Final Heat Treatment as a Possible Solution for the Improvement of Machinability of Pb-Free Brass Alloys


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Materials Characterization
2.3. Heat Treatment
- CuZn42 (CW510L): 775 °C for 60 min.
- CuZn38As (CW511L): 850 °C for 120 min.
- CuZn36 (C27450): 850 °C for 120 min.
2.4. Machinability Testing
3. Results and Discussion
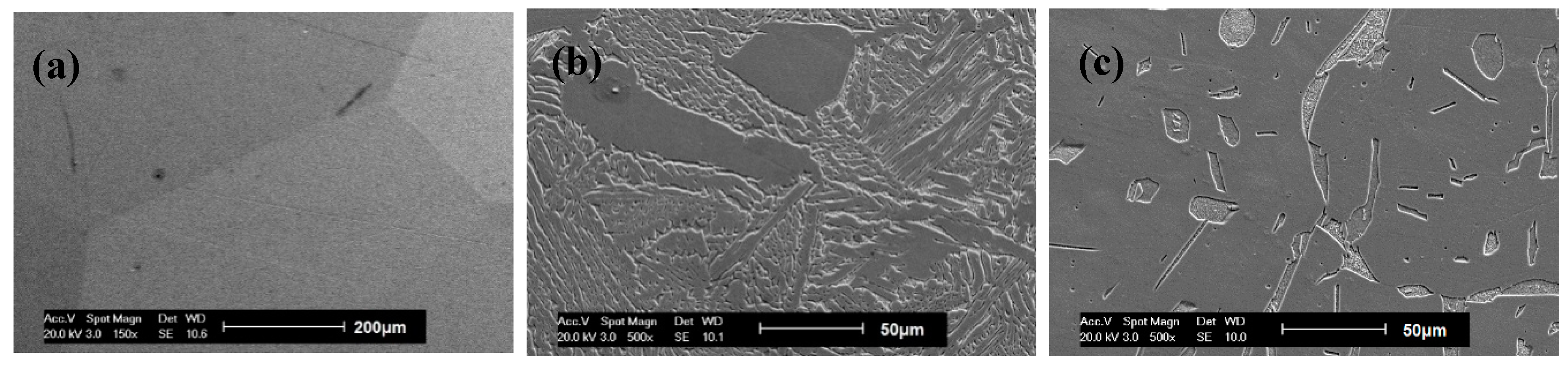
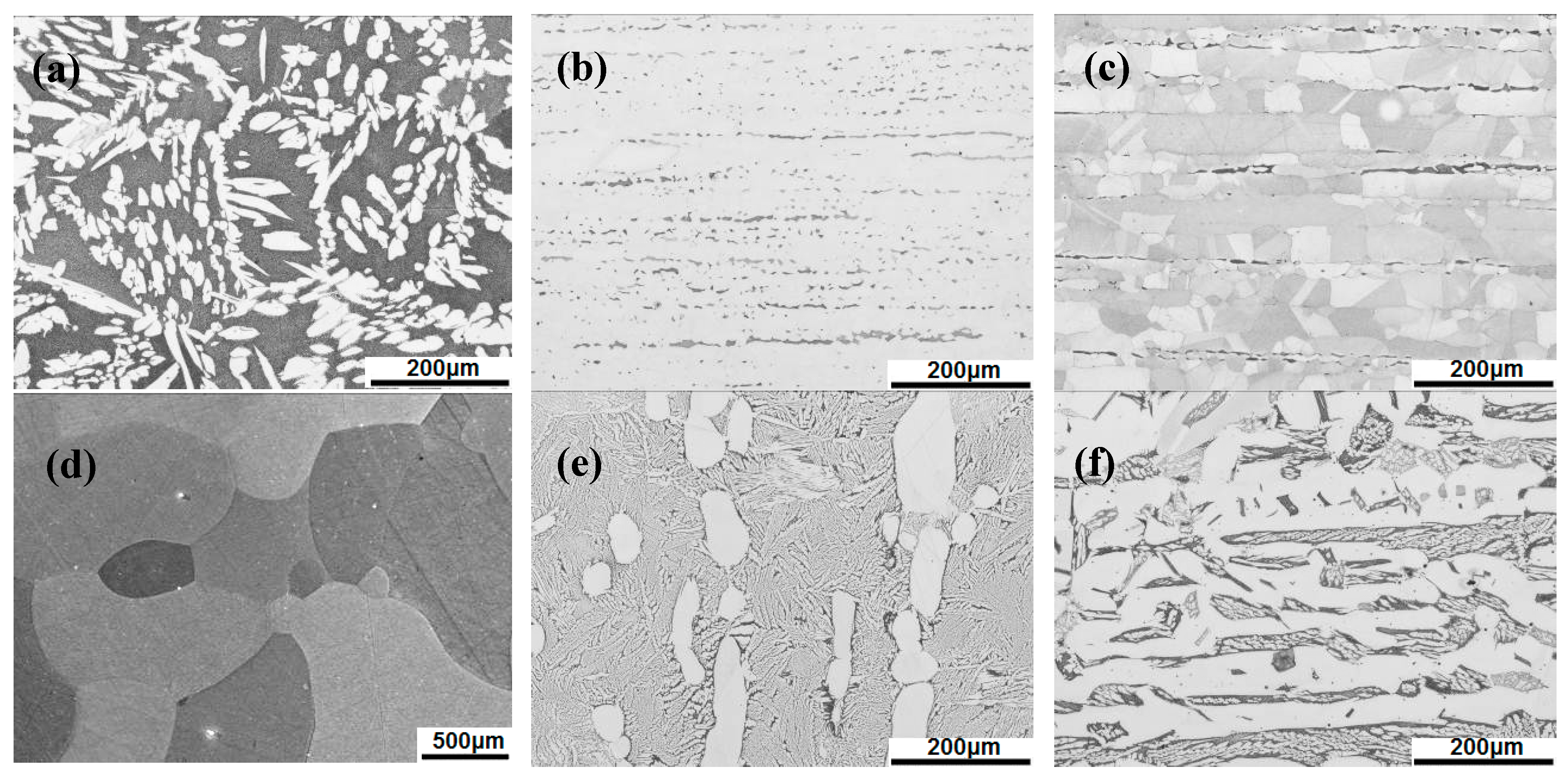
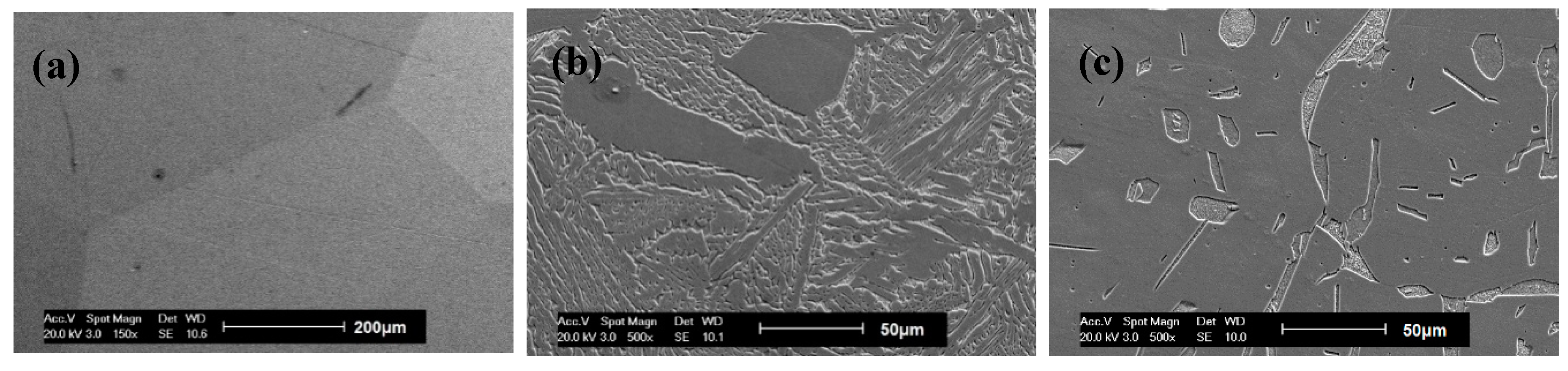
3.1. Microstructure and Mechanical Properties
3.2. Machinability Evaluation
3.2.1. Chip Morphology
3.2.2. Power Consumption
3.2.3. Cutting Forces
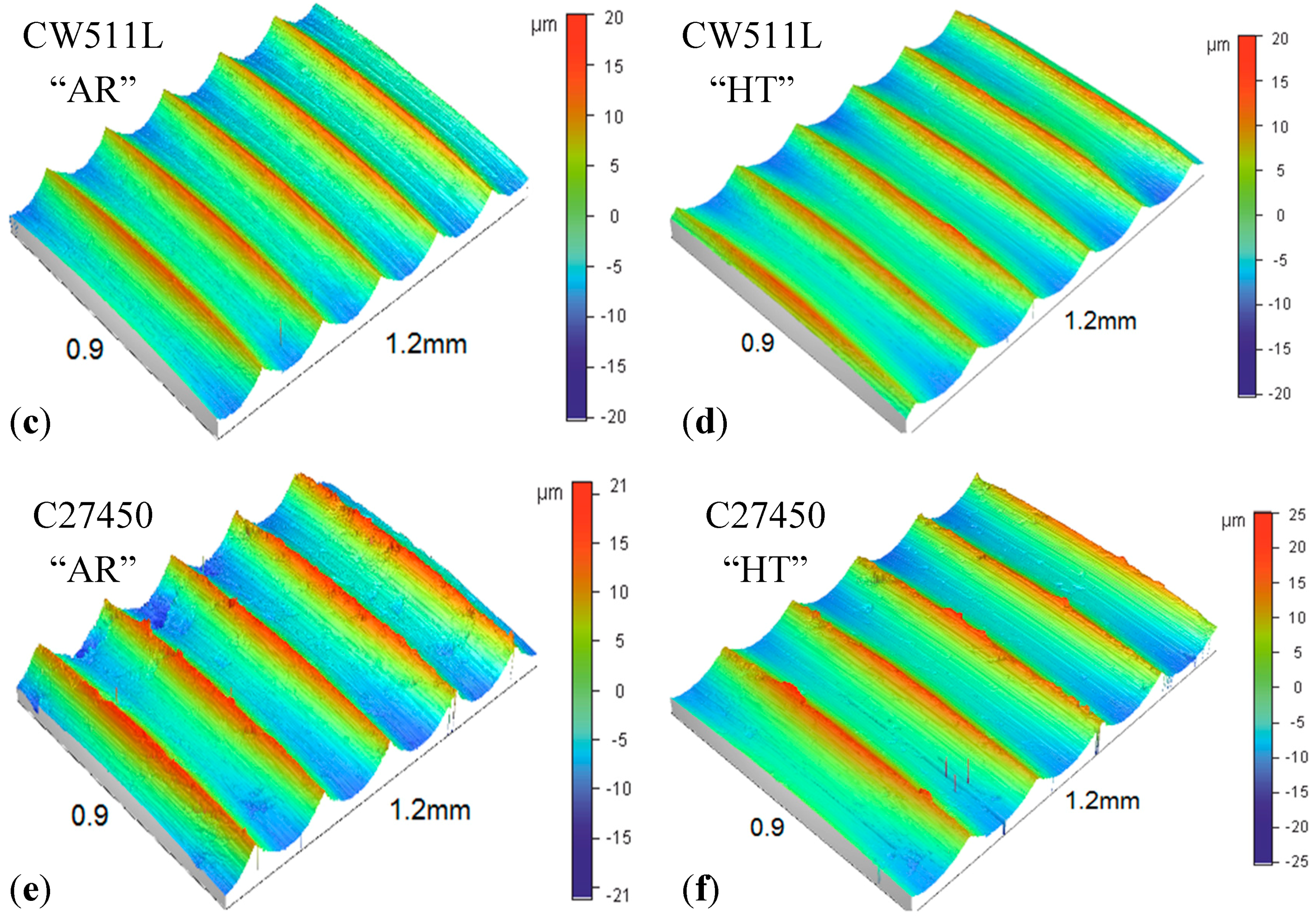
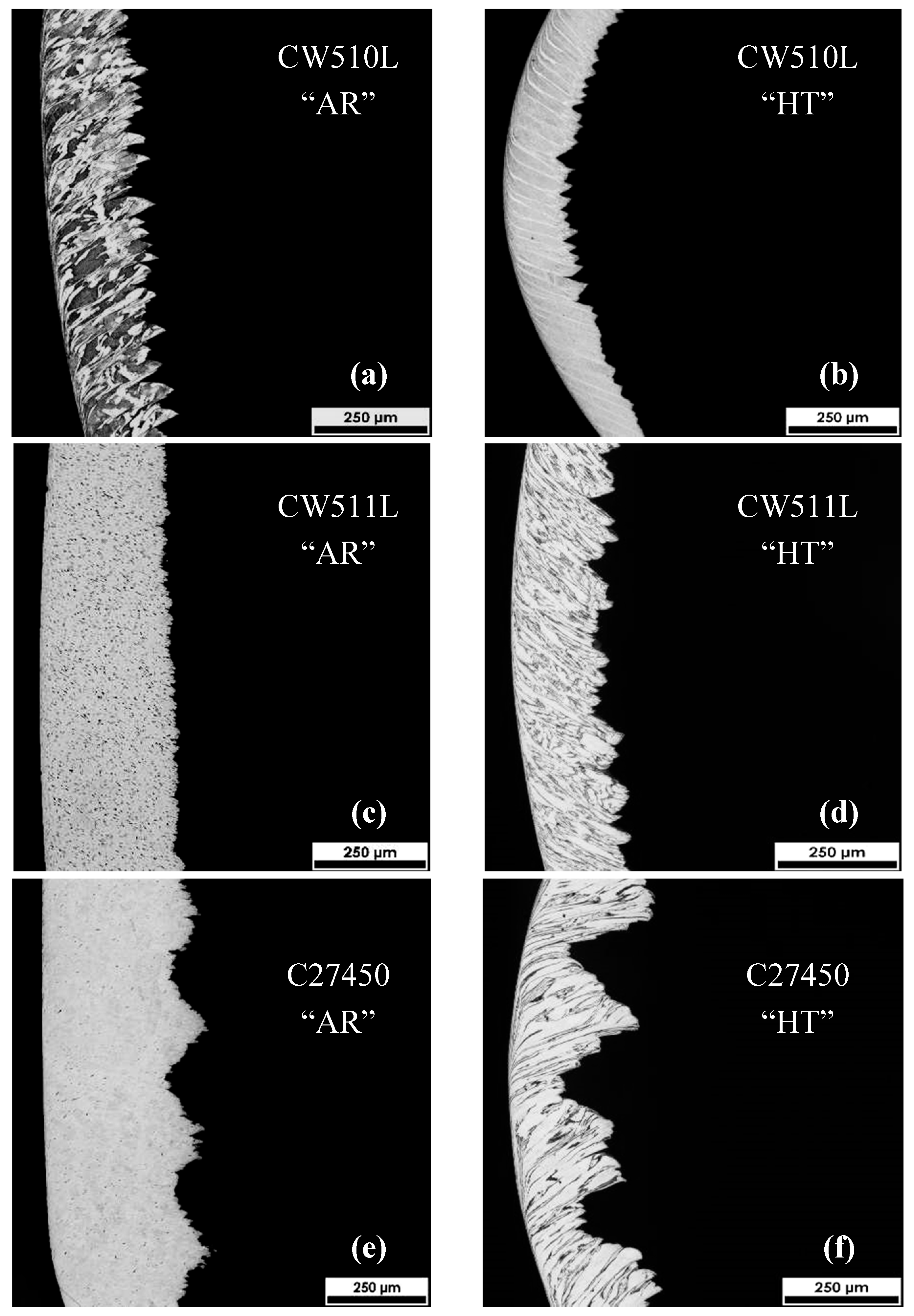
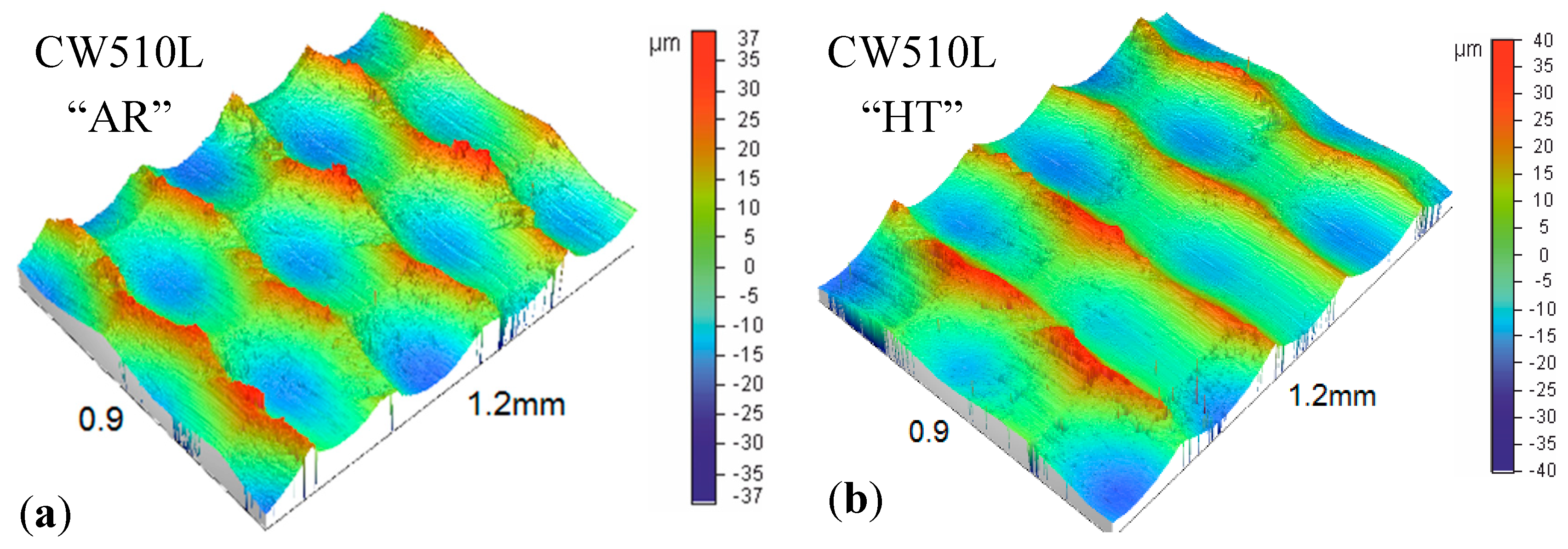
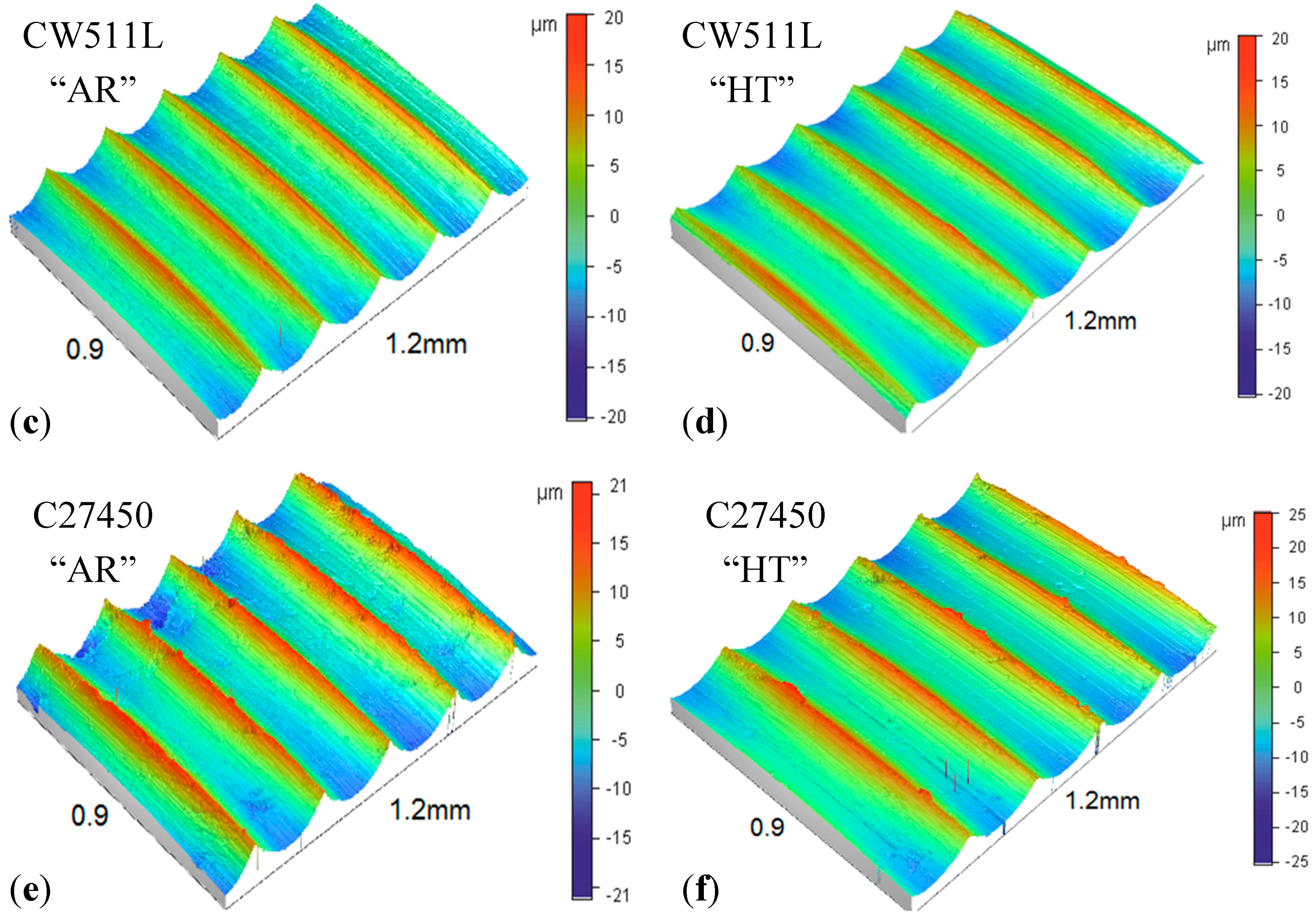
3.2.4. Surface Roughness
4. Conclusions
- The heat treated brass alloys exhibited a significant improvement in chip breaking capability, reducing the chip morphology ranking by two (2) classes:
- (i)
- from “Class. 4” (washer-type helical chips) to “Class. 2” (arc chips) for CW510L and
- (ii)
- from “Class. 5” (ribbon chips) to “Class. 3” (conical helical chips) for both CW511L and C27450 brass alloys.
- Beneficial results in the power consumption were obtained only for the CW511L lead-free brass alloy, showing a reduction by 180 W (from 1600 W to 1420 W) in relation to as received condition. For the CW510L and C27450 lead-free brasses, the heat treatment process did not cause any further improvement.
- A slight improvement in cutting forces (approximately by 3%) was recorded in case of heat treated CW511L, which is consistent to the reduction of power consumption results. On the contrary, an increase in cutting forces (approximately by 8%) was evidenced for the heat treated C27450, as it was also dictated by the power consumption measurements.
- Surface roughness measurements, concerning the average roughness (Ra) values, seem that they were not affected by the selected heat treatment conditions. Conversely, an appreciable improvement in maximum height (Rt) value of the heat treated CW511L brass by 14.1 μm (from 40.1 to 26.0 μm) was achieved.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kuyucak, S.; Sahoo, M. A review of the machinability of copper-base alloys. Can. Metall. Q. 1996, 35, 1–15. [Google Scholar] [CrossRef]
- Pantazopoulos, G. Leaded brass rods C38500 for automatic machining operations. J. Mater. Eng. Perform. 2002, 11, 402–407. [Google Scholar] [CrossRef]
- Gane, N. The effect of lead on the friction and machining of brass. Philos. Mag. 1981, 43, 545–566. [Google Scholar] [CrossRef]
- Garcia, P.; Rivera, S.; Palacios, M.; Belzunce, J. Comparative study of the parameters influencing the machinability of leaded brasses. Eng. Fail. Anal. 2010, 17, 771–776. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Toulfatzis, A. Fracture modes and mechanical characteristics of machinable brass rods. Metallogr. Microstruct. Anal. 2012, 1, 106–114. [Google Scholar] [CrossRef]
- Nobel, C.; Klocke, F.; Lung, D.; Wolf, S. Machinability enhancement of lead-free brass alloys. Procedia CIRP 2014, 14, 95–100. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Besseris, G.; Pantazopoulos, G.; Stergiou, C. Characterization and comparative machinability investigation of extruded and drawn copper alloys using non-parametric multi-response optimization and orthogonal arrays. Int. J. Adv. Manuf. Technol. 2011, 57, 811–826. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Atsumi, H. Fabrication and properties of lead-free machinable brass with Ti additive by powder metallurgy. Powder Technol. 2011, 205, 242–249. [Google Scholar] [CrossRef]
- La Fontaine, A.; Keast, V.J. Compositional distributions in classical and lead-free brasses. Mater. Charact. 2006, 57, 424–429. [Google Scholar] [CrossRef]
- Schultheiss, F.; Windmark, C.; Sjöstrand, S.; Rasmusson, M.; Ståhl, J.E. Machinability and manufacturing cost in low-lead brass. Int. J. Adv. Manuf. Technol. 2018. [Google Scholar] [CrossRef]
- Atsumi, H.; Imai, H.; Li, S.; Kondoh, K.; Kousaka, Y.; Kojima, A. High-strength, lead-free machinableα-β duplex phase brass Cu–40Zn–Cr–Fe–Sn–Bi alloys. Mater. Sci. Eng. A 2011, 529, 275–281. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Fracture behavior and characterization of lead-free brass alloys for machining applications. J. Mater. Eng. Perform. 2014, 23, 3193–3206. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Besseris, G.J.; Paipetis, A.S. Machinability evaluation and screening of leaded and lead-free brasses using a non-linear robust multifactorial profiler. Int. J. Adv. Manuf. Technol. 2016, 86, 3241–3254. [Google Scholar] [CrossRef]
- Nobel, C.; Hofmann, U.; Klocke, F.; Veselovac, D. Experimental investigation of chip formation, flow, and breakage in free orthogonal cutting of copper-zinc alloys. Int. J. Adv. Manuf. Technol. 2016, 84, 1127–1140. [Google Scholar] [CrossRef]
- Yang, C.; Ding, Z.; Tao, Q.C.; Liang, L.; Ding, Y.F.; Zhang, W.W.; Zhu, Q.L. High-strength and free-cutting silicon brasses designed via the zinc equivalent rule. Mater. Sci. Eng. A 2018, 723, 296–305. [Google Scholar] [CrossRef]
- Klocke, F.; Nobel, C.; Veselovac, D. Influence of tool coating, tool material, and cutting speed on the machinability of low-leaded brass alloys in turning. Mater. Manuf. Processes 2016, 31, 895–1903. [Google Scholar] [CrossRef]
- Schultheiss, F.; Johansson, D.; Bushlya, V.; Zhou, J.; Nilsson, K.; Ståhl, J.E. Comparative Study on the Machinability of Lead-Free Brass. J. Clean. Prod. 2017, 149, 366–377. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; David, C.; Sagris, D.; Paipetis, A. Machinability of eco-friendly lead-free brass alloys: Cutting-force and surface-roughness optimization. Metals 2018, 8, 250. [Google Scholar] [CrossRef]
- Sanchez Egea, A.J.; González Rojas, H.A.; Montilla Montana, C.A.; Kallewaard Echeverri, V. Effect of electroplastic cutting on the manufacturing process and surface properties. J. Mater. Process. Technol. 2015, 222, 327–334. [Google Scholar] [CrossRef]
- Hameed, S.; González Rojas, H.A.; Perat Benavides, J.I.; Napoles Alberro, A.; Sanchez Egea, A.J. Influence of the regime of electropulsing-assisted machining on the plastic deformation of the layer being cut. Materials 2018, 11, 886. [Google Scholar] [CrossRef] [PubMed]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Microstructure and properties of lead-free brasses using post-processing heat treatment cycles. Mater. Sci. Technol. 2016, 32, 1771–1781. [Google Scholar] [CrossRef]
- Taha, M.A.; El-Mahallawy, N.A.; Hammouda, R.M.; Moussa, T.M.; Gheith, M.H. Machinability characteristics of lead free-silicon brass alloys as correlated with microstructure and mechanical properties. Ain Shams Eng. J. 2012, 3, 383–392. [Google Scholar] [CrossRef]
- European Committee for Standardization (CEN). BS EN 12164: Copper and Copper Alloys: Rod for Free Machining Purposes; European Committee for Standardization (CEN): Brussels, Belgium, 2016. [Google Scholar]
- American Society for Testing and Materials (ASTM). ASTM E407-07: Standard Practice for Microetching Metals and Alloys; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2007. [Google Scholar]
- CEN. BS EN ISO 6892-1: Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; European Committee for Standardization (CEN): Brussels, Belgium, 2009. [Google Scholar]
- International Organization for Standardization (ISO). ISO 6507-1: Metallic Materials—Vickers Hardness Test—Part 1: Test Method; International Organization for Standardization (ISO): Geneva, Switzerland, 2005. [Google Scholar]
- Pantazopoulos, G.; Vazdirvanidis, A. Characterization of microstructural aspects of machinable α-β phase brass. Microsc. Anal. 2008, 22, 13–16. [Google Scholar]
- ISO. ISO 3685: Tool-Life Testing with Single-Point Turning Tools; International Organization for Standardization (ISO): Geneva, Switzerland, 1993. [Google Scholar]
- ASME. ANSI B46.1: Surface Texture (Surface Roughness, Waviness, and Lay); ASME: New York, NY, USA, 2009. [Google Scholar]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Fracture mechanics properties and failure mechanisms of environmental-friendly brass alloys under impact, cyclic and monotonic loading conditions. Eng. Fail. Anal. 2018, 90, 497–517. [Google Scholar] [CrossRef]
- Vilarinho, C.; Davim, J.P.; Soares, D.; Castro, F.; Barbosa, J. Influence of the chemical composition on the machinability of brasses. J. Mater. Process. Technol. 2005, 170, 441–447. [Google Scholar] [CrossRef] [Green Version]
- Suresh Kumar Reddy, N.; Venkateswara Rao, P. Experimental investigation to study the effect of solid lubricants on cutting forces and surface quality in end milling. Int. J. Mach. Tools Manuf. 2006, 46, 189–198. [Google Scholar] [CrossRef]
- Zein, H.; Irfan, O.M. Surface roughness investigation and stress modeling by finite element on orthogonal cutting of copper. Metals 2018, 8, 418. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy/(Specification Limits) | Sn | Zn | Pb | Fe | Ni | Al | Cu |
|---|---|---|---|---|---|---|---|
| CuZn42 (CW510L) | 0.0058 | Rem | 0.10 | 0.0342 | 0.0030 | 0.0002 | 57.46 |
| EN 12164 (CuZn42/CW510L) | 0.30 max | Rem | 0.20 max | 0.30 max | 0.30 max | 0.050 max | 57–59 |
| CuZn38As (CW511L) | 0.0042 | Rem | 0.09 | 0.0189 | 0.0012 | 0.0002 | 62.04 |
| EN 12164 (CuZn38As/CW511L) | 0.10 max | Rem | 0.20 max | 0.10 max | 0.30 max | 0.050 max | 61.5–63.5 |
| CuZn36 (C27450) | 0.0144 | Rem | 0.21 | 0.0244 | 0.0030 | 0.0247 | 63.38 |
| Copper Development Association CDA (CuZn36/C27450) | - | Rem | 0.25 max | 0.35 max | - | - | 60–65 |
| Quality Characteristic | Material | Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Average Value |
|---|---|---|---|---|---|
| Chip Morphology (CM) | CW510L | 1500 | 0.5 | 150 | Class. 4 * |
| CW511L | 2000 | 1.5 | 150 | Class. 5 * | |
| C27450 | 2250 | 2.0 | 150 | Class. 5 * | |
| Power Consumption (P) | CW510L | 1750 | 1.5 | 500 | 1900 W |
| CW511L | 1750 | 2.0 | 250 | 1600 W | |
| C27450 | 2000 | 1.0 | 500 | 1390 W | |
| Cutting Force (CF) | CW510L | 1750 | 1.5 | 500 | 540 N |
| CW511L | 1750 | 2.0 | 250 | 446 N | |
| C27450 | 1500 | 1.5 | 250 | 346 N | |
| Surface Roughness (Ra) | CW510L | 1750 | 1.5 | 500 | 8.0 μm |
| CW511L | 2250 | 0.5 | 500 | 4.3 μm | |
| C27450 | 2000 | 1.0 | 500 | 5.6 μm |
| Temperature (°C) | Soaking Time (min) | ||
|---|---|---|---|
| 15 | 60 | 120 | |
| 700 | Partial beta-phase formation | 500–700 μm (~600 μm) | 500–700 μm (~600 μm) |
| 775 | 600–800 μm (~700 μm) | 600–800 μm (~700 μm) | 600–800 μm (~700 μm) |
| 850 | 600–800 μm (~700 μm) | 1000–1500 μm (~1250 μm) | 1000–1500 μm (~1250 μm) |
| Brass Alloy | Temperature (°C) | Soaking Time (min) | β-Phase (%) | Rp0.2 (MPa) | Rm (MPa) | A50 (%) | HV1 Midway |
|---|---|---|---|---|---|---|---|
| CW510L | 775 | 60 | 100 | 175 | 430 | 14 | 138 |
| CW511L | 850 | 120 | 35 | 136 | 396 | 44 | 102 |
| C27450 | 850 | 120 | 20 | 118 | 364 | 47 | 88 |
| Temp. (°C) | Soaking Time (min) | Cutting Parameters | CM (Class.) * As Received | CM (Class.) * Heat Treated | |||
|---|---|---|---|---|---|---|---|
| Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material | ||||
| 775 | 60 | 1500 | 0.5 | 150 | CW510L | 4 | 2 |
| 850 | 120 | 2000 | 1.5 | 150 | CW511L | 5 | 3 |
| 850 | 120 | 2250 | 2.0 | 150 | C27450 | 5 | 3 |
| Temp. (°C) | Soaking Time (min) | Cutting Parameters | P (W) As Received | P (W) Heat Treated | |||
|---|---|---|---|---|---|---|---|
| Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material | ||||
| 775 | 60 | 1750 | 1.5 | 500 | CW510L | 1900 | 2020 |
| 850 | 120 | 1750 | 2.0 | 250 | CW511L | 1600 | 1420 |
| 850 | 120 | 2000 | 1.0 | 500 | C27450 | 1390 | 1460 |
| Temp. (°C) | Soaking Time (min) | Cutting Parameters | CF (N) As Received | CF (N) Heat Treated | |||
|---|---|---|---|---|---|---|---|
| Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material | ||||
| 775 | 60 | 1750 | 1.5 | 500 | CW510L | 540 | 530 |
| 850 | 120 | 1750 | 2.0 | 250 | CW511L | 446 | 431 |
| 850 | 120 | 1500 | 1.5 | 250 | C27450 | 346 | 373 |
| Temp. (°C) | Soaking Time (min) | Cutting Parameters | SR-Ra (μm) As Received | SR-Ra (μm) Heat Treated | SR-Rt (μm) As Received | SR-Rt (μm) Heat Treated | |||
|---|---|---|---|---|---|---|---|---|---|
| Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material | ||||||
| 775 | 60 | 1750 | 1.5 | 500 | CW510L | 8.0 | 8.5 | 78.6 | 79.5 |
| 850 | 120 | 2250 | 0.5 | 500 | CW511L | 4.3 | 4.3 | 40.1 | 26.0 |
| 850 | 120 | 2000 | 1.0 | 500 | C27450 | 5.6 | 6.0 | 49.2 | 59.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toulfatzis, A.I.; Pantazopoulos, G.A.; David, C.N.; Sagris, D.S.; Paipetis, A.S. Final Heat Treatment as a Possible Solution for the Improvement of Machinability of Pb-Free Brass Alloys. Metals 2018, 8, 575. https://doi.org/10.3390/met8080575
Toulfatzis AI, Pantazopoulos GA, David CN, Sagris DS, Paipetis AS. Final Heat Treatment as a Possible Solution for the Improvement of Machinability of Pb-Free Brass Alloys. Metals. 2018; 8(8):575. https://doi.org/10.3390/met8080575
Chicago/Turabian StyleToulfatzis, Anagnostis I., George A. Pantazopoulos, Constantine N. David, Dimitrios S. Sagris, and Alkiviadis S. Paipetis. 2018. "Final Heat Treatment as a Possible Solution for the Improvement of Machinability of Pb-Free Brass Alloys" Metals 8, no. 8: 575. https://doi.org/10.3390/met8080575