
Analysis of the Physical-Mechanical Properties of the Zinc Phosphate Layer Deposited on a Nodular Cast Iron Substrate


 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Nodular Cast Iron Covered with a Phosphate Layer
2.3. Methods
3. Results and Discussion
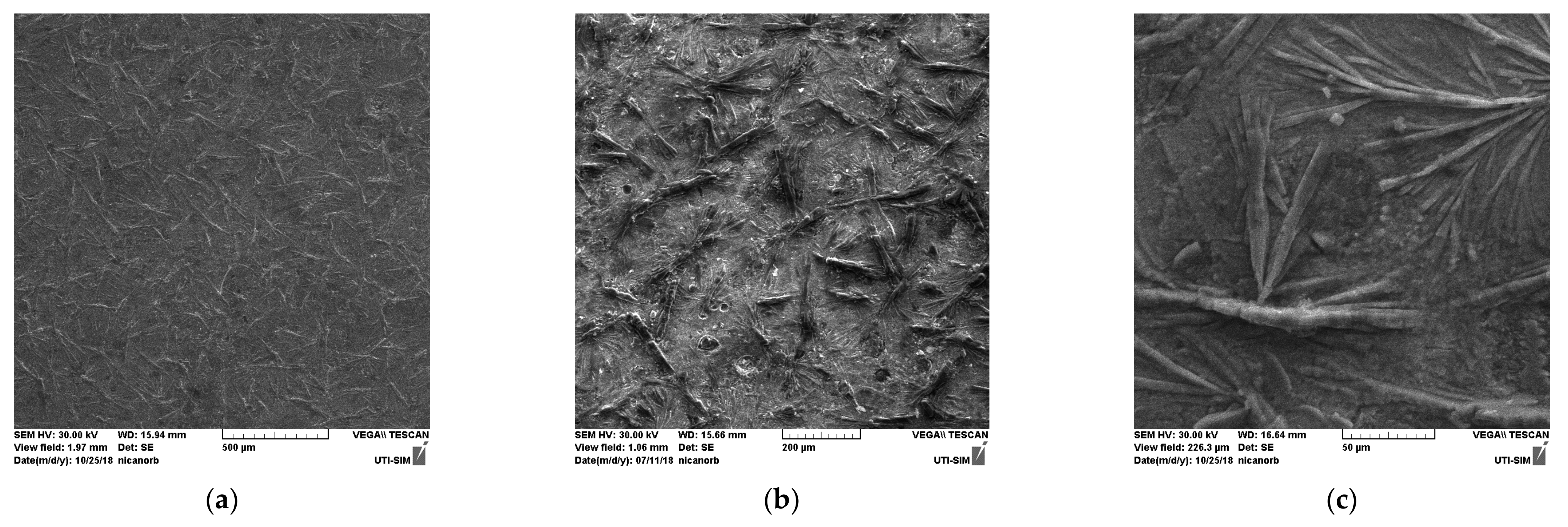
3.1. SEM and EDX Analysis of the Studied Samples
3.2. The Determination of the Contact Angle
3.2.1. On the Nodular Cast Iron Solid Surface
3.2.2. On the Nodular Cast Iron Solid Surface Coated with a Zinc Phosphate Layer
3.3. Analysis of Tribological Properties of the Studied Samples
3.3.1. Scratch Test Analysis of Nodular Cast Iron and Coated Nodular Cast Iron
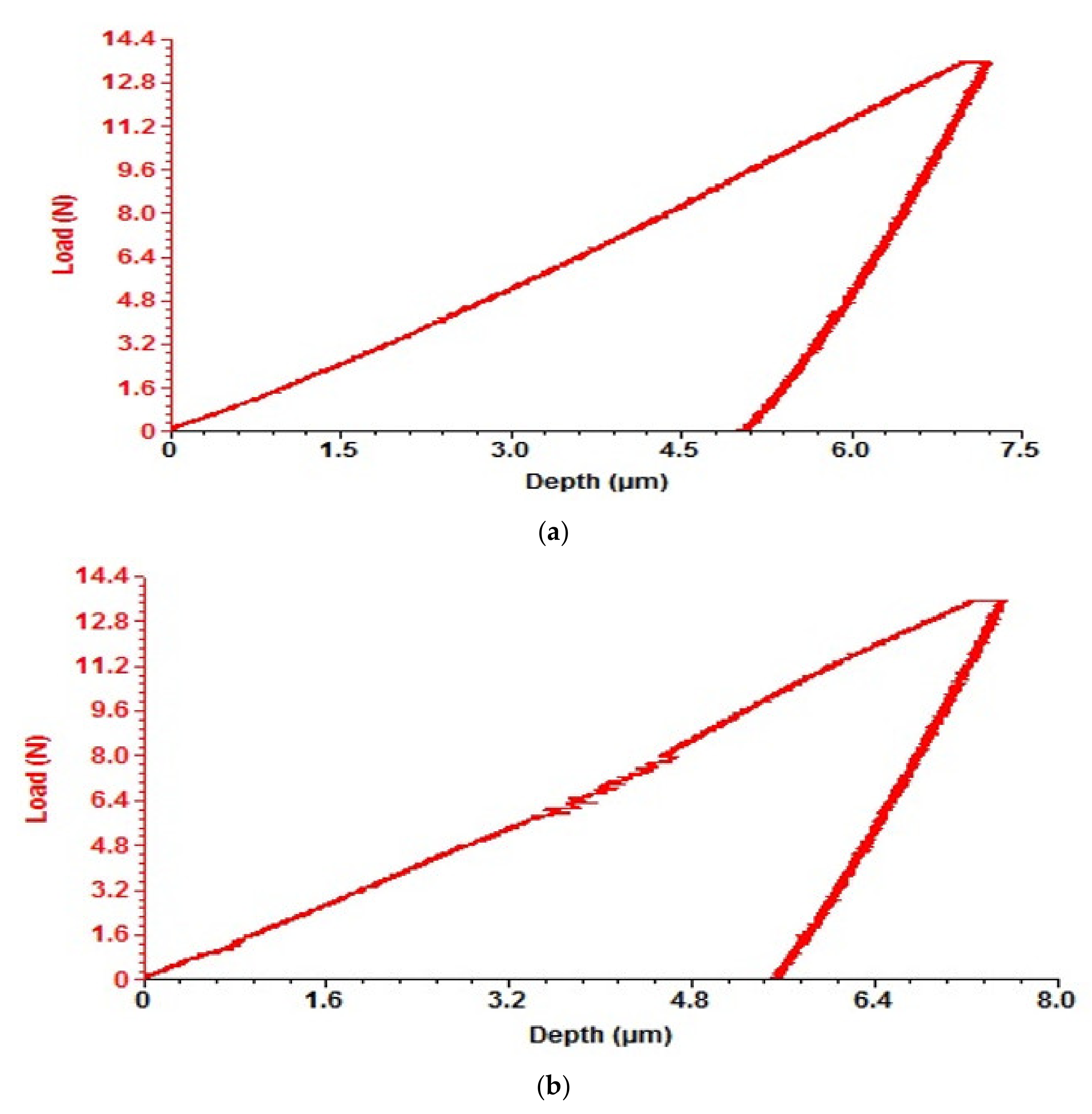
3.3.2. Analysis of the Microindentation Test
- -
- the behaviour of the layer during elastoplastic deformation is similar in the analysed positions;
- -
- the structural non-uniformity of the layer causes cracking processes during mechanical loading and adhesion processes during mechanical unloading;
- -
- if the elastic behaviour of the layer is analyzed, it is superior to that presented by the substrate.
4. Conclusions
- The deposition of the phosphate layer on the cast iron surface changes the hydrophobic behaviour into a hydrophilic behaviour. Therefore, this behaviour leads to the formation of a boundary layer during pump functioning which will protect the material against corrosion and erosion;
- The scratch tests highlighted that the deposited phosphate layer has physical-mechanical properties close to those of the base material. Additionally, the tests revealed that the zinc phosphate layer has good plasticity properties;
- The phosphate layer has good adhesion on the substrate of the ferrite-pearlitic matrix and weak adhesion on the graphite nodules;
- Microindentation tests shows that cast-iron and coated cast iron have almost similar microhardnesses;
- Brittle areas, both on the coated and uncoated sample, appear when the penetrator is pressed on graphite nodules, an area with high fragility;
- In the area of the ferrite-pearlitic matrix, microzones appear with adhesions to both the phosphate and non-phosphate samples, which demonstrates the close plasticity of the two materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nejneru, C.; Burduhos-Nergis, D.-P.; Axinte, M.; Perju, M.C.; Bejinariu, C. Corrosion Behaviour of Nodular Cast Iron Used for Rotor Manufacturing in Different Wastewaters. Coatings 2022, 12, 911. [Google Scholar] [CrossRef]
- Writzl, V.; Rovani, A.C.; Pintaude, G.; Lima, M.S.F.; Guesser, W.L.; Borges, P.C. Scratch Resistances of Compacted Graphite Iron with Plasma Nitriding, Laser Hardening, and Duplex Surface Treatments. Tribol. Int. 2020, 143, 106081. [Google Scholar] [CrossRef]
- Teixeira, C.H.S.B.; Alvarenga, E.A.; Vasconcelos, W.L.; Lins, V.F.C. Effect of Porosity of Phosphate Coating on Corrosion Resistance of Galvanized and Phosphated Steels Part I: Measurement of Porosity of Phosphate. Mater. Corros. 2011, 62, 771–777. [Google Scholar] [CrossRef]
- Baloyi, T.; Maledi, N.; Andrews, A. Corrosion Performance of Zinc Phosphate Coatings Deposited on AA6061-HDG Steel. Mater. Chem. Phys. 2022, 283, 126009. [Google Scholar] [CrossRef]
- Galvan-Reyes, C.; Fuentes-Aceituno, J.C.; Salinas-Rodríguez, A. The Role of Alkalizing Agent on the Manganese Phosphating of a High Strength Steel Part 2: The Combined Effect of NaOH and the Amino Group (NH4OH, Mono-Ethanolamine and NH4NO3) on the Degradation Stage of the Phosphating Mechanism. Surf. Coat. Technol. 2016, 299, 113–122. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.P.; Cazac, A.M.; Corabieru, A.; Matcovschi, E.; Bejinariu, C. Characterization of Zinc and Manganese Phosphate Layers Deposited on the Carbon Steel Surface. In IOP Conference Series: Materials Science and Engineering; Institute of Physics Publishing: Bristol, UK, 2020; Volume 877, p. 012012. [Google Scholar]
- Azhaarudeen, S.; Faruck, A.A.M.; Nevosad, A. Tribological Behaviour and Wear Mechanisms of Manganese Phosphate Coatings under Dry Reciprocating Sliding Contact Conditions. Tribol. Int. 2018, 122, 189–199. [Google Scholar] [CrossRef]
- de Mello, J.D.B.; Costa, H.L.; Binder, R. Friction and Wear Behaviour of Steam-Oxidized Sintered Iron Components Coated with Manganese Phosphate. Wear 2007, 263, 842–848. [Google Scholar] [CrossRef]
- Baltatu, M.S.; Vizureanu, P.; Sandu, A.V.; Munteanu, C.; Istrate, B. Microstructural Analysis and Tribological Behavior of Ti-Based Alloys with a Ceramic Layer Using the Thermal Spray Method. Coatings 2020, 10, 1216. [Google Scholar] [CrossRef]
- Tkaya, M.B.; Mezlini, S.; Mansori, M.E.; Zahouani, H. On Some Tribological Effects of Graphite Nodules in Wear Mechanism of SG Cast Iron: Finite Element and Experimental Analysis. Wear 2009, 267, 535–539. [Google Scholar] [CrossRef]
- Xia, D.H.; Deng, C.M.; Macdonald, D.; Jamali, S.; Mills, D.; Luo, J.L.; Strebl, M.G.; Amiri, M.; Jin, W.; Song, S.; et al. Electrochemical Measurements Used for Assessment of Corrosion and Protection of Metallic Materials in the Field: A Critical Review. J. Mater. Sci. Technol. 2022, 112, 151–183. [Google Scholar] [CrossRef]
- Cai, X.; Xu, Y.; Zhao, N.; Zhong, L.; Zhao, Z.; Wang, J. Investigation of the Adhesion Strength and Deformation Behaviour of in Situ Fabricated NbC Coatings by Scratch Testing. Surf. Coat. Technol. 2016, 299, 135–142. [Google Scholar] [CrossRef]
- Behera, S.K.; Kumar, P.A.; Dogra, N.; Nosonovsky, M.; Rohatgi, P. Effect of Microstructure on Contact Angle and Corrosion of Ductile Iron: Iron-Graphite Composite. Langmuir 2019, 35, 16120–16129. [Google Scholar] [CrossRef] [PubMed]
- Jeong, J.J.; Jeong, B.Y.; Kim, M.H.; Lee, C. Characterization of TiN Coatings on the Plasma Nitrided Spheroidal Graphitic Cast Iron Substrates. Surf. Coat. Technol. 2002, 150, 24–30. [Google Scholar] [CrossRef]
- Mendas, M.; Benayoun, S. Comparative Study of Abrasion via Microindentation and Microscratch Tests of Reinforced and Unreinforced Lamellar Cast Iron. Friction 2019, 7, 457–465. [Google Scholar] [CrossRef]
- Xie, Y.; Hawthorne, H.M. A Model for Compressive Coating Stresses in the Scratch Adhesion Test. Surf. Coat. Technol. 2001, 141, 15–25. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.-P.; Vizureanu, P.; Sandu, A.V.; Bejinariu, C. Phosphate Surface Treatment for Improving the Corrosion Resistance of the C45 Carbon Steel Used in Carabiners Manufacturing. Materials 2020, 13, 3410. [Google Scholar] [CrossRef] [PubMed]
- Burduhos-Nergis, D.P.; Bejinariu, C.; Sandu, A.V. Phosphate Coatings Suitable for Personal Protective Equipment; Materials Research Forum LLC: Millersville, PA, USA, 2021; Volume 89, ISBN 9781644901113. [Google Scholar]
- Kerstner, E.K.; Kunst, S.R.; Beltrami, L.V.R.; Vega, M.R.O.; Scienza, L.C.; de Fraga Malfatti, C. Anticorrosive Performance of Commercial Nanoceramic Coatings on AISI 1010 Steel. Mater. Res. 2014, 17, 1497–1506. [Google Scholar] [CrossRef][Green Version]
- Standard Practice for Surface Wettability of Coatings, Substrates and Pigments by Advancing Contact Angle Measurement. Available online: https://www.astm.org/d7334-08r22.html (accessed on 23 August 2022).
- Yildirim Erbil, H. The Debate on the Dependence of Apparent Contact Angles on Drop Contact Area or Three-Phase Contact Line: A Review. Surf. Sci. Rep. 2014, 69, 325–365. [Google Scholar] [CrossRef]
- Savin, C.; Nejneru, C.; Tugui, C.A.; Perju, M.C.; Sandu, A.V.; Bejinariu, C. Analysis of Contact Angle for Metallic Materials in Wastewater Pumps. Rev. Chim. 2019, 70, 2811–2817. [Google Scholar] [CrossRef]
- Org, W.E.; Chen, Y.; Wang, J.; Wen, S.; Zhang, J.; Yu, X.; Mao, Y. ELECTROCHEMICAL SCIENCE Synthesis of Rose-Like Sheet Zinc Phosphate by the Induction-Calcination Method and Its Application as a Corrosion Inhibitor in Coatings. Int. J. Electrochem. Sci. 2021, 16, 210456. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | Ni | Mg | P | S | Cr | Ti | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt, % | 4.50 | 0.09 | 2.28 | 0.12 | 0.09 | 0.05 | 0.04 | 0.02 | 0.02 | 0.01 | balance |
| Samples and Solutions | Contact Angle Measurements (C.A.) [Degrees] | Mean [Degrees] | Deviation [Degrees] | ||||
|---|---|---|---|---|---|---|---|
| Coated cast iron—DWW-1 | 36 | 48.3 | 51 | 49.2 | 41.3 | 45.1 | 8 |
| Cast iron—DWW-1 | 99.4 | 100.3 | 99.1 | 97.2 | 94.9 | 98.2 | 2.2 |
| Coated cast iron -DWW-2 | 65.9 | 60.8 | 44.9 | 40.4 | 55.1 | 53 | 12.3 |
| Cast iron—DWW-2 | 95.3 | 98.7 | 95.8 | 97.2 | 98.3 | 97.1 | 1.5 |
| Coated cast iron -DWW-3 | 68.1 | 60.9 | 61.1 | 48.4 | 38.1 | 54.4 | 11 |
| Cast iron—DWW-3 | 95.1 | 93.5 | 96.7 | 92.1 | 93.7 | 94.2 | 1.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nejneru, C.; Burduhos-Nergis, D.-P.; Axinte, M.; Perju, M.C.; Bejinariu, C. Analysis of the Physical-Mechanical Properties of the Zinc Phosphate Layer Deposited on a Nodular Cast Iron Substrate. Coatings 2022, 12, 1384. https://doi.org/10.3390/coatings12101384
Nejneru C, Burduhos-Nergis D-P, Axinte M, Perju MC, Bejinariu C. Analysis of the Physical-Mechanical Properties of the Zinc Phosphate Layer Deposited on a Nodular Cast Iron Substrate. Coatings. 2022; 12(10):1384. https://doi.org/10.3390/coatings12101384
Chicago/Turabian StyleNejneru, Carmen, Diana-Petronela Burduhos-Nergis, Mihai Axinte, Manuela Cristina Perju, and Costica Bejinariu. 2022. "Analysis of the Physical-Mechanical Properties of the Zinc Phosphate Layer Deposited on a Nodular Cast Iron Substrate" Coatings 12, no. 10: 1384. https://doi.org/10.3390/coatings12101384
APA StyleNejneru, C., Burduhos-Nergis, D.-P., Axinte, M., Perju, M. C., & Bejinariu, C. (2022). Analysis of the Physical-Mechanical Properties of the Zinc Phosphate Layer Deposited on a Nodular Cast Iron Substrate. Coatings, 12(10), 1384. https://doi.org/10.3390/coatings12101384