
Experiment and Numerical Simulation on Thermal Cycling Performance of YSZ-Based Sealing Coatings with “Brick-Mud” Layered Structure

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials and Methods
2.1.1. Raw Materials of the “Brick” Layer and the “Mud” Layer
- (1)
- Main components of the “brick” layer
- (2)
- Raw materials of the “mud” layer
2.1.2. Preparation of the “Brick” Layer and the “Mud” Layer
- (1)
- Preparation of the “brick” layer
- (2)
- Preparation of the “mud” layer
2.1.3. Design of “Brick-Mud” Layered Coatings Containing “Mud” Layers with Various Thicknesses
2.1.4. Fabrication of “Mud” Layers with Various Thicknesses
2.1.5. Bonding Strength Test
2.1.6. Thermal Cycling Test
2.1.7. Microstructural Characterization
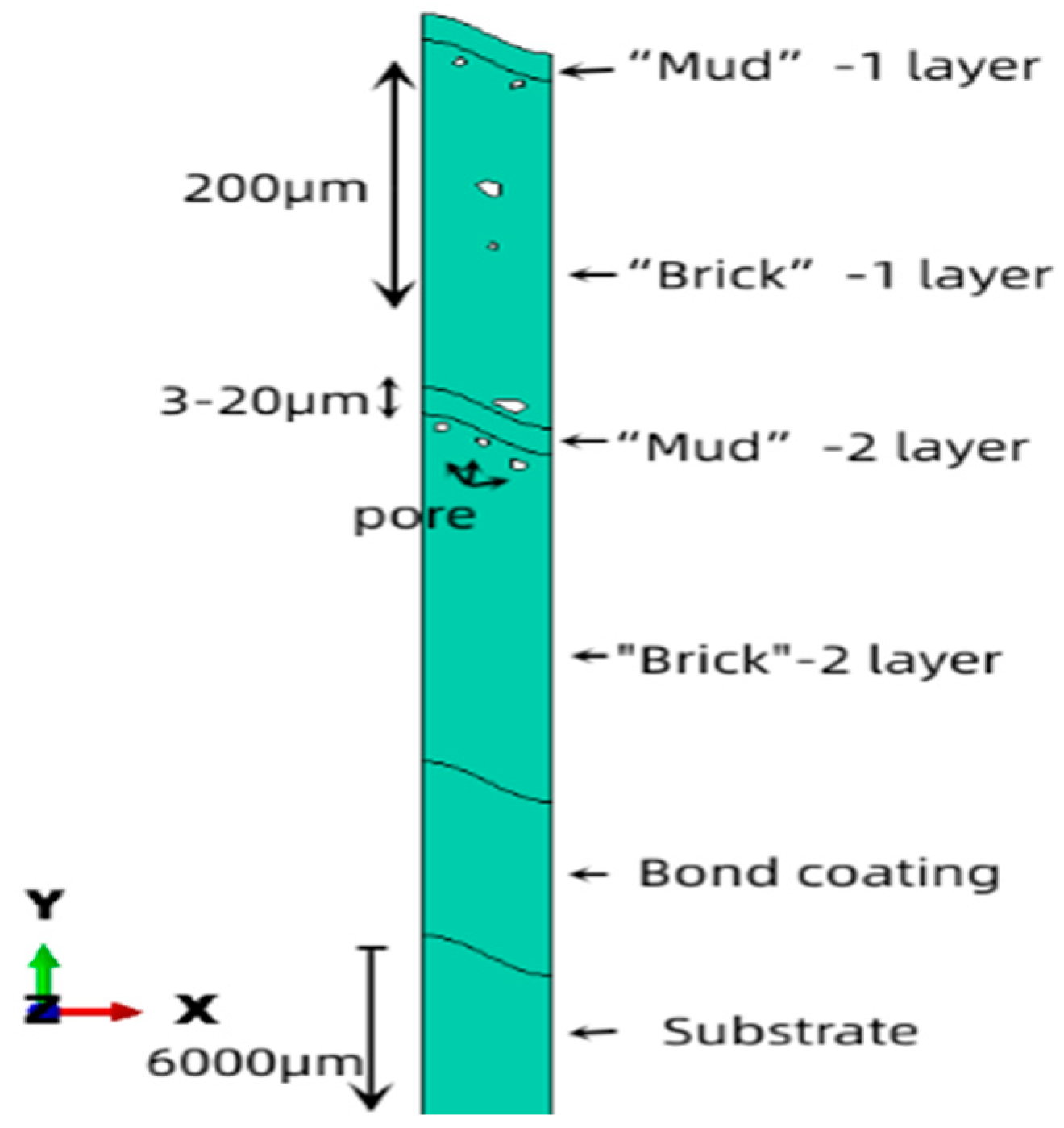
2.2. Numerical Model Development
2.2.1. Geometry Model
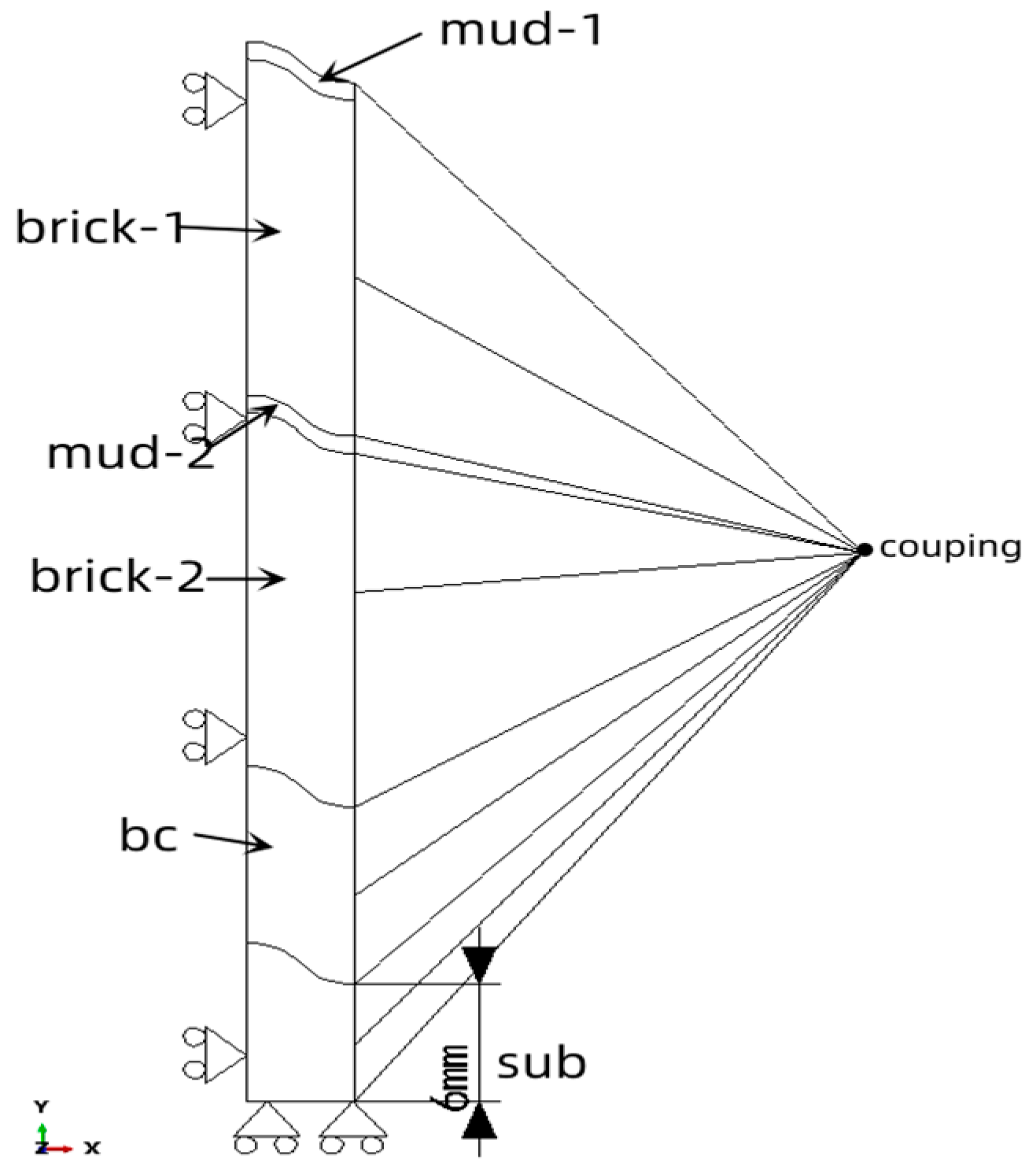
2.2.2. Boundary Conditions and Thermal Loading
- (1)
- The left boundary was constrained with symmetric constraints to prevent any displacement in the X-axis direction, while allowing free expansion in the y-axis direction.
- (2)
- The bottom boundary was constrained to avoid rigid body displacement of the model in the Y-axis direction and allowed frictionless expansion in the x-axis direction.
- (3)
- The right boundary was subjected to a coupled constraint, which ensured that it shared the same displacement as a specific point. This constraint guaranteed the overall displacement coordination of the right boundary.
- (4)
- The top boundary was left unconstrained to allow for free expansion.
2.2.3. Material Property
2.2.4. Extended Finite Element Method
3. Experimental Results and Discussion
3.1. Characterization of “Brick-Mud” Structure Coatings
3.2. Bonding Performance of “Brick-Mud” Structure Coatings
3.3. Thermal Cycling Performance of “Brick-Mud” Structure Coatings
4. Simulation Calculation Results and Analysis
4.1. Distribution and Evolution Rules of Thermal Cycling Stress
4.1.1. Stress Distribution of Normal Stress and Shear Stress
- (1)
- Distribution of and in the dense model
- (2)
- Distribution of and in the porous model
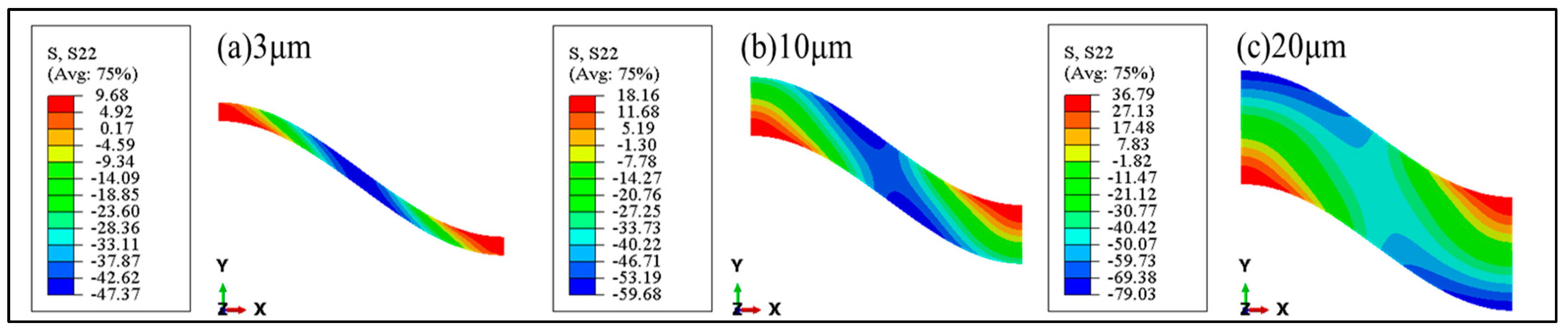
4.1.2. Effect of the “Mud” Thickness on and
- (1)
- The changing trend of stress concentration location of and
- (2)
- The stress evolution rules of and
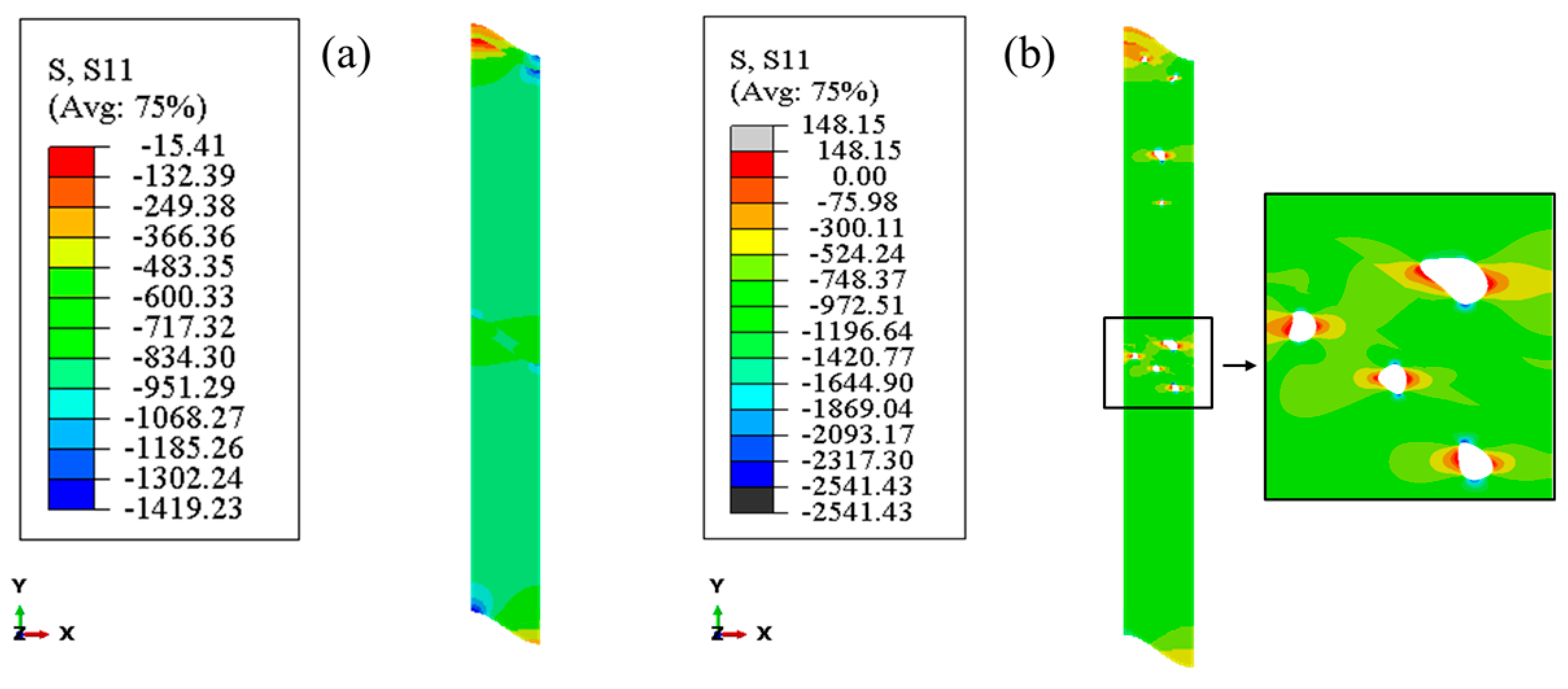
4.1.3. Distribution of Normal Stress
- (1)
- Distribution of in the dense model
- (2)
- Distribution of in the porous model
4.1.4. Effect of the “Mud” Thickness on
- (1)
- The changing trend of stress concentration location of
- (2)
- The stress evolution rules of
4.2. The Effect of M2 Layer on Crack Propagation Behavior in Porous Models
4.2.1. Evolution Rules of Longitudinal Cracks Propagation
4.2.2. Evolution Rules of Transverse Crack Propagation
4.3. The Failure Mechanism of Transverse Cracking in the Thick “Mud” Layer
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cheng, X.Y.; Yu, Y.G.; Shen, J.; Liu, J.M.; Zhang, D.M.; Liu, T. Research status of ceramic high-temperature sealing coatings. Therm. Spray Technol. 2022, 14, 1–7. [Google Scholar]
- Cheng, T.T.; Wang, Z.P.; Dai, S.J.; Ding, K.Y.; Ma, X. Research Progress of Ceramic-based High Temperature Sealing Coating for Aeroengines. J. Mech. Eng. 2021, 57, 126–136+147. [Google Scholar]
- Ali, R.; Huang, T.; Song, P.; Zhang, D.; Ali, S.; Arif, M.; Awais, S.; Hanifi, D.; Lu, J. Tribological performance and phase transition of MAX-phase/YSZ abradable seal coating produced by air plasma spraying. Ceram. Int. 2022, 48, 4188–4199. [Google Scholar] [CrossRef]
- Luo, K.; Chen, L.; Li, B.; Lu, T.; Feng, J. Composition-structure-property synergistically tailoring of Zr-Y-Ta-O oxides as candidate abradable seal coatings materials. J. Eur. Ceram. Soc. 2023, 43, 5347–5358. [Google Scholar] [CrossRef]
- Qin, D.; Niu, Y.; Li, H.; Zhong, X.; Zheng, X.; Sun, J. Fabrication and characterization of Yb2Si2O7-based composites as novel abradable sealing coatings. Ceram. Int. 2021, 47, 23153–23161. [Google Scholar] [CrossRef]
- Han, Z.Y.; Wang, S.C.; Cheng, T.T.; Xing, S.J.; Wang, Z.P. Effect of bonding phases on deposition efficiency of YSZ-based sealing coating. Rare Met. Mater. Eng. 2022, 51, 1933–1941. [Google Scholar]
- Nicholls, J.R.; Lawson, K.J.; Johnstone, A.; Rickerby, D.S. Method to reduce the thermal conductivity of EB-PVD TBCs. Surf. Coat. Technol. 2002, 151, 383–391. [Google Scholar] [CrossRef]
- Preauchat, B.; Drawin, S. Properties of PE-CVD deposited thermal barrier coatings. Surf. Coat. Technol. 2001, 142, 835–842. [Google Scholar] [CrossRef]
- Kimura, T.; Goto, T. Rapid synthesis of yttria-stabilized zirconia films by laser chemical vapor deposition. Mater. Trans. 2003, 44, 421–424. [Google Scholar] [CrossRef]
- Shinozawa, A.; Eguchi, K.; Kambara, M.; Yoshida, T. Feather-like structured YSZ coatings at fast rates by plasma spray physical vapor deposition. J. Therm. Spray Technol. 2010, 19, 190–197. [Google Scholar] [CrossRef]
- Hospach, A.; Mauer, G.; Vaßen, R.; Stöver, D. Characteristics of ceramic coatings made by Thin Film Low Pressure Plasma Spraying (LPPS-TF). J. Therm. Spray Technol. 2012, 21, 435–440. [Google Scholar] [CrossRef]
- Zhe, L.U.; Min-Sik, K.I.M.; Myoung, S.W.; Je-Hyun, L.E.E.; Yeon-Gil, J.U.N.G.; In-Soo, K.I.M.; Chang-Yong, J.O. Thermal stability and mechanical properties of thick thermal barrier coatings with vertical type cracks. Trans. Nonferrous Met. Soc. China 2014, 24, 29–35. [Google Scholar]
- Zeng, J.; Sun, J.; Zhang, H.; Yang, X.; Qiu, F.; Zhou, P.; Niu, W.; Dong, S.; Zhou, X.; Cao, X. Lanthanum magnesium hexaluminate thermal barrier coatings with pre-implanted vertical microcracks: Thermal cycling lifetime and CMAS corrosion behaviour. Ceram. Int. 2018, 44, 11472–11485. [Google Scholar] [CrossRef]
- Pin, L.; Ansart, F.; Bonino, J.P.; Le Maoult, Y.; Vidal, V.; Lours, P. Reinforced sol–gel thermal barrier coatings and their cyclic oxidation life. J. Eur. Ceram. Soc. 2013, 33, 269–276. [Google Scholar] [CrossRef]
- Ctibor, P.; Neufuss, K.; Zahalka, F.; Kolman, B. Plasma sprayed ceramic coatings without and with epoxy resin sealing treatment and their wear resistance. Wear 2007, 262, 1274–1280. [Google Scholar] [CrossRef]
- Isgró, G.; Addison, O.; Fleming, G.J.P. The deformation and strength of a dental ceramic following resin-cement coating. J. Dent. 2011, 39, 122–127. [Google Scholar] [CrossRef] [PubMed]
- Luangtriratana, P.; Kandola, B.K.; Myler, P. Ceramic particulate thermal barrier surface coatings for glass fibre-reinforced epoxy composites. Mater. Des. 2015, 68, 232–244. [Google Scholar] [CrossRef]
- Deng, W.; Zhao, X.; Ren, Y.; Hao, E.; Han, J.; An, Y.; Zhou, H.; Chen, J. Influence of epoxy resin on the microstructure and cavitation erosion of as-sprayed 8YSZ coating. Ceram. Int. 2018, 45, 5693–5702. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Wang, J.W. Preparation of silica/epoxy hybrid polymers as sealing layers on ceramic coatings and their stability study upon thermal treatment. Appl. Polym. 2019, 136, 47481. [Google Scholar] [CrossRef]
- Hao, L.F.; Jiang, Z.W. Enhanced resistance to hypersonic aerodynamic heating of ablative-resistant coating via the ceramic precursor modified expandable graphite. Appl. Phys. A 2022, 128, 546. [Google Scholar] [CrossRef]
- Cheng, T.; Wang, Z.; Dai, S.; Wang, S. Fabrication of ceramic sealing coatings for shell bionic structures and their failure mechanism during thermal cycling. Ceram. Int. 2023, 49, 8962–8975. [Google Scholar] [CrossRef]
- Cheng, T.T.; Wang, Z.P.; Han, Z.Y.; Wang, S.C.; Xing, S.J.; Zhu, Y.; Xiao, Y.H.; Wang, M.T. A Preparation Method for Ceramic Based Sealing Coating with a “Brick- Mud” Layered Structure. China Patent CN113969385B, 25 April 2023. [Google Scholar]
- ASTM C633-13; Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM: West Conshohocken, PA, USA, 2021.
- Ding, K.Y.; Li, Z.Y.; Wang, Z.; Cheng, T.T. Analysis of effective thermal conductivity of YSZ thermal barrier coating based on fractal method. China Surf. Eng. 2020, 33, 104–110. [Google Scholar]
- Ding, K.; Zhang, T.; Wang, Z.; Yu, J.; Guo, W.; Yang, Y. Effect of Thermal Growth Oxide Composition and Morphology on Local Stresses in Thermal Barrier Coatings. Materials 2022, 15, 8442. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Li, D.C.; Yang, J.S.; Shao, F.; Zhong, X.H.; Zhao, H.Y.; Yang, K.; Tao, S.Y.; Wang, Y. Modeling of thermal properties and failure of thermal barrier coatings with the use of finite element methods: A review. J. Eur. Ceram. Soc. 2016, 36, 1313–1331. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Zhang, W.W.; Yi, P. Simulation of thermal barrier coating spallation induced by the initiation/growth/coalescence of internal crack and interfacial crack based on a real image model. Ceram. Int. 2022, 48, 24888–24897. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Dong, H.; Cai, H.N.; Zhao, S.D. Cracking behavior and delamination mechanism of lamellar structured TBC with localized mixed oxides. Ceram. Int. 2022, 48, 26206–26216. [Google Scholar] [CrossRef]
- Ranjbar-Far, M.; Absi, J.; Mariaux, G.; Dubois, F. Simulation of the effect of material properties and interface roughness on the stress distribution in thermal barrier coatings using finite element method. Mater. Des. 2010, 31, 772–781. [Google Scholar] [CrossRef]
- Mao, W.G.; Zhou, Y.C.; Yang, L.; Yu, X.H. Modeling of residual stresses variation with thermal cycling in thermal barrier coatings. Mech. Mater. 2006, 38, 1118–1127. [Google Scholar] [CrossRef]
- Mauer, G.; Vaßen, R. Coatings with columnar microstructures for thermal barrier applications. Adv. Eng. Mater. 2020, 22, 1900988. [Google Scholar] [CrossRef]
- Gao, W.; Li, P.; Jin, X.; Zhao, J.; Yang, L.; Fan, X. Thermal shock behaviors and failure mechanisms of EB-PVD thermal barrier coatings using radiant heating. Mater. Today Commun. 2023, 35, 106274. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature °C | Rotation Speed r·min−1 | Milling Time min |
|---|---|---|
| 20~30 | 800 | 500 |
| Inlet Temperature (°C) | Outlet Temperature (°C) | Slurry Flow Rate (mL min−1) |
|---|---|---|
| 250 | 130 | 50 |
| Voltage (V) | Current (A) | Spraying Distance (mm) | Powder Feeding Rate (g min−1) |
|---|---|---|---|
| 40.5 | 800 | 125 | 15–20 |
| Weight of MK Powder (g) | Volume of Isopropanol (mL) | Rotation Speed (r·min−1) | Stirring Time (min) | Temperature (°C) |
|---|---|---|---|---|
| 15 | 60 | 800 | 480 | 20–30 |
| Category | Specification of the Substrate (mm) | Stress (Mpa) | Distance (mm) | Volume of High-Temperature Adhesive Sprayed (mL) | Label |
|---|---|---|---|---|---|
| “Mud” layers with thin thickness | Φ 25.4 × 6 | 0.3 | 450 | 2 | T1 |
| “Mud” layers with medium thickness | 0.3 | 450 | 5 | T2 | |
| “Mud” layers with thick thickness | 0.3 | 450 | 10 | T3 |
| Sample No. | Sz/μm | Sp/μm | Sv/μm | Sa/μm |
|---|---|---|---|---|
| 1 | 111.545 | 59.015 | 52.530 | 11.433 |
| 2 | 96.655 | 49.568 | 47.087 | 10.745 |
| 3 | 114.213 | 61.976 | 52.237 | 12.651 |
| Average values | 107.471 | 56.853 | 50.618 | 11.609 |
| Stress/MPa | Plastic Strain | T/°C |
|---|---|---|
| 1000 | 0.00 | 25 |
| 2500 | 0.230 | 400 |
| 2200 | 0.300 | 600 |
| 375 | 0.022 | 800 |
| 60 | 0.020 | 900 |
| 19 | 0.010 | 1000 |
| Category | Substrate | BC Coating | “Brick” Layer | “Mud” Layer |
|---|---|---|---|---|
| Temperature (°C) | 25–1100 | 25–1100 | 25–1100 | 25 |
| Young’s modulus (GPa) | 220–120 | 200~110 | 105.5 | 33.4 |
| Poisson’s ratio | 0.31~0.35 | 0.30~0.33 | 0.25 | 0.18 |
| Thermal expansion coefficient (10−6/K) | 14.8~18.0 | 13.6~17.6 | 9.0~12.2 | 2.2 |
| Thermal conductivity (W/(m·K)) | 88~69 | 5.8~17.0 | 2.0~1.7 | 27 |
| Density (kg/m3) | 8500 | 7380 | 3610 | 2200 |
| Specific heat (J/(kg·K)) | 440 | 450 | 505 | 700 |
| Category | Thickness of the “Mud” Layer in Three Measurements/μm | Average Thickness/μm | ||
|---|---|---|---|---|
| T1 | 3.088 | 2.903 | 2.791 | 2.93 |
| T2 | 11.17 | 12.52 | 10.50 | 11.40 |
| T3 | 18.76 | 18.31 | 21.46 | 19.51 |
| Samples | Number of Thermal Cycles | Failure Modes | |||
|---|---|---|---|---|---|
| Specimen 1 | Specimen 2 | Specimen 3 | Average Values | ||
| Conventional ceramic-based sealing coating (T0) | 77 | 72 | 62 | 70 | Spalling of the ceramic coating along TC/BC interface |
| T1 | 141 | 127 | 130 | 133 | Spalling of the ceramic coating along TC/BC interface |
| T2 | 158 | 176 | 160 | 165 | Spalling of the ceramic coating along TC/BC interface |
| T3 | 12 | 12 | 16 | 13 | Spalling of the first “brick” layer |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, T.; Dong, Y.; Ma, L.; Wu, Z.; Wang, J.; Ma, X.; Wang, Z.; Dai, S. Experiment and Numerical Simulation on Thermal Cycling Performance of YSZ-Based Sealing Coatings with “Brick-Mud” Layered Structure. Coatings 2024, 14, 351. https://doi.org/10.3390/coatings14030351
Cheng T, Dong Y, Ma L, Wu Z, Wang J, Ma X, Wang Z, Dai S. Experiment and Numerical Simulation on Thermal Cycling Performance of YSZ-Based Sealing Coatings with “Brick-Mud” Layered Structure. Coatings. 2024; 14(3):351. https://doi.org/10.3390/coatings14030351
Chicago/Turabian StyleCheng, Taotao, Yuelu Dong, Liang Ma, Zhibing Wu, Jun Wang, Xiang Ma, Zhiping Wang, and Shijie Dai. 2024. "Experiment and Numerical Simulation on Thermal Cycling Performance of YSZ-Based Sealing Coatings with “Brick-Mud” Layered Structure" Coatings 14, no. 3: 351. https://doi.org/10.3390/coatings14030351