Effects of Tempering on the Microstructure and Properties of a High-Strength Bainite Rail Steel with Good Toughness


Abstract
:1. Introduction
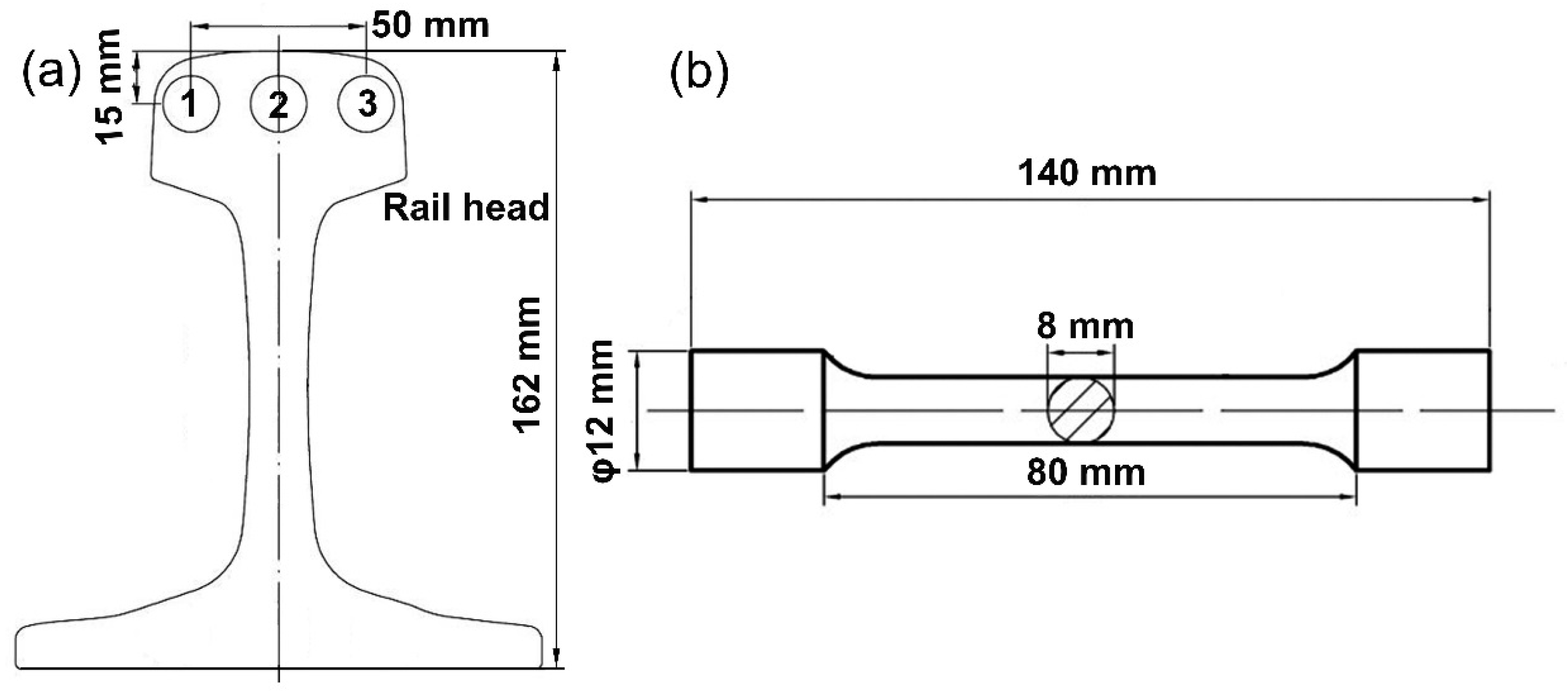
2. Materials and Methods
3. Results and Discussions
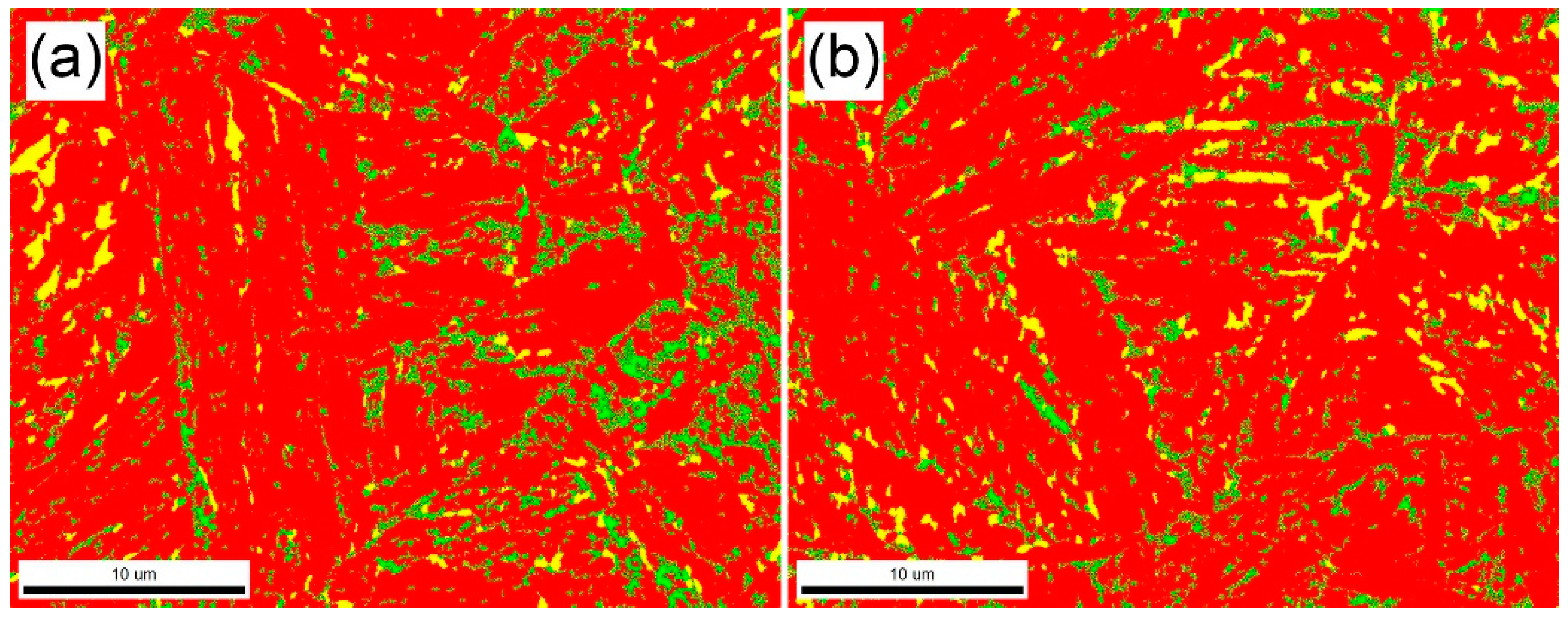
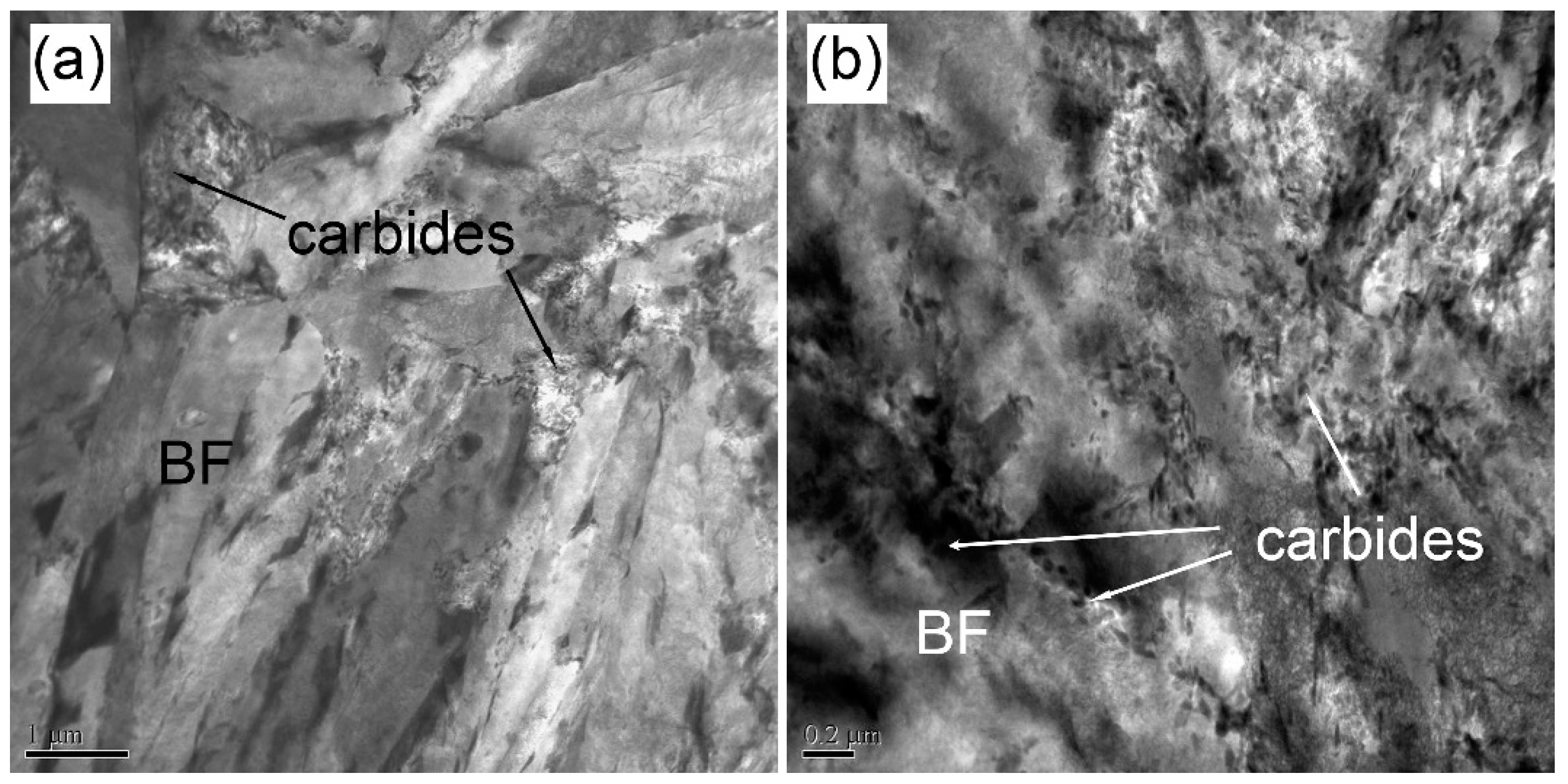
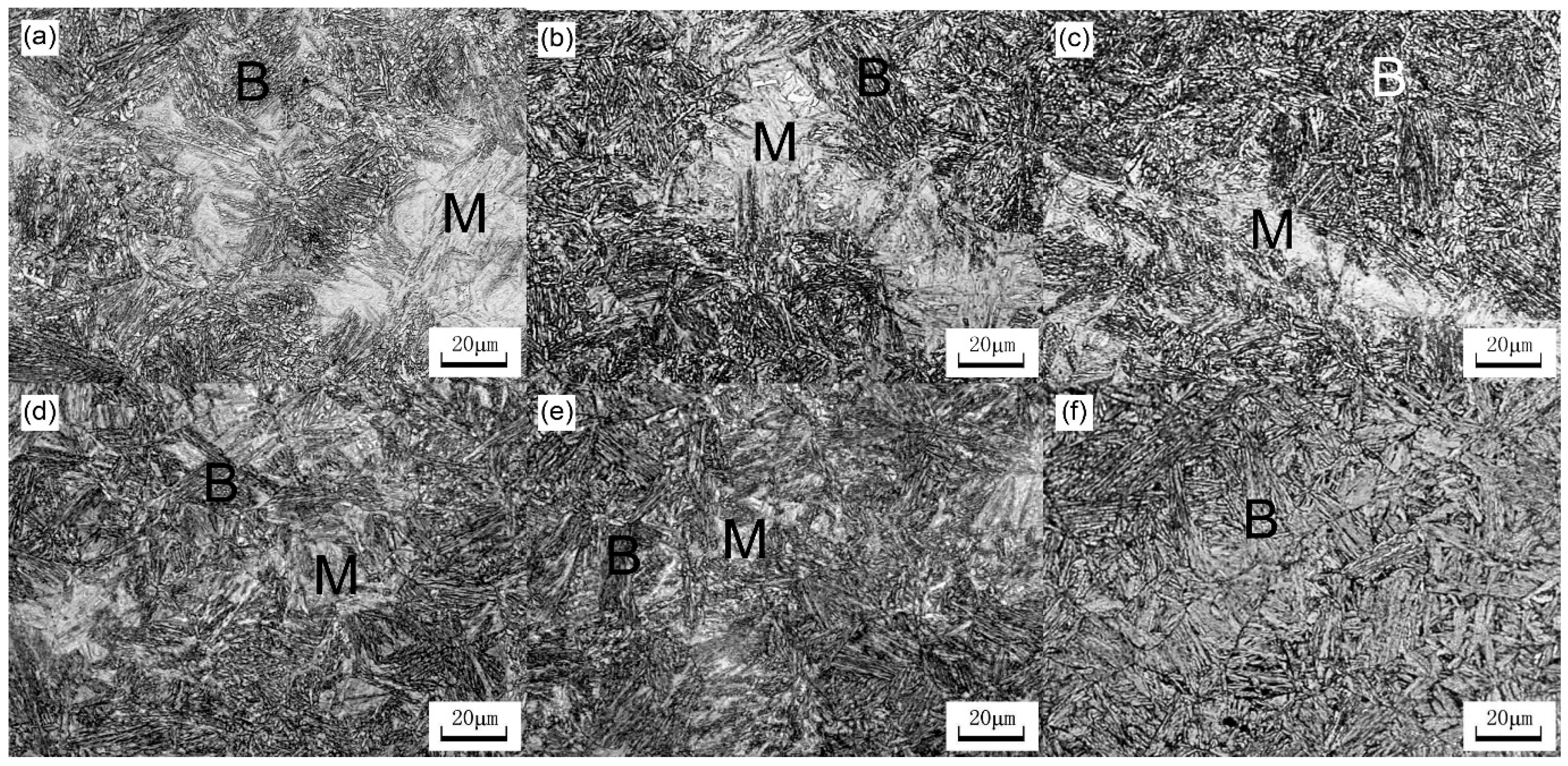
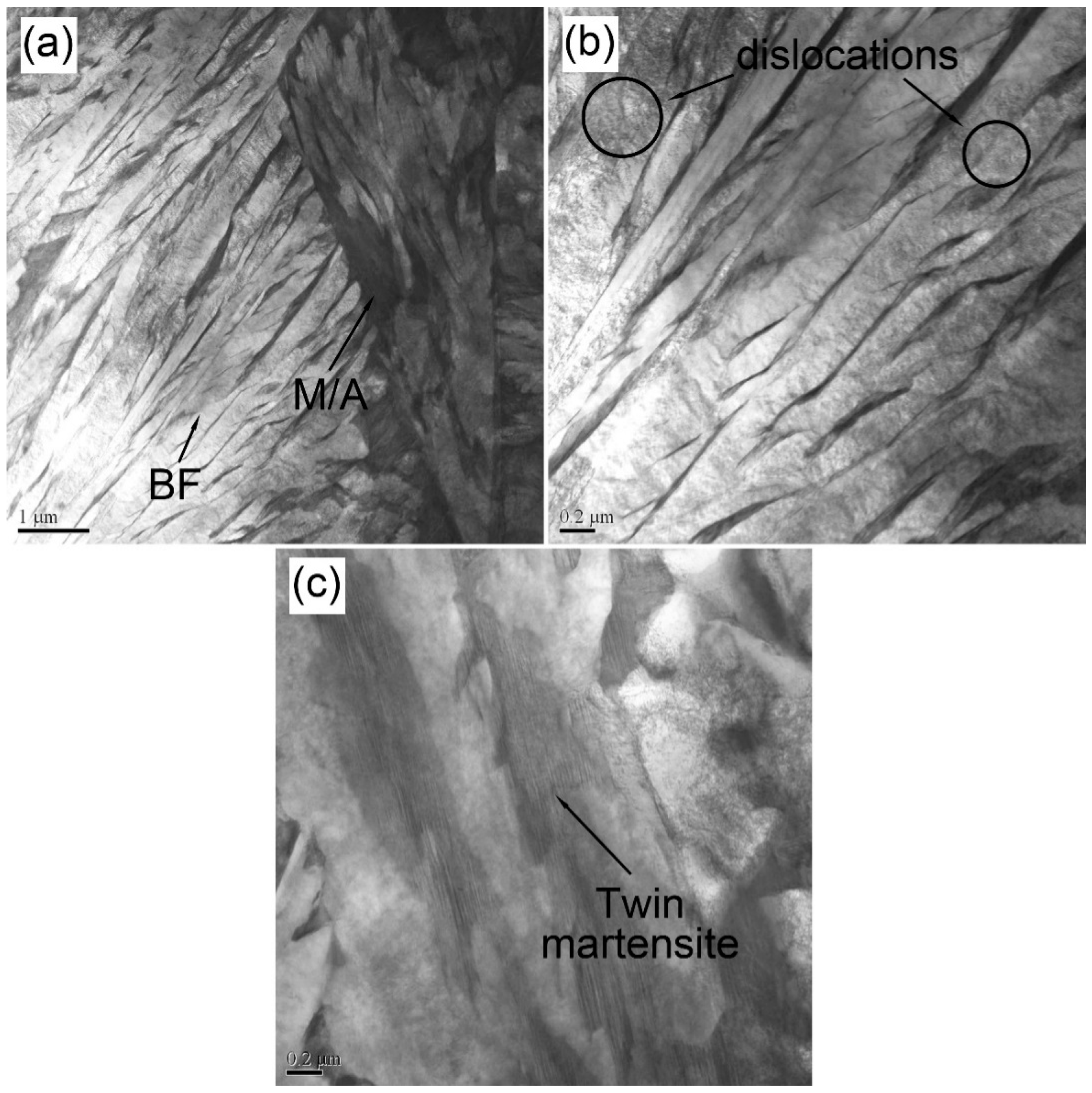
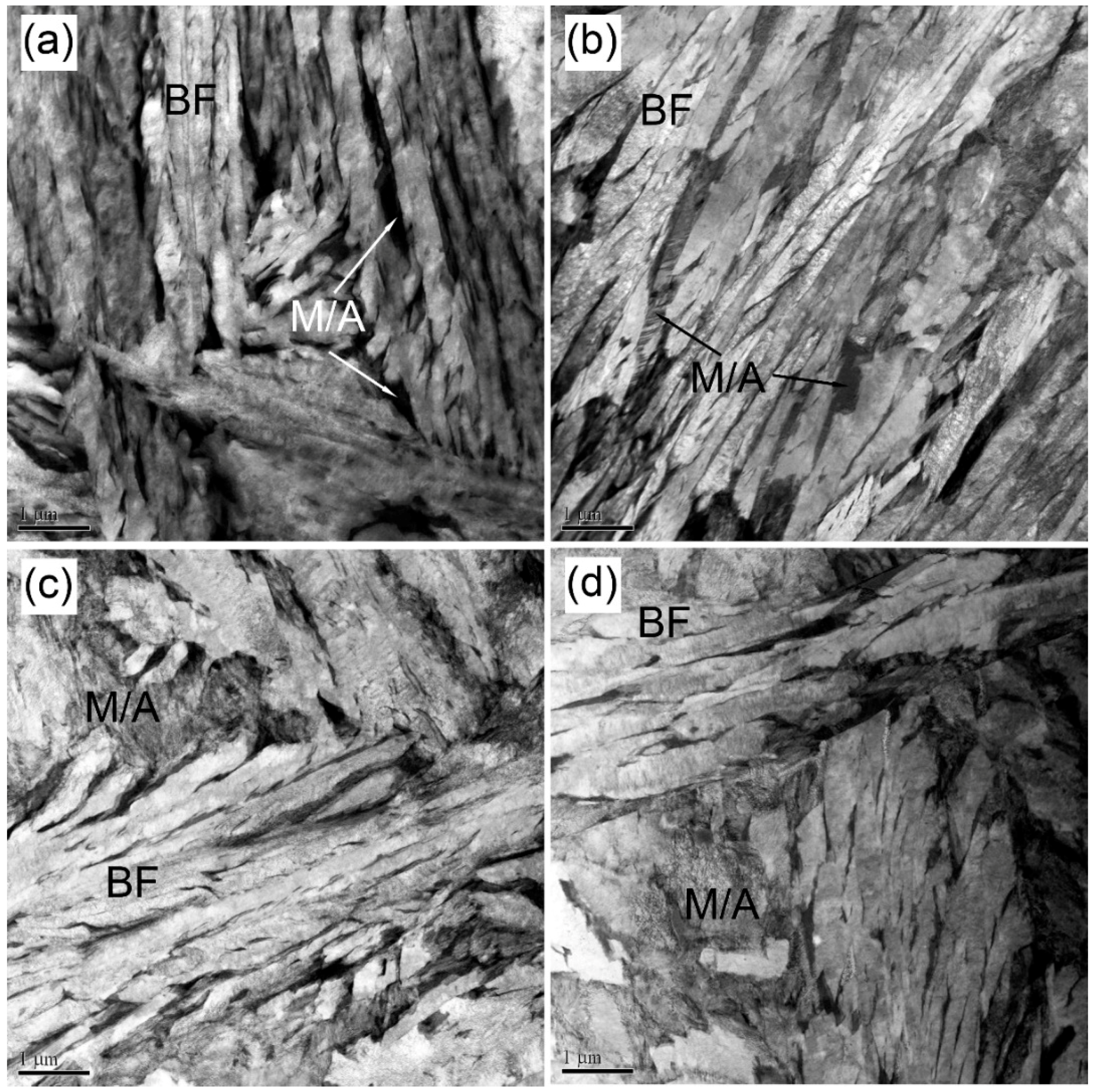
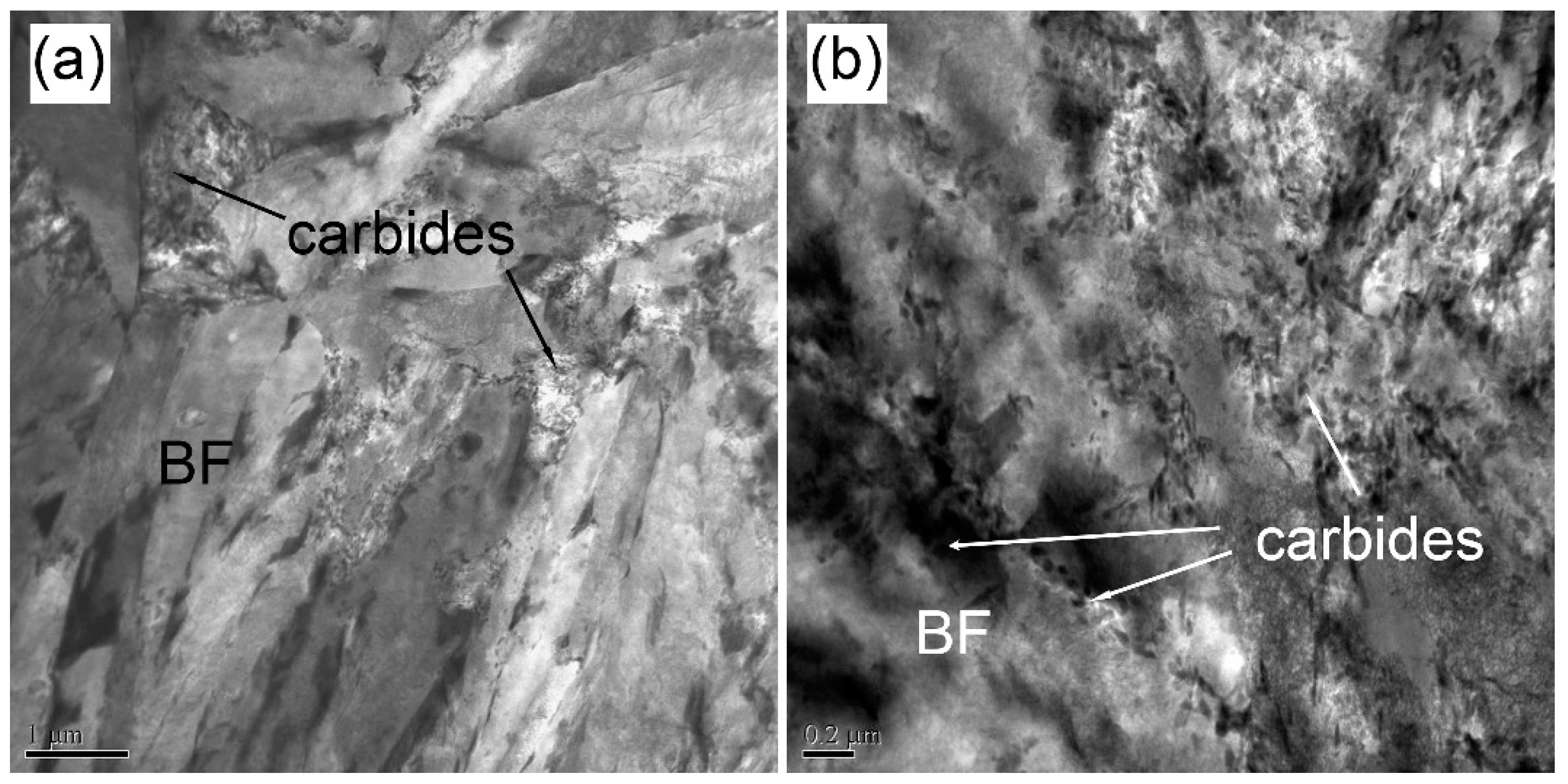
3.1. Microstructure
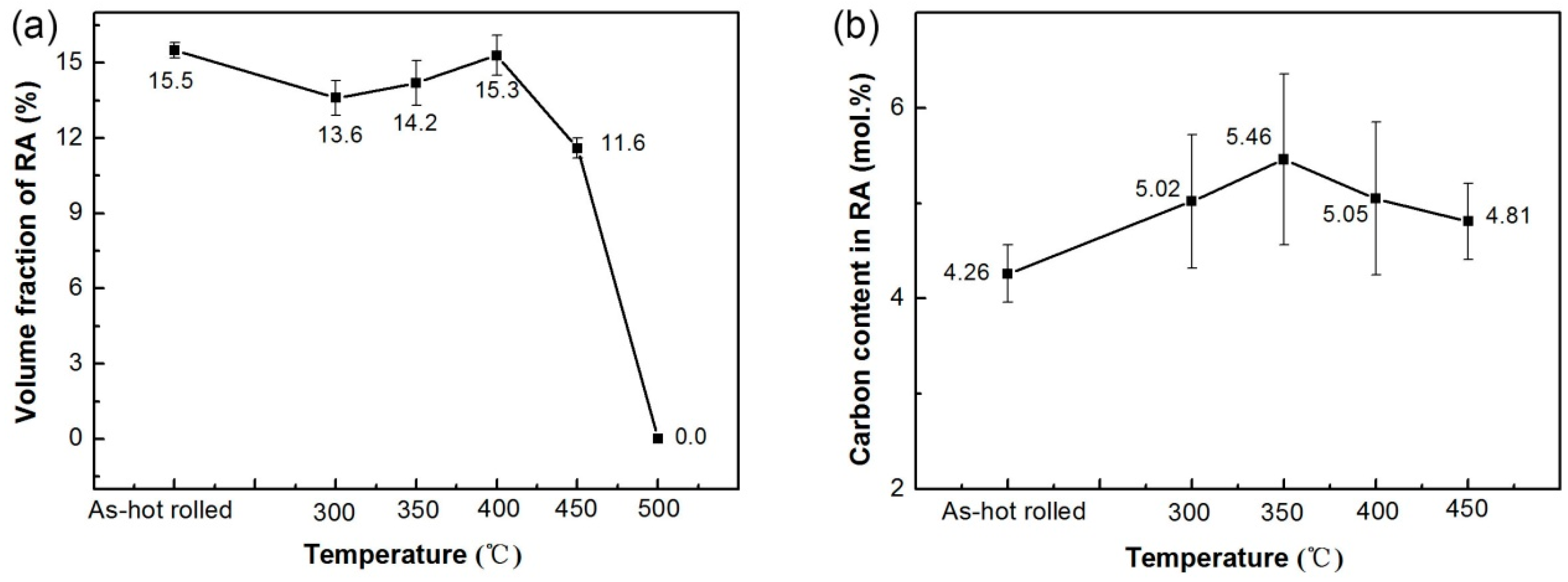
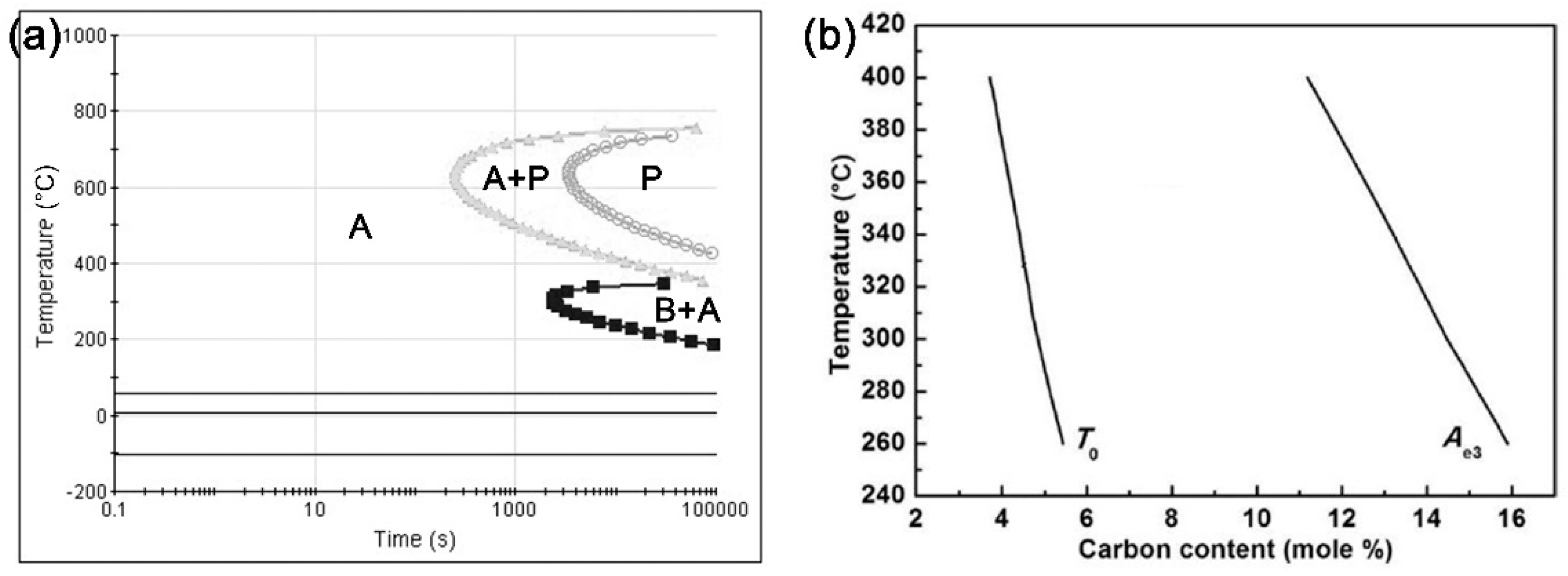
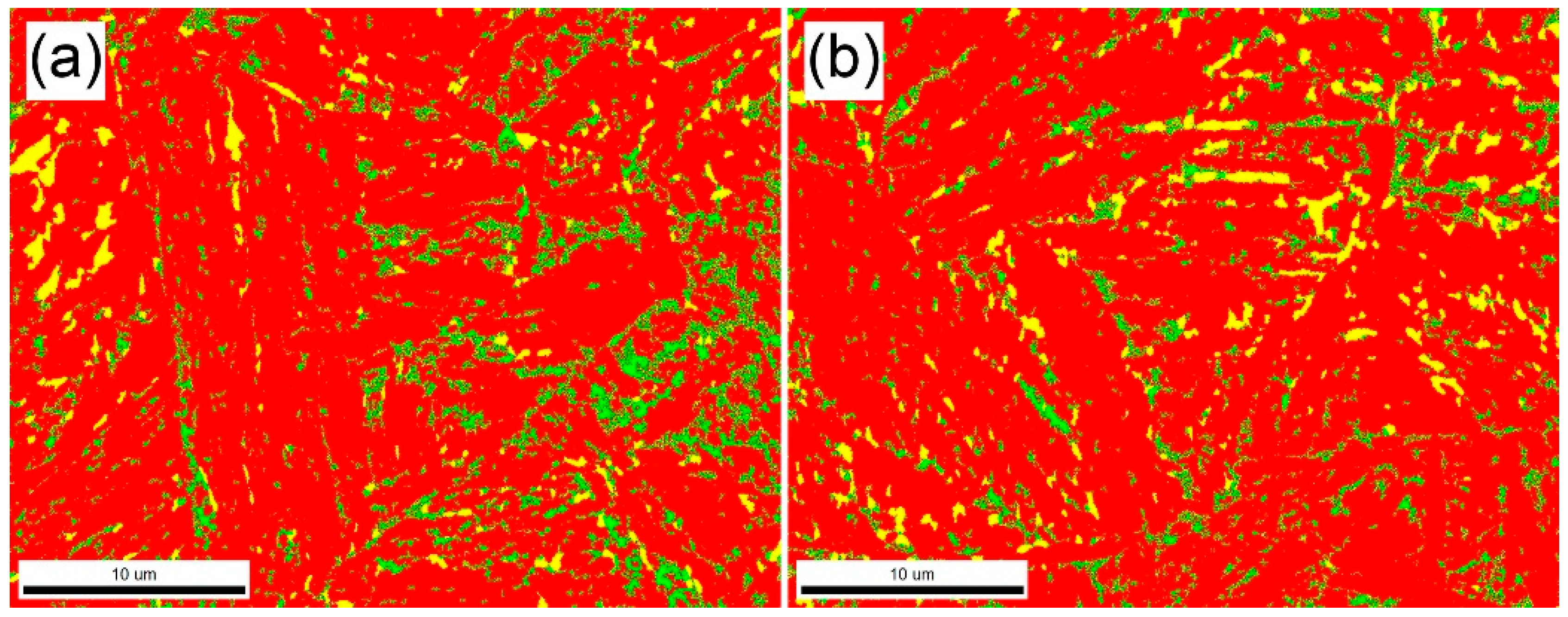
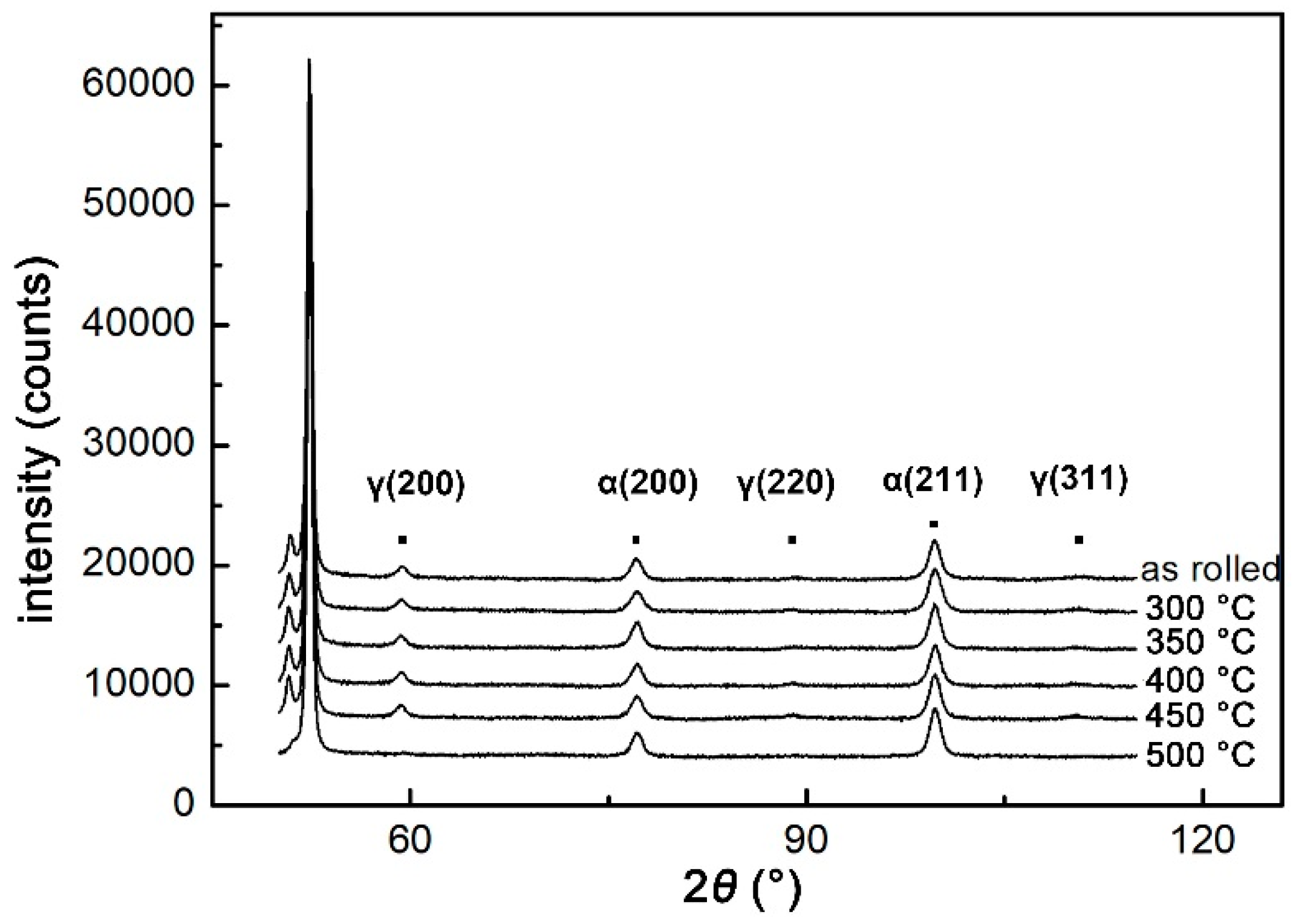
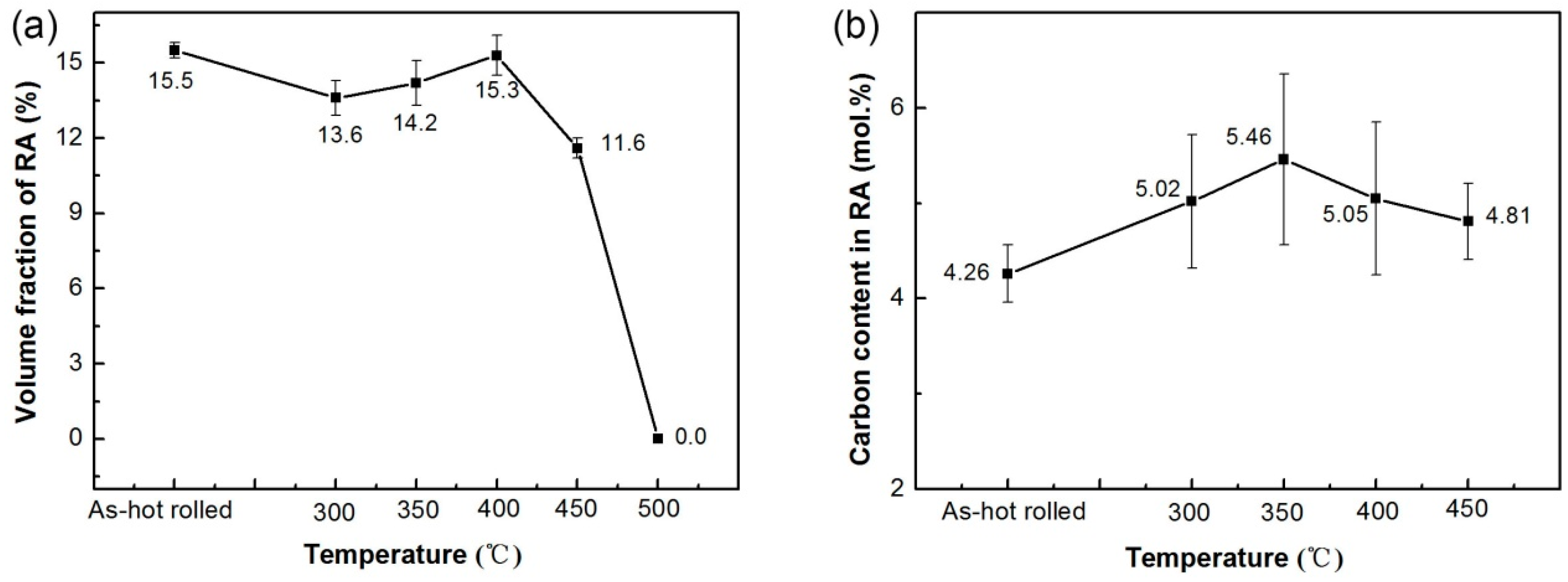
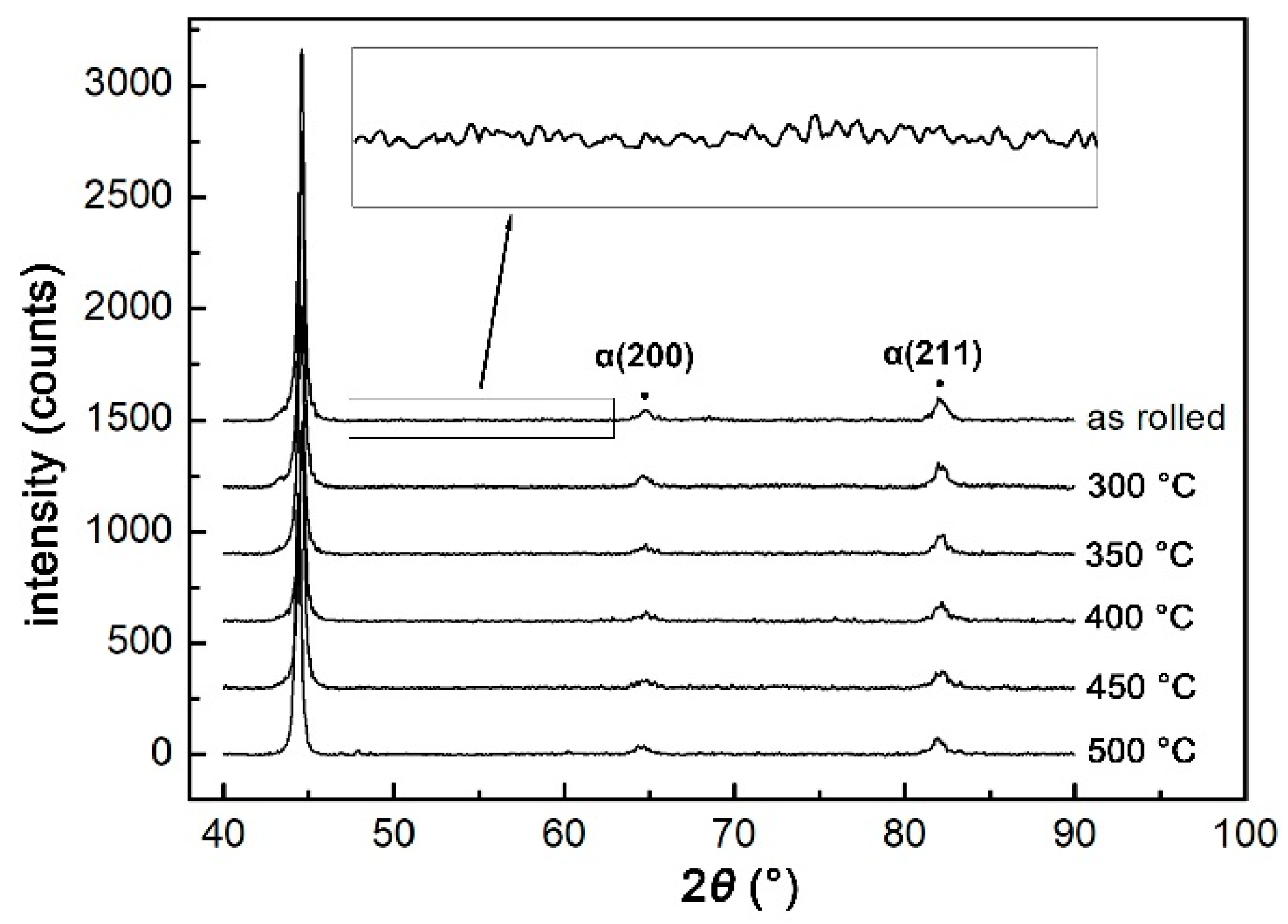
3.2. Retained Austenite
3.3. Mechanical Property
4. Conclusions
- (1)
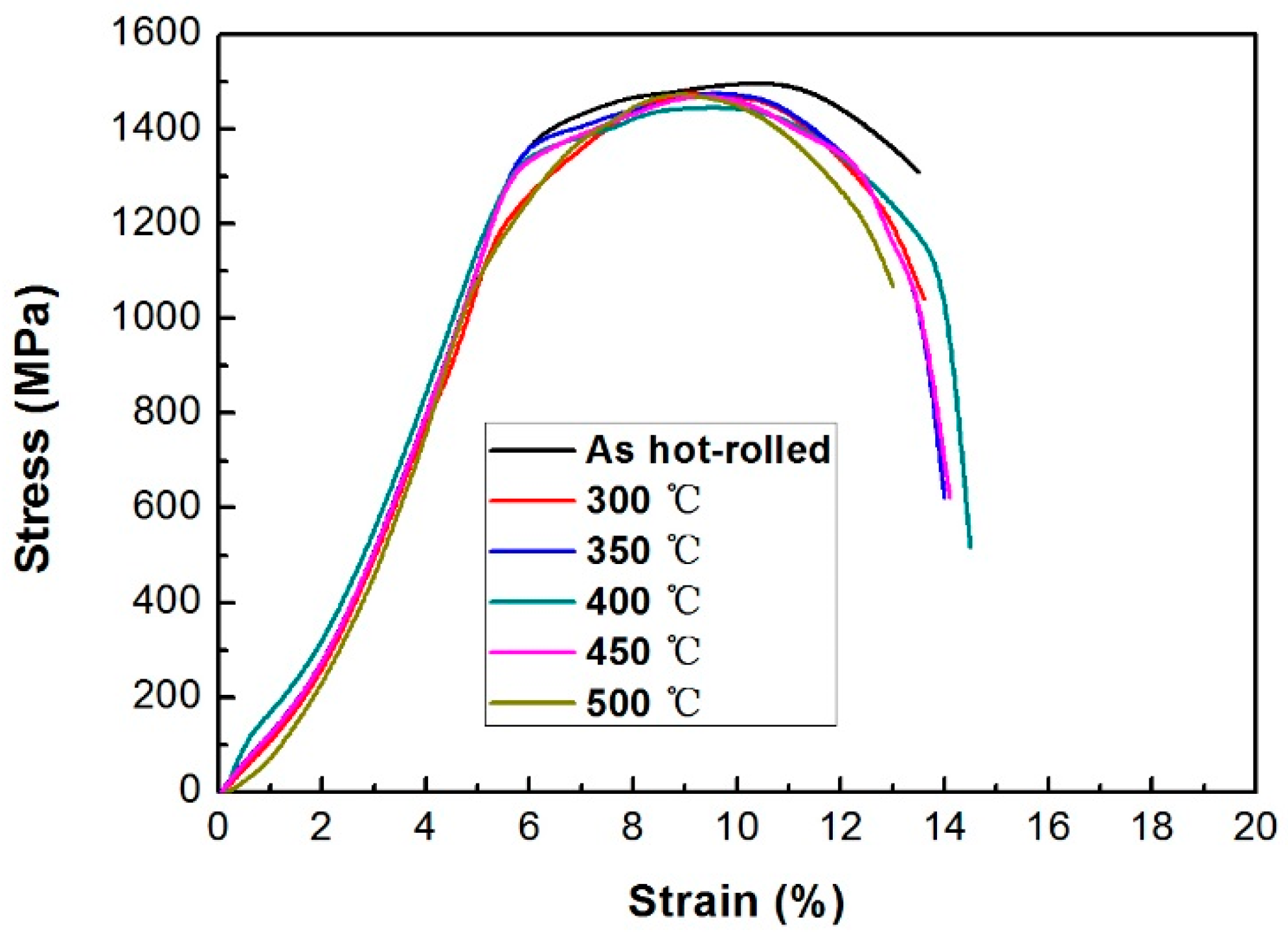
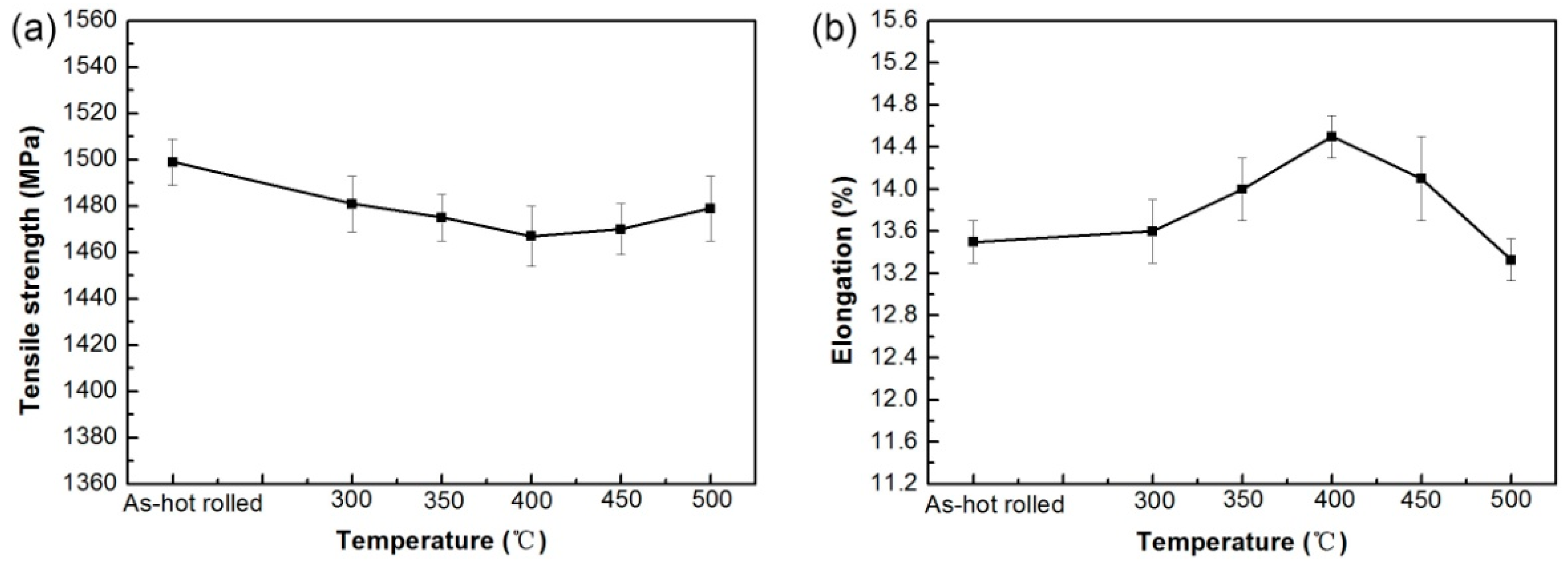
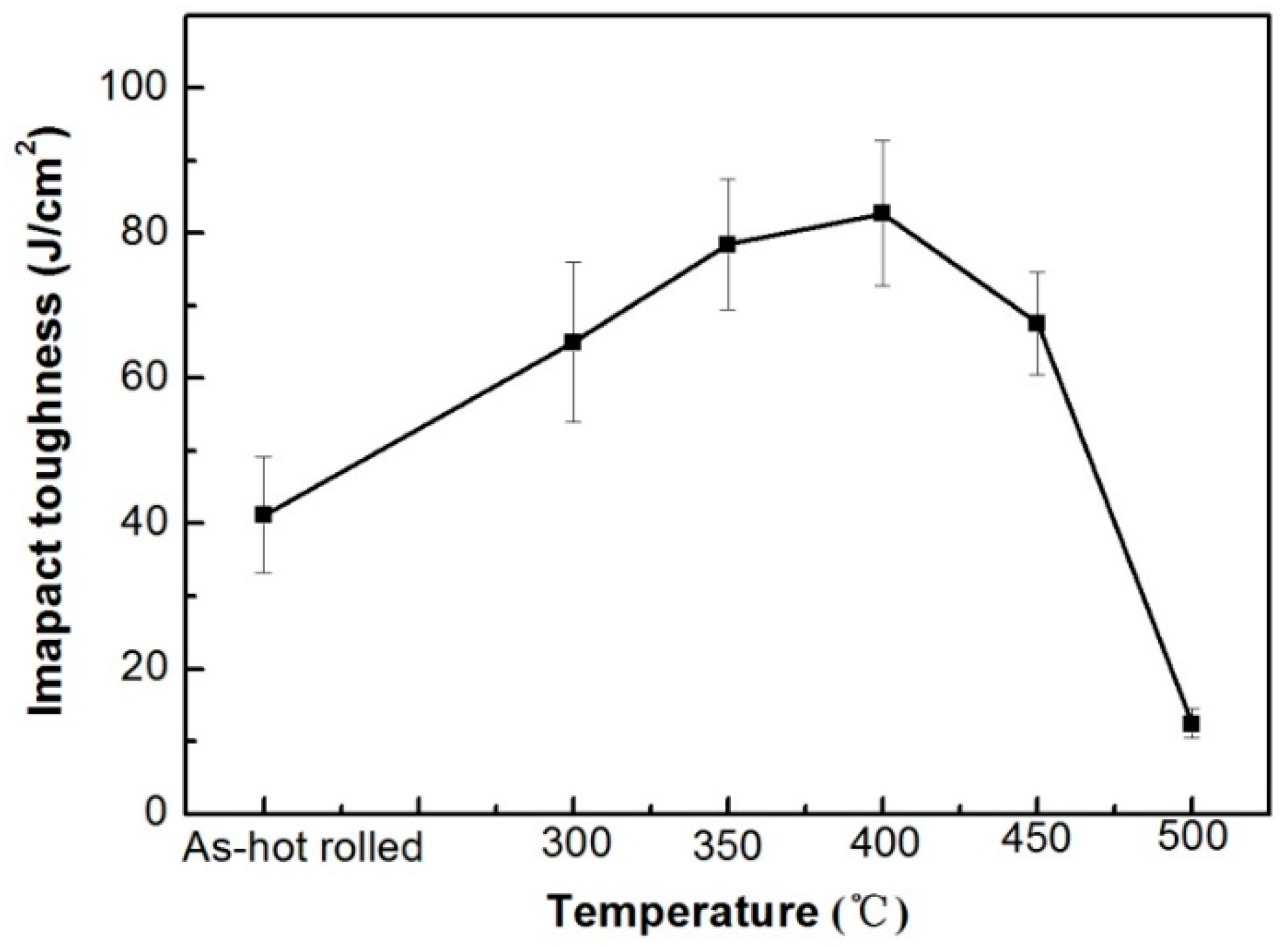
- The tensile strength, elongation and the impact toughness were about 1470 MPa, 14.5% and 83 J/cm2, respectively, after tempering for 200 min at 400 °C. A high-strength bainite rail steel with good toughness was developed.
- (2)
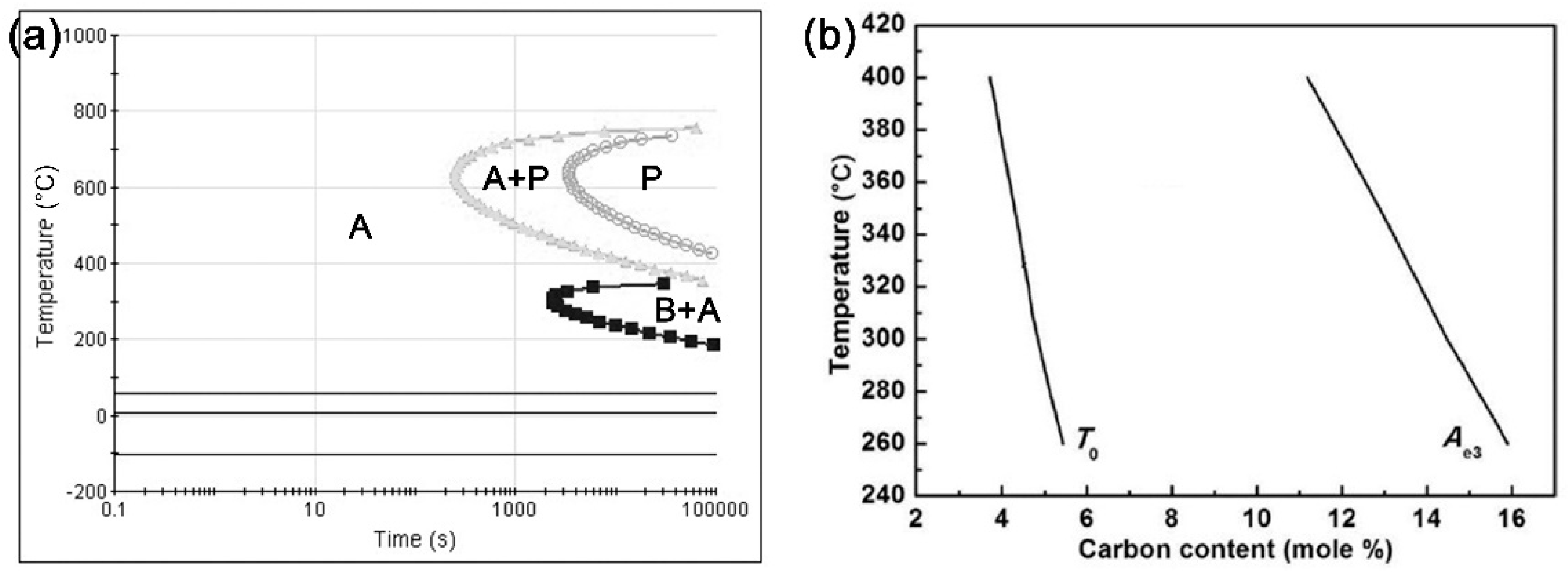
- When the tempering temperature was lower than 400 °C, the amount of RA decreased compared to the as-rolled rail due to the decomposition of austenite to bainite. At a middle tempering temperature of 400 °C, the RA was very stable during tempering. When the tempering temperature was 500 °C, a large amount of carbides precipitated and RA almost disappeared.
- (3)
- The tensile strength of the rail head decreased when the tempering temperature was lower than 450 °C due to the decreased dislocation density and carbon content in bainite ferrite and the coarseness of bainite ferrite. Carbide precipitation compensated for the decrease in strength when the tempering temperature was 450 °C and 500 °C. In addition, the elongation slightly increased and impact toughness was obviously improved at the tempering temperature from 300 °C to 400 °C. The impact toughness and elongation sharply decreased after tempering at 500 °C because of the appearance of carbides and absence of RA. Therefore, RA plays a significant role in the toughness of bainite rail by the TRIP effect.
Author Contributions
Funding
Conflicts of Interest
References
- Yates, J.K. Innovation in rail steel. Sci. Parliam. 1996, 53, 2–3. [Google Scholar]
- Debehets, J.; Tacq, J.; Favache, A.; Jacques, P.; Seo, J.W.; Verlinden, B.; Seefeldt, M. Analysis of the variation in nanohardness of pearlitic steel: Influence of the interplay between ferrite crystal orientation and cementite morphology. Mater. Sci. Eng. A 2014, 616, 99–106. [Google Scholar] [CrossRef]
- Tan, Z.L.; An, B.F.; Gao, G.H.; Gui, X.L.; Bai, B.Z. Analysis of softening zone on the surface of 20Mn2SiCrMo bainitic railway switch. Eng. Fail. Anal. 2015, 47, 111–116. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Development of hard bainite. ISIJ Int. 2003, 43, 1238–1243. [Google Scholar] [CrossRef]
- Zhou, M.X.; Xu, G.; Hu, H.J.; Yuan, Q.; Tian, J.Y. Comprehensive analysis on the effects of different stress states on the bainitic transformation. Mater. Sci. Eng. A 2017, 704, 427–433. [Google Scholar] [CrossRef]
- Long, X.Y.; Kang, J.; Lv, B.; Zhang, F.C. Carbide-free bainite in medium carbon steel. Mater. Des. 2014, 64, 237–245. [Google Scholar] [CrossRef]
- Zhou, M.X.; Xu, G.; Hu, H.J.; Yuan, Q.; Tian, J.Y. Kinetics model of bainitic transformation with stress. Met. Mater. Int. 2018, 24, 28–34. [Google Scholar] [CrossRef]
- Tian, J.Y.; Xu, G.; Zhou, M.X.; Hu, H.J.; Wan, X.L. The effects of Cr and Al addition on transformation and properties in low-carbon bainitic steels. Metals 2017, 7, 40. [Google Scholar] [CrossRef]
- Hu, H.J.; Xu, G.; Wang, L.; Xue, Z.L.; Zhang, Y.L.; Liu, G.H. The effects of Nb and Mo addition on transformation and properties in low carbon bainitic steels. Mater. Des. 2015, 84, 95–99. [Google Scholar] [CrossRef]
- Zhou, M.X.; Xu, G.; Tian, J.Y.; Hu, H.J.; Yuan, Q. Bainitic transformation and properties of low carbon carbide-free bainitic steels with Cr addition. Metals 2017, 7, 263. [Google Scholar] [CrossRef]
- Vorozhishchev, V.I.; Pavlov, V.V.; Kornieva, L.V. Production of bainite steel rails. Steel Transl. 2005, 35, 66–70. [Google Scholar]
- Aglan, H.A.; Liu, Z.Y.; Hassan, M.F.; Fateh, M. Mechanical and fracture behavior of bainitic rail steel. J. Mater. Process. Technol. 2004, 151, 268–274. [Google Scholar] [CrossRef]
- Lee, K.M.; Polycarpou, A. Wear of conventional pearlitic and improved bainitic rail steels. Wear 2005, 259, 391–399. [Google Scholar] [CrossRef]
- Li, Y.G.; Zhang, F.C.; Chen, C.; Lv, B.; Yang, Z.N.; Zheng, C.L. Effects of deformation on the microstructures and mechanical properties of carbide–free bainitic steel for railway crossing and its hydrogen embrittlement characteristics. Mater. Sci. Eng. A 2016, 651, 945–950. [Google Scholar] [CrossRef]
- Wang, K.K.; Tan, Z.L.; Gao, G.H.; Gui, X.L.; Misra, R.D.K.; Bai, B.Z. Ultrahigh strength–toughness combination in Bainitic rail steel: The determining role of austenite stability during tempering. Mater. Sci. Eng. A 2016, 662, 162–168. [Google Scholar] [CrossRef]
- Wang, K.K.; Tan, Z.L.; Gao, G.H.; Gui, X.L.; Bai, B.Z. Effect of retained austenite stability on mechanical properties of bainitic rail steel. Adv. Mater. Res 2014, 1004–1005, 198–202. [Google Scholar] [CrossRef]
- Gui, X.L.; Wang, K.K.; Gao, G.H.; Misra, R.D.K.; Tan, Z.L.; Bai, B.Z. Rolling contact fatigue of bainitic rail steels: The significance of microstructure. Mater. Sci. Eng. A 2016, 657, 82–85. [Google Scholar] [CrossRef]
- Zhang, F.C.; Zheng, C.L.; Lv, B.; Wang, T.S.; Li, M.; Zhang, M. Effects of hydrogen on the properties of bainitic steel crossing. Eng. Fail. Anal. 2009, 16, 1461–1467. [Google Scholar] [CrossRef]
- Zhou, M.X.; Xu, G.; Wang, L.; Hu, H.J. Combined effect of the prior deformation and applied stress on the bainite transformation. Met. Mater. Int. 2016, 22, 956–961. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, G.F. The role of retained austenite on tensile properties of steels with bainitic microstructures. Mater. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef]
- Wang, C.Y.; Shi, J.; Cao, W.Q.; Dong, H. Characterization of microstructure obtained by quenching and partitioning process in low alloy martensitic steel. Mater. Sci. Eng. A 2010, 527, 3442–3449. [Google Scholar] [CrossRef]
- Hasan, H.S.; Peet, M.J.; Avettand-Fènoël, M.N.; Bhadeshia, H.K.D.H. Effect of tempering upon the tensile properties of a nanostructured bainitic steel. Mater. Sci. Eng. A 2014, 615, 340–347. [Google Scholar] [CrossRef]
- Hou, Z.Y.; Babu, R.P.; Hedström, P.; Odqvist, J. Microstructure evolution during tempering of martensitic Fe–C–Cr alloys at 700 °C. J. Mater. Sci. 2018, 53, 6939–6950. [Google Scholar] [CrossRef] [Green Version]
- Bai, D.Q.; Chiro, A.D.; Yue, S. Stability of Retained Austenite in a Nb Microalloyed Mn-Si TRIP Steel. In Materials Science Forum; Trans Tech Publications: Zürich, Switzerland, 1998; Volumes 284–286, pp. 253–262. [Google Scholar]
- Garcia-Mateo, C.; Caballero, F.G.; Chao, J.; Capdevila, C.; Andres, C.G.D. Mechanical stability of retained austenite during plastic deformation of super high strength carbide free bainitic steels. J. Mater. Sci. 2009, 44, 4617–4624. [Google Scholar] [CrossRef] [Green Version]
- Chatterjee, S.; Wang, H.S.; Yang, J.R.; Bhadeshia, H.K.D.H. The mechanical stabilisation of austenite. Mater. Sci. Technol. 2006, 22, 641–644. [Google Scholar] [CrossRef]
- Caballero, F.G.; Santofimia, M.J.; García-Mateo, C.; Chao, J.; García de Andrés, C. Theoretical design and advanced microstructure in super high strength steels. Mater. Des. 2009, 30, 2077–2083. [Google Scholar] [CrossRef] [Green Version]
- Cooman, B.C.D. Structure-properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo | P | S |
|---|---|---|---|---|---|---|---|
| 0.224 | 1.534 | 1.601 | 1.508 | 0.411 | 0.372 | 0.011 | 0.002 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, M.; Xu, G.; Zhou, M.; Yuan, Q.; Tian, J.; Hu, H. Effects of Tempering on the Microstructure and Properties of a High-Strength Bainite Rail Steel with Good Toughness. Metals 2018, 8, 484. https://doi.org/10.3390/met8070484
Zhu M, Xu G, Zhou M, Yuan Q, Tian J, Hu H. Effects of Tempering on the Microstructure and Properties of a High-Strength Bainite Rail Steel with Good Toughness. Metals. 2018; 8(7):484. https://doi.org/10.3390/met8070484
Chicago/Turabian StyleZhu, Min, Guang Xu, Mingxing Zhou, Qing Yuan, Junyu Tian, and Haijiang Hu. 2018. "Effects of Tempering on the Microstructure and Properties of a High-Strength Bainite Rail Steel with Good Toughness" Metals 8, no. 7: 484. https://doi.org/10.3390/met8070484