23.87 | 13.15 | 0.74 | 3.61 | 0.00671 | 0.3873 | 2.46 | 0.7427 | 57.72 | 1.7613 | |
| 13 | 46.35 | 31.45 | 18.91 | 0.68 | 2.61 | 0.01175 | 0.3827 | 1.47 | 0.6856 | 32.57 | 1.5128 | |
| 14 | 54.27 | 25.09 | 15.83 | 2.29 | 2.52 | 0.00746 | 0.3865 | 2.16 | 0.7310 | 51.81 | 1.7142 | |
| 15 | 1500 | 39.55 | 32.00 | 21.95 | 0.74 | 5.76 | 0.01783 | 0.3789 | 1.24 | 0.6644 | 21.25 | 1.3274 |
| 16 | 49.71 | 27.19 | 16.98 | 0.68 | 5.44 | 0.00814 | 0.3731 | 1.83 | 0.7050 | 45.84 | 1.6611 | |
| 17 | 57.58 | 24.03 | 13.39 | 0.26 | 4.74 | 0.00672 | 0.3696 | 2.40 | 0.7367 | 55.00 | 1.7401 | |
| 18 | 44.20 | 30.36 | 19.98 | 0.46 | 5.00 | 0.01606 | 0.3719 | 1.46 | 0.6803 | 23.16 | 1.3645 | |
| 19 | 54.97 | 25.67 | 15.06 | 0.21 | 4.09 | 0.00827 | 0.3744 | 2.14 | 0.7237 | 45.27 | 1.6560 | |
| 20 | 44.44 | 31.18 | 21.14 | 0.39 | 2.85 | 0.01289 | 0.3811 | 1.43 | 0.6790 | 29.57 | 1.4708 | |
| 21 | 54.60 | 27.13 | 15.77 | 0.12 | 2.38 | 0.00708 | 0.3662 | 2.01 | 0.7187 | 51.72 | 1.7138 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, K.; Zhang, Y.; Wu, T. Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron. Metals 2018, 8, 1068. https://doi.org/10.3390/met8121068
AMA Style
Zhang K, Zhang Y, Wu T. Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron. Metals. 2018; 8(12):1068. https://doi.org/10.3390/met8121068
Chicago/Turabian StyleZhang, Kanghui, Yanling Zhang, and Tuo Wu. 2018. "Distribution Ratio of Sulfur between CaO-SiO2-Al2O3-Na2O-TiO2 Slag and Carbon-Saturated Iron" Metals 8, no. 12: 1068. https://doi.org/10.3390/met8121068
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.