.jpg)
Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution

1
College of Materials and Metallurgy, Guizhou University, Guiyang 550025, China
2
Guizhou Province Key Laboratory of Metallurgical Engineering and Process Energy Saving, Guiyang 550025, China
*
Author to whom correspondence should be addressed.
Coatings 2024, 14(5), 546; https://doi.org/10.3390/coatings14050546
Submission received: 29 February 2024
/
Revised: 20 April 2024
/
Accepted: 22 April 2024
/
Published: 27 April 2024
(This article belongs to the Special Issue Advances in Protective Coatings: Materials, Fabrication, Corrosion and Applications)
Abstract
:Organic montmorillonite (OMMT) was prepared from Na-montmorillonite (MMT) by Hexadecylamine (HDA) modification. The composite material has good smoothness, acidity, and salt resistance. OMMT was characterized using small-angle X-ray diffraction, Fourier transform infrared spectroscopy, scanning electron microscopy, and a video optical contact angle measuring instrument. The results showed that the layer spacing was enlarged from 1.44 nm to 2.87 nm after the modification, and the hydrophobicity performance was greatly improved. The organic modification of MMT was successful. The surface morphology, roughness, and anticorrosion properties of the organic montmorillonite/epoxy (OMMT/EP) composite coating were investigated and compared with those of the epoxy (EP) coating. The OMMT/EP composite coating had a flatter surface than the EP coating. The roughness was reduced from 65.5 nm to 10.3 nm. The electrochemical impedance spectroscopy showed that the composite coating’s thickness positively affected its anticorrosion performance, the corrosion current density (Icorr) decreased with the increase in thickness, and its maximum impedance was much larger than that of EP coating. The protection efficiency of the OMMT/EP composite coating was 77.90%, which is a significant improvement over the EP’s 31.27%. In addition, the corrosion resistance of the composite coating gradually decreased with increasing immersion time, but the change was insignificant.
1. Introduction
The Bayer alumina production process is adversely affected by the accumulation of sulfur in the raw materials and production process [1,2], especially by the severe corrosion of steel equipment. Therefore, the surface protection of alumina production equipment is critical [3,4]. Polymer coatings have been widely used for the corrosion protection of metal substrates, and epoxy resin-based anticorrosion coatings are widely used due to their excellent adhesion resistance and other advantages [5,6,7]. However, the epoxy resin coatings form some voids and defects with the evaporation of solvents during the curing process, which have insufficient barrier properties against corrosive media, leading to the shortening of the corrosion path between the corrosive media and the surface of the substrate material, thus accelerating corrosion [8].
Incorporating nanomaterials with a shielding effect into epoxy resin coatings can enhance the corrosion resistance of the coatings by reducing the porosity and increasing the diffusion path of corrosive media [9,10]. Na-montmorillonite (MMT), as a two-dimensional nanomaterial, has a unique layered structure, large aspect ratio, and very high surface area and has been widely used by researchers in the field of coating and anticorrosion, but MMT has a small layer spacing and is prone to agglomeration, and it needs to be organically modified so that the performance of the MMT can be improved. Modification of MMT using quaternary alkyl ammonium salts [11], silane coupling agents [12], and hyperbranched polymers HBPs [13] to improve interlayer spacing and dispersion resulted in improved mechanical properties and inhibition as well as environmental stability of the epoxy-based composite coatings [14]. The composite coatings incorporating modified MMT provided barrier corrosion protection to carbon steel in NaCl solution, blocking defects and reducing the transport of water and corrosive materials [15]. The organic montmorillonite/epoxy (OMMT/EP) composite coating was shown to have superior protective properties to those of the original epoxy coatings after the weight loss results, optical examination, and microscopic examination of samples. The anticorrosion effect of montmorillonite in epoxy resin was verified [16]. The incorporation of graphene oxide on the basis of OMMT allows for the preparation of a high-performance epoxy anticorrosion coating with a larger contact angle and a smoother surface than epoxy coatings [17]. The addition of different types of fillers to the epoxy resin base will play different roles. The new anticorrosive coating synthesized by doped polyaniline, reduced graphene oxide, and MMT showed superior anticorrosive performance of the synthesized nanocomposite according to the Tafel test, where the corrosion current of the synthesized nanocomposite was lower than that of other samples [18]. These composite coatings are often studied in seawater environments. However, the problem of corrosion in steel production equipment is also particularly common in the Bayer alumina production process, where the main corrosive medium is the sulfur-containing sodium aluminate solution, which results in an alkaline corrosion [19,20]. The corrosion of production equipment can cause economic losses and serious environmental pollution problems. Therefore, the corrosion resistance of composite coatings in this environment is worth exploring [21].
The main stages in the Bayer alumina production process are divided into four stages: bauxite dissolution, dilution of sodium aluminate solution, crystal species separation, and mother liquor evaporation. The mother liquor in the evaporation process contains S2− and S2O32−, which is the main cause of corrosion in production equipment, so this experiment simulates the corrosion resistance of OMMT/EP composite coatings prepared in this corrosive environment. FTIR, XRD, SEM, and AFM were used to analyze the intercalation behavior, morphological changes, and hydrophobicity of organic montmorillonite (OMMT) with Hexadecylamine (HDA). The effect of OMMT on the surface roughness and morphology of the OMMT/EP composite coating was investigated by AFM and SEM. Polarization curves and electrochemical impedance spectroscopy reveal the corrosion resistance of the composite coating in corrosive media containing sodium sulfoaluminate.
2. Experiments
2.1. Experimental Materials
The following chemical reagents and materials were used directly without further treatment: Q235 steel (size 10 mm × 10 mm × 1 mm), 93 mmol/100 g of Na-montmorillonite (MMT, Guzhang Shanphosphorite Mineral Products Co., Ltd., Hunan, China), Hexadecylamine (HDA, Aladdin Reagent Co., Ltd., Shanghai, China), dodecyl benzene sulfonic acid (DBSA, Aladdin Reagent Co., Ltd., Shanghai, China), epoxy resin E44 (Nantong Xingxing Synthetic Materials Co., Ltd., Nantong, China), environmental protection diluent (Shanghai Kangquzhou Chemical Co., Ltd., Shanghai, China), acetone (Chongqing Chuandong Chemical Industry Group, Chongqing, China), and polyamide D-230 (Aladdin Reagent Company).
Q235 steel was 240-mesh, 400-mesh, 600-mesh, 800-mesh, 1000-mesh and 1200-mesh sandpaper for surface grinding and polishing, and then we used anhydrous ethanol and acetone ultrasonic cleaning, drying treatment, and placed it on standby.
2.2. Preparation of OMMT
Suspension A was prepared by dispersing MMT into 500 mL of deionized water. A certain amount of HDA, which was equivalent to 1.0 CEC of MMT, was added into 50 mL of absolute ethanol while stirring to obtain suspension B. Suspensions A and B were mixed in a water bath at 80 °C to obtain Suspension C. The precipitation was collected by centrifugation and washed with anhydrous ethanol and deionized water until there was no precipitation in the waste liquid added to AgNO3. Precipitate was dried and ground to obtain OMMT.
2.3. Preparation of OMMT/EP Composite Coating
The preparation of OMMT/EP composite coating and its role in the environment are shown in Figure 1. It is shown that MMT was modified by HDA and then intercalated into MMT layers to prepare organic modified filler (OMMT), and OMMT/EP composite coatings were obtained by adding OMMT filler into the epoxy resin base and fusing it. The measure of epoxy resin was diluted, OMMT powder was added, and the mixture was obtained by stirring at 80 °C. Then, polyamide D-230 and acetone (6:1 quality ratio) were added to form a mixed slurry of OMMT and epoxy resin, and the mixed slurry was covered on the surface of Q235 steel with a wire rod coater to form the OMMT/EP composite coating.
2.4. Electrochemical Tests
The electrochemistry workstation of Shanghai Chenhua (CHI660E) was used for the electrochemical tests. In the tests, the corrosive environment was 90 °C in solutions of sodium aluminate containing 5 g/L S2− and 5 g/L S2O32−; a three-electrode system was used, with a platinum electrode as the auxiliary electrode, an OMMT/EP composite coating for the working electrode, and a saturated mercuric glycol electrode as the reference electrode. The test’s potential range of polarization curve is −1.5 V~−1.05 V, and the scanning rate is 3 mV/s. Electrochemical impedance spectroscopy (EIS) has a frequency range of 0.01–105 Hz and an amplitude of 5 mV.
2.5. Characterization Methods
The X-ray diffractometer (XRD UltimaIV, Rigaku, Tokyo, Japan) had an operating voltage of 40 kV, a current of 40 mA, and a scanning rate of 1°/min with Cu Ka as the incident light source. Fourier transform infrared spectroscopy (FTIR, Nicolet iS50, Thermo Field Company, Boston, MA, USA) was measured range from 400 to 4000 cm−1. Scanning electron microscopy (SEM, Sigma300, ZEISS, Jena, Germany) was performed at 15 kV. An atomic force microscope (AFM, Bruker Dimension ICON, Bruker, Billerica, MA, USA) determined the roughness of the coating surface. A video optical contact angle measuring instrument was also used (OCA, JY-82C, Chengde Dingsheng Company, Chengde, China).
3. Results and Discussion
3.1. Study on Properties of Modified MMT
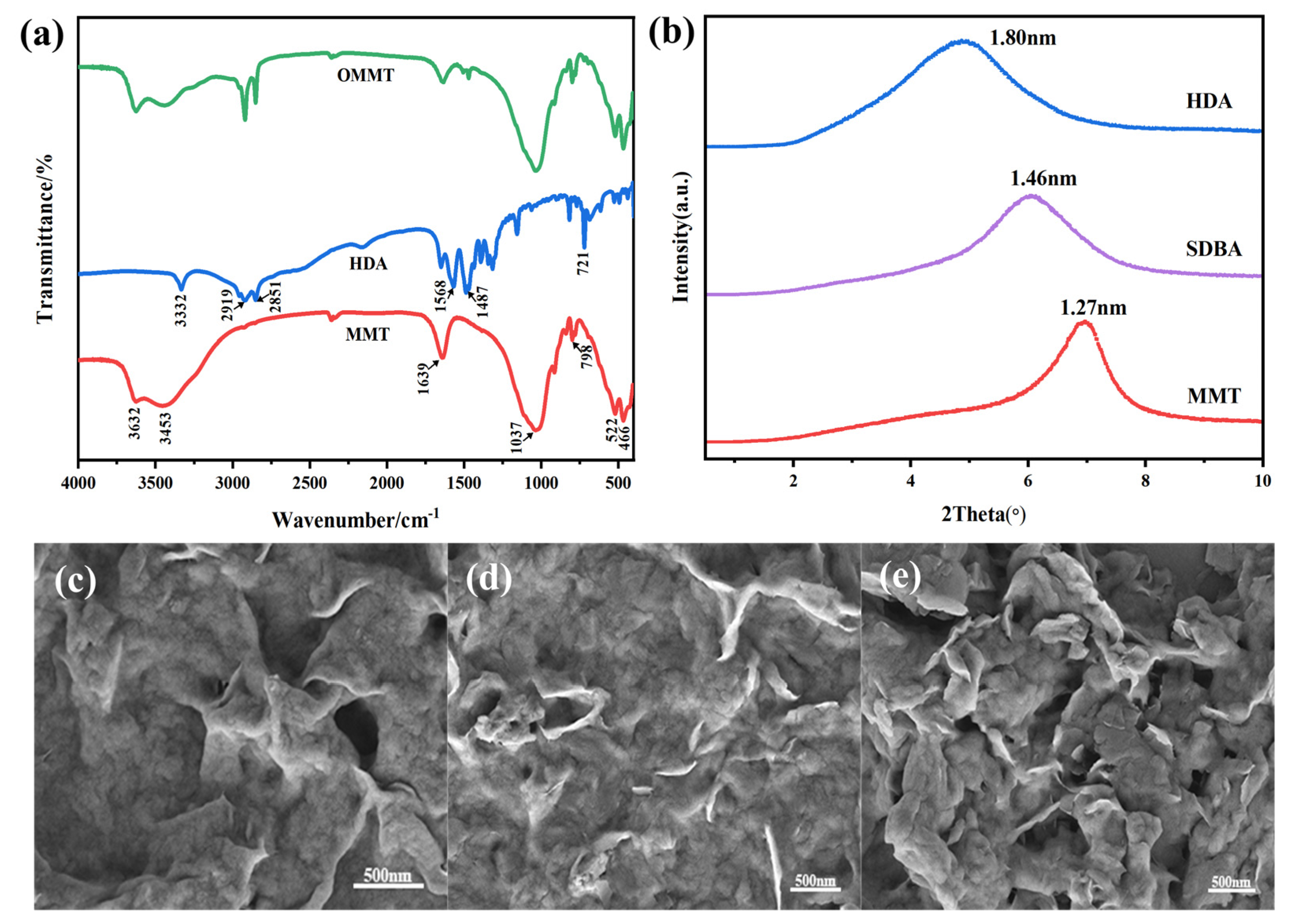
Figure 2 shows the performance detection of OMMT. Figure 2a shows the infrared detection profile of MMT, HDA, and OMMT. The FT-IR plot of OMMT shows characteristic peaks of HDA and MMT at 2919 cm−1, 2851 cm−1, 1037 cm−1, and 798 cm−1, respectively. Organic molecules displaced interlayer Na+, resulting in OMMT. This indicates that combining the organic substance HDA and MMT was successful.
Figure 2b is the XRD plot of MMT and MMT after the organic modification of DBSA and HDA. The 2θ of the diffraction peaks on MMT’s (001) face organically modified with DBSA and HDA were at 6.05° and 4.91°, respectively. The variation in layer spacing was calculated using Bragg’s equation (2dsinθ = nλ) and was found to be 1.27 nm, 1.46 nm, and 1.80 nm for MMT and MMT organically modified with DBSA and HDA, respectively. These results show that the HDA pretreatment increased the MMT interlayer spacing by 0.53 nm, facilitating the in situ intercalation of the MMT with the urushiol titanium polymer. The increase in the interlayer spacing of MMT obtained by HDA modification was large, so HDA-modified MMT was used as the filler in this experiment [22].
The limited dispersion of MMT layers can be seen in Figure 2c. The surface morphology of the MMT modified by adding anionic surfactant SDBA is shown in Figure 2d, and the layer dispersibility has not changed obviously. In Figure 2e, modified by the HDA, it shows significant changes in morphology, dispersion, and curling as well as more uniformity in the edges of the layer and its thickness [23]. The results show that HDA was successfully interpolated into the MMT interlayers rather than simply blended, and the results are consistent with the above FT-IR and XRD analyses.
3.2. Influence of HDA Content on MMT
XRD plots of the effect of the addition of different contents of HDA on the interlayer spacing are shown in Figure 3a. The layer spacing of the OMMT increases with increasing content as the content increases from 0.5 CEC to 1.5 CEC. As the organic content continues to increase, the interlayer spacing of the OMMT shows a tendency to decrease because too much organic matter enters the interlayer of the MMT. When the content reaches 1.5 CEC, the 2θ of the diffraction peaks on the (001) surface are at 2.90° and 6.21°, respectively, and according to Bragg’s equation 2dsinθ = nλ, the layer spacing is obtained to be optimized at 2.87 nm and 1.46 nm, respectively [24].
OCA was performed on MMT modified with HDA content, as shown in Figure 3b. The contact angle of the OMMT was significantly increased compared to that of the natural MMT. The contact angle was maximum when the organic content was 1.5 CEC, and the results indicated that the surface polarity of the OMMT changed, resulting in the hydrophilicity becoming hydrophobic, which provided an excellent basis for the final prepared composite coating.
3.3. Study on Properties of Modified OMMT/EP Composite Coating
The evaporation of solvents during the drying process of EP coating can lead to some voids and defects on the surface of the coating. The possible presence of hollows and depressions on the surface can be seen in Figure 4a. Combined with the AFM of the EP coating, the corrosive medium will come into contact with the Q235 steel substrate through these voids and defects, thus accelerating corrosion [25]. OMMT fillers were added to the epoxy resin at 3% and 7%, respectively, in combination with organic solvents to form the OMMT/EP composite coating. In Figure 4b,c, it can be seen that the pores and defects on the surface of the composite coating have been filled and compensated, which is caused by the addition of composite OMMT and the fusion of organic groups in epoxy resin. As shown in Figure 4b, when the amount of OMMT is 3%, the surface morphology of the composite coating is greatly improved compared with that of epoxy resin. As shown in Figure 4c, when the amount of OMMT is increased to 7%, the surface of OMMT aggregates, which may be caused by the excessive addition of OMMT and the saturation of its fusion with epoxy resin, and the roughness is not greatly improved.
In order to determine the effect of fillers on the surface roughness of epoxy resins, the AFMs of EP coatings and OMMT/EP composite coatings containing 3% and 7% OMMT were determined, respectively. Figure 4d–f show that the surface roughness of the EP coating is 65.5 nm, and the surface roughness of the OMMT/EP composite coatings with 3% and 7% OMMT, respectively, is smaller than that of the EP coating. The composite coatings with 7% OMMT addition are less rough, but there is agglomeration, which is consistent with the results of the surface morphology of the composite coatings mentioned above. The results show that the addition of filler reduces the defects on the surface of the coating and the coating becomes smoother, which helps to prevent the intrusion of corrosive ions, but it is not better to add more.
3.4. Study on Corrosion Resistance of OMMT/EP Composite Coating
3.4.1. Results and Analysis of the Polarization Curve
Tafel polarization curves of the OMMT/EP composite coating in solutions containing sodium sulfoaluminate containing 5 g/L S2− and 5 g/L S2O32− for the composite coating’s thickness and time are shown in Figure 5. The values of corrosion current (Icorr), corrosion potential (Ecorr), and polarization resistance (Rp) obtained by fitting the polarization curves are shown in Table 1 and Table 2.
The calculation of Rp from the Stern–Geary equation [26,27,28]:
where Icorr is determined by the intersection of the anodic and cathodic linear portions of the polarization curve, and βa and βb are the Tafel slopes of the anode and cathode of the sample, respectively.
In order to better investigate the strength of the coating’s corrosion resistance, the corrosion resistance of the coating can be characterized in terms of the protection efficiency (PE).
The characteristics of the cathodic sections in Figure 5a,b are the same, indicating that the thickness and time do not have much effect on the cathodic process. At the same time, the anodic curves show different patterns of change. The smaller the Icorr, the better the corrosion resistance of the coating [29]. Table 1 shown that the Icorr is relatively small at 2.334 × 10−4 for a thickness of 200 μm, and its Rp is the maximum. From the Icorr and Ecorr, the coating prepared in this study with a thickness of 200 μm has a good barrier effect on the corrosion of Q235 steel.
Figure 5b and Table 2 show that the Icorr of the OMMT/EP composite coating is minimum at 3 d. Rp decreases with time slowly from the third day onwards [27]. After the OMMT/EP composite coatings, EP coatings and bare steel were immersed in the same environment for 5 d; the Icorr of the OMMT/EP composite coating was 1.551 × 10−4 minimum, and the protection efficiency was 77.90%, higher than that of EP coating. It is shown that incorporating OMMT filler can effectively improve the corrosion resistance of the coating. This is consistent with the SEM and AFM results.
3.4.2. Electrochemical Impedance Spectroscopy Results and Analysis of OMMT/EP Composite Coating
Electrochemical impedance plots of the OMMT/EP composite coating’s thickness and time are shown in Figure 6 and Figure 7.
As shown in Figure 6a,b, the larger the radius of the impedance arc, the higher the resistance of the coating and the better its anti-corrosion performance [30], where the impedance arc radius is largest for a thickness of 200 μm. The mode value is larger in the lower-frequency region and becomes lower as the frequency increases, and the phase angle is larger in the higher-frequency region. It represents better corrosion protection of the coating [31]. The Bode plot shows that the phase angle of the coating thickness of 200 μm is the largest, indicating that the anti-corrosion effect of the coating thickness of 200 μm is better.
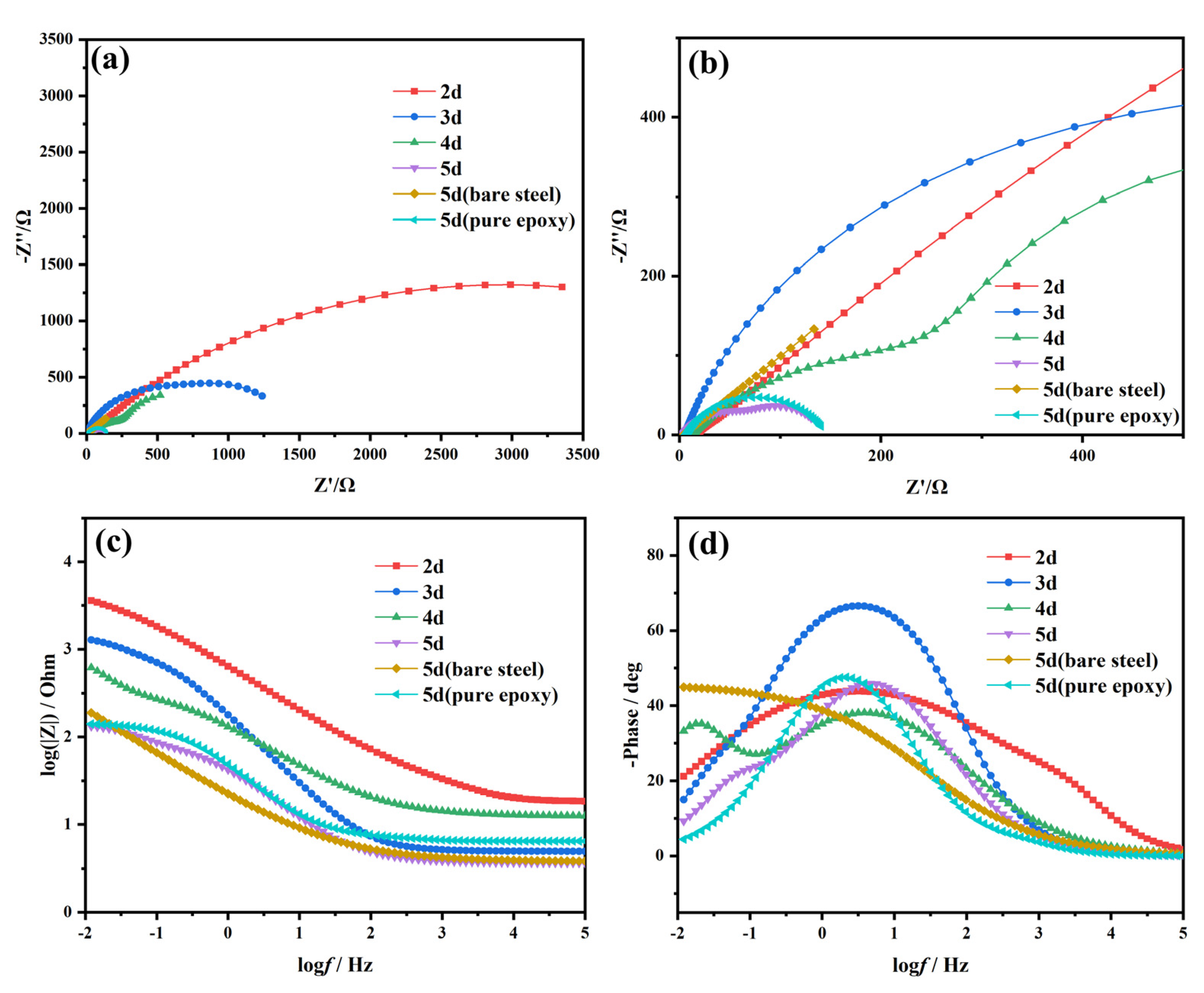
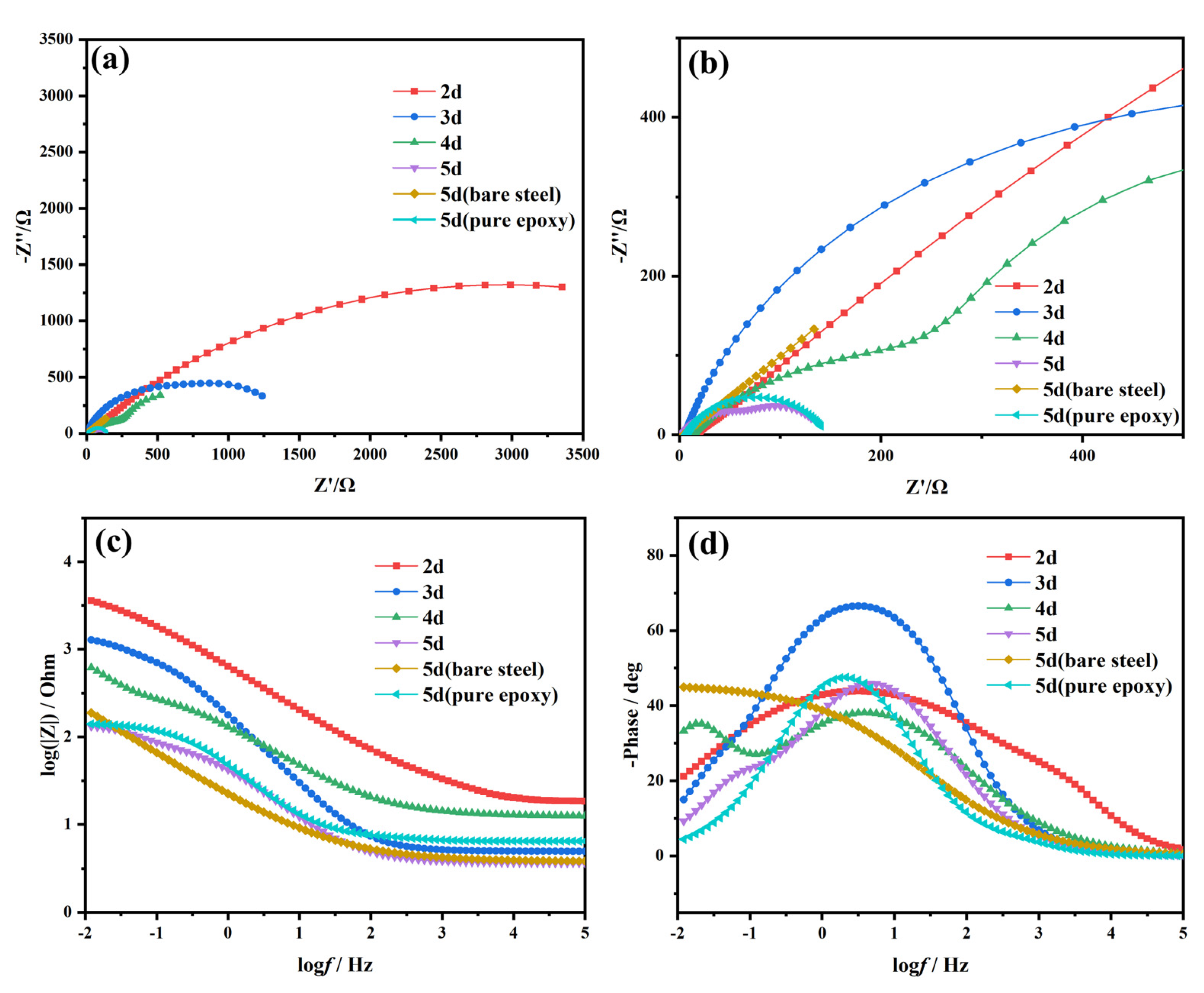
Figure 7a,b show that the impedance arc radius of the OMMT/EP composite coating is the largest on day three. With time, there is a decrease. Figure 7c,d show that the coated and uncoated steel sheets have the highest modal values in the low-frequency region. As the frequency increases, there is finally an impedance plateau in the high-frequency region and a certain phase angle in the mid-frequency region. Corrosion resistance decreases with time but not significantly [32]. The corrosion resistance of the OMMT/EP composite coating, EP coating, and Q235 steel has little effect when immersed in the corrosive medium for 5 d.
4. Conclusions
- We successfully modified MMT with HDA to prepare OMMT, which reduced the polarity and surface energy of MMT, increased the layer spacing to 2.87 nm, and greatly improved the hydrophobicity, which provided the basis for the preparation of composite coatings.
- Adding filler into the OMMT/EP composite coating results in a smoother surface than pure EP coating, reducing surface defects. This smooth and flat surface is beneficial for preventing the infiltration of corrosive ions in the corrosion solution. The best performance of the 7% OMMT/EP composite coating was verified by surface morphology and roughness tests.
- The corrosion resistance of the OMMT/EP composite coating demonstrates a decrease in Icorr and an increase in impedance value with increasing thickness of the composite coating. However, with increasing soaking time, minimal change is observed in both the Icorr and impedance values. Notably, after 5 days of soaking, the EP coating exhibited a protection rate of 31.27%, whereas the composite coating showed an enhanced protection efficiency of 77.90%.
Author Contributions
Conceptualization, J.X.; Validation, D.L.; Investigation, J.X.; Resources, B.Q.; Data curation, J.X.; Writing—original draft, J.X.; Writing—review & editing, H.W.; Supervision, B.Q.; Project administration, B.Q. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by National Natural Science Foundation of China, No. U1812402 and Guizhou university talent introduction project, No. [2020]43.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Chen, M.; Gai, J.X.; Chen, C.Y.; Li, J.Q. Corrosion evolution of 15CrMn steel in sulfur-containing sodium aluminate solution. Mater. Lett. 2022, 310, 131464. [Google Scholar] [CrossRef]
- Fu, H.; Chen, C.Y.; Li, J.Q.; Lan, Y.P.; Wang, L.Z.; Yuan, J.J. Influence of Na2S on the corrosion behavior of Q345 steel in sodium aluminate solution. Mater. Res. Express 2019, 6, 1065a9. [Google Scholar] [CrossRef]
- Hu, X.L.; Chen, W.M. Study of sulfur removal from sodium aluminate solution using wet oxidation method. J. Cent. South Univ. Nat. Sci. Ed. 2011, 42, 2911–2916. [Google Scholar]
- Yang, X.-Q.; Chen, C.-Y.; Li, J.-Q.; Quan, B.-L. A review of research on alkal-ine corrosion of steel by sulfur. Surf. Technol. 2015, 44, 89–95. [Google Scholar]
- Du, X.-Y.; Yin, Y.-Y.; Liu, C.-M.; Dong, Y.-H.; Zhang, H.-B.; Qiu, P. Preparation of MXene@PAIN composites and their application in epoxy coatings. Coat. Ind. 2023, 53, 16–22+26. [Google Scholar]
- Zhang, X.L.; Li, B.; Chen, T.T.; Xiang, K.; Xiao, R.G. Study on CePO4 modified PANI/RGO composites to enhance the anti-corrosion property of epoxy resin. Prog. Org. Coat. 2023, 178, 107472. [Google Scholar] [CrossRef]
- Liu, W.L.; Li, J.S. Sodium Lignosulfonate-Loaded Halloysite Nanotubes/Epoxy Composi-tes for Corrosion Resistance Coating. ACS Omega 2023, 8, 18425–18434. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.Y.; Wu, S.Z.; Shen, Z.; Gao, J.; Hu, X.Q.; Li, G.H. Enhanced anticorrosion property of epoxy resin membrane by nano-organic montmorillonite. J. Coat. Technol. Res. 2022, 19, 1087–1100. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Z.R.; Shi, J.; Chen, G.K.; Zhang, Q.; Weng, Z.S.; Wu, K.; Lu, M. Green s-ynthesis of graphene with the assistance of modified lignin and its application in antic-orrosive waterborne epoxy coatings. Appl. Surf. Sci. 2019, 484, 759–770. [Google Scholar] [CrossRef]
- Shi, X.; Nguyen, T.A.; Suo, Z.; Liu, Y.; Avci, R. Effect of nanoparticles on the anticorrosion and mechanical properties of epoxy coating. Surf. Coat. Technol. 2009, 204, 237–245. [Google Scholar] [CrossRef]
- Park, J.; Jane, S.C. Effect of plasticization of epoxy networks by organic modifier on exfoliation of nanoclay. Macromolecules 2003, 36, 8391–8397. [Google Scholar] [CrossRef]
- Park, S.J.; Kim, B.J.; Seo, D.I.; Rhee, K.Y.; Lyu, Y.Y. Effects of a silane treatment on the mechanical interf-acial properties of montmorillonite/epoxy nanocomposites. Mater. Sci. Eng. A 2009, 526, 74–78. [Google Scholar] [CrossRef]
- Rodlert, M.; Plummer, C.J.G.; Leterrier, Y.; Månson, J.-A.E.; Grünbauer, H.J.M. Rheological behavior of hyperbranchedpolymer/montmorillonite clay nanocomposites. J. Rheol. 2004, 48, 1049–1065. [Google Scholar] [CrossRef]
- Sari, M.G.; Ramezanzadeh, B.; Shahbazi, M.; Pakdel, A. Influence of nanoclay particlesmodification by polyester-amide hyperbranched polymer on the corrosion protective pe-rformance of the epoxy nanocomposite. Corros. Sci. 2015, 92, 162–172. [Google Scholar] [CrossRef]
- Li, J.; Ecco, L.; Fedel, M.; Ermini, V.; Delmas, G.; Pan, J. In-Situ AFM and EIS study of a solventborne alkyd coating with nanoclay for corrosion protection of carbon steel. Prog. Org. Coat. 2015, 87, 179–188. [Google Scholar] [CrossRef]
- Jiang, F.W.; Zhao, W.J.; Wu, Y.M.; Wu, Y.H.; Liu, G.; Dong, J.D.; Zhou, K.H. A polyethyleneimine-grafted graphene oxide hybrid nanomaterial: Synthesis and anti-corrosion ap-plications. Appl. Surf. Sci. 2019, 479, 963–973. [Google Scholar] [CrossRef]
- Hua, Q.X.; Jing, B.; He, M.Y.; Sun, P.F.; Zhao, Q.; Su, S.L.; Hu, G.J.; Ping, D.H.; Li, S.J. Preparation of modified montmorillonite/graphene oxide composites to enhance the ant-icorrosive performance of epoxy coatings. J. Coat. Technol. Res. 2023, 20, 1111–1119. [Google Scholar] [CrossRef]
- Mohammadzadeh, A.; Taleghani, H.G.; Lashkenari, M.S. Preparation and comparative st-udy of anticorrosion nanocomposites of polyaniline/graphene oxide/clay coating. J. Mater. Res. Technol. 2021, 13, 2325–2335. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, H.R.; Zhang, C.; Zhou, Q.X.; Rodrigues, D.F. Graphene Oxide-Hybridized Waterborne Epoxy Coating for Simultaneous Anticorrosive and Antibiofilm Fu-nctions. Front. Mater. 2022, 9, 910152. [Google Scholar] [CrossRef]
- Merachtsaki, D.; Xidas, P.; Giannakoudakis, P.; Triantafyllidis, K.; Spathis, P. Corrosion Protection of Steel by Epoxy-Organoclay Nanocomposite Coatings. Coatings 2017, 7, 84. [Google Scholar] [CrossRef]
- De Paula, A.S.; Aroeira, B.M.; Souza, L.H.d.O.; da Cruz, A.C.; Fedel, M.; Da Silva, B.P.; Cotting, F. Influence of Organic Coating Thickness on Electrochemical Impedance Spectroscopy Response. Coatings 2024, 14, 285. [Google Scholar] [CrossRef]
- Chen, Y.; Bai, W.; Chen, J.; Chen, X.; Zhao, J.; Wei, F.; Jian, R.; Zheng, X.; Xu, Y. In-Situ intercalation of montmorillonite/urushiol titanium polymer nanocomposite for anti-corrosion and anti-aging of epoxy coatings. Prog. Org. Coat. 2022, 165, 106738. [Google Scholar] [CrossRef]
- Sadawy, M.M.; Fayed, S.M.; Tayea, M.; El-Batanony, I.G. Microstructure, Corrosion and Electroche-mical Properties of Cu/SiC Composites in 3.5 wt% NaCl Solution. Met. Mater. Int. 2023, 30, 568–584. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, P.; Qing, Y.; Wen, K.; Su, X.; Ma, L.; Wei, J.; Liu, H.; He, H.; Xi, Y. Novel intercalation mechanism of zwitterionic surfactant modified montmorillonites. Appl. Clay Sci. 2017, 141, 265–271. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, W.; Han, C.; Guo, J.; Zhang, Q.; Xie, H.; Shao, Q.; Sun, Z.; Guo, Z. Large Scaled Synthesis of Heterostructured Electrosp-un TiO2/SnO2 Nanofibers with an Enhanced Photocatalytic Activity. J. Electrochem. Soc. 2017, 164, H651–H656. [Google Scholar] [CrossRef]
- Ledwig, P.; Ratajski, T.; Indyka, P.; Kalemba-Rec, I.; Kopia, A.; Kąc, M.; Dubiel, B. Microstructure and Properties of Electrodepos-ited nc-TiO2/Ni–Fe and Ni–Fe Coatings. Met. Mater. Int. 2020, 26, 812–826. [Google Scholar] [CrossRef]
- Zhang, L.; Qin, M.; Yu, W.; Zhang, Q.; Xie, H.; Sun, Z.; Shao, Q.; Guo, X.; Hao, L.; Zheng, Y.; et al. Heterostructured TiO2/WO3 nano cempositesfo-r photocatalytic degradation of toluene under visible light. J. Electrochem. Soc. 2017, 164, 1086–1090. [Google Scholar] [CrossRef]
- Sou, W.-F.; Fan, Y.-H.; Fu, J.-W. PPy/rGO composite coatings on aluminum alloys for aircraft structures and their anti-corrosion properties. China Surf. Eng. 2019, 32, 103–110. [Google Scholar]
- Nie, M.; Huang, F.; Wang, Z.-G. Electrochemical synthesis of polypyrrole/poly-dopamine and its effect on the corrosion resistance of aluminum alloys. J. Compos. Mater. 2019, 36, 2364–2370. [Google Scholar]
- Masumi, S.; Mahdavi, S.; Etminanfar, M.R. Electrochemical deposition of bilayer PPy/PPy-HA coating on AZ31 Mg alloy: Effect of HA content on characteristics and corrosion protection. Mater. Today Commun. 2023, 37, 107034. [Google Scholar] [CrossRef]
- Wu, L.K.; Zhang, X.F.; Hu, J.M. Corrosion protection of mild steel by one-step electrodeposition of superhydrophobic silica film. Corros. Sci. 2014, 85, 77–482. [Google Scholar] [CrossRef]
- Monteiro, R.D.; van de Wetering, J.; Krawczyk, B.; Engelberg, D.L. Corrosion Behaviour of Type 316L Stainless Steel in Hot Caustic Aqueous Environments. Met. Mater. Int. 2020, 26, 630–640. [Google Scholar] [CrossRef]
Figure 1.
The preparation of OMMT/EP composite coating and its role in the environment.
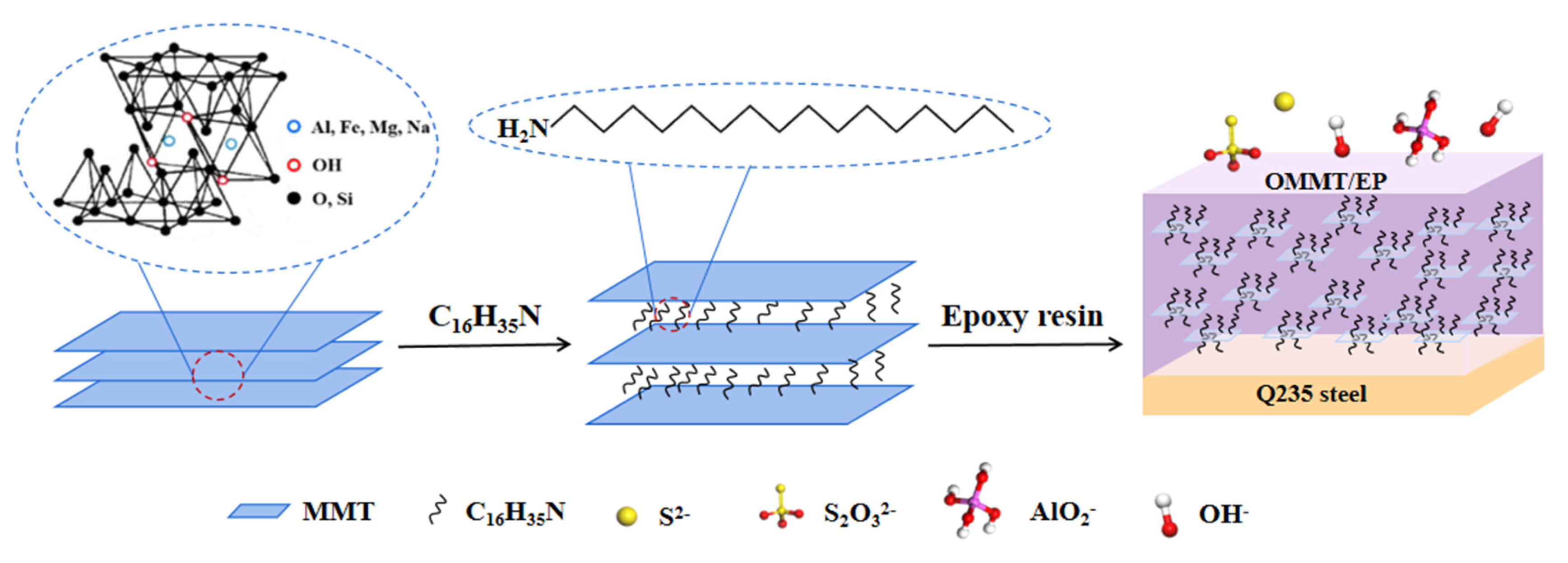
Figure 2.
(a) FTIR spectroscopy of MMT, HDA, and OMMT; (b)XRD patterns of MMT, SDBA, and HDA; SEM plot of (c) MMT, (d) SDBA, and (e) HDA.
Figure 2.
(a) FTIR spectroscopy of MMT, HDA, and OMMT; (b)XRD patterns of MMT, SDBA, and HDA; SEM plot of (c) MMT, (d) SDBA, and (e) HDA.
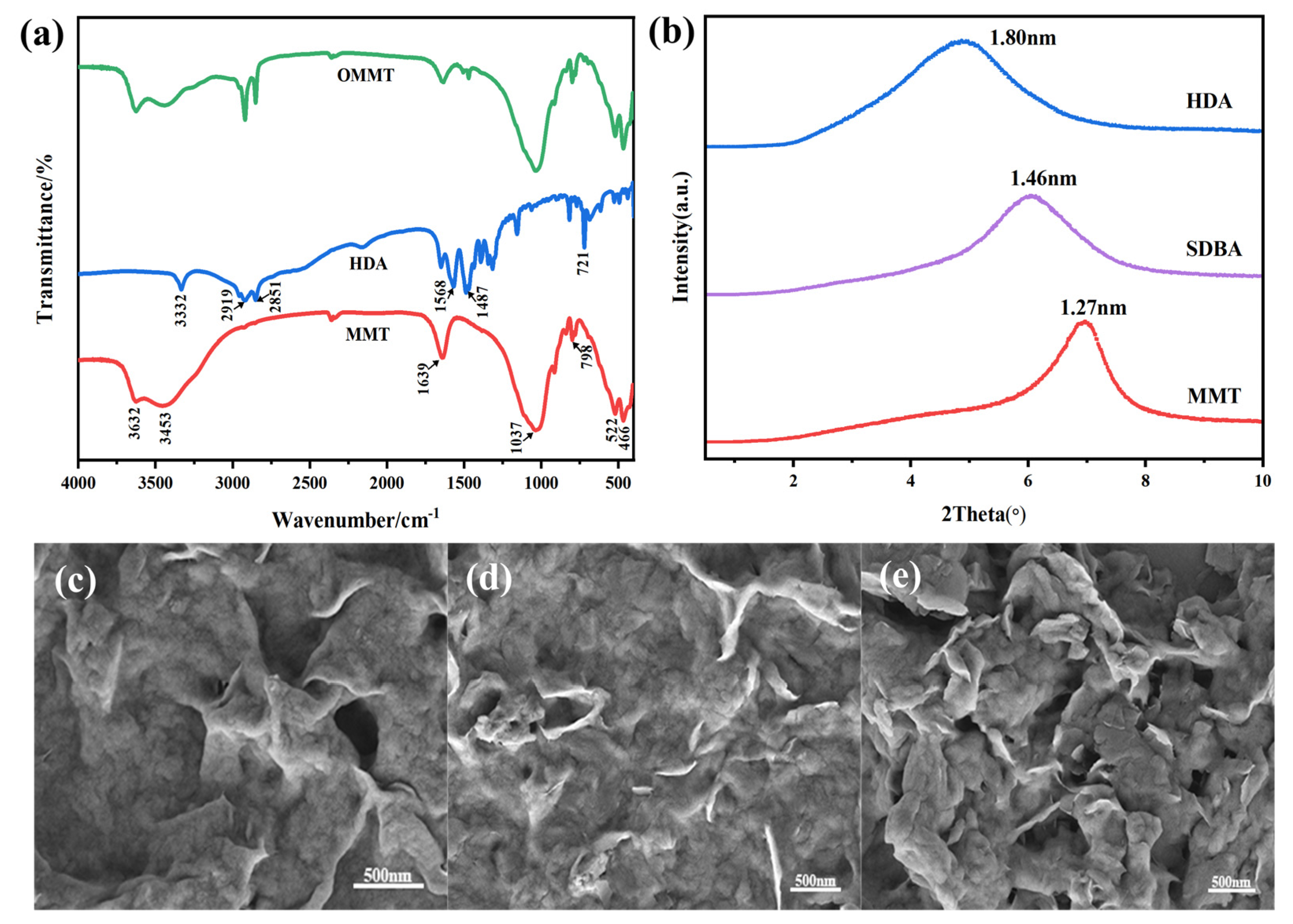
Figure 3.
(a) XRD patterns of MMT modified with different HDA contents; (b) test chart of water contact angle of different HDA contents.
Figure 3.
(a) XRD patterns of MMT modified with different HDA contents; (b) test chart of water contact angle of different HDA contents.
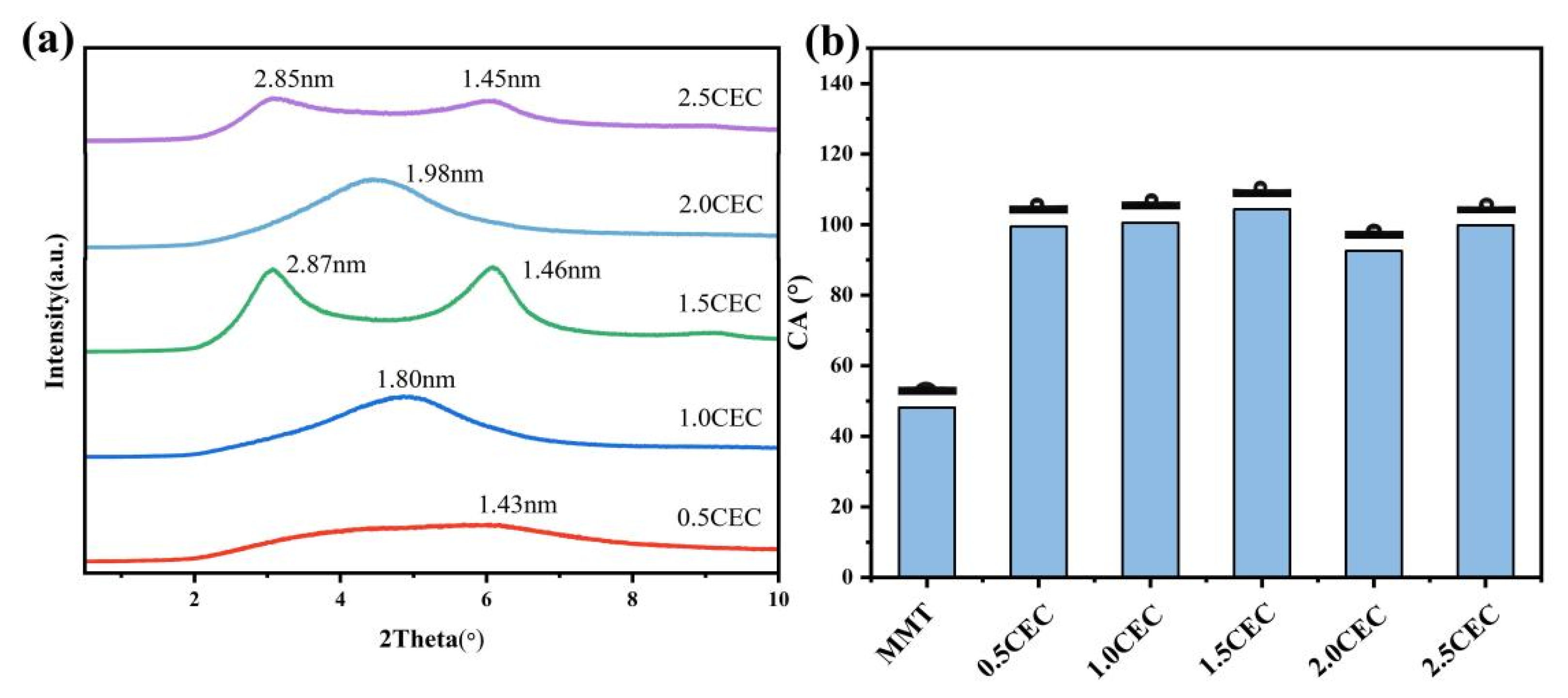
Figure 4.
SEM images of (a) EP, (b) 3% OMMT/EP, and (c) 7% OMMT/EP; AFM diagram of (d) EP, (e) 3% OMMT/EP, and (f) 7% OMMT/EP.
Figure 4.
SEM images of (a) EP, (b) 3% OMMT/EP, and (c) 7% OMMT/EP; AFM diagram of (d) EP, (e) 3% OMMT/EP, and (f) 7% OMMT/EP.

Figure 5.
Polarization curves of composite coating with (a) different thicknesses and (b) different times.
Figure 5.
Polarization curves of composite coating with (a) different thicknesses and (b) different times.

Figure 6.
(a,b) Nyquist and (c,d) Bode plots of the thickness of OMMT/EP composite coating immersed in sulfur-containing sodium aluminum sulfate corrosive medium.
Figure 6.
(a,b) Nyquist and (c,d) Bode plots of the thickness of OMMT/EP composite coating immersed in sulfur-containing sodium aluminum sulfate corrosive medium.
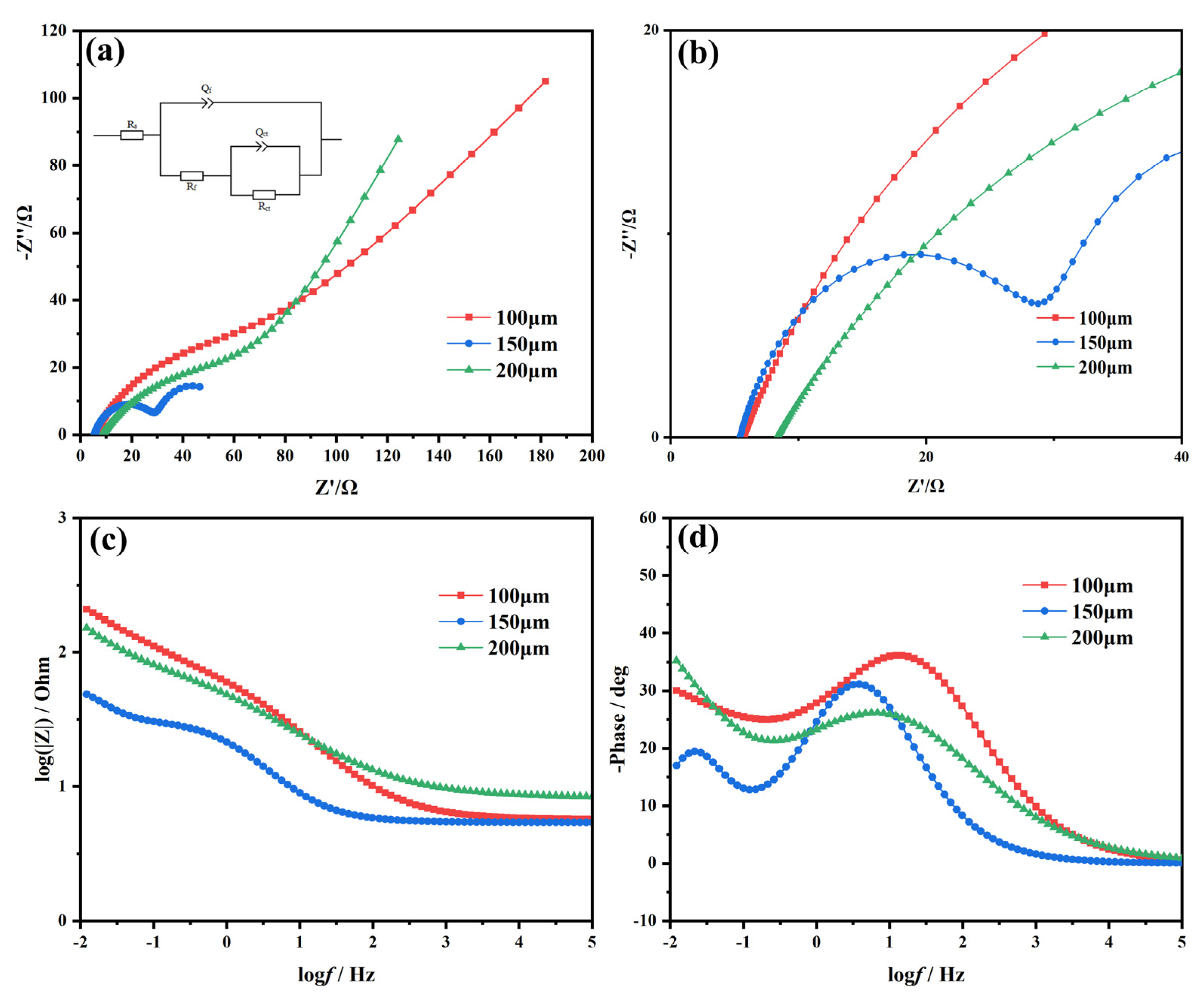
Figure 7.
(a,b) Nyquist and (c,d) Bode plots of Q235 steels, EP, and OMMT/EP composite coating immersed in sulfur-containing sodium aluminum sulfate corrosive medium for a time.
Figure 7.
(a,b) Nyquist and (c,d) Bode plots of Q235 steels, EP, and OMMT/EP composite coating immersed in sulfur-containing sodium aluminum sulfate corrosive medium for a time.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Polarization curve corrosion parameters of OMMT/EP composite coating thickness.
| Coating Thickness/μm | Corrosion Current (A.cm−2) | Corrosion Potential (V) | βa | βb | RP (Ω/cm−2) |
|---|---|---|---|---|---|
| 100 | 2.356 × 10−4 | −1.215 | 8.350 | 9.527 | 103.2 |
| 150 | 2.342 × 10−4 | −1.198 | 7.472 | 7.995 | 104.6 |
| 200 | 2.334 × 10−4 | −1.199 | 7.997 | 9.359 | 107.3 |
Table 2.
Polarization curve corrosion parameters of OMMT/EP composite coating time.
| Soak Time/d | Corrosion Current (A.cm−2) | Corrosion Potential (V) | βa | βb | RP (Ω/cm−2) | PE% |
|---|---|---|---|---|---|---|
| 2 | 6.695 × 10−4 | −1.212 | 7.690 | 10.475 | 357.5 | - |
| 3 | 1.198 × 10−3 | −1.171 | 6.467 | 7.626 | 168.7 | - |
| 4 | 5.791 × 10−4 | −1.187 | 7.209 | 8.347 | 130.3 | - |
| 5 | 1.551 × 10−4 | −1.262 | 7.203 | 7.641 | 120.5 | 77.90 |
| 5 (bare steel) | 7.017 × 10−4 | −1.287 | 7.274 | 7.722 | 41.3 | - |
| 5 (pure epoxy) | 4.823 × 10−4 | −1.271 | 7.870 | 8.286 | 55.8 | 31.27 |
Table 3.
Electrochemical parameters of OMMT/EP composite coating with thicknesses.
| Thickness | 100 μm | 150 μm | 200 μm |
|---|---|---|---|
| Rs/Ω·cm−2 | 5.6160 | 5.5 | 8.1110 |
| CPEf(Y0)/Ω−1·cm−2·s−n | 0.0029 | 0.0081 | 0.0061 |
| n1 | 0.6297 | 0.7635 | 0.4988 |
| Rf/Ω·cm−2 | 79.650 | 100.140 | 116.50 |
| CPEct(Y0)/Ω−1·cm−2·s−n | 0.0201 | 0.2241 | 0.0064 |
| n2 | 0.4942 | 0.5152 | 0.4956 |
| Rct/Ω·cm−2 | 4.46 × 1015 | 1.039 × 1014 | 1.176 × 1012 |
Table 4.
Electrochemical parameters of OMMT/EP composite coating with times.
| Sample | OMMT/EP | Bare Steel | Pure Epoxy | |||
|---|---|---|---|---|---|---|
| Time | 2 | 3 | 4 | 5 | 5 | 5 |
| Rs/Ω·cm−2 | 18.42 | 4.956 | 12.45 | 3.638 | 3.791 | 6.498 |
| CPEf(Y0)/Ω−1·cm−2·s−n | 1.51 × 10−5 | 0.0012 | 0.0022 | 0.0049 | 0.0199 | 0.0003 |
| n1 | 0.8695 | 0.8210 | 0.5804 | 0.7144 | 0.5084 | 0.5124 |
| Rf/Ω·cm−2 | 580.05 | 520.77 | 401.8 | 389.76 | 1.133 | 1.0540 |
| CPEct(Y0)/Ω−1·cm−2·s−n | 0.0005 | 0.0141 | 0.0183 | 0.0592 | 1.057 × 10−10 | 0.0044 |
| n2 | 0.5366 | 0.6235 | 0.7356 | 0.9564 | 0.8202 | 0.7461 |
| Rct/Ω·cm−2 | 5846 | 376.3 | 755.5 | 48.12 | 8.433 × 106 | 138.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xu, J.; Li, D.; Wang, H.; Quan, B. Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution. Coatings 2024, 14, 546. https://doi.org/10.3390/coatings14050546
AMA Style
Xu J, Li D, Wang H, Quan B. Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution. Coatings. 2024; 14(5):546. https://doi.org/10.3390/coatings14050546
Chicago/Turabian StyleXu, Jun, Dongyu Li, Hanli Wang, and Bianli Quan. 2024. "Preparation and Corrosion Resistance of OMMT/EP Composite Coatings in Sulfur-Containing Sodium Aluminate Solution" Coatings 14, no. 5: 546. https://doi.org/10.3390/coatings14050546
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.