
Investigation of the WEDM Parameters’ Influence on the Recast Layer Thickness of Spark Plasma Sintered SiC-TiB2-TiC Ceramic

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Mixture Preparation
2.2. Spark Plasma Sintering
2.3. Wire Electrical Discharge Machining
2.4. Experimental Design
2.5. Grey Relational Analysis
2.5.1. Normalization
2.5.2. Deviation
2.5.3. Grey Relational Coefficient
2.5.4. Grey Relational Grade
3. Results and Discussion
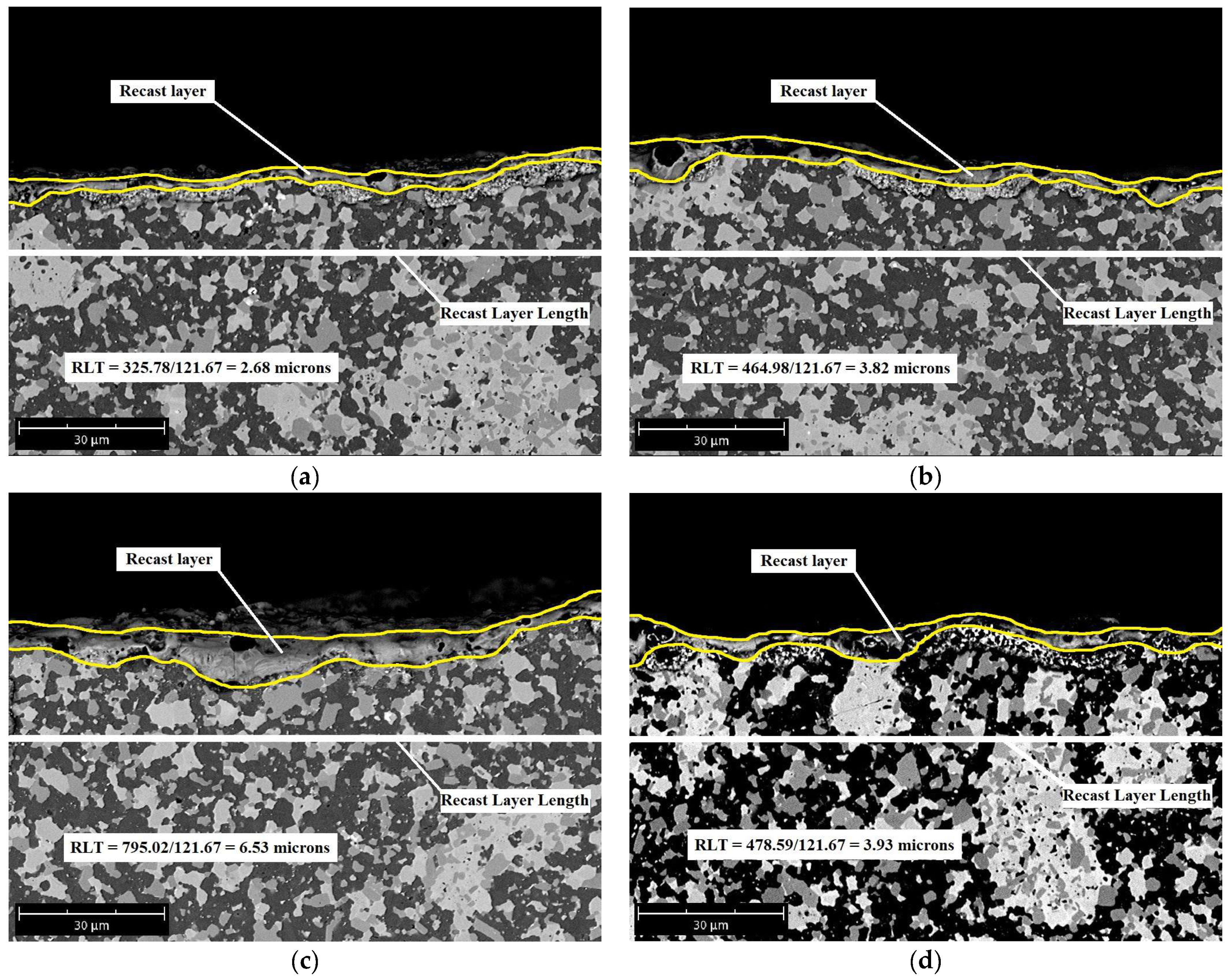
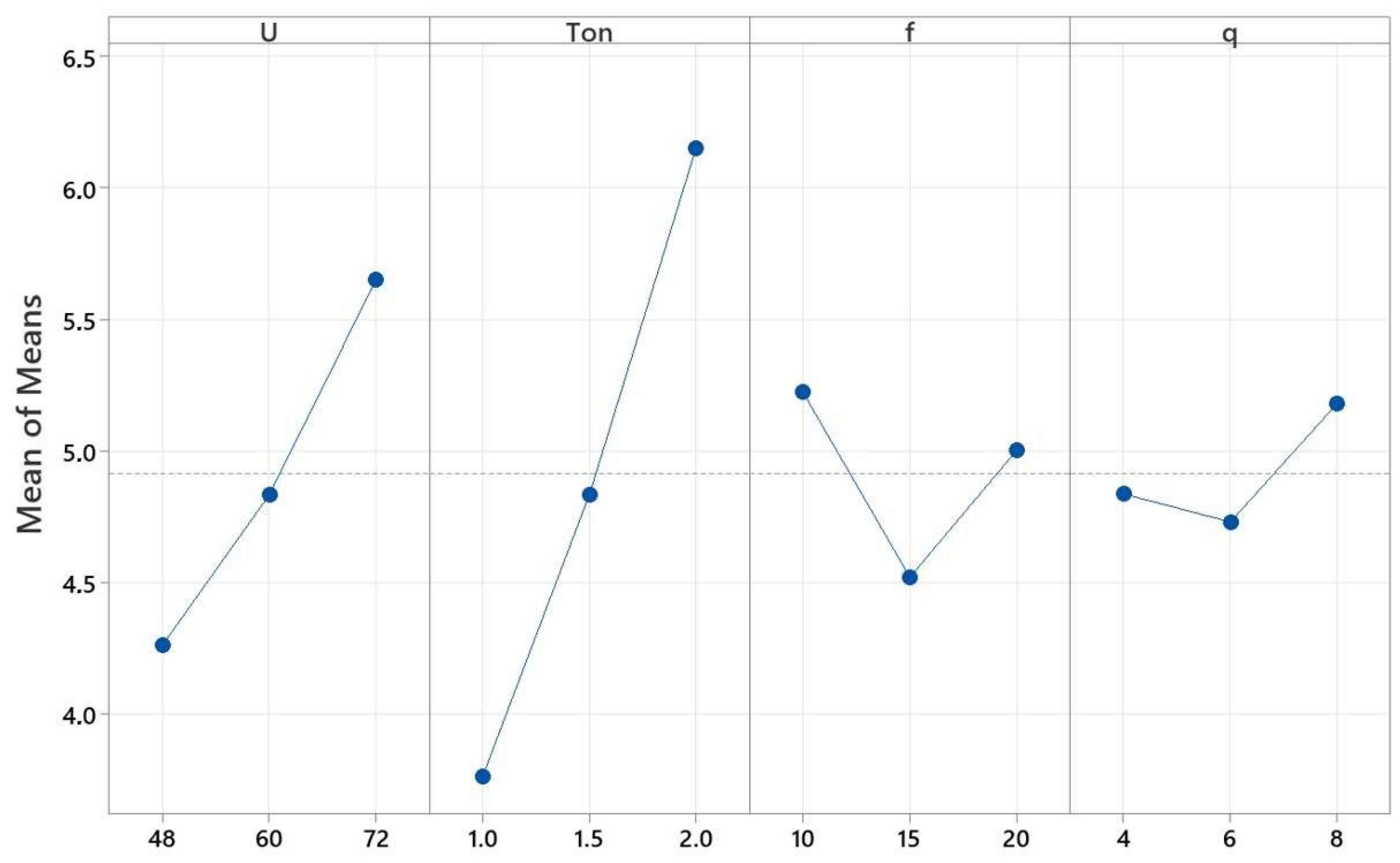
3.1. Parametric Effect on Recast Layer Thickness
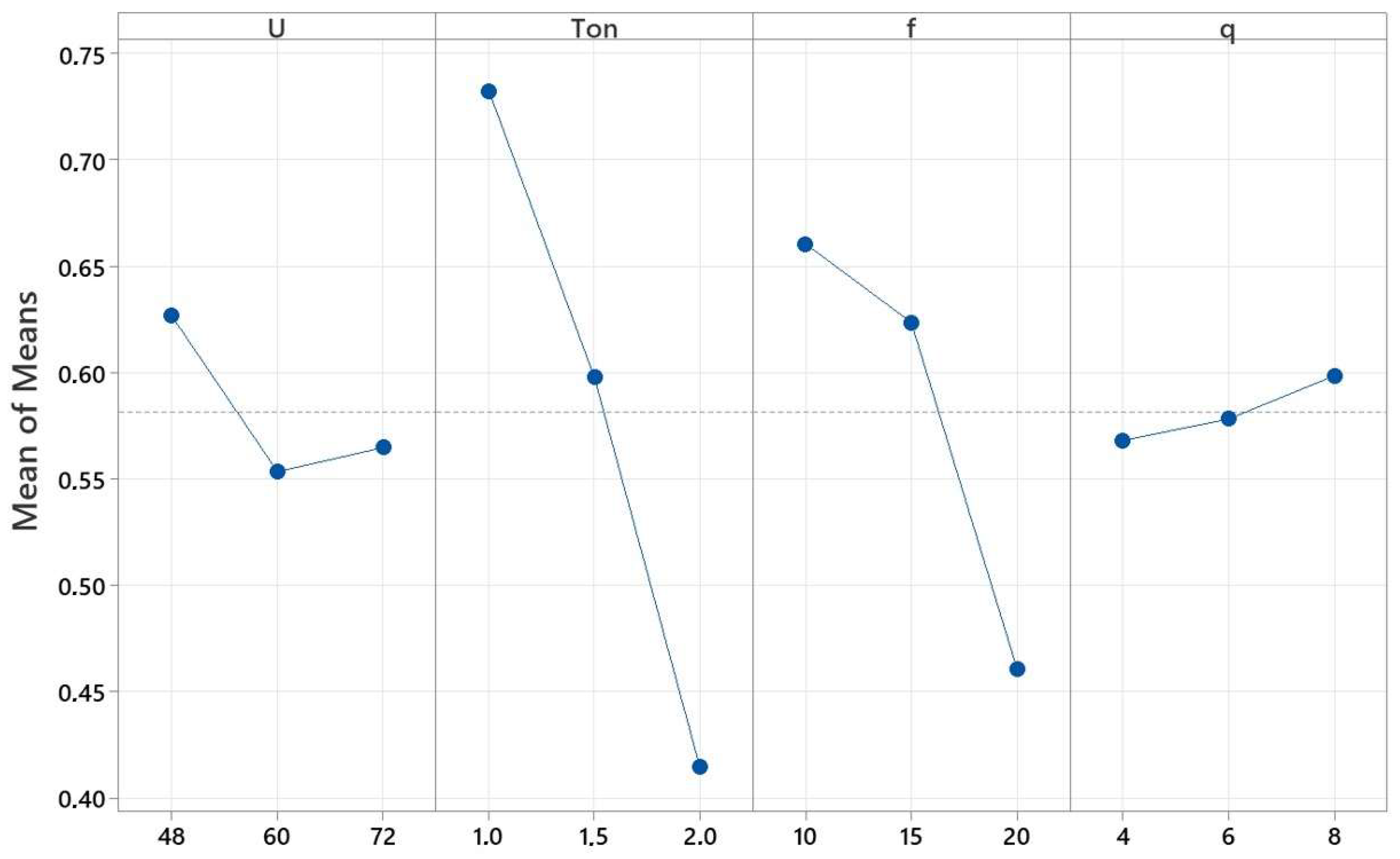
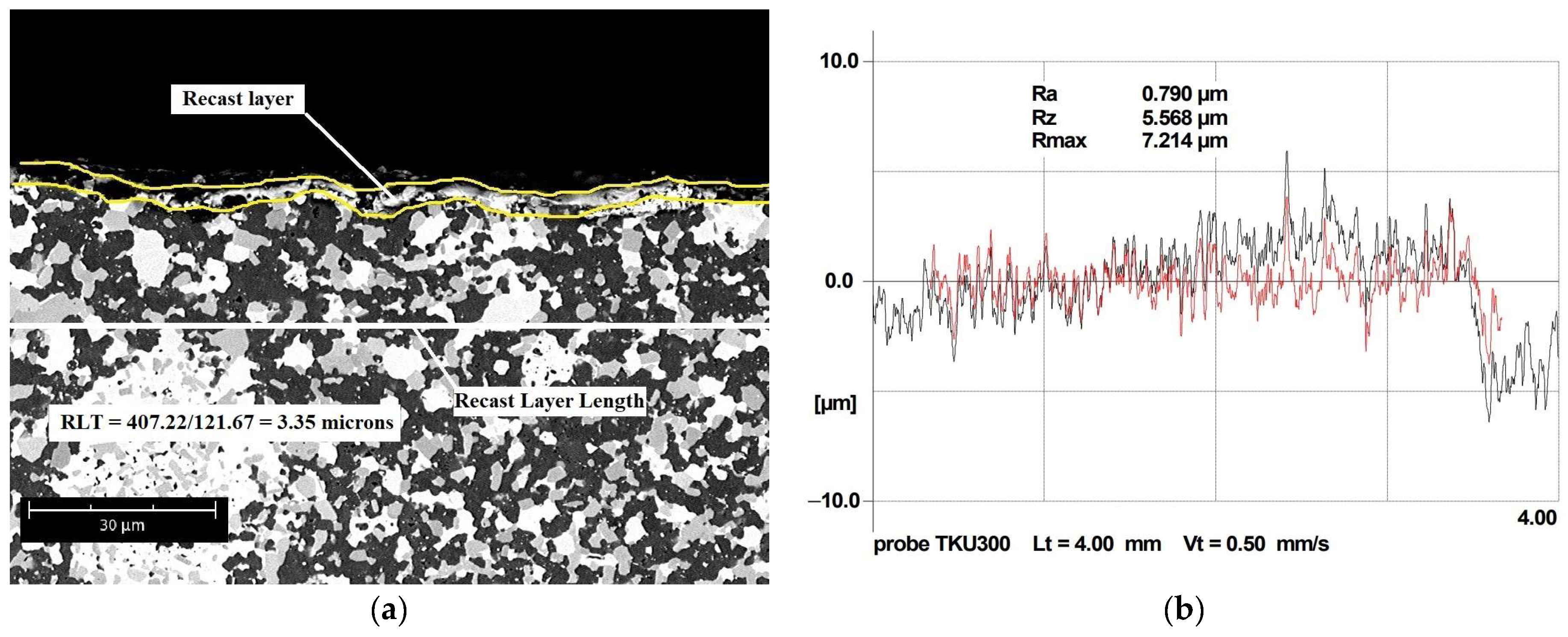
3.2. Parametric Effect on Surface Roughness
3.3. Optimization Using Grey Relational Analysis
3.4. Confirmation Test
4. Conclusions
- For recast layer thickness, the Pulse-on time was observed as the most significant process parameter, followed by Spark gap voltage. On the other hand, Spark frequency and Wire speed had no significance for RLT. An increasing trend for RLT was observed when the Spark gap voltage and Pulse-on time increased from 48 to 72 V and from 1.0 to 2.0 µs, respectively. Moreover, it has been noted that Spark frequency and Wire speed show a mixed effect. With the increase in Spark frequency from 10 to 15 kHz and Wire speed from 4 to 6 m/min, a decrease in RLT was observed. On the other hand, when Spark frequency and Wire speed increased from 15 to 20 kHz and from 6 to 8 m/min, respectively, an increase in RLT was noticed.
- For surface roughness, Spark frequency was observed as the most significant process parameter, followed by Pulse-on time and Spark gap voltage. On the other hand, Wire speed had no significance for SR. A decrease in SR was observed with an increase in U. Moreover, it was noticed that SR decreased with a decrease in Pulse-on time and Spark frequency, while Wire speed showed a mixed effect. When Wire speed increased from 4 to 6 m/min, SR decreased from 1.00 to 0.95 µm. On the other hand, a further increase in speed results in a small increase in SR, from 0.95 to 0.96 µm.
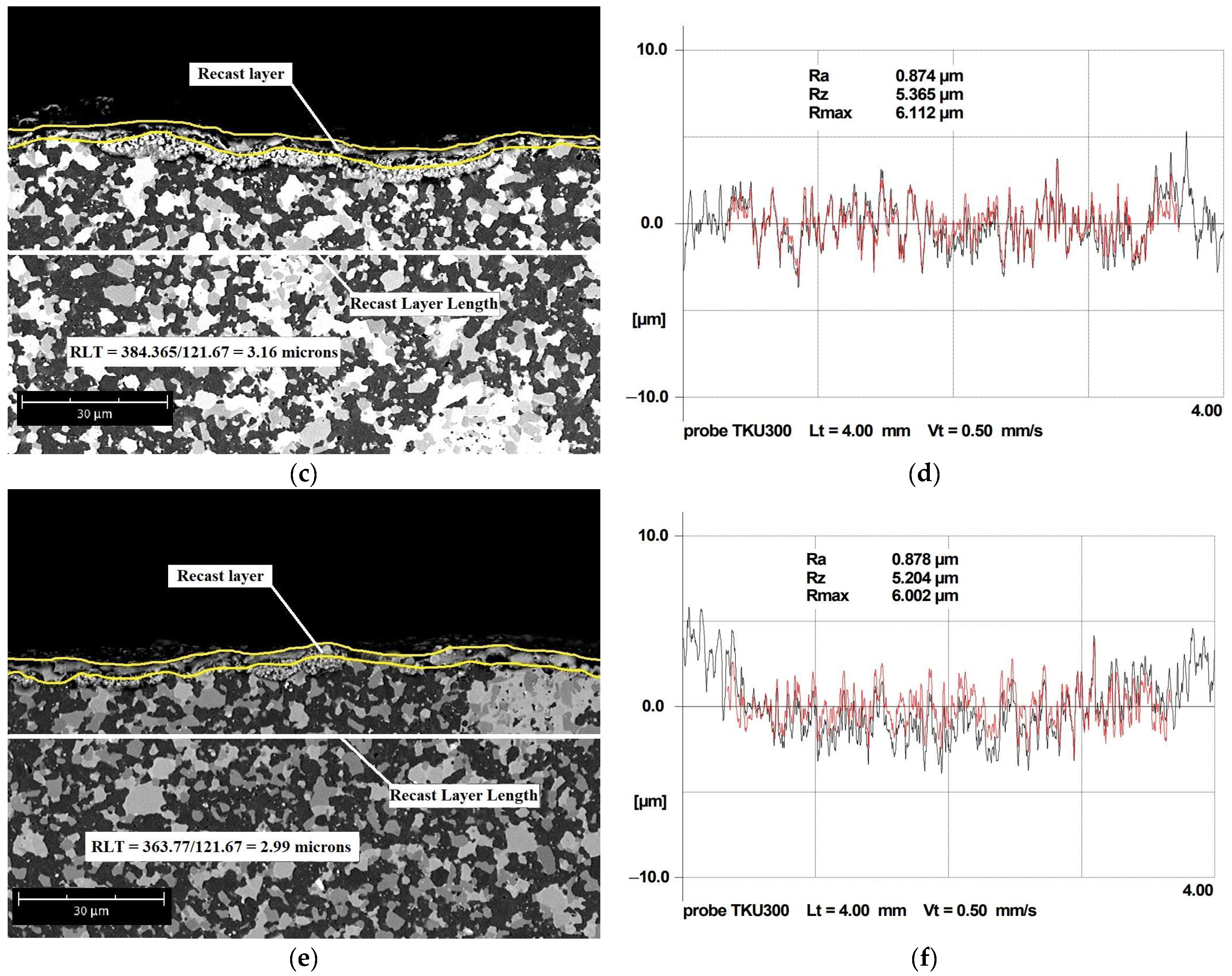
- An RLT of 3.16 µm and an SR of Ra = 0.847 µm were obtained at optimal process parameters (U = 48V; Ton = 1.0 µs; f = 10 kHz; and q = 8 m/min). The RLT of 3.16 µm was the thinnest recast layer obtained.
- Confirmation test showed that, in comparison to the initial machining conditions, WEDM of SiC-TiB2-TiC ceramic composite at optimal process parameters shows a decrease in RLT and SR by 43.67% and 7.12%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ANOVA | Analysis of variance, |
| B2O3 | Boron trioxide, |
| f | Spark frequency, |
| GRA | Grey relational analysis, |
| GRC | Grey relational coefficient, |
| GRG | Grey relational grade, |
| q | Wire speed, |
| RLA | Recast layer area, |
| RLL | Recast layer length, |
| RLT | Recast layer thickness, |
| SEM | Scanning electron microscope, |
| SiC | Silicon carbide, |
| SR | Surface roughness, |
| TiB2 | Titanium diboride, |
| TiC | Titanium carbide, |
| TiO2 | Titanium dioxide, |
| Toff | Pulse-off time, |
| Ton | Pulse-on time, |
| U | Spark gap voltage, |
| WEDM | Wire electrical discharge machining. |
References
- Chen, J.; Li, W.; Jiang, W. Characterization of sintered TiC-SiC composites. Ceram. Int. 2009, 35, 3125–3129. [Google Scholar] [CrossRef]
- Cho, K.-S.; Kim, Y.-W.; Choi, H.-J.; Lee, J.-G. SiC-TiC and SiC-TiB2 composites densified by liquid-phase sintering. J. Mater. Sci. 1996, 31, 6223–6228. [Google Scholar] [CrossRef]
- Shaffer, P.T.B. The SiC phase in the system SiC-B4C-C. Mater. Res. Bull. 1969, 4, 213–219. [Google Scholar] [CrossRef]
- Lee, S.-K.; Ishida, W.; Lee, S.-Y.; Nam, K.-W.; Ando, K. Crack-healing behavior and resultant strength properties of silicon carbide ceramic. J. Eur. Ceram. Soc. 2005, 25, 569–576. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Pristinskiy, Y.; Soe, T.N.; Malakhinsky, A.; Mosyanov, M.; Podrabinnik, P.; Smirnov, A.; Solís Pinargote, N.W. Processing and Characterization of Spark Plasma Sintered SiC-TiB2-TiC Powders. Materials 2022, 15, 1946. [Google Scholar] [CrossRef]
- Song, Y.L.; Pan, C.Z.; Zhang, J.; Zhu, B. TiB2-TiC-SiC composites prepared through high-gravity field activated SHS. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382, 022048. [Google Scholar] [CrossRef]
- Li, W.-J.; Tu, R.; Goto, T. Preparation of TiC-TiB2-SiC Ternary Eutectic Composites by Arc-Melting and Their Characterizations. Mater. Trans. 2006, 47, 1193–1197. [Google Scholar] [CrossRef]
- Mestral, F.; Thevenot, F. Ceramic composites: TiB2-TiC-SiC. Part I Properties and microstructures in the ternary system. J. Mater. Sci. 1991, 26, 5547–5560. [Google Scholar] [CrossRef]
- Somiya, S. Handbook of Advanced Ceramics. Materials, Applications, Processing, and Properties, 2nd ed.; Somiya, S., Ed.; Academic Press: Cambridge, MA, USA, 2013. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Milovich, F.; Tabakov, V.; Sitnikov, N.; Andreev, N.; Sviridova, T.; Bublikov, J. Investigation of multicomponent nanolayer coatings based on nitrides of Cr, Mo, Zr, Nb, and Al. Surf. Coat. Technol. 2020, 401, 126258. [Google Scholar] [CrossRef]
- Vereschaka, A.S.; Grigoriev, S.N.; Sotova, E.S.; Vereschaka, A.A. Improving the effi-ciency of the cutting tools made of mixed ceramics by applying modifying nano-scale multilayered coatings. Adv. Mat. Res. 2013, 712–715, 391–394. [Google Scholar] [CrossRef]
- Akhtar, S.S. A critical review on self-lubricating ceramic-composite cutting tools. Ceram. Int. 2021, 47, 20745–20767. [Google Scholar] [CrossRef]
- Wäsche, R.; Klaffke, D. In situ formation of tribologically effective oxide interfaces in SiC-based ceramics during dry oscillating sliding. Tribol. Lett. 1998, 5, 173–190. [Google Scholar] [CrossRef]
- Wäsche, R.; Yarim, R.; Klaffke, D.; Hartelt, M. Oscillating sliding wear behaviour of SiC, TiC, TiB2, 59SiC-41TiB2 and 52SiC-24TiC-24TiB2 materials up to 750 °C in air. Tribotest 2006, 12, 99–111. [Google Scholar] [CrossRef]
- Fattahi, M.; Pazhouhanfar, Y.; Delbari, S.A.; Shaddel, S.; Sabahi Namini, A.; Shahedi Asl, M. Influence of TiB2 content on the properties of TiC-SiCw composites. Ceram. Int. 2019, 46, 7403–7412. [Google Scholar] [CrossRef]
- Shahedi Asl, M.; Delbari, S.A.; Shayesteh, F.; Ahmadi, Z.; Motallebzadeh, A. Reactive Spark plasma sintering of TiB2–SiC–TiN novel composite. Int. J. Refract. Met. Hard Mater. 2019, 81, 119–126. [Google Scholar] [CrossRef]
- Mestral, F.; Thevenot, F. Ceramic composites: TiB2-TiC-SiC. J. Mater. Sci. 1991, 26, 5561–5565. [Google Scholar] [CrossRef]
- Luzhkova, A.P.; Boikov, S.Y.; Ordanyan, S.S.; Rumyantsev, V.I. Carbothermal synthesis of the SiC-TiC-TiB2 eutectic system, mechanical properties of the SiC-TiC-TiB2 material based on submicron powders with a nanoscale component. In Proceedings of the Rusnanotech 2011. IV Nanotechnology International Forum, Moscow, Russia, 26–28 October 2011. [Google Scholar]
- Sun, P.Q.; Zhu, D.G.; Jiang, X.S.; Sun, H.L.; Xia, Z.H. Research on Microstructures and Properties of in-situ Synthesis of TiB2-TiC0.8-SiC Multiphase Ceramics. J. Inorg. Mater. 2013, 28, 363–368. [Google Scholar] [CrossRef]
- Cai, X.Q.; Wang, D.P.; Wang, Y.; Yang, Z.W. Microstructural evolution and mechanical properties of TiB2-TiC-SiC ceramics joint brazed using Ti-Ni composite foils. J. Eur. Ceram. Soc. 2020, 40, 3380–3390. [Google Scholar] [CrossRef]
- Zhang, G.J.; Yue, X.M.; Jin, Z.Z. Preparation and microstructure of TiB2-TiC-SiC platelet-reinforced Ceramics by reactive hot-pressing. J. Eur. Ceram. Soc. 1996, 16, 1145–1148. [Google Scholar] [CrossRef]
- Zhao, G.; Huang, C.; He, N.; Liu, H.; Zou, B. Microstructure and mechanical properties at room and elevated temperatures of reactively hot pressed TiB2-TiC-SiC composite ceramic tool materials. Ceram. Int. 2016, 42, 5353–5361. [Google Scholar] [CrossRef]
- Zhao, G.; Huang, C.; He, N.; Liu, H.; Zou, B. Fabrication and cutting performance of reactively hot-pressed TiB2-TiC-SiC ternary cutting tool in hard turning of AISI H13 steel. Int. J. Adv. Manuf. Technol. 2016, 91, 943–954. [Google Scholar] [CrossRef]
- Tu, R.; Li, W.; Goto, T. Phase Orientation of a TiC-TiB2-SiC Ternary Eutectic Composite Prepared by An FZ Method. Mater. Sci. Forum 2007, 534–536, 1057–1060. [Google Scholar] [CrossRef]
- Danilovich, D.P. Ceramic Matrix Materials in the SiC-TiB2-(TiC, B4C, AlN) System. Ph.D. Thesis, St. Petersburg State Institute of Technology, St. Petersburg, Russia, 4 June 2019. Available online: http://old.technolog.edu.ru/university/dissovet/autoreferats/file/6581-..html (accessed on 12 September 2023).
- Taki, Y.; Kitiwan, M.; Katsui, H.; Goto, T. Electrical and thermal properties of off-stoichiometric SiC prepared by Spark plasma sintering. J. Asian Ceram. Soc. 2018, 6, 95–101. [Google Scholar] [CrossRef]
- Malik, R.; Kim, Y.-W. Plastic deformation-induced improved mechanical and thermal properties in hot-forged SiC-TiC composite. J. Eur. Ceram. Soc. 2021, 41, 6223–6228. [Google Scholar] [CrossRef]
- Cho, K.S. Microstructure and Fracture Toughness of In-situ Toughened SiC-TiC Composites. J. Mater. Sci. Lett. 1998, 17, 1081–1084. [Google Scholar] [CrossRef]
- Ohya, Y.; Hoffmann, M.J.; Petzow, G. Sintering of in-Situ Synthesized SiC-TiB2 Composites with Improved Fracture Toughness. J. Am. Ceram. Soc. 1992, 75, 2479–2483. [Google Scholar] [CrossRef]
- Zou, B.; Huang, C.; Song, J.; Liu, Z.; Liu, L.; Zhao, Y. Mechanical properties and microstructure of TiB2-TiC composite ceramic cutting tool material. Int. J. Refract. Met. Hard Mater. 2012, 35, 1–9. [Google Scholar] [CrossRef]
- Gutiérrez-González, C.F.; Pozhidaev, S.; Rivera, S.; Peretyagin, P.; Solís, W.; Díaz, L.A.; Fernández, A.; Torrecillas, R. Longer-lasting Al2O3-SiCw-TiC cutting tools obtained by Spark plasma sintering. Int. J. Appl. Ceram. Technol. 2017, 14, 367–373. [Google Scholar] [CrossRef]
- Pristinskiy, Y.; Pinargote, N.W.S.; Smirnov, A. The effect of MgO addition on the microstructure and mechanical properties of alumina ceramic obtained by Spark plasma sintering. Mater. Today Proc. 2019, 19, 1990–1993. [Google Scholar] [CrossRef]
- Pristinskiy, Y.; Pinargote, N.W.S.; Smirnov, A. Spark plasma and conventional sintering of ZrO2-TiN composites: A comparative study on the microstructure and mechanical properties. MATEC Web Conf. 2018, 224, 01055. [Google Scholar] [CrossRef]
- Clijsters, S.; Liu, K.; Reynaerts, D.; Lauwers, B. EDM technology and strategy development for the manufacturing of complex parts in SiSiC. J. Mater. Process. Technol. 2010, 210, 631–641. [Google Scholar] [CrossRef]
- Sharma, A.; Babbar, A.; Tian, Y.; Pathri, B.P.; Gupta, M.; Singh, R. Machining of ceramic materials: A state-of-the-art review. Int. J. Interact. Des. Manuf. 2022, 1–21. [Google Scholar] [CrossRef]
- Schüler, M.; Herrig, T.; Bergs, T. A study on abrasive waterjet multi-stage machining of ceramics. Procedia CIRP 2022, 108, 770–775. [Google Scholar] [CrossRef]
- Ma, Z.; Wang, Q.; Liang, Y.; Cui, Z.; Meng, F.; Chen, L.; Wang, Z.; Yu, T.; Liu, C. The mechanism and machinability of laser-assisted machining zirconia ceramics. Cer. Int. 2023, 49, 16971–16984. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Nadykto, A.B.; Volosova, M.A.; Zelensky, A.A.; Pivkin, P.M. WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts. Metals 2021, 11, 882. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Hamdy, K.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Electrical discharge machining of oxide and nitride ceramics: A review. Mater. Des. 2021, 209, 109965. [Google Scholar] [CrossRef]
- Pramanick, A.; Mandal, S.; Dey, P.; Das, P.K. WEDM process optimization of sintered structural ceramic sample by using fuzzy-MPCI technique. Mater. Today Proc. 2021, 41, 925–993. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Po-drabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Electrical Discharge Ma-chining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers. J. Manuf. Mater. Process. 2020, 4, 96. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S.; Kaur, S. Magnetic Field Influence on Surface Modifications in Powder Mixed EDM. Silicon 2019, 11, 415–423. [Google Scholar] [CrossRef]
- Bisaria, H.; Shandilya, P. The machining characteristics and surface integrity of Ni-rich NiTi shape memory alloy using wire electric discharge machining. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 1068–1078. [Google Scholar] [CrossRef]
- Singh, S.; Yeh, M.F. Optimization of Abrasive Powder Mixed EDM of Aluminum Ma-trix Composites with Multiple Responses Using Gray Relational Analysis. J. Mater. Eng. Perform. 2012, 21, 481–491. [Google Scholar] [CrossRef]
- Kuo, Y.; Yang, T.; Huang, G.-W. The use of grey relational analysis in solving multiple attribute decision-making problems. Comput. Ind. Eng. 2008, 55, 80–93. [Google Scholar] [CrossRef]
- Girish, B.M.; Siddesh, H.S.; Satish, B.M. Taguchi grey relational analysis for parametric optimization of severe plastic deformation process. SN Appl. Sci. 2019, 1, 937. [Google Scholar] [CrossRef]
- Deng, J.; Yan, Q.; Lu, J.; Xiong, Q.; Pan, J. Optimisation of Lapping Process Parameters for Single-Crystal 4H–SiC Using Orthogonal Experiments and Grey Relational Analysis. Micromachines 2021, 12, 910. [Google Scholar] [CrossRef]
- Suresh Kumar, S.; Uthayakumar, M.; Thirumalai Kumaran, S.; Parameswaran, P.; Mohandas, E.; Kempulraj, G.; Ramesh Babu, B.S.; Natarajan, S.A. Parametric op-timization of wire electrical discharge machining on aluminium based composites through. grey relational analysis. J. Manuf. Process. 2015, 20, 33–39. [Google Scholar] [CrossRef]
- Huang, J.T.; Liao, Y.S. Optimization of machining parameters of Wire-EDM based on Grey relational and statistical analyses. Int. J. Prod. Res. 2003, 41, 1707–1720. [Google Scholar] [CrossRef]
- Sylajakumari, P.A.; Ramakrishnasamy, R.; Palaniappan, G. Taguchi grey relational analysis for multi-response optimization of wear in co-continuous composite. Materials 2018, 11, 1743. [Google Scholar] [CrossRef]
- Tan, P.C.; Yeo, S.H. Investigation of recast layers generated by a powder-mixed die-lectric micro electrical discharge machining process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1051–1062. [Google Scholar] [CrossRef]
- Wu, K.L.; Yan, B.H.; Huang, F.Y.; Chen, S.C. Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. Int. J. Mach. Tools Manuf. 2005, 45, 1195–1201. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, V.; Kumar, J. Surface crack density and recast layer thickness analysis in WEDM process through response surface methodology. Mach. Sci. Technol. 2016, 20, 201–230. [Google Scholar] [CrossRef]
- Krishna Mussada, E.; Chee Hua, C.; Kameswari Prasada Rao, A. Surface hardenability studies of the die steel machined by WEDM. Mater. Manuf. Process. 2018, 33, 1745–1750. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Measurement of WEDM per-formance characteristics of aero-engine alloy using RSM-based TLBO algorithm. Measurement 2021, 179, 109483. [Google Scholar] [CrossRef]
- Marelli, D.; Singh, S.K.; Nagari, S.; Subbiah, R. Optimisation of machining parameters of wire-cut EDM on super alloy materialsea review. Mater. Today Proc. 2020, 26, 1021e1027. [Google Scholar] [CrossRef]
- Ahuja, N.; Batra, U.; Kumar, K. Experimental investigation and optimization of wire electrical discharge machining for surface characteristics and corrosion rate of biode-gradable Mg alloy. J. Mater. Eng. Perform. 2020, 29, 4117e4129. [Google Scholar] [CrossRef]
- Sharma, N.; Raj, T.; Jangra, K.K. Parameter optimization and experimental study on wire electrical discharge machining of porous Ni40Ti60 alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 6. [Google Scholar] [CrossRef]
- Manjaiah, M.; Narendranath, S.; Basavarajappa, S.; Gaitonde, V. Investigation on materi-al removal rate, surface and subsurface characteristics in wire electro discharge Machin-ing of Ti50Ni50-xCux shape memory alloy. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 232, 2. [Google Scholar] [CrossRef]
- Meena, V.K.; Azad, M.S. Grey relational analysis of micro-EDM machining of Ti-6Al-4V alloy. Mater. Manuf. Process. 2012, 27, 973–977. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specifications of WEDM Machine | Properties of SiC-TiB2-TiC [5] | ||
|---|---|---|---|
| Machine | Arta 123 PRO | Theoretical density | 3.79 g/cm3 |
| Circuit voltage | 220 V, 50 Hz | Relative density | 98.99% |
| Dielectric | deionized water | Thermal diffusivity at 1000 °C | 13 mm2/s |
| Pulse-on time | 0.3–2.7 µs | Hardness | 22.28 GPa |
| Spark frequency | 1–35 kHz | Electrical conductivity | 5.6 S/cm |
| Electrode | brass wire (∅ 0.25 mm) | Bending strength | 540 MPa |
| Wire speed | 1–14 m/min | Fracture toughness | 6.2 MPa·m1/2 |
| Spark gap voltage | 24–108 V | ||
| Levels | ||||
|---|---|---|---|---|
| Factor/Units | Symbol | 1 | 2 | 3 |
| Spark gap voltage (V) | U | 48 | 60 | 72 |
| Pulse-on time (µs) | Ton | 1 | 1.5 | 2 |
| Spark frequency (kHz) | f | 10 | 15 | 20 |
| Wire speed (m/min) | q | 4 | 6 | 8 |
| Exp. No. | Process Parameters | Response Parameters | ||||
|---|---|---|---|---|---|---|
| U (V) | Ton (µs) | f (kHz) | q (m/min) | RLT (µm) | SR (µm) | |
| 1 | 48 | 1.0 | 10 | 4 | 3.35 | 0.883 |
| 2 | 48 | 1.5 | 15 | 6 | 3.61 | 0.982 |
| 3 | 48 | 2.0 | 20 | 8 | 5.87 | 1.181 |
| 4 | 60 | 1.0 | 15 | 8 | 3.56 | 0.900 |
| 5 | 60 | 1.5 | 20 | 4 | 4.77 | 1.152 |
| 6 | 60 | 2.0 | 10 | 6 | 6.21 | 0.935 |
| 7 | 72 | 1.0 | 20 | 6 | 4.41 | 0.928 |
| 8 | 72 | 1.5 | 10 | 8 | 6.16 | 0.794 |
| 9 | 72 | 2.0 | 15 | 4 | 6.42 | 0.973 |
| Source | DF | SS | MS | F-Value | p-Value | % Contr. |
|---|---|---|---|---|---|---|
| Regression | 4 | 11.6779 | 2.91949 | 12.70 | 0.015 | 92.70 |
| U | 1 | 2.8843 | 2.88427 | 12.54 | 0.024 # | 22.90 |
| Ton | 1 | 8.5443 | 8.54427 | 37.15 | 0.004 # | 67.82 |
| f | 1 | 0.0726 | 0.07260 | 0.32 | 0.604 * | 0.58 |
| q | 1 | 0.1768 | 0.17682 | 0.77 | 0.430 * | 1.40 |
| Error | 4 | 0.9199 | 0.22997 | 7.30 | ||
| Total | 8 | 12.5978 | 100.00 | |||
| R-sq = 92.70%, R-sq (Adj.) = 85.40%, R-sq (pred.) = 39.67% | ||||||
| Source | DF | SS | MS | F-Value | p-Value | % Contr. |
|---|---|---|---|---|---|---|
| Regression | 4 | 0.1173 | 0.02933 | 17.30 | 0.009 | 94.52 |
| U | 1 | 0.0205 | 0.02053 | 12.12 | 0.025 # | 16.52 |
| Ton | 1 | 0.0241 | 0.02407 | 14.20 | 0.020 # | 19.42 |
| f | 1 | 0.0698 | 0.06977 | 41.16 | 0.003 # | 56.24 |
| q | 1 | 0.0029 | 0.00295 | 1.74 | 0.258 * | 2.34 |
| Error | 4 | 0.0068 | 0.00169 | 5.48 | ||
| Total | 8 | 0.1241 | 100.00 | |||
| R-sq = 94.54%, R-sq (Adj.) = 89.07%, R-sq (pred.) = 80.15% | ||||||
| Exp. | Normalized | Deviation | GRC | GRG | Rank | |||
|---|---|---|---|---|---|---|---|---|
| No | RLT | SR | RLT | SR | RLT | SR | ||
| 1 | 1.0000 | 0.7700 | 0.0000 | 0.2300 | 1.0000 | 0.6850 | 0.8425 | 1 |
| 2 | 0.9153 | 0.5142 | 0.0847 | 0.4858 | 0.8552 | 0.5072 | 0.6812 | 3 |
| 3 | 0.1792 | 0.0000 | 0.8208 | 1.0000 | 0.3785 | 0.3333 | 0.3559 | 9 |
| 4 | 0.9316 | 0.7261 | 0.0684 | 0.2739 | 0.8797 | 0.6461 | 0.7629 | 2 |
| 5 | 0.5375 | 0.0749 | 0.4625 | 0.9251 | 0.5195 | 0.3509 | 0.4352 | 7 |
| 6 | 0.0684 | 0.6305 | 0.9316 | 0.3695 | 0.3493 | 0.5750 | 0.4621 | 6 |
| 7 | 0.6547 | 0.6537 | 0.3453 | 0.3463 | 0.5915 | 0.5908 | 0.5912 | 5 |
| 8 | 0.0847 | 1.0000 | 0.9153 | 0.0000 | 0.3533 | 1.0000 | 0.6766 | 4 |
| 9 | 0.0000 | 0.5375 | 1.0000 | 0.4625 | 0.3333 | 0.5195 | 0.4264 | 8 |
| Level | U | Ton | f | q |
|---|---|---|---|---|
| 1 | 0.6265 | 0.7322 | 0.6604 | 0.5680 |
| 2 | 0.5534 | 0.5977 | 0.6235 | 0.5782 |
| 3 | 0.5647 | 0.4148 | 0.4608 | 0.5985 |
| Delta | 0.0731 | 0.3174 | 0.1996 | 0.0304 |
| Rank | 3 | 1 | 2 | 4 |
| Parameters | Initial Process Parameters | Optimal Process Parameters | |
|---|---|---|---|
| Predicted | Experimental | ||
| Combination Level | (U)3(Ton)2(f)2(q)2 | (U)1(Ton)1(f)1(q)3 | (U)1(Ton)1(f)1(q)3 |
| RLT | 5.61 | 3.31 | 3.16 |
| SR | 0.912 | 0.836 | 0.847 |
| GRG | 0.6194 | 0.8729 | 0.8925 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Solís Pinargote, N.W.; Malakhinsky, A.; Soe, T.N.; Pristinskiy, Y.; Smirnov, A.; Meleshkin, Y.; Apelfeld, A.; Peretyagin, N.; Peretyagin, P.; Grigoriev, S.N. Investigation of the WEDM Parameters’ Influence on the Recast Layer Thickness of Spark Plasma Sintered SiC-TiB2-TiC Ceramic. Coatings 2023, 13, 1728. https://doi.org/10.3390/coatings13101728
Solís Pinargote NW, Malakhinsky A, Soe TN, Pristinskiy Y, Smirnov A, Meleshkin Y, Apelfeld A, Peretyagin N, Peretyagin P, Grigoriev SN. Investigation of the WEDM Parameters’ Influence on the Recast Layer Thickness of Spark Plasma Sintered SiC-TiB2-TiC Ceramic. Coatings. 2023; 13(10):1728. https://doi.org/10.3390/coatings13101728
Chicago/Turabian StyleSolís Pinargote, Nestor Washington, Alexander Malakhinsky, Thet Naing Soe, Yuri Pristinskiy, Anton Smirnov, Yaroslav Meleshkin, Andrey Apelfeld, Nikita Peretyagin, Pavel Peretyagin, and Sergey N. Grigoriev. 2023. "Investigation of the WEDM Parameters’ Influence on the Recast Layer Thickness of Spark Plasma Sintered SiC-TiB2-TiC Ceramic" Coatings 13, no. 10: 1728. https://doi.org/10.3390/coatings13101728