
Development of Cellulose Air Filters for Capturing Fine and Ultrafine Particles through the Valorization of Banana Cultivation Biomass Waste
 , , ,
, , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Obtaining Banana Pseudostem Pulp
Bleaching Process
2.2. Pulp Characterization
2.3. Manufacture of Air Filters
2.4. Development of Filter Test Bench
- Capture efficiency of particles with an aerodynamic diameter between 0.3 and 10 µm (PM10), corresponding to global efficiency of the filters;
- Capture efficiency of particles with an aerodynamics diameter between 0.3 and 2.5 µm (PM2.5), evaluating the retention of fine particles;
- Capture efficiency of particles with an aerodynamics diameter between 0.3 and 1 µm (corresponding to the smallest particles, the most hazardous, and referred to in this work as PM1).
3. Results and Discussion
3.1. Pulp Characterization
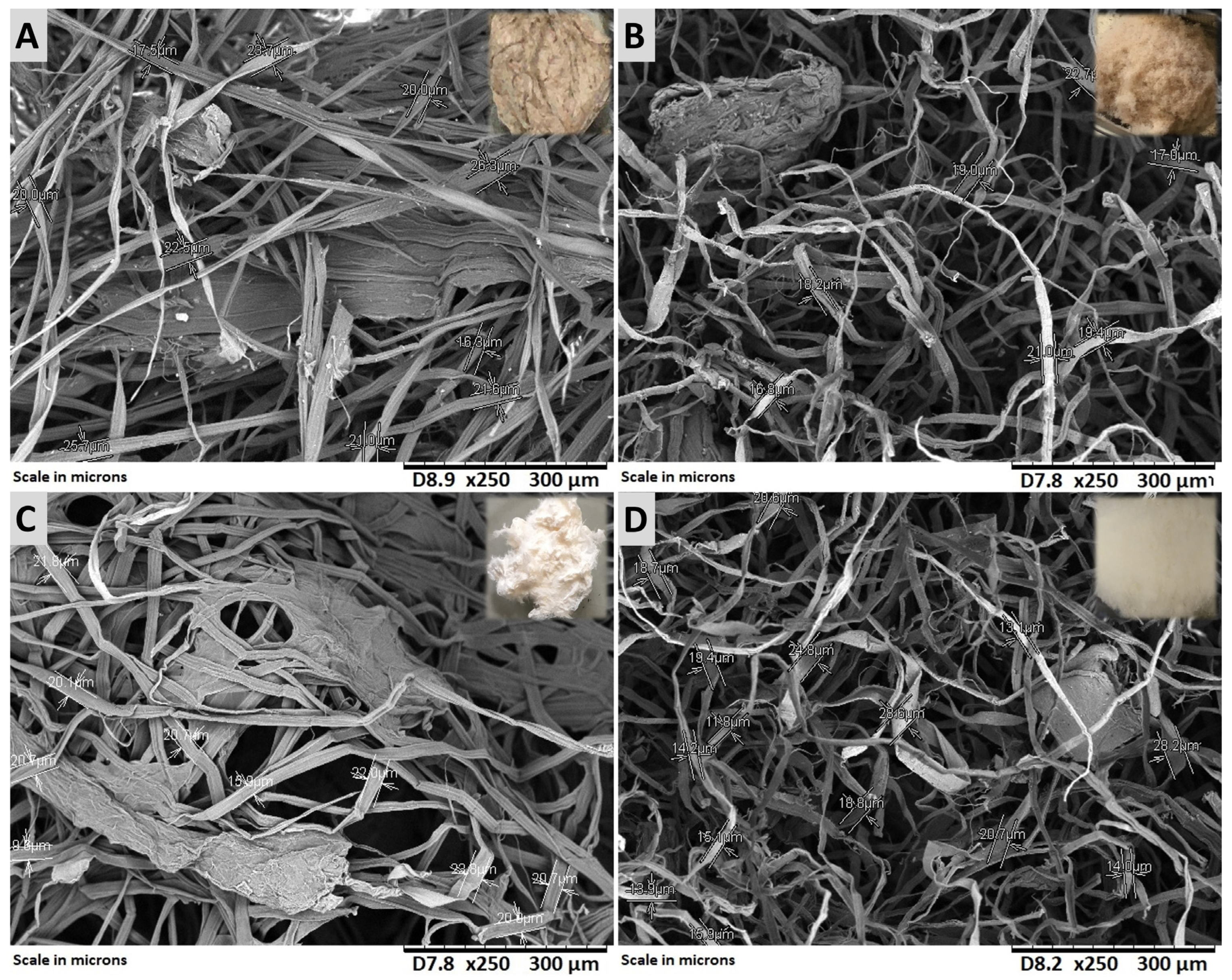
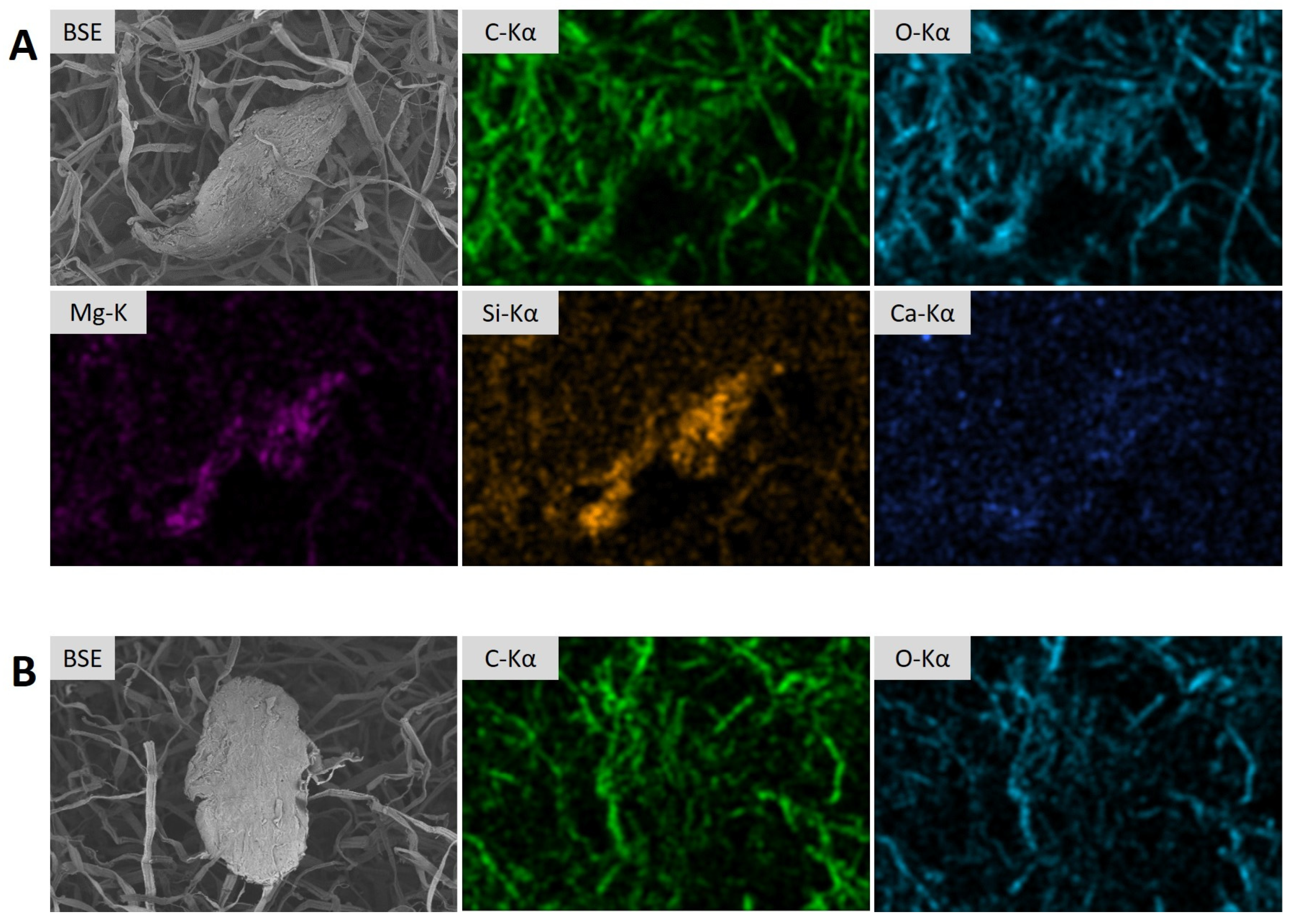
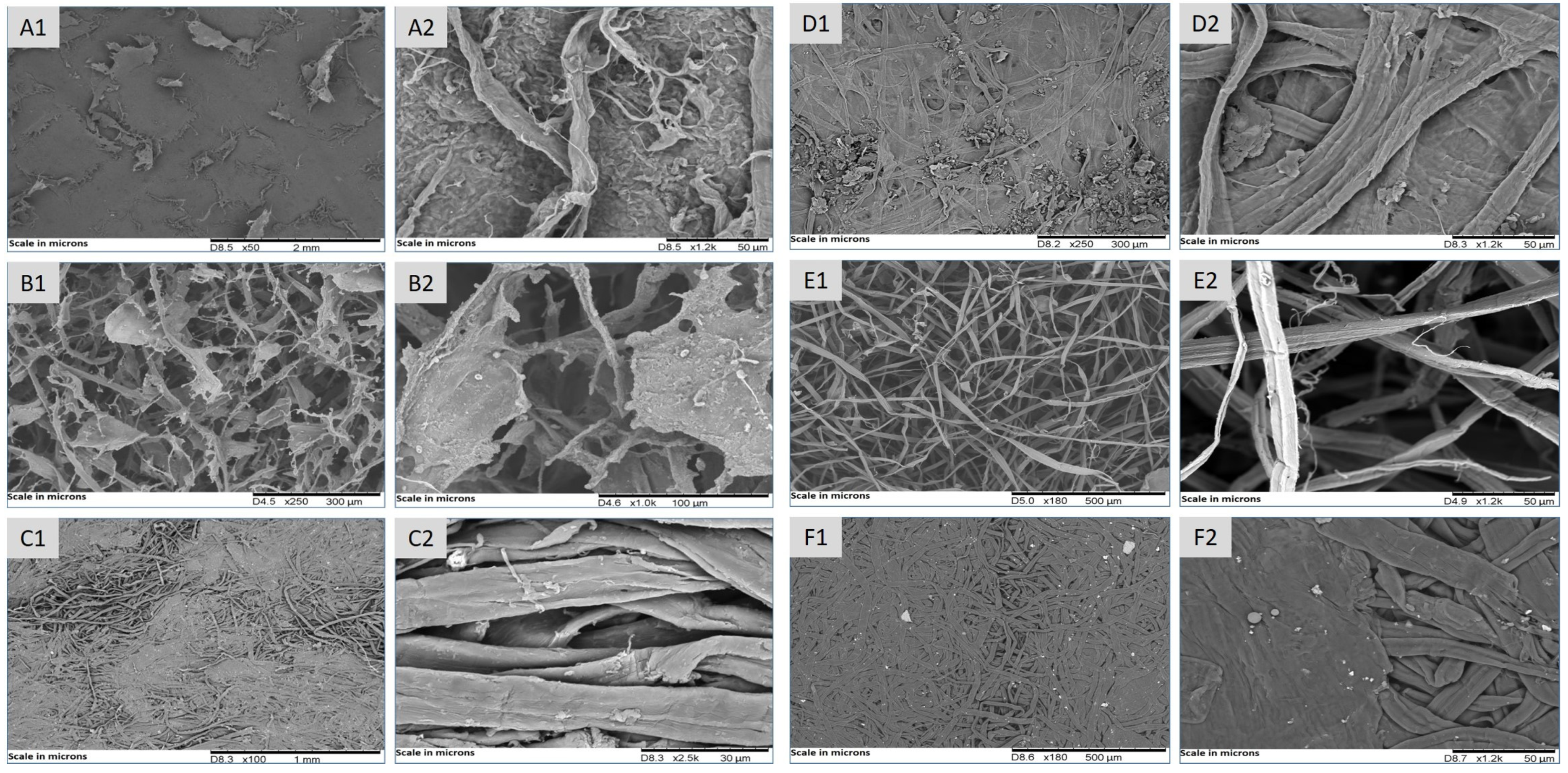
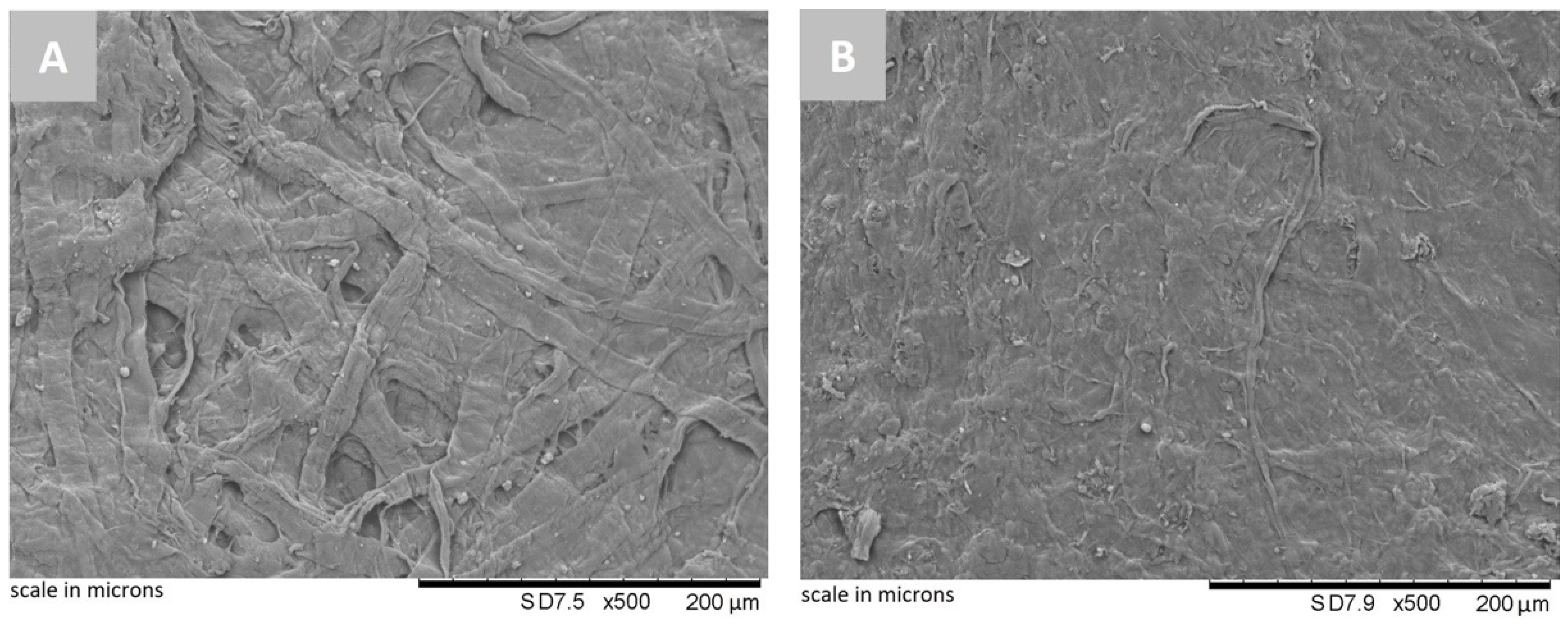
3.1.1. Morphological Analysis
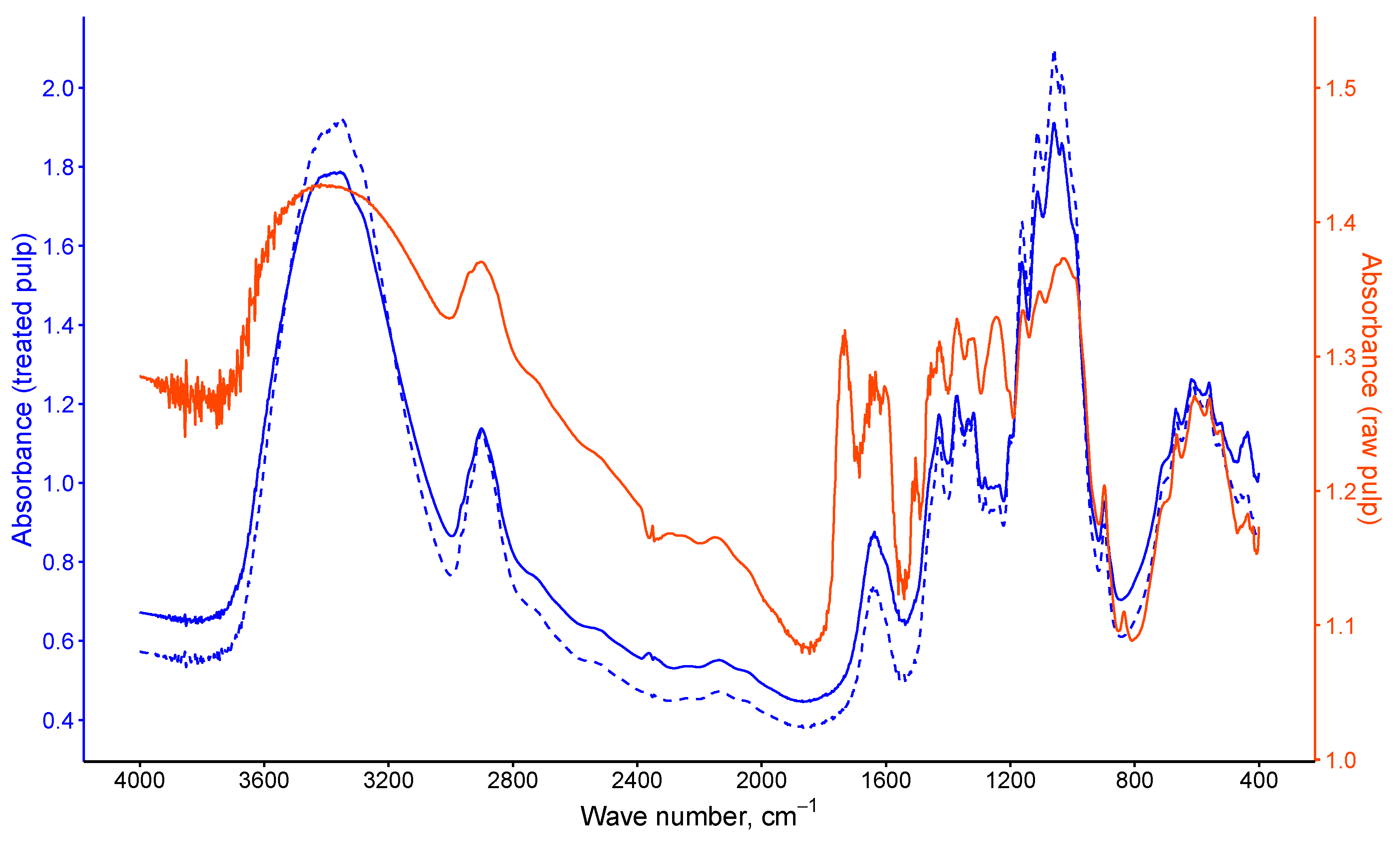
3.1.2. FTIR Analyses
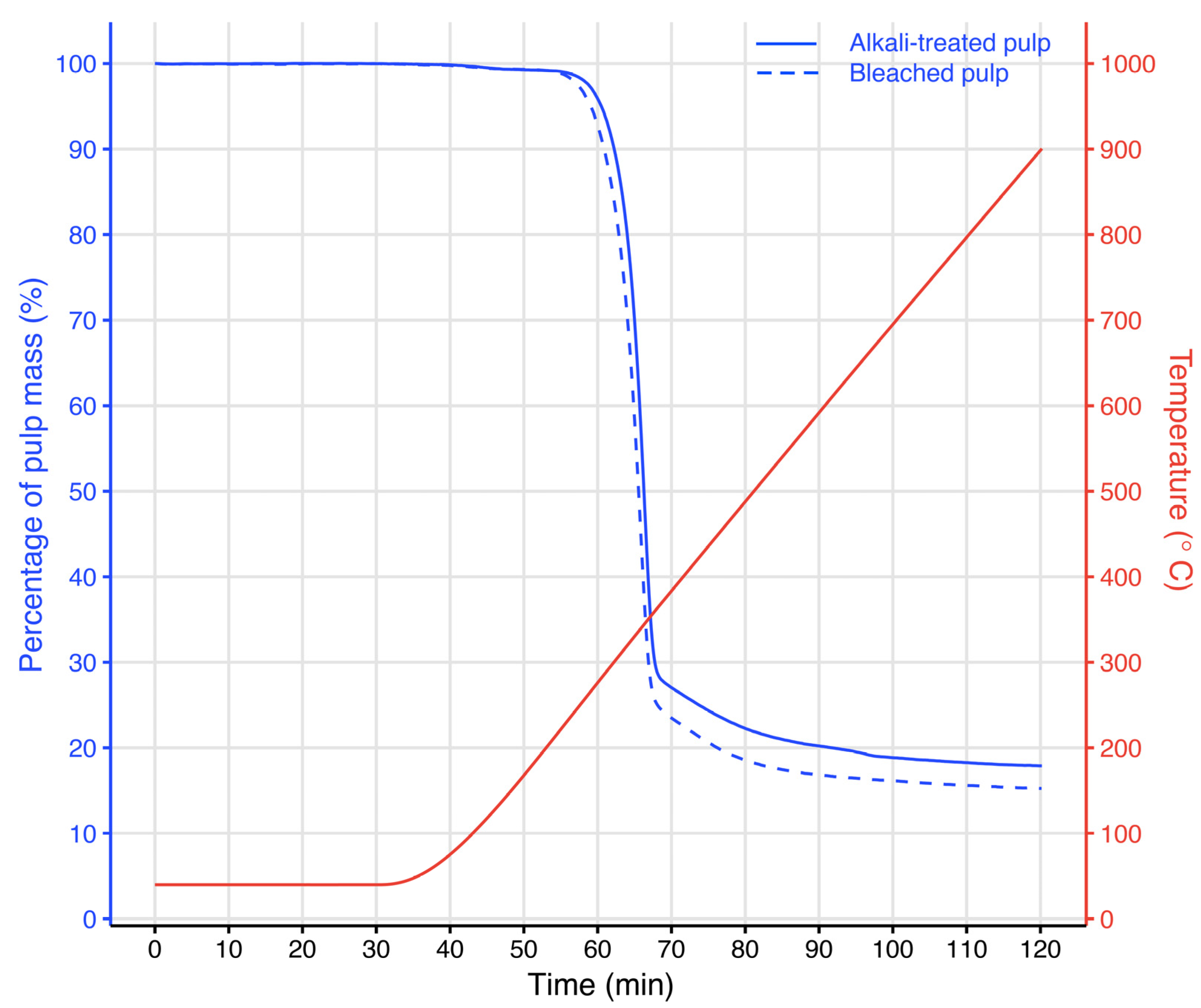
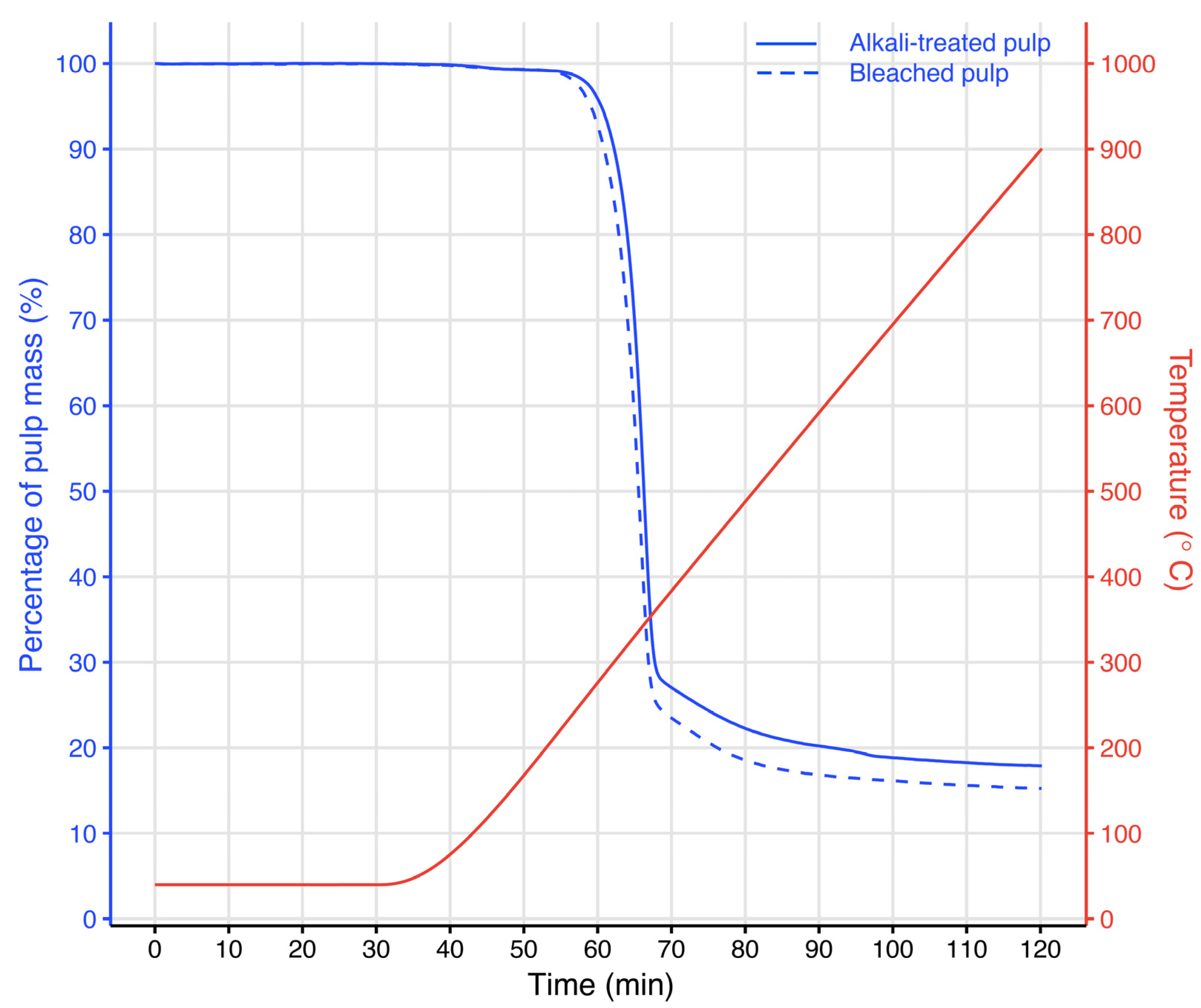
3.1.3. Thermogravimetric Analysis
3.1.4. Chemical Composition
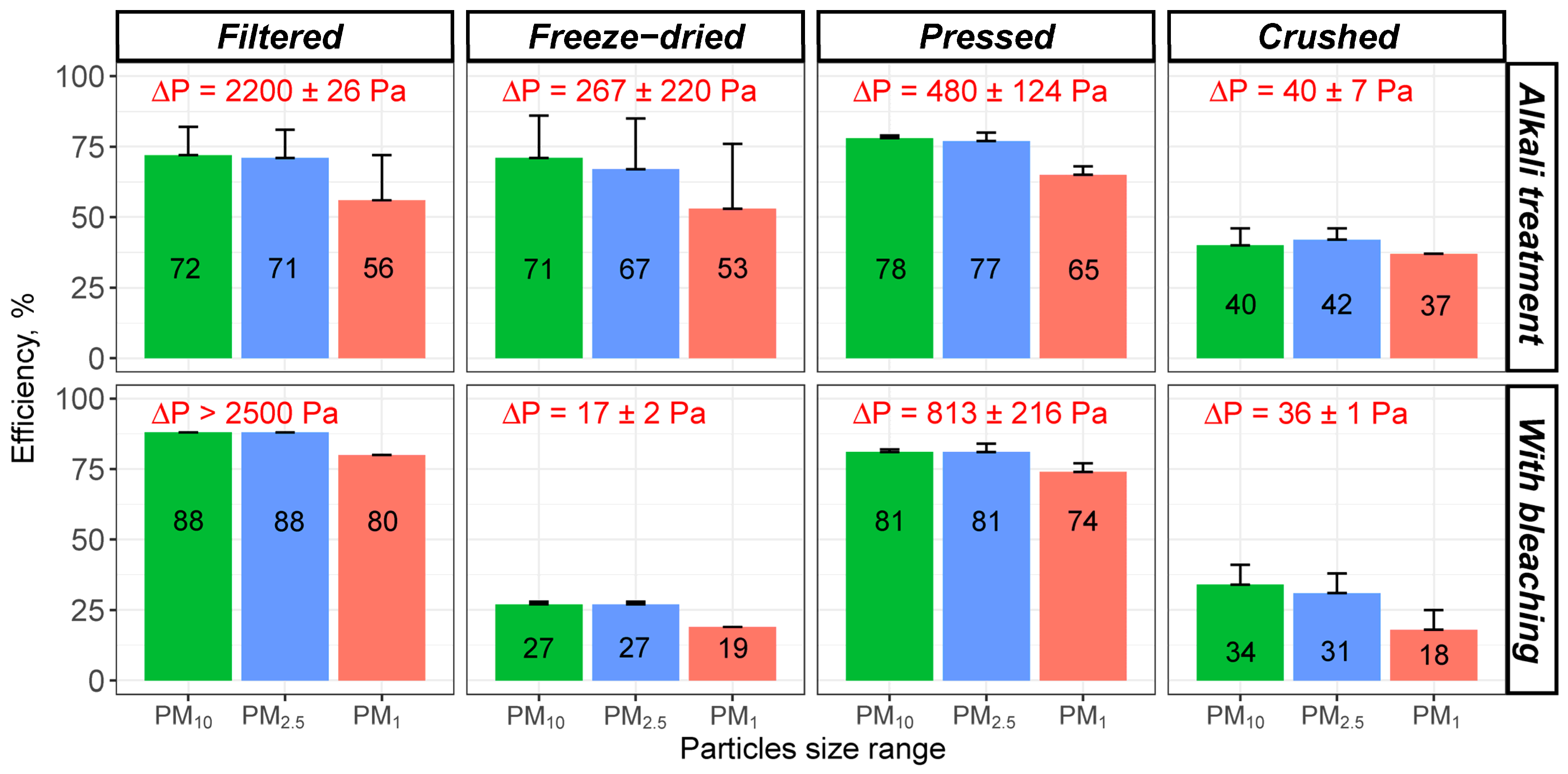
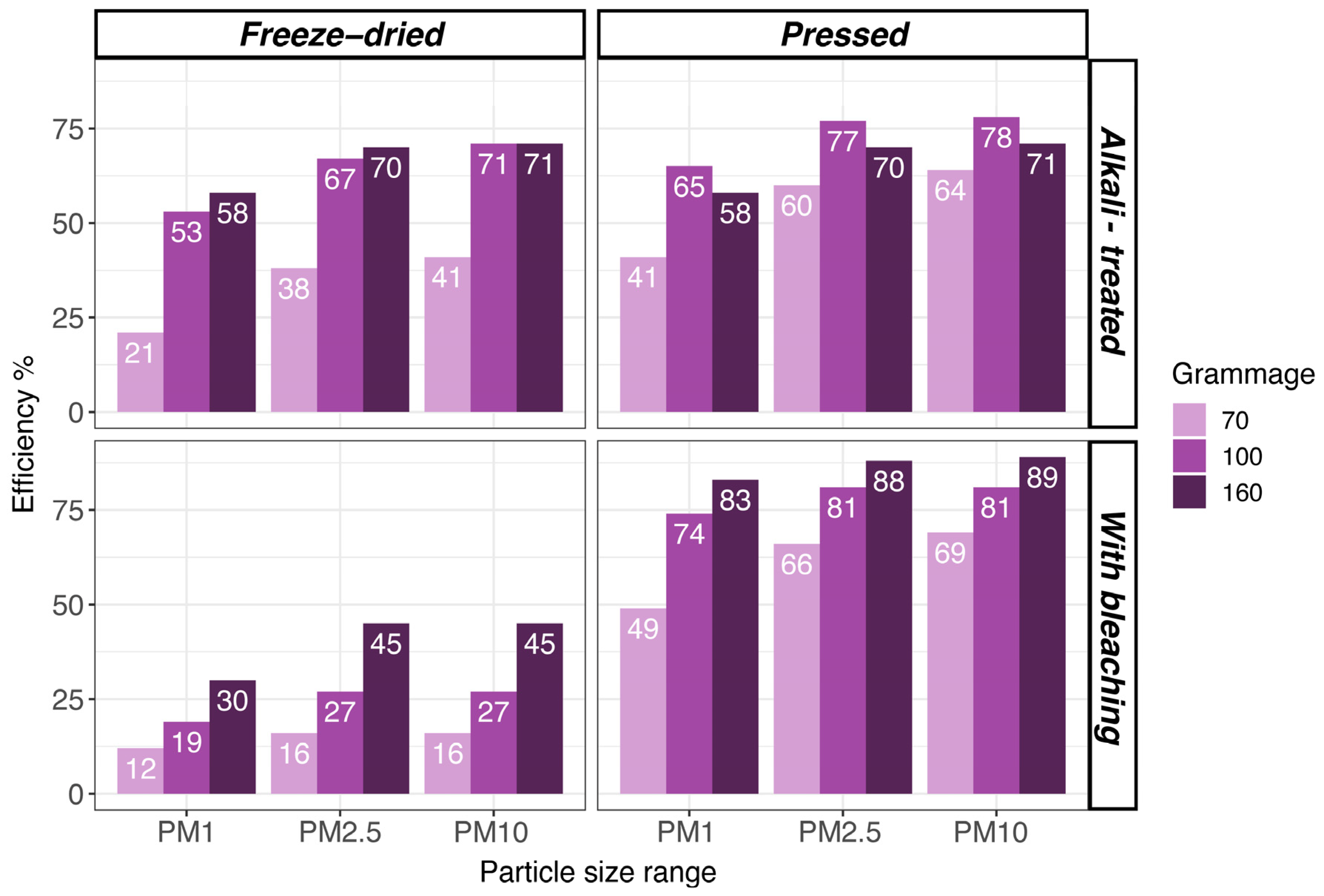
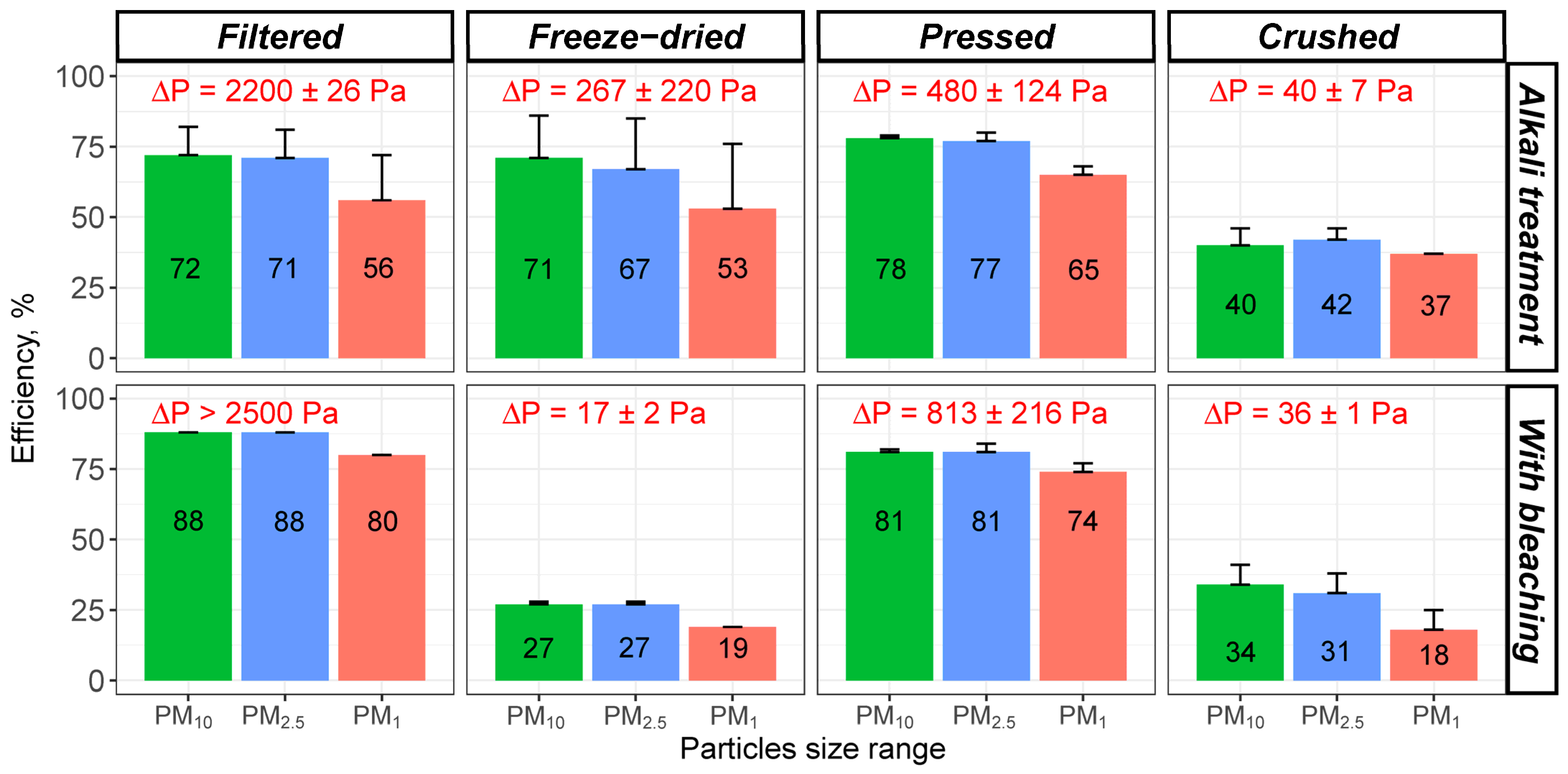
3.2. Particles Capture Efficiency Comparison of Manufacturing Processes
3.3. Analysis of Filter Variations
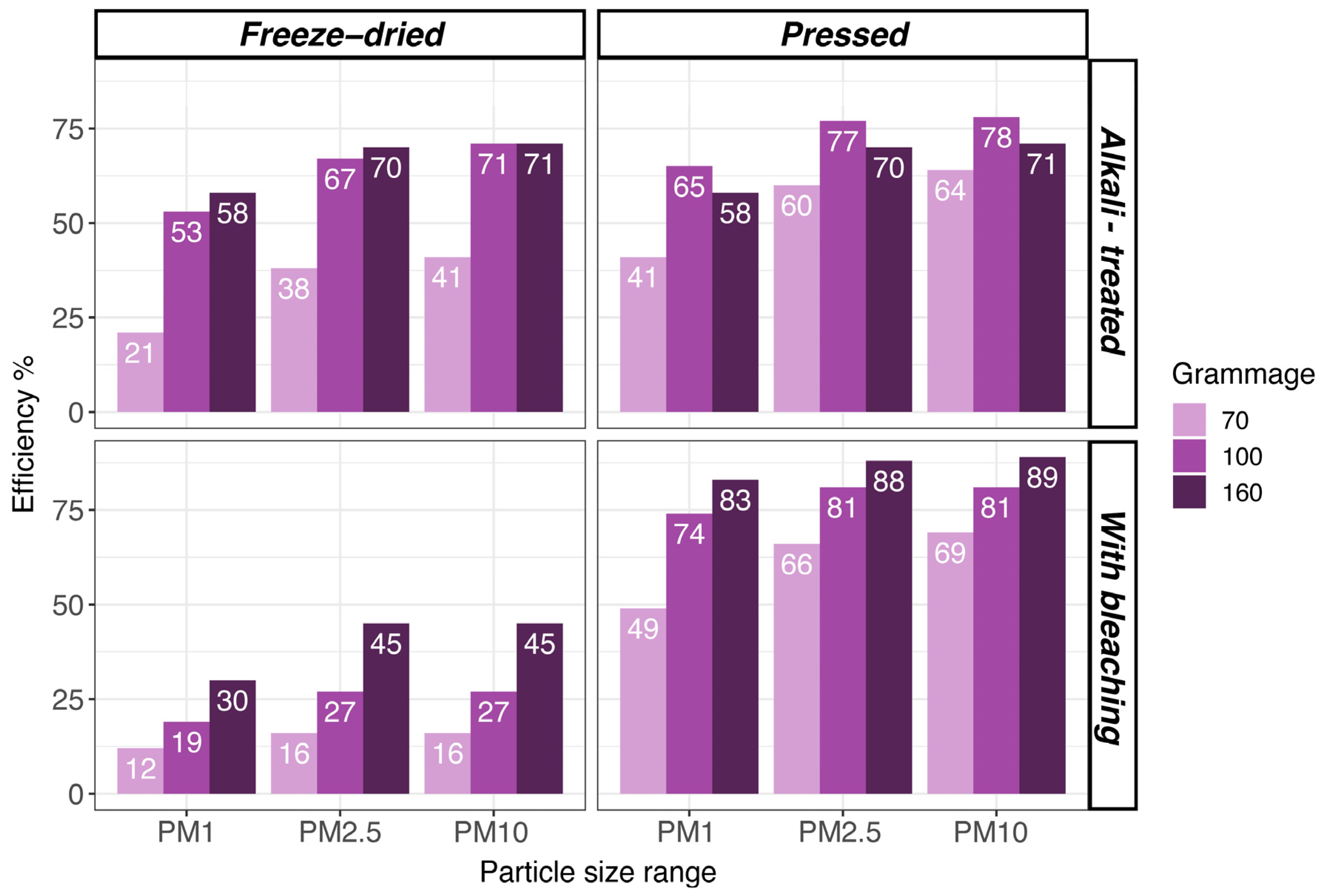
3.3.1. Assessment of Filter Grammage
3.3.2. Different Manufacturing Pressing Pressures (Pressed Filters)
3.3.3. Assessment of Hybrid Freeze-Dried and Pressed Filters
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- World Health Organization (WHO). Air Pollution Data Portal. Available online: https://www.who.int/data/gho/data/themes/air-pollution (accessed on 20 December 2023).
- Amma, C.; Inomata, Y.; Kohno, R.; Satake, M.; Furukawa, A.; Nagata, Y.; Sugiyama, H.; Seto, T.; Suzuki, R. Copper in Airborne Fine Particulate Matter (PM2.5) from Urban Sites Causes the Upregulation of pro-Inflammatory Cytokine IL-8 in Human Lung Epithelial A549 Cells. Environ. Geochem. Health 2023, 45, 5879–5891. [Google Scholar] [CrossRef]
- Bimenyimana, E.; Pikridas, M.; Oikonomou, K.; Iakovides, M.; Christodoulou, A.; Sciare, J.; Mihalopoulos, N. Fine Aerosol Sources at an Urban Background Site in the Eastern Mediterranean (Nicosia; Cyprus): Insights from Offline versus Online Source Apportionment Comparison for Carbonaceous Aerosols. Sci. Total Environ. 2023, 893, 164741. [Google Scholar] [CrossRef]
- Gramblicka, T.; Parizek, O.; Stupak, M.; Pulkrabova, J. Assessment of Atmospheric Pollution by Oxygenated and Nitrated Derivatives of Polycyclic Aromatic Hydrocarbons in Two Regions of the Czech Republic. Atmos. Environ. 2023, 310, 119981. [Google Scholar] [CrossRef]
- Huang, W.; Luo, X.-S.; Pang, Y.; Tang, M.; Zhao, Z.; Li, H. Diverse Chemical Components of PM10 Emitted from Different Coal Combustions Resulting in Distinct Cytotoxicity. Fuel 2023, 353, 129207. [Google Scholar] [CrossRef]
- Ryu, J.; Lee, S.H.; Kim, S.; Jeong, J.-W.; Kim, K.S.; Nam, S.; Kim, J.-E. Urban Dust Particles Disrupt Mitotic Progression by Dysregulating Aurora Kinase B-Related Functions. J. Hazard. Mater. 2023, 459, 132238. [Google Scholar] [CrossRef]
- Via, M.; Yus-Díez, J.; Canonaco, F.; Petit, J.-E.; Hopke, P.; Reche, C.; Pandolfi, M.; Ivančič, M.; Rigler, M.; Prevôt, A.S.H.; et al. Towards a Better Understanding of Fine PM Sources: Online and Offline Datasets Combination in a Single PMF. Environ. Int. 2023, 177, 108006. [Google Scholar] [CrossRef]
- Li, L.; Zhang, W.; Xie, L.; Jia, S.; Feng, T.; Yu, H.; Huang, J.; Qian, B. Effects of Atmospheric Particulate Matter Pollution on Sleep Disorders and Sleep Duration: A Cross-Sectional Study in the UK Biobank. Sleep. Med. 2020, 74, 152–164. [Google Scholar] [CrossRef] [PubMed]
- Chew, S.; Kolosowska, N.; Saveleva, L.; Malm, T.; Kanninen, K.M. Impairment of Mitochondrial Function by Particulate Matter: Implications for the Brain. Neurochem. Int. 2020, 135, 104694. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Ge, D.; Zhou, L.; Hou, L.; Zhou, Y.; Li, Q. Effects of Particulate Matter on Allergic Respiratory Diseases. Chronic Dis. Transl. Med. 2018, 4, 95–102. [Google Scholar] [CrossRef]
- Wu, Y.; Jin, T.; He, W.; Liu, L.; Li, H.; Liu, C.; Zhou, Y.; Hong, J.; Cao, L.; Lu, Y.; et al. Associations of Fine Particulate Matter and Constituents with Pediatric Emergency Room Visits for Respiratory Diseases in Shanghai, China. Int. J. Hyg. Environ. Health 2021, 236, 113805. [Google Scholar] [CrossRef]
- Renzi, M.; Scortichini, M.; Forastiere, F.; de’ Donato, F.; Michelozzi, P.; Davoli, M.; Gariazzo, C.; Viegi, G.; Stafoggia, M.; Ancona, C.; et al. A Nationwide Study of Air Pollution from Particulate Matter and Daily Hospitalizations for Respiratory Diseases in Italy. Sci. Total Environ. 2022, 807, 151034. [Google Scholar] [CrossRef] [PubMed]
- O’Piela, D.R.; Durisek, G.R.; Escobar, Y.-N.H.; Mackos, A.R.; Wold, L.E. Particulate Matter and Alzheimer’s Disease: An Intimate Connection. Trends Mol. Med. 2022, 28, 770–780. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Chen, Z.; Shan, D.; Wu, Y.; Zhao, Y.; Li, C.; Shu, Y.; Linghu, X.; Wang, B. Adverse Effects of Exposure to Fine Particles and Ultrafine Particles in the Environment on Different Organs of Organisms. J. Environ. Sci. 2024, 135, 449–473. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.E.; Cho, D.; Park, H.J. Air Pollution and Skin Diseases: Adverse Effects of Airborne Particulate Matter on Various Skin Diseases. Life Sci. 2016, 152, 126–134. [Google Scholar] [CrossRef] [PubMed]
- He, Z.; Zhang, H.; Song, Y.; Yang, Z.; Cai, Z. Exposure to Ambient Fine Particulate Matter Impedes the Function of Spleen in the Mouse Metabolism of High-Fat Diet. J. Hazard. Mater. 2022, 423, 127129. [Google Scholar] [CrossRef]
- Zhang, H.; Mao, Z.; Huang, K.; Wang, X.; Cheng, L.; Zeng, L.; Zhou, Y.; Jing, T. Multiple Exposure Pathways and Health Risk Assessment of Heavy Metal(Loid)s for Children Living in Fourth-Tier Cities in Hubei Province. Environ. Int. 2019, 129, 517–524. [Google Scholar] [CrossRef]
- Schwarz, M.; Schneider, A.; Cyrys, J.; Bastian, S.; Breitner, S.; Peters, A. Impact of Ultrafine Particles and Total Particle Number Concentration on Five Cause-Specific Hospital Admission Endpoints in Three German Cities. Environ. Int. 2023, 178, 108032. [Google Scholar] [CrossRef]
- Lokorai, K.; Ali-Khodja, H.; Khardi, S.; Bencharif-Madani, F.; Naidja, L.; Bouziane, M. Influence of Mineral Dust on the Concentration and Composition of PM10 in the City of Constantine. Aeolian Res. 2021, 50, 100677. [Google Scholar] [CrossRef]
- Milford, C.; Torres, C.; Vilches, J.; Gossman, A.-K.; Weis, F.; Suárez-Molina, D.; García, O.E.; Prats, N.; Barreto, Á.; García, R.D.; et al. Impact of the 2021 La Palma Volcanic Eruption on Air Quality: Insights from a Multidisciplinary Approach. Sci. Total Environ. 2023, 869, 161652. [Google Scholar] [CrossRef]
- Cai, R.; Zhang, J.; Nie, X.; Tjong, J.; Matthews, D.T.A. Wear Mechanism Evolution on Brake Discs for Reduced Wear and Particulate Emissions. Wear 2020, 452–453, 203283. [Google Scholar] [CrossRef]
- Martínez-López, A.; Marrero, Á.; Martín-Cruz, Y.; González, M.M. Environmental Assessment Model for Scrubbers versus Alternative Mitigation Systems for Feeder Vessels in Liner Shipping. J. Environ. Manag. 2022, 321, 115954. [Google Scholar] [CrossRef] [PubMed]
- Moreno, T.; Querol, X.; Alastuey, A.; de la Rosa, J.; Sánchez de la Campa, A.M.; Minguillón, M.; Pandolfi, M.; González-Castanedo, Y.; Monfort, E.; Gibbons, W. Variations in Vanadium, Nickel and Lanthanoid Element Concentrations in Urban Air. Sci. Total Environ. 2010, 408, 4569–4579. [Google Scholar] [CrossRef] [PubMed]
- Sadeghi, B.; Choi, Y.; Yoon, S.; Flynn, J.; Kotsakis, A.; Lee, S. The Characterization of Fine Particulate Matter Downwind of Houston: Using Integrated Factor Analysis to Identify Anthropogenic and Natural Sources. Environ. Pollut. 2020, 262, 114345. [Google Scholar] [CrossRef] [PubMed]
- Kabelitz, T.; Ammon, C.; Funk, R.; Münch, S.; Biniasch, O.; Nübel, U.; Thiel, N.; Rösler, U.; Siller, P.; Amon, B.; et al. Functional Relationship of Particulate Matter (PM) Emissions, Animal Species, and Moisture Content during Manure Application. Environ. Int. 2020, 143, 105577. [Google Scholar] [CrossRef] [PubMed]
- Saraga, D.Ε.; Querol, X.; Duarte, R.M.B.O.; Aquilina, N.J.; Canha, N.; Alvarez, E.G.; Jovasevic-Stojanovic, M.; Bekö, G.; Byčenkienė, S.; Kovacevic, R.; et al. Source Apportionment for Indoor Air Pollution: Current Challenges and Future Directions. Sci. Total Environ. 2023, 900, 165744. [Google Scholar] [CrossRef] [PubMed]
- U.S. Environmental Protection Agency Indoor Particulate Matter. Available online: https://www.epa.gov/indoor-air-quality-iaq/indoor-particulate-matter (accessed on 20 January 2024).
- Weschler, C.J. Changes in Indoor Pollutants since the 1950s. Atmos. Environ. 2009, 43, 153–169. [Google Scholar] [CrossRef]
- Shupler, M.; Godwin, W.; Frostad, J.; Gustafson, P.; Arku, R.E.; Brauer, M. Global Estimation of Exposure to Fine Particulate Matter (PM2.5) from Household Air Pollution. Environ. Int. 2018, 120, 354–363. [Google Scholar] [CrossRef]
- Rojano, R.; Vengoechea, A.M.; Arregocés, H.A. Indoor/Outdoor Relationship of Particulate Matter (PM10) and Its Chemical Composition in a Coastal Region of Colombia. Case Stud. Chem. Environ. Eng. 2023, 8, 100397. [Google Scholar] [CrossRef]
- Pan, H.-J.; Fang, M.-C.; Ward, J.D.; Lee, H.-Y.; Lin, H.-Y.; Hsieh, C.-T.; Lee, C.-L.; Huang, T.-H.; Hsieh, Y.-C.; Lin, S.-C.; et al. Modeling of an Integrated H2S/NH3 Scrubber and Regeneration Columns for Coke Oven Gas Purification. J. Clean. Prod. 2023, 389, 136065. [Google Scholar] [CrossRef]
- Tański, M.; Berendt, A.; Mizeraczyk, J. Closed SDBD-Driven Two-Stage Electrostatic Precipitator. J. Clean. Prod. 2019, 226, 74–84. [Google Scholar] [CrossRef]
- Barba-Lobo, A.; Gutiérrez-Álvarez, I.; Adame, J.A.; Bolívar, J.P. A Simple and Precise Methodology to Determine Particulate Matter Mass in Atmospheric Filters; Validation and Application Cases. Environ. Res. 2022, 214, 113817. [Google Scholar] [CrossRef] [PubMed]
- Cai, R.-R.; Zhang, L.-Z. Progress and Perspective of Polymer Electret-Based PM2.5 Filtration: Efficiencies, Regeneration, and Energy Implications. Energy 2023, 283, 128504. [Google Scholar] [CrossRef]
- Matthaios, V.N.; Harrison, R.M.; Koutrakis, P.; Bloss, W.J. In-Vehicle Exposure to NO2 and PM2.5: A Comprehensive Assessment of Controlling Parameters and Reduction Strategies to Minimise Personal Exposure. Sci. Total Environ. 2023, 900, 165537. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Hu, Q.; Si, T.; Tang, X.; Shan, S.; Gao, X.; Peng, L.; Chen, K. All-Cellulose Air Filter Composed with Regenerated Nanocellulose Prepared through a Facile Method with Shear-Induced. Int. J. Biol. Macromol. 2023, 228, 548–558. [Google Scholar] [CrossRef] [PubMed]
- Rana, A.K.; Mostafavi, E.; Alsanie, W.F.; Siwal, S.S.; Thakur, V.K. Cellulose-Based Materials for Air Purification: A Review. Ind. Crops Prod. 2023, 194, 116331. [Google Scholar] [CrossRef]
- Yang, H.; Zhu, H.; Fu, H. Numerical Calculation and Analysis of Filtration Performance of an Effective Novel Structural Fiber for PM2.5. PLoS ONE 2020, 15, e0240941. [Google Scholar] [CrossRef] [PubMed]
- Yadav, S.; Das, D. Microstructure and Particle Filtration Behavior of Multimodal Fibrous Filter Media Made of Fibres of Different Sizes for Engine Intake Air Filtration. Indian J. Fibre Text. Res. 2022, 47, 166–176. [Google Scholar] [CrossRef]
- Hwang, S.; Roh, J.; Park, W.M. Comparison of the Relative Performance Efficiencies of Melt-Blown and Glass Fiber Filter Media for Managing Fine Particles. Aerosol Sci. Technol. 2018, 52, 451–458. [Google Scholar] [CrossRef]
- Sepahvand, S.; Ashori, A.; Jonoobi, M. Application of Cellulose Nanofiber as a Promising Air Filter for Adsorbing Particulate Matter and Carbon Dioxide. Int. J. Biol. Macromol. 2023, 244, 125344. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, J.; Nie, X.; Fan, Y.; Wang, H.; Cui, Y. Establishment of Air Fiber Filtration Model Based on Fractal Theory and Analysis of Filtration Performances. Mater. Today Commun. 2023, 34, 105301. [Google Scholar] [CrossRef]
- Macrofilter Filtro Mini Pleat. Available online: https://filtrosindustrialesmacrofilter.com/wp-content/uploads/2023/09/Catalogo-y-Ficha-tecnica-MP-Macrofilter-V1.pdf (accessed on 12 December 2023).
- ISOFILTER Filtros HEPA. Available online: https://www.isofilter.es/filtro-hepa-h13-h14/ (accessed on 15 December 2023).
- Gough, C.R.; Callaway, K.; Spencer, E.; Leisy, K.; Jiang, G.; Yang, S.; Hu, X. Biopolymer-Based Filtration Materials. ACS Omega 2021, 6, 11804–11812. [Google Scholar] [CrossRef]
- Cecci, R.R.R.; Passos, A.A.; de Aguiar Neto, T.C.; Silva, L.A. Banana Pseudostem Fibers Characterization and Comparison with Reported Data on Jute and Sisal Fibers. SN Appl. Sci. 2020, 2, 20. [Google Scholar] [CrossRef]
- Lippi, M.; Riva, L.; Caruso, M.; Punta, C. Cellulose for the Production of Air-Filtering Systems: A Critical Review. Materials 2022, 15, 976. [Google Scholar] [CrossRef] [PubMed]
- Fan, X.; Wang, Y.; Zhong, W.-H.; Pan, S. Hierarchically Structured All-Biomass Air Filters with High Filtration Efficiency and Low Air Pressure Drop Based on Pickering Emulsion. ACS Appl. Mater. Interfaces 2019, 11, 14266–14274. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Tapia-Brito, E.; Riffat, J.; Chen, Z.; Jiang, F.; Riffat, S. Investigation on the Efficient Removal of Particulate Matter (PM) with Biomass-Based Aerogel. Future Cities Environ. 2021, 7. [Google Scholar] [CrossRef]
- Zeng, Z.; Ma, X.Y.D.; Zhang, Y.; Wang, Z.; Ng, B.F.; Wan, M.P.; Lu, X. Robust Lignin-Based Aerogel Filters: High-Efficiency Capture of Ultrafine Airborne Particulates and the Mechanism. ACS Sustain. Chem. Eng. 2019, 7, 6959–6968. [Google Scholar] [CrossRef]
- Ai, B.; Zheng, L.; Li, W.; Zheng, X.; Yang, Y.; Xiao, D.; Shi, J.; Sheng, Z. Biodegradable Cellulose Film Prepared From Banana Pseudo-Stem Using an Ionic Liquid for Mango Preservation. Front. Plant Sci. 2021, 12, 625878. [Google Scholar] [CrossRef] [PubMed]
- Thi Thuy Van, N.; Gaspillo, P.; Thanh, H.G.T.; Nhi, N.H.T.; Long, H.N.; Tri, N.; Thi Truc Van, N.; Nguyen, T.-T.; Ky Phuong Ha, H. Cellulose from the Banana Stem: Optimization of Extraction by Response Surface Methodology (RSM) and Charaterization. Heliyon 2022, 8, e11845. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Wu, Q.; Zhang, Q. Preparation and Properties of Banana Fiber-Reinforced Composites Based on High Density Polyethylene (HDPE)/Nylon-6 Blends. Bioresour. Technol. 2009, 100, 6088–6097. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; Elayaperumal, A. Banana Fiber Reinforced Polymer Composites—A Review. J. Reinf. Plast. Compos. 2010, 29, 2387–2396. [Google Scholar] [CrossRef]
- Bordón, P.; Elduque, D.; Paz, R.; Javierre, C.; Kusić, D.; Monzón, M. Analysis of Processing and Environmental Impact of Polymer Compounds Reinforced with Banana Fiber in an Injection Molding Process. J. Clean. Prod. 2022, 379, 134476. [Google Scholar] [CrossRef]
- Díaz, S.; Benítez, A.N.; Ramírez-Bolaños, S.; Robaina, L.; Ortega, Z. Optimization of Banana Crop By-Products Solvent Extraction for the Production of Bioactive Compounds. Biomass Convers. Biorefinery 2023, 13, 7701–7712. [Google Scholar] [CrossRef]
- Subash, M.C.; Perumalsamy, M. Ultrasound-Mediated Pectin Extraction from Pseudostem Waste of Musa Balbisiana: A Resource from Banana Debris. Polym. Bull. 2023, 80, 9963–9987. [Google Scholar] [CrossRef]
- Balakrishnan, S.; Wickramasinghe, G.; Wijayapala, U.S. Investigation on Improving Banana Fiber Fineness for Textile Application. Text. Res. J. 2019, 89, 4398–4409. [Google Scholar] [CrossRef]
- Moreira, M.I.D.; Zambrano, D.B.V.; Villafuerte, C.R.D. Evaluation of the Physical Properties of Banana Pseudostem for Textile Application. Vis. Sustain. 2023, 2023. [Google Scholar] [CrossRef]
- Xu, S.; Yu, W.; Liu, S.; Xu, C.; Li, J.; Zhang, Y. Adsorption of Hexavalent Chromium Using Banana Pseudostem Biochar and Its Mechanism. Sustainability 2018, 10, 4250. [Google Scholar] [CrossRef]
- Liu, K.; Du, H.; Zheng, T.; Liu, H.; Zhang, M.; Zhang, R.; Li, H.; Xie, H.; Zhang, X.; Ma, M.; et al. Recent Advances in Cellulose and Its Derivatives for Oilfield Applications. Carbohydr. Polym. 2021, 259, 117740. [Google Scholar] [CrossRef] [PubMed]
- Bahsaine, K.; Chakhtouna, H.; Mekhzoum, M.E.M.; Zari, N.; Benzeid, H.; Qaiss, A.; Bouhfid, R. Efficient Cadmium Removal from Industrial Phosphoric Acid Using Banana Pseudostem-Derived Biochar. Biomass Convers. Biorefinery 2023. [Google Scholar] [CrossRef]
- Monzón, M.; Suárez, L.A.; Pestana, J.D.; Ortega, F.; Benítez, A.N.; Ortega, Z.; Hernández, P.M.; Marrero, M.D.; Díaz, N.; Paz, R.; et al. Procedimiento y Máquina Para La Obtención de Fibra a Partir de Hojas. Patent ES2514215A2, 27 October 2014. [Google Scholar]
- TEB-APR-STP-0003; Determination of Exhalation Resistance Test, Air-Purifying Respirators Standard Testing Procedure (STP). National Institute for Occupational Safety and Health: Pittsburgh, PA, USA, 2023.
- TEB-APR-STP-0007; Determination of Inhalation Resistance Test, Air-Purifying Respirators Standard Testing Procedure (STP). National Institute for Occupational Safety and Health: Pittsburgh, PA, USA, 2023.
- TEB-APR-STP-0059TEB-APR-STP-0059; Determination of Particulate Filter Efficiency Level for N95 Series Filters Against Solid Particulates for Non-Powered, Air-Purifying Respirators (STP). National Institute for Occupational Safety and Health: Pittsburgh, PA, USA, 2019.
- Diarsa, M.; Gupte, A. Preparation, Characterization and Its Potential Applications in Isoniazid Drug Delivery of Porous Microcrystalline Cellulose from Banana Pseudostem Fibers. 3 Biotech 2021, 11, 334. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Procedure | Equation |
|---|---|---|
| M | The alkali-treated pulp (G1) was dried at 105 °C at constant weight (G2). | |
| IE | Soxhlet extraction with 380 mL of acetone for three hours. After the extraction, the alkali-treated pulp was raised, filtered and dried at 105 °C at constant weight (G3). | |
| SE | Reflux with 150 mL of deionized water for two hours. After the extraction, the pulp was raised, filtered and dried at 105 °C at constant weight (G4). | |
| P | Reflux with 75 mL of (NH4)2C2O4 for an hour and buffered at pH 5 with a buffer dissolution of acetate. After the extraction, the pulp was raised, filtered and dried at 105 °C at constant weight (G5). | |
| L | Bleaching process with 200 mL of NaClO2 (160 mL/g pulp) and 2 mL of glacial acetic acid to maintain a pH 4–5. Reaction time was an hour at 70 °C and with magnetic stirring. Then, the pulp was raised with abundant water TO pH 7, filtered and dried at 105 °C at constant weight (G6). | |
| HC | Reflux with 300 mL of 0.5 M NaOH for three hours with an extraction every hour. Followed by filtration using a Gooch funnel and drying at 105 °C at constant weight. Finally, resulting cellulose wash washed filtered and drying at 105 °C at constant weight (G7). | |
| A | A quantity of alkali-treated pulp (G′1) was burned at 550 °C for five hours in a muffle furnace (G′2). |
| Measured Particles Size Ranges (µm) | PM1 | PM2.5 | PM10 |
|---|---|---|---|
| 0.300–0.374 | ♦ | ♦ | ♦ |
| 0.374–0.465 | ♦ | ♦ | ♦ |
| 0.465–0.579 | ♦ | ♦ | ♦ |
| 0.579–0.721 | ♦ | ♦ | ♦ |
| 0.721–0.897 | ♦ | ♦ | ♦ |
| 0.897–1.117 | ♦ | ♦ | ♦ |
| 1.117–1.391 | ♦ | ♦ | |
| 1.391–1.732 | ♦ | ♦ | |
| 1.732–2.156 | ♦ | ♦ | |
| 2.156–2.685 | ♦ | ♦ | |
| 2.685–3.343 | ♦ | ||
| 3.343–4.162 | ♦ | ||
| 4.162–5.182 | ♦ | ||
| 5.182–6.451 | ♦ | ||
| 6.451–8.031 | ♦ | ||
| 8.031–10.00 | ♦ |
| Component | Mass Average (%) | |
|---|---|---|
| Moisture | 7.79 ± 0.24 | |
| On a dry pulp basis | ||
| Extractive (insoluble) | 0.76 ± 0.09 | |
| Extractive (soluble) | 2.13 ± 0.24 | |
| Pectin | 3.78 ± 0.17 | |
| Lignin | 2.84 ± 0.64 | |
| Cellulose | 81.31 ± 1.02 | |
| Hemicellulose | 1.77 ± 0.12 | |
| Ash | 5.41 ± 0.04 | |
| O | 48.78 ± 1.78 | |
| Ca | 21.33 ± 3.42 | |
| Mg | 15.26 ± 1.07 | |
| Si | 11.06 ± 1.39 | |
| P | 1.51 ± 0.87 | |
| Sb | 0.95 ± 2.27 | |
| Na | 0.77 ± 0.82 | |
| S | 0.29 ± 0.51 | |
| Undetermined | 1.99 ± 0.98 | |
| Size Range | F | p-Value | Average Efficiencies (%) |
|---|---|---|---|
| PM10 | 23.88 | 3 × 10−5 | m (bleached pulp) = 86.5 m (alkali-treated pulp) = 71.0 |
| PM2.5 | 23.25 | 3 × 10−5 | m (bleached pulp) = 85.5 m (alkali-treated pulp) = 69.8 |
| PM1 | 24.47 | 2 × 10−5 | m (bleached pulp) = 78.1 m (alkali-treated pulp) = 56.0 |
| Size Range | Filter Type | p-Value | p-Value by Pairs |
|---|---|---|---|
| PM10 | alkali-treated pulp | 0.585 | Freeze-dried—filtered: 1 Freeze-dried—pressed: 1 Filtered—pressed: 1 |
| bleached pulp | 0.0001 | Freeze-dried—filtered: 0.0001 Freeze-dried—pressed: 0.0008 Filtered—pressed: 0.7223 | |
| PM2.5 | alkali-treated pulp | 0.406 | Freeze-dried—filtered: 0.77 Freeze-dried—pressed: 0.56 Filtered—pressed: 1 |
| bleached pulp | 0.0002 | Freeze-dried—filtered: 0.0001 Freeze-dried—pressed: 0.0008 Filtered—pressed: 0.7223 | |
| PM1 | alkali-treated pulp | 0.588 | Freeze-dried—filtered: 1 Freeze-dried—pressed: 0.87 Filtered—pressed: 1 |
| bleached pulp | 0.0001 | Freeze-dried—filtered: 0.0001 Freeze-dried—pressed: 0.0008 Filtered—pressed: 0.5340 |
| Grammage (g·m−2) | Freeze-Dried | Pressed | ||
|---|---|---|---|---|
| Alkali Treatment | Bleaching | Alkali Treatment | Bleaching | |
| 70 | 20 ± 2 | 8 ± 1 | 408 ± 116 | 552 ± 307 |
| 100 | 267 ± 220 | 17 ± 2 | 480 ± 124 | 813 ± 216 |
| 160 | 137 ± 85 | 33 ± 2 | 2258 ± 319 | 2272 ± 264 |
| Pressure (t) | Efficiency (%) | Pressure Drop (Pa) | ||
|---|---|---|---|---|
| PM1 | PM2.5 | PM10 | ||
| 2 | 70.6 ± 4.3 | 82.2 ± 2.6 | 82.57 ± 2.3 | 644 ± 158 |
| 4 | 80.5 ± 3.4 | 88.0 ± 1.6 | 88.2 ± 1.5 | 957 ± 95 |
| 6 | 81.6 ± 15.5 | 87.0 ± 11.5 | 87.0 ± 11.6 | 1729 ± 699 |
| 8 | 82.6 ± 9.0 | 87.8 ± 7.8 | 88.7 ± 7.2 | 2272 ± 264 |
| Pressure (t) | Efficiency (%) | Pressure Drop (Pa) | ||
|---|---|---|---|---|
| PM1 | PM2.5 | PM10 | ||
| 0.25 | 51.11 ± 4.45 | 65.97 ± 3.20 | 67.20 ± 2.09 | 117 ± 5 |
| 0.5 | 62.51 ± 7.65 | 74.77 ± 5.37 | 75.67 ± 5.13 | 212 ± 12 |
| 1.0 | 68.98 ± 10.28 | 80.11 ± 6.53 | 80.80 ± 6.53 | 379 ± 137 |
| 2.0 | 83.15 ± 2.07 | 89.28 ± 1.38 | 89.90 ± 1.38 | 558 ± 171 |
| Filter Type | Efficiency (%) | Pressure Drop (Pa) | ||
|---|---|---|---|---|
| PM1 | PM2.5 | PM10 | ||
| Surgical mask | 88.08 ± 7.27 | 92.20 ± 4.95 | 92.71 ± 4.22 | 67 ± 4 |
| Whatman GF/A | 99.87 ± 0.24 | 97.09 ± 0.03 | 97.12 ± 0.04 | 747 ± 19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martín-Cruz, Y.; Bordón, P.; Pulido-Melián, E.; Saura-Cayuela, T.; Monzón, M. Development of Cellulose Air Filters for Capturing Fine and Ultrafine Particles through the Valorization of Banana Cultivation Biomass Waste. Environments 2024, 11, 50. https://doi.org/10.3390/environments11030050
Martín-Cruz Y, Bordón P, Pulido-Melián E, Saura-Cayuela T, Monzón M. Development of Cellulose Air Filters for Capturing Fine and Ultrafine Particles through the Valorization of Banana Cultivation Biomass Waste. Environments. 2024; 11(3):50. https://doi.org/10.3390/environments11030050
Chicago/Turabian StyleMartín-Cruz, Yumara, Pablo Bordón, Elisenda Pulido-Melián, Teresa Saura-Cayuela, and Mario Monzón. 2024. "Development of Cellulose Air Filters for Capturing Fine and Ultrafine Particles through the Valorization of Banana Cultivation Biomass Waste" Environments 11, no. 3: 50. https://doi.org/10.3390/environments11030050