
Synthesis of an Epoxy Toughening Curing Agent through Modification of Terephthalic Acid Sludge Waste
by
 , ,
, ,
Jinhui Fu
1 ,
,
Huixian Kong
1,
Rentong Yu
1,
Jinchun Tu
1,
Qiang Wu
2,
Mingyu Wang
1,*,
Lina Niu
3,* and
Kexi Zhang
1,* 1
Key Laboratory of Advanced Materials of Tropical Island Resources of Ministry of Education, Hainan University, Haikou 570228, China
2
The Second Affiliated Hospital, School of Tropical Medicine, Hainan Medical University, Haikou 570311, China
3
Key Laboratory of Tropical Translational Medicine of Ministry of Education, Hainan Medical University-The University of Hong Kong Joint Laboratory of Tropical Infectious Diseases, School of Basic Medical Sciences and Life Sciences, Hainan Medical University, Haikou 571119, China
*
Authors to whom correspondence should be addressed.
Coatings 2024, 14(4), 503; https://doi.org/10.3390/coatings14040503
Submission received: 28 March 2024
/
Revised: 11 April 2024
/
Accepted: 16 April 2024
/
Published: 18 April 2024
(This article belongs to the Special Issue Trends in Coatings and Surface Technology, 2nd Edition)
Abstract
:Purified terephthalic acid (PTA) is widely used as a chemical raw material, with its production process resulting in significant compounds that generate a substantial amount of sludge waste annually. These compounds are known to possess active hydrogen. Utilizing this property, a novel approach for the treatment of PTA sludge waste was developed for its modification and re-use. This study focuses on the preparation of epoxy curing agents using PTA sludge-tank material. The modification of PTA sludge-tank material is achieved by using the one-pot method to investigate the toughening effect of home-made curing agents on epoxy resins and compare them with commercially available curing agents, and to analyze the mechanism of the structure of the curing agent on the material. The results showed that while the tensile strength of the experimental group was generally lower than that of the control group, the impact strength was significantly higher. Additionally, the hardness and tensile strength of the materials gradually decreased with an increase of the amount of hardener, while the elongation at break and impact strength increased. Notably, at a hardener amount of 35%, the elongation at break increased by 3.89%, and the tensile strength and impact strength reached 10.13 MPa and 42.86 kJ m−2, respectively, demonstrating excellent toughness and strength characteristics. These findings testified the feasibility of modifying PTA sludge waste to prepare an epoxy toughening curing agent is not only feasible, but also significantly enhances the material’s toughness.
1. Introduction
Purified terephthalic acid (PTA) is a commonly used dicarboxylic acid with significant industrial applications. In China, the PTA output has reached 22.3 million tons as of April 2022, representing a 6.6% increase compared to the same period in the previous year. During the production of PTA, a considerable amount of wastewater is generated, ranging from 3 m3 to 10 m3 per ton of PTA produced. This wastewater includes organically produced wastes [1], particularly PTA, with a chemical oxygen demand of 20.5 kg m−3. Various studies have investigated effective methods for the removal of PTA from effluents [2], including acceptable approaches, such as acid deposition, sorption, and coagulation [3], and both aerobic and anaerobic biotreatment [4,5,6,7,8,9]. However, these methods have limitations in treating contaminants with a high terephthalic acid (TA) content. Consequently, the treated material in activated sludge-treated material is deposited as black PTA sludge waste [10]. Currently, the primary methods for dealing with PTA sludge waste are incineration or landfill, causing significant environmental pollution. Hence, finding effective strategies to manage PTA sludge waste effectively has become an imperative task in the area of the protection of the environment.
PTA sludge waste has a complex composition, containing many unreacted materials, such as benzoic acid and phthalic acid, which are highly corrosive; however, this feature indicates that PTA sludge waste contains many reactive groups that facilitate its modification and reuse. In theory, isocyanate [11] can react with any compounds that can provide active hydrogen. Given that both PTA sludge waste and epoxy resin contain a large amount of active hydrogen, it is possible to enhance the toughness of epoxy by linking modified PTA sludge waste with epoxy resin based on this property. Isocyanate can serve as a bridge to connect PTA sludge waste and epoxy resin, thereby potentially enabling the utilization of PTA sludge waste as an epoxy curing agent.
Epoxy resins (EP) are highly versatile thermosetting materials that find applications in various fields, including paints [12,13,14], binders [15,16], structural components, and electronic materials [17]. This versatility stems from their excellent physical and electrical characteristics, superior bonding ability, and outstanding chemical stability [18,19]. However, the inherent brittleness of EPs, which arises from their highly cross-linked network structure, limits their potential applications. Consequently, significant attention has been devoted to the toughening of EPs. In recent years, several modifiers were developed to boost the toughening of EP materials, including rubber particles [20,21,22], thermoplastic polymers [23,24,25,26,27], core–shell particles [28,29,30,31,32], nanofillers [33,34,35,36,37,38,39], and hyperbranched polymers [40,41,42].
For instance, Sun Jingrong et al. [43] incorporated cork particles and nanocellulose into rosin-based epoxy resin without altering the composition. The impact toughness results indicate a synergistic toughening effect of nanocellulose and cork particles on the resin. The material’s impact toughness increased by 149.07% with the addition of 1% cellulose nanofibers and 3% cork particles. In addition, block copolymers have emerged as important toughening agents. Weiwei et al. [44] prepared organic-inorganic hybrid colloidal particles (SMA-APTES) by partially ammoniacalysing polystyrene-alt-maleic anhydride (SMA) with 3-aminopropyltriethoxysilane (APTES), followed by in situ hydrolytic condensation of the silane, inducing self-assembly of SMA. The resulting SMA-APTES particles were then used as toughening agents to strengthen epoxy. The best overall performance was achieved when the modifier was added at a concentration of 5 wt.%. Compared with the pure form, the addition of the modifier improved their tensile strength, elongation at break, impact strength, and fracture toughness of the epoxy thermosets by 67.6%, 159%, 170.5%, and 230.9%, respectively.
PTA sludge waste contains many reactive groups that can react with a wide range of substances. Thus, we deliberately chose a flexible structure to toughen the epoxy resin during modification. This study presents a new method of treating PTA sludge waste. To bridge the modified PTA sludge waste and epoxy resin, we utilized isocyanate, a compound that readily reacts with substances containing reactive hydrogen. First, esterified oligomers were synthesized through a polycondensation reaction between 1,6-hexanediol and PTA sludge waste. Then, these oligomers were prepared as flexible long carbon chains using 4,4’-methylenediphenyl diisocyanate (MDI) and capped with imidazole to improve the toughness of epoxy-cured resins.
2. Experiment
2.1. Materials
Bisphenol A diglycidyl ether (E-51) with an epoxide equivalent of 190–210, was obtained from Shenzhen Jitian Chemical Company Limited (Shenzhen, China). Methylenediphenyl diisocyanate (MDI 50) was obtained from Hong Kong Resin Group Limited (HKresin, Hong Kong China). The PTA sludge waste was provided by Hainan Blue Island Environmental Protection Industry Co., Ltd. (Danzhou, China). N,N-dimethylformamide (DMF), 1,6-hexanediol, and imidazole were acquired from Tianjin Comel Chemical Reagent Co. (Tianjin, China). All chemicals used in this study were analytical grade reagents.
2.2. Preparation of Toughening Curing Agent
The low-molecular-weight polyester was synthesized by reacting a specific amount of PTA sludge waste and the corresponding 1,6-hexanediol (with a molar proportion of carboxyl and hydroxyl groups (-COOH/-OH) of 1:[1.1–5]) in a 100 mL three-necked flask at 230 °C for 5.5 h. Subsequently, the polyester was dried in a vacuum oven at 120 °C for 2 h. After being cooled to room temperature, appropriate amounts of MDI-50 and polyester (with a molar ratio of -NCO/-OH [3,4,5]:1) were switched to a 100 mL triple-necked laboratory flask. Then, DMF (200% of the mixture) was incorporated into the reactor system. The reaction device (chemical engineering) was warmed to 50 °C in a kettle bath for 1 h. After 1 h, the capping agent [45] (imidazole) was added to the flask slowly and dropwise (with a 1:1.5 molar ratio of -NCO/-NH). The oven was gradually raised to 60 °C and held for 2 h while the system was swirled continuously and purged with N2 gas.
The epoxy resin was cured by mixing homemade functional curing agents into the curing system in varying proportions (20%–40%) subsequent to the preparation of the curing agent. The curing process was conducted at 80 °C for 2 h.
2.3. Characterization
The material’s hardness was evaluated using the Plastics and Hard Rubber: Determination of Indentation Hardness by Hardness Tester (Shore Hardness, INNOVATEST Europe BV, Maastricht, The Netherlands) (GB/T 2411-2008) standard. Measurements were made by placing a 4 mm thick specimen under the indenter pin of the hardness tester, ensuring a flat surface. Measure a minimum distance of 9 mm from each edge and calculate the average value from five measurements. If the A durometer shows a value greater than 90, use the D durometer. If the D hardness tester reads less than 20, use the A hardness tester. This paper converts hardness units to HA for ease of comparison.
Tensile strength was tested according to GB/T 13477.8-2017 standard. The samples were poured into dumbbell-shaped silicone molds with varying amounts of hardener. The molds were 6 mm wide, 1 mm thick, and 125 mm long, with a 25 mm gap between the points. The tensile strength was measured using a universal tensile testing machine from Shimadzu Instrument Co., Ltd. (Suzhou, China).
Impact strength was tested according to GB/T 1043.1-2008. The impact strength of the samples was tested using a pendulum impact tester manufactured by Shenzhen Kaiqiangli Testing Instrument Co. (Shenzhen, China). The epoxy resin was poured into a rectangular mold measuring 8 × 1 × 0.4 cm3. Notched specimens were used, and the cantilever beam method was employed to test the material’s impact strength.
The scanning electron microscope (SEM; S-3000; Hitachi, Tokyo, Japan) was used to observe the fracture surfaces of the cured samples at an accelerating voltage of 10 kV. FTIR scans were performed in the 4000–400 cm−1 range using a Frontier FTIR analyzer (PerkinElmer, Waltham, MA, USA) to determine structural features. The samples were prepared by the potassium bromide tableting technique.
3. Results and Discussion
3.1. Component Analysis of PTA Sludge Waste
The PTA sludge tank material was analyzed by appropriate institutions, and the results are presented in Table 1. The as-received undried waste contains 43.1 wt.% water, followed by p-toluic acid with 33.57 wt.%, and slightly lower levels of benzoic acid and terephthalic acid at around 10 wt.%, along with a small quantity of metal ions. It can be seen that PTA sludge tank material has strong water absorption and likely contains a large number of hydrophilic groups.
Infrared spectroscopic tests were conducted to investigate the molecular composition of PTA sludge waste and PTA, as depicted in Figure 1. The hydroxyl peak corresponding to carboxyl group (-OH) are visible at 3456 cm−1 for both, but its intensity is lower than that of the corresponding peak of PTA. The telescopic vibration peaks of -CH3 and -CH2 are at 2662 cm−1 and 2539 cm−1, respectively. The intensity of PTA sludge waste is higher than that of the respective peak of PTA. The spectral graphs of the PTA sludge waste and PTA are 80% identical, but with slight difference in intensities, indicating a higher content of -CH3 and -CH2 in the PTA sludge waste. Our analyses further prove that PTA sludge waste has high levels of -CH3 and -CH2. This finding is supported by the presence of intermediates, such as p-methylbenzoic acid and benzoic acid, which are not fully oxidized.
The thermogravimetric properties of the PTA sludge tank material were tested after drying and grinding and compared to refined terephthalic acid (PTA). Figure 2 shows that the PTA sludge exhibits an initial decomposition onset at 150 °C, whereas PTA only begins to decompose at around 300 °C. This difference can be attributed to the presence of various in the waste material, such as intermediates like p-methylbenzyl alcohol, which decompose at lower temperatures. Additionally, the PTA sludge tank material displays a lower thermal stability, as evidenced by the decomposition of these around 200 °C. The degradation of PTA sludge-tank material tends to plateau above 350 °C, indicating a reduced rate of quality change. However, PTA decomposes completely at 550 °C and, remarkably, at 700 °C, 30% of the PTA sludge tank material remains undecomposed, probably due to the formation of heat-resistant metal oxides and nitrides at high temperatures.
3.2. Chemical Modification of PTA Sludge Waste
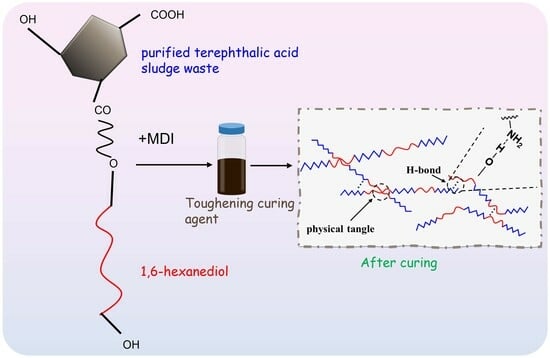
The study discovered that the sludge waste generated during the production of TA contains a significant number of carboxyl groups. Numerous flexible carbon chains have attached to the benzene ring upon esterification of the waste with hexanediol. Isocyanates are highly reactive towards groups containing reactive hydrogen. The epoxy curing agents have a wide variety, including isocyanate curing agents. This property was used to prepare a curing agent by attaching it to the esterification product. However, the isocyanate (-NCO) is highly reactive, making it unsuitable for direct use and storage. Therefore, imidazole is used as a capping agent for to protection. This process enables the curing agent to be stored for a longer period and controllable during the curing process. Imidazole can also be used as a curing agent for epoxy resins, improving their mechanical properties. As a result, a waste-modified epoxy resin curing agent is obtained. Figure 3 illustrates the PTA sludge waste modification and curing agent preparation. Firstly, PTA sludge tank material and 1,6-hexanediol (substance ratio = 1:1.5, alcohol excess) were added in a three-necked flask, and the heating jacket was heated to 230 °C with continuous stirring for 5.5 h to carry out the esterification modification; then, the esterified product obtained was subjected to drying at 120 °C for 2 h to remove water. After that, the dried esterification product was dissolved in DMF and transferred to a three-necked flask. MDI-50 (-OH:-NCO = 1:3) was added and the mixture and was heated in a water bath at 50 °C for 1 h. Finally, the temperature was raised to 60 °C and the entire reaction was protected with nitrogen for another two hours, resulting in the formation of modified curing agent [45].
Figure 4 shows the IR spectra of the esterification products of PTA sludge waste, PTA sludge waste, and the hardener. Compared with Figure 4a,b, it shows a small peak at 1170 cm−1. This observation indicates the formation of ester groups within the molecule and a slight shift in the peak position due to the longer carbon chain of the C-O bond of the aromatic ester. The peak at 1720 cm−1 corresponds to the C=O vibration, suggesting the presence of caronyl groups. The peak at 1107 cm−1 requires further clarification. The peaks at 1107 cm−1 and 1062 cm−1 indicate the successful esterification process, as they are the result of the hydroxyl vibration of alcohols. When MDI was employed in the reaction, the spectrum showed three peaks at 1669, 1311, and 1277 cm−1, representing the imino (-NH) and carbamate bonds [46] (-NH-CO-O-). This finding indicates that the cyanogen is successfully capped by imidazole.
3.3. Mechanical Properties of Materials
3.3.1. Hardness
Table 2 shows the hardness of values of tested groups, wherein the control group exhibits the highest hardness at 96 HA. The hardness decreases gradually as the amount of curing agent increases from 20% to 40%. Specifically, at 20% curing agent, the hardness of the experimental group is 11 HA lower than that of the control group. The experimental group at 25% decreases by 23.53% compared with that observed at 20% and 40%.
Figure 5 provides an overview of the reactions that can occur during the curing of homemade curing agents. It is well-established that the reaction between the isocyanate and the hydroxyl capped oligomer is rapid, resulting in the formation of a carbamate bond (-NH-CO-O-) at the end of the reaction. Figure 5(1) shows that a significant number of sec-hydroxyl groups can react with the -NCO group in the isocyanate and become part of the modified PTA sludge tank substance on the epoxy molecular chain. This reaction disrupts the regularity of the molecular chain. Additionally, the ternary ring of the epoxy can be opened by sec-amine in the dissociated imidazole, forming sec-hydroxyl groups (Figure 5(2)). As shown in Figure 5(3,4), the secondary hydroxyl group formed in the ring-opening reaction can react continuously with the -NCO group in the crosslinked structure. During the curing process, the long carbon chains of the modified PTA sludge-tank material are gradually integrated into the epoxy molecular network, leading to an increase in overall flexibility. The free imidazole acts as a cross-linking point, increasing the degree of cross-linking of the molecular network after curing and ensuring the material attains sufficient strength for its intended use.
On the basis of the curing process described in Figure 5, we propose a hypothesizes regarding the relationship between hardness and the dosage of the curing agent. When the amount of curing agent is low (20%), the modified curing agent’s flexible chain does not have a significant toughening effect on the epoxy resin matrix. Thus, the macroscopic properties of the whole material do not differ significantly from those of the control group, and the change in hardness is insignificant. Conversely, increasing the amount of curing agent to 35% leads to a higher concentration of flexible chains in the molecular network. This phenomenon causes the molecular chain to transition from rigid to flexible, resulting in an increase in activity ability, but a decrease in the material’s ability to resist deformation from external forces.
3.3.2. Impact and Tensile Strength
Impact strength is an indicator a material’s toughness. The value of impact strength can provide an intuitive indication of the toughening effect of the hardener. Table 2 shows that increasing the amount of hardener results in a higher impact strength of the material. A small amount of hardener increased the tensile strength of the experimental group by 8.4% compared to the control group. However, the elongation at break decreases by 0.06%. When the amount of hardener is increased above 30%, the tensile strength of the enhanced material drops sharply to 0.34 MPa, which is less than 1% of that of the control value. By contrast, the toughness increases significantly, with an elongation at break of 75.44%. At 40%, the material’s tensile strength is only 0.34 MPa, which is below the standard. In short, the addition of a PTA sludge waste-modified curing agent can effectively toughen the epoxy resin, but the amount added should be appropriate.
Table 2 demonstrates that an increase in the amount of hardener results in an improvement in the material’s impact strength. The impact strength of the control group is 21.43 kJ m−2, which is 4.29 kJ m−2 lower than that of the experimental group. This difference can be attributed to the low content of flexible chains in the system at this time, and the combined effect of the rigid epoxy chains and the benzene ring carried by the curing agent itself. The content of the flexible chain increases as the amount of curing agent increases. The rigidity brought by the benzene ring is gradually dissolved by the toughening effect of the flexible chain, significantly improving the material’s toughness. However, it is crucial to maintaining the correct level of hardener is critical to balancing toughness and impact strength. When the hardener content exceeds 40%, the molecular network becomes saturated with large numbers of C-C bonds, which are easily rotated, exhibit a high degree of freedom, and are easily deformed by external forces. This results in a significant reduction in the material’s strength. Resins containing 35% curing agent exhibit superior mechanical properties, maintaining strength while also being tough.
3.4. Toughening Mechanisms
Materials that are ductile or flexible exhibit crack branching conductivity when they fracture, whereas materials with uneven fracture surfaces require more energy to fracture. In this study, SEM tests were conducted to examine the fracture surface of each sample, revealing a significant improvement in their toughness (results presented in Figure 6). The fracture surfaces in Figure 6a–f gradually transform from a brittle fracture to a ductile fracture. The epoxy in Figure 6a was cured with a commercially available amine curing agent, whereas Figure 6b–f illustrate the fracture surfaces of epoxy cured with a homemade curing agent. The clean section with a smooth and large surface area and sharp edges in Figure 6a, typical of brittle fracture, can be observed. The addition of a small amount of curing agent in Figure 6b does not change the brittle nature of the section. However, it appears smaller and smoother, with fewer sharp edges than that in Figure 6a. The smooth portion of the section decreases as the amount of curing agent increases. By contrast, the rough portion increases. At curing agent amounts of 30% and above, the section exhibits a ductile fracture. As depicted in Figure 6d, the fracture surface is rough, with the presence of a drawing phenomenon. Based on these observations, it can be concluded that the modified curing agent derived from PTA sludge tank material has a significant toughening effect on epoxy, which complements the aforementioned mechanical properties.
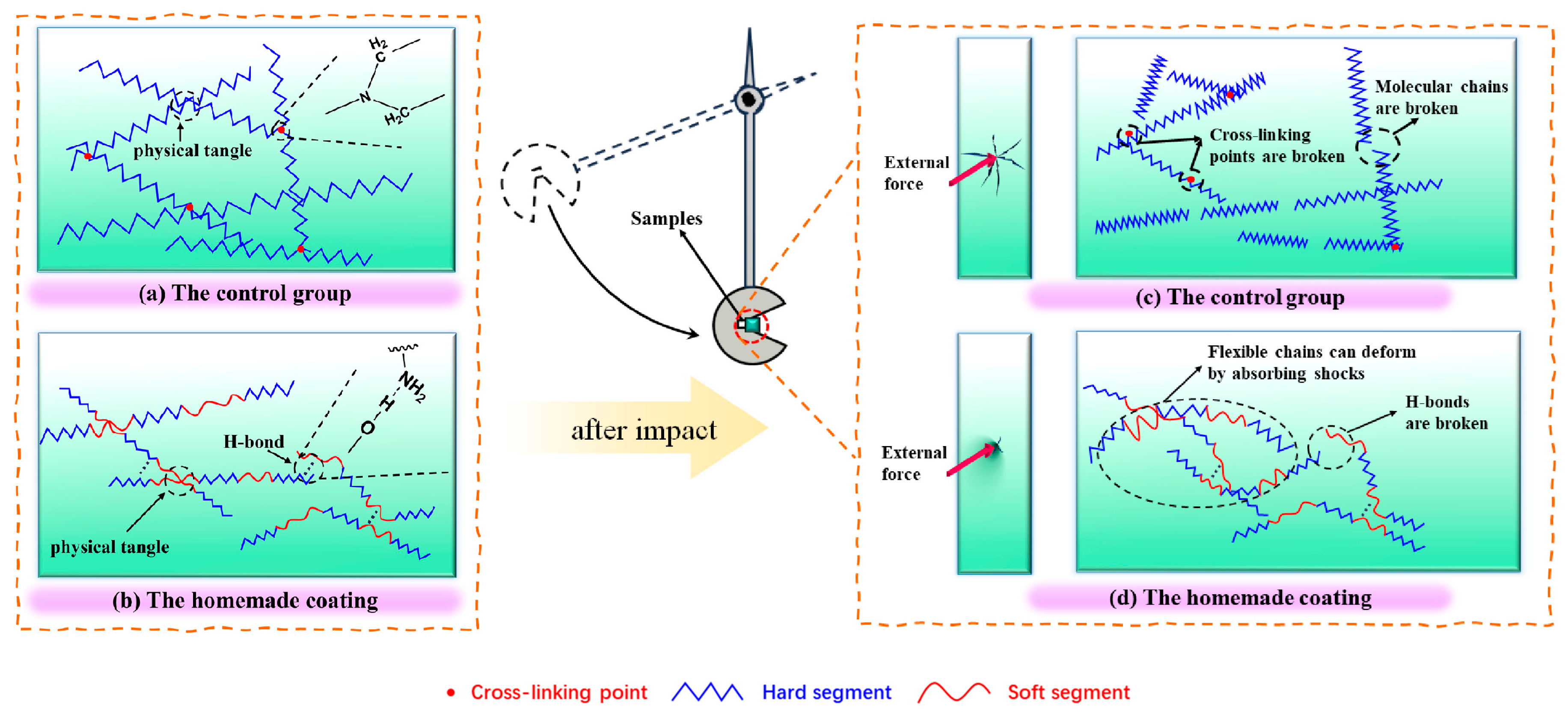
Figure 7 is a schematic representation of the molecular cross-linking network. Figure 7a,c serves as a control, whereas Figure 7b,d represents epoxy cured with a modified curing agents. The use of a small molecule curing agent results in a regular epoxy molecular chain structure, with the curing agent lacking a flexible structure. As a result, the entire molecular chain is rigid, leading to a strong but brittle material. In contrast, the utilization of a toughening curing agent, facilitated by the addition of 1,6-hexanediol, provides the hardener with a large number of flexible long carbon chains. The flexible chains are inserted into the rigid chains of the epoxy resin during the curing process, forming a “hard section–soft section” structure. This structure allows the soft section to absorb some of the energy from external impacts through the movement of its own chain section, thereby achieving the purpose of toughening. Therefore, increasing the amount of curing agent gradually increases the toughness of the material.
When the PTA sludge waste curing agent is heated to a specific temperature, the carbamate bond is broken, and the imidazole and foreign -NCO groups are released. Then, the imidazole reacts with the EPs group to form -OH. The -OH reacts with the -NCO groups to form a new urethane bond (-NH-CO-O-), and the cycle continues. The curing reaction gradually introduces flexible long chains into the epoxy matrix. Moreover, the hydrogen bonds are formed between the nitrogen and oxygen atoms, whereas the imidazole and isocyanate backbones act as cross-linking sites. These actions work together to hold and strengthen the flexible chain network. However, increasing the amount of curing agent results in highly bendable carbon chains, disrupting the regularity of the molecular chain of the epoxy tree and weakening the strength of the material. Therefore, it is important to avoid excessive use of a hardener.
4. Conclusions
This research presents a new approach for the treatment of PTA petrochemical tank material by developing a curing agent for epoxy resins by modifying the PTA sludge waste. The investigation focuses on the mechanical properties of the epoxy resin cured with the homemade curing agent, including hardness, tensile strength, and impact strength. The aim is to determine the optimal dosage of the curing agent and explore the underlying mechanisms that differentiate the homemade curing agent from the control. The results reveal that epoxy resins cured with this agent are significantly tougher than those cured with commercial amine curing agents. In the control group, the elongation at break was only 3.01% and the impact strength was 21.43 kJ m−2. In contrast, the elongation at break of the epoxy resin cured with the modified curing agent reached a maximum of 75.44%, and the impact strength was a maximum of 42.86 kJ m−2. At a curing dosage of 35%, the tensile strength reaches 10.13 MPa, representing a 3.89% increase in elongation at break and maximum impact strength. The best performance was achieved at a dosage of 35% of the curing agent, at which point the material achieves favorable balance between tensile strength and toughness. In conclusion, the PTA sludge waste modified through the epoxy resin toughening curing agent treatment method shows promise.
Author Contributions
Conceptualization, M.W.; methodology, J.F. and K.Z.; investigation, J.F., H.K., L.N. and K.Z.; data curation, H.K.; writing—original draft preparation, J.F.; writing—review and editing, R.Y., J.T., M.W. and K.Z.; supervision, R.Y., Q.W., M.W. and K.Z.; funding acquisition, J.T., Q.W., M.W. and K.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This study was financially supported by the National Natural Science Foundation of China (No.12304060, 22365013, 82060377), the Technical Services for Functional Development of Composite Materials for Marine Ecosystems (No. RH2200001071), the Hainan Province Science and Technology Special Fund (No. ZDKJ2021029, ZDYF2022SHFZ114), and the Hainan Provincial Natural Science Foundation of China (No. 823CXTD376).
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be made available on request.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Pophali, G.R.; Khan, R.; Dhodapkar, R.S.; Nandy, T.; Devotta, S. Anaerobic–Aerobic Treatment of Purified Terephthalic Acid (PTA) Effluent; a Techno-Economic Alternative to Two-Stage Aerobic Process. J. Environ. Manag. 2007, 85, 1024–1033. [Google Scholar] [CrossRef] [PubMed]
- Garg, K.K.; Prasad, B. Treatment of Toxic Pollutants of Purified Terephthalic Acid Waste Water: A Review. Environ. Technol. Innov. 2017, 8, 191–217. [Google Scholar] [CrossRef]
- Karthik, M.; Dafale, N.; Pathe, P.; Nandy, T. Biodegradability Enhancement of Purified Terephthalic Acid Wastewater by Coagulation–Flocculation Process as Pretreatment. J. Hazard. Mater. 2008, 154, 721–730. [Google Scholar] [CrossRef] [PubMed]
- Kudisi, D.; Lu, X.; Zheng, C.; Wang, Y.; Cai, T.; Li, W.; Hu, L.; Zhang, R.; Zhang, Y.; Zhen, G. Long-Term Performance, Membrane Fouling Behaviors and Microbial Community in a Hollow Fiber Anaerobic Membrane Bioreactor (HF-AnMBR) Treating Synthetic Terephthalic Acid-Containing Wastewater. J. Hazard. Mater. 2022, 424, 127458. [Google Scholar] [CrossRef] [PubMed]
- Cai, Z.; Li, H.; Pu, S.; Ke, J.; Wang, D.; Liu, Y.; Chen, J.; Guo, R. Development of Autotrophic and Heterotrophic Consortia via Immobilized Microbial Beads for Chemical Wastewater Treatment, Using PTA Wastewater as an Approach. Chemosphere 2021, 281, 131001. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Huang, Z.-H.; Ji, Z.-Y.; Guo, X.-F.; Zhao, L.-M.; Yuan, J.-S. Efficient Treatment of Pure Terephthalic Acid Wastewater with Na2S2O8 Based on Thermal Activation. Environ. Technol. Innov. 2020, 19, 100897. [Google Scholar] [CrossRef]
- Ordaz-Cortés, A.; Thalasso, F.; Salgado-Manjarrez, E.; Garibay-Orijel, C. Treatment of Wastewater Containing High Concentrations of Terephthalic Acid by Comamonas Sp. and Rhodococcus Sp.: Kinetic and Stoichiometric Characterization. Water Environ. J. 2014, 28, 393–400. [Google Scholar] [CrossRef]
- Vermorel, N.; San-Valero, P.; Izquierdo, M.; Gabaldón, C.; Penya-roja, J.M. Anaerobic Degradation of 2-Propanol: Laboratory and Pilot-Scale Studies. Chem. Eng. Sci. 2017, 172, 42–51. [Google Scholar] [CrossRef]
- Siddique, M.N.I.; Munaim, M.S.A.; Wahid, Z.B.A. The Combined Effect of Ultrasonic and Microwave Pre-Treatment on Bio-Methane Generation from Co-Digestion of Petrochemical Wastewater. J. Clean. Prod. 2017, 145, 303–309. [Google Scholar] [CrossRef]
- Liang, J.; Mai, W.; Tang, J.; Wei, Y. Highly Effective Treatment of Petrochemical Wastewater by a Super-Sized Industrial Scale Plant with Expanded Granular Sludge Bed Bioreactor and Aerobic Activated Sludge. Chem. Eng. J. 2019, 360, 15–23. [Google Scholar] [CrossRef]
- Cai, Z.; Ren, Y.; Li, X.; Shi, J.; Tong, B.; Dong, Y. Functional Isocyanide-Based Polymers. Acc. Chem. Res. 2020, 53, 2879–2891. [Google Scholar] [CrossRef] [PubMed]
- Zhao, L.; Hao, T.; Xie, Q.; Tian, Y.; Zhang, J.; Guo, H. Icephobic Coating Based on Epoxy/Polydimethylsiloxane Interpenetrating Polymer Network Gel. Coatings 2024, 14, 76. [Google Scholar] [CrossRef]
- Meng, K.; Wei, W.; Wei, K.; Alexandrov, I.V.; An, X.; Wang, D.; Liu, X. Corrosion Performance of Epoxy/Sulfur–Selenium Coating on Q235 Steel. Coatings 2024, 14, 245. [Google Scholar] [CrossRef]
- Zhang, W.; Xia, W.; Chen, Z.; Zhang, G.; Qian, S.; Lin, Z. Comparison of the Cathodic Protection of Epoxy Resin Coating/Zinc-Rich Coatings on Defective Areas under Atmospheric and Immersion Conditions: The Secondary Activation of Zinc Particles. Coatings 2024, 14, 336. [Google Scholar] [CrossRef]
- Behera, R.K.; Parida, S.K.; Das, R.R. Effect of Using Fibre Reinforced Epoxy Adhesive on the Strength of the Adhesively Bonded Single Lap Joints. Compos. Part B Eng. 2023, 248, 110358. [Google Scholar] [CrossRef]
- Sadowski, Ł.; Kampa, Ł.; Chowaniec, A.; Królicka, A.; Żak, A.; Abdoulpour, H.; Vantadori, S. Enhanced Adhesive Performance of Epoxy Resin Coating by a Novel Bonding Agent. Constr. Build. Mater. 2021, 301, 124078. [Google Scholar] [CrossRef]
- Wen, Y.; Chen, C.; Ye, Y.; Xue, Z.; Liu, H.; Zhou, X.; Zhang, Y.; Li, D.; Xie, X.; Mai, Y.-W. Advances on Thermally Conductive Epoxy-Based Composites as Electronic Packaging Underfill Materials—A Review. Adv. Mater. 2022, 34, 2201023. [Google Scholar] [CrossRef]
- Gu, H.; Ma, C.; Gu, J.; Guo, J.; Yan, X.; Huang, J.; Zhang, Q.; Guo, Z. An Overview of Multifunctional Epoxy Nanocomposites. J. Mater. Chem. C 2016, 4, 5890–5906. [Google Scholar] [CrossRef]
- Vidil, T.; Tournilhac, F.; Musso, S.; Robisson, A.; Leibler, L. Control of Reactions and Network Structures of Epoxy Thermosets. Prog. Polym. Sci. 2016, 62, 126–179. [Google Scholar] [CrossRef]
- Ricciardi, M.R.; Papa, I.; Langella, A.; Langella, T.; Lopresto, V.; Antonucci, V. Mechanical Properties of Glass Fibre Composites Based on Nitrile Rubber Toughened Modified Epoxy Resin. Compos. Part B Eng. 2018, 139, 259–267. [Google Scholar] [CrossRef]
- Imanaka, M.; Narita, I.; Nakamura, Y.; Hisaka, S.; Fujiwara, K.; Yoshida, S.; Hara, K. Fracture Properties of Epoxy Polymers Modified with Cross-Linked and Core–Shell Rubber Particles. J. Mater. Sci. 2021, 56, 1842–1854. [Google Scholar] [CrossRef]
- Zhang, R.; Wang, H.; Wang, X.; Guan, J.; Li, M.; Chen, Y. Rubber-Composite-Nanoparticle-Modified Epoxy Powder Coatings with Low Curing Temperature and High Toughness. Polymers 2023, 15, 195. [Google Scholar] [CrossRef] [PubMed]
- Gu, H.; Ma, C.; Liang, C.; Meng, X.; Gu, J.; Guo, Z. A Low Loading of Grafted Thermoplastic Polystyrene Strengthens and Toughens Transparent Epoxy Composites. J. Mater. Chem. C 2017, 5, 4275–4285. [Google Scholar] [CrossRef]
- Bahrami, A.; Cordenier, F.; Van Velthem, P.; Ballout, W.; Pardoen, T.; Nysten, B.; Bailly, C. Synergistic Local Toughening of High Performance Epoxy-Matrix Composites Using Blended Block Copolymer-Thermoplastic Thin Films. Compos. Part Appl. Sci. Manuf. 2016, 91, 398–405. [Google Scholar] [CrossRef]
- Ma, H.; Geng, P.; Xu, T.; Kumar Bandaru, A.; Aravand, A.; Falzon, B.G. Analytical Fracture Toughness Model for Multiphase Epoxy Matrices Modified by Thermoplastic and Carbon Nanotube/Thermoplastic. Compos. Part Appl. Sci. Manuf. 2024, 177, 107948. [Google Scholar] [CrossRef]
- Javanshour, F.; Prapavesis, A.; Pärnänen, T.; Orell, O.; Lessa Belone, M.C.; Layek, R.K.; Kanerva, M.; Kallio, P.; Van Vuure, A.W.; Sarlin, E. Modulating Impact Resistance of Flax Epoxy Composites with Thermoplastic Interfacial Toughening. Compos. Part Appl. Sci. Manuf. 2021, 150, 106628. [Google Scholar] [CrossRef]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current Understanding and Challenges in High Temperature Additive Manufacturing of Engineering Thermoplastic Polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Ning, N.; Liu, W.; Hu, Q.; Zhang, L.; Jiang, Q.; Qiu, Y.; Wei, Y. Impressive Epoxy Toughening by a Structure-Engineered Core/Shell Polymer Nanoparticle. Compos. Sci. Technol. 2020, 199, 108364. [Google Scholar] [CrossRef]
- Thirunavukkarasu, N.; Bhuvaneswari Gunasekaran, H.; Peng, S.; Laroui, A.; Wu, L.; Weng, Z. Study on the Interface Toughening of Particle/Fibre Reinforced Epoxy Composites with Molecularly Designed Core–Shell Particles and Various Interface 3D Models. Mater. Des. 2023, 225, 111510. [Google Scholar] [CrossRef]
- Wang, J.; Xue, Z.; Li, Y.; Li, G.; Wang, Y.; Zhong, W.-H.; Yang, X. Synergistically Effects of Copolymer and Core-Shell Particles for Toughening Epoxy. Polymer 2018, 140, 39–46. [Google Scholar] [CrossRef]
- Choi, J.; Yee, A.F.; Laine, R.M. Toughening of Cubic Silsesquioxane Epoxy Nanocomposites Using Core−Shell Rubber Particles: A Three-Component Hybrid System. Macromolecules 2004, 37, 3267–3276. [Google Scholar] [CrossRef]
- Su, W.; Han, X.; Gong, J.; Xi, Z.; Zhang, J.; Wang, Q.; Xie, H. Toughening Epoxy Asphalt Binder Using Core-Shell Rubber Nanoparticles. Constr. Build. Mater. 2020, 258, 119716. [Google Scholar] [CrossRef]
- Picu, C.R.; Krawczyk, K.K.; Wang, Z.; Pishvazadeh-Moghaddam, H.; Sieberer, M.; Lassnig, A.; Kern, W.; Hadar, A.; Constantinescu, D.M. Toughening in Nanosilica-Reinforced Epoxy with Tunable Filler-Matrix Interface Properties. Compos. Sci. Technol. 2019, 183, 107799. [Google Scholar] [CrossRef]
- Goyat, M.S.; Hooda, A.; Gupta, T.K.; Kumar, K.; Halder, S.; Ghosh, P.K.; Dehiya, B.S. Role of Non-Functionalized Oxide Nanoparticles on Mechanical Properties and Toughening Mechanisms of Epoxy Nanocomposites. Ceram. Int. 2021, 47, 22316–22344. [Google Scholar] [CrossRef]
- Ravindran, A.R.; Ladani, R.B.; Wu, S.; Kinloch, A.J.; Wang, C.H.; Mouritz, A.P. Multi-Scale Toughening of Epoxy Composites via Electric Field Alignment of Carbon Nanofibres and Short Carbon Fibres. Compos. Sci. Technol. 2018, 167, 115–125. [Google Scholar] [CrossRef]
- Tangthana-umrung, K.; Zhang, X.; Gresil, M. Synergistic Toughening on Hybrid Epoxy Nanocomposites by Introducing Engineering Thermoplastic and Carbon-Based Nanomaterials. Polymer 2022, 245, 124703. [Google Scholar] [CrossRef]
- Ravindran, A.R.; Ladani, R.B.; Kinloch, A.J.; Wang, C.-H.; Mouritz, A.P. Improving the Delamination Resistance and Impact Damage Tolerance of Carbon Fibre-Epoxy Composites Using Multi-Scale Fibre Toughening. Compos. Part Appl. Sci. Manuf. 2021, 150, 106624. [Google Scholar] [CrossRef]
- Pruksawan, S.; Samitsu, S.; Fujii, Y.; Torikai, N.; Naito, M. Toughening Effect of Rodlike Cellulose Nanocrystals in Epoxy Adhesive. ACS Appl. Polym. Mater. 2020, 2, 1234–1243. [Google Scholar] [CrossRef]
- Ovari, T.-R.; Toth, T.; Katona, G.; Szabó, G.S.; Muresan, L.M. Epoxy Coatings Doped with (3-Aminopropyl)Triethoxysilane-Modified Silica Nanoparticles for Anti-Corrosion Protection of Zinc. Coatings 2023, 13, 1844. [Google Scholar] [CrossRef]
- Xia, M.; Yang, H.; Ling, J.; Yao, Q.; Li, G.; Luo, Y. The Mechanical Behaviors of Epoxy-Terminated Hyperbranched Polyester (E-HBP) as Toughener in Different Epoxy Resins. Adv. Compos. Hybrid Mater. 2018, 1, 310–319. [Google Scholar] [CrossRef]
- Chen, S.; Xu, Z.; Zhang, D. Synthesis and Application of Epoxy-Ended Hyperbranched Polymers. Chem. Eng. J. 2018, 343, 283–302. [Google Scholar] [CrossRef]
- Zotti, A.; Zuppolini, S.; Borriello, A.; Trinchillo, L.; Vinti, V.; Zarrelli, M. Hierarchical Aerospace Epoxy Composites of Carbon Fiber and Hyperbranched Filler: Toughening Behavior from Nanocomposites to Composites. Compos. Struct. 2024, 327, 117719. [Google Scholar] [CrossRef]
- Sun, J.; Bai, J.; Li, J. The Synergistic Toughening and Strengthening Effects of Cork Particles and Nanocellulose on Rosin-Based Epoxy Resin. Polymers 2022, 14, 5064. [Google Scholar] [CrossRef] [PubMed]
- Wei, W.; Cui, Y.; Li, X.; Gu, Y.; Fei, X.; Luo, J.; Liu, X. Reactive Particles from in Situ Silane-Polycondensation-Induced Self-Assembly of Poly(Styrene-Alt-Maleic Anhydride) as Toughener for Epoxy Resins. J. Appl. Polym. Sci. 2019, 136, 47565. [Google Scholar] [CrossRef]
- Lou, C.; Liu, X. Functional Dendritic Curing Agent for Epoxy Resin: Processing, Mechanical Performance and Curing/Toughening Mechanism. Compos. Part B Eng. 2018, 136, 20–27. [Google Scholar] [CrossRef]
- Ishizu, K.; Makino, M.; Hatoyama, N.; Uchida, S. Emulsion-Induced Ordered Microporous Films Using Amphiphilic Poly(Ethylene Oxide)-Block-Poly(n-Butyl Isocyanate) Block Copolymers. J. Appl. Polym. Sci. 2008, 108, 3753–3759. [Google Scholar] [CrossRef]
Figure 1.
Infrared spectra of PTA sludge waste and purified terephthalic acid (PTA).
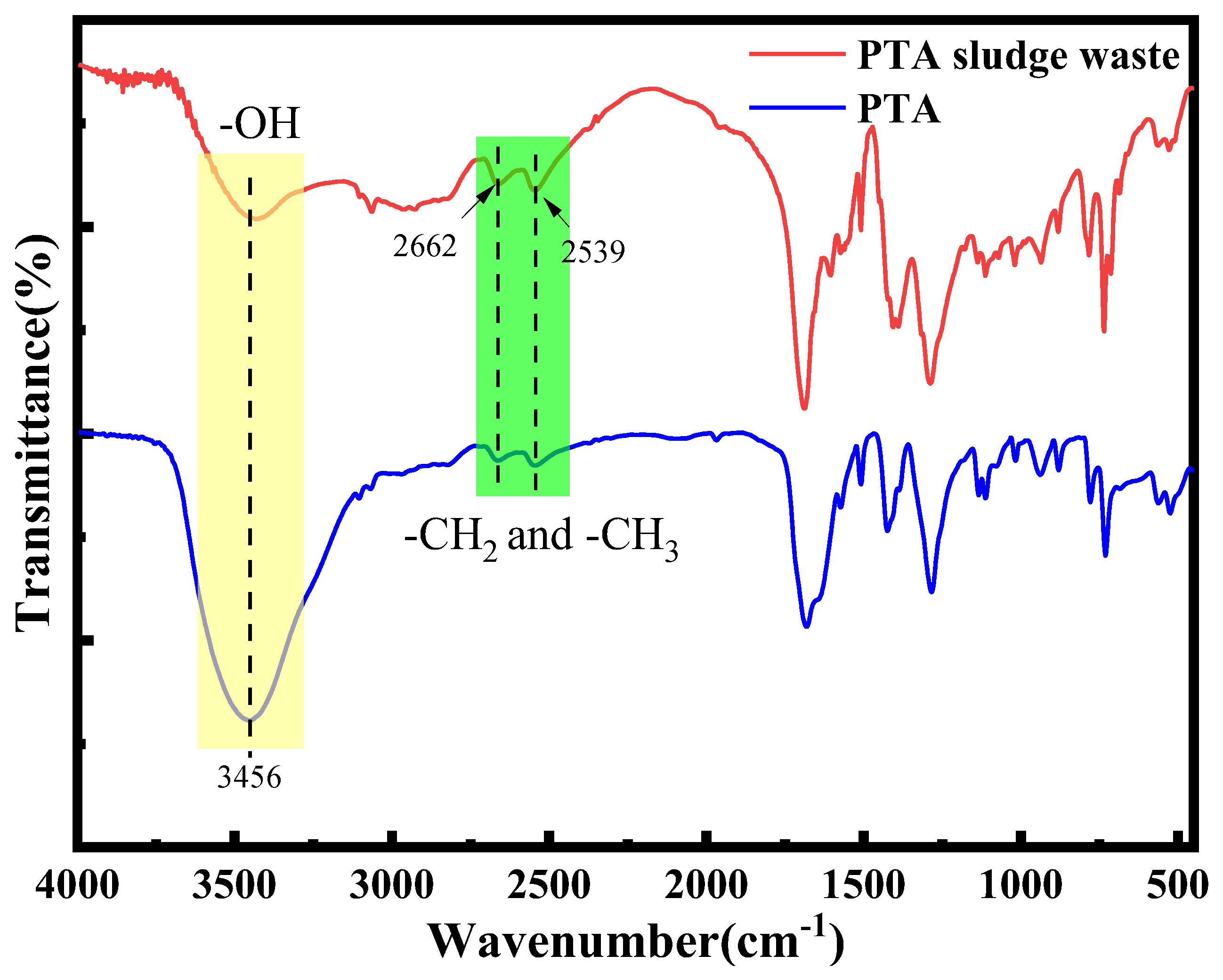
Figure 2.
TG curves of PTA and PTA sludge wastes.
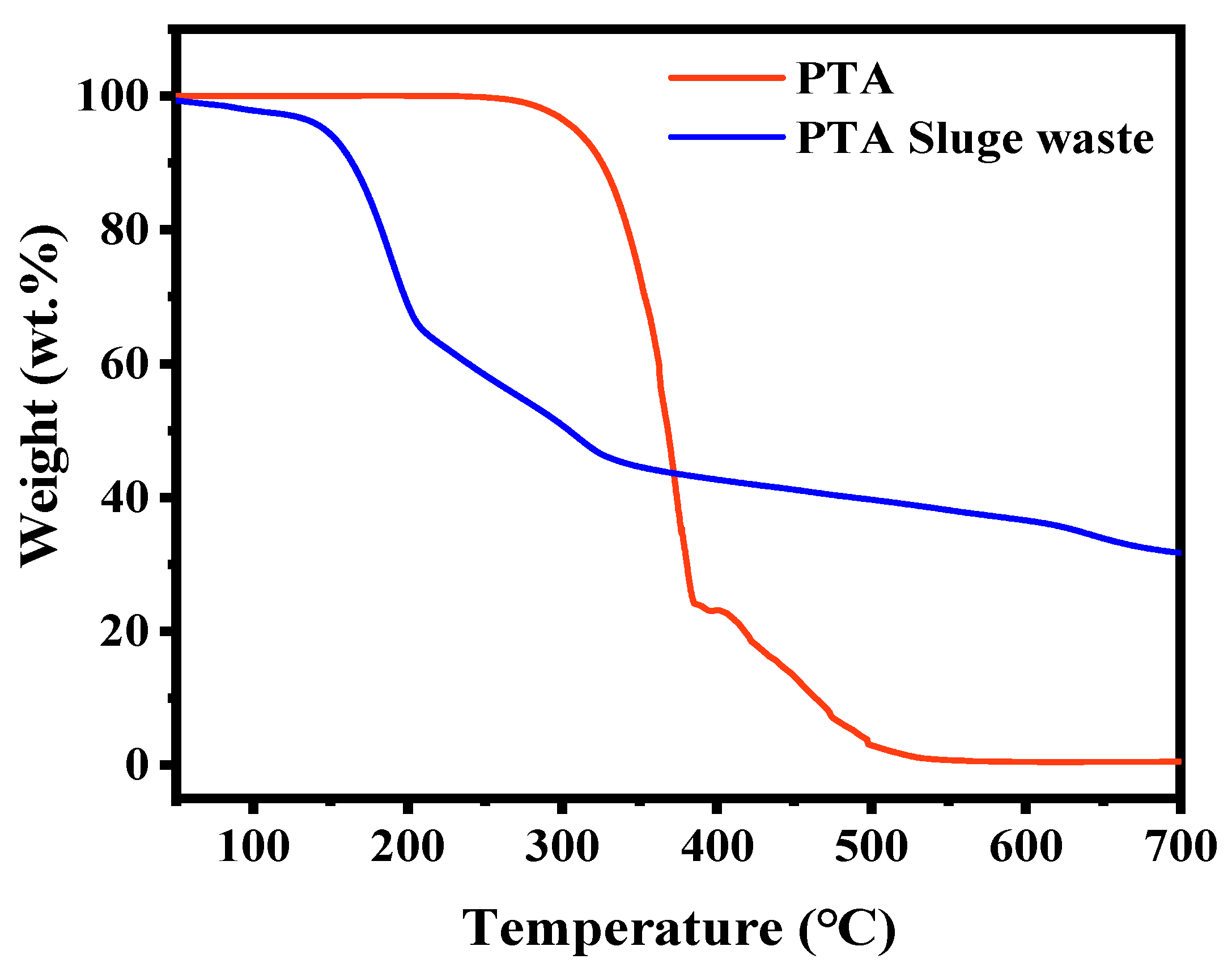
Figure 3.
Flow chart of PTA sludge waste modification and curing agent preparation.

Figure 4.
FTIR spectra of (a) PTA sludge waste, (b) esterification, (c) curing agent.

Figure 5.
Homemade curing agent curing epoxy resin process.

Figure 6.
SEM of materials with different curing agent contents. (a) Control group, (b) 20%, (c) 25%, (d) 30%, (e) 35%, (f) 40%.
Figure 6.
SEM of materials with different curing agent contents. (a) Control group, (b) 20%, (c) 25%, (d) 30%, (e) 35%, (f) 40%.
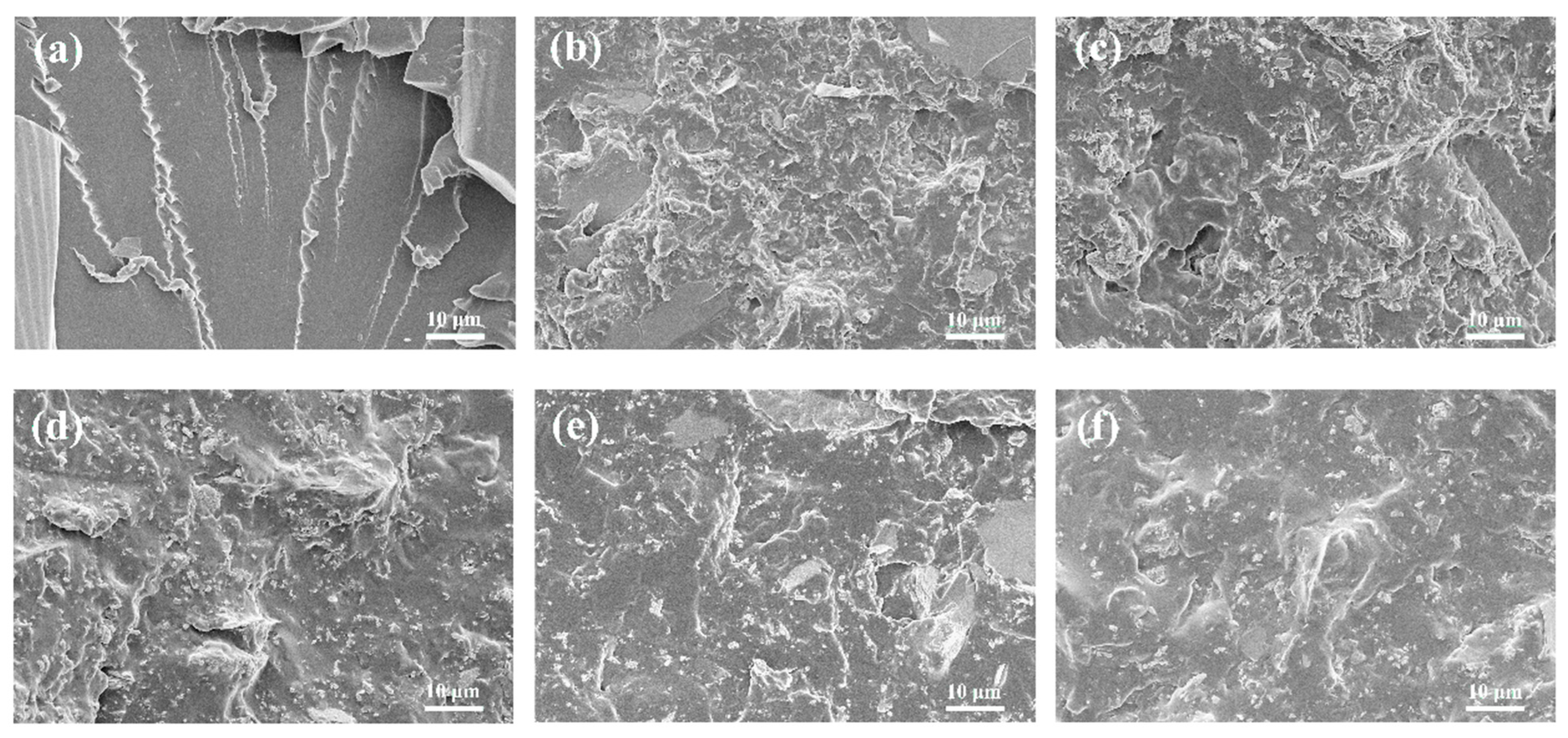
Figure 7.
Schematic representation of the molecular network of the cured epoxy resin before (a,b) and after impact (c,d), as well as for the control (a,c) and the samples (b,d).
Figure 7.
Schematic representation of the molecular network of the cured epoxy resin before (a,b) and after impact (c,d), as well as for the control (a,c) and the samples (b,d).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
PTA sludge waste component analysis. (TA refers to terephthalic acid, BA refers to benzoic acid, and p-Tol refers to p-toluic acid).
Table 1.
PTA sludge waste component analysis. (TA refers to terephthalic acid, BA refers to benzoic acid, and p-Tol refers to p-toluic acid).
| Water (wt.%) | TA (wt.%) | BA (wt.%) | p-Tol (wt.%) | Metal Ions (wt.%) |
|---|---|---|---|---|
| 43.10 | 11.95 | 7.79 | 33.57 | 3.59 |
Table 2.
Mechanical properties of epoxy resin samples cured with home-made curing agents. (The control group was cured with 230 curing agent produced by Changzhou Runxiang Chemical Co, Ltd. (Changzhou, China) and the ratio of curing agent to epoxy resin was 3:10).
Table 2.
Mechanical properties of epoxy resin samples cured with home-made curing agents. (The control group was cured with 230 curing agent produced by Changzhou Runxiang Chemical Co, Ltd. (Changzhou, China) and the ratio of curing agent to epoxy resin was 3:10).
| Sample Name | Curing Agent Dosage | Control-Group | ||||
|---|---|---|---|---|---|---|
| 20% | 25% | 30% | 35% | 40% | ||
| Shore hardness/HA | 85 ± 2 | 60 ± 1 | 56 ± 0.5 | 42 ± 2 | 30 ± 4 | 96 ± 0.2 |
| Tensile strength/MPa | 38.18 ± 0.16 | 31.15 ± 0.24 | 20.46 ± 1.01 | 10.13 ± 0.51 | 0.34 ± 1.12 | 35.21 ± 0.13 |
| Elongation at break/% | 2.95 ± 0.36 | 4.56 ± 0.21 | 6.90 ± 0.33 | 11.76 ± 0.27 | 75.44 ± 0.51 | 3.01 ± 0.17 |
| Impact strength/kJ m−2 | 17.14 ± 0.32 | 22.36 ± 0.46 | 28.57 ± 0.42 | 42.86 ± 0.53 | 40 ± 0.36 | 21.43 ± 0.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fu, J.; Kong, H.; Yu, R.; Tu, J.; Wu, Q.; Wang, M.; Niu, L.; Zhang, K. Synthesis of an Epoxy Toughening Curing Agent through Modification of Terephthalic Acid Sludge Waste. Coatings 2024, 14, 503. https://doi.org/10.3390/coatings14040503
AMA Style
Fu J, Kong H, Yu R, Tu J, Wu Q, Wang M, Niu L, Zhang K. Synthesis of an Epoxy Toughening Curing Agent through Modification of Terephthalic Acid Sludge Waste. Coatings. 2024; 14(4):503. https://doi.org/10.3390/coatings14040503
Chicago/Turabian StyleFu, Jinhui, Huixian Kong, Rentong Yu, Jinchun Tu, Qiang Wu, Mingyu Wang, Lina Niu, and Kexi Zhang. 2024. "Synthesis of an Epoxy Toughening Curing Agent through Modification of Terephthalic Acid Sludge Waste" Coatings 14, no. 4: 503. https://doi.org/10.3390/coatings14040503
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.