Crack Propagation Mechanisms for Creep Fatigue: A Consolidated Explanation of Fundamental Behaviours from Initiation to Failure



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Background Literature
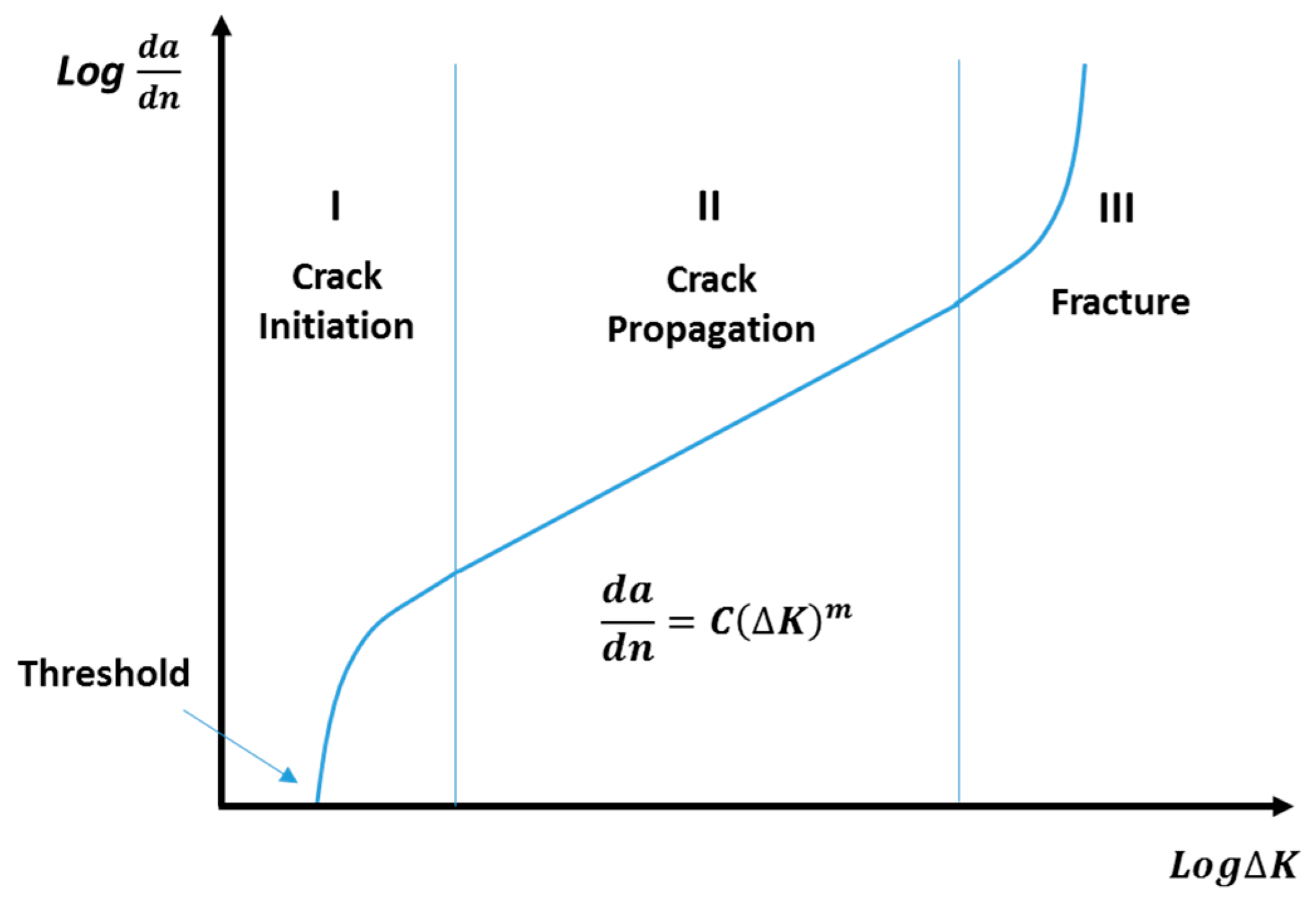
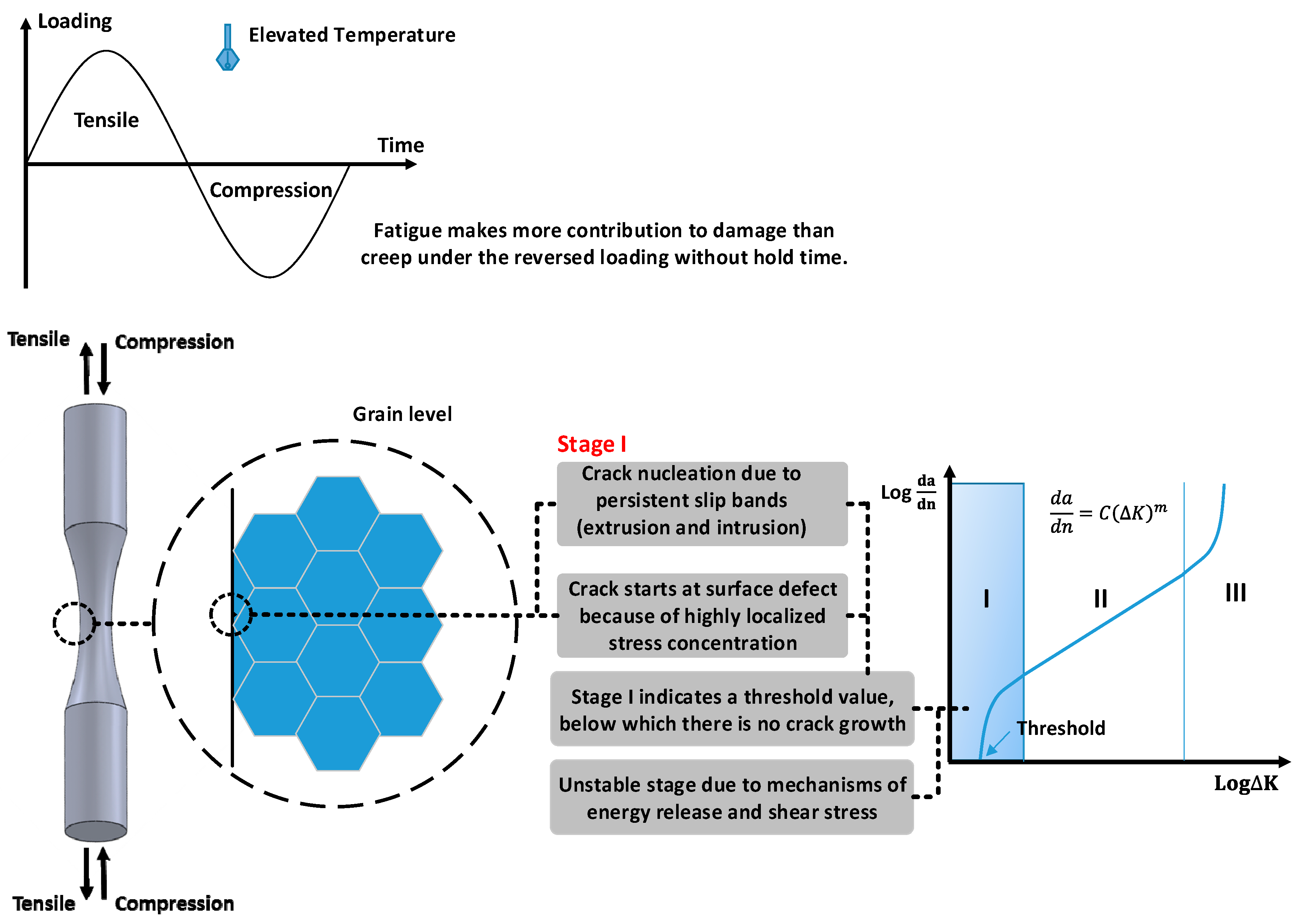
2.1. Phases of Crack Growth
2.2. Established Principles in the Literature
- (a)
- (b)
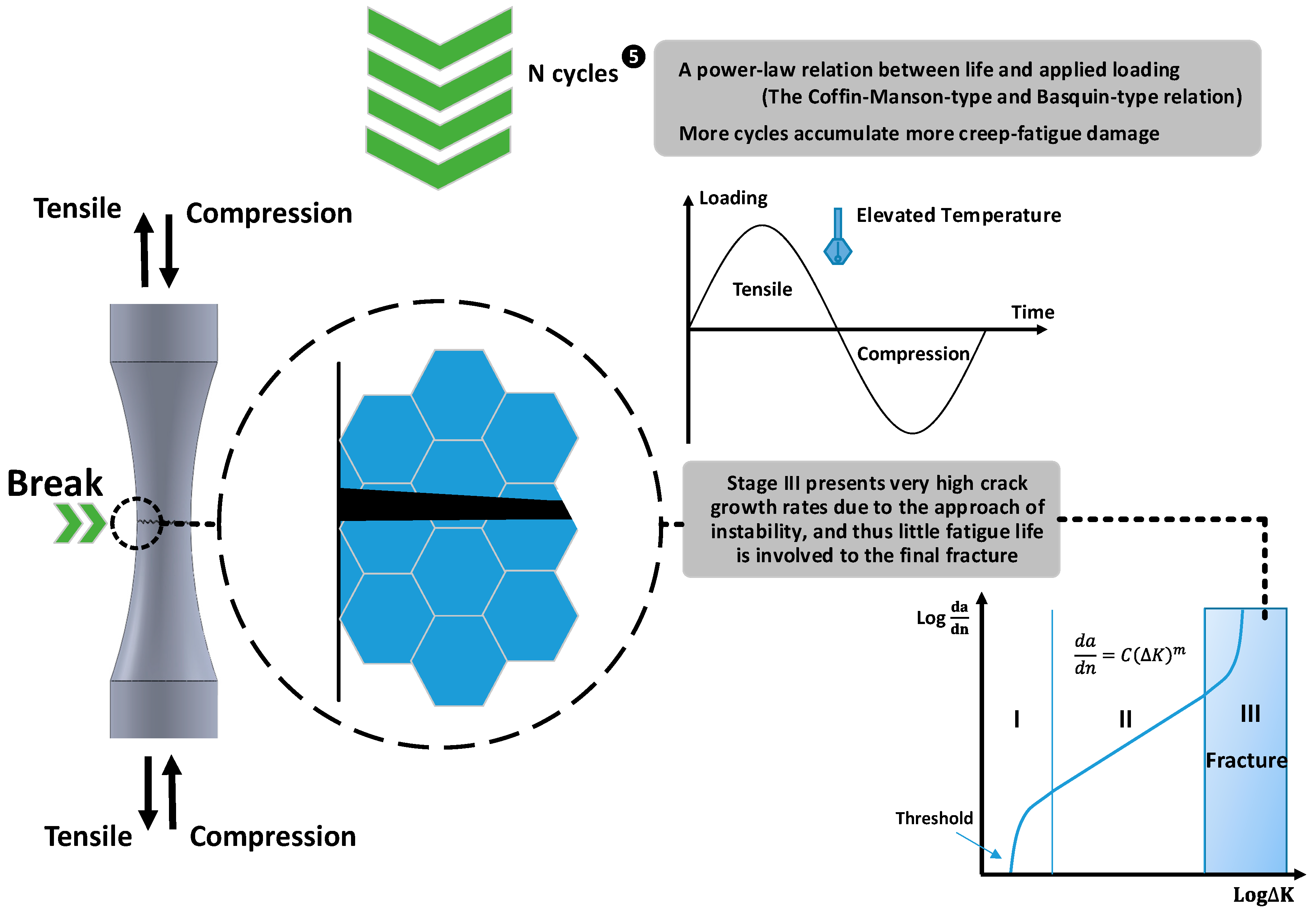
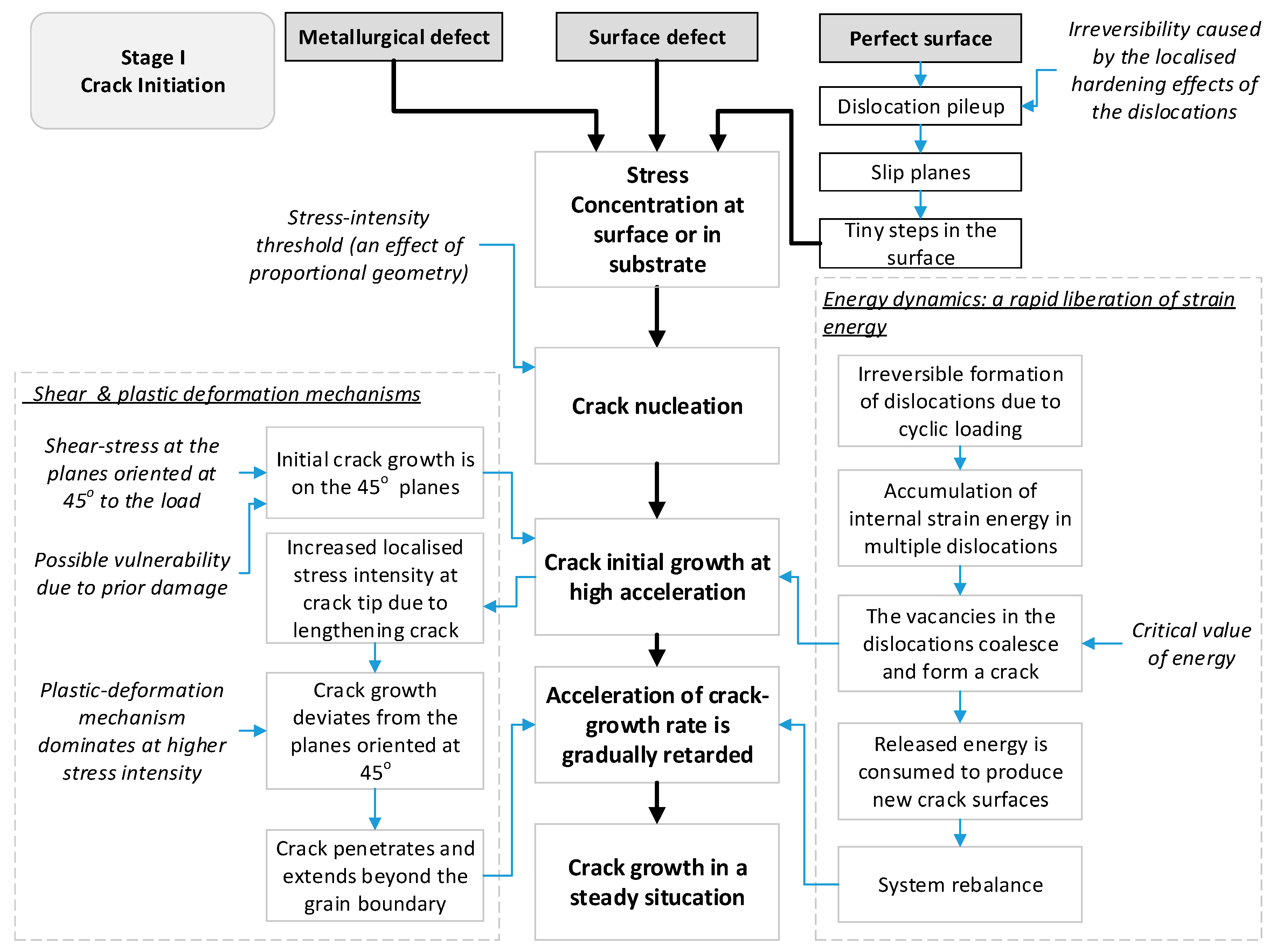
- The strain energy release rate [20,21] determines the crack-growth rate. This mechanism underpins the unstable stage after the threshold of crack initiation. In this stage, increased energy accelerates the increase of crack-growth rate at the beginning phase, which is then retarded due to reduced energy and finally achieves a stable state.
- (c)
- (d)
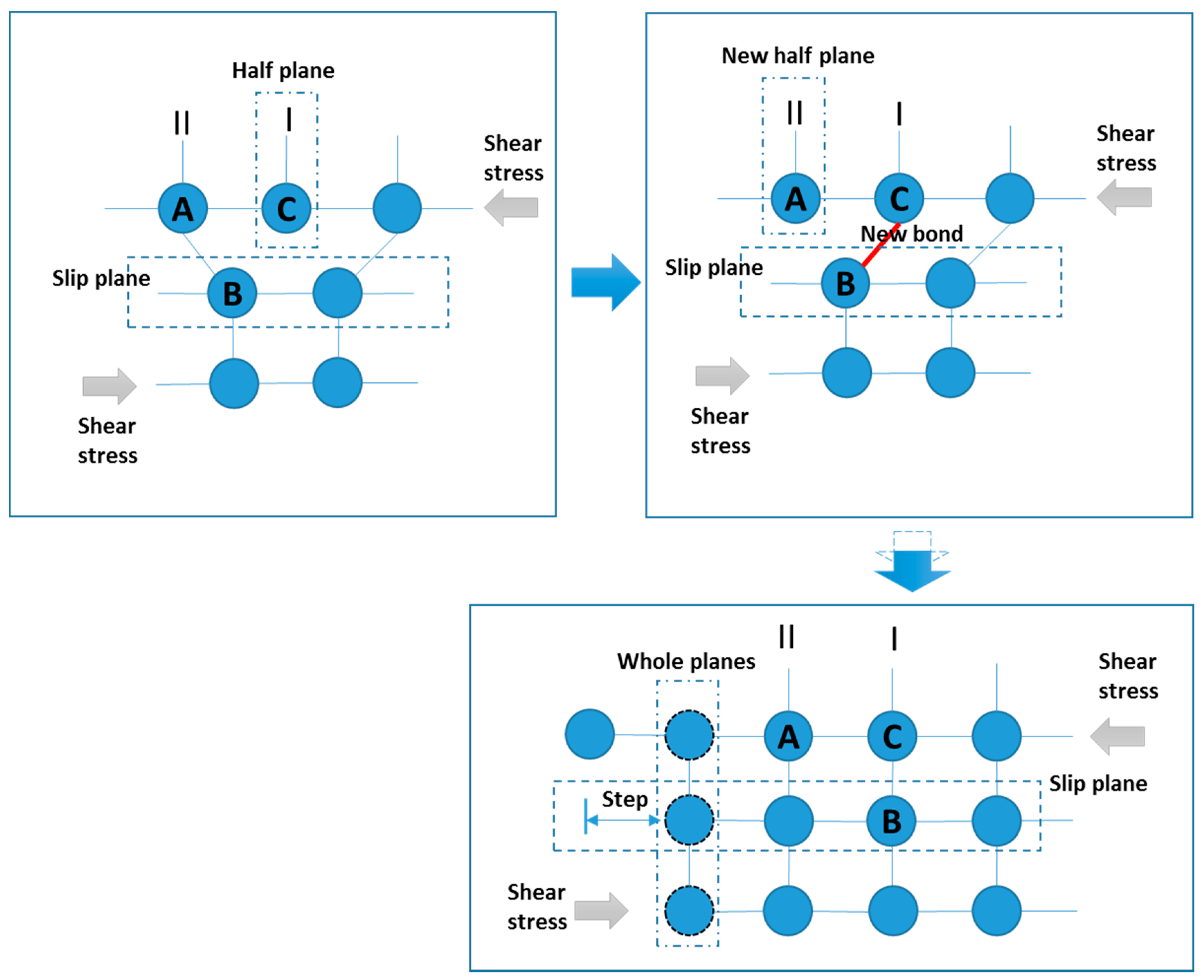
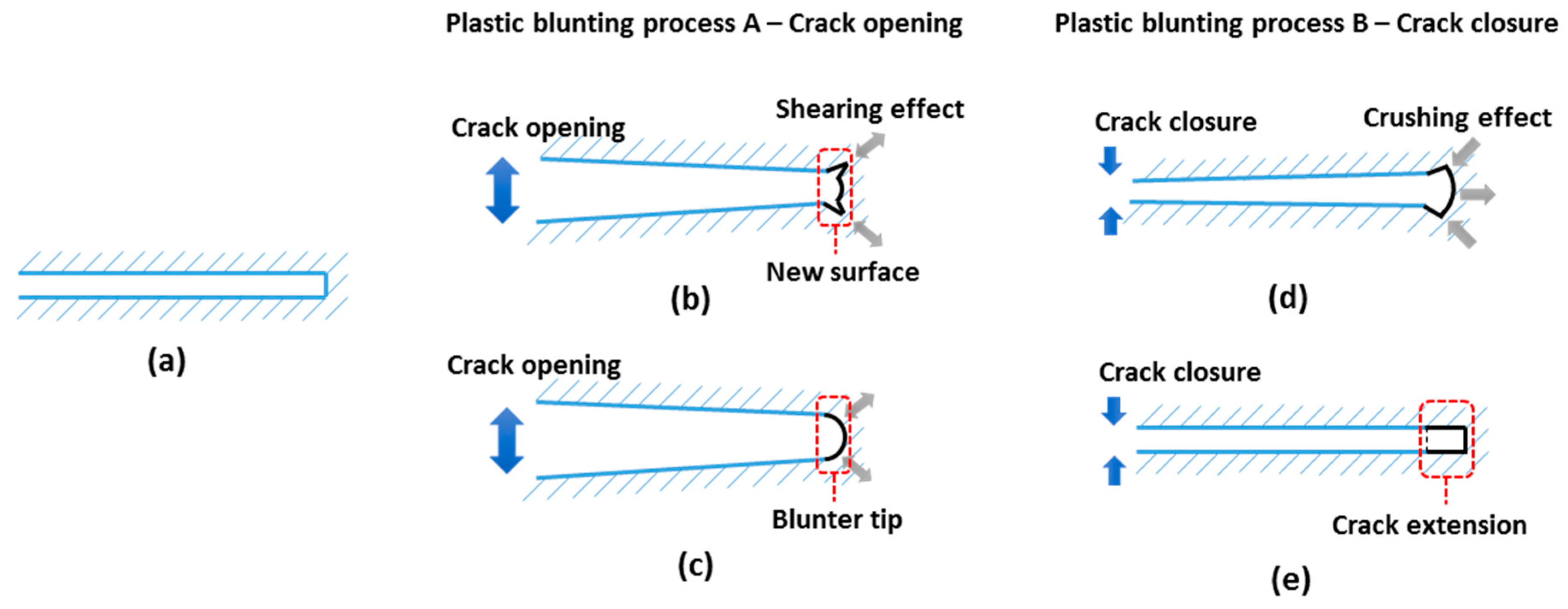
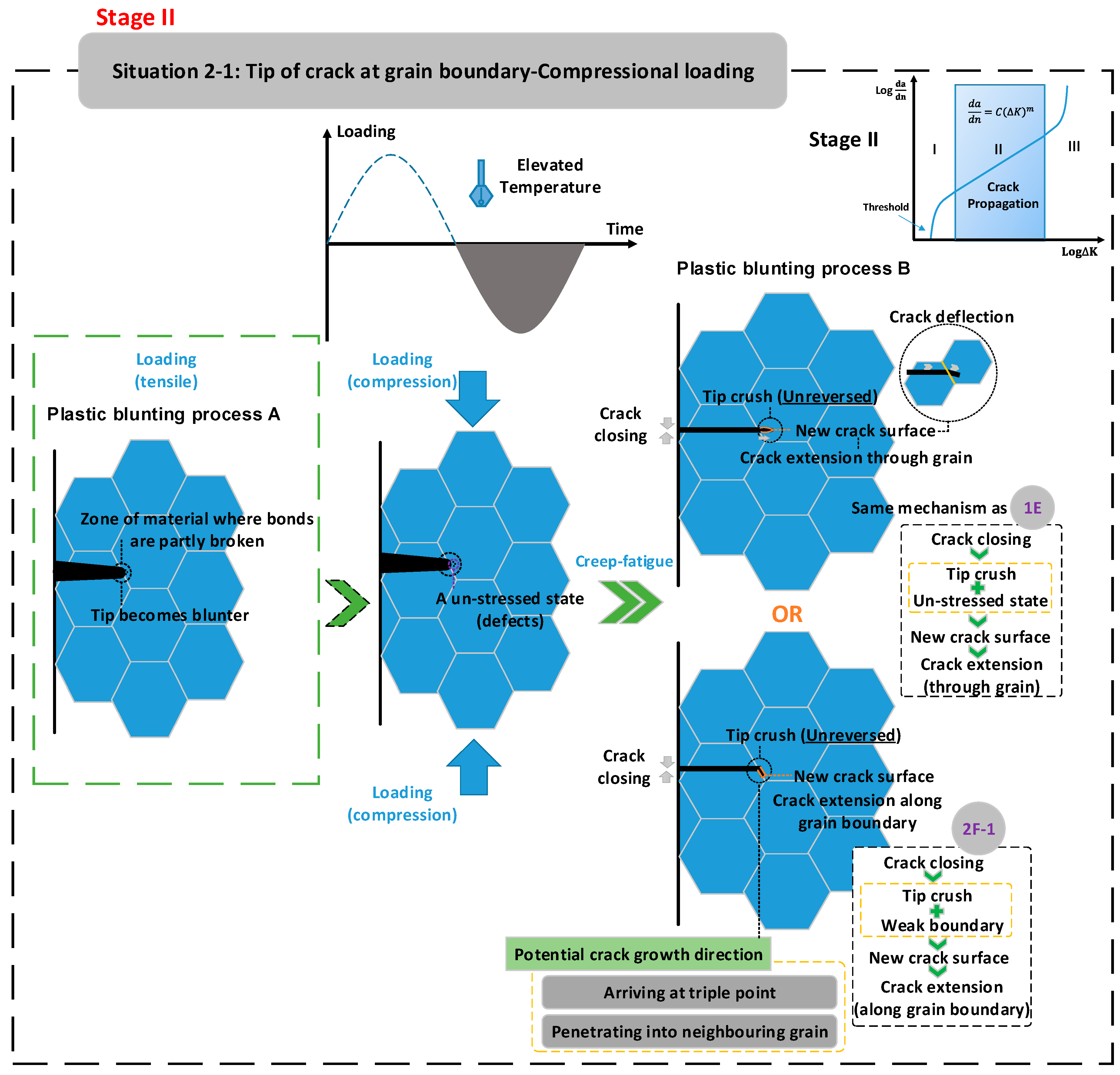
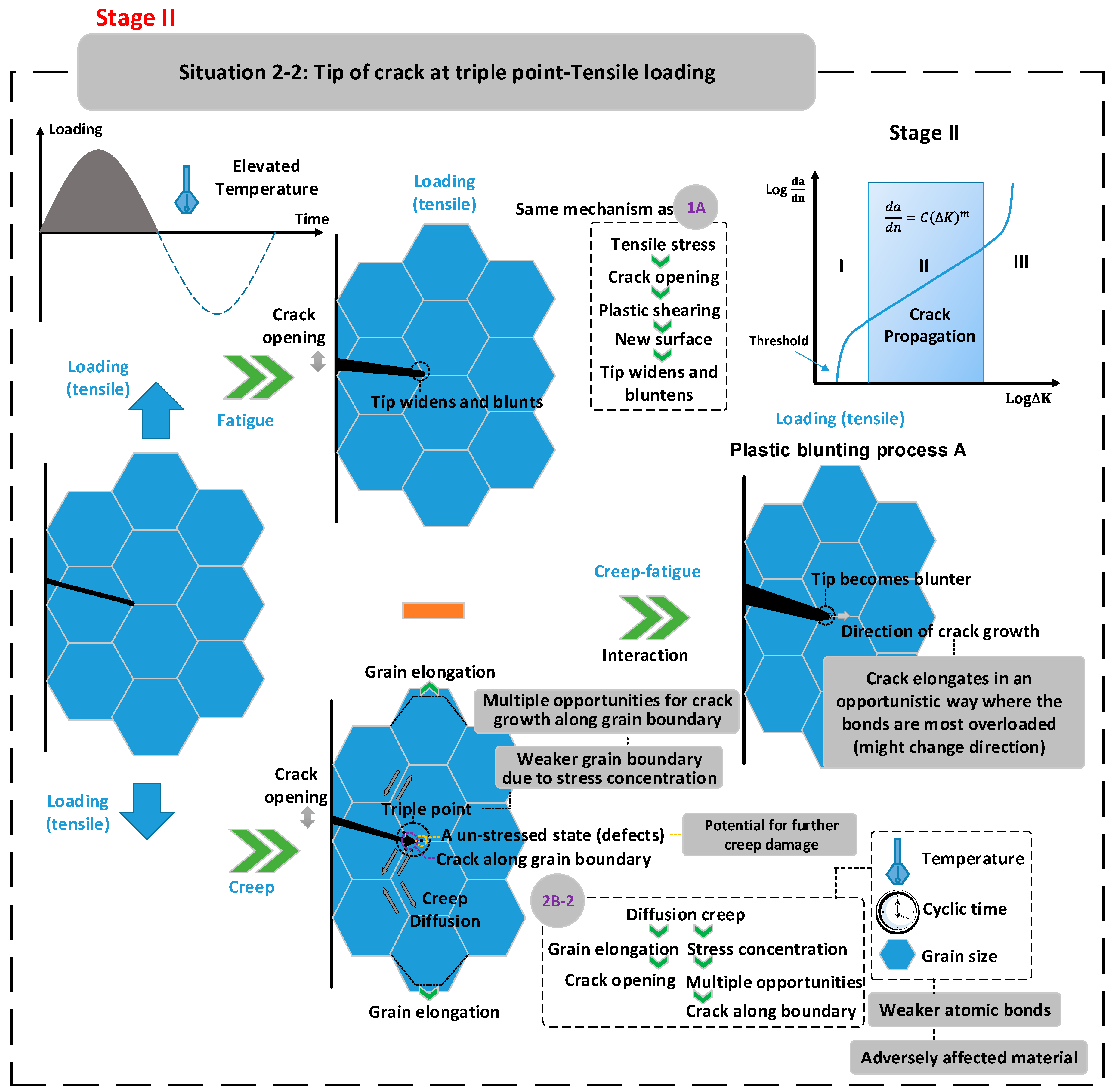
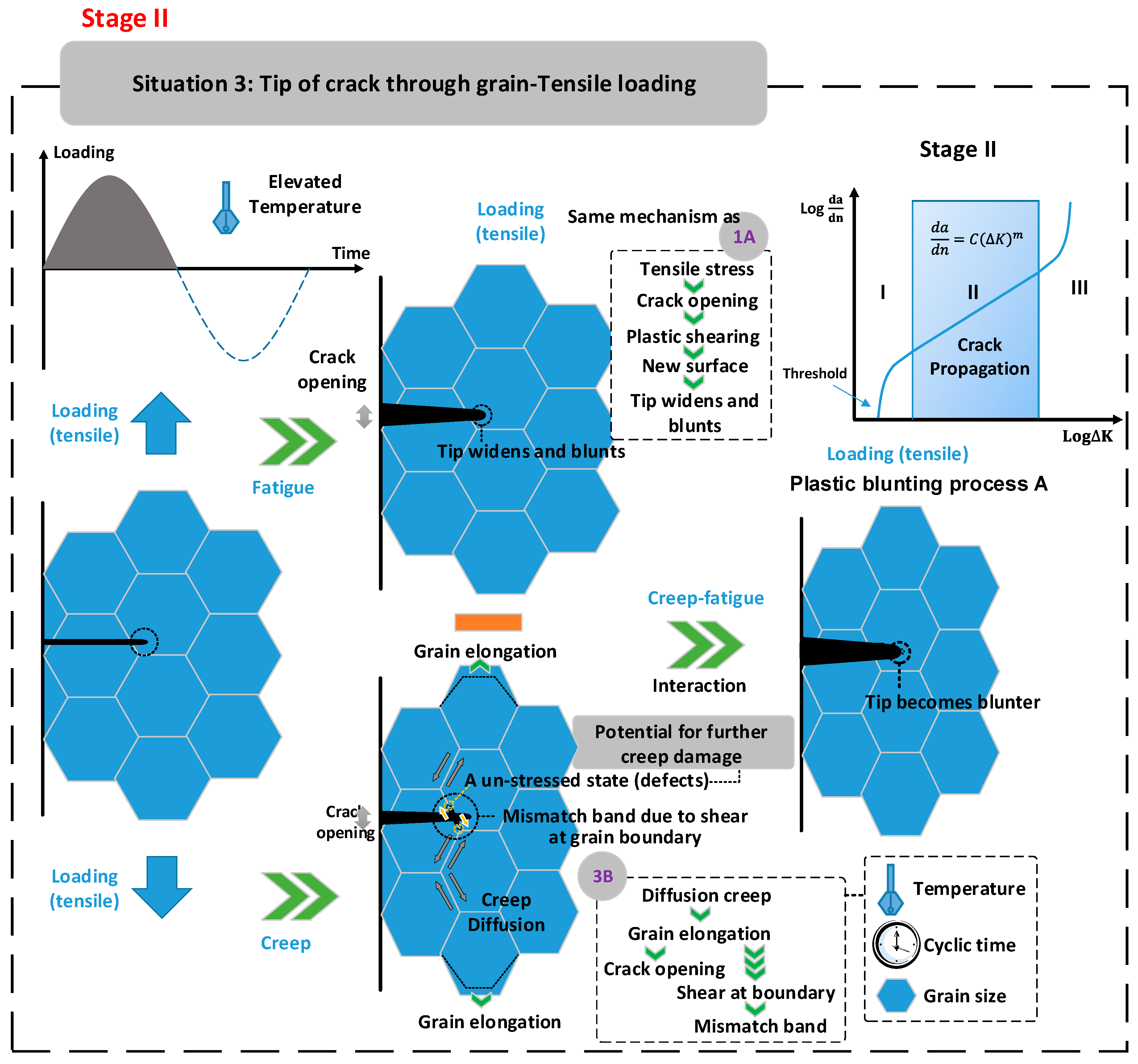
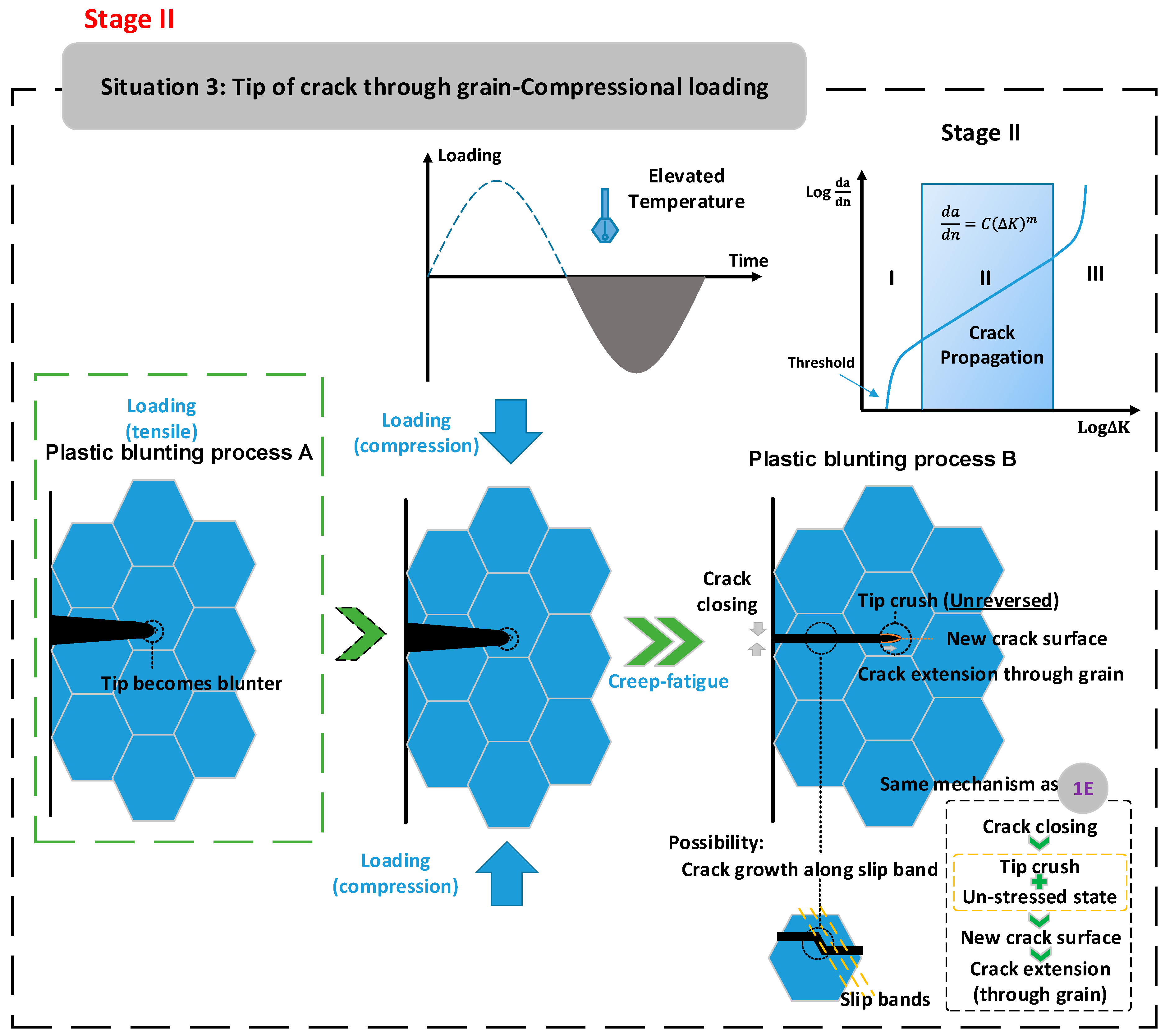
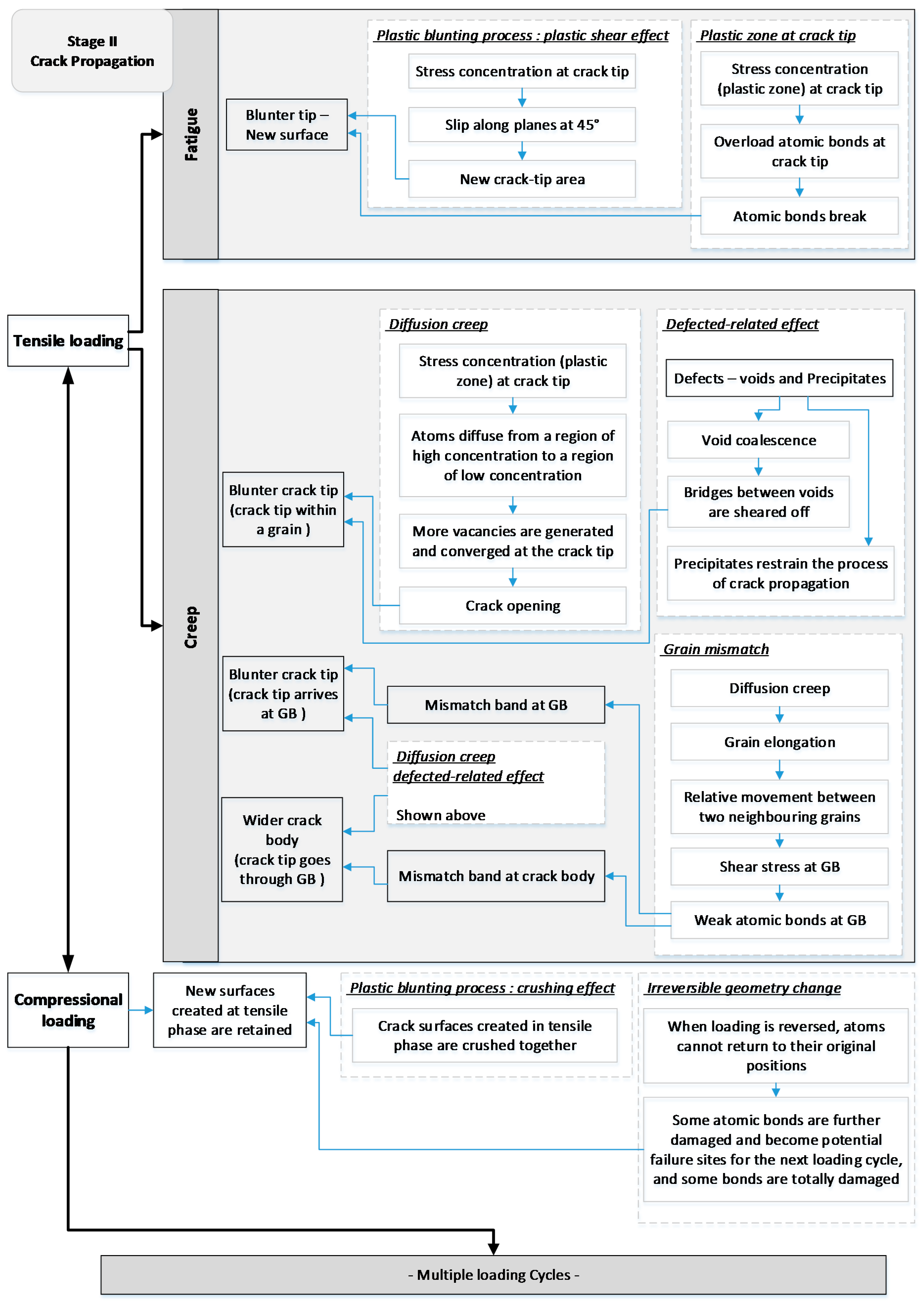
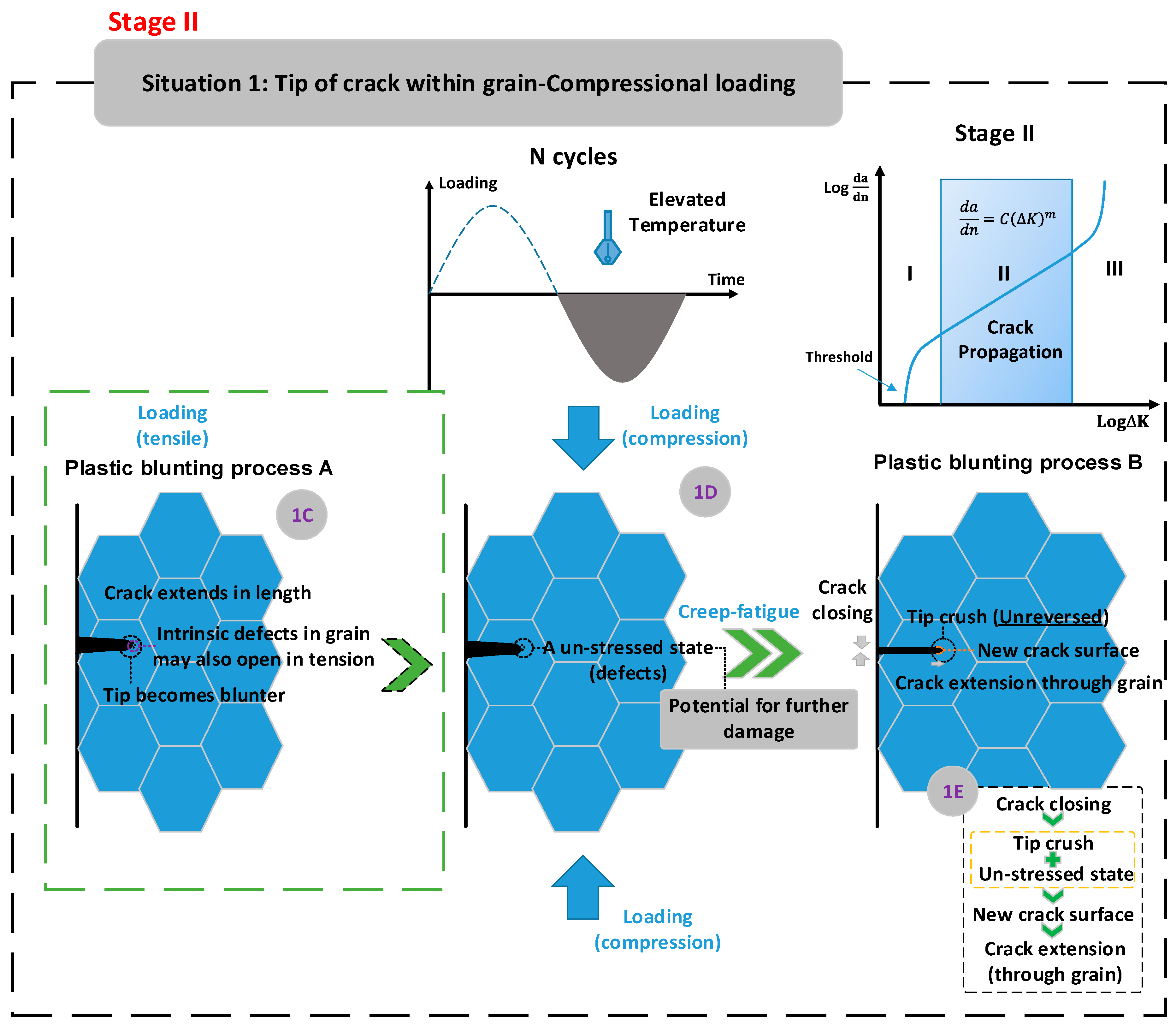
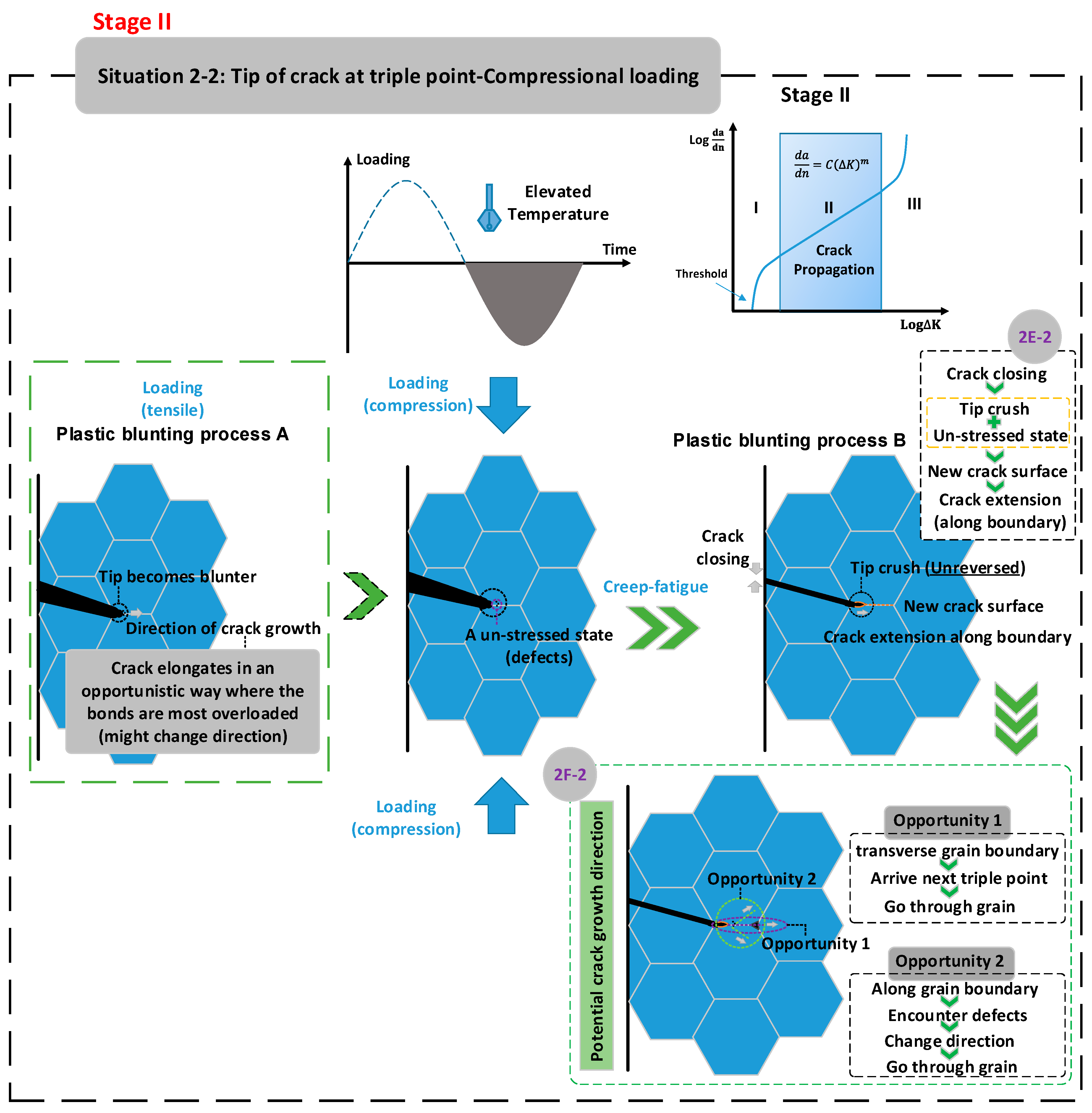
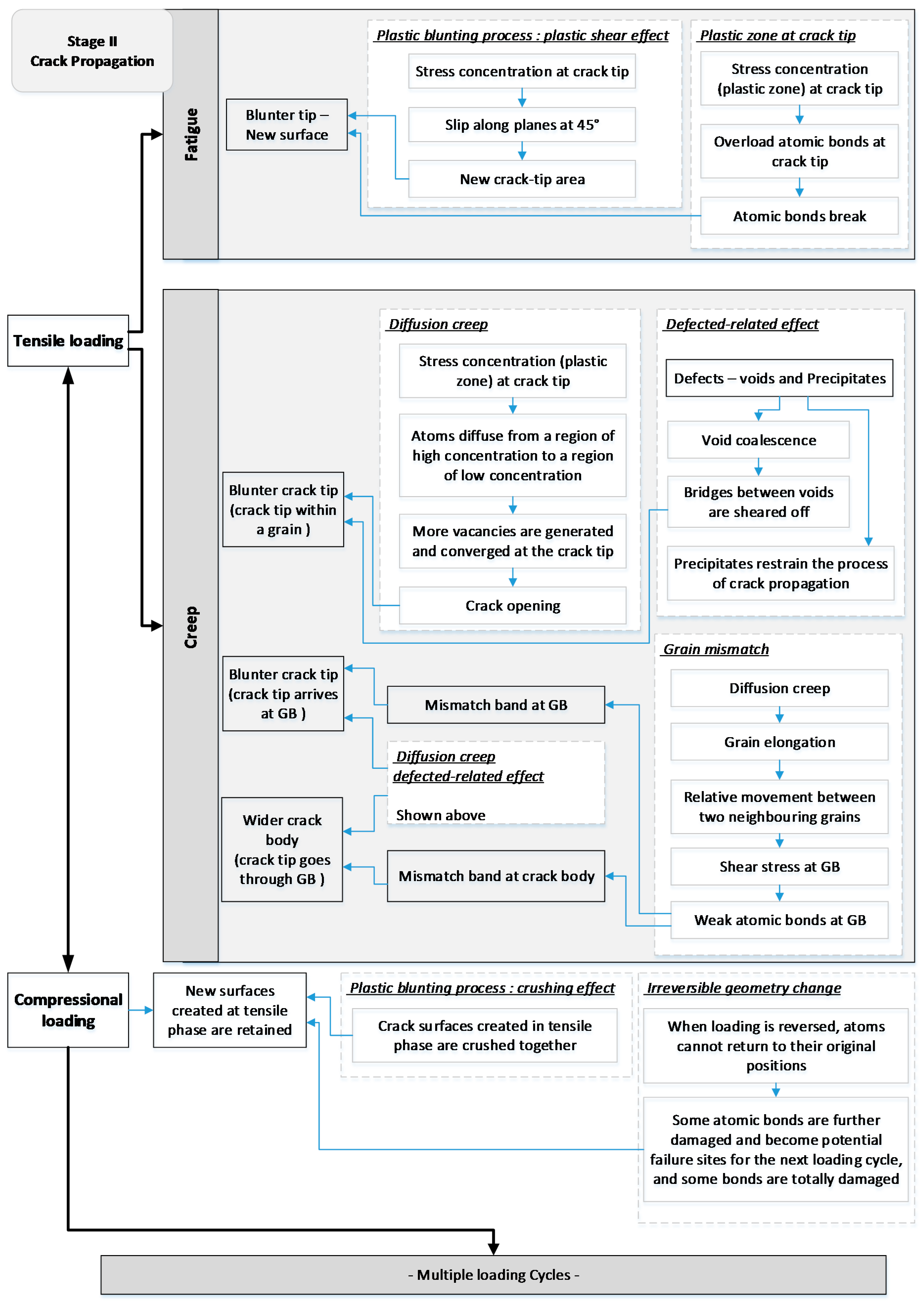
- The plastic blunting process [24,25,26,27] has asymmetrical effects in the tensile and compressive loading cycles. This mechanism describes crack-growth behaviour in one loading cycle. The tensile loading blunts the crack tip, and the new crack surface is created due to a shearing effect. Then, when the loading is reversed, the surface created under tensile loading remains (crack extension) because of a crushing effect.
- (e)
- (f)
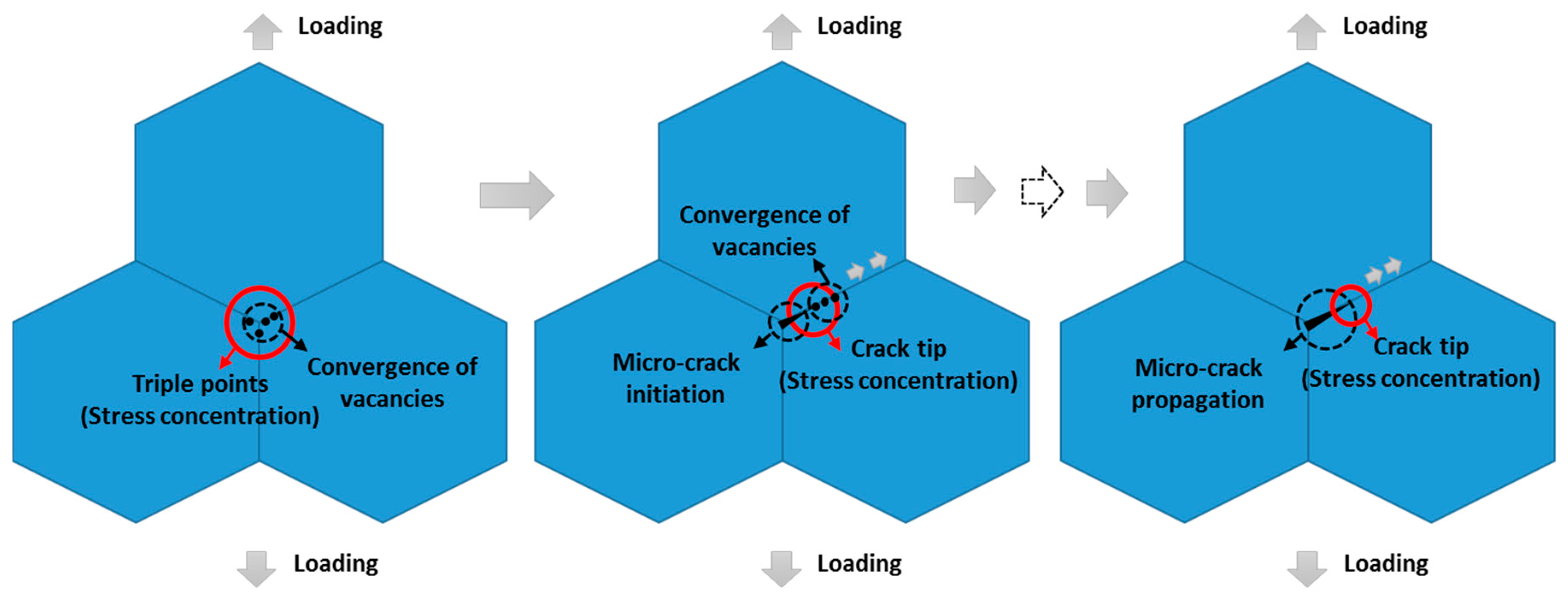
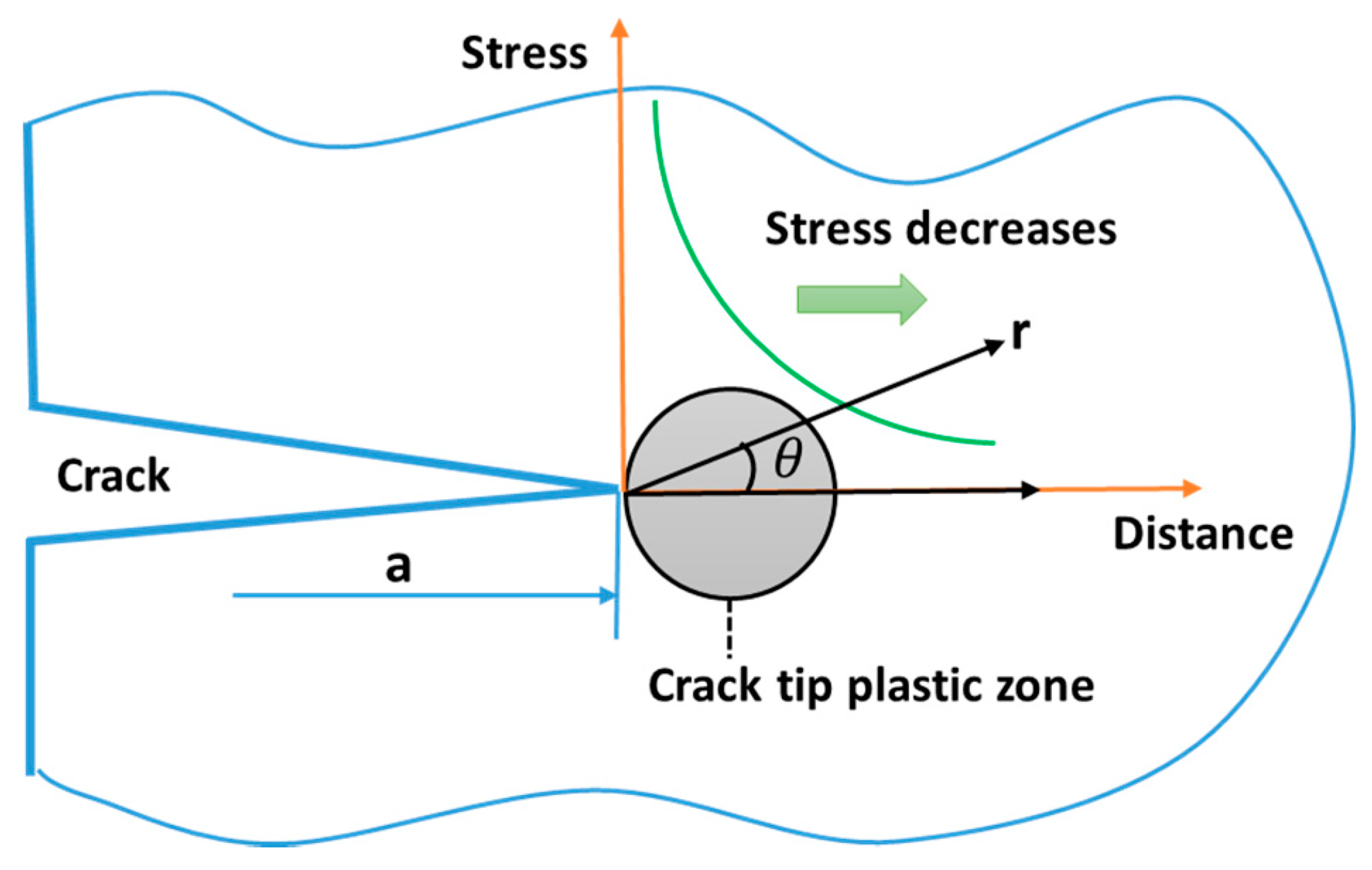
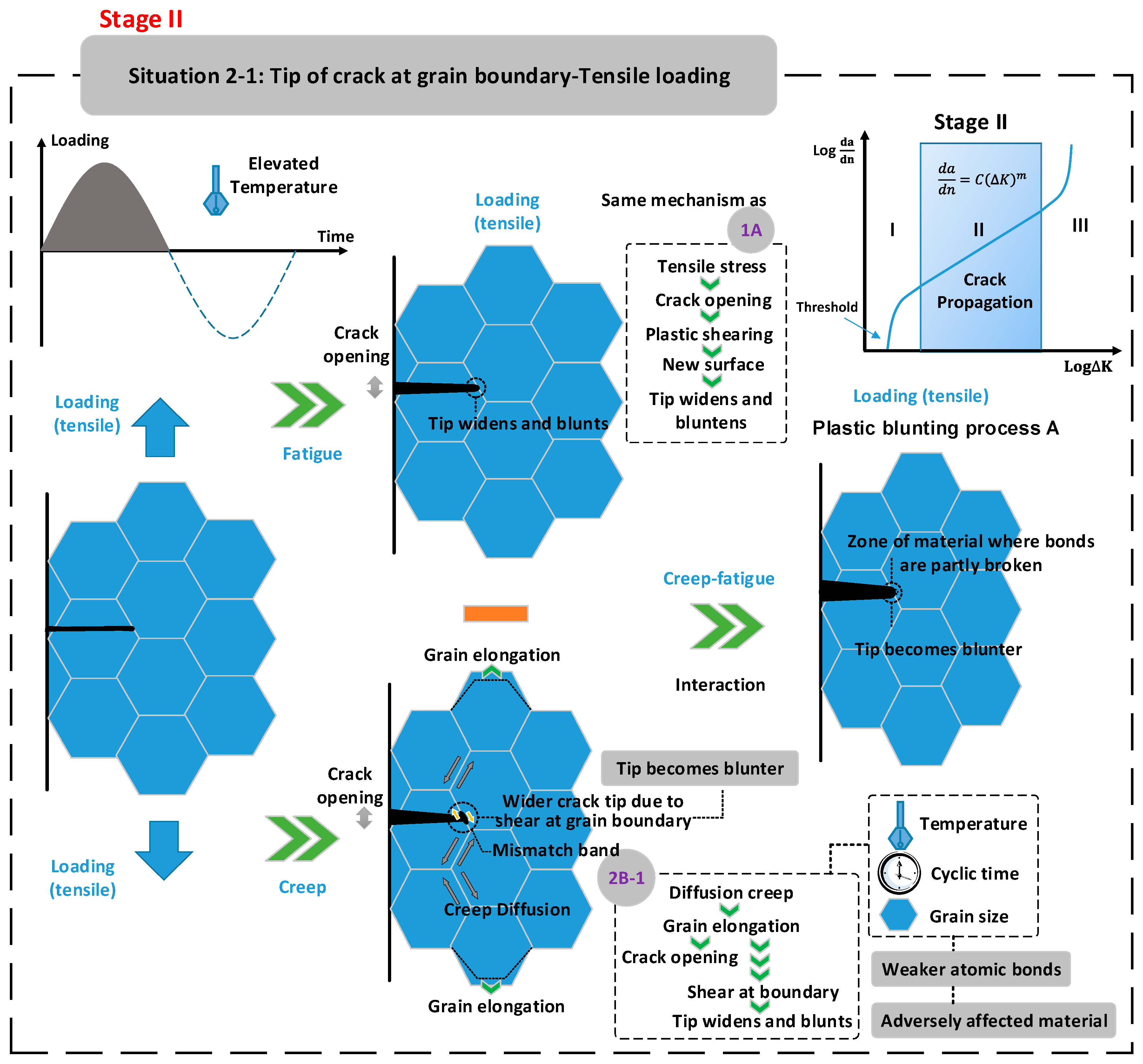
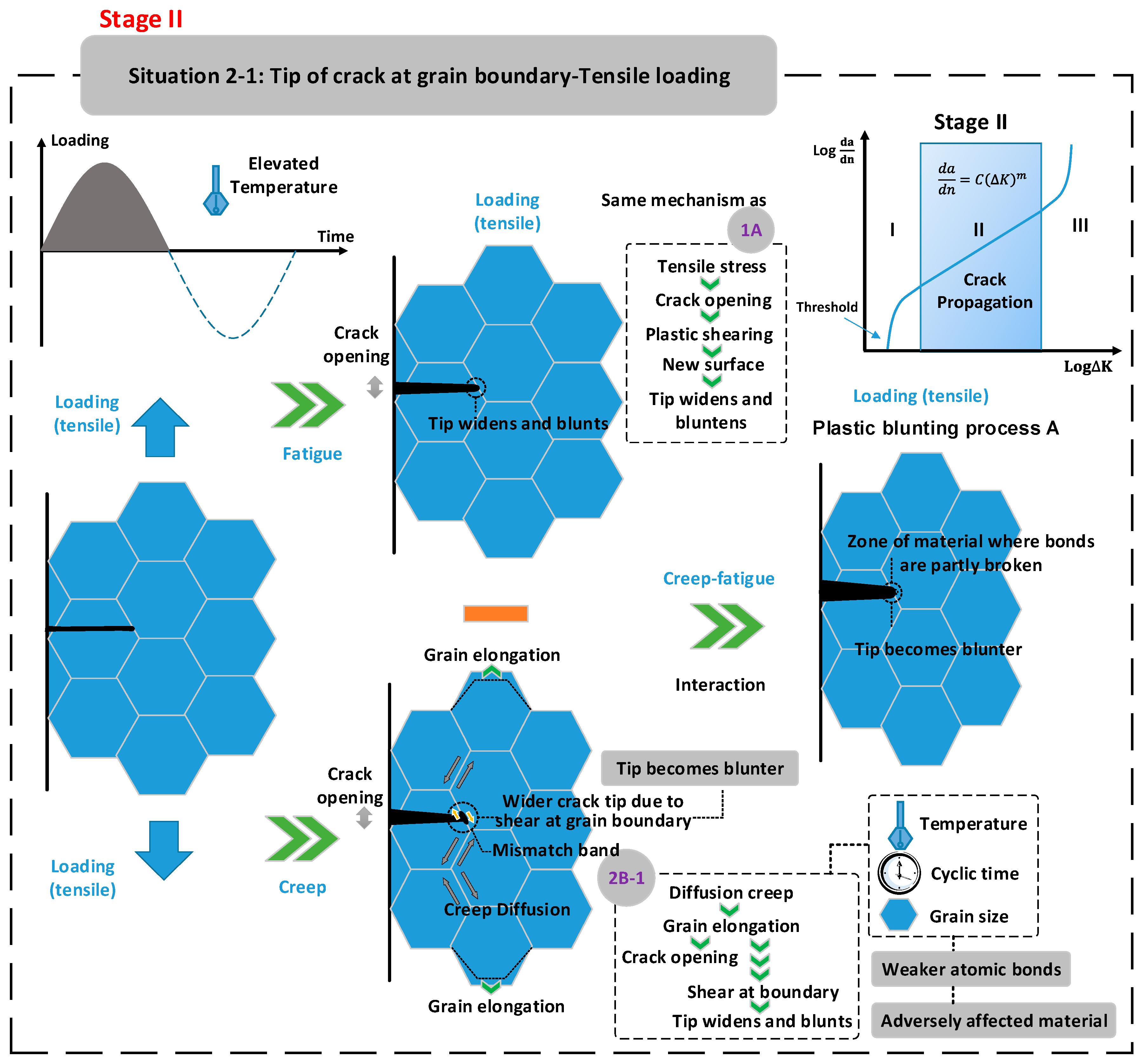
- Diffusion creep [12,13] provides a mechanism that leads to grain elongation and then further crack opening. In addition, since atoms diffuse from a high- to a low-concentration region, more vacancies are generated and converged at the crack tip, where highly localised stress is presented, which provides a more favourable situation for creep damage.
- (g)
- Existing precipitates [31] cause fatigue resistance. The mechanism is mainly that precipitates are the obstacle to dislocation, and hence restrain the process of crack propagation.
- (h)
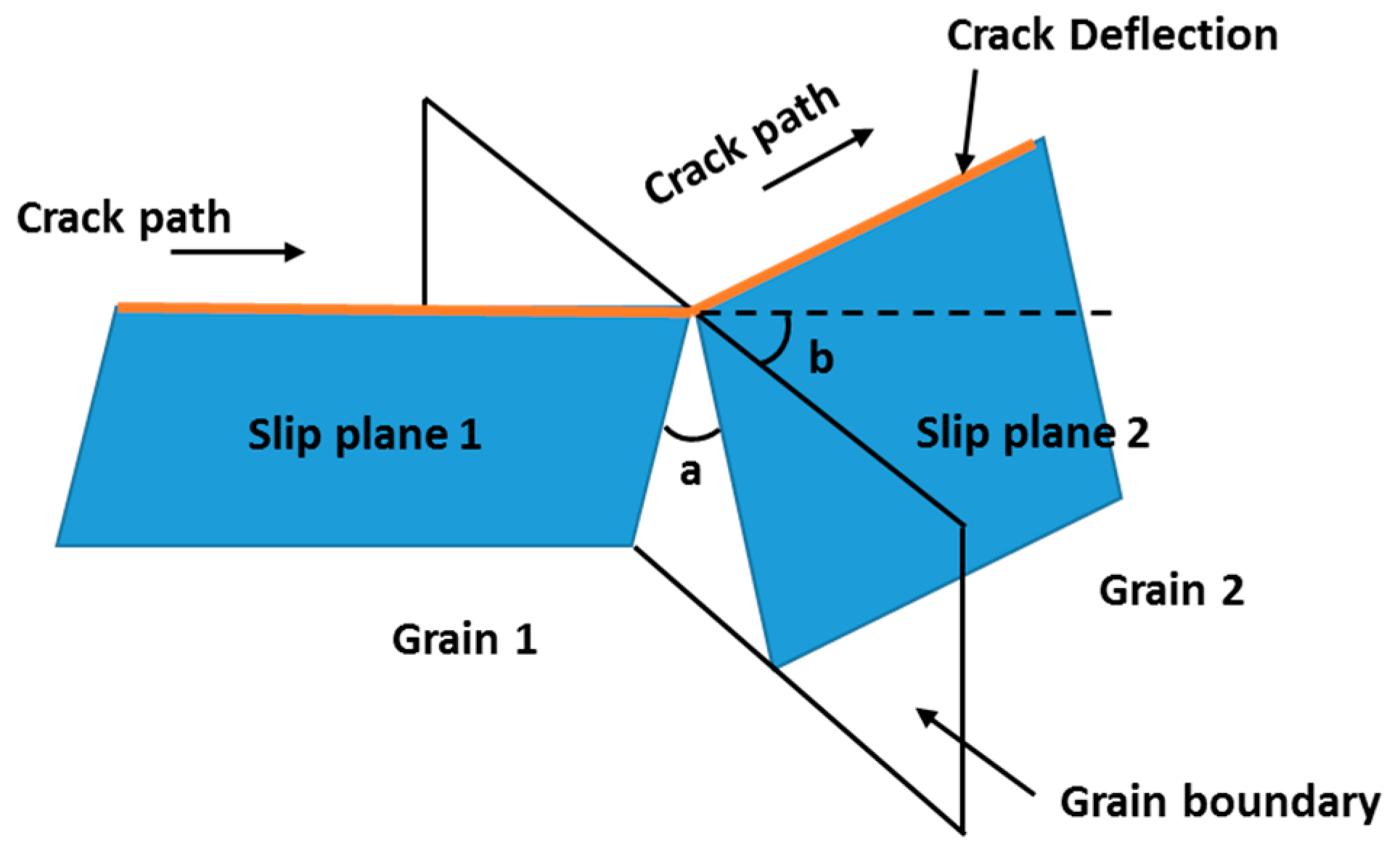
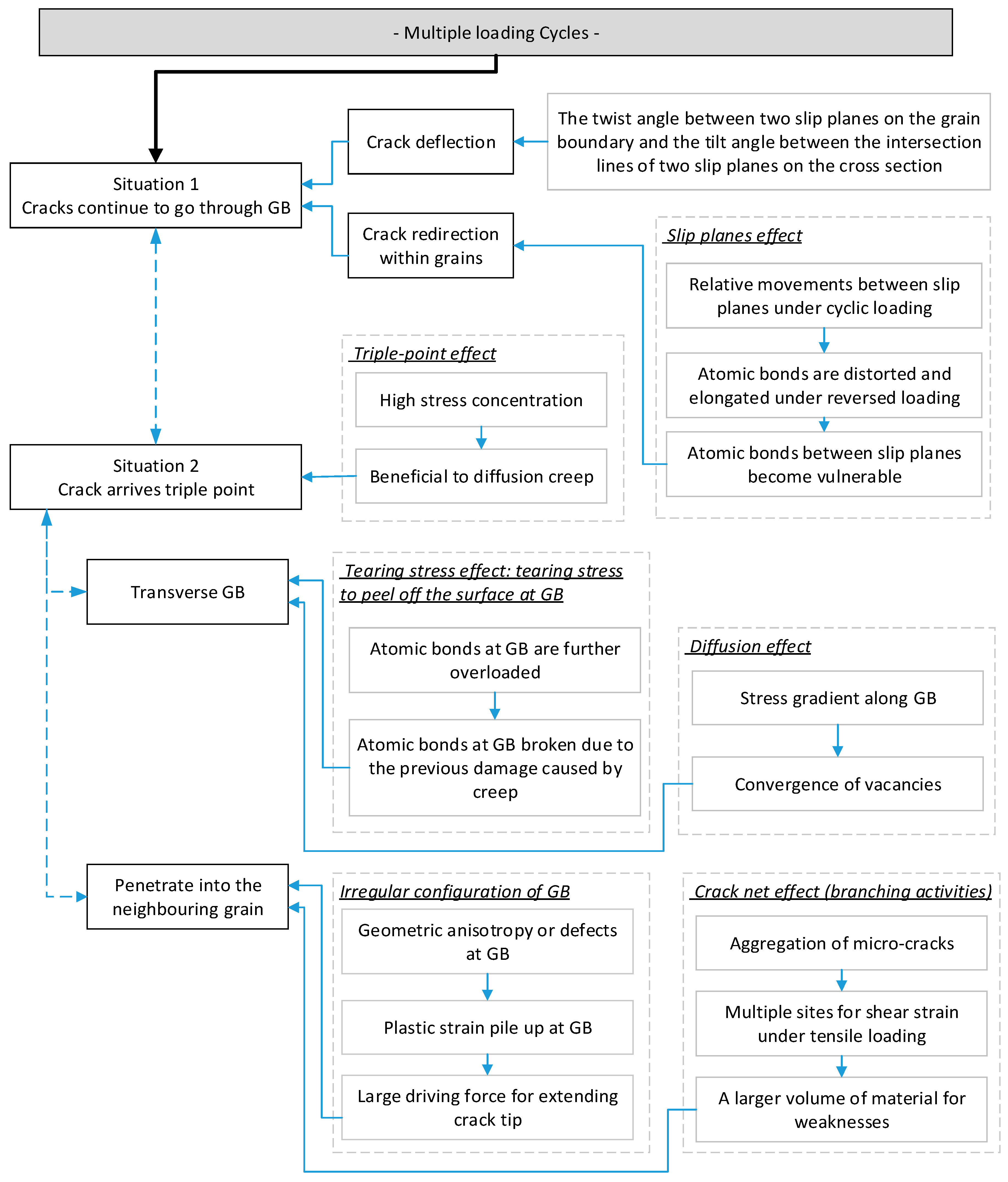
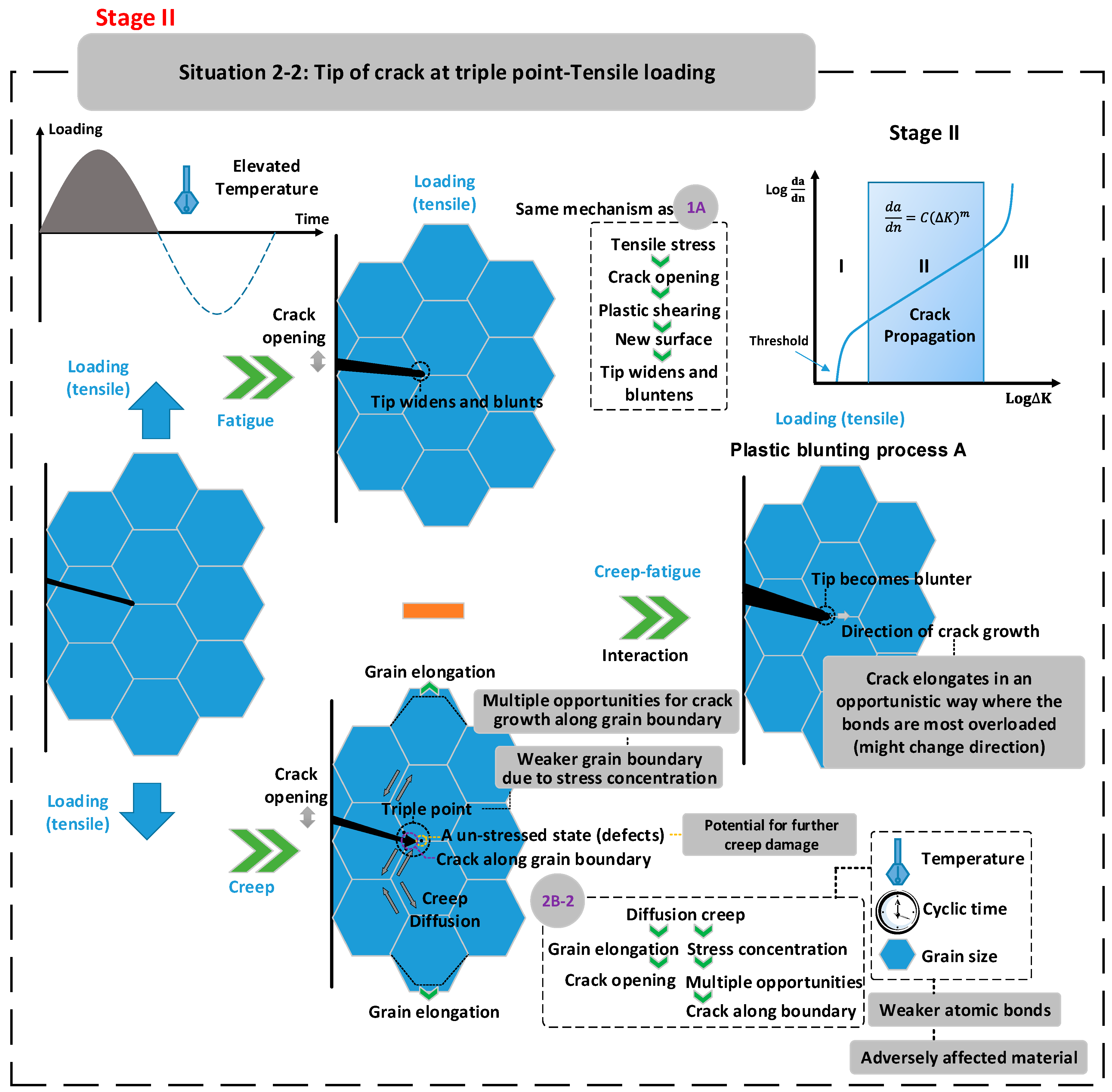
- Crack deflection (change of direction) [32] preferentially occurs at the grain boundary. This is determined by the twist angle and the tile angle.
- (i)
- (j)
- A region with a high density of micro-cracks is particularly weak, and supports crack-branching activities [33].
- (k)
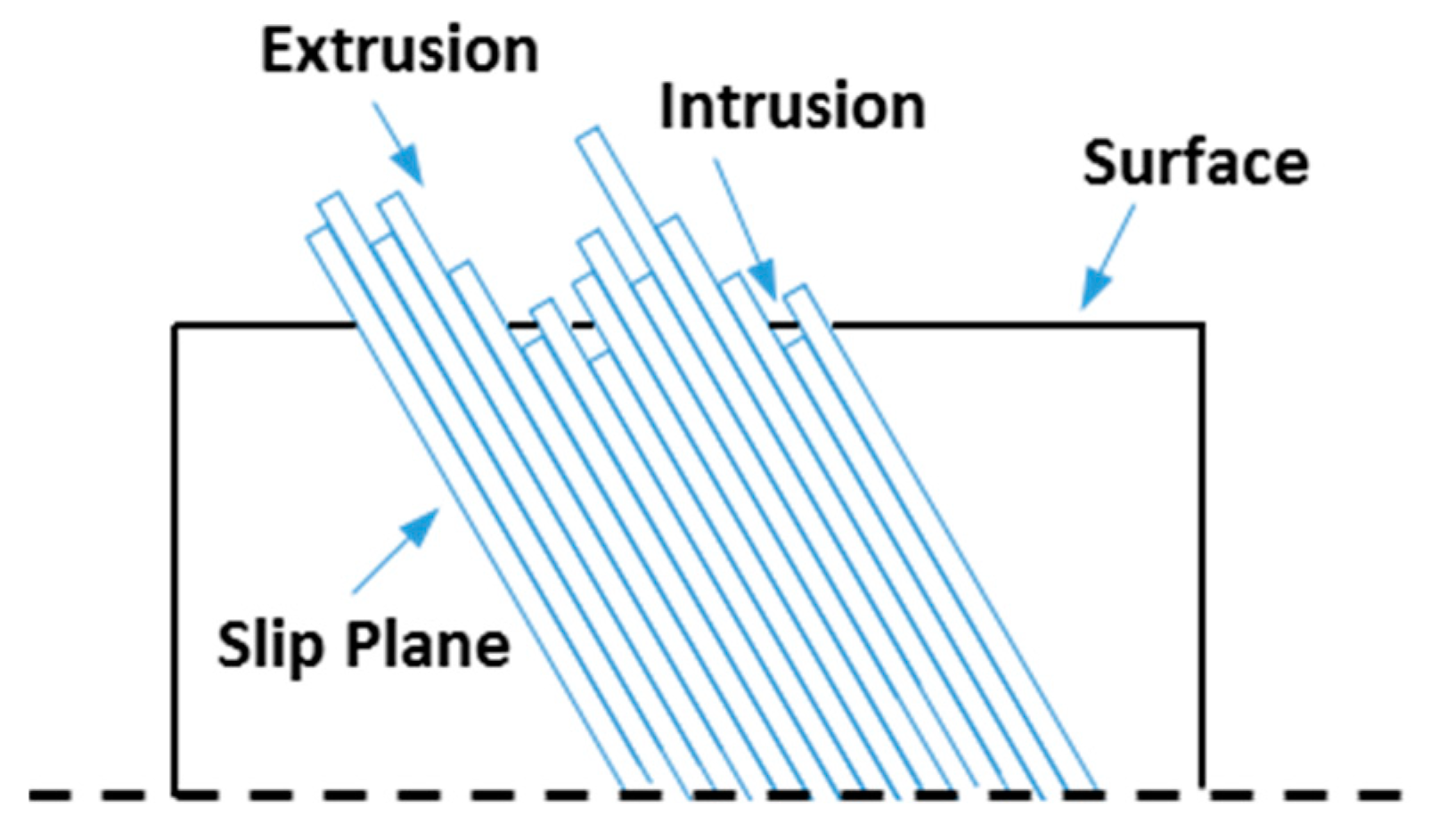
- The slip bands within grains [34] may cause the crack to re-direct within grains.
- (l)
- The plastic energy [23] available exceeds the need for producing the new crack surface. The excess energy is applied to form voids, and thus further worsens creep-fatigue resistance.
2.3. Gaps in the Body of Knowledge
3. Approach
4. Results
4.1. New Propositions
- A
- That energy dynamics explain the crack initiation and the following unstable phase, and is based on a liberation of energy due to coalescence of dislocations. In general, when the internal energy stored in the structure due to cyclic loading arrives at a critical value, the barrier to initiate the crack is overwhelmed. After this, the released energy is gradually consumed to produce new crack surfaces at an accelerated crack growth rate.
- B
- That grain-mismatch occurs due to grain elongation under the tensile loading, resulting in relative movement between two neighbouring grains. Then, the shear stress along the grain boundary is increased and a weaker region along the grain boundary is created. This results in a mismatch band at the grain boundary. This widens the crack body and enhances its growth.
- C
- That bonding crushing effects exist at the finer scale. During the process of compression, the atomic bonds, which are distorted and rearranged in the tensile phase, may be further damaged and become potential failure sites for next loading cycle. This process is irreversible, since the atoms cannot return to their original position under the compressional loading.
- D
- That a crack net is caused by the aggregation of micro-cracks. This crack net probes a larger volume of material for weaknesses, and then promotes the main crack.
- E
- That irregular configuration of the grain boundary causes stress/strain pile up at the grain boundary, and then results in a large driving force for extending the crack tip into the neighbouring grain.
- F
- That the primary mechanism for failure in the creep-fatigue loading regime is crack growth by mechanisms of crack blunting (including shearing and crushing); hence, fatigue effects.
- G
- That the supporting mechanisms that augment the extent of damage are grain elongation and diffusion; hence, creep effects.
4.2. Conceptual Framework of Temporal Development of Crack-Growth for Creep Fatigue
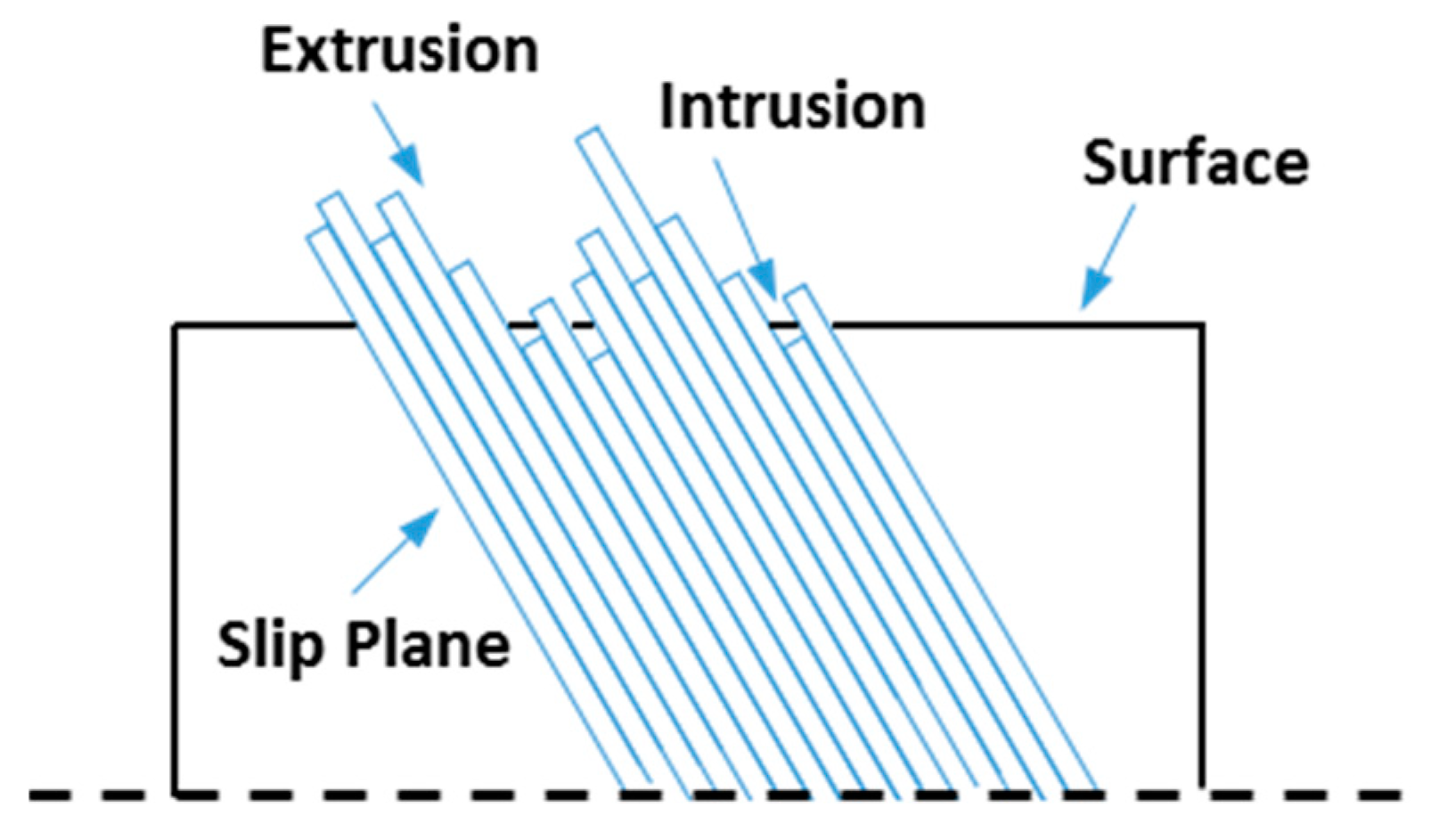
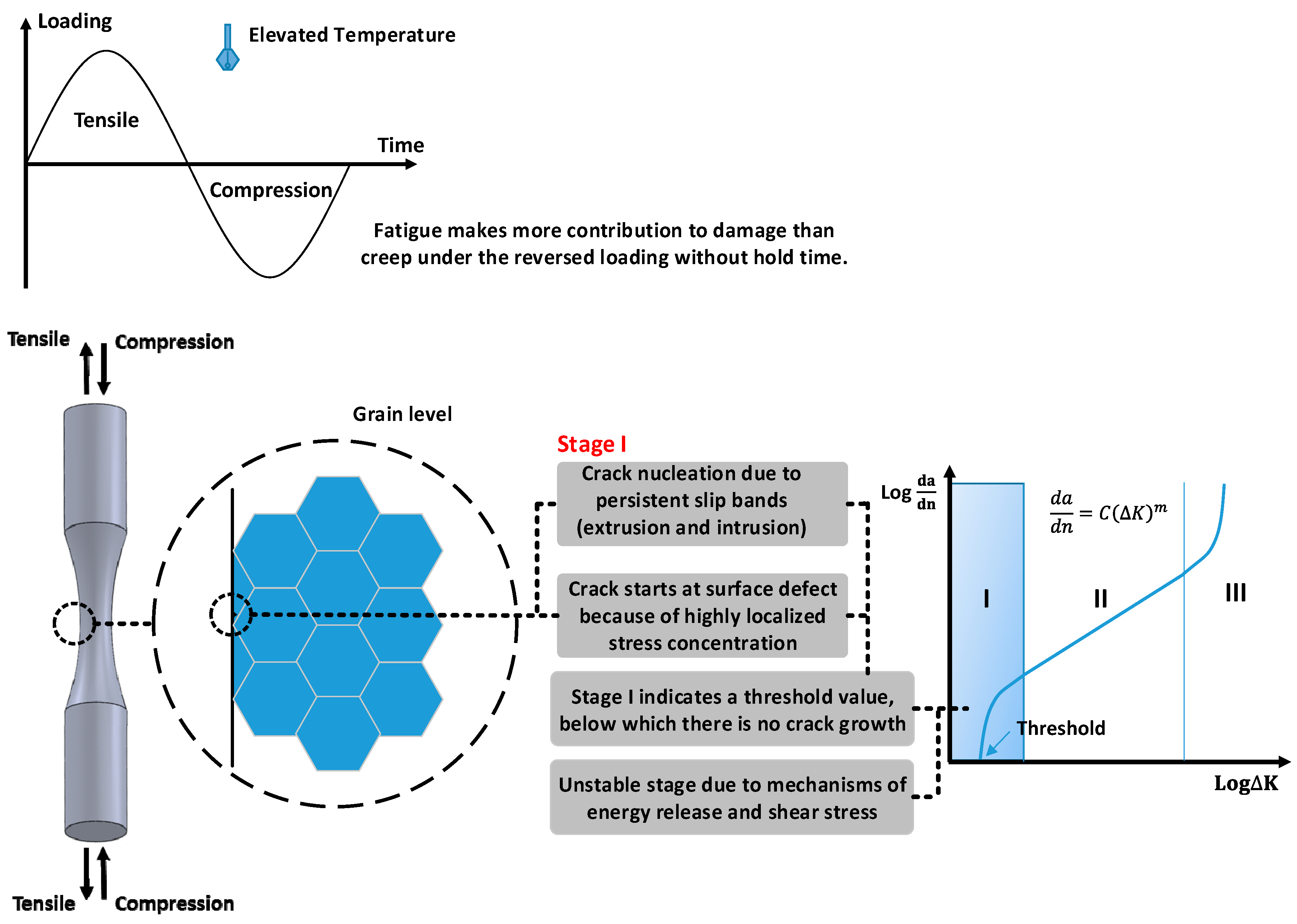
4.2.1. Stage I: Crack Initiation
4.2.2. Stage II: Crack Propagation
4.2.2.1. Crack Tip within a Grain
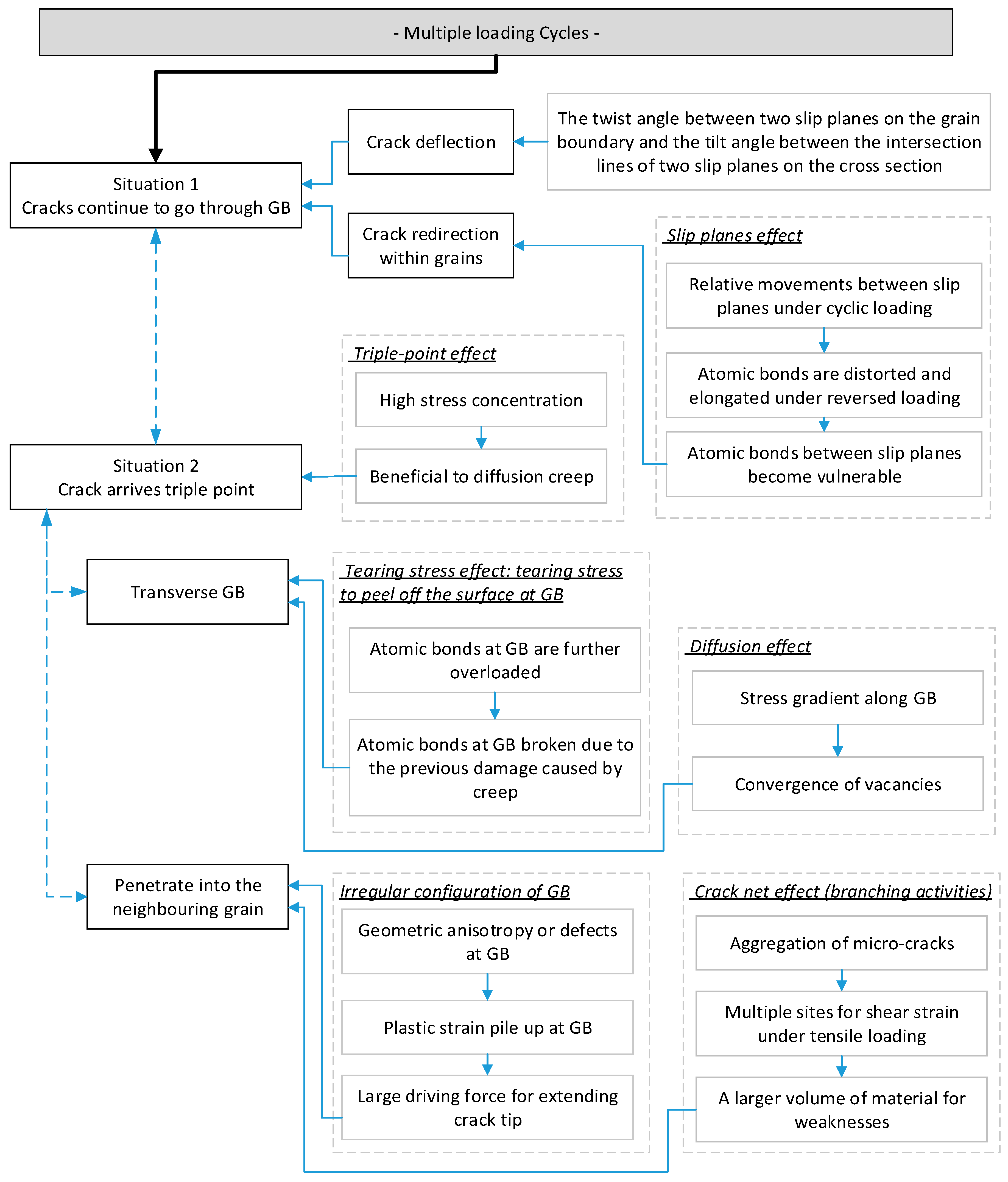
4.2.2.2. Crack Tip at Grain Boundary or Triple Point
4.2.2.3. Crack Tip through Grain Boundary
4.2.3. Stage III: Structural Failure
5. Discussion
5.1. Summary of the Crack Growth Process and Mechanisms
5.2. Original Contributions
5.3. Implications for Practitioners
5.4. Limitations
5.5. Implications for Further Research
- (1)
- The crack-growth behaviours at the grain boundary when crack tip at/through the grain boundary. The question is that it is difficult and complex to empirically examine and investigate the phenomena at the grain boundary since it will be difficult to dynamically capture those moments when the crack tip arrives at the grain boundary. To catch this microstructural behaviour, a new experimental method may also need to be developed.
- (2)
- The grain-mismatch behaviour due to grain elongation under the tensile loading. It is valuable to explore the shape change of grains under tensile loading, and observe the relative movements and investigate the interfacial phenomena between two neighbouring grains. This research may also be extended to the situation of compressional loading.
- (3)
- The bonding crushing effects during the process of compression ahead of the crack. This is a call for an atomic-level investigation, e.g., using atomic force microscopy. Existing approaches have been focussed on statically describing the force-distance relation and force field between two neighbouring bonds. This provides valuable information on the local material properties [59,60,61]. However, the dynamical process (such as the time-depended force/distance variances and the trace of atomic movements) under a cyclic or constant loading have not been addressed. In addition, it may also be valuable to explore both the situations of tensile and compressional loadings.
- (4)
- The stress/strain pile-up at the grain boundary because of the irregular configuration of the grain boundary. This is the question of investigating the dislocation pile-up [62] and measuring the stress field at the grain boundary [47]. The future research may start from the existing theories and methods, and then go further to evaluate the configuration-based effects at the grain boundary. In addition, finite element analysis may also be involved to investigate the stress/strain distributions and the shape distortion at the simulative grain boundaries.
- (5)
- Numerical modelling and its experimental validation. This could be done at several levels. At a high level of abstraction, there are already formulations for describing the failure process. For example, Paris’s law [11] gives the crack growth in one cycle based on the stress intensity factor, the Arrhenius equation [63,64] presents the creep behaviour at the steady stage based on diffusion creep, and the conventional loading-life equations (the Basquin [65,66] equation and Coffin-Manson [67,68] equation) model life based on empirical data. At the level of detail providing in this paper, as represented in Figure 19 and Figure 20, the crack-growth process is graphically described in the microstructural level.
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- June, W. A continuum damage mechanics model for low-cycle fatigue failure of metals. Eng. Fract. Mech. 1992, 41, 437–441. [Google Scholar] [CrossRef]
- Metzger, M.; Nieweg, B.; Schweizer, C.; Seifert, T. Lifetime prediction of cast iron materials under combined thermomechanical fatigue and high cycle fatigue loading using a mechanism-based model. Int. J. Fatigue 2013, 53, 58–66. [Google Scholar] [CrossRef]
- Seifert, T.; Riedel, H. Mechanism-based thermomechanical fatigue life prediction of cast iron. Part I: Models. Int. J. Fatigue 2010, 32, 1358–1367. [Google Scholar] [CrossRef]
- Jing, H.; Zhang, Y.; Xu, L.; Zhang, G.; Han, Y.; Wei, J. Low cycle fatigue behavior of a eutectic 80Au/20Sn solder alloy. Int. J. Fatigue 2015, 75, 100–107. [Google Scholar] [CrossRef]
- Shi, X.; Pang, H.; Zhou, W.; Wang, Z. Low cycle fatigue analysis of temperature and frequency effects in eutectic solder alloy. Int. J. Fatigue 2000, 22, 217–228. [Google Scholar] [CrossRef]
- Solomon, H. Fatigue of 60/40 solder. IEEE Trans. Compon. Hybrids Manuf. Technol. 1986, 9, 423–432. [Google Scholar] [CrossRef]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2011; Volume 5. [Google Scholar]
- Dowling, N.E. Mechanical Behavior of Materials: Engineering Methods for Deformation, Fracture, and Fatigue; Prentice: London, UK, 2012; p. 954. [Google Scholar]
- Evans, R.W.; Wilshire, B. Introduction to Creep; The Institute of Materials, University of Michiganb: Ann Arbor, MI, USA, 1993; p. 115. [Google Scholar]
- Kassner, M.E. Fundamentals of Creep in Metals and Alloys; Butterworth-Heinemann: Oxford, UK, 2015; p. 337. [Google Scholar]
- Paris, P.; Erdogan, F. A critical analysis of crack propagation laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Liu, C.; Han, Y.; Yan, M.; Chaturvedi, M. Creep crack growth behaviour of alloy 718. Superalloys 1991, 178, 537–548. [Google Scholar]
- Sadananda, K. A theoretical model for creep crack growth. Metall. Mater. Trans. A 1978, 9, 635–641. [Google Scholar] [CrossRef]
- Cocks, A.; Pontern, A. Mechanics of Creep Brittle Materials 1; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1989; p. 310. [Google Scholar]
- Ejaz, N.; Qureshi, I.; Rizvi, S. Creep failure of low pressure turbine blade of an aircraft engine. Eng. Fail. Anal. 2011, 18, 1407–1414. [Google Scholar] [CrossRef]
- Král, P.; Dvořák, J.; Kvapilová, M.; Svoboda, M.; Sklenička, V. Creep damage of Al and Al-Sc alloy processed by ecap. Acta Metall. Slov. Conf. 2013, 3, 136–144. [Google Scholar] [CrossRef]
- Dai, C.; Zhang, B.; Xu, J.; Zhang, G. On size effects on fatigue properties of metal foils at micrometer scales. Mater. Sci. Eng. A 2013, 575, 217–222. [Google Scholar] [CrossRef]
- Hanlon, T.; Kwon, Y.-N.; Suresh, S. Grain size effects on the fatigue response of nanocrystalline metals. Scr. Mater. 2003, 49, 675–680. [Google Scholar] [CrossRef]
- Laird, C. Mechanisms and theories of fatigue. Fatigue Microstruct. 1979, 149–203. [Google Scholar]
- Banks-Sills, L.; Motola, Y.; Shemesh, L. The m-integral for calculating intensity factors of an impermeable crack in a piezoelectric material. Eng. Fract. Mech. 2008, 75, 901–925. [Google Scholar] [CrossRef]
- Warzynek, P.; Carter, B.; Banks-Sills, L. The M-Integral for Computing Stress Intensity Factors in Generally Anisotropic Materials; National Aeronautics and Space Administration: Washington, DC, USA, 2005.
- Miller, K. Materials science perspective of metal fatigue resistance. Mater. Sci. Technol. 1993, 9, 453–462. [Google Scholar] [CrossRef]
- Rodopoulos, C.A. Fatigue damage map as a virtual tool for fatigue damage tolerance. In Virtual Testing and Predictive Modeling; Springer: Berlin/Heidelberg, Germany, 2009; pp. 73–104. [Google Scholar]
- Chowdhury, P.; Sehitoglu, H. Mechanisms of fatigue crack growth—A critical digest of theoretical developments. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 652–674. [Google Scholar] [CrossRef]
- Laird, C. The influence of metallurgical structure on the mechanisms of fatigue crack propagation. In Fatigue Crack Propagation; ASTM International: West Conshohocken, PA, USA, 1967. [Google Scholar]
- Laird, C.; de La Veaux, R. Additional evidence for the plastic blunting process of fatigue crack propagation. Metall. Mater. Trans. A 1977, 8, 657–664. [Google Scholar] [CrossRef]
- Peralta, P.; Choi, S.-H.; Gee, J. Experimental quantification of the plastic blunting process for stage ii fatigue crack growth in one-phase metallic materials. Int. J. Plast. 2007, 23, 1763–1795. [Google Scholar] [CrossRef]
- Shi, K.; Cai, L.; Qi, S.; Bao, C. A prediction model for fatigue crack growth using effective cyclic plastic zone and low cycle fatigue properties. Eng. Fract. Mech. 2016, 158, 209–219. [Google Scholar] [CrossRef]
- Wang, G. The plasticity aspect of fatigue crack growth. Eng. Fract. Mech. 1993, 46, 909–930. [Google Scholar] [CrossRef]
- Weertman, J. Fatigue crack propagation theories. In Fatigue and Microstructure; American Society for Metals: Geauga County, OH, USA, 1979; Volume 279. [Google Scholar]
- Ham, R.; Broom, T. The mechanism of fatigue softening. Philos. Mag. 1962, 7, 95–103. [Google Scholar] [CrossRef]
- Zhai, T.; Jiang, X.; Li, J.; Garratt, M.; Bray, G. The grain boundary geometry for optimum resistance to growth of short fatigue cracks in high strength al-alloys. Int. J. Fatigue 2005, 27, 1202–1209. [Google Scholar] [CrossRef]
- Kinloch, A.; Wang, C.; Wu, S.; Ladani, R.; Zhang, J.; Bafekrpour, E.; Ghorbani, K.; Mouritz, A. Aligning Graphene Nanoplatelets with an External Electric Field to Improve Multifunctional Properties of Epoxy Nanocomposites. Carbon 2015, 94, 607–618. [Google Scholar] [CrossRef]
- Villechaise, P.; Cormier, J.; Billot, T.; Mendez, J. Mechanical behaviour and damage processes of udimet 720li: Influence of localized plasticity at grain boundaries. In Proceedings of the 12th International Symposium on Superalloys, Pennsylvania, PA, USA, 9–13 September 2012. [Google Scholar]
- Claude Bathias, A.P. Fatigue of Materials and Structures: Fundamentals; John Wiley & Sons: Hoboken, NJ, USA, 2013; p. 512. [Google Scholar]
- Sangid, M.D. The physics of fatigue crack initiation. Int. J. Fatigue 2013, 57, 58–72. [Google Scholar] [CrossRef]
- Wang, Z.; Beyerlein, I.; LeSar, R. Slip band formation and mobile dislocation density generation in high rate deformation of single fcc crystals. Philos. Mag. 2008, 88, 1321–1343. [Google Scholar] [CrossRef]
- Zerbst, U.; Vormwald, M.; Pippan, R.; Gänser, H.-P.; Sarrazin-Baudoux, C.; Madia, M. About the fatigue crack propagation threshold of metals as a design criterion—A review. Eng. Fract. Mech. 2016, 153, 190–243. [Google Scholar] [CrossRef]
- Margaritis, G.; Botsis, J. Energy evaluations during crack initiation. Eng. Fract. Mech. 1991, 40, 1123–1134. [Google Scholar] [CrossRef]
- Lach, R.; Adhikari, R.; Weidisch, R.; Huy, T.; Michler, G.; Grellmann, W.; Knoll, K. Crack toughness behavior of binary poly (styrene-butadiene) block copolymer blends. J. Mater. Sci. 2004, 39, 1283–1295. [Google Scholar] [CrossRef]
- Zerbst, U.; Klinger, C.; Clegg, R. Fracture mechanics as a tool in failure analysis—Prospects and limitations. Eng. Fail. Anal. 2015, 55, 376–410. [Google Scholar] [CrossRef]
- Fournier, D.; Pineau, A. Low cycle fatigue behavior of inconel 718 at 298 k and 823 k. Metall. Mater. Trans. A 1977, 8, 1095–1105. [Google Scholar] [CrossRef]
- Liu, D.; Pons, D.J. Physical-mechanism exploration of the low-cycle unified creep-fatigue formulation. Metals 2017, 7, 379. [Google Scholar]
- Liu, D.; Pons, D.; Wong, E.-h. The unified creep-fatigue equation for stainless steel 316. Metals 2016, 6, 219. [Google Scholar] [CrossRef]
- Pippan, R.; Grosinger, W. Fatigue crack closure: From lcf to small scale yielding. Int. J. Fatigue 2013, 46, 41–48. [Google Scholar] [CrossRef]
- Prasad, K.; Kumar, V.; Rao, K.B.S.; Sundararaman, M. A comparative assessment of crack closure mechanisms in timetal 834 near α titanium alloy under isothermal and thermomechanical fatigue loading. J. Alloys Compd. 2016, 688, 8–11. [Google Scholar] [CrossRef]
- Guo, Y.; Collins, D.; Tarleton, E.; Hofmann, F.; Tischler, J.; Liu, W.; Xu, R.; Wilkinson, A.; Britton, T. Measurements of stress fields near a grain boundary: Exploring blocked arrays of dislocations in 3d. Acta Mater. 2015, 96, 229–236. [Google Scholar] [CrossRef]
- McMurtrey, M.; Was, G.; Cui, B.; Robertson, I.; Smith, L.; Farkas, D. Strain localization at dislocation channel–grain boundary intersections in irradiated stainless steel. Int. J. Plast. 2014, 56, 219–231. [Google Scholar] [CrossRef]
- Pineau, A. Crossing grain boundaries in metals by slip bands, cleavage and fatigue cracks. Philos. Trans. R. Soc. A 2015, 373, 20140131. [Google Scholar] [CrossRef] [PubMed]
- Kumar, Y.; Venugopal, S.; Sasikala, G.; Albert, S.K.; Bhaduri, A. Study of creep crack growth in a modified 9cr–1mo steel weld metal and heat affected zone. Mater. Sci. Eng. A 2016, 655, 300–309. [Google Scholar] [CrossRef]
- Pretty, C.J.; Whitaker, M.T.; Williams, S.J. Thermo-mechanical fatigue crack growth of rr1000. Materials 2017, 10, 34. [Google Scholar] [CrossRef] [PubMed]
- Kacher, J.; Eftink, B.; Cui, B.; Robertson, I. Dislocation interactions with grain boundaries. Curr. Opin. Solid State Mater. Sci. 2014, 18, 227–243. [Google Scholar] [CrossRef]
- Benz, J.K.; Wright, R.N. Fatigue and Creep Crack Propagation Behaviour of Alloy 617 in the Annealed and Aged Conditions; Idaho National Laboratory (INL): Idaho Falls, ID, USA, 2013.
- Tang, Z.; Jing, H.; Xu, L.; Zhao, L.; Han, Y.; Xiao, B.; Zhang, Y.; Li, H. Creep-fatigue crack growth behavior of g115 steel under different hold time conditions. Int. J. Fatigue 2018, 116, 572–583. [Google Scholar] [CrossRef]
- Zhao, L.; Nikbin, K. Characterizing high temperature crack growth behaviour under mixed environmental, creep and fatigue conditions. Mater. Sci. Eng. A 2018, 728, 102–114. [Google Scholar] [CrossRef]
- Scheyvaerts, F.; Pardoen, T.; Onck, P. A new model for void coalescence by internal necking. Int. J. Damage Mech. 2010, 19, 95–126. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.; Rong, J.; Zhao, L.; Jing, H.; Han, Y. Creep-fatigue crack growth behavior of g115 steel at 650 °C. Mater. Sci. Eng. A 2018, 726, 179–186. [Google Scholar] [CrossRef]
- Xu, L.; Zhao, L.; Han, Y.; Jing, H.; Gao, Z. Characterizing crack growth behavior and damage evolution in p92 steel under creep-fatigue conditions. Int. J. Mech. Sci. 2017, 134, 63–74. [Google Scholar] [CrossRef]
- Butt, H.-J.; Cappella, B.; Kappl, M. Force measurements with the atomic force microscope: Technique, interpretation and applications. Surf. Sci. Rep. 2005, 59, 1–152. [Google Scholar] [CrossRef] [Green Version]
- Neuman, K.C.; Nagy, A. Single-molecule force spectroscopy: Optical tweezers, magnetic tweezers and atomic force microscopy. Nat. Methods 2008, 5, 491–505. [Google Scholar] [CrossRef] [PubMed]
- Williams, J.M.; Han, T.; Beebe, T.P. Determination of single-bond forces from contact force variances in atomic force microscopy. Langmuir 1996, 12, 1291–1295. [Google Scholar] [CrossRef]
- Kato, M. Hall–petch relationship and dislocation model for deformation of ultrafine-grained and nanocrystalline metals. Mater. Trans. 2014, 55, 19–24. [Google Scholar] [CrossRef]
- Arrhenius, S. Über die dissociationswärme und den einfluss der temperatur auf den dissociationsgrad der elektrolyte. Zeitschrift Physikalische Chemie 1889, 4, 96–116. [Google Scholar] [CrossRef]
- Arrhenius, S. Über die reaktionsgeschwindigkeit bei der inversion von rohrzucker durch säuren. Zeitschrift Physikalische Chemie 1889, 4, 226–248. [Google Scholar] [CrossRef]
- Basquin, O. The exponential law of endurance tests. Am. Soc. Test. Mater. 1910, 10, 625–630. [Google Scholar]
- Wöhler, A. Theorie rechteckiger eiserner brückenbalken mit gitterwänden und mit blechwänden. Zeitschrift Bauwesen 1855, 5, 121–166. [Google Scholar]
- Coffin, L.F., Jr. A Study of the Effects of Cyclic Thermal Stresses on a Ductile Metal; Knolls Atomic Power Lab.: New York, NY, USA, 1953.
- Manson, S. Behavior of Materials Under Conditions of Thermal Stress. Available online: https://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/19930092197.pdf (accessed on 8 March 2018).













© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Pons, D.J. Crack Propagation Mechanisms for Creep Fatigue: A Consolidated Explanation of Fundamental Behaviours from Initiation to Failure. Metals 2018, 8, 623. https://doi.org/10.3390/met8080623
Liu D, Pons DJ. Crack Propagation Mechanisms for Creep Fatigue: A Consolidated Explanation of Fundamental Behaviours from Initiation to Failure. Metals. 2018; 8(8):623. https://doi.org/10.3390/met8080623
Chicago/Turabian StyleLiu, Dan, and Dirk John Pons. 2018. "Crack Propagation Mechanisms for Creep Fatigue: A Consolidated Explanation of Fundamental Behaviours from Initiation to Failure" Metals 8, no. 8: 623. https://doi.org/10.3390/met8080623
APA StyleLiu, D., & Pons, D. J. (2018). Crack Propagation Mechanisms for Creep Fatigue: A Consolidated Explanation of Fundamental Behaviours from Initiation to Failure. Metals, 8(8), 623. https://doi.org/10.3390/met8080623