Optimal Charge Planning Model of Steelmaking Based on Multi-Objective Evolutionary Algorithm


1
State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing, Beijing 100083, China
2
Donlinks School of Economics and Management, University of Science and Technology Beijing, Beijing 100083, China
*
Author to whom correspondence should be addressed.
Metals 2018, 8(7), 483; https://doi.org/10.3390/met8070483
Submission received: 4 June 2018
/
Revised: 19 June 2018
/
Accepted: 21 June 2018
/
Published: 25 June 2018
(This article belongs to the Special Issue 5th UK-China Steel Research Forum)
Abstract
:As having an important part of coordination control in steelmaking process, traditional production planning and scheduling technologies are developed with little consideration of the metallurgy mechanism, leading to lower feasibility for actual production. Based on current situation and requirements of steel plants, this paper focuses on the investigation of the charge plan from the view of metallurgy and establishes a charge planning model concerning the minimization of both the open order amount and the difference in due dates of the orders in each charge. A modified multi-objective evolutionary algorithm is proposed to solve the charge planning model of steelmaking process. By presenting a new fitness function, based on the rule of target ranking and introducing the Elitism strategy to construct the non-inferior solution set, the quality of solutions is improved effectively and the convergence of the algorithm is enhanced remarkably. Simulation experiments are carried out on the orders from actual production, and the proposed algorithm produces a group of optimized charge plans in a short time. The quality of the solutions is better than those produced by a genetic algorithm, modified partheno-genetic algorithm, and those produced manually to some extent. The simulation results demonstrate the feasibility and effectiveness of the proposed model and the algorithm.
1. Introduction
Along with the advance of manufacturing technology and information technology at home and abroad, a series of works about “Intelligent Manufacturing” are being carried out in succession [1,2,3,4]. As having an important role in manufacturing industries, the iron and steel industry also proceeds in some explorations of intelligent manufacturing from the perspective of equipment technique to planning and scheduling in order to keep competitiveness in metallurgical industry [5,6,7,8]. In addition, with the increasingly fierce market competition and the current serious overcapacity of domestic steel production, the contract orders of steel products present a trend of multi-variety, small-batch, as well as short due date. Therefore, there is a significant conflict between the large-batch-mode of steel production and diverse requirements of customers, resulting in more complexity and difficulty in preparing production plans. In conclusion, it is a vital work to make reasonable plans for practical production, which has a critical effect on the achievement of intelligent production in the steel industry.
The steelmaking-continuous casting process is the core section in steel production [9]. Making reasonable charge plans in terms of contract orders is the primary precondition and the key guarantee for smoothing follow-up processes. The charge planning problem can be described as a batch planning problem, where contract orders satisfy the constraints of processes and resources in the production with the objectives of on-time-delivery and lower open order amounts. Due to the varieties of orders, charge planning problem has become a hot issue in the field of steelmaking and been studied extensively in recent decades. Xue et al. [10] introduced a new crossover probability in discrete particle swarm optimization (DPSO) to solve the optimum charge problem without a known the charge number, and obtained satisfied solutions by simulation with practical data. According to the characteristics of billet continuous casting process of spring steel, Wang et al. [11] built a new charge plan model by taking into account the constraints of steel grades, dimensions, and due dates; a modified partheno-genetic algorithm (MPGA) was established to search near-optimum solutions. Yadollahpour et al. [12] built a comprehensive two-phase model for consolidating orders into charges, grouping charges into casts as well as scheduling casts on machines, and it has been successfully used by the Mobarakeh Steel Company (MSC). Zheng et al. [13] addressed a unified model to describe the mutual coordination of rolling plan, charge plan, and cast plan, which was solved by a designed co-evolutionary algorithm based on a multi-agent system. Tang et al. [14] presented a novel mixed integer linear programming (MILP) for the charge batching planning problem (CBP) and developed two Lagrangian relaxation methods with different relaxation approaches. Lin et al. [15] introduced a new concept of order-set to investigate the integrated production planning (IPP) problem for steelmaking continuous casting-hot rolling (SCC-HR) process and proposed a modified interval multi-objective optimization evolutionary algorithm (MI-MOEA). Liu [16] proposed a batch splitting scheduling policy to solve the continuous and ingot casting schedule of mixed whole/half charging plan for steelmaking, and a kind of heuristic algorithm was applied to solve this problem. Considering the hard constraints and soft constraints, a multi-objective mathematical programming model was established to describe the integrated charge planning (ICP) problem, and the proposed guided variable neighborhood search combined with harmony search (GVNHS) was feasible and effective for ICP [17]. Yang et al. [18] set up the objective model based on traveling salesman problem (TSP) to minimize the dissimilarity costs between each order and charge center order, and an improved cross entropy algorithm was presented.
Production planning often involves several optimization objectives. In previous work, the methods for the charge planning problem were mostly to determine several objectives to be optimized, and then convert them to a single-objective model by scalar conversion according to the importance of each objective. However, the importance of these objectives varies with the changes of actual situations, and the utilization of single-objective models requires one to adjust the weights manually under different conditions, which is laborious for the complex steelmaking processes. Therefore, it is inappropriate to convert the multi-objective problem to a single-objective one, and the way of scalar conversion cannot accurately deal with the need for different occasions. Elhoseny et al. [19] addressed a multi-objective transportation model under a neutrosophic compromise programming approach (NCPA) to investigate the best compromise solution for the Transportation Problem (TP), and illustrative examples showed that NCPA is superior to fuzzy and other approaches. The above works show that the multi-objective optimization simultaneously offer a valuable direction to solve the charge planning problem.
This work is to offer a practical charge planning scheme for special steel plants through building a multi-objective optimization model and developing a modified multi-objective evolutionary algorithm. The charge planning problem can be formulated as a Bin-Packing problem in view of the grade, dimension, and delivery-time of production [20,21]. The rest of this paper is organized as follows. Section 2 describes the charge planning problem and proposes a multi-objective mathematical model. Combining the model and the actual situation of the problem, Section 3 designs a multi-objective evolutionary algorithm based on target ranking (TR-MOEA). The simulation results and discussions are presented in Section 4. Finally, the conclusion is given in Section 5.
2. Problem Description and Mathematical Model
The preparation of production plans is a complicated task. The idea to solve such problems is generally as follows: (1) find out the key factors of the problem through on-site survey; (2) formulate a mathematical model in terms of the features of the problems to be studied; (3) design a solving algorithm for the model; (4) test the reliability of the model using the actual data. This section gives a formal description of the charge planning problem and establishes the mathematical model on the basis of actual constraints in special steel plants.
2.1. Preparing Procedures of Charge Plan
The design of charges, which is also referred as charge batching planning, is to convert the primary orders into various production batches (charges) subjected to the steelmaking processing constraints. Generally, a charge (or heat) is the basic unit in the steelmaking process, and represents the whole process starting with smelting in an electric arc furnace (EAF) or basic oxygen furnace (BOF) and ending in continuous casting or ingot casting. The key procedures of charge planning can be regarded as the decomposition of the contract orders into production orders and then the recombination of production orders into charges according to the constraints of grade, dimension and due dates. Obviously, the charge planning problem is a complicated combinatorial optimization problem subjected to various constraints. Figure 1 illustrates the process of making a charge plan. The rectangles with numbers in the left column denote production orders which are packed into m furnaces (charges) shown in the right column. As shown in Figure 1, the essence of the charge planning problem is to find the corresponding relations between production orders and steelmaking charges, similar to the typical one-dimensional bin packing problem, where orders and charges correspond to items and boxes respectively.
For the actual billet continuous casting process in the special steel plant of long products, the production orders grouped into the same charge call for the same grade and dimension. Therefore, the restrictions of steel grade and dimension must be considered as hard constraints instead of an objective for charge planning problem. In the billet continuous casting process, the general process of making charge plan is as follows: (1) determine the specification and quantity of billet in accordance with the contract requirements, and then turn contract orders into production orders; (2) classify production orders with close due dates by steel grade and dimension; (3) group the classified production orders into heats (charges) depending on the requirements of process and equipment. If the total weight of all the orders combined into a charge is less than the minimum capacity of steelmaking furnace (denoted by Vmin), the capacity of the charge is still arranged with Vmin. The additional steel products without corresponding production orders are called as open orders. Consequently, the minimization of open order amount is regarded as an objective in the charge planning problem. In addition, the orders in the same charge should have similar due dates, which is the other objective in order to coordinate the rolling process.
2.2. Mathematical Model of Charge Planning
According to the practical situation in special steel plants, the following hypothesis are made in this model:
- (1)
- The number of grouped charges is unknown beforehand.
- (2)
- All contract products are prepared into production in consideration of the stricter requirement of customers on the customization production.
- (3)
- Total weight of a charge can be varied in a certain range.
- (4)
- The steel grades and dimensions of the contract products have been known in advance.
- (5)
- The weight of any production order is less than the furnace capacity, which means the order cannot be split.
Notations are defined as follows:
- (1)
- Indexes and Parameters:
- M: the number of orders;
- O: the assumed number of charges, and the upper limit of O equals to M;
- j: index of heats (charges), j = 1, 2, …, O;
- i: index of orders, i = 1, 2, …, M;
- di: the due date of order i;
- dej: the earliest due date of orders involved in charge j;
- wi: the weight of order i;
- Vmax: the maximum capacity of steelmaking furnace;
- a: the lower limit coefficient of the total weight of a charge, and Vmin equals to a·Vmax. The value of a depends on the actual production requirements of steel plants and is less than 100%.
- (2)
- Decision Variables:
- xij: binary variable representing whether order i is in charge j (xij = 1) or not (xij = 0);
The mathematical model for charge planning problem can be formulated as follows.
The model contains two objective functions: the minimization of the difference in due dates of production orders in each charge (Objective (1)) and the total weight of open orders (Objective (2)). Constraint (3) represents that each production order can only and must be assigned to a charge. Constraint (4) indicates that the total weight of production orders in a charge is not larger than Vmax and lager than 0 to ensure the validity of charge j. Constraint (5) shows that dej is the earliest due date of orders assigned to charge j. Constraint (6) defines the weight of open order in a charge. Constraint (7) indicates the binary constraints for xij.
3. Multi-Objective Evolutionary Algorithm
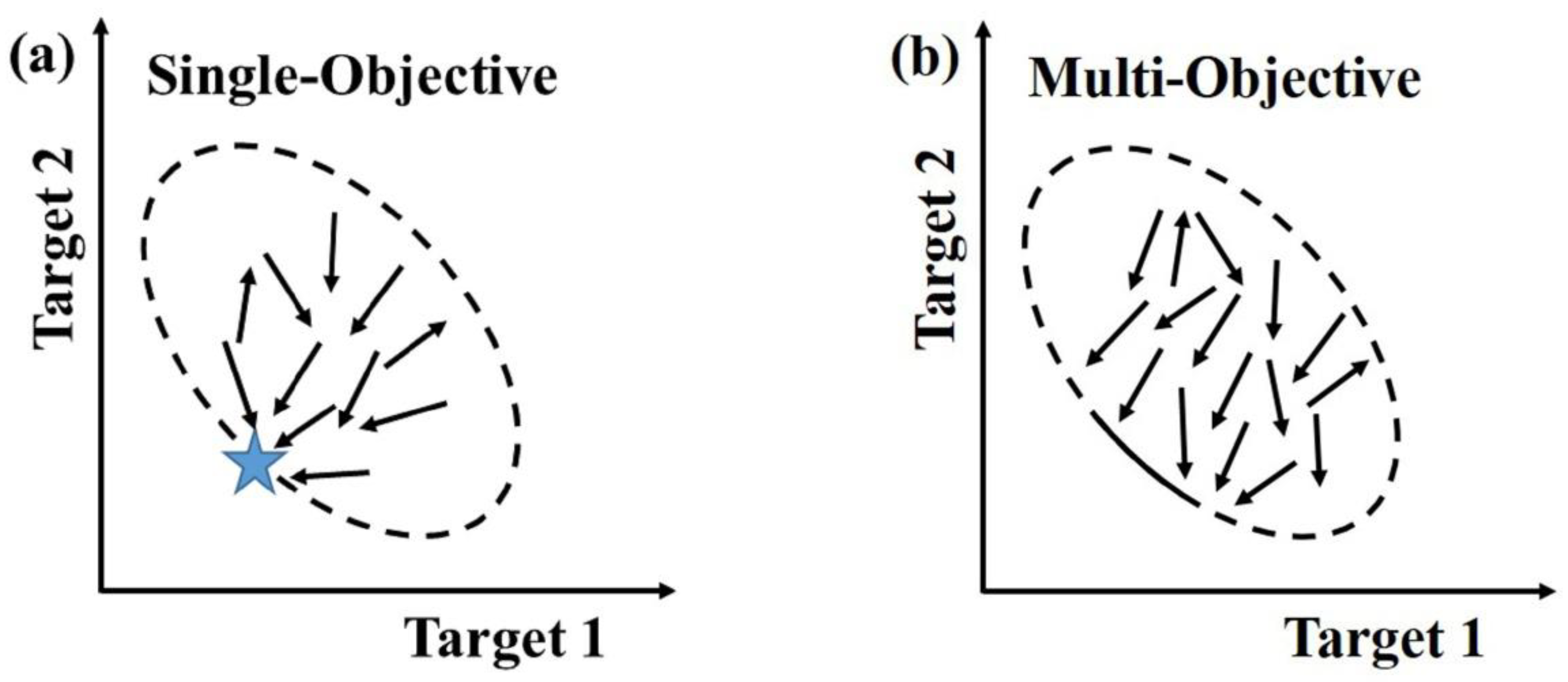
Multi-objective optimization problem (MOP) is a popular issue in the field of scientific research and engineering practice, which considers multiple objective functions for simultaneous optimization [19,22]. Figure 2 shows the essential difference in the searching approach of the single-objective algorithms transformed from multi-objective (Figure 2a) and the multi-objective algorithms (Figure 2b). The solving process of the former is toward a certain optimal solution, while the latter pushes in the searching direction to the non-dominated solution set with bi-objective as an example of multi-objective. The solid line segment represents the multi-objective optimization solutions which is called the set of non-dominated solutions [23]. As can be seen from Figure 2, the final solution of the MOP handled by scalar conversion is just a point of the non-dominated solution set, while the multi-objective algorithm eventually obtains a series of optimization schemes, which are distributed to different points and provide more choices for different optimization demands. Therefore, the multi-objective algorithms are more appropriate than the single-objective ones to solve actual problems.
3.1. Solving Strategy
As a typical one-dimensional bin-packing problem, charge planning problem can be solved by some classic methods, such as constructive heuristics and intelligent optimization algorithms [12,15]. The latter attains the optimal solutions of the problems mainly through the simulations of actual system without further exploration the essential characteristics of the problem itself.
Evolutionary algorithm is an artificial intelligence technology of self-organization and self-adaptation based on Darwin’s theory of evolution, simulating biological evolution mechanism to solve optimization problems. The realization of an evolutionary algorithm is mainly through the operations of crossover, mutation, evaluation, and selection to produce solutions of optimization problems. In 1985, Schaffer [24] proposed the Vector Evaluated Genetic Algorithm (VEGA), taking the lead in the use of evolutionary algorithms to deal with the MOP. Soon afterwards, Goldberg [25] combined the Pareto theory into the evolutionary algorithm for MOP, which had a great significance on the study of multi-objective evolutionary algorithms. Multi-objective evolutionary algorithm (MOEA) adopts parallel mechanism to optimize objectives at the same time, and works out a set of Pareto optimal or approximate solutions by once-through operation, which effectively solve the problem of trapping into local optimization. Therefore, in recent years, MOEA as an efficient approach to solve MOP, has been extensively applied in industrial fields [26,27]. In this paper, we present a modified MOEA for the charge planning problem.
3.2. Algorithm Design
According to the principle of multi-objective evolutionary algorithms, this section proposes a target ranking-based MOEA (referred to as TR-MOEA) for charge planning problem. In TR-MOEA, fitness function is defined based on sub-goal ranking, and genetic recombination operator is employed for reproduction. In addition, Elitism is introduced into the selection process as well.
(1) Encoding and Decoding Scheme
In this paper, the operation of real encoding is applied to generate the chromosome according to the number of orders. Considering the actual requirement of long products, the chromosome is divided into several groups according to steel grade and dimension in advance, and the following operations of gene recombination are respectively carried out in the separated fragment without cross-impact. In addition, the sequence of the orders in each fragment is random. Taking an example of 10 orders, Figure 3 reveals the mode of encoding and decoding. As shown in Figure 3, these orders are divided into two parts in terms of specification. Since the total weight of order 2, order 6, and order 7 exceeds Vmax, it can be acceptable that a charge only contains order 2 and order 6 in the process of decoding, even though the total weight of these two orders is lower than Vmax·a. In this case, the total capacity of charge is set as the value of Vmax·a.
(2) Fitness Function
Evolutionary algorithms generally construct fitness functions to calculate the individual fitness, of which the value represents the environmental adaptability of the individuals. The better the performance of an individual is, the larger its fitness is. An individual with a larger fitness has more chance to inherit to the next generation.
In TR-MOEA, we present a target ranking method to evaluate the fitness of an individual, and the detailed formulas is given in Equations (8) and (9).
Notations in two above equations are explained as follows.
- p: index of objective function;
- Xq: individual q of the population;
- N: the population size;
- Xpq: the rank of individual q for objective p. The computing method is Xpq = N + 1 − l, where individual q is in position l according to objective p in ascending order;
- k: a constant between 1 and 2, which is used to increase the fitness value of the best individual for a single target;
- Ep(Xq): the single objective fitness of Xq for objective p;
- E(Xq): the fitness of Xq.
This target ranking method makes the individuals with better performance get larger fitness, which can obtain more opportunities in the evolution.
(3) Selection Operator
In the process of selection, a kind of Elitism strategy is presented to keep the obtained optimal solutions inherited in the iteration process, and the detailed procedure is exhibited as follows. The individuals in first generation are all reproduced into the next generation, and the best n solutions of individuals in the original population are stored into an external set, named as the non-inferior solution set Q. Starting from the second generation, the best individuals of 20% in each generation directly are kept into the next generation as well as the fixed individuals of n in Q, and the rest are chosen by tournament selection. The update of Q is completed through the comparison between the best n solutions from each generation and the current solutions in Q in terms of the rule of survival of the fittest. After the selection operation, the individual number of population in next generation remains unchanged.
The selection operation is based on the comparison of fitness proposed in preceding text. This selection mechanism can obviously raise the convergence rate and computational efficiency of algorithm. Here, the value of n is determined by the population size N, where n = 20% × N.
(4) Recombination Operators
Li et al. [28] presented an improved genetic algorithm, named partheno-genetic algorithm (PGA), in which the traditional crossover operator is replaced by gene recombination operators. The genetic recombination operation is just specific to an individual, and makes full use of information of each chromosome to ensure the feasibility and superiority of PGA on combinational optimization problems. Since the orders are selected without remaining, the recombination operator is the only operator to reproduce the offspring individuals without considering mutation. In each generation, the choice of recombination mode is determined by the fitness of individuals. The detailed operation method is shown as below.
The best individuals of 50% with the greater fitness in each generation randomly exchange one-pair gene to generate offspring, while the others adopt two-pair gene exchange operator. This recombination mode in terms of fitness is a benefit to intensify the correction on poor individuals. Taking an instance of 14 orders, the recombination operators of TR-MOEA are shown in Figure 4. Here, recombination is operated in each fragment with same grade and dimension. The genetic recombination operator can maintain the diversity, and avoid the “premature” convergence of the algorithm to some degree.
(5) Termination Criteria
In general, the algorithm terminates if one or more of the stopping criteria are confirmed [29]: (a) the evolutionary generation exceeds a predefined number or threshold; (b) the difference in fitness among the preceding generations is less than a tiny value; (c) the population diversity is less than a very small number or threshold; (d) the difference in fitness of the best individuals between two consecutive generations is less than a very small value. The stopping criteria of GA also can be applied to MOEA. According to the characteristics of the model and fitness function, the solutions are obtained by setting the evolutionary generation (the first criterion).
3.3. Procedure of TR-MOEA
Based on the above descriptions, the procedure of the proposed TR-MOEA is formalized as follows.
Step 1 Set the algorithm parameters, such as population size, evolutionary generation, the recombination probabilities, etc.
Step 2 Classify the production orders based on steel grades and dimensions, and encode production orders on the basis of the prescribed manner to generate the original population.
Step 3 If the current population is the initial one, calculate the fitness values of each individual in the population according to Equations (8) and (9), and then generate the non-inferior solution set Q, otherwise, update Q based on the fitness of the individuals.
Step 4 If the terminal condition is met, then go to step 7; otherwise, go to step 5.
Step 5 Select and replicate individuals by the strategies of selection and duplication depicted above.
Step 6 Generate a new population through recombination operation, and then go to Step 3.
Step 7 Terminate the algorithm once meeting the stopping criteria and output the non-dominated solutions from the non-inferior solutions Q as the solutions of MOP.
4. Case Study
4.1. Algorithms Comparison and Parameter Settings
In order to test the performance of the presented model and algorithm on practical production, a case study was carried out on a set of 159 production orders from a special steel plant of long products in China. Table 1 lists a part of production orders. The parameter setting of TR-MOEA is shown in Table 2, where the number of the population was eventually set as 40 in consideration of the trade-off between the distribution of optimal solutions and the computational efficiency [11]. To verify the effectiveness of TR-MOEA, the traditional GA and MPGA were also applied to produce solutions as the single-objective optimization with the same 159 production orders. The parameters of GA and MPGA were set as given in Reference [11]. The penalty coefficients were set as 100 ¥/t for open order and 1 ¥/t for differences in due dates in the reference of actual production requirement. Both GA and MPGA were run ten times, and the average penalty values obtained from each algorithm were respectively recorded as the comparative items. Since TR-MOEA can obtain several favorable solutions by running once, the best solution set was determined through running ten times to make the comparison. In addition, the manual result originated from experienced technician was also provided as the comparation for the same case. The algorithms were coded with Microsoft Visual C#, and the experiments were carried out on a PC with an Intel(R) Core(TM) i5-6300HQ, 2.3 GHz CPU and 4 GB RAM.
4.2. Results and Discussion
Table 3 lists the non-dominated solutions from the non-inferior solution set Q of TR-MOEA, in which the charge plans that did not meet the actual demands were removed, and then five feasible schemes were left. The average penalty values of optimal solutions outputted from GA and MPGA respectively correspond to 5227.17 and 5184.165. While TR-MOEA obtained a solution set containing five optimal schemes after being run once, where the penalty values of four solutions were all lower than that of MPGA. The penalty value of GA was larger than those of the TR-MOEA and MPGA. The due date differences of the five solutions obtained from TR-MOEA were all remarkably lower than those of GA and MPGA, and the improved degrees of the worst solution of 1971.645 also respectively achieved 13.3% and 8.3% in contrast to the ones of two other algorithms. The superiority of TR-MOEA in due date difference resulted from the introduction of the non-inferior solution set Q. The integrated optimal solutions were excessively dominant in the optimization process of GA and MPGA with often neglecting the best solutions of single-objective; however, TR-MOEA adopted the non-inferior solution set Q to easily retain the best solutions of each objective to the end. With respect to open order amount, the average value of the solutions from TR-MOEA was 35.208, which was approximately five more than those of GA and MPGA. The reason may be from the stricter constraints of all orders being selected in TR-MOEA. In terms of computational efficiency, three algorithms all can obtain the final solutions within 2 min, which was significantly superior to 40 min for the manual solution. Referring to the results comprehensively in Table 3, TR-MOEA can obtain the relatively optimal solutions of charge planning problem on the basis of the comparison of solution quality and computational efficiency, as compared to the GA, MPGA and manual solutions.
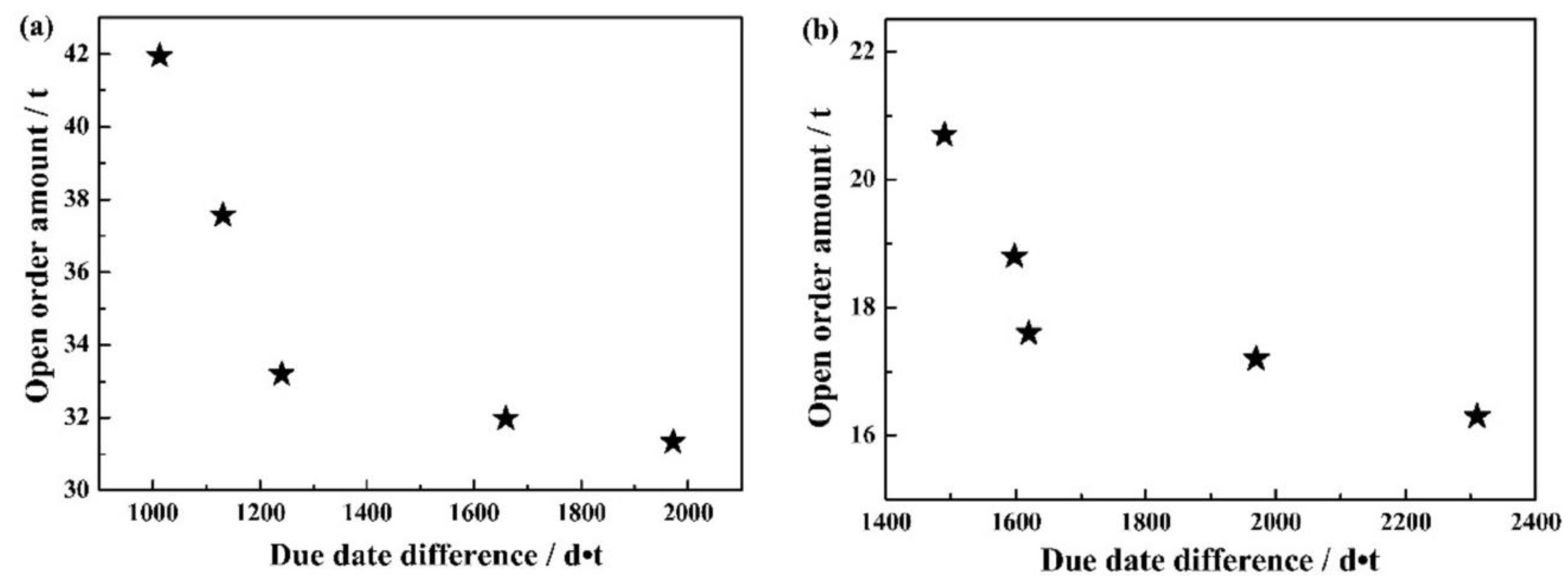
In order to further prove the universality of the proposed model and algorithm to other steel plants, a data set of 100 production orders from another special steel plant (steel plant 2) was adopted to carry out the simulation experiments, and the scatter diagram of the non-dominated solutions are shown in Figure 5b. In addition, the results of TR-MOEA in Table 3 are displayed in Figure 5a.
The discrete points displayed in Figure 5a,b demonstrate the same favorable diversity in the objective solution space, and that means there were more candidates to be chosen in terms of different practical demands. The planners can select one of the points closer to Y-axis if the due date difference was required to be smaller. Similarly, if many inventories prefer to minimize the open order amount in steel plants, the point closest to X-axis will be chosen as the references to arrange production. Taking an example of the results in Figure 5a, the third scheme is the best choice on account of the comprehensive consideration of due date difference and open order amount. In conclusion, the application of the model based on TR-MOEA to solve the charge planning problem reaches the expected goals of shortening the time to prepare charge plan, reduce the open order amount, and improve the prompt delivery reliability with multiple charge planning schemes. Faced with variable customer requirements and complex production environments, multi-objective evolutionary algorithms will play a more important role than single-objective optimization algorithms for charge planning problem. At present, the charge planning model based on TR-MOEA has been embedded into the Intelligent Production Management System developed by a special steel plant of long products in China and is in the phase of on-site debugging.
5. Conclusions
Focused on the charge planning problem in special steel plants of long products, a mathematical model is established aiming at the optimization of both due date difference and open order amount, and a modified multi-objective evolutionary algorithm based on target ranking is presented to solve this model. Since introducing the Elitism strategy, as well as the changeable recombination operators, the favorable solutions in each generation can be inherited well. Through simulation experiments with 159 production orders from a special plant, TR-MOEA can obtain a relative optimal solution set with the total penalty from 4561.280 to 5215.680 within a computational time of 2 min. The improved degree of TR-MOEA in due date difference was better than the open order amount in comparison with the results obtained from GA and MPGA. An additional experiment with 100 orders from another steel plant verified the universality of the model as well as TR-MOEA. In addition, the favorable diversity of solution sets from TR-MOEA can offer the enough flexibility for planners to choose more suitable charge plan according to different production requirements.
In our current study, the hypothesis proposed for modelling may not conform the actual production absolutely. For example, it’s not certain of the weight of any production order less than the furnace capacity. In future work, the case of the weight of orders larger than the furnace capacity will be further considered to improve the model, and it is also very interesting to investigate the validity of the proposed algorithm on the charge planning problem for other types of steel production, such as plate products.
Author Contributions
Modeling, Q.L. and J.Y.; Algorithm, B.W. and J.Y.; Testing, X.L.; Formal Analysis, C.Z.; Resources, Q.L.; Writing-Original Draft Preparation, J.Y.; Writing-Review & Editing, B.W.; Project Administration, Q.L. and T.L.
Funding
This research is supported by the Innovative & Entrepreneurial Talent Project in Jiangsu province, China (No. 2016A426), the Fundamental Research Funds for Central Universities (No. FRF-BR-17-029A), Lvyang Jinfeng Talent Project from Yangzhou city (2015) and the Ministry of Education of the People’s Republic of China for providing the Specialized Research Fund for the Doctoral Program (No. 20090006110024).
Acknowledgments
We wish to thank two anonymous reviewers for their helpful comments.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Hofmann, E.; Rüsch, M. Industry 4.0 and the current status as well as future prospects on logistics. Comput. Ind. 2017, 89, 23–34. [Google Scholar] [CrossRef]
- Li, J.Q.; Yu, R.; Deng, G.Q. Industrial Internet: A Survey on the Enabling Technologies, Applications, and Challenges. IEEE Commun. Surv. Tutor. 2017, 19, 1504–1526. [Google Scholar] [CrossRef]
- Toshiya, K. New systems approach towards the realisation of society 5.0. IEEJ Trans. Electron. Inf. Syst. 2017, 137, 997–1000. [Google Scholar] [CrossRef]
- Raslavičius, L.; Striūgas, N.; Mantas, F. New insights into algae factories of the future. Renew. Sustain. Energy Rev. 2018, 81, 643–654. [Google Scholar] [CrossRef]
- Chen, W.; Kong, F.B.; Wang, B.X.; Li, Y. Application of grey relational analysis and extreme learning machine method for predicting silicon content of molten iron in blast furnace. Ironmak. Steelmak. 2018, in press. [Google Scholar] [CrossRef]
- Lee, S.J.; Kwon, W.; Koo, G.; Choi, H.; Kim, S.W. Recognition of Slab Identification Numbers Using a Fully Convolutional Network. ISIJ Int. 2018, 58, 696–703. [Google Scholar] [CrossRef]
- Zheng, Z.; Long, J.Y.; Gao, X.Q. Production scheduling problems of steelmaking-continuous casting process in dynamic production environment. J. Iron Steel Res. Int. 2017, 24, 586–594. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, B.; Wang, Z.; Wang, B.; Xie, F.; Chang, J. Fine Production in Steelmaking Plants. Mater. Today Proc. 2015, 2, 348–357. [Google Scholar] [CrossRef]
- Yin, R.Y. Theory and Methods of Metallurgical Process Integration, 1st ed.; Metallurgical Industry Press: Beijing, China, 2016; pp. 115–117. ISBN 978-7-5024-7168-2. [Google Scholar]
- Xue, Y.C.; Zhou, Z.T.; Liu, F.; Yang, Q.W. Optimum steelmaking charge plan with unknown charge number based on the pseudo TSP model. In Proceedings of the 17th World Congress, International Federation of Automatic Control, IFAC, Seoul, Korea, 6–11 July 2008. [Google Scholar]
- Wang, C.; Liu, Q.; Li, Q.Y.; Wang, B.; Xie, F.M.; Wang, B.L. Optimal charge plan model for steelmaking based on modified partheno-genetic algorithm. Control Theory Appl. 2013, 30, 734–741. [Google Scholar] [CrossRef]
- Yadollahpour, M.R.; ArbabShirani, B. A comprehensive solution for continuous casting production planning and scheduling. Int. J. Adv. Manuf. Technol. 2016, 82, 211–226. [Google Scholar] [CrossRef]
- Zheng, Z.; Liu, Y.; Chen, K.; Gao, X.Q. Unified modeling and intelligent algorithm of production planning for the process of steelmaking, continuous casting and hot rolling. Beijing Keji Daxue Xuebao 2013, 35, 687–693. (In Chinese) [Google Scholar] [CrossRef]
- Tang, L.X.; Jiang, S.J. The Charge Batching Planning Problem in Steelmaking Process Using Lagrangian Relaxation Algorithm. Ind. Eng. Chem. Res. 2009, 48, 7780–7787. [Google Scholar] [CrossRef]
- Lin, J.H.; Liu, M.; Hao, J.H.; Jiang, S. A multi-objective optimization approach for integrated production planning under interval uncertainties in the steel industry. Comp. Oper. Res. 2016, 72, 189–203. [Google Scholar] [CrossRef]
- Liu, W.; Sun, L.L. Steel-Making and Continuous/Ingot Casting Scheduling of Mixed Charging Plan Based on Batch Splitting Policy. J. Iron Steel Res. Int. 2012, 19, 17–21. [Google Scholar] [CrossRef]
- Dong, H.Y.; Huang, M.; Wang, X.W. On the integrated charge planning with flexible jobs in primary steelmaking processes. Int. J. Prod. Res. 2010, 48, 6499–6535. [Google Scholar] [CrossRef]
- Yang, F.; Li, Q.Q. Improved Cross Entropy Algorithm for the Optimum of Charge Planning Problem. Abstr. Appl. Anal. 2014, 7, 1–5. [Google Scholar] [CrossRef]
- Rizk-Allah, R.; Hassanien, A.; Elhoseny, M. A multi-objective transportation model under neutrosophic environment. Comput. Electr. Eng. 2018, in press. [Google Scholar] [CrossRef]
- Sergey, P.; Rym, M. A hybrid feasibility constraints-guided search to the two-dimensional bin packing problem with due dates. Eur. J. Oper. Res. 2018, 266, 819–839. [Google Scholar] [CrossRef] [Green Version]
- Silveira, L.M.; Miyazawa, F.K.; Xavier, E.C. Heuristics for the strip packing problem with unloading constraints. Comp. Oper. Res. 2013, 40, 991–1003. [Google Scholar] [CrossRef]
- Elhoseny, M.; Tharwat, A.; Yuan, X.H.; Hassanien, A.E. Optimizing K-coverage of mobile WSNs. Expert Syst. Appl. 2018, 92, 142–153. [Google Scholar] [CrossRef]
- Chen, Y.; Zou, X.F.; Xie, W.C. Convergence of multi-objective evolutionary algorithms to a uniformly distributed representation of the Pareto front. Inf. Sci. 2011, 181, 3336–3355. [Google Scholar] [CrossRef]
- Schaffer, J.D. Multiple objective optimization with vector evaluated genetic algorithms. In Proceedings of the 1st International Conference on Genetic Algorithms, Pittsburgh, PA, USA, 24–26 July 1985. [Google Scholar]
- Golberg, D.E. Genetic Algorithms in Search, Optimization & Machine Learning, 1st ed.; Addison-Wesley Longman Publishing Co., Inc.: Boston, MA, USA, 1989; pp. 35–65. ISBN 0201157675. [Google Scholar]
- Fadaee, M.; Radzi, M. Multi-objective optimization of a stand-alone hybrid renewable energy system by using evolutionary algorithms: A review. Renew. Sustain. Energy Rev. 2012, 16, 3364–3369. [Google Scholar] [CrossRef]
- Tharwat, A.; Elhoseny, M.; Hassanien, A.; Gabel, T.; Kumar, A. Intelligent Bézier curve-based path planning model using Chaotic Particle Swarm Optimization algorithm. Clust. Comput. 2018, 4, 1–22. [Google Scholar] [CrossRef]
- Li, M.J.; Tong, D.S. A partheno-genetic algorithm and analysis on its global convergence. Acta Autom. Sin. 1999, 25, 68–72. [Google Scholar] [CrossRef]
- Liu, X.; Tu, Y.L.; Zhang, J.; Watson, L.G. A genetic algorithm heuristic approach to general outsourcing capacitated production planning problems. Int. J. Prod. Res. 2008, 46, 5059–5074. [Google Scholar] [CrossRef]
Figure 1.
Sketch map of making charge plan.

Figure 2.
Searching ways of two algorithms: (a) distribution of solutions for single-objective; (b) distribution of solutions for multi-objective.
Figure 2.
Searching ways of two algorithms: (a) distribution of solutions for single-objective; (b) distribution of solutions for multi-objective.

Figure 3.
Schematic diagram of encoding and decoding.

Figure 4.
Sketch map of recombination operations: (a) one-pair gene exchange; (b) two-pair gene exchange.
Figure 4.
Sketch map of recombination operations: (a) one-pair gene exchange; (b) two-pair gene exchange.

Figure 5.
Distribution of the optimal solutions: (a) 159 production orders from steel plant 1; (b) 100 production orders from steel plant 2.
Figure 5.
Distribution of the optimal solutions: (a) 159 production orders from steel plant 1; (b) 100 production orders from steel plant 2.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The part data of production orders for simulation test.
| Order No. | Steel Grade | Dimension/mm × mm | Weigh/t | Due Date/d |
|---|---|---|---|---|
| 0056 | 60Si2Mnb | 160 × 160 | 1.250 | 7 |
| 0012 | 60Si2Mnb | 160 × 160 | 1.250 | 7 |
| 0119 | 60Si2Mnb | 160 × 160 | 28.747 | 22 |
| 0089 | 60Si2Mnb | 180 × 180 | 0.625 | 7 |
| 0015 | 60Si2Mnb | 180 × 180 | 25.622 | 12 |
| 0016 | 60Si2Mnb | 180 × 180 | 12.499 | 12 |
| 0017 | SUP9b | 160 × 160 | 11.249 | 12 |
| 0100 | SUP9b | 160 × 160 | 6.874 | 17 |
| 0080 | SUP9b | 180 × 180 | 0.625 | 17 |
| … … | … … | … … | … … | … … |
Table 2.
Parameters setting for multi-objective evolutionary algorithm based on target ranking.
| Parameters | Values |
|---|---|
| Population size (N) | 40 |
| Generation (G) | 120 |
| Lower limit coefficient of the total weight in a charge (a) | 95% |
| Size of non-inferior solution set Q (n) | 8 |
| Recombination probability | 80% |
Table 3.
Results Comparison of the Four Methods.
| Methods | Difference in the Due Dates/d·t | Open Order Amount/t | Penalty Value/¥ | Computation Time/s |
|---|---|---|---|---|
| TR-MOEA | 1971.645 | 31.340 | 5105.645 | 108 |
| 1659.185 | 31.975 | 4856.685 | ||
| 1240.480 | 33.208 | 4561.280 | ||
| 1131.105 | 37.572 | 4888.305 | ||
| 1012.380 | 41.943 | 5215.680 | ||
| GA | 2275.370 | 30.518 | 5227.170 | 112 |
| MPGA | 2149.665 | 30.345 | 5184.165 | 99 |
| Manual | 2265.358 | 35.470 | 5812.358 | 2512 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yang, J.; Wang, B.; Zou, C.; Li, X.; Li, T.; Liu, Q. Optimal Charge Planning Model of Steelmaking Based on Multi-Objective Evolutionary Algorithm. Metals 2018, 8, 483. https://doi.org/10.3390/met8070483
AMA Style
Yang J, Wang B, Zou C, Li X, Li T, Liu Q. Optimal Charge Planning Model of Steelmaking Based on Multi-Objective Evolutionary Algorithm. Metals. 2018; 8(7):483. https://doi.org/10.3390/met8070483
Chicago/Turabian StyleYang, Jianping, Bailin Wang, Caoyun Zou, Xiang Li, Tieke Li, and Qing Liu. 2018. "Optimal Charge Planning Model of Steelmaking Based on Multi-Objective Evolutionary Algorithm" Metals 8, no. 7: 483. https://doi.org/10.3390/met8070483
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.