1. Introduction
Lightweight TiAl alloys have outstanding characteristics of low density, specific strength, and elastic modulus, which yield it a key material for use in aero and aerospace applications [
1,
2,
3]. At high temperature, the oxidation resistance of high Nb-containing (up to 10 at %) TiAl alloys is much higher compared with that of other TiAl alloys [
4,
5]. Hence, Ti-45Al-8.5Nb alloys have been chosen for use in engines working at 800–900 °C [
5]. Nevertheless, non-protective Al
2O
3 + TiO
2 scale has been observed to grow rapidly on these alloys at high temperatures, which limits their applications [
6,
7]. Therefore, new or revised surface treatments are necessary to improve the alloys’ oxidation resistance.
Although metal coatings can guarantee the long-term performance of TiAl alloys at high temperatures [
8,
9,
10], element diffusion often appears at the interface between the coating and substrate, which, consequently, results in coating degradation [
11,
12,
13]. Al
2O
3 ceramic coatings can effectively protect TiAl alloys against oxidation at high temperatures and no diffusion occurs at the interface during service [
14,
15], which is beneficial to both the properties of the substrate alloys and Al
2O
3 coatings [
13]. Al
2O
3 coatings can be prepared by many techniques, including plasma spray (PS) [
16], electron-beam physical vapor deposition (EB-PVD) [
17], sol-gel [
18], and electro-deposition [
19,
20]. However, all these techniques have their own weaknesses as well as merits. Specifically, PS and EB-PVD cannot be used for preparing sample coatings with complex shapes and, for industrial production, the sol-gel and electro-deposition should also not be used because of low efficiencies.
The process of plasma electrolysis (PE), a new surface-treatment technique, has seen wide application in ceramic coating depositions on alloys [
21,
22]. PE processes comprise anode and cathode plasma electrolysis, depending on the discharge electrode. As micro-arc oxidation (MAO) technique, anode plasma electrolysis had been widely used for coating metal substrates [
23,
24]. Nevertheless, the resulting composition and structure of coatings are subject to the substrate’s influence. Because of the advantages of high deposition efficiency, low energy consumption, good coating adhesion, and environmental friendliness, cathodic plasma electrolysis deposition (CPED) had been applied on many substrate materials, including metals, alloys, silicon, and carbon [
25]. Wang et al. have suggested that porous Al
2O
3 coatings can be obtained by CPED on 304 stainless steel substrate and can improve substrate corrosion resistance [
26]. With H
2PtCl
6 added to the solution, Al
2O
3-Pt composite coatings have been produced and the coatings showed excellent substrate adhesion [
27,
28]. In addition, with polyethylene glycol (PEG) added to aqueous solutions, Al
2O
3 coatings with smaller pores have been deposited on Ni-based super alloys, which significantly improved the anti-oxidation performance of alloys [
29]. According to He et al., by adding PEG or glass beads into aqueous solution, the cathode current density is significantly reduced during CPED processes [
25,
29]. In general, studies conducted in this field have mainly focused on coating structures and performance. Few studies have focused attention on the deposition process and the relationship between coatings properties and deposition parameters. To improve the performance of Al
2O
3 coatings prepared by CPED process, it is important to determine how solvents and voltage parameters influence coating qualities and properties.
In this work, the CPED process was adopted to prepare Al2O3 coatings on Ti-45Al-8.5Nb alloy substrate. Al(NO3)3 solutions with different solvents were applied as electrolyte solutions during the deposition process. The coating morphology, chemical composition, and phase components were studied and the anti-oxidation performance investigated. The relationship between solvent and power parameters and coating properties was examined in detail.
2. Materials and Methods
The substrate of cylindrical samples (6 × 50 mm) used here was Ti-45Al-8.5Nb alloy (Nb, Al, Y, and W, at 8.5, 45, 0.1, and 0.2 at %, respectively, the remainder Ti). SiC paper was used to polish samples to a grit of #400 and ultrasonic-cleaning used to clean substrates with acetone and ethanol.
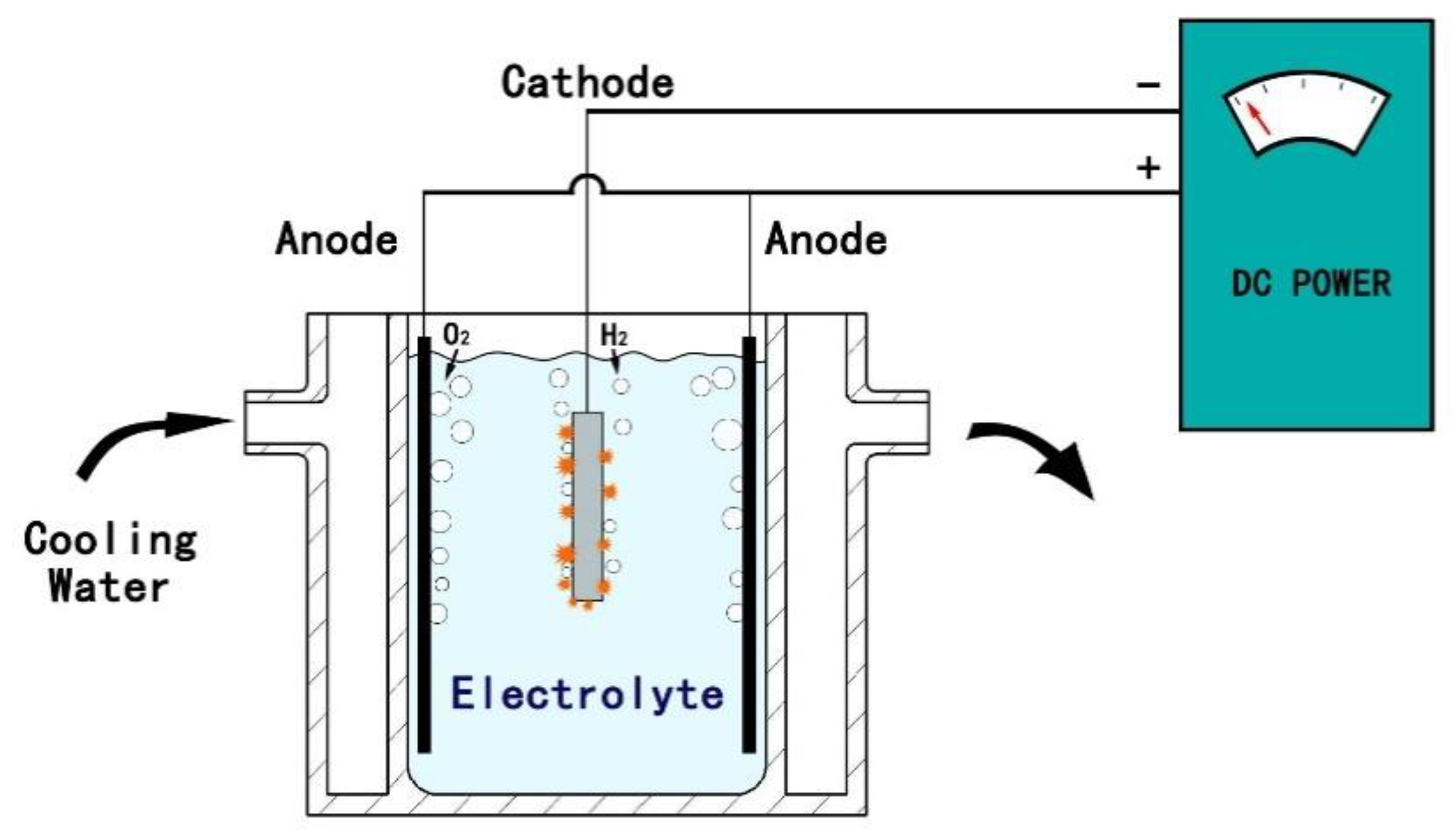
The experimental apparatus for CPED (TOPWER, Yangzhou, Jiangsu, China) involved a glass beaker containing circulating cooling water to control the electrolyte temperature at 25–30 °C during the CPED process (
Figure 1). A direct-current (DC) source with a voltage range of 0–400 V was connected to the graphite plate anode and the substrate material the cathode. In experiments, the anode and cathode were inserted into the electrolyte 50 mm apart. The solutions employed for preparing Al
2O
3 coatings were 1.2 M Al(NO
3)
3 aqueous and ethanolic solutions.
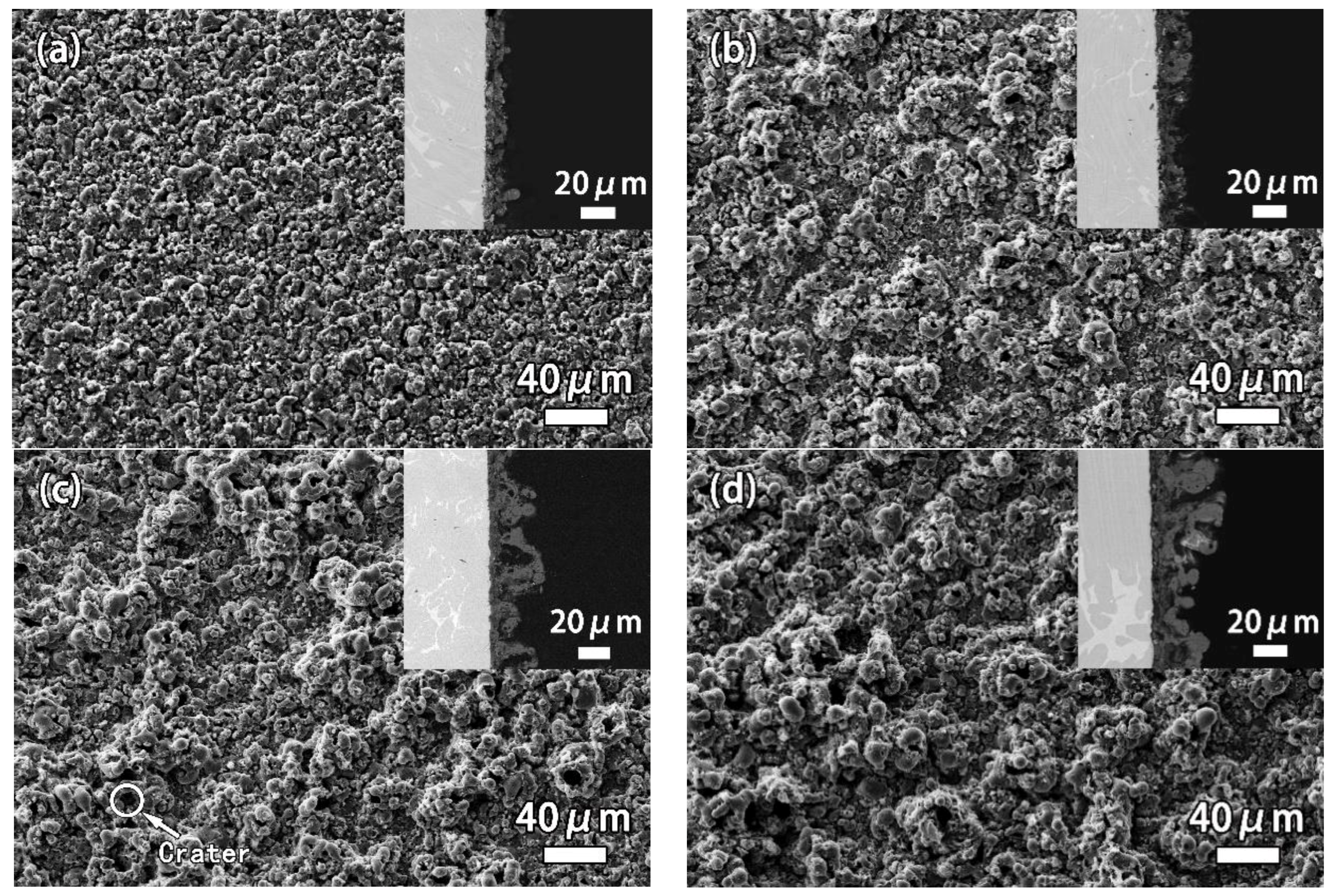
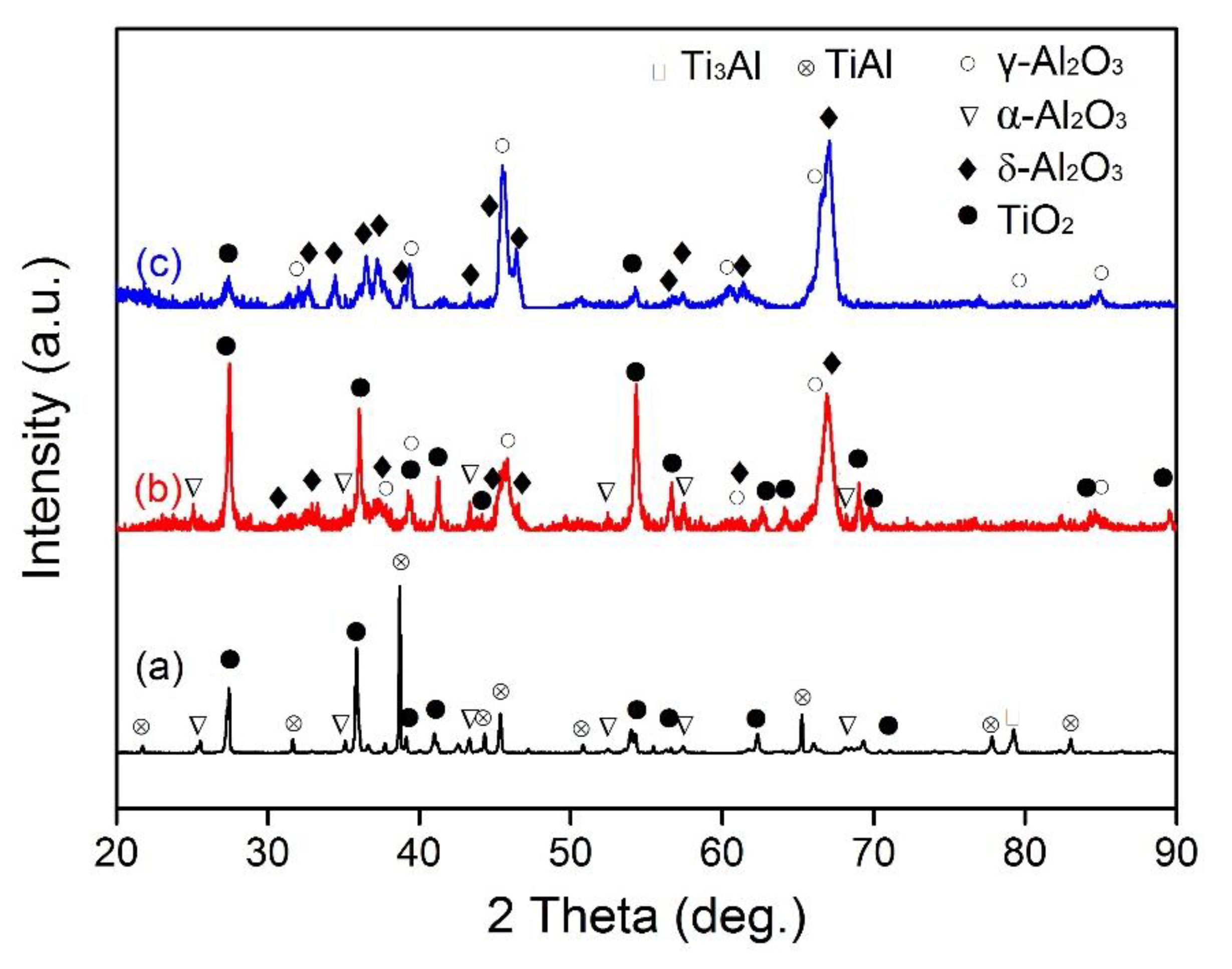
After deposition, phase constituents of deposited coatings were analyzed by X-ray diffraction (XRD) using a Rigaku Dmax-RB with Cu-Kα (40 kV, 40 mA, stepwise of 0.02°, and continuous scanning; Rigaku Corp., Tokyo, Japan) in the 2θ range of 20–90°. Additionally, The surface morphology of coatings were examined using scanning electron microscopy (SEM, Zeiss Supra55; Carl Zeiss Microscopy GmbH, Göttingen, Germany) in secondary electron (SE, 15 kV) imaging mode and cross sections were observed in back-scattered electron (BSE, 15 kV) mode. An energy-dispersive X-ray spectroscope (EDS, Thermo Scientific UltraDry; Thermo Fisher Scientific Inc., Pittsburgh, PA, USA) was used to analyze coating compositions. The adhesion properties of coatings were evaluated with a multi-function material surface tester (MFT-4000; Meriam, Wilmington, NC, USA). Dynamic contact angle measuring instruments and tensiometers (DCAT21; DataPhysics Instruments GmbH, Filderstadt, Germany) were applied to measure the surface tension of solutions.
Cyclic oxidation tests were conducted in a box-type resistance furnace at 900 °C in air for 100 h. During tests, samples were taken out from the furnace after 10 h, cooled to room temperature, and weighed. Then, samples were placed into the furnace again for another round of heating. The weight gained by samples during tests was measured with a 10−5 g-accuracy analytical balance. In a whole test period, 10 such rounds of heating were carried out to examine coating oxidation resistances.
4. Discussion
When a sample was immersed in electrolyte as a cathode and voltage potential loaded, hydrogen reduction occurred on the cathode surface, with hydrogen bubbles appearing on the cathode. Then, the electric field strength in the bubbles increased because the covering hydrogen bubbles provided a barrier layer and cations gathered on their surfaces. The gas inside the bubbles ionized and plasma appeared when the electric field strength in the bubbles exceeded a critical value; similar descriptions have been proposed for plasma processes [
30]. Some physical and chemical reactions were then promoted by high temperature around this plasma zone. Thus, here, Al(OH)
3 formed around the cathode surface and then transformed into Al
2O
3 [
33], according to
Hydroxide ions were mainly derived from the reduction of O
2, NO
3-, and H
2O [
34]:
During early deposition stages, a thin Al
2O
3 coating was deposited on the TiAl substrate, replacing the hydrogen bubbles as a barrier layer. Cathode micro-arc discharges always happened at thinner Al
2O
3-coating areas because of lower electric resistance while some Al
2O
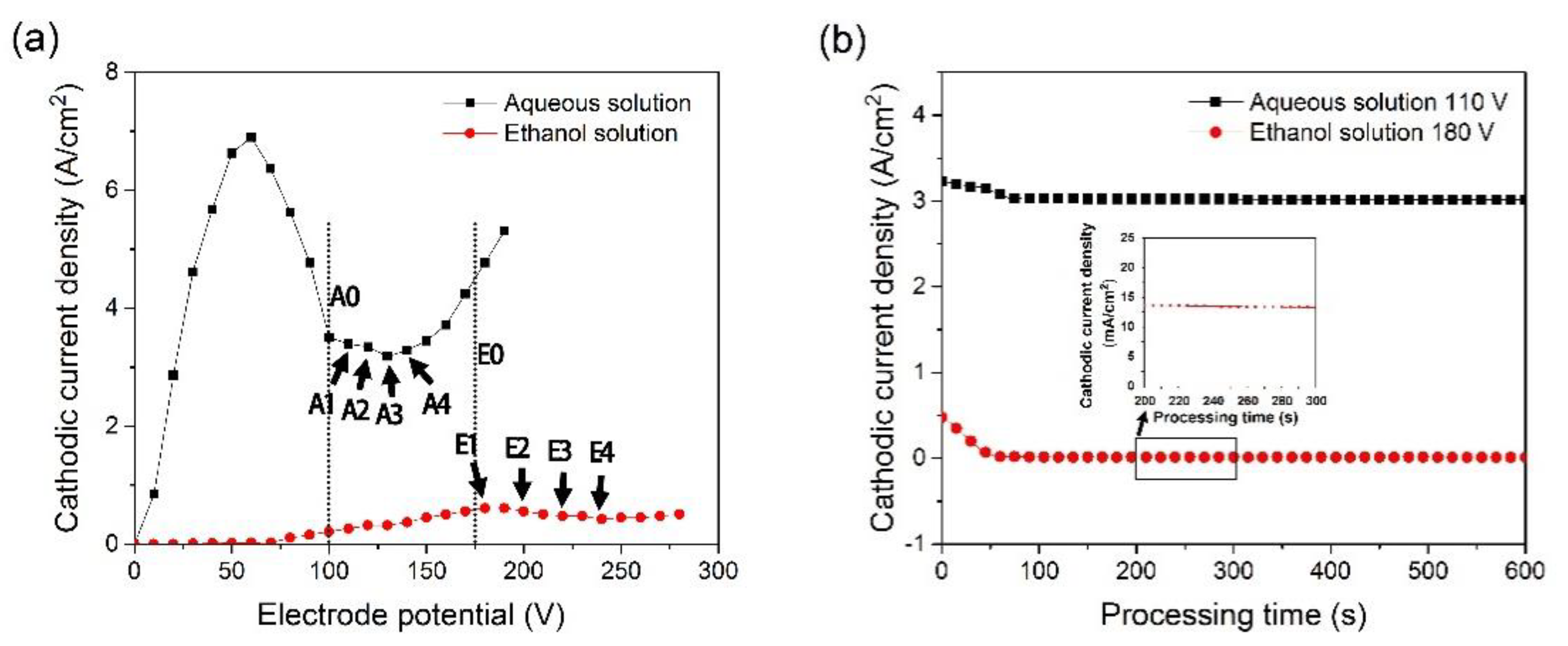
3 coating accumulated on thinner areas. The reactions in aqueous and ethanolic solutions were similar during the deposition process but the current characteristics and coating quality differed considerably. According to the circuit law proposed by Kirchhoff, the bath voltage in electrolysis was defined by the equation [
29]
in which,
ηa is the anode overpotential,
ηc that of the cathode,
ic the cathode current density,
Sc the cathode surface area, and
Ri the solution resistance. The current declined in ethanolic solution with increasing deposition time because the ceramic coating thickness increased such that a larger overpotential loaded on the cathode surface because of the coating electric resistance. The Al
2O
3 coating replaced the bubble film during coating growth, such that the cathode reaction area declined. The current preferentially flowed across the coating’s weak regions, such that the number of tiny arcs (plasma) was also reduced. However, the current density in aqueous solution did not decrease with deposition time because the electric resistance of aqueous solution was much lower than that of the ethanolic solution. The coating’s electric resistance little affected the overpotential and the bubble layer played the main role in the barrier layer for plasma formation. In addition, the crater sizes on coatings obtained from aqueous solution were larger, which further weakened its oxidation resistance. Therefore, from this point of view, ethanolic solution was more appropriate for ceramic coating deposition.
During the initial stage of the deposition process, there was no coating on the cathode surface and the current density in ethanolic solution also smaller than that in aqueous solution. Some mathematical models describing electrode surface bubble coverage and current density have been established in previous studies [
35]. A hypothesis has been proposed here that constant bubble coverage of the cathode surface is required for plasma formation in different solutions. It is certain that solution surface tension reduction increases bubble coverage at a constant current density [
35,
36]. In other words, a lower current density is required for the same bubble coverage on the electrode when bubbles are smaller. From the surface tensions of these two solutions at 25 °C, it was clear that the ethanolic solution surface tension was much lower than that of the aqueous solution, which was the main reason why the initial current density was lower in the ethanolic solution (
Table 7). Surface tensions are also known to considerably influence a bubble’s departure size, which is the largest size bubble attached on the cathode surface before release, and surface tension also provides an estimate of the static bubble departure size, given by [
37]
where
C represents constant coefficients,
ρg the hydrogen gas density,
ρ1 the solution density, and
σ the solution surface tension.
Figure 10 shows the crater size distribution on coatings of A2 and E4, with the sizes of 300 craters per sample counted from SEM figures. A crater center was the plasma channel position on the cathode surface at which Al
2O
3 particles accumulated. Therefore, crater size was related to bubble size in the deposition process. According to Equation (8), the maximum bubble size in solution was only in relation to solution properties. Thus, the maximum crater size did not change in response to deposition voltage. The maximum crater size ratio on coatings prepared in aqueous and ethanolic solutions was ~1.67. From Equation (8), the approximate estimation of the ratio for bubble departure sizes in the two solutions was ~1.6, which was similar to the crater size ratio. Therefore, it was confirmed that a lower solution surface tension led to crater size declines on the coatings.
Crater size also affected coating structure, as craters on a surface were held in the coating as pores during the following coating accumulation. Therefore, porosity also increased with average bubble size, significantly affecting coating properties. Discontinuity induced by pores was the main factor affecting adhesion properties and oxidation resistance. Larger porosity reduced coating strength as well as the contact surface area between coating and substrate, which then resulted in lower coating toughness in scratch tests. There was also little doubt that larger porosity was the chief factor responsible for the lower oxidation resistance. Thus, the application of ethanol as a solvent did not only improve coating quality but also would reduce energy consumption during industrial coating production. Although the processing time would be extended using ethanolic solutions, current density decreased rapidly when the ceramic coating covered most of the substrate surface. Therefore, ethanol could attain a dominant position as the preferred solvent, compared to water.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}