Effects of Chemical Composition and Austenite Deformation on the Onset of Ferrite Formation for Arbitrary Cooling Paths


Abstract
:1. Introduction
2. Theory
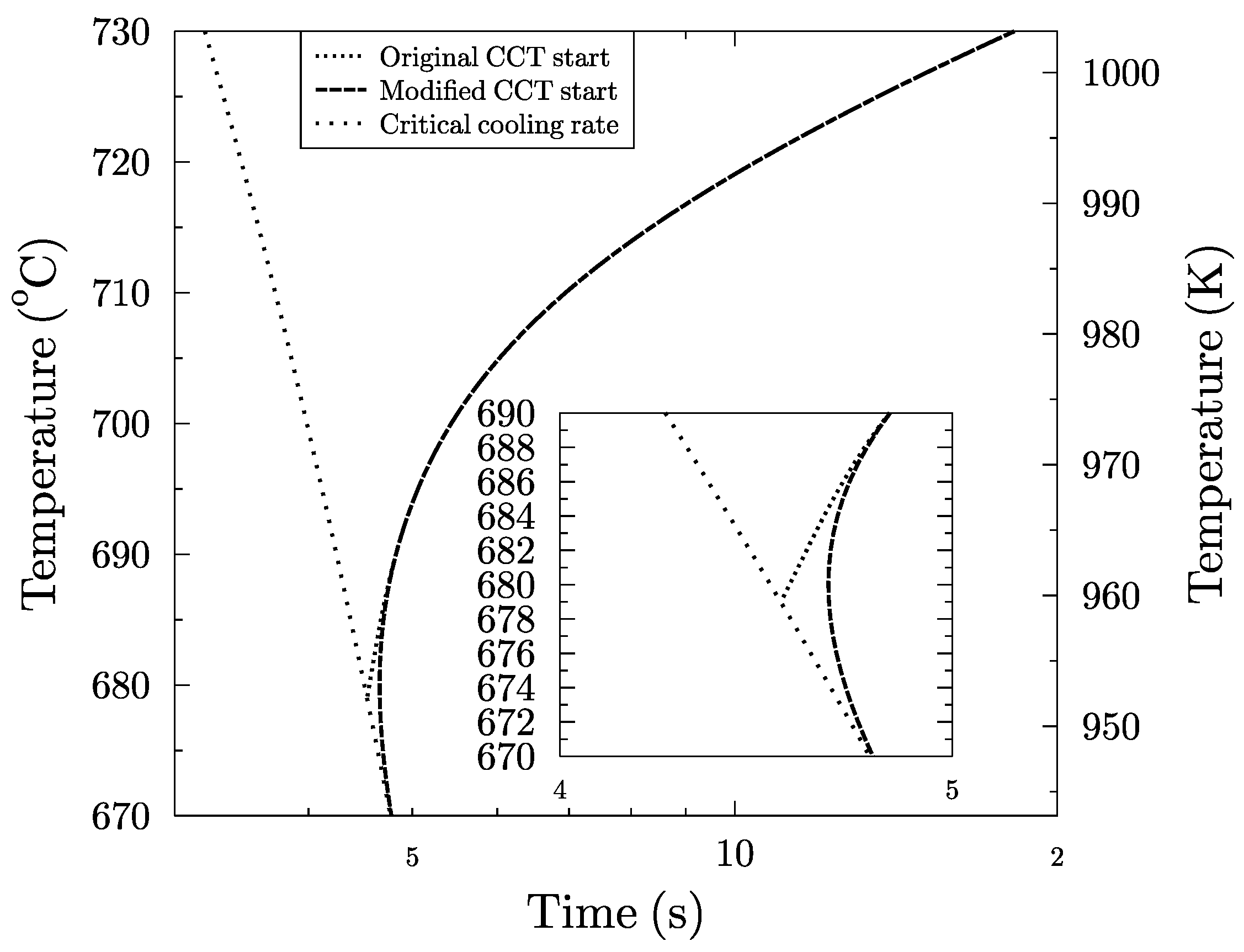
2.1. Calculation of CCT Start Time for Different Steel Compositions
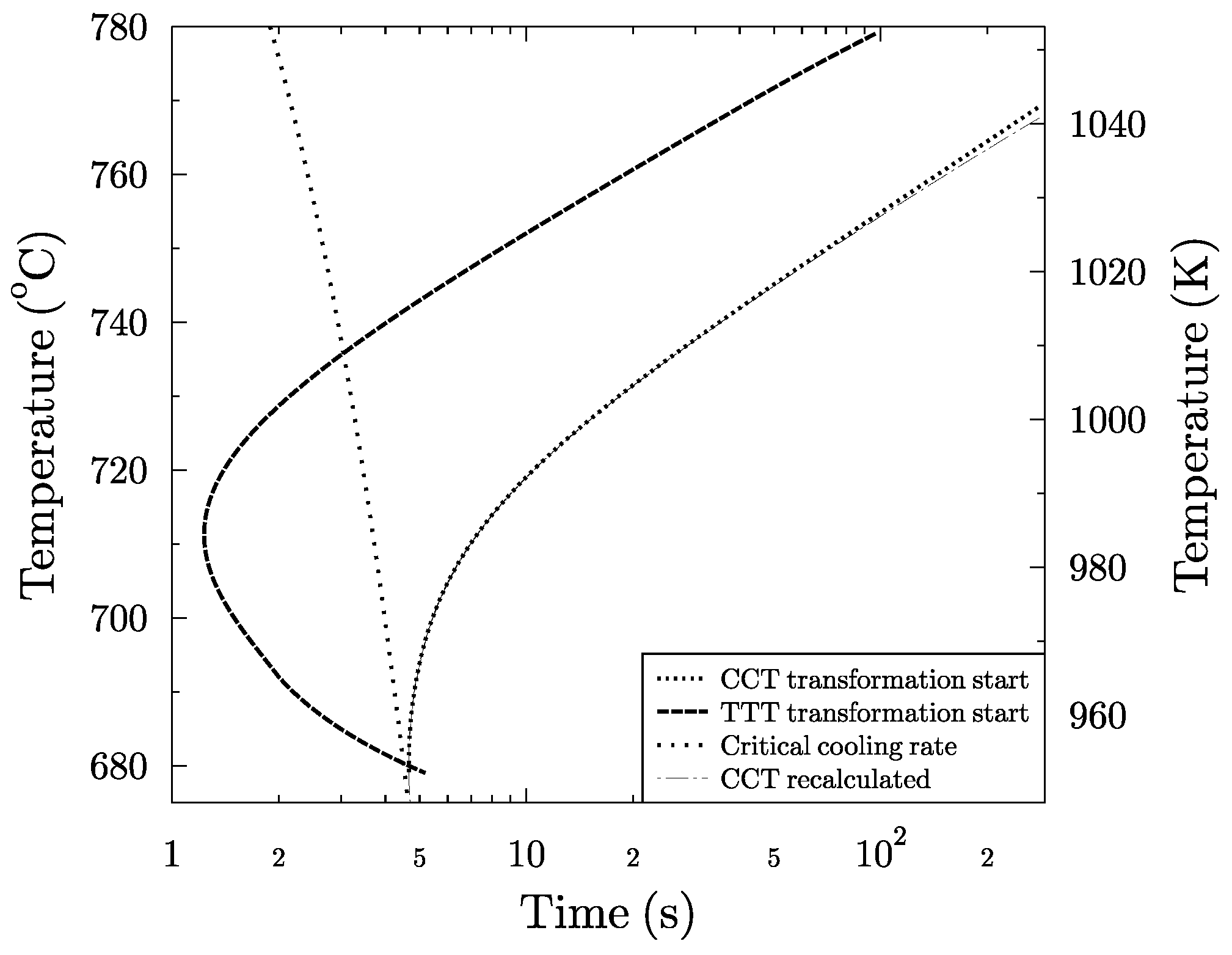
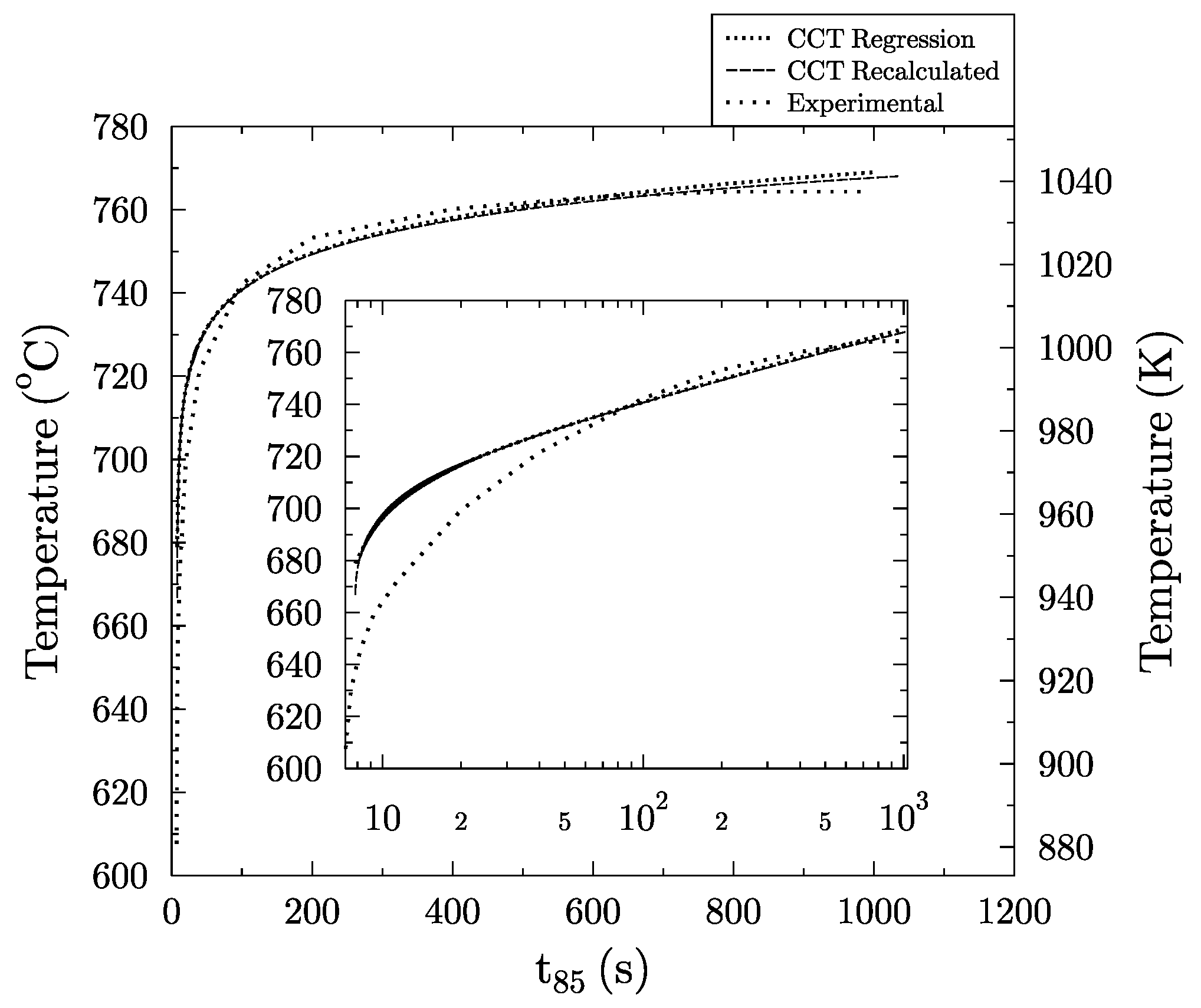
2.2. Construction of the Ideal TTT Diagram from the Constant Cooling Rate CCT Diagram
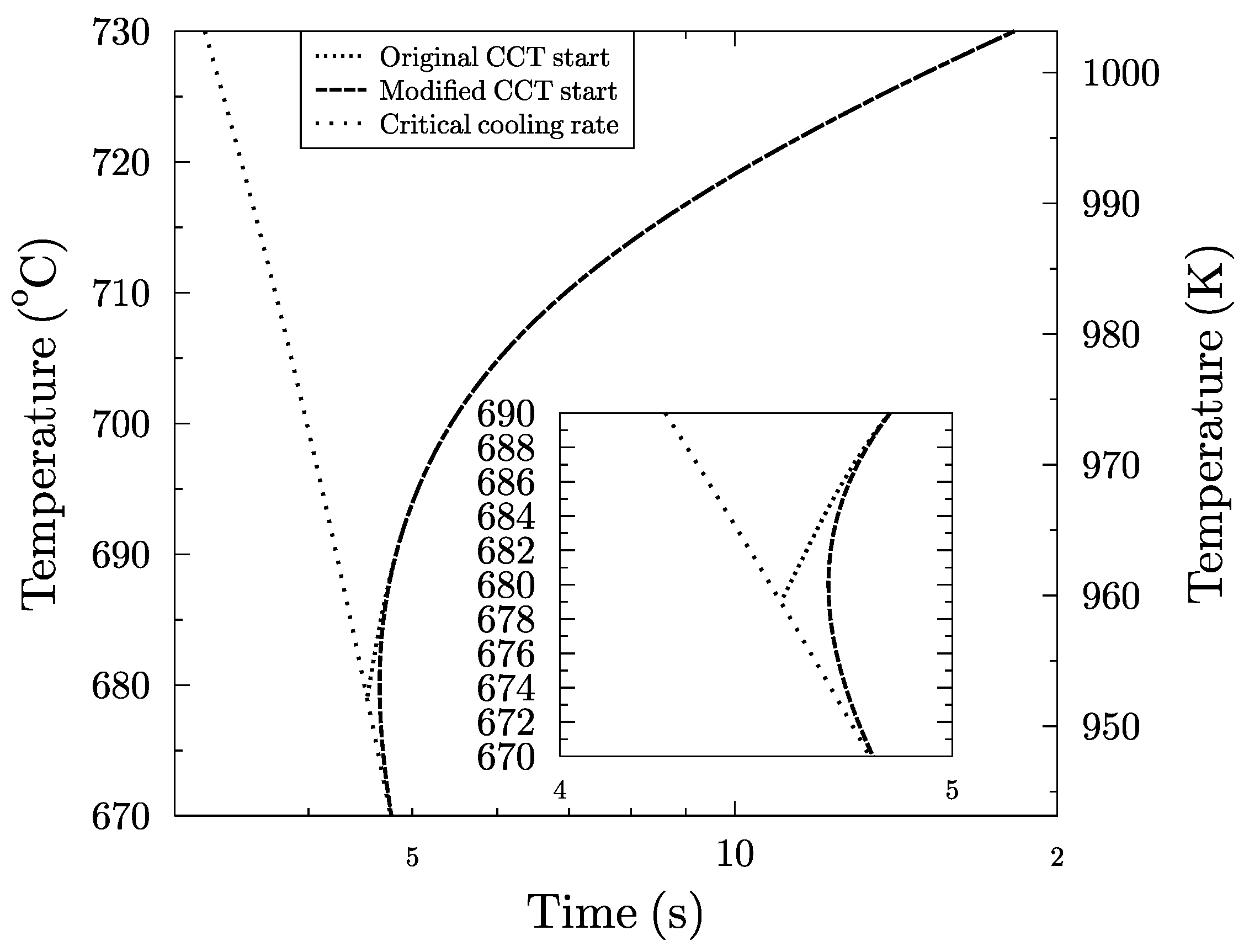
2.2.1. Construction of the Ideal TTT Diagram from CCT Diagram
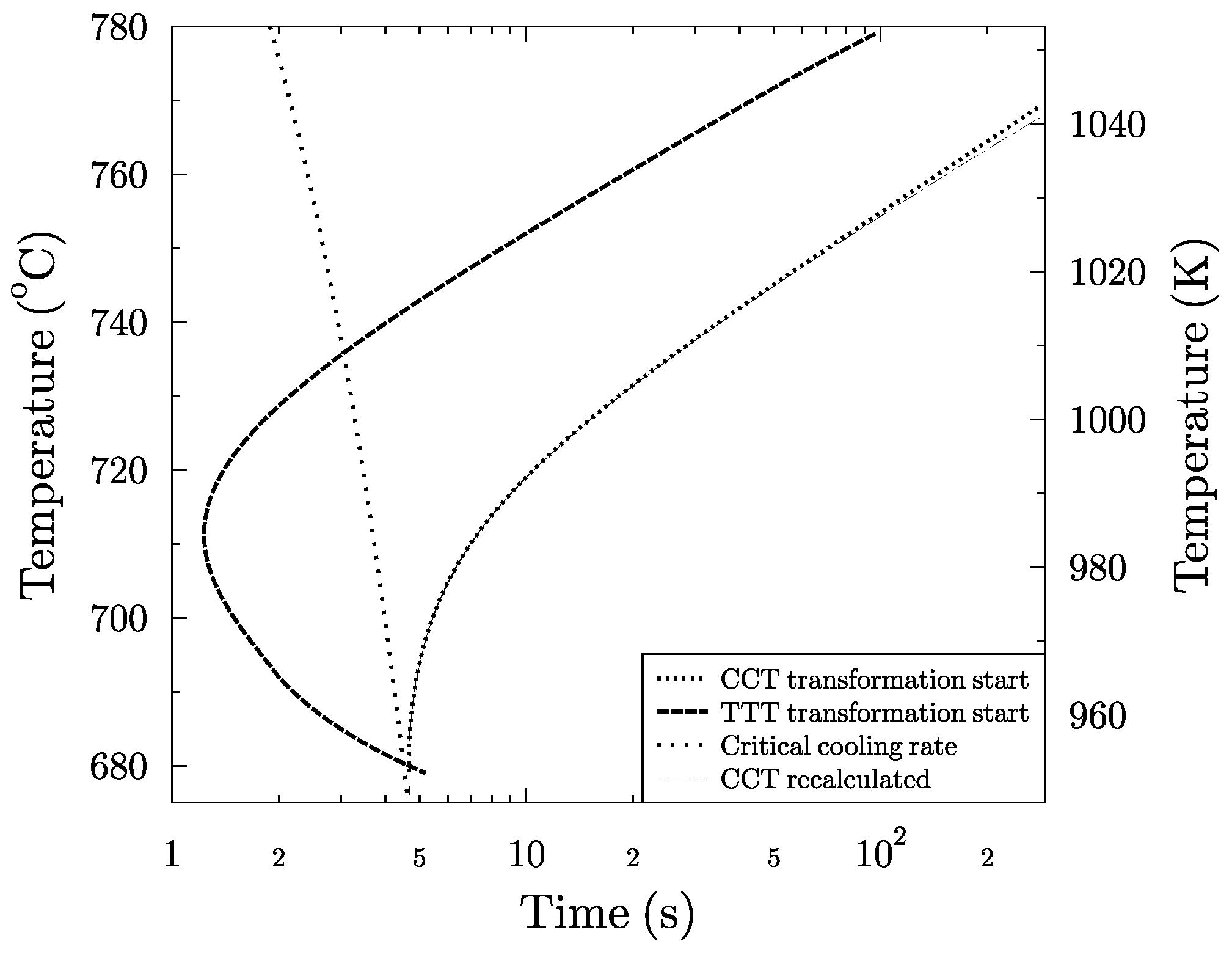
2.2.2. Construction of the Ideal TTT Diagram from type CCT Diagram
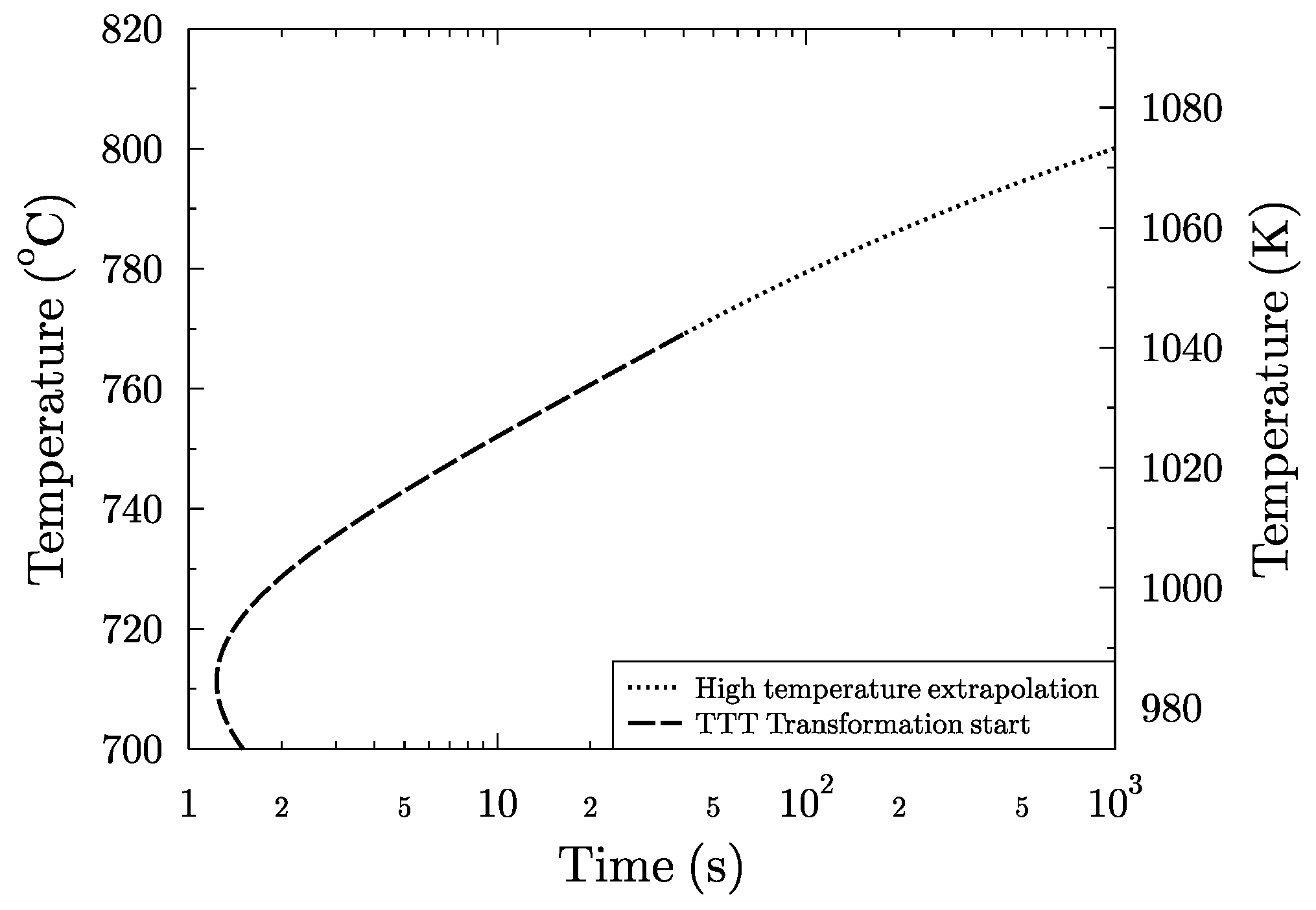
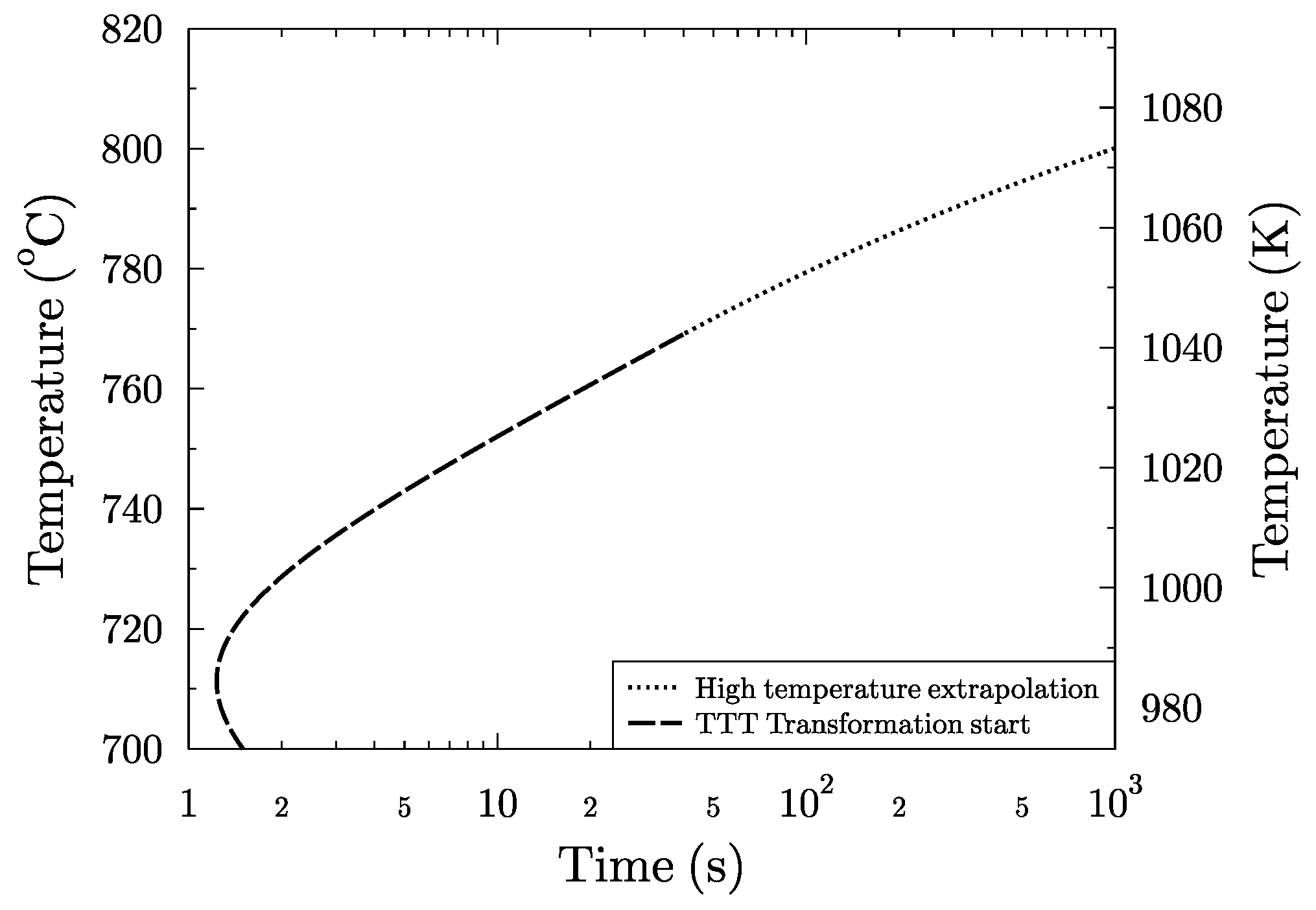
2.2.3. High Temperature Extrapolation of the TTT Start Time
2.3. Calculation of the Phase Transformation Start for an Arbitrary Cooling Path
2.4. Effective Activation Energy of the Transformation Start
3. Results
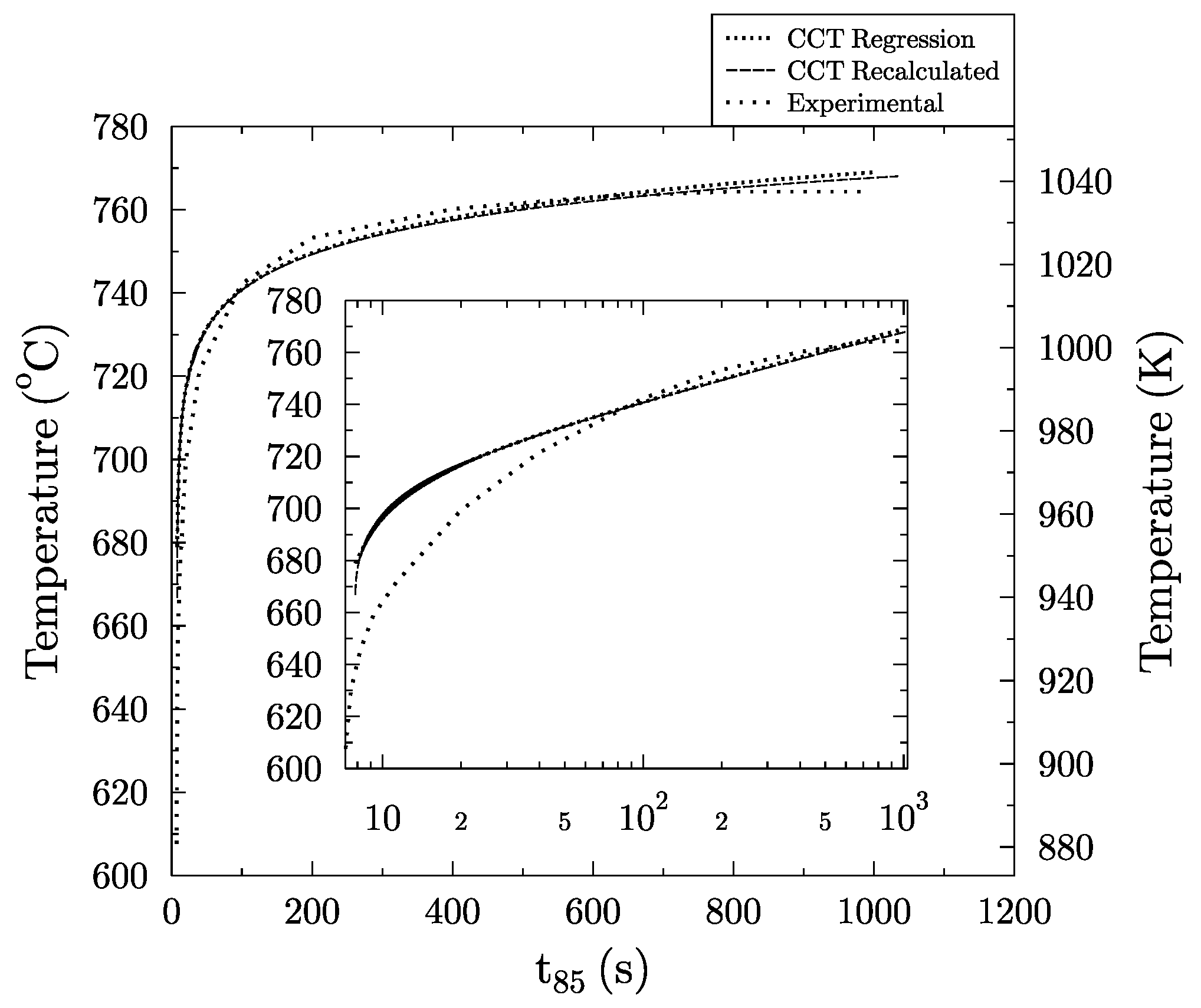
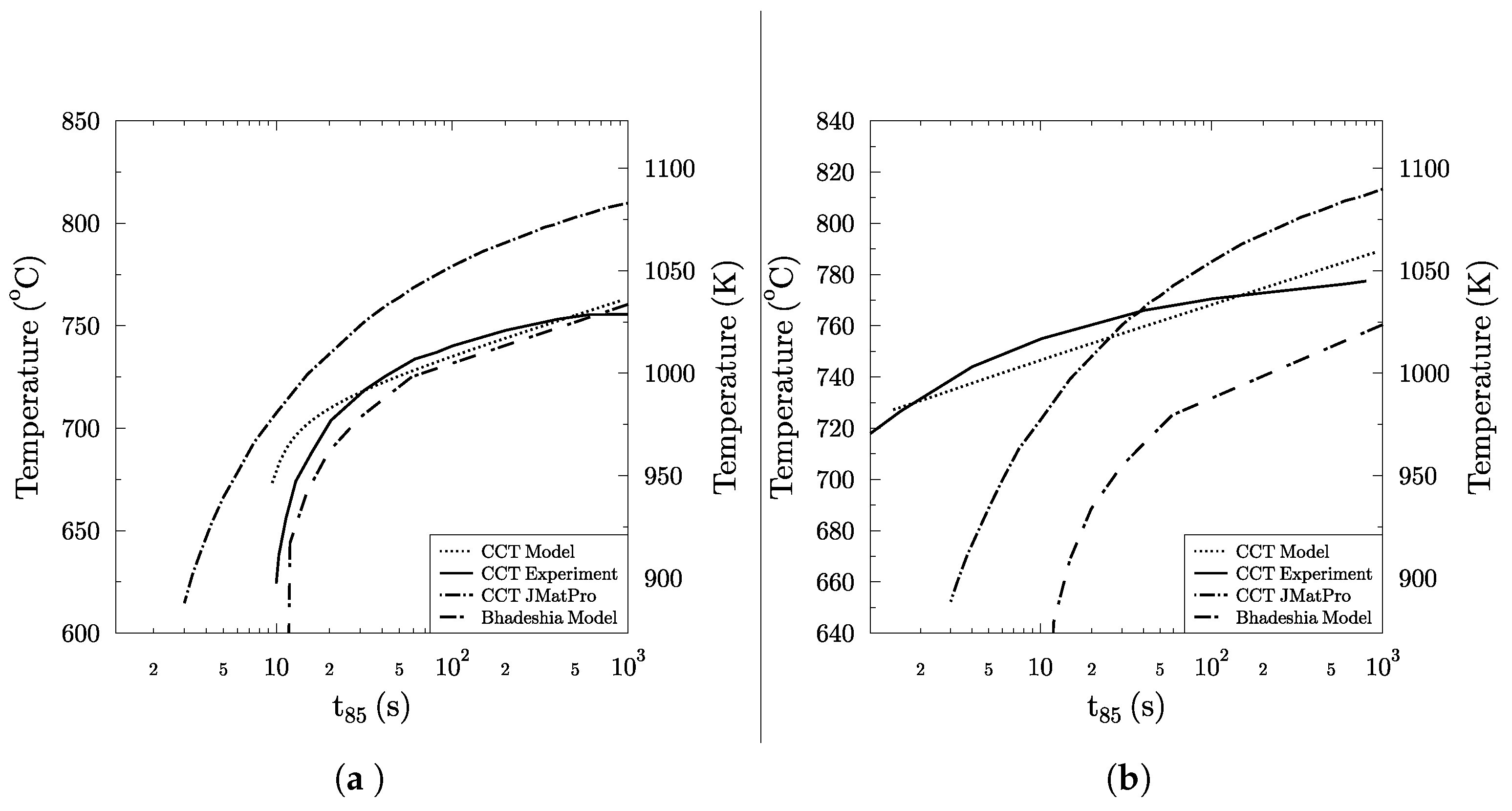
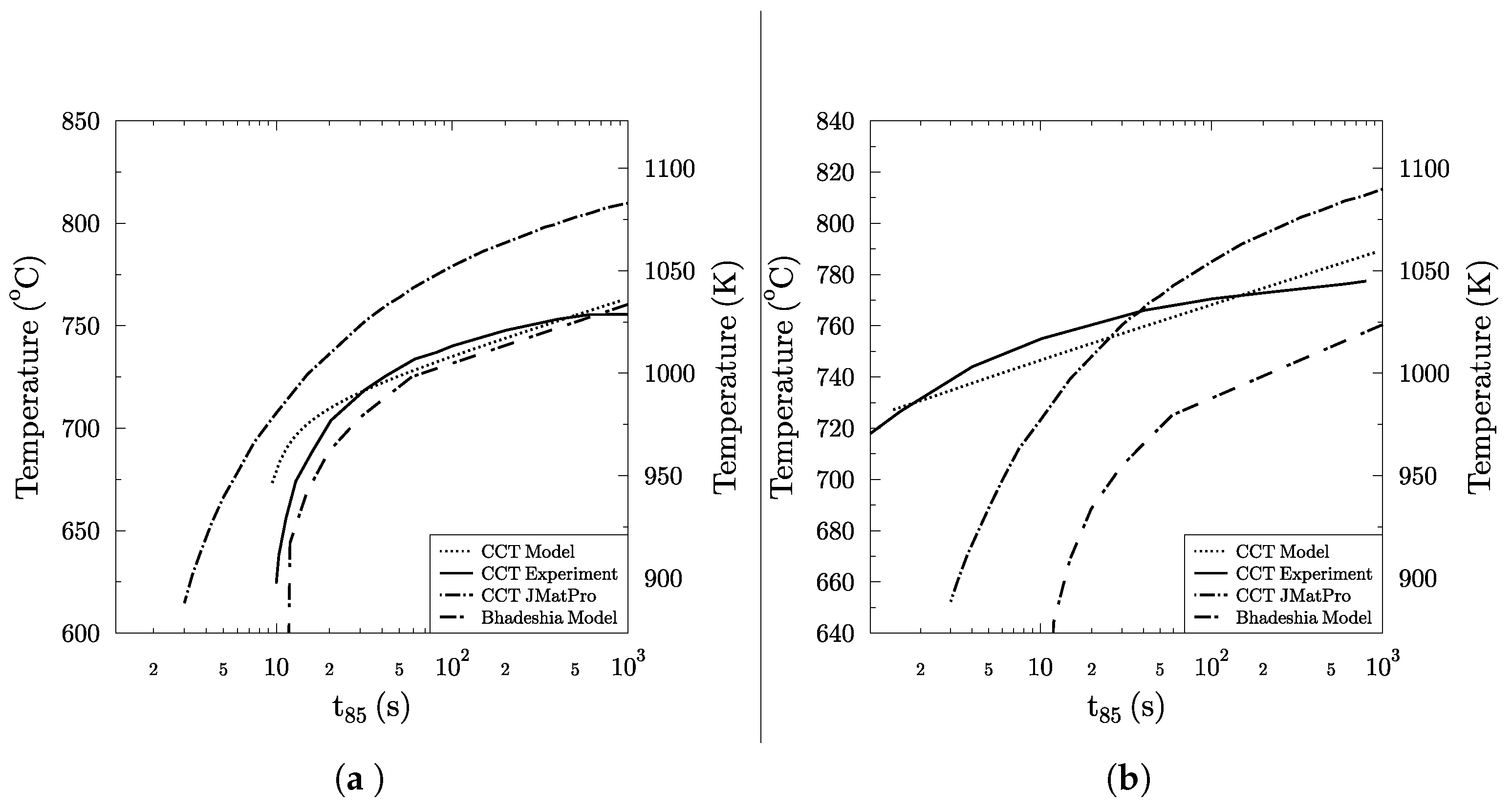
3.1. Model Validation
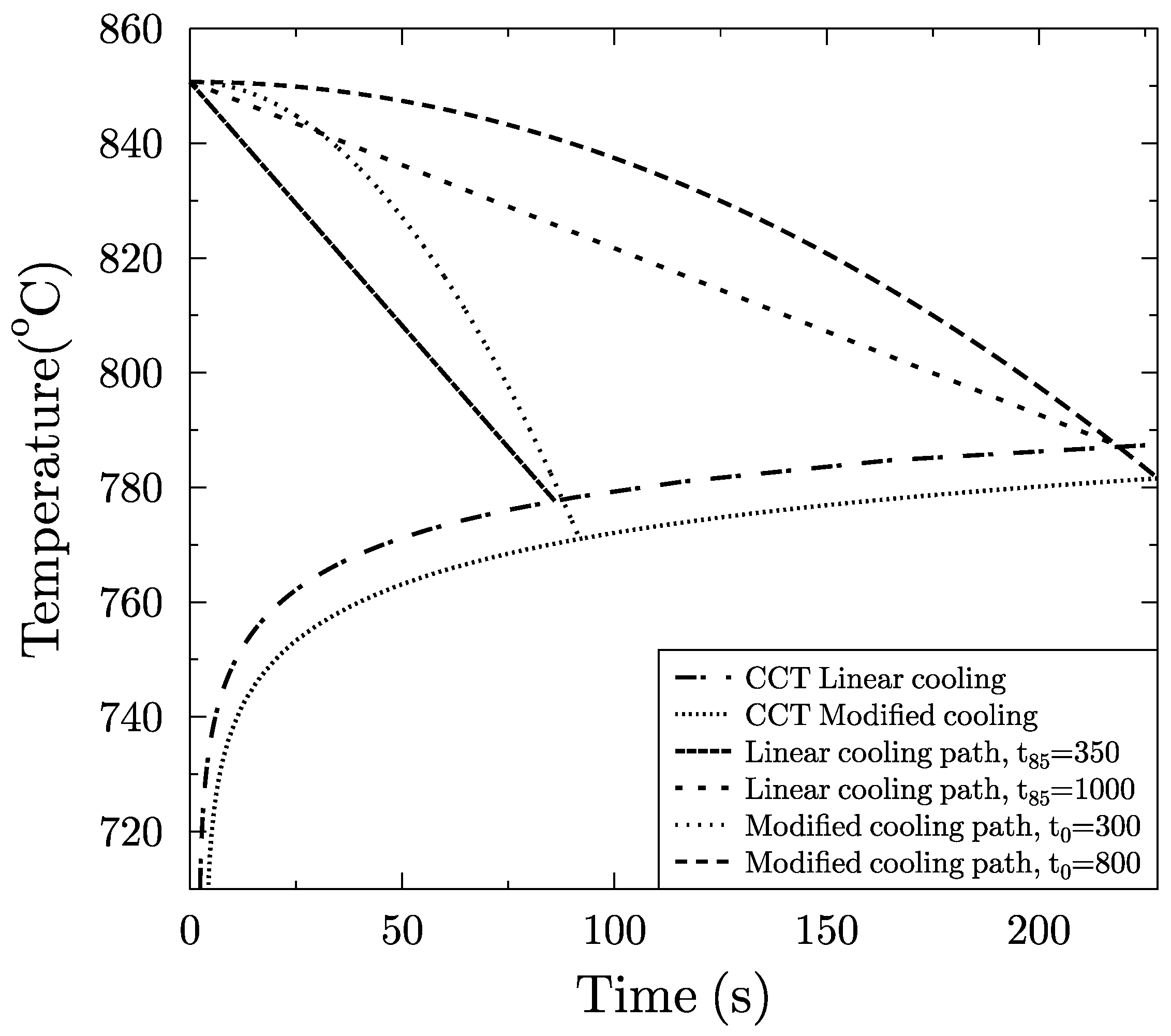
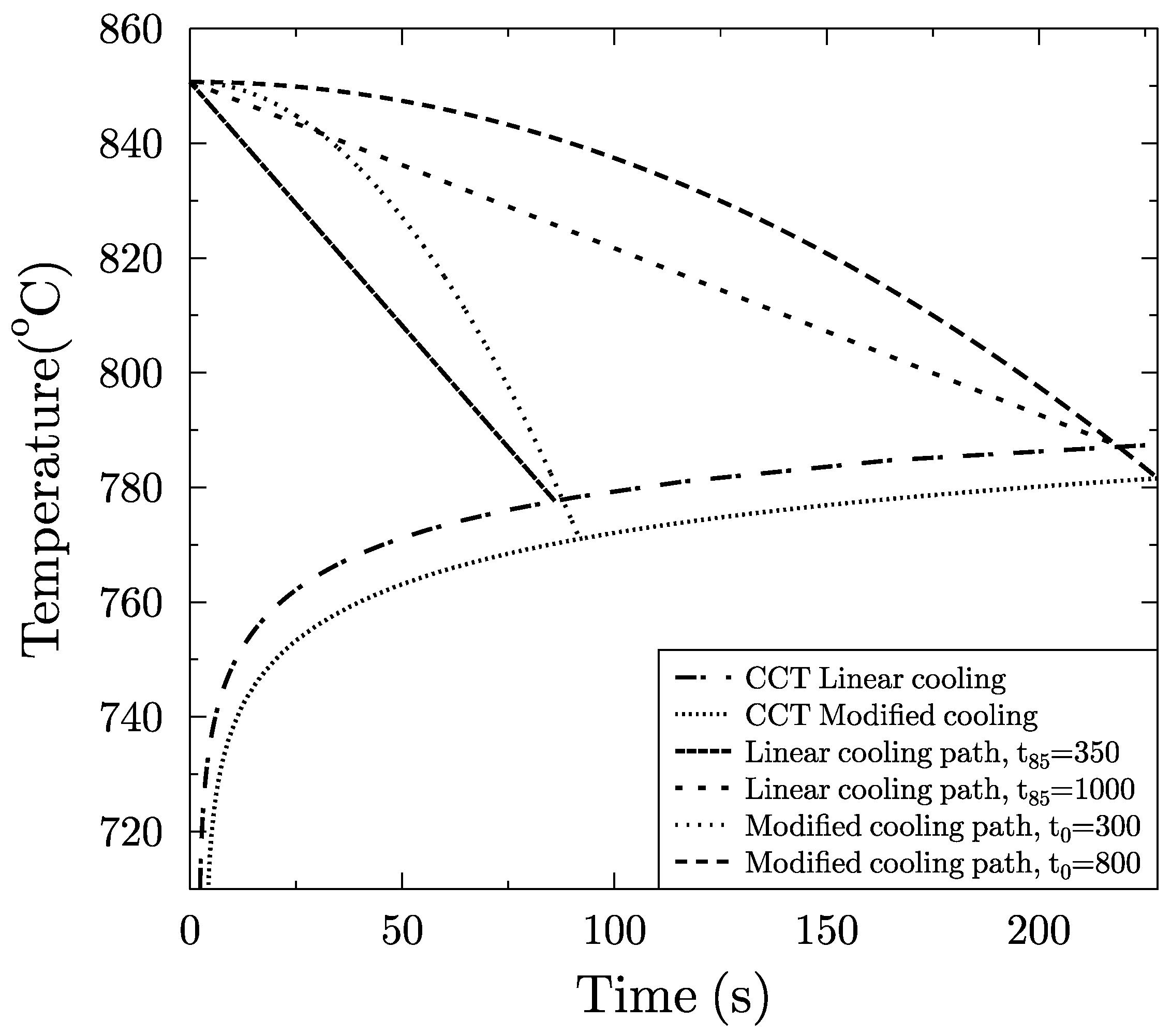
3.2. Phase Transformation Start Calculation for Arbitrary Cooling Path
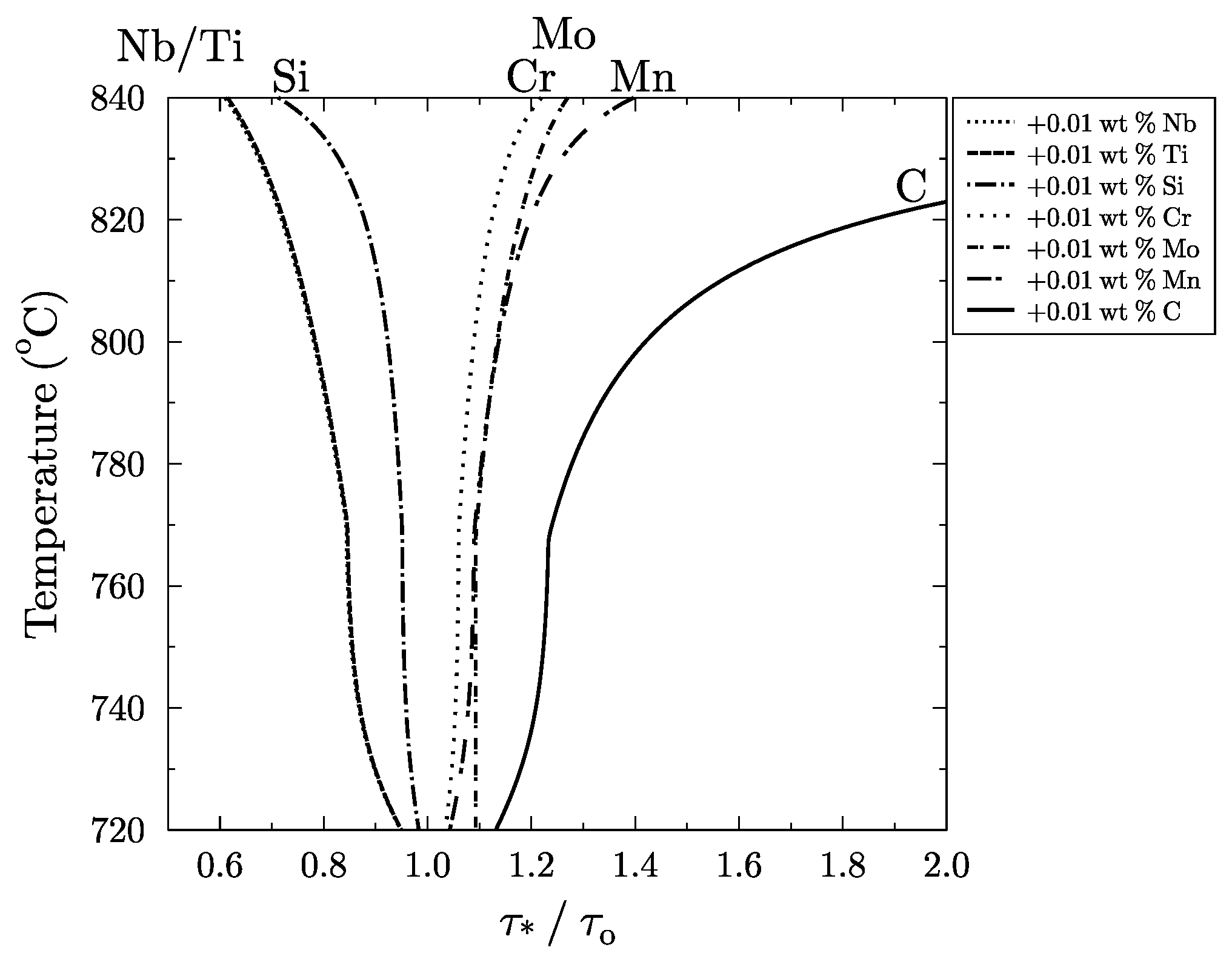
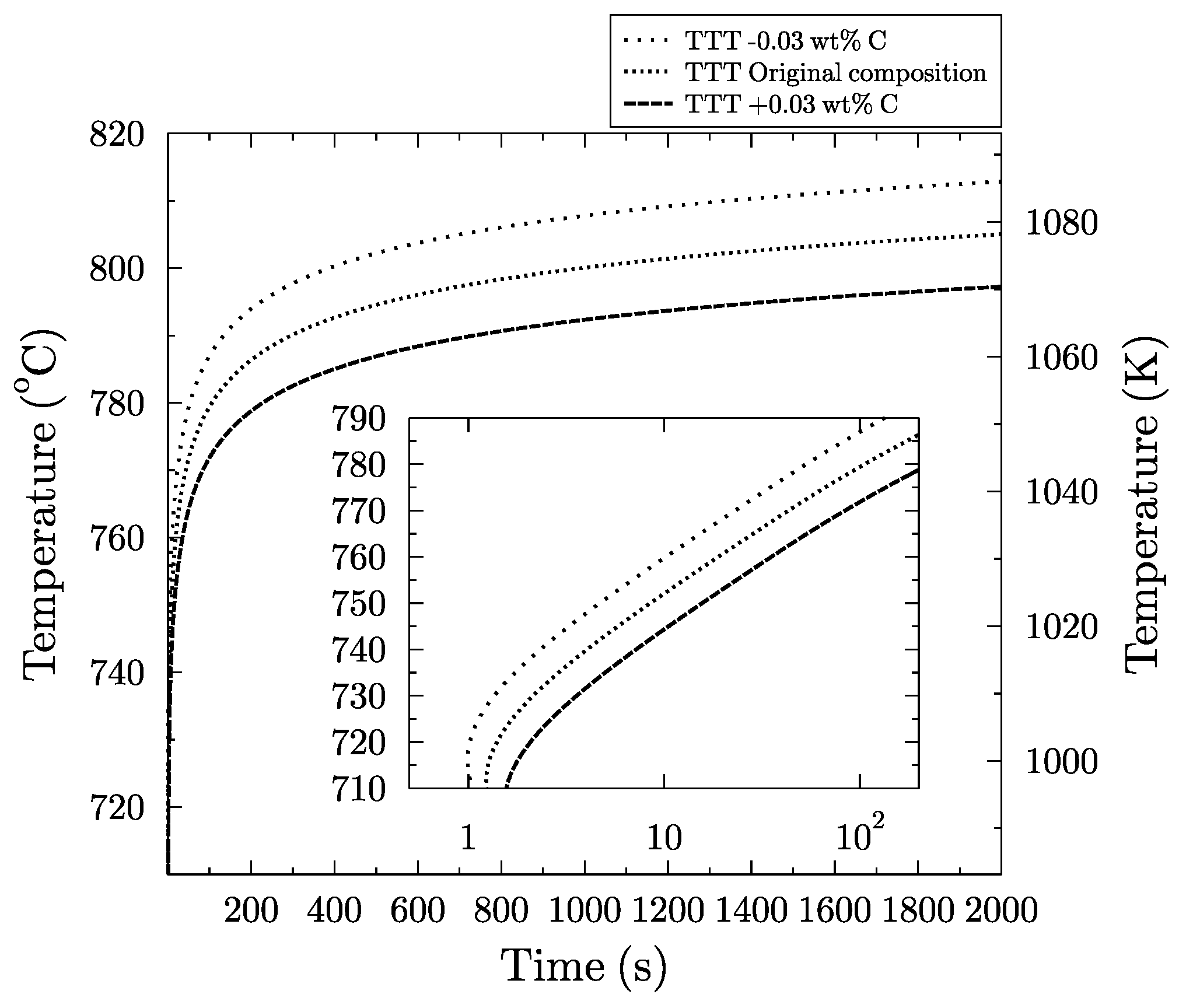
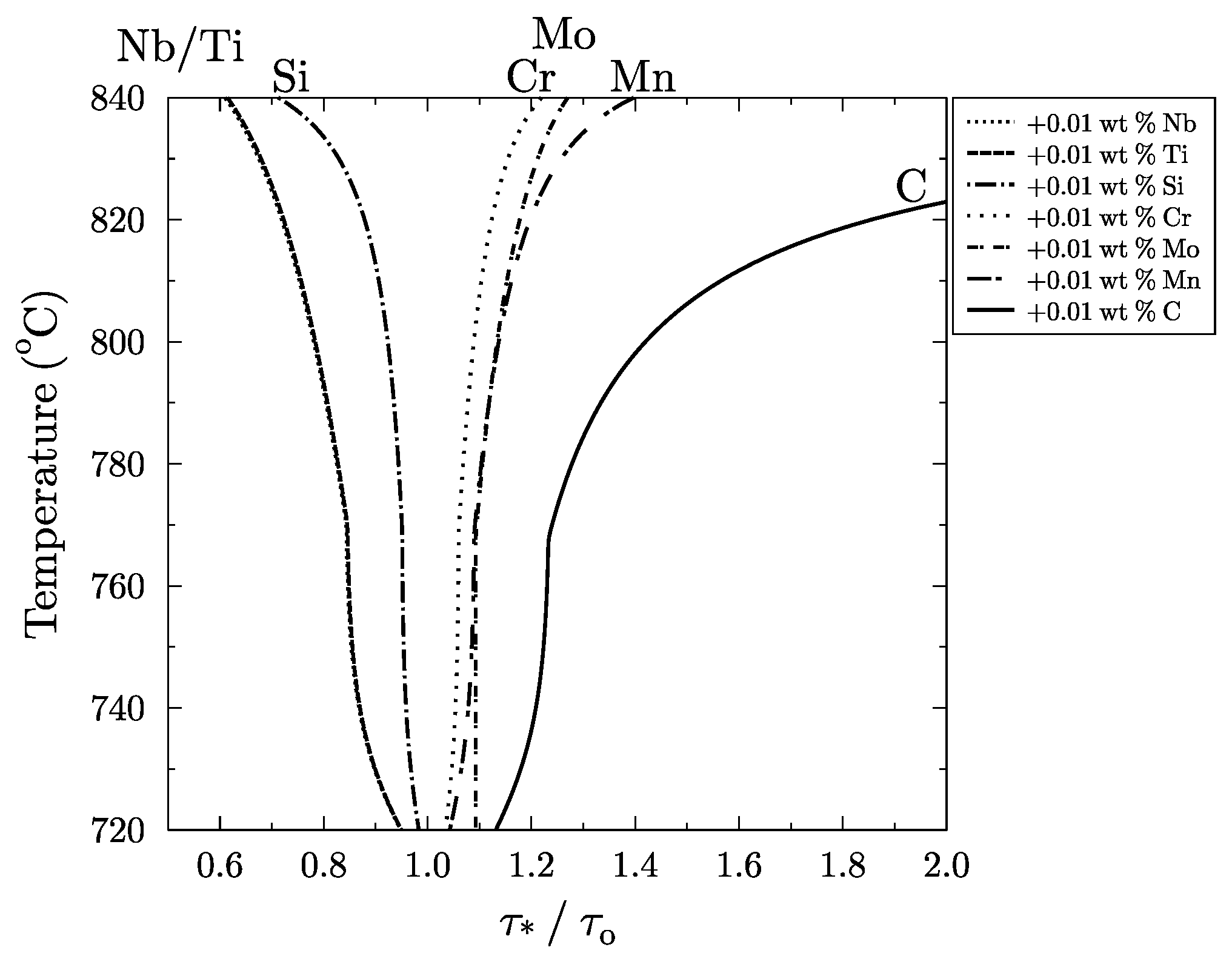
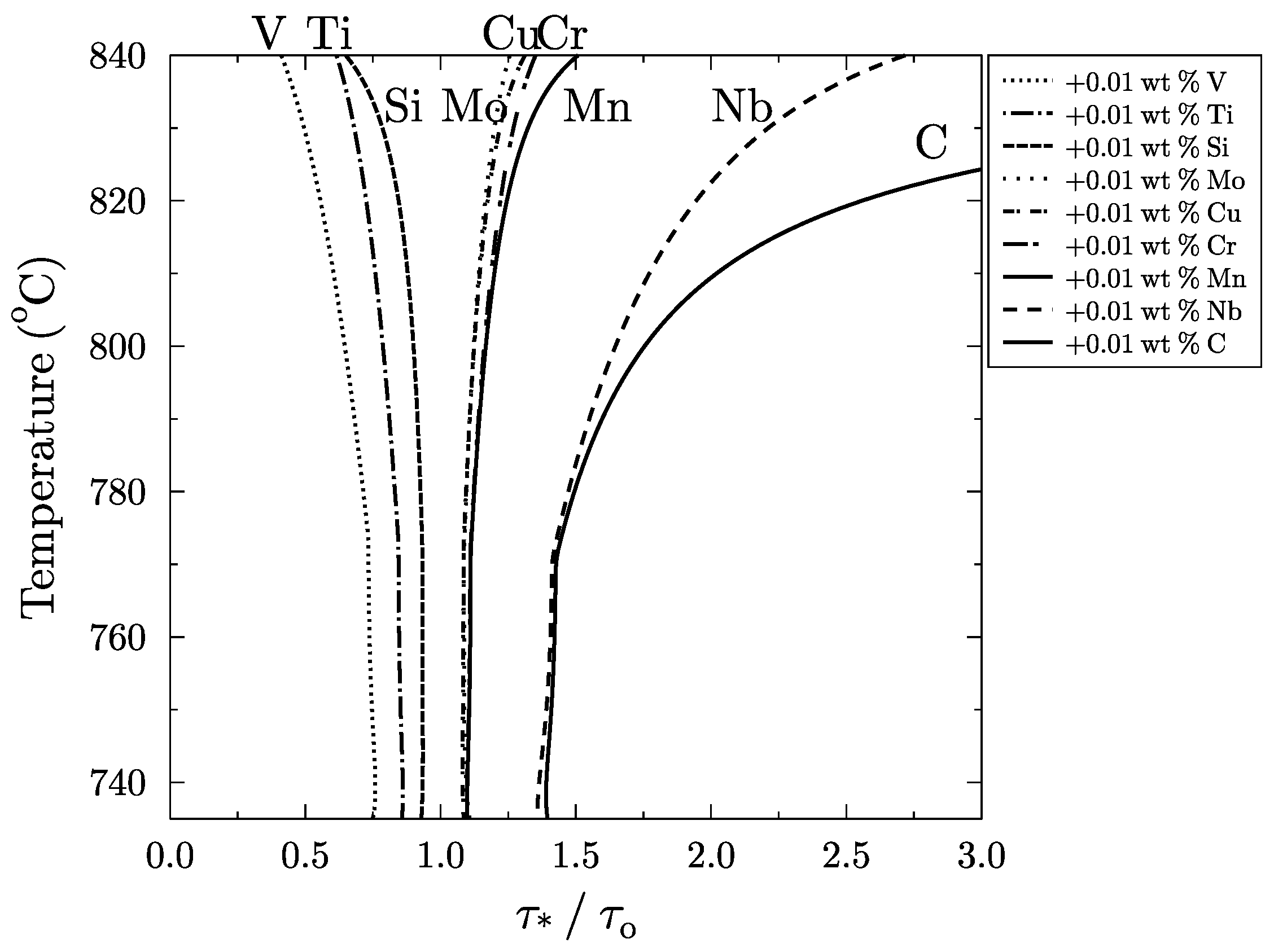
3.3. How Different Alloying Elements Affect the Phase Transformation Start
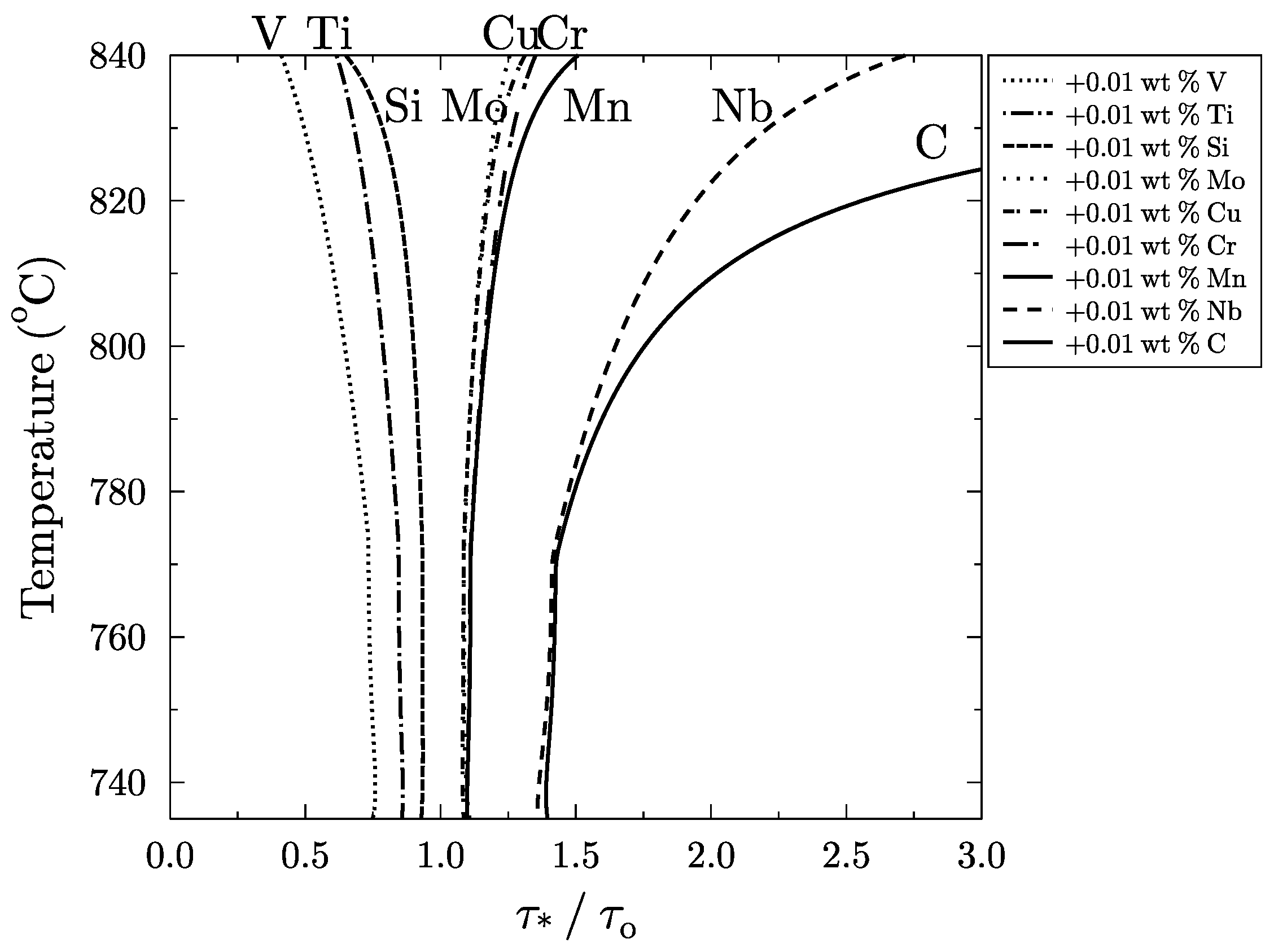
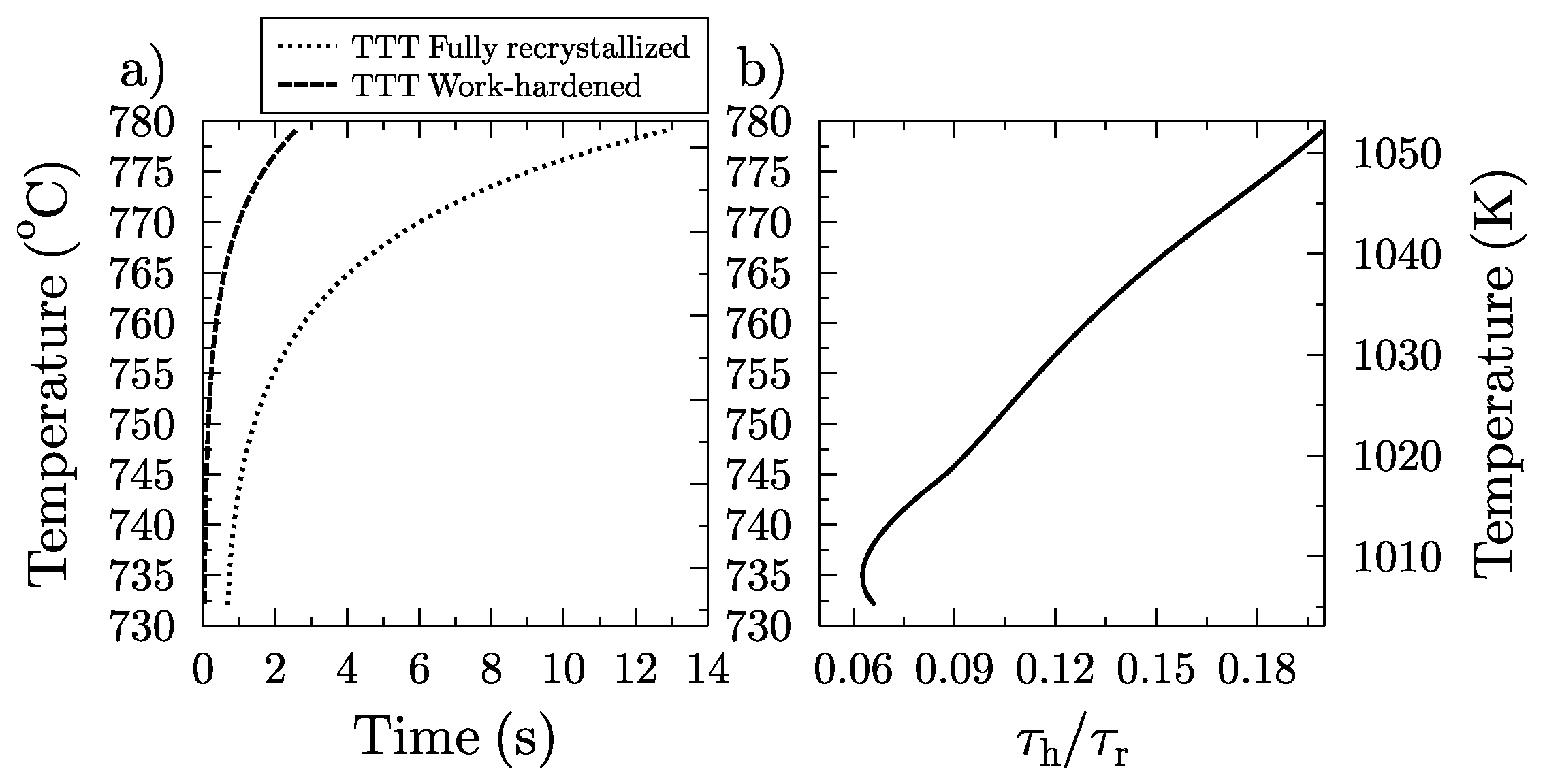
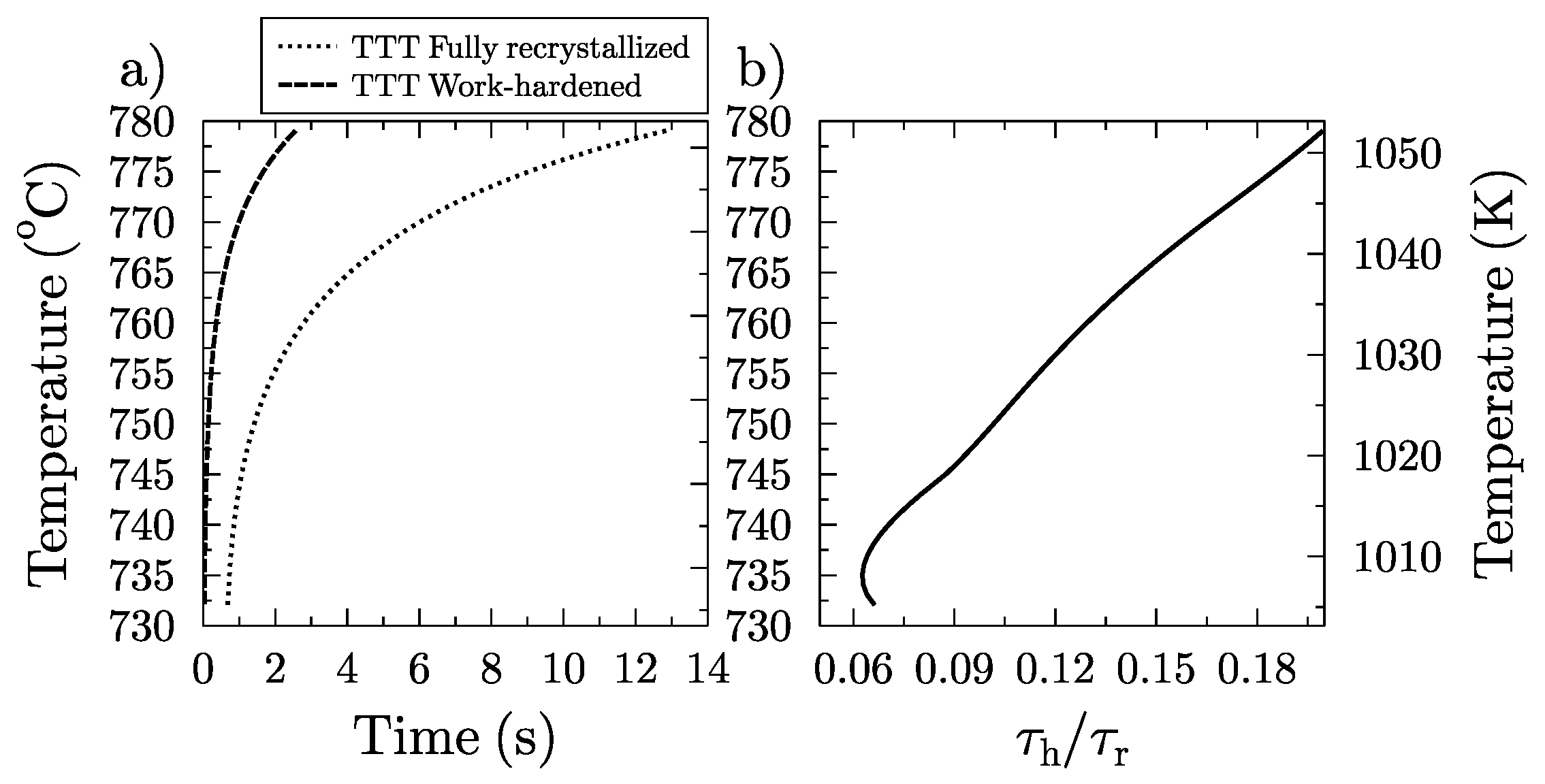
3.4. Effect of Strain Hardening on the Phase Transformation Start
4. Discussion
4.1. Model Validation
4.2. Phase Transformation Start Calculation for an Arbitrary Cooling Path
4.3. Effects of Chemical Composition on Transformation Start for Fully Recrystallized Steel
4.4. Effects of Chemical Composition on Transformation Start for Strain Hardened Steel
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Start temperature for the phase transformation occurring with a constant cooling rate. | |
| The concentrations of different elements in the steel composition in weight %. | |
| The time elapsed while cooling the specimen from 800 C to 500 C. | |
| The time corresponding to the slowest cooling rate that does not produce phase transformation. | |
| Constant obtained from the regression analysis. | |
| Constant obtained from the regression analysis. | |
| . | |
| Cooling rate. | |
| Equilibrium ferrite formation temperature. | |
| t | time. |
| Time required for phase transformation to start during cooling. | |
| Ideal isothermal transformation time. | |
| CCT | Continuous cooling transformation. |
| TTT | Time–temperature transformation. |
| Undercooling, i.e., the temperature below temperature. | |
| Constant cooling rate required to produce transformation start at undercooling . | |
| Transformation start temperature in the CCT diagram. | |
| h | Value used in difference approximation. |
| K | Constant used in describing ideal TTT start time. |
| m | Constant used in describing ideal TTT start time. |
| R | Ideal gas constant. |
| Q | Activation energy. |
| B | Constant used in high temperature extrapolation of ideal TTT start time. |
| Isothermal timestep used in the application of Scheil’s rule. |
References
- Saunders, N.; Guo, Z.; Li, X.; Miodownik, A.; Schillé, J.P. The Calculation of TTT and CCT Diagrams for General Steels. JMatPro Softw. Literat. 2004. Available online: http://www.thermotech.co.uk/resources/TTT_CCT_Steels.pdf (accessed on 11 July 2018).
- Kwon, O. A technology for the prediction and control of microstructural changes and mechanical properties in steel. ISIJ Int. 1992, 32, 350–358. [Google Scholar] [CrossRef]
- Chen, X.; Xiao, N.; Li, D.; Li, G.; Sun, G. The finite element analysis of austenite decomposition during continuous cooling in 22MnB5 steel. Model. Simul. Mater. Sci. Eng. 2014, 22, 065005. [Google Scholar] [CrossRef]
- Wang, X.; Li, F.; Yang, Q.; He, A. FEM analysis for residual stress prediction in hot rolled steel strip during the run-out table cooling. Appl. Math. Model. 2013, 37, 586–609. [Google Scholar] [CrossRef]
- Woodard, P.; Chandrasekar, S.; Yang, H. Analysis of temperature and microstructure in the quenching of steel cylinders. Metall. Mater. Trans. B 1999, 30, 815–822. [Google Scholar] [CrossRef]
- Kirkaldy, J.S.; Venugopalan, D. Prediction of microstructure and hardenability in low alloy steels. In Proceedings of the International Conference on Phase Transformations in Ferrous Alloys, Philadelphia, PA, USA, 4–6 October 1983; Marder, A.R., Goldstein, J.I., Eds.; Metallurgical Society of AIME: Warrendale, PA, USA, 1983; pp. 125–148. [Google Scholar]
- Lee, J.; Bhadeshia, H. A Methodology for the Prediction of Time-Temperature Transformation Diagrams. Mater. Sci. Eng. A-Struct. 1993, 171, 223–230. [Google Scholar] [CrossRef]
- Bhadeshia, H. Thermodynamic Analysis of Isothermal Transformation Diagrams. Met. Sci. 1982, 16, 159–165. [Google Scholar] [CrossRef]
- Li, M.; Niebuhr, D.; Meekisho, L.; Atteridge, D. A computational model for the prediction of steel hardenability. Metall. Mater. Trans. B 1998, 29, 661–672. [Google Scholar] [CrossRef]
- Fernandes, F.; Denis, S.; Simon, A. Mathematical model coupling phase transformation and temperature evolution during quenching of steels. Mater. Sci. Technol. 1985, 1, 838–844. [Google Scholar] [CrossRef]
- Pandi, R.; Militzer, M.; Hawbolt, E.; Meadowcroft, T. Modelling of austenite decomposition kinetics in steels during run-out table cooling. In Proceedings of the International Symposium on Phase Transformations During the Thermal/Mechanical Processing of Steel; Hawbolt, E.B., Yue, S., Eds.; Canadian Institute of Mining, Metallurgy and Petroleum: Vancouver, BC, Canada, 1995; pp. 459–471. [Google Scholar]
- Umemoto, M.; Hiramatsu, A.; Moriya, A.; Watanabe, T.; Nanba, S.; Nakajima, N.; Anan, G.; Higo, Y. Computer modeling of phase transformation from work-hardened austenite. ISIJ Int. 1992, 32, 306–315. [Google Scholar] [CrossRef]
- Enomoto, M.; Yang, J.B. Simulation of nucleation of proeutectoid ferrite at austenite grain boundaries during continuous cooling. Metall. Mater. Trans. A 2008, 39, 994–1002. [Google Scholar] [CrossRef]
- Militzer, M.; Pandi, R.; Hawbolt, E. Ferrite nucleation and growth during continuous cooling. Metall. Mater. Trans. A 1996, 27, 1547–1556. [Google Scholar] [CrossRef]
- Enomoto, M. Prediction of TTT-Diagram of Proeutectoid Ferrite Reaction in Iron Alloys from Diffusion Growth Theory. ISIJ Int. 1992, 32, 297–305. [Google Scholar] [CrossRef]
- Hawbolot, E.; Chau, B.; Brimacombe, J. Kinetics of Austenite-Pearlite Transformation in Eutectoid Carbon Steel. Metall. Trans. A 1983, 14, 1803–1815. [Google Scholar] [CrossRef]
- Zhu, Y.; Lowe, T. Application of, and precautions for the use of, the rule of additivity in phase transformation. Metall. Mater. Trans. B 2000, 31, 675–682. [Google Scholar] [CrossRef]
- Wierszyllowski, I. The effect of the thermal path to reach isothermal temperature on transformation kinetics. Metall. Mater. Trans. A 1991, 22, 993–999. [Google Scholar] [CrossRef]
- Pham, T.; Hawbolt, E.; Brimacombe, J. Predicting the onset of transformation under noncontinuous cooling conditions 1. Theory. Metall. Mater. Trans. A 1995, 26, 1987–1992. [Google Scholar] [CrossRef]
- Pham, T.; Hawbolt, E.; Brimacombe, J. Predicting the onset of transformation under noncontinuous cooling conditions: Part 2. Application to the austenite pearlite transformation. Metall. Mater. Trans. A 1995, 26, 1993–2000. [Google Scholar] [CrossRef]
- Herman, J.-C.; Thomas, B.; Lotter, U. Computer Assisted Modelling of Metallurgical Aspects of Hot Deformation and Transformation of Steels; Publications Office for the European Union: Luxembourg, 1997; pp. 63–64. [Google Scholar]
- Herman, J.-C.; Donnay, B.; Schmitz, A.; Lotter, U.; Grossterlinden, R. Computer Assisted Modelling of Metallurgical Aspects of Hot Deformation and Transformation of Steels (Phase 2); Publications Office for the European Union: Luxembourg, 1999; pp. 15, 72–73. [Google Scholar]
- Wierszyllowski, I. Discussion of “predicting the onset of transformation under noncontinuous cooling conditions: Part I. Theory and predicting the onset of transformation under noncontinuous cooling conditions: Part II. Application to the austenite pearlite transformation”. Metall. Mater. Trans. A 1997, 28, 251. [Google Scholar] [CrossRef]
- Pham, T.; Hawbolt, E.; Brimacombe, J. Authors’ reply. Metall. Mater. Trans. A 1997, 28, 1089. [Google Scholar] [CrossRef]
- Pohjonen, A.; Somani, M.; Pyykkönen, J.; Paananen, J.; Porter, D. The onset of the austenite to bainite phase transformation for different cooling paths and steel compositions. Key Eng. Mater. 2016, 716, 368–375. [Google Scholar] [CrossRef]
- Pohjonen, A.; Kaijalainen, A.; Somani, M.; Larkiola, J. Analysis of Bainite Onset During Cooling Following Prior Deformation at Different Temperatures. Comput. Methods Mater. Sci. 2017, 17, 30–35. [Google Scholar]
- Lotter, U. Aufstellung von Regressionsgleichungen zur Beschreibung des Umwandlungsverhaltens Beim Thermomechanische Walzen, Abslussbericht, Kommission der Europäischen Gemeninschaften, Generaldirektion Wissenschaft, Forshcung und Entwicklung; EUR 13620 DE; Publications Office for the European Union: Luxembourg, 1991; p. 17. [Google Scholar]
- Donnay, B.; Herman, J.; Leroy, V.; Lotter, U.; Grossterlinden, R.; Pircher, H. Microstructure Evolution of C-Mn Steels in the Hot Deformation Process: The Stripcam Model. In Proceedings of the 2nd International Conference on Modeling of Metal Rolling Processes, London, UK, 9–11 December 1996; Beynon, J.H., Ingham, P., Teichert, H., Waterson, K., Eds.; Institute of Materials: Cambridge, UK, 1996. [Google Scholar]
- Kirkaldy, J.; Sharma, R. A New Phenomenology for IT and CCT Curves. Scr. Metall. Mater. 1982, 16, 1193–1198. [Google Scholar] [CrossRef]
- Scheil, E. Anlaufzeit der austenitumwandlung. Arch. Eisenhuttenwes. 1935, 8, 565–567. [Google Scholar] [CrossRef]
- Farjas, J.; Roura, P. Modification of the Kolmogorov–Johnson–Mehl–Avrami rate equation for non-isothermal experiments and its analytical solution. Acta Mater. 2006, 54, 5573–5579. [Google Scholar] [CrossRef] [Green Version]
- Christian, J. Chapter 12-Formal Theory of Transformation Kinetics. In The Theory of Transformations in Metals and Alloys; Christian, J., Ed.; Pergamon: Oxford, UK, 2002; pp. 529–552. [Google Scholar]
- Mittemeijer, E. Fundamentals of Materials Science; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Liu, F.; Sommer, F.; Bos, C.; Mittemeijer, E.J. Analysis of solid state phase transformation kinetics: models and recipes. Int. Mater. Rev. 2007, 52, 193–212. [Google Scholar] [CrossRef]
- Porter, D.; Easterling, K.E.; Sherif, M.Y. Phase Transformations in Metals and Alloys; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Vander Voort, G.F. Atlas of Time-Temperature Diagrams for Irons and Steels; ASM International: Almere, The Netherlands, 1991. [Google Scholar]
- Smith, Y.E.; Siebert, C.A. Continuous cooling transformation kinetics of thermomechanically worked low-carbon austenite. Metall. Trans. 1971, 2, 1711–1725. [Google Scholar]
- Hanlon, D.; Sietsma, J.; van der Zwaag, S. The effect of plastic deformation of austenite on the kinetics of subsequent ferrite formation. ISIJ Int. 2001, 41, 1028–1036. [Google Scholar] [CrossRef]
- Bleck, W. Using the TRIP effect—The dawn of a promising group of cold formable steels. In Proceedings of the International Conference on TRIP-Aided High Strength Ferrous Alloys; De Cooman, B., Ed.; Wissenschaftsverlag Mainz GmbH: Aachen, Germany, 2002; pp. 13–23. [Google Scholar]
- Yan, P.; Bhadeshia, H.K.D.H. Austenite-ferrite transformation in enhanced niobium, low carbon steel. Mater. Sci. Technol. 2015, 31, 1066–1076. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (a) | 834.8 | −251 | 60.5 | −103.2 | −69.7 | 0 | −105.5 | 0 | 202 | 9.0 | 205 | 11.86 |
| (b) | 884.2 | −331 | 65.2 | −98.7 | −75.9 | −97.4 | −76.7 | 290 | 158 | 0 | −322 | 9.28 |
| (a) | −0.524 | 3.07 | 0 | 0.718 | 0.885 | 0 | 3.825 | 0 | 0 | 0 | 0 | 0 |
| (b) | −0.319 | 3.45 | −1.47 | 0 | 1.440 | 0 | 4.221 | 0 | 0 | 0 | 0 | 0 |
| C | Si | Mn | P | S | N | Al | Cr | |
| min | 0.01 | 0.01 | 0.16 | 0.007 | 0.002 | 0.003 | 0.002 | 0.01 |
| max | 0.65 | 0.71 | 1.69 | 0.022 | 0.011 | 0.012 | 0.062 | 1.20 |
| Cu | Ni | Mo | V | Ti | B | Nb | ||
| min | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| max | 0.30 | 1.32 | 0.51 | 0.10 | 0.03 | 0.0022 | 0.05 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pohjonen, A.; Somani, M.; Porter, D. Effects of Chemical Composition and Austenite Deformation on the Onset of Ferrite Formation for Arbitrary Cooling Paths. Metals 2018, 8, 540. https://doi.org/10.3390/met8070540
Pohjonen A, Somani M, Porter D. Effects of Chemical Composition and Austenite Deformation on the Onset of Ferrite Formation for Arbitrary Cooling Paths. Metals. 2018; 8(7):540. https://doi.org/10.3390/met8070540
Chicago/Turabian StylePohjonen, Aarne, Mahesh Somani, and David Porter. 2018. "Effects of Chemical Composition and Austenite Deformation on the Onset of Ferrite Formation for Arbitrary Cooling Paths" Metals 8, no. 7: 540. https://doi.org/10.3390/met8070540