

Studies on the Quality of Joints and Phenomena Therein for Welded Automotive Components Made of Aluminum Alloy—A Review

 and
and
Abstract
:1. Introduction
2. Weldability
3. Techniques for Joining Vehicle Components Made of Al Alloy
3.1. Various Kinds of Welding Processes
3.1.1. Conventional Welding
3.1.2. Friction Stir Welding
- Parent material (PM)—including the material portion positioned farthest away from the center of the weld, without any deformation or change in mechanical and structural characteristics;
- HAZ—including the material portion of the neighboring weld where the material is subjected to heat causing a change in structure and mechanical properties. This zone does not undergo plastic deformation;
- Thermoplastic deformation zone—including the material portion affected by the tool resulting in mechanical and heat reactions. Al alloys can undergo intensive plastic deformation in this zone without material recrystallization. This zone covers the border between the non-crystallized material and the weld core;
- Weld core—including the material portion undergoing full recrystallization. This zone is characterized by a small, axially distributed grain with a size of a few micrometers large (Al alloys). Through this zone, the FSW tool pin travels during the welding process.
3.1.3. Resistance Spot Welding
3.1.4. Gas Metal Arc Welding (GMAW)
3.1.5. Cold Metal Transfer Welding
3.1.6. Collision Welding
3.1.7. Magnetic Pulse Welding
3.1.8. Laser Welding
3.2. Problems during the Welding Process
3.3. Al Alloys for Welding
3.3.1. Similar Al Alloys
3.3.2. Dissimilar Al Alloys
4. Features of Welded Al Joints and the Phenomena Occurring Therein
4.1. TIG and MIG Welding Methods
4.2. Cold Metal Transfer (CMT) Welding Method
4.3. Laser Welding
4.4. Laser–MIG Hybrid Welding
4.5. Laser Mirror Imagewelding and Laser Impact Welding
4.6. Electron-Beam Welding
4.7. Resistance Spot Welding (RSW)
4.8. Friction Welding
4.8.1. Friction Stir Welding
- The effect of heat treatment of welded alloys
- The effect of the welded sheet thickness
- Modeling of the FSW process
Positioning of Alloy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Refs. | Configuration | Alloy Combinations | Thick (mm) | Alloy Positioning | |
|---|---|---|---|---|---|
| AS | RS | ||||
| [308] | Butt | 2024-T351/5083-H112 | 6.35 | 2024 | 5083 |
| [308] | Butt | 7075-T651/2024-T351 | 6.35 | 7075 | 2024 |
| [310] | Butt | 7075-T651/2024-T351 | 6 | Both | Both |
| [311] | Butt | 7075-T651/5083-H111 | 6 | Both | Both |
| [311] | Butt | 5052/AlMg2Si | 8 | AlMg2Si | 5052 |
| [316] | Butt | 2024-T351/6061-T6 | 6 | 2024 | 6061 |
| [317] | Butt | 6061-T6/6351T6 | 6.35 | Both | Both |
| [318,362] | Butt | 6082-T6/7075-T6 | 10 | 7075 | 6082 |
| [319] | Butt | 6061-T651and 5A06-H112 | 5 | 6061 | 5A06 |
| [320] | Butt | 6101-T6/6351-T6 | 12 | 6101 | 6351 |
| [321] | Butt | 2024-T3/6063-T6 | 8 | 2024 | 6063 |
| [322] | Butt | 2219-T87/2195-T8 | 7.2 | Both | Both |
| [323] | Butt | 2017A-T451/cast AlSi9Mg | 6 | 2017A | AlSi9Mg |
| [326] | Butt | 5083-H111/6082-T6 | 5 | 6082NR | 5083NR |
| [144] | Butt | 5083-H111/6351-T6 | 6 | 6351 | 5083 |
| [328] | Butt | 2024-T6/7075-T6 | 5 | 2024 | 7075 |
| [296,329] | Butt | Al-Mg-Si/Al-Zn-Mg | 15 | Both | Both |
| [331] | Butt | UFG 1050/6061-T6 | 2 | Both | Both |
| [332] | Butt | 2024-T3/2198-T3 | 3.18 | 2198 | 2024 |
| [333,334] | Butt | 6061-T6/7050-T7451 | 5 | 7050 | 6061 |
| [335] | Butt | 5086-O/6061-T6 | 6 | 6061 | 5086 |
| [336] | Butt | 2050-T4/6061-T651 | 20 | Both | Both |
| [337] | Butt | 5083-O/6082-T6 | NR(~7) | 5083 | 6082 |
| [338] | Butt | A319/A413 cast | 10 | A413 | A319 |
| [339] | Butt | 7075-O/6061-O 7075-T6/6061-T6 | 3.17 | 6061 | 7075 |
| [295] | Butt | 6061-T6/7075-T6 | 4.6 | Both | Both |
| [341] | Butt | 5083-O/6061-T6 | 6 | 6061 | 5083 |
| [346,347] | Butt | A356/6061-T6 | 3 | 6061 | A356 |
| [348] | Butt | 2219-T87/5083-H321 | 6 | 2219 | 5083 |
| [349] | Butt | 6061 cast/6061 rolled | 6 | Both | Both |
| [350] | Butt | 6351-T6/5083-H111 | 6 | 6351 | 5083 |
| [127] | Butt | 5052-H34/5023-T4 | ~1.5 | 5052 | 5023 |
| [304] | Butt | 5052-H34/5023-T4 | 1.5 & 1.6 | Both | Both |
| [351] | Butt | 7050-T7451/2024-T351 | 25.4 | 2024 | 7050 |
| [300] | Butt | 2024-T351/6056-T4 | 4 | 2024 | 6056 |
| [301] | Butt | cast A 356/6061 | 4 | Both | Both |
| [57] | Butt | 2017-T351 | 5 | Both | Both |
| [277] | Butt | 1050-H24 | 5 | Both | Both |
| [352] | Butt | 2017A-T451/AlSi9Mg | 6 | 2017A | AlSi9Mg |
| [353] | Butt | 2017A | 6 | Both | Both |
| [354] | Butt | 7003-T4/7046-T4 | 3 | 7003 | 7046 |
| [356] | Butt | 6013-T4/7003 | 2.8 | Both | Both |
| [355] | Butt | 6013-T6 | 5 | Both | Both |
| [358] | Butt | 6061-T6 | 9.5 | Both | Both |
| [359] | Butt | 6061-T6/7075-T6 | 6 | 6061 | 7075 |
| [325] | Underwater Butt | 6061-T6/7075-T6 | 5 | 6061 | 7075 |
| [46,314,363] | Butt NA Butt | 2017A-T451/ 7075-T651 | 6 | Both | Both |
| [342,343] | NA Butt | 6351-T6/5083-H111 | 6 | 6351 | 5083 |
| [344,345] | NA Butt | 2014-T6/6061-T6 | 4.7 | Both | Both |
| [324] | NA | 5083-H12/6061-T6 | 1.5 | 6061 | 5083 |
| [330] | NA | 2024-T3/6061-T6 | 4.8 | 2024 | 6061 |
| [327] | NA | 5052/6061 | 1, 1.5 | 6061 | 5052 |
| [312] | NA | 2024-T4/7075-T6 | 4 | 2024 | 7075 |
| [313] | NA | 6351-T6/5083-H111 | 6 | 6351 | 5083 |
| [357] | Lap | 6111-T4/5023-T4 | 1 | Both | Both |
| [340] | Lap | 2024-T3/7075-T6 | 5 | Both | Both |
| [47] | Lap | 6111-T4/5023-T4 | 1 | Both | Both |
| [61] | Lap | 7075-T6/2024-T3 7075-upper; 2024-lower | 3 | 2024 | 7075 |
Tool Rotation Speed, Welding Speed, and Axial Force
- Tool Rotational Speed
- Heat generation: As the rotating tool generates frictional heat in the contact zone between the tool and the welded components, it controls the material plastic flow depending on heat generation or input [256]. Higher TRS values allow for generating more heat, which induces material softening and facilitates material mixing and bonding between the welded components.
- Weld quality: A too-low TRS causes incomplete weld formation and poor bonding between the welded components. A too-high TRS induces weld defects, including poor surface (flash), voids, porosity, and tunneling or the formation of wormholes due to excessive heat input.
- Tool wear: A higher TRS often increases wear on the tool, thus decreasing its lifespan.
- Axial force (pushing the tool through the welded components): The TRS also influences AF magnitude, as s higher TRS needs higher AF, constraining the tool’s position and averting its slippage out of the joint.
| Refs | Alloy Combinations | Thick | TRS | WS | Plunge Depth | Tool Tilt Angle | AF |
|---|---|---|---|---|---|---|---|
| [mm] | [rpm] | [mm/min] | [mm] | [°] | [kN] | ||
| [308] | 2024-T351/5083-H112 | 6.35 | 600 | 150 | |||
| [308] | 7075-T651/2024-T351 | 6.35 | 600 | 150 | |||
| [310] | 7075-T651/2024-T351 | 6 | 900 | 150 | |||
| [61] | 7075-T6/2024-T3 Lap joint: 7075-upper; 2024-lower | 3 | 600 | 30, 60, 90, 120 | 0.2 | 2.5 | |
| [311] | 7075-T651/5083-H111 | 6 | 280; 355; 450; 560 | 140 | 26.4 | ||
| [312] | 2024-T4/7075-T6 | 4 | 1140 | 32 | |||
| [313] | 6351-T6/5083-H111 | 6 | 800; 1000; 1200 | 45; 60; 75 | |||
| [46,311,363] | 2017A-T451/7075-T651 | 6 | 355 | 112 | 1.5 | 32.8 | |
| [383] | 5083-O/6063-T6 | 6 | 900 | 60 | |||
| [315] | 5052andAlMg2Si | 8 | 1000 | 80 | 2.5 | ||
| [316] | 2024-T351/6061-T6 | 6 | 800 | 31.5 | 2 | ||
| [317] | 6061-T6/6351-T6 | 6.35 | 600; 900; 1200 | 30; 60; 90 | |||
| [318,362] | 6082-T6/7075-T6 | 10 | 950; 1000 | 80; 100 | 2 | ||
| [319] | 6061-T651/5A06-H112 | 5 | 600; 900; 1200 | 100; 150 | 4.7 | 2 | |
| [320] | 6101-T6/6351-T6 | 12 | 900; 1100; 1300 | 16 | |||
| [321] | 2024-T3/6063-T6 | 8 | 900; 1120; 1400 | 125; 160; 200 | 2.5 | ||
| [322] | 2219-T87/2195-T8 | 7.2 | 400; 600; 800 | 120; 180; 240; 300 | |||
| [323] | 2017A-T451/cast AlSi9Mg | 6 | 355 | 112 | |||
| [324] | 5083-H12/6061-T6 | 1.5 | 700; 1800; 2500 | 25; 30; 212.5; 400 | |||
| [325] | 6061-T6/7075-T6 | 5 | 1000; 1375; 1750; 2125; 2500 | 50; 125; 200; 275; 350 | 0.2 | 3 | |
| [326] | 5083-H111/6082-T6 | 5 | 400; 500; 630; 800 | 40; 50; 63; 80 | 2 | ||
| [144] | 5083-H111/6351-T6 | 6 | 800–1200 | 45–85 | 1 | 15 | |
| [327] | 5052/6061 | 1, 1.5 | 1500 | 63, 98 | |||
| [328] | 2024-T6/ 7075-T6 | 5 | 1200 | 12 | 8 | ||
| [296,329] | Al-Mg-Si/Al-Zn-Mg | 15 | 800 | 180 | 0.2 | 2.5 | |
| [330] | 2024-T3/6061-T6 | 4.8 | 500; 650; 840 | 45; 65 | 2 | ||
| [331] | UFG 1050/6061-T6 | 2 | 800 | 400; 600; 800; 1000 | 3 | 8 | |
| [327] | 2024-T6/ 6061-T6 | 4 | 1000 | 500 | 2.5 | ||
| [333,334] | 6061-T6/7050-T7451 | 5 | 270; 340; 310 | 114 | |||
| [47] | 6111-T4/5023-T4 Lap joint | 1 | 1500 1000 | 100 700 | |||
| [335] | 5086-O/6061-T6 | 6 | 1100 | 22 | 1 | 12 | |
| [336] | 2050-T4/6061-T651 | 20 | 150; 300 | 101; 203; 406 | |||
| [337] | 5083-O/6082-T6 | NR (~7) | 400 | 400 | |||
| [338] | A319/ A413 cast | 10 | 630; 800; 1000 | 20; 40; 63 | 1 | 3 | |
| [339] | 7075-O/6061-O 7075-T6/6061-T6 | 3.17 | 1000 1500 | 150 400 | |||
| [295] | 6061-T6/7075-T6 | 4.6 | 700–1450 | 100 | |||
| [340] | 2024-T3/7075-T6 Lap joint | 5 | 1500 | 50; 150; 225; 300 | 0.2 | 2.5 | |
| [341] | 5083-O/6061-T6 | 6 | 600; 750; 900 | 20; 40 | |||
| [342] | 6351-T6/5083-H111 | 6 | 950 | 36, 63, 90 | |||
| [344] | 2014-T6/6061-T6 | 4.7 | 500; 1500 | 90 | |||
| [343] | 6351-T6/5083-H111 | 6 | 600–1300 | 36–90 | 9.8; 12.25; 14.7; 17.18; 19.6 | ||
| [346] | A356/6061-T6 | 3 | 1000 | 70–240 | 3 | ||
| [385] | 2198-T351/7075-T6 Lap joint | 3 & 1.9 | 830 | 40 | 2 | ||
| [348] | 2219-T87/5083-H321 | 6 | 400–800 | 15–60 | |||
| [349] | 6061 cast/6061 rolled | 6 | 800; 1000; 1200; 1400 | 50 | 8 | ||
| [350] | 6351-T6/5083-H111 | 6 | 600; 950; 1300 | 60 | 0 | 8 | |
| [127] | 5052-H34/5023-T4 | ~1.5 | 1500 | 100–700 | 3 | ||
| [347] | A356/6061-T6 | 3 | 1000; 1400 | 80; 240 | |||
| [304] | 5052-H34/5023-T4 | 1.5 & 1.6 | 1000; 1500 | 100; 200; 300; 400 | 3 | ||
| [351] | 7050-T7451/2024-T351 | 25.4 | NA | 50.8 | |||
| [398] | 5182-O/5754-O 5182-O/6022-T4 5754-O/6022-T4 | ~2 | 500; 1000; 1500 | 130; 240; 400 | |||
| [399] | 6061-T6/2024-T3 | 12.7 | 151–914 | 57–330 | |||
| [300] | 2024-T351/6056-T4 | 4 | 500–1200 | 150–400 | |||
| [301] | cast A 356/wrought 6061 | 4 | 1600 | 78–267 | 3 | ||
| [354] | 7003-T4/7046-T4 | 3 | 2000 | 400 | 0.3 | 2.5 | |
| [367] | 2219-T6/5083-H116 | 5 | 400; 800; 1200; 1600; 2000 | 30; 210; 390; 570; 750 | |||
| [401] | 6063/5083 | 6 | 600; 800; 1000 | 40 | 4 | ||
| [402] | 2618-T87/5086-H321 | 6 | 450; 600; 750; 850 | 15; 35; 50; 65 | |||
| [428] | 2014-T6 | 3 | 1070; 1520; 2140 | 40; 80; 112 | 2.5 | ||
| [403] | 3003-H12 | 3 | 1070; 1520; 2140 | 40; 80; 112; 160; 224 | |||
| [404] | 3003-O | 3 | 1070; 1520; 2140 | 40; 80; 112 | |||
| [405] | 2024-T4 | 4 | 350 | 210 | |||
| [406] | 2024-T4 | 3 | 300–1300 | 40–145 | 2.7; 2.9 | 6 | |
| [407] | 2024-T351 | 6 | 750 | 73; 116; 150 | |||
| [408] | 2014-T6 | 8 | 300–800 | 50–300 | |||
| [425] | 2014 | NA | 931 | 41 | |||
| [409] | 2014-T6 | 5 | 900 | 40 | 2.5 | 5 | |
| [57] | 2017-T351 | 5 | 1500 | 25–600 | 3 | ||
| [277] | 1050-H24 | 5 | 600–2000 | 100–800 | 3 | ||
| [352] | 2017A-T451 /AlSi9Mg | 6 | 560 | 1120 | 1.5 | ||
| [353] | 2017A | 6 | 355; 900 | 280 | 1.5 | ||
| [411] | 3003-H14 | 3 | 1500 | 80 | |||
| [412] | 3003 | 2 | 1000; 1500; 2000 | 200; 300; 400 | |||
| [412] | 3003-H24 | 3 | 500; 800; 1000 | 50; 80 | |||
| [355] | 6013-T6 | 5 | 500; 630; 800 | 50 | |||
| [365] | 5754-H111/7075-T651 | 5 | 1000; 1250 | 80; 100; 125 | |||
| [414] | 3003-H17 | 5 | 2000 | 1500; 3000 | 0.2 | ||
| [415] | 3003 | 5 | 663; 800; 1000; 1200; 1336 | 20; 40; 70; 100; 120 | 0.65; 1; 1.5; 2; 2.35 | ||
| [416] | 3004 | 5 | 95–600 | 115–925 | |||
| [17] | 5083-H111/7020-T651 | 5 | 400; 800; 1200 | 100; 200; 300 | |||
| [417] | 5454-O | 1, 1.4 | 500–2500 | 100 | |||
| [418] | AA1100 | 5 | 562,700, 800, 900, 1037 | 40.54; 75; 100; 125; 159.5 | 3.62; 5; 6, 7; 8.38 | ||
| [419] | 7003-T4/6060-T4 | 4.5 | 1000 | 40; 120; 240 | |||
| [357] | 6111-T4/5023-T4 | 1 | 1000; 1250; 1500 | 100; 300; 500; 700 | |||
| [420] | 6181-T4 | 1, 2 | 1300; 1600; 2000 | 800; 1000; 1125; 1500 | 1.5; 3 | 4.5; 5.5 | |
| [421] | 6061-T6 | 1 | 11,000 | 200–500 | 0.05 | ||
| [358] | 6061-T6 | 9.5 | 1000 | 90 | |||
| [359] | 6061-T6/7075-T6 | 6 | 765 | 31.5 | 2 | ||
| [422] | 6351/5083-H111 | 6 | 950 | 1.05 | 10 |
- The welding speed
- The axial force
- Material Penetration: ensuring the tool penetration into the required workpiece’s depth facilitates proper material mixing and bonding between the adjacent surfaces.
- Heat Generation: the downward pressure increases the contact zone between the tool and the workpiece, thus generating frictional heat due to the relative motion between them, which softens the material, allowing deformation and the joining of the material.
- Plastic Deformation: the AF enables the deformation and stirring of the material, thus facilitating metallurgical bonding. Plastic deformation permits the material to flow around the tool and form a solid-state weld.
- Quality of the Weld: a properly applied AF provides sufficient contact between the tool and the workpiece, promoting enough heat transfer and material flow. Insufficient AF causes inadequate mixing, incomplete bonding, or defects in the weld, while excessive AF induces excessive material motion or even tool breakage.
- Weld Strength and Integrity: a properly applied AF ensures effective material consolidation, providing a sound weld joint with better mechanical properties.
Tool Geometry
- Tool Tilt Angle
- Tool Shoulder and Pin Geometry
- The straight cylindrical profile was ineffective as it caused cross-sectional macro-level defects in the SZ;
- Threaded and tapered cylindrical profiles provided defect-free joints with similar tensile properties;
- The threaded cylindrical pin profile was the best as it allowed for the formation of finer and uniformly distributed precipitates, circular onion rings, and smaller grains. It provided a better material flow between both alloys and the generation of defect-free SZ. The studied configuration exhibited a higher hardness of 83 HV in the SZ, as well as a higher TS of 169 MPa in comparison to the other profiles. The increased hardness resulted from the formation of fine grains and intermetallics inside the SZ. The reduced size of weaker regions, such as the TMAZ and the HAZ, clearly improved the joint tensile properties. For the configuration of (AS) 5052-H32/(RS) 6061-T6 alloys, such a joint behavior varied.
| Refs. | Alloy Combinations | Thick [mm] | Tool Profile | Shoulder Diameter | Pin Diameter/ Length/ Taper Angle | Tool Material Hardness | |
|---|---|---|---|---|---|---|---|
| Shoulder | Pin | [mm] | [mm]/[mm]/ [°] | [HRC] | |||
| [310] | 7075-T651/2024-T351 | 6 | concave | conical threaded and with flute radius (0, 2, 3, 6, and ∞mm) | 18 | 6/5.7 | AISI H13 |
| [61] | 7075-T6/ 2024-T3 Lap joint: 7075-upper; 2024-lower | 3 | concentric-circles-flute | tapered | 13.5 | 6/3,4,5/16.7 | |
| [311] | 7075-T651/5083-H111 | 6 | spiral (convex scrolled) | triflute, tapered with a thread | 24 | 10/5.8; 10 (6 on tip)/5.8 | HS 6-5-2 |
| [313] | 6351-T6/ 5083-H111 | 6 | partial impeller, full impeller, flat grove | cylindrical or conical with and without threads | |||
| [46,314,363] | 2017A-T451/7075-T651 | 6 | scrolled | tapered threaded | 24 | 6–4.5/5.7 | HS 6-5-2 |
| [383] | 5083-O/6063- T6 | 6 | 18 | 5 | |||
| [315] | 5052/Al-Mg2Si | 8 | concave | conical | 18 | 6–4/5.7 | H13 steel |
| [316] | 2024-T351/6061-T6 | 6 | conical with 4° cavity | square frustum | 18 | 7–3.5/5.9 | H13 steel |
| [317] | 6061-T6/ 6351-T6 | 6.35 | cylindrical scrolled | cylindrical | 14 | 4/5 | molybdenum M42/HRC 63 |
| [319] | 6061-T651/5A06-H112 | 5 | cylindrical | conical | 16 | 5–4.2/4.6 | |
| [321] | 2024-T3/ 6063-T6 | 8 | conical triangular | D5 steel/60 | |||
| [322] | 2219-T87/2195-T8 | 7.2 | spiral | 16 | H13 steel | ||
| [323] | 2017A-T451/cast AlSi9Mg | 6 | scrolled | tapered threaded | 24 | 6–4.5/5.7 | HS 6-5-2 |
| [324] | 5083-H12/ 6061-T6 | 1.5 | 10–14 | 2–4 | |||
| [325] | 6061-T6/ 7075-T6 | 5 | conic threaded | 15 | 5/4.7/5° | 2344 steel/52 | |
| [326] | 5083-H111/6082-T6 | 5 | triangular, pentagonal | 20 | 5–6 | DIN EN 1.7131 steel | |
| [144] | 5083-H111/6351-T6 | 6 | straight square | 18 | 6/5.6 | ||
| [328] | 2024-T6/ 7075-T6 | 5 | flat | smooth cylindrical | 15–16 | 3–8/4.7 | high-carbon steel |
| [296,329] | Al-Mg-Si/Al-Zn-Mg | 15 | 35 | 20–12/14.5 | |||
| [330] | 2024-T3/ 6061-T6 | 4.8 | concaved | tapered threaded | 20 | 4 | |
| [331] | UFG 1050/6061-T6 | 2 | concave | thread | 12 | 4/1.8 | steel |
| [485] | 2024-T6/ 6061-T6 | 4 | concentric circles | conical thread, deep groove thread, conical cam thread | 18 | 7–5/3.7 | |
| [333,334] | 6061-T6/7050-T7451 | 5 | cylindrical threaded | 18 | 10 | ||
| [47] | 6111-T4/ 5023-T4 Lap joint | 1 | threaded | 8 | 3/1.45 | ||
| [335] | 5086-O/6061-T6 | 6 | straight cylindrical, threaded cylindrical, tapered cylindrical | 18 | 6–5/5.7 | steel HSS | |
| [336] | 2050-T4/ 6061-T651 | 20 | single scroll | conical threaded | 25.4 | 15.9/12.7/8° | steel H13 |
| [337] | 5083-O/ 6082-T6 | NR(~7) | scroll | triflute | 25 | 8/6.4 | |
| [338] | A319/A413 cast | 10 | conical threaded | 26 | 10–6/9 | steel H13 | |
| [339] | 7075-O/ 6061-O 7075-T6/ 6061-T6 | 3.17 | concave | cylindrical threaded | 15 | 4/3 | steel H13/52 |
| [295] | 6061-T6/ 7075-T6 | 4.6 | concave | conical threaded | 15 | 7–5.2/4.7 | steel H13 |
| [340] | 2024-T3/ 7075-T6 Lap joint | 5 | concave | cylindrical threaded | 15 | 6–4/6 | steel H13/52 |
| [344] | 2014-T6/ 6061-T6 | 4.7 | scrolled | cylindrical threaded | 15 | 5/4.4 | |
| [343] | 6351-T6/ 5083-H111 | 6 | with concentric circular slots | straight square, tapered square, straight hexagon, straight octagon, tapered octagon without draft | 18 | 6/5.6 | high-carbon high-chromium steel |
| [300] | A356/6061-T6 | 3 | concave | cylindrical | 15 | 5/2.6 | high-speed steel |
| [385] | 2198-T351/7075-T6 Lap joint | 3 and 1.9 | flat | conical | 15.5 | max 4/3.1 | |
| [348] | 2219-T87/5083-H321 | 6 | straight cylinder, tapered cylinder, cylindrical threaded tapered threaded | 9, 12, 15, 18 | 6/5.7 | steel H13/50–55 VHN | |
| [349] | 6061 cast/6061 rolled | 6 | with concentric circular slots | hexagonal | 19.2 | 6/5.8 | HCHCr steel/62 |
| [350] | 6351-T6/5083-H111 | 6 | flat | straight square, straight hexagon, straight octagon, tapered square, tapered octagon | 18 | 6/5.7 | high-carbon high-chromium steel/63 HRC |
| [127] | 5052-H34/ 5023-T4 | ~1.5 | cylindrical threaded | 12 | 3.8/1.45 | ||
| [347] | A356/6061-T6 | 3 | cylindrical | 15 | 5/2.6 | HSS steel | |
| [304] | 5052-H34/ 5023-T4 | 1.5 & 1.6 | cylindrical threaded | 8 | 3/1.45 | ||
| [351] | 7050-T7451/2024-T351 | 25.4 | threaded | ||||
| [398] | 5182-O/ 5754-O 5182-O/ 6022-T4 5754-O/ 6022-T4 | ~2 | concave | cylindrical threaded | 10.2 | 3.18/1.95 | H13 steel |
| [399] | 6061-T6/ 2024-T3 | 12.7 | threaded | ||||
| [300] | 2024-T351/6056-T4 | 4 | concave | cylindrical threaded | 15 | 5 | |
| [301] | cast A356/ wrought 6061 | 4 | screw-like | ||||
| [57] | 2017-T351 | 5 | 15 | 6/4.7 | |||
| [277] | 1050-H24 | 5 | 15 | 6/4.7 | |||
| [26] | 2017A-T451/AlSi9Mg | 6 | cylindrical threaded | 22 | 8 | ||
| [353] | 2017A | 6 | 25 | 8 | |||
| [421] | 6061-T6 | 1 | flat | quadrangular prism, quadrangular frustum pyramid, frustum | 7 | 2–1.5/0.9 | |
| [401] | 6063/5083 | 6 | straight cylindrical | 20 | 5/5 | steel HSS | |
| [420] | 6181-T4 | 1, 2 | concave, scroll | cylindrical and threaded | 13 | 5, 6.5, 7 | |
| [402] | 2618-T87/5086-H321 | 6 | straight cylinder, tapered cylinder, cylindrical threaded tapered threaded | 24, 30, 33, 36 | 12/5.7 | steel H13 | |
| [405] | 2024-T4 | 4 | triflute with round bottom pin, triflat with round bottom pin, triflute with flat bottom pin, triflat with flat bottom pin | high-speed steel SW7M | |||
| [406] | 2024-T4 | 3 | cylindrical, concave | tapered unthreaded, tapered threaded | 20 | 6/3 | |
| [409] | 2014-T6 | 5 | straight cylindrical, tapered cylindrical | 18 | 6/4.8 | stainless steel | |
| [487] | 7075-T6 | 1, 0.8 | concave | cylindrical threaded | 10 | 4/1.2 | Schilling 10S4ZGO/54–56 |
| [412] | 3003 | 2 | flat | conical | 19.5 | 6.8–5/1.7 | X210Cr12 steel |
| [414] | 3003-H17 | 5 | conical threaded | 16 | 6/4.7/2.5° | ||
| [415] | 3003 | 5 | concave | square | 18 | 6/4.75 | steel H13/45 |
| [416] | 3004 | 5 | flat | cylindrical threaded tapered threaded | 21 | 10/4.5/10° | |
| [418] | 1100 | 5 | 7.86, 12, 15, 18, 22.13 | 2.6, 4, 5, 6, 7.37 | high-carbon steel 33, 40, 45, 50, 56 HRC | ||
| [358] | 6061-T6 | 9.5 | flat | composite (hexagonal shank and a cylindrical collar | 25.4 | 11/9(3) | H13 steel |
| [359] | 6061-T67075-T6 | 6 | flat | cylindrical | 21 | 6/6 | |
Microstructure Evolution
Mechanical Properties
- Hardness
- Tensile strength and residual stresses
- Mode II—wherein the crack initiated from the tip of the cold lap defect (CLD), propagated upward along the SZ/TMAZ interface, and finally fractured at the top surface of the upper sheet;
- Mode III—wherein the crack initiated from the tip of the hook defect (HD), propagated downward along the HAZ/TMAZ interface, and fractured at the bottom surface of the lower sheet. These two different fracture modes are strongly affected by the size and orientation of the HD or CLD. The cracks occurring in the HD and the CLD of the lap joint continued their propagation upwards or downwards when the lap joint underwent tensile stress during the tensile test.
Reinforcement of Weldment and Application of Coating
4.8.2. Friction Stir Spot Welding
| Refs. | Joint | Thickness | Rotational Speed | Welding Speed | Welding Time | Plunge Depth | Tool |
|---|---|---|---|---|---|---|---|
| [mm] | [rpm] | [mm/min] | [s] | [mm] | |||
| [542] | EN AW 5005 | 1.5 | 1500/2000 | 5/10 | Cylindrical shoulder diameter 10/shoulder length 50/cylindrical pin diameter 4 mm/pin height 2.2/2.6 mm/AISI 1050 steel 52 HRC | ||
| [544] | EN AW 5005 | 1.5 | 1500/2000 | 5/10 | Cylindrical shoulder diameter 10/shoulder length 50/cylindrical pin diameter 4 mm/pin height 2.2/2.6 mm/AISI 1050 steel 52 HRC | ||
| [524] | 1100 | 3 | 760/1065/1445/2000 | 40–64/28–40/23–57/32–40 | Cylindrical shoulder diameter 10/shoulder length 55/tapered pin min diameter 3, pin length 2/5/tilt angle 10/HSS material | ||
| [525] | 1100 | 5 | 1100–1500 | 20–60 | 0.1–0.5 | Cylindrical shoulder diameter of 21 mm/square pin width 7 mm/pin length of 4.5 mm/tool steel | |
| [547] | 2024 up/7075 bottom | 5 | 1500/2000/2500 | 20/40/60 | 3/3.3/3.6 | Cylindrical shoulder diameter 16 mm/shoulder length 50 mm/cylindrical pin diameter 4 mm/pin length 2.5 mm | |
| [548] | 6063 | 1 | 1220/660/380 | Cylindrical shoulder diameter 12 mm/pin length 1.7 mm/ Pin circular/square/triangular | |||
| [549] | 6061-T6 | 2 | 1200/1400/1600/1800 | 10/15/20/25 | Cylindrical shoulder Diameter 12/threaded pin diameter M5/pin Length 2.85/ H13 tool steel |
4.9. Gas Metal Arc Welding (GMAW)
4.10. Magnetic Pulse Welding (MPW)
4.11. Vaporizing Foil Actuator Welding (VFAW)
4.12. Aging, Gas Content, Hot Cracking, and Porosity of Al Alloys Affecting Their Welding Process
- The absorption and subsequent entrapment of ambient gases during welding;
- The existing gas content in the base material;
- The entrapment of gas bubbles due to the imperfect collapse of the keyhole during keyhole welding [587].
5. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AA | artificial aging |
| AGG | abnormal grain growth |
| AGS | average grain size |
| AR | as-received |
| ARBed | accumulative roll-bonded |
| AS | advancing side |
| BM | base metal |
| BMW | base material welded |
| BMZ | base material zone |
| BP | button pullout |
| CFRPs | carbon fiber reinforced plastics |
| CET | columnar to equiaxed transition |
| CLD | cold lap defect |
| CMT | cold metal transfer |
| DC | direct current |
| DPGMAW | double pulse gas metal arc welding |
| DXZs | dynamically recrystallized zones |
| DSAW | double-sided double-arc welding |
| DSFSW | double spot friction stir welding |
| DSZFSW | double spot zigzag friction stir welding |
| EB | electron beam |
| EBSD | electron backscatter diffraction |
| EBW | electron beam welding |
| EXW | explosive welding |
| FCG | fatigue crack growth |
| FCP | fatigue crack propagation |
| FSP | friction stir processing |
| FSLW | friction stir lap welding |
| FSW | friction stir welding |
| FSSWed | friction stir spot welded |
| FZs | fusion zones |
| FSWed | friction stir welded |
| GMA | gas metal arc |
| GP zones | Guinier-Preston zones |
| GMAW | gas metal arc welding |
| GTAW | gas-tungsten-arc welding |
| HAZ | heat affected zone |
| HD | hook defect |
| HSS | high-strength steel |
| HTAW | heat treatment after welding |
| HTBW | heat treatment before welding |
| JI | J integral |
| KI | stress intensity factor |
| LADSW | laser double sided welding |
| LB | laser beam |
| LBW | laser beam welded |
| LIW | laser impact welding |
| MCZ | material concentrated zone |
| MIG | metal inert gas |
| MMCs | metal matrix composites |
| MPW | magnetic pulse welding |
| MPWed | magnetic pulse welded |
| NA | natural ageing |
| NZ | nugget zone |
| NVEB | nonvacuum electron beam |
| PAW | plasma arc welding |
| PB | paint baking |
| PCMT | pulsed cold metal transfer |
| PFHT | post form heat treatment |
| PGMAW | pulse gas metal arc welding |
| PWHT | post weld heat treatment |
| PM | parent material |
| PMZ | partially melted zone |
| RFSP | reverse of rotation of stir processing |
| RP | revolutionary pitch |
| RS | retreating side |
| RSW | resistance spot welding |
| RWF | reciprocating wire feeding |
| SCR | silicon controlled rectifier |
| SCC | stress corrosion cracking |
| SWed | stir welded |
| SFSSW | swept friction stir spot welding |
| STC | straight cylindrical |
| SZ | stir zone |
| TAC | tapered cylindrical |
| THC | threaded cylindrical |
| TIG | tungsten inert gas |
| TMAZ | thermo mechanically affected zone |
| TRS | tool rotational speed |
| TS | tensile strength/stress |
| TWBs | tailor welded blanks |
| UFG | ultrafine grain |
| UFGed | ultrafine grained |
| UFM | unaffected material |
| UFSW | underwater friction stir weld |
| UFSWed | underwater friction stir welded |
| UTS | ultimate tensile strength |
| VFA | vaporizing foil actuator |
| VFAW | vaporizing foil actuator welding |
| WAAM | wire arc additive manufacturing |
| WN | weld nugget |
| WNZ | weld nugget zone |
| WS | welding speed |
| WZ | welded zone |
| YS | yield strength |
References
- Dzikuc, M.; Adamczyk, J.; Piwowar, A. Problems associated with the emissions limitations from road transport in the Lubuskie Province (Poland). Atmos. Environ. 2017, 160, 1–8. [Google Scholar] [CrossRef]
- Lyu, P.; Wang, P.S.; Liu, Y.; Wang, Y. Review of the studies on emission evaluation approaches for operating vehicles. J. Traffic Transp. Eng. (Engl. Ed.) 2021, 8, 493–509. [Google Scholar] [CrossRef]
- Angnunavuri, P.N.; Kuranchie, F.A.; Attiogbe, F.; Nerquaye-Tetteh, E.N. The potential of integrating vehicular emissions policy into Ghana’s transport policy for sustainable urban mobility. SN Appl. Sci. 2019, 1, 1201. [Google Scholar] [CrossRef]
- Correia, G.N.; Batista, T.P.; Marques, S.S.; Silva, C.M. How car material life-cycle emissions are considered in environmental rating methodologies? Suggestion of expedite models and discussion. Renew. Sustain. Energy Rev. 2014, 38, 20–35. [Google Scholar] [CrossRef]
- Serrenho, A.C.; Norman, J.B.; Allwood, J.M. The impact of reducing car weight on global emissions: The future fleet in Great Britain. Philos. Trans. A Math. Phys. Eng. Sci. 2017, 375, 20160364. [Google Scholar] [CrossRef] [PubMed]
- Neuer Audi Space Frame Mit Hohen Anteilen an Aluminium und CFK-Audi Technology Portal (audi-technology-portal.de). Available online: https://www.audi-technology-portal.de/de/karosserie/aluminiumkarosserien/neuer-audi-space-frame-mit-hohen-anteilen-an-aluminium-und-cfk (accessed on 15 April 2024).
- Anwar, M.; Cahyono, S.I.; Wijang, W.R.; Diharjo, K. Application of Carbon Fiber-Based Composite for Electric Vehicle. Adv. Mater. Res. 2014, 896, 574–577. [Google Scholar] [CrossRef]
- Ahmad, H.; Markina, A.A.; Porotnikov, M.V.; Ahmad, F. A review of carbon fiber materials in automotive industry. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 971, p. 032011. [Google Scholar]
- Harrison, N.R.; Luckey, S.G. Hot Stamping of a B-Pillar Outer from High Strength Aluminum Sheet AA7075. SAE Int. J. Mater. Manuf. 2014, 7, 567–573. [Google Scholar] [CrossRef]
- Kutsuna, M.; Kitamura, S.; Shibata, K.; Sakamoto, H.; Tsushima, K. Improvement of the joint performance in laser welding of aluminium alloys. Weld. World 2006, 50, 22–27. [Google Scholar] [CrossRef]
- AlShaer, A.W.; Li, L.; Mistry, A. Effect of filler wire properties on porosity formation in laser welding of AC-170PX aluminium alloy for light-weight automotive component manufacture. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 1–13. [Google Scholar]
- Arun, N.; Cijo, M.; Joby, J. Influence of Gas Tungsten Arc welding parameters in Aluminium 5083 alloy. Inter. J. Eng. Sci. Inno. Technol. 2013, 2, 269–277. [Google Scholar]
- Kumar, A.; Sundarrajan, S. Optimization of pulsed TIG welding process parameters on mechanical properties of AA 5456 Aluminum alloy weldments. Mater. Des. 2009, 30, 1288–1297. [Google Scholar] [CrossRef]
- Szczucka-Lasota, B.; Wegrzyn, T.; Jur, A. Aluminum alloy welding in automotive industry. Transp. Probl. 2020, 15, 67–78. [Google Scholar] [CrossRef]
- Red-Bag. Joint Quality Factor (Joint Efficiency Coefficient). PCC User Manual Version 4.4.x. Calculation. 10 January 2024. Available online: https://redbag.com/pcc/doc/calculations/jointqualityfactor.html (accessed on 15 April 2024).
- Cheng, J.; Song, G.; Zhang, X.; Liu, C.; Liu, L. Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints. Materials 2021, 14, 5804. [Google Scholar] [CrossRef] [PubMed]
- Torzewski, J.; Łazińska, M.; Grzelak, K.; Szachogłuchowicz, I.; Mierzyński, J. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded Joint AA7020/AA5083 with Different Joining Parameters. Materials 2022, 15, 1910. [Google Scholar] [CrossRef] [PubMed]
- von Strombeck, A.; dos Santos, J.F.; Torster, F.; Laureano, P.; Kogak, M.; Threadhill, P.L. (Eds.) Fracture Toughness Behaviour of FSWJoints on Aluminium Alloys. In Proceedings of the First International Symposium on Friction Stir Welding—Proceedings, Thousands Oaks, CA, USA, 14–16 June 1999; CD-ROM. The Welding Institute Ltd.: Cambridge, UK, 1999. [Google Scholar]
- Kim, S.S.; Kang, D.H.; Jeong, Y.J.; Park, J.M. Experimental Investigation on Tensile Test Properties of EBWelded Joints of Aluminum 6061-T6 Alloy for Plate-type Fuel Assembly Fabrication. In Proceedings of the Transactions of the Korean Nuclear Society Spring Meeting, Jeju, Republic of Korea, 23–24 May 2019. [Google Scholar]
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015. [Google Scholar]
- Wojdat, T.; Kustroń, P.; Jaśkiewicz, K.; Pabian, J. Study of Corrosion, Structural, and Mechanical Properties of EN AW-6082 and EN AW-7075 Welded Joints. Materials 2021, 14, 4349. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.; Park, S.-Y.; Choi, B.-H. Evaluation of Fatigue Characteristics of Aluminum Alloys and Mechanical Components Using Extreme Value Statistics and C-Specimens. Metals 2021, 11, 1915. [Google Scholar] [CrossRef]
- Li, H.; Gao, J.; Li, Q. Fatigue of Friction Stir Welded Aluminum Alloy Joints: A Review. Appl. Sci. 2018, 8, 2626. [Google Scholar] [CrossRef]
- Bahaideen, F.B.; Saleem, A.M.; Hussain, K.; Ripin, Z.M.; Ahmad, Z.A.; Samad, Z.; Badarulzman, N.A. Fatigue Behaviour of Aluminum Alloy at Elevated Temperature. Mod. Appl. Sci. 2009, 3, 52–61. [Google Scholar] [CrossRef]
- Azadi, M.; Aroo, H. Creep properties and failure mechanisms of aluminum alloy and aluminum matrix silicon oxide nano-composite under working conditions in engine pistons. Mater. Res. Express 2019, 6, 115020. [Google Scholar] [CrossRef]
- Chen PFan, X.; Yang, Q.; Zhang, Z.; Jia, Z.; Liu, Q. Creep behavior and microstructural evolution of 8030 aluminum alloys compressed at intermediate temperature. J. Mater. Res. Technol. 2021, 12, 1755–1761. [Google Scholar] [CrossRef]
- Li, Z.; Fu, X.-S.; Chang, Z.-L.; Zhou, W.L.; Chen, G.-Q. Creep behavior and forecast of welded joint for 2219T87 aluminum alloy at room temperature. Zhongguo Youse Jinshu Xuebao/Chin. J. Nonferrous Met. 2014, 24, 2235–2242. [Google Scholar]
- Fourmeau, M.; Børvik, T.; Benallal, A.; Hopperstad, O.S. Anisotropic failure modes of high-strength aluminium alloy under various stress states. Int. J. Plast. 2013, 48, 34–53. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Ren, X.; Nyhus, B.; Eriksson, M. Laser Beam and Laser-Arc Hybrid Welding of Aluminium Alloys. Metals 2021, 11, 1150. [Google Scholar] [CrossRef]
- Petrie, E.M. Adhesive Bonding of Aluminum Alloys. Met. Finish. 2007, 105, 49–56. [Google Scholar] [CrossRef]
- Li, Y.D.; Zhao, P.Z.; Feng, Y.J.; Cao, H.L. Influence of anodic oxide film structure on adhesive bonding performance of 5754 aluminum alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 1836–1841. [Google Scholar] [CrossRef]
- Lathabai, S. 20—Joining of Aluminium and Its Alloys. In Metals and Surface Engineering, Fundamentals of Aluminium Metallurgy; Lumley, R., Ed.; Woodhead Publishing: Cambridge, UK, 2011; pp. 607–654. [Google Scholar]
- He, X. A review of finite element analysis of adhesively bonded joints. Int. J. Adhes. Adhes. 2011, 31, 248–264. [Google Scholar] [CrossRef]
- Barnes, T.A. Pashby IR 99 Joining techniques for aluminium spaceframes used in automobiles: Part II—Adhesive bonding mechanical fasteners. J. Mater. Process. Technol. 2000, 99, 72–79. [Google Scholar] [CrossRef]
- Groche, P.; Wohletz, S.; Brenneis, M.; Pabst, C.; Resch, F. Joining by forming—A review on joint mechanisms, applications and future trends. J. Mater. Process. Technol. 2014, 214, 1972–1994. [Google Scholar] [CrossRef]
- Kim, D.C.; Park, H.J.; Hwang, I.S.; Kang, M.J. Resistance spot welding of aluminum alloy sheet 5J32 using SCR type and inverter type power supplies. Arch. Mater. Sci. Eng. 2009, 38, 55–60. [Google Scholar]
- Sun, Z.; Karppi, R. The application of electron beam welding for the joining of dissimilar metals: An overview. J. Mater. Process. Technol. 1996, 59, 257–267. [Google Scholar] [CrossRef]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold metal transfer (CMT) technology—An overview. Def. Technol. 2018, 14, 28–44. [Google Scholar] [CrossRef]
- Singh, L.; Singh, R.; Singh, N.K.; Singh, D.; Singh, P. An Evaluation of TIG Welding Parametric Influence on Tensile Strength of 5083 Aluminum Alloy. Int. J. Mech. Ind. Sci. Eng. 2013, 7, 795–798. [Google Scholar]
- Liu, Y.; Wang, W.; Xie, J.; Sun, S.; Wang, L.; Qian, Y.; Meng, Y.; Wei, Y. Microstructure and mechanical properties of aluminum 5083 weldments by gas tungsten arc and gas metal arc welding. Mater. Sci. Eng. A 2012, 549, 7–13. [Google Scholar] [CrossRef]
- Wadelton, F. Aluminum 7005-6061 Custom Frames. Bicycle Fabrication. Available online: www.frankthewelder.com (accessed on 15 April 2024).
- How To Advice and Tips for Welders of All Experience Levels. 10 January 2024. Available online: https://www.weldinghandbook.com/types-of-welding/ (accessed on 15 April 2024).
- Haboudou, A.; Peyre, P.; Vannes, A.B.; Peix, G. Reduction of porosity content generated during Nd:YAG laser welding of A356 and AA5083 aluminium alloys. Mater. Sci. Eng. 2003, 363, 40–52. [Google Scholar] [CrossRef]
- Peng, Z.; Yang, S.; Wang, Z.; Gao, Z. Fatigue Property and Small Crack Propagation Mechanism of MIG Welding Joint of 6005A-T6 Aluminum Alloy. Materials 2022, 15, 4698. [Google Scholar] [CrossRef] [PubMed]
- Grujicic, M.; Arakere, G.; Pandurangan, B.; Hariharan, A.; Yen, C.-F.; Cheeseman, B.A. Development of a Robust and Cost-Effective Friction Stir Welding Process for Use in Advanced Military Vehicles. J. Mater. Eng. Perform. 2011, 20, 11–23. [Google Scholar] [CrossRef]
- Hamilton, C.; Dymek, S.; Kopyściański, M.; Węglowska, A.; Pietras, A. Numerically Based Phase Transformation Maps for Dissimilar Aluminum Alloys Joined by Friction Stir-Welding. Metals 2018, 8, 324. [Google Scholar] [CrossRef]
- Yoon, T.-J.; Yun, J.-G.; Kang, C.-Y. Formation mechanism of typical onion ring structures and void defects in friction stir lap welded dissimilar aluminum alloys. Mater. Des. 2016, 90, 568–578. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mishra, R.; Komarasamy, M. Friction Stir Welding of High Strength 7XXX Aluminum Alloys. 1; Butterworth-Heinemann: Waltham, MA, USA, 2016; ISBN 978-0-12-809465-5. [Google Scholar]
- Mishra, R.; Sidhar, H. Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li Alloys. 1; Butterworth-Heinemann: Waltham, MA, USA, 2016; ISBN 978-0-12-805368-3. [Google Scholar]
- Uday, M.B.; Fauzi, M.N.A.; Zuhailawati, H.; Ismail, A.B. Advances in friction welding process: A review. Sci. Technol. Weld. Join 2010, 15, 534–558. [Google Scholar] [CrossRef]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Kumar, N.; Mishra, R.; Yuan, W. Friction Stir Welding of Dissimilar Alloys and Materials. [ed.]; Butterworth-Heinemann: Waltham, MA, USA, 2015; ISBN 978-0-12-802418-8. [Google Scholar]
- DebRoy, T.; Bhadeshia, H.K.D.H. Friction stir welding of dissimilar alloys: A perspective. Sci. Technol. Weld. Join 2010, 15, 266–270. [Google Scholar] [CrossRef]
- Murr, L.E. A review of FSW research on dissimilar metal and alloy systems. J. Mater. Eng. Perform. 2010, 19, 1071–1089. [Google Scholar] [CrossRef]
- Chen, Y.C.; Liu, H.J.; Feng, J.C. Friction stir welding characteristics of different heat-treated-state 2219 aluminum alloy plates. Mater. Sci. Eng. A 2006, 420, 21–25. [Google Scholar] [CrossRef]
- Liu, H.J.; Fujii, H.; Maeda, M.; Nogi, K. Tensile properties and fracture locations of friction stir welded joints of 2017-T351 aluminum alloy. J. Mater. Process. Technol. 2003, 142, 692–696. [Google Scholar] [CrossRef]
- Meng, X.C.; Xu, Z.; Huang, Y.; Xie, Y.; Wang, Y.; Wan, L.; Lv, Z.; Cao, J. Interface characteristic and tensile property of friction stir lap welding of dissimilar aircraft 2060-T8 and 2099-T83 Al-Li alloys. Int. J. Adv. Manuf. Technol. 2018, 94, 1253–1261. [Google Scholar] [CrossRef]
- Costa, M.I.; Verdera, D.; Leitão, C.; Rodrigues, D.M. Dissimilar friction stir lap welding of AA 5754-H22/AA 6082-T6 aluminium alloys: Influence of material properties and tool geometry on weld strength. Mater. Des. 2015, 87, 721–731. [Google Scholar] [CrossRef]
- Lohwasser, D.; Chen, Z. (Eds.) Industrial applications of friction stir welding. In Welding and Other Joining Technologies, Friction Stir Welding; Woodhead Publishing: Cambridge, UK, 2010; pp. 118–163. [Google Scholar]
- Ge, Z.; Gao, S.; Ji, S.; Yan, D. Effect of pin length and welding speed on lap joint quality of friction stir welded dissimilar aluminum alloys. Int. J. Adv. Manuf. Technol. 2018, 98, 1461–1469. [Google Scholar] [CrossRef]
- Khan, N.Z.; Khan, Z.A.; Siddiquee, A.N. Effect of Shoulder Diameter to Pin Diameter (D/d) Ratio on Tensile Strength of Friction Stir Welded 6063 Aluminium Alloy. Mater. Today Proc. 2015, 2, 1450–1457. [Google Scholar] [CrossRef]
- Vimalraj, C.; Kah, P. Experimental Review on Friction Stir Welding of Aluminium Alloys with Nanoparticles. Metals 2011, 11, 390. [Google Scholar] [CrossRef]
- Burek, R.; Wydrzyński, D.; Sȩp, J.; Więckowski, W. The effect of tool wear on the quality of lap joints between 7075 T6 aluminum alloy sheet metal created with the FSW method. Eksploat. Niezawodn. Maint. Reliab. 2018, 20, 100–106. [Google Scholar] [CrossRef]
- Brown, B.M. A comparison of AC and DC resistance welding of automotive steels. Weld. J. 1987, 66, 18–23. [Google Scholar]
- Guo, H.; Hu, J.; Tsai, H.L. Three-Dimensional Modeling of Gas Metal Arc Welding of Aluminum Alloys. ASME J. Manuf. Sci. Eng. 2010, 132, 021011. [Google Scholar] [CrossRef]
- Furukawa, K. New CMT arc welding process—Welding of steel to aluminium dissimilar metals and welding of super-thin aluminium sheets. Weld Int. 2006, 20, 440–445. [Google Scholar] [CrossRef]
- Chinnasamy, R.; Chelladurai, S.J.S.; Sonar, T. Investigation on Microstructure and Tensile Properties of High-Strength AA2014 Aluminium Alloy Welds Joined by Pulsed CMT Welding Process. In Advances in Materials Science and Engineering (Hindawi); Adam House: London, UK, 2021; p. 8163164. [Google Scholar]
- Pickin, C.G.; Young, K. Evaluation of cold metal transfer (CMT) for welding aluminium alloy. Sci. Technol. Weld Join 2006, 11, 583–585. [Google Scholar] [CrossRef]
- Pickin, C.G.; Williams, S.W.; Lunt, M. Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding. J. Mater. Process. Technol. 2011, 211, 496–502. [Google Scholar] [CrossRef]
- Kah, P.; Suoranta, R.; Martikainen, J. Advanced gas metal arc welding processes. Int. J. Adv. Manuf. Technol. 2013, 67, 655–674. [Google Scholar] [CrossRef]
- Schierl, A. The CMT-process—A revolution in welding technology. Weld World 2005, 49, 38. [Google Scholar]
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of Aluminum-To-Steel Welding Technologies for Car-Body Applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef]
- Dutra, J.C.; Goncalves e Silva, R.H.; Marques, C. Melting and welding power characteristics of MIG–CMT versus conventional MIG for aluminium 5183. Weld Int. 2015, 29, 181–186. [Google Scholar] [CrossRef]
- Zhang, Y. Investigation of magnetic pulse welding on lap joint of similar and dissimilar materials. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2010. [Google Scholar]
- Bellmann, J.; Lueg-Althoff, J.; Niessen, B.; Böhme, M.; Schumacher, E.; Beyer, E.; Leyens, C.; Tekkaya, A.; Groche, P.; Wagner, F.-X.; et al. Particle Ejection by Jetting and Related Effects in Impact Welding Processes. Metals 2020, 10, 1108. [Google Scholar] [CrossRef]
- Niessen, B.; Schumacher, E.; Lueg-Althoff, J.; Bellmann, J.; Böhme, M.; Böhm, S.; Tekkaya, A.E.; Beyer, E.; Leyens, C.; Wagner, M.F.-X. Interface Formation during Collision Welding of Aluminum. Metals 2020, 10, 1202. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Y. High-Velocity Impact Welding Process: A Review. Metals 2019, 9, 144. [Google Scholar] [CrossRef]
- Schumacher, E.; Rebensdorf, A.; Böhm, S. Influence of the jet velocity on the weld quality of magnetic pulse welded dissimilar sheet joints of aluminum and steel. Materialwiss. Werkst. 2019, 50, 965–973. [Google Scholar] [CrossRef]
- Carpenter, S.H.; Wittman, R.H. Explosion Welding. Ann. Rev. Mater. Sci. 1975, 5, 177–199. [Google Scholar] [CrossRef]
- Deribas, A.A.; Zakharenko, I.D. Surface effects with oblique collisions between metallic plates. Combust. Explos. Shock Waves 1974, 10, 358–367. [Google Scholar] [CrossRef]
- Patra, S.; Arora, K.S.; Shome, M.; Bysakh, S. Interface characteristics and performance of magnetic pulse welded copper-Steel tubes. J. Mater. Process. Technol. 2017, 245, 278–286. [Google Scholar] [CrossRef]
- Zhang, Y.; Babu, S.S.; Prothe, C.; Blakely, M.; Kwasegroch, J.; LaHa, M.; Daehn, G.S. Application of high velocity impact welding at varied different length scales. J. Mater. Process. Technol. 2011, 211, 944–952. [Google Scholar] [CrossRef]
- Kapil, A.; Sharma, A. Magnetic pulse welding: An efficient and environmentally friendly multi-material joining technique. J. Clean. Prod. 2015, 100, 35–58. [Google Scholar] [CrossRef]
- Jassim, A. Comparison of magnetic pulse welding with other welding methods. J. Energy Power Eng. 2011, 5, 1173–1178. [Google Scholar]
- Aizawa, T.; Kashani, M.; Okagawa, K. Application of Magnetic Pulse Welding for Aluminum Alloys and SPCC Steel Sheet Joints. Weld. J. 2007, 86, 119–124. [Google Scholar]
- Qi, N.; Wang, L.; Zhao, Y.; Tian, S.; Zhan, X. The tensile properties of 2219 aluminum alloy plate butt joint welded by novel laser mirror welding. Opt. Laser Technol. 2022, 149, 107796. [Google Scholar] [CrossRef]
- Theron, M.; Burger, H.P.; Van Rooyen, C.; lvanchev, L.H. Laser welding of A357 aluminium alloy. In International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Orlando, FL, USA, 2008; Volume P112. [Google Scholar]
- Peterson, W.; Pakalnins, E.; Carpenter, J.A. Longlife Electrodes for Resistance Spot Welding of Aluminium Sheet Alloys and Coated High Strength Steel Sheet; FY Progress Report; U.S. Department of Energy Hydrogen Program Contractor: Washington, DC, USA, 2004; pp. 237–244.
- Boomer, D.R.; Hunter, J.A.; Castle, D.R. A new approach for robust high productivity resistance spot welding of aluminium. SAE Trans. 2003, 112, 280–292. [Google Scholar]
- Spinella, D.J.; Brockenbrough, J.R.; Fridy, J.M. Trends in aluminium resistance spot welding for the auto industry. Weld. J. 2005, 84, 34–40. [Google Scholar]
- Bamberg, P.; Seewald, R.; Schiebahn, A.; Reisgen, U.; Precoma, N.; Epperlein, M. Improvement of the resistance spot welding of Al-Mg-Si alloys by using cladding technology: An optical and mechanical characterization study. J. Adv. Join. Process. 2022, 5, 100090. [Google Scholar] [CrossRef]
- Indira Rani, M.; Marpu, R.N. Effect of Pulsed Current TIG Welding Parameters on Mechanical Properties of J-Joint Strength of AA6351. Int. J. Eng. Sci. 2012, 1, 1–5. [Google Scholar]
- Howard, R.D. Industrial Heating. Aluminum Heat Treatment Processes, Applications and Equipment. 1 February 2007. Available online: https://www.industrialheating.com/articles/87310-aluminum-heat-treatment-processes-applications-and-equipment (accessed on 15 April 2024).
- Spira, N. Aluminum in Cars: Aluminum Alloys for Car Bodies. Kloeckner Metals. 7 July 2021. Available online: https://www.kloecknermetals.com/blog/aluminum-in-cars (accessed on 15 April 2024).
- EngineersEdge. Aluminium plate, Aluminium Cast and Wrough Engineering Specifications. 15 March 2023. Available online: https://www.engineersedge.com/aluminum_plate.htm (accessed on 15 April 2024).
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Cleveland, OH, USA, 1993. [Google Scholar]
- Bamberg, P.; Gintrowski, G.; Liang, Z.; Schiebahn, A.; Reisgen, U.; Precoma, N.; Geffers, C. Development of a new approach to resistance spot weld AW-7075 aluminum alloys for structural applications: An experimental study—Part 1. J. Mater. Res. Technol. 2021, 15, 5569–5581. [Google Scholar] [CrossRef]
- Elrefaey, A. Effectiveness of cold metal transfer process for welding 7075 aluminium alloys. Sci. Technol. Weld Join 2015, 20, 280–285. [Google Scholar] [CrossRef]
- Kumar, N.P.; Vendan, S.A.; Shanmugam, N.S. Investigations on the parametric effects of cold metal transfer process on the microstructural aspects in AA6061. J. Alloys Compd. 2016, 658, 255–264. [Google Scholar] [CrossRef]
- Zhang, C.; Li, G.; Gao, M.; Yan, J.; Zeng, X.Y. Microstructure and process characterization of laser-cold metal transfer hybrid welding of AA6061 aluminum alloy. Int. J. Adv. Manuf. Technol. 2013, 68, 1253–1260. [Google Scholar] [CrossRef]
- Ahmad, R.; Bakar, M.A. Effect of a post-weld heat treatment on the mechanical and microstructure properties of AA6061 joints welded by the gas metal arc welding cold metal transfer method. Mater. Des. 2011, 32, 5120–5126. [Google Scholar] [CrossRef]
- Benoit, A.; Paillard, P.; Baudin, T.; Klosek, V.; Mottin, J.-B. Comparison of four arc welding processes used for aluminium alloy cladding. Sci. Technol. Weld Join 2015, 20, 75–81. [Google Scholar] [CrossRef]
- Cong, B.; Ding, J.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- Rajeev, G.P.; Kamaraj, M.; Bakshi, S.R. Al-Si-Mn alloy coating on aluminum substrate using cold metal transfer (CMT) welding technique. JOM J. Miner. Met. Mater. Soc. 2014, 66, 1061–1067. [Google Scholar] [CrossRef]
- Luijendijk, T. Welding of dissimilar aluminium alloys. J. Mater. Process. Technol. 2000, 103, 29–35. [Google Scholar] [CrossRef]
- Kaba, L.; Djeghlal, M.E.; Ouallam, S.; Kahla, S. Dissimilar welding of aluminum alloys 2024 T3 and 7075 T6 by TIG process with double tungsten electrodes. Int. J. Adv. Manuf. Technol. 2022, 118, 937–948. [Google Scholar] [CrossRef]
- Jweeg, M.J.; Resan, K.K.; Abbod, E.A.; Al-Waily, M. Dissimilar Aluminium Alloys Welding by Friction Stir Processing and Reverse Rotation Friction Stir Processing. IOP Conf. Ser. Mater. Sci. Eng. 2018, 454, 012059. [Google Scholar] [CrossRef]
- Friedman, P.A.; Kridli, G.T. Microstructural and mechanical investigation of aluminum tailor-welded blanks. J. Mater. Eng. Perform. 2000, 9, 541–551. [Google Scholar] [CrossRef]
- Buste, A.; Lalbin, X.; Worswick, M.J.; Bouchard, M.; Faucher, A. (Eds.) Prediction of Strain Distribution in Aluminium Tailor Welded Blanks for Different Welding Techniques; Proc. Int. Symp. on Light Metals; Canadian Institute of Mining, Metallurgy, and Petroleum: Montreal, QC, Canada, 1999; pp. 485–500. [Google Scholar]
- Davies, R.W.; Grant, G.J.; Khaleel, M.A.; Smith, M.T.; Oliver, H.E. Forming-limit diagrams of aluminum tailor-welded blank weld material. Metall. Mater. Trans. A 2001, 32, 275–283. [Google Scholar] [CrossRef]
- Pickering, E.; Glagola, M.; Ramage, R.; Taylor, G. Production and Performance of High Speed GTA Welded Aluminum Tailored Blanks; SAE Technical Paper: Warrendale, PA, USA, 1995; p. 950722. [Google Scholar]
- Gungor, B.; Kaluc, E.; Taban, E.; SIK ŞŞ, A. Mechanical and microstructural properties of robotic Cold Metal Transfer (CMT) welded 5083-H111 and 6082-T651 aluminum alloys. Mater. Des. 2014, 54, 207–211. [Google Scholar] [CrossRef]
- Totten, G.E.; Mackenzie, S. Handbook of aluminum. In Physical Metallurgy and Processes; Marcel Dekker Inc.: New York, NY, USA, 2003; Volume 1, pp. 66–73. [Google Scholar]
- Mathers, G. The Welding of Aluminium and Its Alloys; Woodhead Publishing Limited: Cambridge, UK, 2002. [Google Scholar]
- Elrefaey, A.; Ross, N.G. Microstructure and mechanical properties of cold metal transfer welding similar and dissimilar aluminum alloys. Acta Met. Sin. Engl. Lett. 2015, 28, 715–724. [Google Scholar] [CrossRef]
- Boşneag, A.; Constantin, M.A.; Niţu, E.; Iordache, M. Friction Stir Welding of three dissimilar aluminium alloy used in aeronautics industry. IOP Conf. Ser. Mater. Sci. Eng. 2017, 252, 012041. [Google Scholar] [CrossRef]
- Sharma, S.; Upadhyay, V. Friction Stir Welding of Dissimilar Aluminum Alloys AA5086 and AA7039. J. Phys. Conf. Ser. 2019, 1240, 012160. [Google Scholar] [CrossRef]
- Pourabbas, M.; Abdollah-zadeh, A.; Sarvari, M.; Pouranvari, M.; Miresmaeili, R. Investigation of structural and mechanical properties of magnetic pulse welded dissimilar aluminum alloys. J. Manuf. Process. 2019, 37, 292–304. [Google Scholar] [CrossRef]
- Meng, Z.; Wang, X.; Guo, W.; Hu, Z.; Vivek, A.; Hua, L.; Daehn, G.S. Joining Performance and Microstructure of the 2024/7075 Aluminium Alloys Welded Joints by Vaporizing Foil Actuator Welding. J. Wuhan Univ. Technol.-Mat. Sci. Edit. 2019, 34, 368–372. [Google Scholar] [CrossRef]
- Perović, M.; Balos, S.; Kozak, D.; Bajic, D.; Vuherer, T. Influence of kinematic factors of friction stir welding on the characteristics of welded joints of forged plates made of EN AW 7049 A aluminium alloy. Teh. Gaz. 2017, 24, 728–732. [Google Scholar]
- Sánchez Amaya, J.M.; Amaya-Vázquez, M.R.; Botana, F.J. 8—Laser welding of light metal alloys: Aluminium and titanium alloys. In Woodhead Publishing Series in Electronic and Optical Materials, Handbook of Laser Welding Technologies; Katayama, S., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 215–254. [Google Scholar]
- Kou, S. The Partially Melted Zone. Welding Metallurgy; A John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002; Volume 3, pp. 304–328. [Google Scholar]
- Huang, C.; Kou, S. Liquation Mechanisms in Multi-Component Aluminum Alloys During Welding. Weld. J. 2002, 81, 211s–222s. [Google Scholar]
- Huang, C.; Kou, S. Liquation cracking in partial-penetration aluminum welds: Effect of penetration oscillation and backfilling. Weld. J. 2003, 82, 184s–194s. [Google Scholar]
- Huang, C.; Kou, S. Liquation Cracking in Full-Penetration Al-Mg-Si Welds. Weld. J. 2004, 83, 111s–122s. [Google Scholar]
- Song, S.-W.; Lee, S.-H.; Kim, B.-C.; Yoon, T.-J.; Kim, N.-K.; Kim, I.-B.; Kang, C.-Y. Liquation Cracking of Dissimilar Aluminum Alloys during Friction Stir Welding. Mater. Trans. 2011, 52, 254–257. [Google Scholar] [CrossRef]
- Cornacchia, G.; Cecchel, S. Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison. Metals 2020, 10, 441. [Google Scholar] [CrossRef]
- Dalle Donne, C.; Braun, R.; Staniek, G.; Jung, A.; Kaysser, W.A. Mikrostrukturelle, mechanische und korrosive Eigenschaften reibrührgeschweißter Stumpfnähte in Aluminiumlegierungen. Mater. Werkstofftechnik./Mater. Sci. Eng. Technol. 1998, 29, 609–617. [Google Scholar]
- Hassan, K.A.A.; Prangnell, P.B.; Norman, A.F.; Price, D.A.; Williams, S.W. Effect of welding parameters on nugget zone microstructure and properties in high strength aluminium alloy friction stir welds. Sci. Technol. Weld. Join. 2003, 8, 257–268. [Google Scholar] [CrossRef]
- Wang, P.; Chen, K.; Jiang, H.; Chen, S.; Hu, G. Microstructures and properties of TIG welded joint of 7003 aluminum alloy. Mater. Sci. Eng. Powder Metall. 2016, 2016, 832–839. [Google Scholar]
- Alisibramulisi, A.; Myhr, O.; Lademo, O.-G.; Larsen, P. An Experimental Investigation of the Heat Affected Zone (HAZ) Properties of, A.A.6.0.6.0.; AA7046 Following Different Heat Treatment Schedules. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010; The Japan Institute of Light Metals: Yokohama, Japan, 2010; pp. 994–999. [Google Scholar]
- Haryadi, G.D.; Kim, S.J. Influences of post weld heat treatment on fatigue crack growth behavior of TIG welding of 6013 T4 aluminum alloy joint (Part 1. Fatigue crack growth across the weld metal). J. Mech. Sci. Technol. 2011, 25, 2161–2170. [Google Scholar] [CrossRef]
- Hou, B.; Zhao, Y.; Zhou, C.; Xie, M.; Hu, Z. Research on Welding Properties of Al-Mg Alloy Welding Wire Containing In. Mater. Sci. 2019, 9, 189–195. [Google Scholar]
- Shanavas, S.; Raja Dhas, J.E. Weldability of AA 5052 H32 aluminium alloy by TIG welding and FSW process—A comparative study. IOP Conf. Ser. Mater. Sci. Eng. 2017, 247, 012016. [Google Scholar]
- Vijay Mohan Shetty, V.M.; Vattem, R.K.; Musku, S. Optimization and Evaluation of Ageing Parameters on Mechanical Properties of AA 6061AND AA 5154 Welded Joints using Taguchi Method. Int. J. Eng. Sci. Res. Technol. 2018, 7, 64–72. [Google Scholar]
- Zhu, G.; Wang, S.; Zhang, M.; Yang, X.; Liu, W.; Wang, G. Application of laser cleaning in postwelding treatment of aluminum alloy. Appl. Opt. 2020, 59, 10967–10972. [Google Scholar] [CrossRef]
- Mossman, M.M.; Lippold, J.C. Weldability Testing of Dissimilar Combinations of 5000- and 6000-Series Aluminum Alloys. Weld. J. 2002, 81, 188s–194s. [Google Scholar]
- European Aluminium. Joining—Arc Welding, the Aluminium Automotive Manual. 2015. Available online: https://www.european-aluminium.eu/media/1518/3-arc-welding_2015_new.pdf (accessed on 18 February 2020).
- Peter, I.; Rosso, M. Study of 7075 aluminium alloy joints. Sci. Bull. Valahia Univ. Mater. Mech. 2017, 15, 7–11. [Google Scholar] [CrossRef]
- Kang, M.; Kim, C. A Review of Joining Processes for High Strength 7xxx Series Aluminum Alloys. J. Weld. Join 2017, 35, 79–88. [Google Scholar] [CrossRef]
- Niu, L.-Q.; Li, X.-Y.; Zhang, L.; Liang, X.-B.; Li, M. Correlation Between Microstructure and Mechanical Properties of 2219-T8 Aluminum Alloy Joints by VPTIG Welding. Acta Metall. Sin. (Engl. Lett.) 2017, 30, 438–446. [Google Scholar] [CrossRef]
- Kwon, Y.; Weckman, D.C. Analytical thermal model of conduction mode double sided arc welding. Sci. Technol. Weld Joi. 2008, 13, 539–549. [Google Scholar] [CrossRef]
- Nyrkova, L.I.; Labur, T.M.; Shevtsov, E.I.; Nazarenko, O.P.; Dorofeev, A.V.; Osadchuk, S.; Yavorska, M.R.; Poklyatsky, A.G.; Fedorchuk, V. Complex of properties of 2219 alloy weld joint in T62 state under modeling operating conditions. Space Sci. Technol. 2022, 28, 14–29. [Google Scholar] [CrossRef]
- Su, D.; Zhang, J.; Wang, B. The microstructure and weldability in welded joints for AA 5356 aluminum alloy after adding modified trace amounts of Sc and Zr. J. Manuf. Process. 2020, 57, 488–498. [Google Scholar] [CrossRef]
- Palanivel, R.; Laubscher, R.F.; Dinaharan, I.; Murugan, N. Developing a Friction-StirWeldingWindow for Joining the Dissimilar Aluminum Alloys AA6351 and AA5083. Mater. Technol. 2017, 51, 5–9. [Google Scholar]
- Singh, A.K.; Dey, V.; Rai, R.N. Techniques to improve weld penetration in TIG welding (A review). Mater. Today Proc. 2017, 4, 1252–1259. [Google Scholar] [CrossRef]
- Chen, Q.; Lin, S.; Yang, C.; Fan, C.; Ge, H. Grain fragmentation in ultrasonic-assisted TIG weld of pure aluminum. Ultrason. Sonochemistry 2017, 39, 403–413. [Google Scholar] [CrossRef]
- Gupta, Y.; Tanwar, A.; Gupta, R. Investigation of Microstructure and Mechanical Properties of TIG and MIG Welding Using Aluminium Alloy. IOSR J. Mech. Civ. Eng. 2016, 13, 121–126. [Google Scholar]
- Zhang, Y.M.; Pan, C.; Male, A.T. Improved microstructure and properties of 6061 aluminum alloy weldments using a double-sided arc welding process. Metall. Mater. Trans. A 2000, 31, 2537–2543. [Google Scholar] [CrossRef]
- Squillace, A.; Fenzo, A.D.; Giorleo, G.; Bellucci, F. A comparison between FSW and TIG welding techniques: Modifications of microstructure and pitting corrosion resistance in AA 2024-T3 butt joints. J. Mater. Process. Technol. 2004, 152, 97–105. [Google Scholar] [CrossRef]
- Wang, X.; Wang, K.; Shen, Y.; Hu, K. Comparison of fatigue property between friction stir and TIG welds. J. Univ. Sci. Technol. Beijing Miner. Metall. Mater. 2008, 15, 280–284. [Google Scholar] [CrossRef]
- Cabello, M.; Ruckert, G.; Huneau, S.B.; Marya, S. Comparison of TIG welded and friction stir welded Al–4.5Mg–0.26Sc alloy. J. Mater. Process. Technol. 2008, 197, 337–343. [Google Scholar]
- Zhao, J.; Jiang, F.; Jian, H.; Wen, K.; Jiang, L.; Chen, X. Comparative investigation of tungsten inert gas and friction stir welding characteristics of Al–Mg–Sc alloy plates. Mater. Des. 2010, 31, 306–311. [Google Scholar] [CrossRef]
- Malarvizhia, S.; Balasubramanian, V. Effects of welding processes and post-weld aging treatment on fatigue behavior of AA2219 aluminium alloy joints. J. Mater. Eng. Perform. 2011, 20, 359–367. [Google Scholar] [CrossRef]
- Zhen, H.; Yong, P.; Zhi, Y.; Xue, L. Comparison of FSW and TIG welded joints in Al-Mg-Mn-Sc-Zr alloy plates. Trans. Nonferrous Met. Soc. China 2011, 21, 1685–1691. [Google Scholar]
- Anjaneya Prasad, B.; Prasanna, P. Experimental Comparison of the MIG and Friction Stir Welding Processes for AA 6061(AlMgSiCu) Aluminium Alloy. Int. J. Min. Metall. Mech. Eng. 2013, 1, 137–140. [Google Scholar]
- Jannet, S.; Mathews, P.K.; Raja, R. Comparative investigation of Friction stir welding & Fusion welding of 6061T-6 & 5083-0 Aluminium Alloys based on mechanical properties & microstructure. J. Achiev. Mater. Manuf. Engg. 2013, 61, 181–186. [Google Scholar]
- Sasidharan, B.; Narayanan, K.P.; Prakash, R.S. Tensile & Microstructural characteristics of DCSP TIG welded & Friction stir welded AA2219 Aluminum Alloy. Int. J. Des. Manuf. Technol. 2014, 5, 121–129. [Google Scholar]
- Kumar, A.; Gautam, S.S.; Kumar, A. Heat input & joint efficiency of three welding processes TIG, MIG & FSW using AA6061. Int. J. Mech. Engg. Robot. Res. 2014, 1, 89–94. [Google Scholar]
- Navyashree, S.; Sivaramakrishna, V. Experimental Investigation of Friction Stir Welding and TIG Welding for Al-6082. Int. J. Innov. Res. Sci. Engg. Technol. 2015, 4, 5292–5298. [Google Scholar]
- Vimalraj, C.; Kah, P.; Mvola, B.; Martikainen, J. Effect of nanomaterial addition using gmaw and gtaw processes. Rev. Adv. Mater. Sci. 2016, 44, 370–382. [Google Scholar]
- Kumar, A.; Milton, M.S. A Comparison of Welding Techniques of Aluminium Alloys. A Literature Review. Int. J. Sci. Res. Sci. Eng. Technol. 2016, 2, 172–175. [Google Scholar]
- Singh, S.; Kumar, V.; Kumar, S.; Kumar, A. Variant of MIG welding of similar and dissimilar metals: A review. Mater. Today Proc. 2022, 56, 3550–3555. [Google Scholar] [CrossRef]
- Nie, F.; Dong, H.; Chen, S.; Li, P.; Wang, L.; Zhao, Z.; Li, X.; Zhang, H. Microstructure and Mechanical Properties of Pulse MIG Welded 6061/A356 Aluminum Alloy Dissimilar Butt Joints. J. Mater. Sci. Technol. 2018, 34, 551–560. [Google Scholar] [CrossRef]
- Warinsiriruk, E.; Greebmalai, J.; Sangsuriyun, M. Effect of Double Pulse MIG Welding on Porosity Formation on Aluminium 5083 Fillet Joint. MATEC Web Conf. 2019, 269, 01002. [Google Scholar] [CrossRef]
- Bai, Y.; Gao, H.M.; Qiu, L. Droplet transition for plasma-MIG welding on aluminium alloys. Trans. Nonferrous Met. Soc. China 2010, 20, 2234–2239. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, H.; Li, Z.; Cui, W.; Shi, Y. Effect of ultrasonic power on porosity, microstructure, mechanical properties of the aluminum alloy joint by ultrasonic assisted laser-MIG hybrid welding. Opt. Laser Technol. 2019, 119, 105619. [Google Scholar] [CrossRef]
- Chen, C.; Fan, C.; Lin, S.; Cai, X.; Zhou, L.; Ye, S.; Yang, C. Effect of ultrasonic pattern on weld appearance and droplet transfer in ultrasonic assisted MIG welding process. J. Manuf. Process. 2018, 35, 368–372. [Google Scholar] [CrossRef]
- Wojdat, T.; Kustroń, P.; Jaskiewicz, K.; Zwierzchowski, M.; Margielewska, A. Numerical modelling of welding of car body sheets made of selected aluminum alloys. Arch. Metall. Mater. 2019, 64, 1403–1409. [Google Scholar] [CrossRef]
- Pfeifer, T.; Rykała, J. Welding EN AW7075 Aluminium Alloy Sheets—Low-energy Versus Pulsed Current. Inst. Weld. Bull. Gliw. 2014, 5, 137–144. [Google Scholar]
- Bruckner, J.; Wagner, J.; Arenholz, E. The CMT process a revolution in welding technology Bruckner. In Proceedings of the International Light Metals Technology Conference 2005, San Francisco, CA, USA, 11–13 July 2005; pp. 275–284. [Google Scholar]
- Pfeifer, T.; Stano, S. Modern methods of weldbrazing in the aspect of quality and properties of joints. Weld. Technol. Rev. 2016, 9, 95–102. [Google Scholar]
- Talalaev, R.; Veinthal, R.; Laansoo, A.; Sarkans, M. Cold metal transfer (CMT) welding of thin sheet metal products. Est. J. Eng. 2012, 18, 243–250. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, H.; He, P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding. Mater. Des. 2009, 30, 1850–1852. [Google Scholar] [CrossRef]
- Dutra, J.C.; Gonçalves e Silva, R.H.; Martinello Savi, B.; Marques, C.; Alarcon, O.E. Metallurgical characterization of the 5083H116 aluminum alloy welded with the cold metal transfer process and two different wire-electrodes (5183 and 5087). Weld World 2015, 59, 797–807. [Google Scholar] [CrossRef]
- Shu, F.Y.; Tian, Z.; Lu, Y.H.; He, W.X.; Lu, F.Y.; Lin, J.J.; Zhao, H.Y.; Xu, B.S. Prediction of vulnerable zones based on residual stress and microstructure in cmt welded aluminium alloy joint. Trans. Nonferrous Met. Soc. China 2015, 25, 2701–2707. [Google Scholar] [CrossRef]
- Shu, F.Y.; Lu, Y.H.; Liu, Y.X.; Xu, F.J.; Sun, Z.; He, P.; Xu, B.S. FEM modeling of softened base metal in narrow-gap joint by CMT+Pmix welding procedure. Trans. Nonferrous Met. Soc. China 2014, 24, 1830–1835. [Google Scholar] [CrossRef]
- Kotsikos, G.; Robinson, M.; Zangani, D.; Roberts, J. Investigation of the weld unzipping failure mode during collisions of welded aluminium rail vehicles. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2008, 222, 59–68. [Google Scholar] [CrossRef]
- Zangani, D.; Robinson, M.; Kotsikos, G. Improving the Crashworthiness of Aluminium Rail Vehicles. In Engineering Against Fracture; Springer: Dordrecht, The Netherlands, 2009. [Google Scholar]
- Gay, R.; Robinson, M.; Zangani, D. Crashworthiness of Joints in Aluminium Rail Vehicles. 2022. Available online: https://trimis.ec.europa.eu/sites/default/files/project/documents/20091125_164508_79987_ALJOIN%20overview%20paper.pdf (accessed on 15 April 2024).
- Zhao, Y.; Chen, F.; Cao, S.; Chen, C.; Xie, R. Effect of CMT Welding Heat Input on Microstructure and Properties of 2A14 Aluminum Alloy Joint. Metals 2022, 12, 2100. [Google Scholar] [CrossRef]
- Shanker, H.; Wattal, R. Comparative study of microstructural and mechanical properties of robotic CMT and GMAW welded 7475-T7351 aluminium alloy joints. Mater. Today Commun. 2023, 37, 106994. [Google Scholar] [CrossRef]
- Tian, Y.; Shen, J.; Hu, S.; Gou, J. Macrostructure, microstructure and wear performance of Al alloy cladding fabricated by CMT technique. Eng. Res. Express 2020, 2, 015026. [Google Scholar] [CrossRef]
- Yang, G.; Guan, K.; Zou, L.; Sun, Y.; Yang, X. Weld Defect Detection of a CMT Arc-Welded Aluminum Alloy Sheet Based on Arc Sound Signal Processing. Appl. Sci. 2023, 13, 5152. [Google Scholar] [CrossRef]
- Srinivasan, D.; Sevvel, P.; Solomon, I.J.; Tanushkumaar, P. A review on Cold Metal Transfer (CMT) technology of welding. Mater. Today Proc. 2022, 64, 108–115. [Google Scholar] [CrossRef]
- Zhang, H.; Feng, J.; He, P.; Zhang, B.; Chen, J.; Wang, L. The arc characteristics and metal transfer behaviour of cold metal transfer and its use in joining aluminium to zinc-coated steel. Mater. Sci. Eng. A 2007, 499, 111–113. [Google Scholar] [CrossRef]
- Shang, J.; Wang, K.; Zhou, Q.; Zhang, D.; Huang, J.; Li, G. Microstructure characteristics and mechanical properties of cold metal transfer welding Mg/Al dissimilar metals. Mater. Des. 2012, 34, 559–565. [Google Scholar] [CrossRef]
- Cao, R.; Wen, B.; Chen, J.; Wang, P.-C. Cold Metal Transfer joining of magnesium AZ31B-to-aluminum A6061-T6. Mater. Sci. Eng. A 2013, 560, 256–266. [Google Scholar] [CrossRef]
- Singh, I.J.; Murtaza, Q. A comprehensive review on effect of cold metal transfer welding parameters on dissimilar and similar metal welding. J. Eng. Res. 2023. [Google Scholar] [CrossRef]
- Gierth, M.; Henckell, P.; Ali, Y.; Scholl, J.; Bergmann, J. Wire Arc Additive Manufacturing (WAAM) of aluminum alloy AlMg5Mn with energy-reduced Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2671. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Bielenin, M.; Feustel, T. Aluminum welding by combining a diode laser with a pulsed Nd:YAG laser. Weld. World 2015, 59, 307–315. [Google Scholar] [CrossRef]
- Park, Y.W.; Rhee, S. Process modeling and parameter optimization using neural network and genetic algorithms for aluminum laser welding automation. Int. J. Adv. Manuf. Technol. 2008, 37, 1014–1021. [Google Scholar] [CrossRef]
- Schempp, P.; Tang, Z.; Cross, C.; Pittner, A.; Seefeld, T.; Rethmeier, M. Influence of Alloy Solidification Parameters on Grain Refinement in Aluminum Weld Metal due to Inoculation. In Proceedings of the ASM Proceedings of the 9th International Conference: Trends in Welding Research; Chicago, IL, USA, 4–8 June 2012, pp. 98–107.
- Zhao, H.; DebRoy, T. Macroporosity free aluminum alloy weldments through numerical simulation of keyhole mode laser welding. J. Appl. Phys. 2003, 93, 10089–10096. [Google Scholar] [CrossRef]
- Pastor, M.; Zhao, H.; Martukanitz, R.P.; Debroy, T. Porosity, underfill and magnesium lose during continuous wave Nd: YAG laser welding of thin plates of aluminum alloys 5182 and 5754 78: 207-s. Weld. J. 1999, 78, 207s–216s. [Google Scholar]
- Sheikhi, M.; Ghaini, F.M.; Assadi, H. Prediction of solidification cracking in pulsed laser welding of 2024 aluminum alloy. Acta Mater. 2015, 82, 491–502. [Google Scholar] [CrossRef]
- Yi, H.; Jian, H.; Pulin, N. Microstructures and Textures of 6016 and 5182 Aluminum Laser Welded Joints. Chin. J. Lasers 2019, 46, 0402003. [Google Scholar]
- Sánchez-Amaya, J.M.; Delgado, T.; González-Rovira, L.; Botana, F.J. Laser Welding of Aluminium Alloys 5083 and 6082 under Conduction Regime. Appl. Surf. Sci. 2009, 255, 9512–9521. [Google Scholar] [CrossRef]
- Zhu, H.; Huang, L.; Li, J.; Li, X.; Ma, H.; Wang, C.; Ma, F. Strengthening mechanism in laser-welded 2219 aluminium alloy under the cooperative effects of aging treatment and pulsed electromagnetic loadings. Mater. Sci. Eng. A 2018, 714, 124–139. [Google Scholar] [CrossRef]
- Wang, Z.; Oliveira, J.P.; Zeng, Z.; Bu, X.; Peng, B.; Shao, X. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Peng, G.; Li, L.; Wang, J.; Xia, H.; Meng, S.; Gong, J. Effect of subatmospheric pressures on weld formation and mechanical properties during disk laser welding of 5A06 aluminium alloy. J. Mater. Process. Technol. 2020, 277, 116457. [Google Scholar] [CrossRef]
- Braun, R. Nd:YAG laser butt welding of AA6013 using silicon and magnesium containing filler powders. Mater. Sci. Eng. A 2006, 426, 250–262. [Google Scholar] [CrossRef]
- Zhang, L.; Li, X.; Nie, Z.; Huang, H.; Sun, J. Microstructure and mechanical properties of a new Al–Zn–Mg–Cu alloy joints welded by laser beam. Mater. Des. 2015, 83, 451–458. [Google Scholar] [CrossRef]
- Enz, J.; Khomenko, V.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Single-sided laser beam welding of a dissimilar AA2024–AA7050 T-joint. Mater. Des. 2015, 76, 110–116. [Google Scholar] [CrossRef]
- Viscusi, A.; Leitão, C.; Rodrigues, D.M.; Scherillo, F.; Squillace, A.; Carrino, L. Laser beam welded joints of dissimilar heat treatable aluminium alloys. J. Mater. Process. Technol. 2016, 236, 48–55. [Google Scholar] [CrossRef]
- Enz, J.; Kumar, M.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Mechanical properties of laser beam welded similar and dissimilar aluminum alloys. J. Manuf. Process. 2017, 29, 272–280. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Salminen, A.; Unt, A. Fiber laser-MIG hybrid welding of 5mm 5083 aluminum alloy. J. Mater. Process. Technol. 2016, 233, 107–114. [Google Scholar] [CrossRef]
- Shibata, K.; Sakamoto, H.; Iwase, T. Laser-MIG Hybrid Welding of Aluminium Alloys. Weld World 2006, 50, 28–34. [Google Scholar] [CrossRef]
- Han, X.; Yang, Z.; Ma, Y.; Shi, C.; Xin, Z. Porosity distribution and mechanical response of laser-MIG hybrid butt welded 6082-T6 aluminum alloy joint. Opt. Laser Technol. 2020, 132, 106511. [Google Scholar] [CrossRef]
- Katayama, S.; Uchiumi, S.; Mizutani, M.; Wang, J.; Fujii, K. Penetration and porosity prevention mechanism in YAG laser-MIG hybrid welding. Weld. Int. 2007, 21, 25–31. [Google Scholar] [CrossRef]
- Yan, J.; Zeng, X.; Gao, M.; Lai, J.; Lin, T. Effect of welding wires on microstructure and mechanical properties of 2A12 aluminum alloy in CO2 laser-MIG hybrid welding. Appl. Surf. Sci. 2009, 255, 7307–7313. [Google Scholar] [CrossRef]
- Ahn, J.; Chen, L.; He, E.; Davies, C.M.; Dear, J.P. Effect of filler metal feed rate and composition on microstructure and mechanical properties of fibre laser welded AA 2024-T3. J. Manuf. Process. 2017, 25, 26–36. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.; Chen, L.; Dear, J.; Davies, C. The effect of Ar and He shielding gas on fibre laser weld shape and microstructure in AA 2024-T3. J. Manuf. Process. 2017, 29, 62–73. [Google Scholar] [CrossRef]
- Ahn, J.; Chen, L.; He, E.; Dear, J.P.; Davies, C.M. Optimisation of process parameters and weld shape of high power Yb-fibre laser welded 2024-T3 aluminium alloy. J. Manuf. Process. 2018, 34, 70–85. [Google Scholar] [CrossRef]
- Yan, S.; Nie, Y.; Zhu, Z.; Chen, H.; Gou, G.; Yu, J.; Wang, G. Characteristics of microstructure and fatigue resistance of hybrid fiber laser-MIG welded Al–Mg alloy joints. Appl. Surf. Sci. 2014, 298, 12–18. [Google Scholar] [CrossRef]
- Huang, L.; Wu, D.; Hua, X.; Liu, S.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Effect of the welding direction on the microstructural characterization in fiber laser-GMAW hybrid welding of 5083 aluminum alloy. J. Manuf. Process. 2018, 31, 514–522. [Google Scholar] [CrossRef]
- Leo, P.; D’Ostuni, S.; Casalino, G. Hybrid welding of AA5754 annealed alloy: Role of post weld heat treatment on microstructure and mechanical properties. Mater. Des. 2016, 90, 777–786. [Google Scholar] [CrossRef]
- Yan, S.H.; Chen, H.; Zhu, Z.T.; Gou, G.Q. Hybrid laser-Metal Inert Gas welding of Al–Mg–Si alloy joints: Microstructure and mechanical properties. Mater. Design. 2014, 61, 160–167. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Jiang, M.; Zeng, X. Effect of weld characteristic on mechanical strength of laser-arc hybrid-welded Al-Mg-Si-Mn aluminum alloy. Metall. Mater. Trans. A 2016, 47, 5438–5449. [Google Scholar] [CrossRef]
- Yan, S.; Xing, B.; Zhou, H.; Xiao, Y.; Qin, Q.-H.; Chen, H. Effect of filling materials on the microstructure and properties of hybrid laser welded Al-Mg-Si alloys joints. Mater. Charact. 2018, 144, 205–218. [Google Scholar] [CrossRef]
- Wang, H.; Liu, X.; Liu, L. Research on laser-TIG Hybrid welding of 6061-T6 aluminum alloys joint and post heat treatment. Metals 2020, 10, 130. [Google Scholar] [CrossRef]
- Hu, B.; Richardson, I.M. Microstructure and mechanical properties of AA7075(T6) hybrid laser/GMA welds. Mater. Sci. Eng. A 2007, 459, 94–100. [Google Scholar] [CrossRef]
- Ola, O.T.; Doern, F.E. Fusion weldability studies in aerospace AA7075-T651 using high-power continuous wave laser beam techniques. Mater. Des. 2015, 77, 50–58. [Google Scholar] [CrossRef]
- Allen, C.M.; Verhaeghe, G.; Hilton, P.A.; Heason, C.P.; Prangnell, P.B. Laser and hybrid laser-MIG welding of 6.35 and 12.7 mm thick aluminium aerospace alloy. Mater. Sci. Forum 2006, 519–521, 1139–1144. [Google Scholar] [CrossRef]
- Korzhyk, V.; Khaskin, V.; Grinyuk, A.A.; Shcheretskyi, V.; Oleinychenko, T.; Babych, O. Hybrid Laser-MIG Welding of Aluminum Alloys Al-Mg-Mn, Al-Cu-Mg and Al-Mg-Li Systems. In Proceedings of the Environment Technology Resources Proceedings of III International Scientific and Practical Conference, Chicago, IL, USA, 1–3 September 2021; pp. 125–132. [Google Scholar]
- Nathish, P.V.; Naveen Ram kumar, M.; Raghul Raaj, K.; Omprakasam, S. Hybrid Laser Beam Welding of Aluminium Alloys. Int. Res. J. Eng. Technol. 2017, 4, 520–524. [Google Scholar]
- Daehn, G.S.; Lippold, J.C. Low-Temperature Spot Impact Welding Driven without Contact. U.S. Patent No. PCT/US09/36499, 27 December 2011. [Google Scholar]
- Zhao, Y.B.; Lei, Z.L.; Chen, Y.B.; Tao, W. A comparative study of laser-arc double sided welding and double-sided arc welding of 6 mm 5A06 aluminium alloy. Mater. Design. 2011, 32, 2165–2171. [Google Scholar] [CrossRef]
- Han, B.; Chen, Y.B.; Wang, T.; Lei, Z.L.; Li, H.; Guo, S.; Li, P. Nano-indentation investigation on the local softening of equiaxed zone in 2060–T8/2099-T83 aluminum-lithium alloys T-joints welded by double-sided laser beam welding. J. Alloys Compd. 2018, 756, 145–162. [Google Scholar] [CrossRef]
- Chen, X.; Lei, Z.; Chen, Y.; Han, B.; Jiang, M.; Tian, Z.; Bi, J.; Lin, S. Nano-indentation and in-situ investigations of double-sided laser beam welded 2060–T8/2099-T83 Al-Li alloys T-joints. Mat. Sci. Eng. A Struct. 2019, 756, 291–301. [Google Scholar] [CrossRef]
- Sadeh, S.; Gleason, G.H.; Hatamleh, M.I.; Sunny, S.F.; Yu, H.; Malik, A.S.; Qian, D. Simulation and Experimental Comparison of Laser Impact Welding with a Plasma Pressure Model. Metals 2019, 9, 1196. [Google Scholar] [CrossRef]
- Wang, X.; Gu, C. Laser shock welding of aluminum/aluminum and aluminum/copper plates. Mater. Des. 2014, 56, 26–30. [Google Scholar] [CrossRef]
- Peyre, P.; Berthe, L.; Fabbro, R. Laser shock processing of materials: Basics mechanisms and applications. In Proceedings of the 65th Laser Materials Processing Conference, Tokyo, Japan, 2–5 December 2005; pp. 95–109. [Google Scholar]
- Wang, X.; Gu, Y. An experimental and numerical study of laser impact spot welding. Mater. Des. 2015, 65, 1143–1152. [Google Scholar] [CrossRef]
- Çam, G.; Ventzke, V.; Dos Santos, J.F.; Koçak, M.; Jennequin, G.; Gonthier-Maurin, P. Characterisation of electron beam welded aluminium alloys. Sci. Technol. Weld. Join. 1999, 4, 317–323. [Google Scholar] [CrossRef]
- Fujii, H.; Umakoshi, H.; Aoki, Y.; Nogi, K. Bubble formationin aluminium alloy during electron beam welding. J. Mater. Process. Technol. 2004, 155–156, 1252–1255. [Google Scholar] [CrossRef]
- Elseddig, Z.A.; Sobih, M.; Almazy, K.h.; Sallam, M. Experimental investigation of electron beam welding of AA1350aluminum alloy. In Proceedings of the in 14th International Conference on Applied Mechanics and Mechanical Engineering, Cairo, Egypt, 25–27 May 2010. [Google Scholar]
- Sobih, M.; Elseddig, Z.; Almazy, K.; Youssef, A.; Sallam, M. Optimization of EBW parameters for 2219 al-alloy using greyrelation method. Adv. Mater. Res. 2012, 591–593, 507–514. [Google Scholar] [CrossRef]
- Sobih, M.; Elseddig, Z.; Almazy, K.; Sallam, M. Experimental Evaluation and Characterization of Electron Beam Welding of 2219 AL-Alloy. Indian J. Mater. Sci. 2016, 5, 1–6. [Google Scholar] [CrossRef]
- Saha, D.C.; Park, Y.D. A Review on Al-Al/Al-Steel Resistance Spot Welding Technologies for Light Weight Vehicles. J. KWJS 2011, 29, 397–402. [Google Scholar] [CrossRef]
- Auhl, J.R.; Patrick, E.P. Auhl, J.R.; Patrick, E.P. A fresh look at resistance spot welding of aluminium automotive components. In SAE Technical Paper; SAE International: Warrendale, PA, USA, 1994; p. 940160. [Google Scholar]
- Ronnhult, T.; Rilby, U.; Olefjord, I. The surface state and weldablity of aluminium alloys. Mater. Sci. Eng. 1980, 42, 329–336. [Google Scholar] [CrossRef]
- Li, Z.; Hao, C.; Zhang, J.; Zhang, H. Effects of Sheet Surface Conditions on Electrode Life in Resistance Welding Aluminum. Weld. J. 2007, 86, 81s–89s. [Google Scholar]
- Newton, C.; Thornton, M.; Keay, B.; Sheasby, P.; Boomer, D. How to Weld Bond Aluminium with Structural Adhesives. In SAE Technical Paper; SAE International: Warrendale, PA, USA, 1997; p. 970018. [Google Scholar]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Shah, U.; Liu, X. Effect of ultrasonic energy on the spot weldability of aluminum alloy AA6061. Mater. Des. 2020, 192, 108690. [Google Scholar] [CrossRef]
- Qi, L.; Zhang, Q.; Ma, Y.; Xu, Y.; Han, X.; Li, Y. A comparative study on mechanical performance of traditional and magnetically assisted resistance spot welds of A7N01 aluminum alloy. J. Manuf. Process. 2021, 66, 133–144. [Google Scholar] [CrossRef]
- Metal Suppliers Online. Aluminum 7178 Aluminum—Material Property Data Sheet. Available online: https://www.suppliersonline.com/propertypages/7178.asp (accessed on 15 April 2024).
- Davis, J.R. Aluminum and Aluminum Alloys—Chapter. In Alloying: Understanding the Basics; ASM International: Materials Park, OH, USA, 2001; pp. 351–416. [Google Scholar]
- Fracchia, E.; Gobber, F.; Rosso, M. About weldability and welding of Al alloys: Case study and problem solving. J. Achiev. Mater. Manuf. Eng. 2017, 2, 67–74. [Google Scholar] [CrossRef]
- Matokhnyuk, L.E.; Byalonovich, A.; Gopkalo, E.; Vorob’ev, E.; Karaush, D.; Malyshko, V. Fatigue Resistance of 2219 Aluminum Alloy and its Welded Joints. Strength Mater. 2019, 51, 860–867. [Google Scholar] [CrossRef]
- Manladan, S.M.; Yusof, F.; Ramesh, S.; Fadzil, M.; Luo, Z.; Ao, S. A review on resistance spot welding of aluminum alloys. Int. J. Adv. Manuf. Technol. 2017, 90, 605–634. [Google Scholar] [CrossRef]
- Ochi, H.; Sawai, T.; Yamamoto, Y.; Ogawa, K.; Suga, Y. Evaluation of Joint Performance of 5056 Aluminum Friction Welded Joints By Heat Input And Burn-Off Quantity. In Paper presented at the Tenth International Offshore and Polar Engineering Conference; ISOPE: Seattle, WA, USA, 2000. [Google Scholar]
- Manjhi, S.K.; Das, A.; Prasad, S.B. Review on joining of aluminum alloy by solid-state welding technique. Mater. Today Proc. 2020, 26, 1255–1261. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Wang, G.; Wang, F.; Vairis, A.; Niu, P. Friction Stir Welding of Dissimilar Aluminum Alloy Combinations: State-of-the-Art. Metals 2019, 9, 270. [Google Scholar] [CrossRef]
- Di Bella, G.; Favaloro, F.; Borsellino, C. Effect of Process Parameters on Friction Stir Welded Joints between Dissimilar Aluminum Alloys: A Review. Metals 2023, 13, 1176. [Google Scholar] [CrossRef]
- Abnar, B.; Gashtiazar, S.; Javidani, M. Friction Stir Welding of Non-Heat Treatable Al Alloys: Challenges and Improvements Opportunities. Crystals 2023, 13, 576. [Google Scholar] [CrossRef]
- de Viveiros, B.V.G.; da Silva, R.M.P.; Donatus, U.; Costa, I. Welding and Galvanic Coupling Effects on the Electrochemical Activity of Dissimilar AA2050 and AA7050 Aluminum Alloys Welded by Friction Stir Welding (FSW). Electrochim. Acta 2023, 449, 142196. [Google Scholar] [CrossRef]
- Essa, A.; Ahmed, M.; Mohamed, A. Weld Pitch Effects on Friction Stir Welding of Aluminum Alloys. J. Pet. Min. Eng. 2021, 23, 102–106. [Google Scholar] [CrossRef]
- Tiwari, S.; Shukla, D.K.; Chandra, R. Friction Stir Welding of Aluminum Alloys: A Review. Int. J. Mech. Aerosp. Ind. Mechatron. Eng. 2013, 7, 1315–1320. [Google Scholar]
- Shyamlal, C.; Rajesh, S.; Suresh Kumar, S. A Comprehensive Review on the Effect of Precipitation on Mechanical Properties of Friction Stir Welded Aluminium Alloys. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2021, 235, 6345–6356. [Google Scholar] [CrossRef]
- Beygi, R.; Talkhabi, A.A.; Mehrizi, M.Z.; Marques, E.A.S.; Carbas, R.J.C.; da Silva, L.F.M. A Novel Lap-Butt Joint Design for FSW of Aluminum to Steel in Tee-Configuration: Joining Mechanism, Intermetallic Formation, and Fracture Behavior. Metals 2023, 13, 1027. [Google Scholar] [CrossRef]
- Beygi, R.; Galvão, I.; Akhavan-Safar, A.; Pouraliakbar, H.; Fallah, V.; da Silva, L.F.M. Effect of Alloying Elements on Intermetallic Formation during Friction Stir Welding of Dissimilar Metals: A Critical Review on Aluminum/Steel. Metals 2023, 13, 768. [Google Scholar] [CrossRef]
- Beygi, R.; Carbas, R.J.C.; Barbosa, A.Q.; Marques, E.A.S.; da Silva, L.F.M. Buttering for FSW: Enhancing the Fracture Toughness of Al-Fe Intermetallics through Nanocrystallinity and Suppressing Their Growth. J. Manuf. Process. 2023, 90, 233–241. [Google Scholar] [CrossRef]
- Buffa, G.; Baffari, D.; Di Caro, A.; Fratini, L. Friction Stir Welding of Dissimilar Aluminium–Magnesium Joints: Sheet Mutual Position Effects. Sci. Technol. Weld. Join 2015, 20, 271–279. [Google Scholar] [CrossRef]
- Ambrosio, D.; Wagner, V.; Dessein, G.; Paris, J.-Y.; Jlaiel, K.; Cahuc, O. Plastic Behav-ior-Dependent Weldability of Heat-Treatable Aluminum Alloys in Friction Stir Welding. Int. J. Adv. Manuf. Technol. 2021, 117, 635–652. [Google Scholar] [CrossRef]
- Lu, H.; Xu, W.; Wang, H.; Wang, X.-Z. Microstructure Evolution and Its Effect on the Corrosion of Dissimilar Aluminum Alloys Friction Stir Welding Joint. Corros. Sci. 2023, 220, 111249. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent Progress on Control Strategies for Inherent Issues in Friction Stir Welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Leng, L.; Zhang, Z.J.; Duan, Q.Q.; Zhang, P.; Zhang, Z.F. Improving the Fatigue Strength of 7075 Alloy through Aging. Mater. Sci. Eng. A 2018, 738, 24–30. [Google Scholar] [CrossRef]
- Liu, H.J.; Chen, Y.C.; Feng, J.C. Effect of heat treatment on tensile properties of friction stir welded joints of 2219-T6 aluminium alloy. Mat. Sci. Technol. 2006, 22, 237–241. [Google Scholar] [CrossRef]
- Karlsen, M.; Frigaard, Ø.; Hjelen, J.; Grong, Ø.; Norum, H. SEM-EBSD Characterisation of the Deformation Microstructure in Friction Stir Welded 2024 T351 Aluminium Alloy. In Materials Science Forum; Trans Tech Publications: Bäch, Switzerland, 2003; pp. 2861–2866. [Google Scholar]
- Linton, V.M.; Ripley, M.I. Influence of Time on Residual Stresses in Friction Stir Welds in Agehardenable 7xxx Aluminium Alloys. Acta Mater. 2008, 56, 4319–4327. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S.; Hashimoto, T. Precipitation Sequence in Friction Stir Weld of 6063 Aluminum during Aging. Metall. Mater. Trans. A 1999, 30, 3125–3130. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H. Distribution of Tensile Property and Microstructure in Friction Stir Weld of 6063 Aluminum. Metall. Mater. Trans. A 2001, 32, 3023–3031. [Google Scholar] [CrossRef]
- Kalemba, I.; Hamilton, C.; Dymek, S. Natural Aging in Friction Stir Welded 7136-T76 Aluminum Alloy. In Friction Stir Welding and Processing VIII; Springer International Publishing: Cham, Switzerland, 2015; pp. 107–114. [Google Scholar]
- Liu, H.J.; Fujii, H.; Maeda, M.; Nogi, K. Mechanical properties of friction stir welded joints of 1050—H24 aluminium alloy. Sci. Technol. Weld. Join. 2003, 8, 450–454. [Google Scholar] [CrossRef]
- Threadgill, P.L. Terminology in Friction Stir Welding. Sci. Technol. Weld. Join. 2007, 12, 357–360. [Google Scholar] [CrossRef]
- Abnar, B.; Kazeminezhad, M.; Kokabi, A.H. Effects of Heat Input in Friction Stir Welding on Microstructure and Mechanical Properties of AA3003-H18 Plates. Trans. Nonferrous Met. Soc. China 2015, 25, 2147–2155. [Google Scholar] [CrossRef]
- Beygi, R.; Zarezadeh Mehrizi, M.; Akhavan-Safar, A.; Mohammadi, S.; da Silva, L.F.M. A Parametric Study on the Effect of FSW Parameters and the Tool Geometry on the Tensile Strength of AA2024–AA7075 Joints: Microstructure and Fracture. Lubricants 2023, 11, 59. [Google Scholar] [CrossRef]
- Bussu, G.; Irving, P. The Role of Residual Stress and Heat Affected Zone Properties on Fatigue Crack Propagation in Friction Stir Welded 2024-T351 Aluminium Joints. Int. J. Fatigue 2003, 25, 77–88. [Google Scholar] [CrossRef]
- James, M.N.; Bradley, G.R.; Lombard, H.; Hattingh, D.G. The Relationship between Process Mechanisms and Crack Paths in Friction Stir Welded 5083-H321 and 5383-H321 Aluminium Alloys. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 245–256. [Google Scholar] [CrossRef]
- Frigaard, Ø.; Grong, Ø.; Midling, O.T. A Process Model for Friction Stir Welding of Age Hardening Aluminum Alloys. Metall. Mater. Trans. A 2001, 32, 1189–1200. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Vairis, A.; Vidakis, N.; Petousis, M. On the Friction Stir Welding of Al 7075 Thin Sheets. Metals 2020, 11, 57. [Google Scholar] [CrossRef]
- Lertora, E.; Campanella, D.; Pizzorni, M.; Mandolfino, C.; Buffa, G.; Fratini, L. Comparative Evaluation of the Effect of the Substrate Thickness and Inherent Process Defects on the Static and Fatigue Performance of FSW and Adhesive-Bonded Overlap-Joints in an AA6016 Alloy. J. Manuf. Process. 2021, 64, 785–792. [Google Scholar] [CrossRef]
- Beygi, R.; Marques, E.; da Silva, L.F.M. Computational Concepts in Simulation of Welding Processes; Springer: Cham, Switzerland, 2022. [Google Scholar]
- Imam, M.; Sun, Y.; Fujii, H.; Aoki, Y.; Ma, N.; Tsutsumi, S.; Murakawa, H. Friction Stir Welding of Thick Aluminium Welds-Challenges and Perspectives. In Friction Stir Welding and Processing IX; Springer: Cham, Switzerland, 2017; pp. 119–124. [Google Scholar]
- Perrett, J.G.; Martin, J.; Threadgill, P.L.; Ahmed, M.M.Z. Recent Developments in Friction Stir Welding of Thick Section Aluminium Alloys. In Proceedings of the 6th World Congress, Aluminium Two Thousand, Florence, Italy, 13–17 March 2007. [Google Scholar]
- Yuan, K.; Yu, H.; Xu, X.; Zheng, B. Semi-Analytical Model for Material Flow Behavior in Thick Plates via Friction Stir Welding. Int. J. Adv. Manuf. Technol. 2022, 121, 487–501. [Google Scholar] [CrossRef]
- Mallieswaran, K.; Padmanabhan, R. Effect of Sheet Thickness on the FSW Parameters for Dissimilar Aluminium Grades Tailor Welded Blanks. Adv. Mater. Process. Technol. 2021, 7, 150–165. [Google Scholar] [CrossRef]
- Mamgain, A.; Singh, V.; Pratap Singh, A. Influence of Welding Parameters on Mechanical Property during Friction Stir Welded Joint on Aluminium Alloys: A Review. J. Kejuruter. 2023, 35, 13–28. [Google Scholar] [CrossRef]
- Thete, V.S.; Kadlag, V.L. Effect of Process Parameters of Friction Stir Welded Joint for Similar Aluminium Alloys H30. Int. J. Eng. Res. Appl. 2015, 5, 10–17. [Google Scholar]
- Khalafe, W.H.; Sheng, E.L.; Bin Isa, M.R.; Omran, A.B.; Shamsudin, S.B. The Effect of Friction Stir Welding Parameters on the Weldability of Aluminum Alloys with Similar and Dissimilar Metals: Review. Metals 2022, 12, 2099. [Google Scholar] [CrossRef]
- Niu, P.; Li, W.; Yang, C.; Chen, Y.; Chen, D. Low Cycle Fatigue Properties of Friction Stir Welded Dissimilar 2024-to-7075 Aluminum Alloy Joints. Mater. Sci. Eng. A 2022, 832, 142423. [Google Scholar] [CrossRef]
- Cole, E.G.; Fehrenbacher, A.; Duffie, N.A.; Zinn, M.R.; Pfefferkorn, F.E.; Ferrier, N.J. Weld temperature effects during friction stir welding of dissimilar aluminum alloys 6061-t6 and 7075-t6. Int. J. Adv. Manuf. Technol. 2013, 71, 643–652. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, X.; Fang, H. Effect of Sheet Configuration on Microstructure and Mechanical Behaviors of Dissimilar Al–Mg–Si/Al–Zn–Mg Aluminum Alloys Friction Stir Welding Joints. J. Mater. Sci. Technol. 2016, 32, 1378–1385. [Google Scholar] [CrossRef]
- Barbini, A.; Carstensen, J.; Dos Santos, J. Influence of Alloys Position, Rolling and Welding Directions on Properties of AA2024/AA7050 Dissimilar ButtWeld Obtained by Friction Stir Welding. Metals 2018, 8, 202. [Google Scholar] [CrossRef]
- Cavaliere, P.; Santis, A.; Panella, F.; Squillace, A. Effect of welding parameters on mechanical and microstructural properties of dissimilar AA6082-AA2024 joints produced by friction stir welding. Mater. Des. 2009, 30, 609–616. [Google Scholar] [CrossRef]
- Gérard, H.; Ehrström, J.C. Friction stir welding of dissimilar alloys for aircraft. In Proceedings of the 5th International Friction Stir Welding Symposium, Metz, France, 14–16 September 2004. [Google Scholar]
- Amancio-Filho, S.T.; Sheikhi, S.; dos Santos, J.F.; Bolfarini, C. Preliminary study on the microstructure and mechanical properties of dissimilar friction stir welds in aircraft aluminium alloys 2024-T351 and 6056-T4. J. Mater. Process. Technol. 2008, 206, 132–142. [Google Scholar] [CrossRef]
- Lee, W.-B.; Yeon, Y.-M.; Jung, S.-B. The joint properties of dissimilar formed Al alloys by friction stir welding according to the fixed location of materials. Scr. Mater. 2003, 49, 423–428. [Google Scholar] [CrossRef]
- Schmale, J.; Fehrenbacher, A.; Shrivastava, A.; Pfefferkorn, F.E. Calibration of Dynamic Tool–Workpiece Interface Temperature Measurement during Friction Stir Welding. Measurement 2016, 88, 331–342. [Google Scholar] [CrossRef]
- Simar, A.; Jonckheere, C.; Deplus, K.; Pardoen, T.; de Meester, B. Comparing Similar and Dissimilar Friction Stir Welds of 2017–6005A Aluminium Alloys. Sci. Technol. Weld. Join. 2010, 15, 254–259. [Google Scholar] [CrossRef]
- Kim, N.K.; Kim, B.C.; An, Y.G.; Jung, B.H.; Song, S.W.; Kang, C.Y. The effect of material arrangement on mechanical properties in Friction Stir Welded dissimilar A5052/A5J32 aluminum alloys. Met. Mater. Int. 2009, 15, 671–675. [Google Scholar] [CrossRef]
- Donatus, U.; Thompson, G.E.; Zhou, X.; Wang, J.; Beamish, K. Flow Patterns in Friction Stir Welds of AA5083 and AA6082 Alloys. Mater. Des. 2015, 83, 203–213. [Google Scholar] [CrossRef]
- Park, S.-K.; Hong, S.-T.; Park, J.-H.; Park, K.-Y.; Kwon, Y.-J.; Son, H.-J. Effect of Material Locations on Properties of Friction Stir Welding Joints of Dissimilar Aluminium Alloys. Sci. Technol. Weld. Join. 2010, 15, 331–336. [Google Scholar] [CrossRef]
- Hong, S.-T. Mixing of materials in FSW of dissimilar aluminum alloys. Trans. Korean. Soc. Mech. Eng. A 2009, 33, 108–113. [Google Scholar]
- Niu, P.; Li, W.; Chen, D. Strain hardening behavior and mechanisms of friction stir welded dissimilar joints of aluminum alloys. Mater. Lett. 2018, 231, 68–71. [Google Scholar] [CrossRef]
- Niu, P.; Li, W.; Li, N.; Xu, Y.; Chen, D.L. Exfoliation corrosion of friction stir welded dissimilar 2024-to-7075 aluminum alloys. Mater. Charact. 2019, 147, 93–100. [Google Scholar] [CrossRef]
- Hasan, M.M.; Ishak, M.; Rejab, M.R.M. Effect of pin tool flute radius on the material flow and tensile properties of dissimilar friction stir welded aluminum alloys. Int. J. Adv. Manuf. Technol. 2018, 98, 2747–2758. [Google Scholar] [CrossRef]
- Kalemba-Rec, I.; Kopyściański, M.; Miara, D.; Krasnowski, K. Effect of process parameters on mechanical properties of friction stir welded dissimilar 7075-T651 and 5083-H111 aluminum alloys. Int. J. Adv. Manuf. Technol. 2018, 97, 2767–2779. [Google Scholar] [CrossRef]
- Safarbali, B.; Shamanian, M.; Eslami, A. Effect of post-weld heat treatment on joint properties of dissimilar friction stir welded 2024-T4 and 7075-T6 aluminum alloys. Trans. Nonferrous Met. Soc. China 2018, 28, 1287–1297. [Google Scholar] [CrossRef]
- Palanivel, R.; Laubscher, R.; Vigneshwaran, S.; Dinaharan, I. Prediction and optimization of the mechanical properties of dissimilar friction stir welding of aluminum alloys using design of experiments. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1384–1394. [Google Scholar] [CrossRef]
- Hamilton, C.; Dymek, S.; Dryzek, E.; Kopyscianski, M.; Pietras, A.; Węglowska, A.; Wrobel, M. Application of positron lifetime annihilation spectroscopy for characterization of friction stir welded dissimilar aluminum alloys. Mater. Charact. 2017, 132, 431–436. [Google Scholar] [CrossRef]
- Huang, B.W.; Qin, Q.D.; Zhang, D.H.; Wu, Y.J.; Su, X.D. Microstructure and Mechanical Properties of Dissimilar Joints of Al-Mg2Si and 5052 Aluminum Alloy by Friction Stir Welding. J. Mater. Eng. Perform. 2018, 27, 1898–1907. [Google Scholar] [CrossRef]
- Moradi, M.M.; Aval, H.J.; Jamaati, R.; Amirkhanlou, S.; Ji, S. Microstructure and texture evolution of friction stir welded dissimilar aluminum alloys: AA2024 and AA6061. J. Manuf. Processes. 2018, 32, 1–10. [Google Scholar] [CrossRef]
- Prasanth, R.S.S.; Raj, K.H. Determination of Optimal Process Parameters of Friction Stir Welding to Join Dissimilar Aluminum Alloys Using Artificial Bee Colony Algorithm. Trans. Indian Inst. Met. 2017, 71, 453–462. [Google Scholar] [CrossRef]
- Azeez, S.; Akinlabi, E. Effect of processing parameters on microhardness and microstructure of a double-sided dissimilar friction stir welded aa6082-t6 and aa7075-t6 aluminum alloy. Mater. Today Proc. 2018, 5, 18315–18324. [Google Scholar] [CrossRef]
- Peng, G.; Ma, Y.; Hu, J.; Jiang, W.; Huan, Y.; Chen, Z.; Zhang, T. Nanoindentation Hardness Distribution and Strain Field and Fracture Evolution in Dissimilar Friction Stir-Welded AA 6061-AA 5A06 Aluminum Alloy Joints. Adv. Mater. Sci. Eng. 2018, 4873571. [Google Scholar] [CrossRef]
- Das, U.; Toppo, V. Effect of Tool Rotational Speed on Temperature and Impact Strength of Friction Stir Welded Joint of Two Dissimilar Aluminum Alloys. Mater. Today Proc. 2018, 5, 6170–6175. [Google Scholar] [CrossRef]
- Sarsılmaz, F. Relationship between micro-structure and mechanical properties of dissimilar aluminum alloy plates by friction stir welding. J. Therm. Sci. 2018, 22, 55–66. [Google Scholar] [CrossRef]
- No, K.; Yoo, J.T.; Yoon, J.H.; Lee, H.S. Effect of Process Parameters on Friction Stir Welds on AA2219-AA2195 Dissimilar Aluminum Alloys. Korean J. Mater. Res. 2017, 27, 331–338. [Google Scholar] [CrossRef]
- Kopyscianski, M.; Dymek, S.; Hamilton, C.; Węglowska, A.; Pietras, A.; Szczepanek, M.; Wojnarowska, M. Microstructure of Friction Stir Welded Dissimilar Wrought 2017A and Cast AlSi9Mg Aluminum Alloys. Acta Phys. Pol. A 2017, 131, 1390–1394. [Google Scholar] [CrossRef]
- Ghaffarpour, M.; Kazemi, M.; Mohammadi Sefat, M.J.; Aziz, A.; Dehghani, K. Evaluation of dissimilar joints properties of 5083-H12 and 6061-T6 aluminum alloys produced by tungsten inert gas and friction stir welding. Proc. Inst. Mech. Eng. 2015, 231, 297–308. [Google Scholar] [CrossRef]
- Bijanrostami, K.; Barenji, R.V.; Hashemipour, M. Effect of Traverse and Rotational Speeds on the Tensile Behavior of the Underwater Dissimilar Friction Stir Welded Aluminum Alloys. J. Mater. Eng. Perform. 2017, 26, 909–920. [Google Scholar] [CrossRef]
- Kasman, S.; Kahraman, F.; Emiralioglu, A. A Case Study for the Welding of Dissimilar EN AW 6082 and EN AW5083 Aluminum Alloys by Friction Stir Welding. Metals 2016, 7, 6. [Google Scholar] [CrossRef]
- Doley, J.K.; Kore, S.D. A Study on Friction Stir Welding of Dissimilar Thin Sheets of Aluminum Alloys AA 5052–AA 6061. J. Manuf. Sci. Eng. 2016, 138, 114502. [Google Scholar] [CrossRef]
- Saravanan, V.; Rajakumar, S.; Nilotpal Banerjee Amuthakkannan, R. Effect of shoulder diameter to pin diameter ratio on microstructure and mechanical properties of dissimilar friction stir welded AA2024-T6 and AA7075-T6 aluminum alloy joints. Int. J. Adv. Manuf. Technol. 2016, 87, 3637–3645. [Google Scholar] [CrossRef]
- Yan, Z.-J.; Liu, X.-S.; Fang, H.-Y. Fatigue Behavior of Dissimilar Al–Mg–Si/Al–Zn–Mg Aluminum Alloys Friction Stir Welding Joints. Acta Metall. Sin. 2016, 29, 1161–1168. [Google Scholar] [CrossRef]
- Zapata, J.; Toro, M.; López, D. Residual stresses in friction stir dissimilar welding of aluminum alloys. J. Mater. Process. Technol. 2016, 229, 121–127. [Google Scholar] [CrossRef]
- Sun, Y.; Tsuji, N.; Fujii, H. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welding between Ultrafine Grained 1050 and 6061-T6 Aluminum Alloys. Metals 2016, 6, 249. [Google Scholar] [CrossRef]
- Texier, D.; Zedan, Y.; Amoros, T.; Feulvarch, E.; Stinville, J.C.; Bocher, P. Near-surface mechanical heterogeneities in a dissimilar aluminum alloys friction stir welded joint. Mater. Des. 2016, 108, 217–229. [Google Scholar] [CrossRef]
- Rodriguez, R.I.; Jordon, J.B.; Allison, P.G.; Rushing, T.; Garcia, L. Low-cycle fatigue of dissimilar friction stir welded aluminum alloys. Mater. Sci. Eng. A 2016, 654, 236–248. [Google Scholar] [CrossRef]
- Rodriguez, R.I.; Jordon, J.B.; Allison, P.G.; Rushing, T.; Garcia, L. Microstructure and mechanical properties of dissimilar friction stir welding of 6061-to-7050 aluminum alloys. Mater. Des. 2015, 83, 60–65. [Google Scholar] [CrossRef]
- Ilangovan, M.; Boopathy, S.R.; Balasubramanian, V. Effect of tool pin profile on microstructure and tensile properties of friction stir welded dissimilar AA 6061–AA 5086 aluminium alloy joints. Def. Technol. 2015, 11, 174–184. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Tang, W.; Reynolds, A.P. Effect of tool pin features on process response variables during friction stir welding of dissimilar aluminum alloys. Sci. Technol. Weld. Join. 2015, 20, 425–432. [Google Scholar] [CrossRef]
- Donatus, U.; Thompson, G.E.; Zhou, X. Anodizing Behavior of Friction StirWelded Dissimilar Aluminum Alloys. J. Electrochem. Soc. 2015, 162, C657–C665. [Google Scholar] [CrossRef]
- Karam, A.; Mahmoud, T.S.; Zakaria, H.M.; Khalifa, T.A. Friction Stir Welding of Dissimilar A319 and A413 Cast Aluminum Alloys. Arab. J. Sci. Eng. 2014, 39, 6363–6373. [Google Scholar] [CrossRef]
- Ipekoglu, G.; Çam, G. Effects of Initial Temper Condition and Postweld Heat Treatment on the Properties of Dissimilar Friction-Stir-Welded Joints between AA7075 and AA6061 Aluminum Alloys. Metall. Mater. Trans. A 2014, 45, 3074–3087. [Google Scholar] [CrossRef]
- Song, Y.; Yang, X.; Cui, L.; Hou, X.; Shen, Z.; Xu, Y. Defect features and mechanical properties of friction stir lap welded dissimilar AA2024–AA7075 aluminum alloy sheets. Mater. Des. 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Jannet, S.; Mathews, P.K. Effect of Welding Parameters on Mechanical and Microstructural Properties of Dissimilar Aluminum Alloy Joints Produced by Friction Stir Welding. Appl. Mech. Mater. 2014, 592, 250–254. [Google Scholar] [CrossRef]
- Palanivel, R.; Koshy Mathews, P.; Dinaharan, I.; Murugan, N. Mechanical and metallurgical properties of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminum alloys. Trans. Nonferrous Met. Soc. China 2014, 24, 58–65. [Google Scholar] [CrossRef]
- Palanivel, R.; Mathews, P.K.; Murugan, N. Optimization of process parameters to maximize ultimate tensile strength of friction stir welded dissimilar aluminum alloys using response surface methodology. J. Cent. South Univ. 2013, 20, 2929–2938. [Google Scholar] [CrossRef]
- Jonckheere, C.; de Meester, B.; Denquin, A.; Simar, A. Torque, temperature and hardening precipitation evolution in dissimilar friction stir welds between 6061-T6 and 2014-T6 aluminum alloys. J. Mater. Process. Technol. 2013, 213, 826–837. [Google Scholar] [CrossRef]
- Jonckheere, C.; de Meester, B.; Denquin, A.; Simar, A. Dissimilar friction stir welding of 2014 to 6061 aluminum alloys. Adv. Mater. Res. 2012, 409, 269–274. [Google Scholar] [CrossRef]
- Ghosh, M.; Husain, M.d.M.; Kumar, K.; Kailas, S.V. Friction Stir-Welded Dissimilar Aluminum Alloys: Microstructure, Mechanical Properties, and Physical State. J. Mater. Eng. Perform. 2013, 22, 3890–3901. [Google Scholar] [CrossRef]
- Ghosh, M.; Kumar, K.; Kailas, S.V.; Ray, A.K. Optimization of friction stir welding parameters for dissimilar aluminum alloys. Mater. Des. 2010, 31, 3033–3037. [Google Scholar] [CrossRef]
- Koilraj, M.; Sundareswaran, V.; Vijayan, S.; Koteswara Rao, S. Friction stir welding of dissimilar aluminum alloys AA2219 to AA5083—Optimization of process parameters using Taguchi technique. Mater. Des. 2012, 42, 1–7. [Google Scholar] [CrossRef]
- Dinaharan, I.; Kalaiselvan, K.; Vijay, S.J.; Raja, P. Effect of material location and tool rotational speed on microstructure and tensile strength of dissimilar friction stir welded aluminum alloys. Arch. Civ. Mech. Eng. 2012, 12, 446–454. [Google Scholar] [CrossRef]
- Palanivel, R.; Koshy Mathews, P.; Murugan, N.; Dinaharan, I. Effect of tool rotational speed and pin profile on microstructure and tensile strength of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminum alloys. Mater. Des. 2012, 40, 7–16. [Google Scholar] [CrossRef]
- Prime, M.B.; Gnäupel-Herold, T.; Baumann, J.A.; Lederich, R.J.; Bowden, D.M.; Sebring, R.J. Residual stress measurements in a thick, dissimilar aluminum alloy friction stir weld. Acta Mater. 2006, 54, 4013–4021. [Google Scholar] [CrossRef]
- Mroczka, K. Characteristics of AlSi9mg/2017A Aluminum Alloys Friction Stir Welded with Offset Welding Line and Root-Side Heating. Arch. Metall. Mater. 2014, 59, 1293–1299. [Google Scholar] [CrossRef]
- Mroczka, K.; Dutkiewicz, J.; Pietras, A. Microstructure of friction stir welded joints of 2017A aluminium alloy sheets. J. Microsc. 2010, 237, 521–525. [Google Scholar] [CrossRef]
- Yang, M.; Li, C.; Liu, S.; Ye, L.; Tang, J.; Liao, Z. Effect of Artificial Aging on Microstructure and Mechanical Properties of Friction Stir Welded Joint of 7003/7046 Al-alloys. Chin. J. Mater. Res. 2020, 34, 495–504. [Google Scholar]
- Kasman, S.; Ozan, S. Effect of pin offset on the mechanical properties of friction stir welded AA 6013 aluminum alloy plates/Pin-Offset-Einfluss auf die mechanischen Eigenschaften beim Rührreibschweißen von Blechen aus der Aluminiumlegierung AA 6013. Materialwiss. Werkstofftech 2019, 50, 1511. [Google Scholar] [CrossRef]
- Zhao, Z.; Liang, H.; Zhao, Y.; Yan, K. Effect of Exchanging Advancing and Retreating Side Materials on Mechanical Properties and Electrochemical Corrosion Resistance of Dissimilar 6013-T4 and 7003 Aluminum Alloys FSW Joints. J. Mater. Eng. Perform. 2018, 27, 1777–1783. [Google Scholar] [CrossRef]
- Yoon, T.J.; Jung, B.H.; Kang, C.Y. The quantitative investigation of mechanical properties and characterization of fractured position for friction stir lap welded A6111/A5023. Mater. Des. 2015, 83, 377–386. [Google Scholar] [CrossRef]
- Verduzco-Juarez, J.C.; Garcia-Hernandez, R.; Dominguez-Almaraz, G.M.; Villalón-López, J. Effect of Pre and Post Weld Heat Treatment on the Mechanical Properties of Friction Stir Welded AA6061-T6 Joint. Int. J. Automot. Mech. Eng. 2020, 17, 7882–7889. [Google Scholar] [CrossRef]
- Godhani, P.S.; Patel, V.V.; Vora, J.J.; Chaudhary, N.D.; Banka, R. Effect of Friction Stir Welding of Aluminum Alloys AA6061/AA7075: Temperature Measurement, Microstructure, and Mechanical Properties. In Innovations in Infrastructure: Proceedings of ICIIF 2018; Springer: Singapore, 2019; pp. 591–598. [Google Scholar]
- Chen, Y.; Wang, H.; Li, H.; Wang, X.; Ding, H.; Zhao, J.; Zhang, F. Investigation into the Dissimilar Friction Stir Welding of AA5052 and AA6061 Aluminum Alloys Using Pin-Eccentric Stir Tool. Metals 2019, 9, 718. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, G.; Yu, C.; Zhu, Y.; Liu, Q. On the microstructure and mechanical properties of similar and dissimilar AA7075 and AA2024 friction stir welding joints: Effect of rotational speed. J. Manuf. Process. 2019, 37, 470–487. [Google Scholar] [CrossRef]
- Azeez, S.; Akinlabi, E.T.; Kailas, S.V.; Brandi, S.D. Microstructural properties of a dissimilar friction stir welded thick aluminum aa6082-t6 and aa7075-t6 alloy. Mater. Today Proc. 2018, 5, 18297–18306. [Google Scholar] [CrossRef]
- Hamilton, C.; Kopyściański, M.; Węglowska, A.; Dymek, S.; Pietras, A. A Numerical Simulation for Dissimilar Aluminum Alloys Joined by Friction Stir Welding. Metall. Mater. Trans. A 2016, 47, 4519–4529. [Google Scholar] [CrossRef]
- Shiva Kumar, G.N.; Rajamurugan, G. Friction stir welding of dissimilar alloy combinations—A Review. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 6688–6705. [Google Scholar] [CrossRef]
- Kasman, S.; Yenier, Z. Analyzing dissimilar friction stir welding of AA5754/AA7075. Int. J. Adv. Manuf. Technol. 2013, 70, 145–156. [Google Scholar] [CrossRef]
- Forcellese, A.; Simoncini, M.; Casalino, G. Influence of Process Parameters on the Vertical Forces Generated during Friction Stir Welding of AA6082-T6 and on the Mechanical Properties of the Joints. Metals 2017, 7, 350. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Sharma, A.; Reddy, G.M. Dissimilar Friction Stir Welds in AA2219-AA5083 Aluminium Alloys: Effect of Process Parameters on Material Inter-Mixing, Defect Formation, and Mechanical Properties. Trans. Indian Inst. Met. 2015, 69, 1397–1415. [Google Scholar] [CrossRef]
- Saeidi, M.; Babak, M.; Mohammad Kazem, B.G.; Ghader, F. Mathematical modeling and optimization of friction stir welding process parameters in AA5083 and AA7075 aluminum alloy joints. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 230, 1284–1294. [Google Scholar] [CrossRef]
- Zhu, Z.; Wang, M.; Zhang, H.; Zhang, X.; Yu, T.; Wu, Z. A Finite Element Model to Simulate Defect Formation during Friction Stir Welding. Metals 2017, 7, 256. [Google Scholar] [CrossRef]
- Prabha, K.A.; Putha, P.K.; Prasad, B.S. Effect of Tool Rotational Speed on Mechanical Properties of Aluminium Alloy 5083 Weldments in Friction Stir Welding. Mater. Today Proc. 2018, 5, 18535–18543. [Google Scholar] [CrossRef]
- Varunraj, S.; Ruban, M. Investigation of the Microstructure and Mechanical Properties of AA6063 and AA7075 Dissimilar Aluminium Alloys by Friction Stir Welding Process. Mater. Today Proc. 2022, 68, 1654–1657. [Google Scholar] [CrossRef]
- Amatullah, M.; Jan, M.; Farooq, M.; Zargar, A.S.; Maqbool, A.; Khan, N.Z. Effect of Tool Rotational Speed on the Friction Stir Welded Aluminum Alloys: A Review. Mater. Today Proc. 2022, 62, 245–250. [Google Scholar] [CrossRef]
- Yan, J.; Sutton, M.A.; Reynolds, A.P. Process–Structure–Property Relationships for Nugget and Heat Affected Zone Regions of AA2524–T351 Friction Stir Welds. Sci. Technol. Weld. Join. 2005, 10, 725–736. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, H.; Chai, P.; Zhang, Y. GoYal Behavior of AA2A14-T6 Aluminum Alloy Friction Stir Welded Joints. Weld. World 2021, 65, 1483–1499. [Google Scholar] [CrossRef]
- Goyal, A.; Garg, R.K. Effect of Tool Rotational and Transverse Speed on Mechanical Properties of Friction Stir Welded AA5086-H32 Aluminium Alloy. Int. J. Microstruct. Mater. Prop. 2017, 12, 79–93. [Google Scholar] [CrossRef]
- Moshwan, R.; Yusof, F.; Hassan, M.A.; Rahmat, S.M. Effect of Tool Rotational Speed on Force Generation, Microstructure and Mechanical Properties of Friction Stir Welded Al–Mg–Cr–Mn (AA 5052-O) Alloy. Mater. Des. 2015, 66, 118–128. [Google Scholar] [CrossRef]
- Li, Y.; Sun, D.; Gong, W. Effect of Tool Rotational Speed on the Microstructure and Mechanical Properties of Bobbin Tool Friction Stir Welded 6082-T6 Aluminum Alloy. Metals 2019, 9, 894. [Google Scholar] [CrossRef]
- Rezaei, H.; Mirbeik, M.H.; Bisadi, H. Effect of Rotational Speeds on Microstructure and Mechanical Properties of Friction Stir-Welded 7075-T6 Aluminium Alloy. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2011, 225, 1761–1773. [Google Scholar] [CrossRef]
- Laska, A.; Szkodo, M.; Cavaliere, P.; Perrone, A. Influence of the Tool Rotational Speed on Physical and Chemical Properties of Dissimilar Friction-Stir-Welded AA5083/AA6060 Joints. Metals 2022, 12, 1658. [Google Scholar] [CrossRef]
- Ghaffarpour, M.; Kolahgar, S.; Dariani, B.M.; Dehghani, K. Evaluation of Dissimilar Welds of 5083-H12 and 6061-T6 Produced by Friction Stir Welding. Metall. Mater. Trans. A 2013, 44, 3697–3707. [Google Scholar] [CrossRef]
- Peel, M.J.; Steuwer, A.; Withers, P.J.; Dickerson, T.; Shi, Q.; Shercliff, H. Dissimilar Friction Stir Welds in AA5083-AA6082. Part I: Process Parameter Effects on Thermal History and Weld Properties. Metall. Mater. Trans. A 2006, 37, 2183–2193. [Google Scholar] [CrossRef]
- Devaiah, D.; Kishore, K.; Laxminarayana, P. Optimal FSW Process Parameters for Dissimilar Aluminium Alloys (AA5083 and AA6061) Using Taguchi Technique. Mater. Today Proc. 2018, 5, 4607–4614. [Google Scholar] [CrossRef]
- Gupta, S.K.; Pandey, K.; Kumar, R. Multi-objective optimization of friction stir welding process parameters for joining of dissimilar AA5083/AA6063 aluminium alloys using hybrid approach. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 232, 343–353. [Google Scholar]
- Das, U.; Das, R.; Toppo, V. Analysis of Some Mechanical Properties of Friction Stir Welded Joints of AA6101 and AA6351 Aluminum Alloys under T6 Condition. Mater. Today Proc. 2021, 44, 2700–2704. [Google Scholar] [CrossRef]
- Velotti, C.; Astarita, A.; Squillace, A.; Ciliberto, S.; Villano, M.; Giuliani, M.; Prisco, U.; Montuori, M.; Giorleo, G.; Bellucci, F. On the critical technological issues of friction stir welding lap joints of dissimilar aluminum alloys. Surf. Interface Anal. 2013, 45, 1643–1648. [Google Scholar] [CrossRef]
- Goriparthi, V.; Nallu, R.; Chebolu, R.; Indupuri, S.; Rudrapati, R. Experimental Studies on Mechanical Behavior of TIG and Friction Stir Welded AA5083 -AA7075 Dissimilar Aluminum Alloys. Adv. Mater. Sci. Eng. 2023, 2023, 8622525. [Google Scholar] [CrossRef]
- Devaraju, A.; Jeshrun Shalem, M.; Manichandra, B. Effect of Rotation Speed on Tensile Properties & Microhardness of Dissimilar Al Alloys 6061-T6 to 2024 -T6 Welded via Solid State Joining Technique. Mater. Today Proc. 2019, 18, 3286–3290. [Google Scholar]
- Jamshidi Aval, H. Microstructure and Residual Stress Distributions in Friction Stir Welding of Dissimilar Aluminium Alloys. Mater. Des. 2015, 87, 405–413. [Google Scholar] [CrossRef]
- De Giorgi, M.; Scialpi, A.; Panella, F.W.; De Filippis, L.A.C. Effect of Shoulder Geometry on Residual Stress and Fatigue Properties of AA6082 Fsw Joints. J. Mech. Sci. Technol. 2009, 23, 26–35. [Google Scholar] [CrossRef]
- Richards, D.G.; Prangnell, P.B.; Withers, P.J.; Williams, S.W.; Nagy, T.; Morgan, S. Efficacy of Active Cooling for Controlling Residual Stresses in Friction Stir Welds. Sci. Technol. Weld. Join. 2010, 15, 156–165. [Google Scholar] [CrossRef]
- Haribalaji, V.; Boopathi, S.; Mohammed Asif, M. Optimization of Friction Stir Welding Process to Join Dissimilar AA2014 and AA7075 Aluminum Alloys. Mater. Today Proc. 2022, 50, 2227–2234. [Google Scholar] [CrossRef]
- Zuiko, I.S.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Dissimilar Friction Stir Welding of AA2519 and AA5182. Materials 2022, 15, 8776. [Google Scholar] [CrossRef]
- Tarkono, T.; Tenando, F.; Nafrizal, N.; Sukmana, I. The Effect of Rotational Speed on Friction Stir Welding (FSW) Quality of Dissimilar Aluminum Alloy Series AA 1100 and AA 5052. J. Polimesin 2023, 21, 21–24. [Google Scholar]
- Sivaselvan, S.; Natarajan, M.; Devadasan, S.R.; Sivaram, N.M. Influence of Friction Stir Welding Parameters on the Tribological Behavior of Dissimilar Aluminum Alloy Joint. Ind. Lubr. Tribol. 2023, 75, 197–203. [Google Scholar]
- Heramo, W.T.; Workneh, H.Z. Optimization of process parameters in friction stir welding of dissimilar aluminum alloys (AA6061-T6 and AA5052-H32). Int. J. Adv. Manuf. Technol. 2023, 129, 4473–4489. [Google Scholar] [CrossRef]
- Wang, Z.; Zhu, W.; Zhang, Z.; Wang, B.; Xue, P.; Ni, D.; Liu, F.; Xiao, B.; Ma, Z.; Wang, F.; et al. Dissimilar Friction Stir Welding of, 2.2.1.9.-T.8.; 2195-T8 Aluminum Alloys: Part I—Microstructure Evolution Mechanical Properties. J. Mater. Sci. 2023, 58, 9737–9754. [Google Scholar] [CrossRef]
- Sivachidambaram, S.; Rajamurugan, G.; Amirtharaj, D. Optimizing the parameters for friction stir welding of dissimilar aluminium alloys AA5383/AA7075. ARPN J. Eng. Appl. Sci. 2015, 10, 5434–5437. [Google Scholar]
- Miles, M.P.; Nelson, T.W.; Melton, D.W. Formability of friction-stir-welded dissimilar-aluminum-alloy sheets. Metall. Mater. Trans. A 2005, 36, 3335–3342. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Kovacevic, R. Material flow and microstructure in the friction stir butt welds of the same and dissimilar aluminum alloys. J. Mater. Eng. Perform. 2002, 11, 51–63. [Google Scholar] [CrossRef]
- Ivanov, A.N.; Kalashnikova, T.A.; Zhukov, L.L.; Gurianov, D.A.; Beloborodov, V.A.; Kolubaev, E.A.; Rubtsov, V.E.; Tyurin, A.G.; Bakshaev, V.A.; Nikitin, Y.V. Obtaining of aluminum alloys weld joints with specified strength properties by friction stir welding. AIP Conf. Proc. 2022, 2467, 020058. [Google Scholar]
- Kumar, S.D.; Kumar, S.S. Investigation of mechanical behavior of friction stir welded joints of AA6063 with AA5083 aluminum alloys. Mech. Mech. Eng. 2019, 23, 59–63. [Google Scholar] [CrossRef]
- Sasikala, G.; Jothiprakash, V.M.; Pant, B.; Subalakshmi, R.; Thirumal Azhagan, M.; Arul, K.; Alonazi, W.B.; Karnan, M.; Kumar, S.P. Optimization of Process Parameters for Friction Stir Welding of Different Aluminum Alloys AA2618 to AA5086 by Taguchi Method. Adv. Mater. Sci. Eng. 2022, 2022, 3808605. [Google Scholar] [CrossRef]
- Aydin, H.; Tutar, M.; Yigit, K.; Bayram, A. Mechanical Properties of Friction Stir Welded 3003 Aluminum Alloy in Different Welding Conditions. Int. J. Mech. Prod. Eng. 2017, 5, 92–96. [Google Scholar]
- Aydin, H.; Bayram, A.; Yildirim, M.T.; Yigit, K. Influence of Welding Parameters on the Fatigue Behaviours of Friction Stir Welds of 3003-O Aluminum Alloys. Mater. Sci. (Medzg.) 2010, 16, 311–319. [Google Scholar]
- Weglowski, M.S.; Pietras, A.; Weglowska, A. Effect of welding parameters on mechanical and microstructural properties of AL 2024 joints produced by friction stir welding. J. KONES 2009, 16, 523–532. [Google Scholar]
- Nejad, S.G.; Yektapour, M.; Akbarifard, A. Friction stir welding of 2024 aluminum alloy: Study of major parameters and threading feature on probe. J. Mech. Sci. Technol. 2017, 31, 5435–5445. [Google Scholar] [CrossRef]
- Milčić, M.; Vuherer, T.; Radisavljević, I.; Milčić, D.; Kramberger, J.; Andjelkovic, B. Mechanical behaviour of Al 2024 alloy welded by friction stir welding. In Proceedings of the 10th International Symposium Machine and Industrial Design in Mechanical Engineering, Novi Sad, Serbia, 6–8 June 2018; Volume 393, p. 012107. [Google Scholar]
- Lin, S.B.; Zhao, Y.H.; Wu, L. Integral and layered mechanical properties of friction stir welded joints of 2014 aluminium alloy. Mater. Sci. Technol. 2006, 22, 995–998. [Google Scholar] [CrossRef]
- Ugender, S.; Kumar, A.; Reddy, A.S. Experimental Investigation of Tool Geometry on Mechanical Properties of Friction Stir Welding of AA 2014 Aluminium Alloy. Procedia Mater. Sci. 2014, 5, 824–831. [Google Scholar] [CrossRef]
- Mroczka, K.; Dutkiewicz, J.; Pietras, A. Structure and Properties of FSW Joints of 2017A Aluminum Alloy Welded at Different Pin-Tool Rate. In Problems of Modern Techniques in Aspect of Engineering and Education; University of the National Education Commission: Kraków, Poland, 2006; pp. 267–272. [Google Scholar]
- Takhakh, A.M.; Abdullah, A.M. An Experimental Investigation on Fatigue Properties of AA3003-H14 Aluminum alloy Friction Stir Welds. J. Eng. 2012, 17, 1391–1401. [Google Scholar] [CrossRef]
- Chekalil, I.; Miloudi, A.; Planche, M.P.; Ghazi, A. Prediction of mechanical behavior of friction stir welded joints of AA3003 aluminum alloy. Frat. Ed Integrità Strutt. 2020, 54, 153–168. [Google Scholar] [CrossRef]
- Kasman, S.; Ozan, S. Characterization of friction stir welded AA 3003-H24 aluminum alloy plates. Sigma J. Eng. Nat. Sci. 2022, 40, 620–629. [Google Scholar] [CrossRef]
- Xu, A. Properties of Friction Stir Welded 3003-H17 Aluminum Alloy at High Travel Speeds. In Proceedings of the 6th International Conference on Materials, Mechanical Engineering and Automation Technology, Zhuhai, China, 1–3 May 2020; Volume 1676, p. 012114. [Google Scholar]
- Goyal, A.; Rohilla, P.K.; Kaushik, A.K. Optimization of Friction Stir Welding Parameters for AA3003 Aluminum Alloy Joints Using Response Surface Methodology. Int. J. Mech. Solids 2017, 12, 15–26. [Google Scholar]
- Janeczek, A.; Tomkow, J.; Fydrych, D. The Influence of Tool Shape and Process Parameters on the Mechanical Properties of AW-3004 Aluminium Alloy Friction Stir Welded Joints. Materials 2021, 14, 3244. [Google Scholar] [CrossRef]
- Choi, W.H.; Kwon, Y.J.; Yoon, S.; Kang, M.S.; Lim, C.Y.; Seo, J.D.; Hong, S.T.; Park, D.H.; Lee, K.H. Influence of Welding Parameters on Macrostructure and Mechanical Properties of Friction-Stir-Spot-Welded 5454-O Aluminum Alloy Sheets. J. Weld. Join. 2011, 29, 56–64. [Google Scholar]
- Selvarajan, R.; Balasubramanian, V. Multi-Response Optimization of Friction-Stir-Welded AA1100 Aluminum Alloy Joints. J. Mater. Eng. Perform. 2011, 21, 1–14. [Google Scholar]
- Dong, J.; Zhang, D.; Zhang, W.; Zhang, W.; Qiu, C. Microstructure and properties of underwater friction stir-welded 7003-T4/6060-T4 aluminum alloys. J. Mater. Sci. 2019, 54, 11254–11262. [Google Scholar] [CrossRef]
- Sheikhi, S.; dos Santos, J. Effect of process parameter on mechanical properties of friction stir welded tailored blanks from aluminium alloy 6181-T4. Sci. Technol. Weld. Join. 2007, 12, 370–375. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, S.; Wang, J.; Wang, P.; Xia, J. Influences of Pin Shape on a High Rotation Speed Friction Stir Welding Joint of a 6061-T6 Aluminum Alloy Sheet. Metals 2018, 8, 987. [Google Scholar] [CrossRef]
- Palanivel, R.; Koshy Mathews, P.; Murugan, N. Influences of Tool Pin Profile on the Mechanical and Metallurgical Prop-erties of Friction Stir Welding of Dissimilar Aluminum Alloy. Int. J. Eng. Sci. Technol. 2010, 2, 2109–2115. [Google Scholar]
- Aval, H.J.; Serajzadeh, S.; Kokabi, A.H.; Loureiro, A. Effect of tool geometry on mechanical and microstructural behaviours in dissimilar friction stir welding of AA 5086—AA 6061. Sci. Technol. Weld Join. 2011, 16, 597–604. [Google Scholar] [CrossRef]
- Xu, W.; Liu, J.; Zhu, H. Analysis of residual stresses in thick aluminum friction stir welded butt joints. Mater. Des. 2011, 32, 2000–2005. [Google Scholar] [CrossRef]
- Sinhmar, S.; Dwivedi, D.K. Investigation of mechanical and corrosion behavior of friction stir weld joint of aluminium alloy. Mater. Proc. 2019, 18, 4542–4548. [Google Scholar] [CrossRef]
- Astarita, A.; Tucci, F.; Silvestri, A.T.; Perrella, M.; Boccarusso, L.; Carlone, P. Dissimilar friction stir lap welding of AA2198 and AA7075 sheets: Forces, microstructure and mechanical properties. Int. J. Adv. Manuf. Technol. 2021, 117, 1045–1059. [Google Scholar] [CrossRef]
- Tucci, F.; Carlone, P.; Silvestri, A.T.; Parmar, H.; Astarita, A. Dissimilar friction stir lap welding of AA2198-AA6082: Process analysis and joint characterization. CIRP J. Manuf. Sci. Technol. 2021, 35, 753–764. [Google Scholar] [CrossRef]
- Aydin, H.; Tutar, M.; Durmuş, A.; Bayram, A.; Sayaca, T. Effect of Welding Parameters on Tensile Properties and Fatigue Behavior of Friction Stir Welded 2014-T6 Aluminum Alloy. Trans. Indian Inst. Met. 2011, 65, 21–30. [Google Scholar] [CrossRef]
- Dewangan, S.K.; Tripathi, M.K.; Manoj, M.K. Effect of WSs on microstructure and mechanical properties of dissimilar friction stir welding of AA7075 and AA5083 alloy. Mater. Today Proc. 2019, 27, 2713–2717. [Google Scholar] [CrossRef]
- Jia, H.; Wu, K.; Sun, Y.; Hu, F.; Chen, G. Evaluation of Axial Force, Tool Torque and Weld Quality of Friction Stir Welded Dissimilar 6061/5083 Aluminum Alloys. CIRP J. Manuf. Sci. Technol. 2022, 37, 267–277. [Google Scholar] [CrossRef]
- Anandan, B.; Manikandan, M. Effect of Welding Speeds on the Metallurgical and Mechanical Property Characterization of Friction Stir Welding between Dissimilar Aerospace Grade 7050 T7651-2014A T6 Aluminium Alloys. Mater. Today Commun. 2023, 35, 106246. [Google Scholar] [CrossRef]
- Dimov, N.; Weisz-Patrault, D.; Tanguy, A.; Sapanathan, T.; Benoist, J.; Charkaluk, E.; Simar, A. Strain and Damage Analysis Using High Resolution Digital Image Correlation in the Stir Zone of an AA6061-AA7075 Dissimilar Friction Stir Weld. Mater. Today Commun. 2023, 34, 105359. [Google Scholar] [CrossRef]
- Khan, N.Z.; Bajaj, D.; Siddiquee, A.N.; Khan, Z.A.; Abidi, M.H.; Umer, U.; Alkhalefah, H. Investigation on Effect of Strain Rate and Heat Generation on Traverse Force in FSW of Dissimilar Aerospace Grade Aluminium Alloys. Materials 2019, 12, 1641. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, M.M.Z.; Ataya, S.; El-Sayed Seleman, M.M.; Ammar, H.R.; Ahmed, E. Friction Stir Welding of Similar and Dissimilar AA7075 and AA5083. J. Mater. Process. Technol. 2017, 242, 77–91. [Google Scholar] [CrossRef]
- Alemdar, A.S.A.; Jalal, S.R.; Mulapeer, M.M.S. Influence of Friction Stir Welding Process on the Mechanical Characteristics of the Hybrid Joints AA2198-T8 to AA2024-T3. Adv. Mater. Sci. Eng. 2022, 2022, 7055446. [Google Scholar] [CrossRef]
- Sindhuja, M.; Neelakrishnan, S.; Davidson, B.S. Effect of Welding Parameters on Mechanical Properties of Friction Stir Welding of Dissimilar Metals—A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1185, 012019. [Google Scholar] [CrossRef]
- Ramamoorthi, R.; Yuvaraj, K.P.; Gokul, C.; Eashwar, S.J.; Arunkumar, N.; Abith Tamil Dheen, S. An Investigation of the Impact of Axial Force on Friction Stir-Welded AA5086/AA6063 on Microstructure and Mechanical Properties Butt Joints. Mater. Today Proc. 2021, 37, 3159–3163. [Google Scholar] [CrossRef]
- Srinivasan, R.; Ramesh, A.; Athithanambi, A. Effect of Axial Force on Microstructure and Mechanical Properties of Friction Stir Welded Squeeze Cast A413 Aluminium Alloy. Mater. Today Proc. 2018, 5, 13486–13494. [Google Scholar] [CrossRef]
- Venu, B.; BhavyaSwathi, I.; Raju, L.S.; Santhanam, G. A Review on Friction Stir Welding of Various Metals and Its Variables. Mater. Today Proc. 2019, 18, 298–302. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V.; Valliappan, M. Influences of Tool Pin Profile and Axial Force on the Formation of Friction Stir Processing Zone in AA6061 Aluminium Alloy. Int. J. Adv. Manuf. Technol. 2008, 38, 285–295. [Google Scholar] [CrossRef]
- Jayaraman, M.; Sivasubramanian, R.; Balasubramanian, V.; Babu, S. Influences of Process Parameters on Tensile Strength of Friction Stir Welded Cast A319 Aluminium Alloy Joints. Met. Mater. Int. 2009, 15, 313–320. [Google Scholar] [CrossRef]
- Palanivel, R.; Mathews, P.K.; Balakrishnan, M.; Dinaharan, I.; Murugan, N. Effect of Tool Pin Profile and Axial Force on Tensile Behavior in Friction Stir Welding of Dissimilar Aluminum Alloys. Adv. Mater. Res. 2011, 415–417, 1140–1146. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M. The Influence of the Tool Tilt Angle on the Heat Generation and the Material Behavior in Friction Stir Welding (FSW). Metals 2022, 12, 1837. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Effect of the Tool Tilt Angle on the Heat Generation and the Material Flow in Friction Stir Welding. Metals 2018, 9, 28. [Google Scholar] [CrossRef]
- Di Bella, G.; Alderucci, T.; Favaloro, F.; Borsellino, C. Effect of Tool Tilt Angle on Mechanical Resistance of AA6082/AA5083 Friction Stir Welded Joints for Marine Applications. In Proceedings of the 16th CIRP Conference on Intelligent Computation in Manufacturing Engineering, CIRP ICME ’22, Naples, Italy, 13–15 July 2022. [Google Scholar]
- Yuvaraj, K.P.; Ashoka Varthanan, P.; Haribabu, L.; Madhubalan, R.; Boopathiraja, K.P. Optimization of FSW Tool Parameters for Joining Dissimilar AA7075-T651 and AA6061 Aluminium Alloys Using Taguchi Technique. Mater. Today Proc. 2021, 45, 919–925. [Google Scholar] [CrossRef]
- Kunnathur Periyasamy, Y.; Perumal, A.V.; Kunnathur Periyasamy, B. Influence of Tool Shoulder Concave Angle and Pin Profile on Mechanical Properties and Microstructural Behaviour of Friction Stir Welded AA7075-T651 and AA6061 Dissimilar Joint. Trans. Indian Inst. Met. 2019, 72, 1087–1109. [Google Scholar] [CrossRef]
- Fuller, C.B. Friction Stir Tooling: Tool Materials and Designs. In Friction Stir Welding and Processing; Mishra, R.S., Mahoney, M.W., Eds.; Springer: Cham, Switzerland, 2007. [Google Scholar]
- Sunnapu, C.; Kolli, M. Tool Shoulder and Pin Geometry’s Effect on Friction Stir Welding: A Study of Literature. Mater. Today Proc. 2021, 39, 1565–1569. [Google Scholar] [CrossRef]
- Maji, P.; Karmakar, R.; Kanti Nath, R.; Paul, P. An Overview on Friction Stir Welding/Processing Tools. Mater. Today Proc. 2022, 58, 57–64. [Google Scholar] [CrossRef]
- Muthu Vaidyanathan, R.; Sivaraman, N.; Patel, M.; Woldegioris, M.M.; Atiso, T.A. A Review on the Effects of Shoulder Diameter to Pin Diameter (D/d) Ratio on Friction Stir Welded Aluminium Alloys. Mater. Today Proc. 2021, 45, 4792–4798. [Google Scholar] [CrossRef]
- Chandana, R.; Saraswathamma, K. Impact of Tool Pin Profiles in Friction Stir Welding Process-A Review. Mater. Today Proc. 2023, 76, 602–606. [Google Scholar] [CrossRef]
- Azmal Hussain, M.; Zaman Khan, N.; Noor Siddiquee, A.; Akhtar Khan, Z. Effect of Different Tool Pin Profiles On The Joint Quality Of Friction Stir Welded AA 6063. Mater. Today Proc. 2018, 5, 4175–4182. [Google Scholar]
- Arora, A.; De, A.; DebRoy, T. Toward Optimum Friction Stir Welding Tool Shoulder Diameter. Scr. Mater. 2011, 64, 9–12. [Google Scholar] [CrossRef]
- Ramanjaneyulu, K.; Madhusudhan Reddy, G.; Venugopal Rao, A.; Markandeya, R. Structure-Property Correlation of AA2014 Friction Stir Welds: Role of Tool Pin Profile. J. Mater. Eng. Perform. 2013, 22, 2224–2240. [Google Scholar] [CrossRef]
- Thomas, W.M.; Johnson, K.I.; Wiesner, C.S. Friction Stir Welding—Recent Developments in Tool and Process Technologies. Adv. Eng. Mater. 2003, 5, 485–490. [Google Scholar] [CrossRef]
- Vijayavel, P.; Balasubramanian, V.; Sundaram, S. Effect of Shoulder Diameter to Pin Diameter (D/d) Ratio on Tensile Strength and Ductility of Friction Stir Processed LM25AA-5% SiCp Metal Matrix Composites. Mater. Des. 2014, 57, 1–9. [Google Scholar] [CrossRef]
- Sahlot, P.; Jha, K.; Dey, G.K.; Arora, A. Wear-Induced Changes in FSW Tool Pin Profile: Effect of Process Parameters. Metall. Mater. Trans. A 2018, 49, 2139–2150. [Google Scholar] [CrossRef]
- Goel, P.; Siddiquee, A.N.; Khan, N.Z.; Hussain, M.A.; Khan, Z.A.; Abidi, M.H.; Al-Ahmari, A. Investigation on the Effect of Tool Pin Profiles on Mechanical and Microstructural Properties of Friction Stir Butt and Scarf Welded Aluminium Alloy 6063. Metals 2018, 8, 74. [Google Scholar] [CrossRef]
- Patel, V.V.; Badheka, V.; Kumar, A. Friction Stir Processing as a Novel Technique to Achieve Superplasticity in Aluminum Alloys: Process Variables, Variants, and Applications. Metallogr. Microstruct. Anal. 2016, 5, 278–293. [Google Scholar] [CrossRef]
- Patel, V.V.; Badheka, V.; Kumar, A. Effect of polygonal pin profiles on friction stir processed superplasticity of AA7075 alloy. J. Mater. Process. Technol. 2017, 240, 68–76. [Google Scholar] [CrossRef]
- Patel, V.V.; Badheka, V.J.; Kumar, A. Influence of Pin Profile on the Tool Plunge Stage in Friction Stir Processing of Al–Zn–Mg–Cu Alloy. Trans. Indian Inst. Met. 2016, 70, 1151–1158. [Google Scholar] [CrossRef]
- Meilinger, Á.; Török, I. The Importance of Friction Stir Welding Tool. Prod. Process. Syst. 2013, 6, 25–34. [Google Scholar]
- Joshi, S.K.; Gandhi, J.D. Influence of Tool Shoulder Geometry on Friction Stir Welding: A Literature Review. In Proceedings of the 2nd International Conference on Multidisciplinary Research & Practice, Gujarat, India, 24 December 2015; pp. 261–264. [Google Scholar]
- Verma, S.; Kumar, V. Optimization of Friction Stir Welding Parameters of Dissimilar Aluminium Alloys 6061 and 5083 by Using Response Surface Methodology. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2021, 235, 7009–7020. [Google Scholar] [CrossRef]
- Azmi, M.H.; Hasnol, M.Z.; Zaharuddin, M.F.A.; Sharif, S.; Rhee, S. Effect of Tool Pin Profile on Friction Stir Welding of Dissimilar Materials AA5083 and AA7075 Aluminium Alloy. Arch. Metall. Mater. 2022, 67, 465–470. [Google Scholar] [CrossRef]
- Balamurugan, S.; Jayakumar, K.; Anbarasan, B.; Rajesh, M. Effect of Tool Pin Shapes on Microstructure and Mechanical Behaviour of Friction Stir Welding of Dissimilar Aluminium Alloys. Mater. Today Proc. 2023, 72, 2181–2185. [Google Scholar] [CrossRef]
- Sambasivam, S.; Gupta, N.; Saeed jassim, A.; Singh, D.P.; Kumar, S.; Mohan Giri, J.; Gupta, M. A Review Paper of FSW on Dissimilar Materials Using Aluminum. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Kumar, K.K.; Kumar Aand Sundar, S. Investigation of Microstructure Characteristics and Work Hardening Behaviour of WaterCooled FSW Dissimilar Aluminium Alloys. Mater. Today Commun. 2023, 35, 105857. [Google Scholar] [CrossRef]
- Kryukov, I.; Schüddekopf, S.; Böhm, S.; Mund, M.; Kreling, S.; Dilger, K. Non-Destructive Online-Testing Method for Friction Stir Welding Using Infrared Thermography. In Proceedings of the 19th World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016. [Google Scholar]
- Shine, K.; Jayakumar, K. Effect of Tool Pin Profile on the Mechanical and Microstructural Properties of Dissimilar Friction Stir Welded AA5083-H111 and AA6061-T6 Aluminium Alloys. J. Chin. Inst. Eng. 2022, 45, 227–236. [Google Scholar]
- Stephen Leon, J.; Essadiqi, E.; Lakshmanan, T.; Ravi, R.; Selvaraj, M. Numerical Modeling of Thermal Field during Friction Stir Welding Using Tool with Polygonal Pin Profile. J. Phys. Conf. Ser. 2021, 2054, 012006. [Google Scholar] [CrossRef]
- Tiwan; Ilman, M.N.; Kusmono; Sehono. Microstructure and Mechanical Performance of Dissimilar Friction Stir Spot Welded AA2024-O/AA6061-T6 Sheets: Effects of Tool Rotation Speed and Pin Geometry. Int. J. Lightweight Mater. Manuf. 2023, 6, 1–14. [Google Scholar] [CrossRef]
- Mehta, K.P.; Badheka, V.J. Effects of Tool Pin Design on Formation of Defects in Dissimilar Friction Stir Welding. Procedia Technol. 2016, 23, 513–518. [Google Scholar] [CrossRef]
- Palani, K.; Elanchezhian, C.; Vijaya Ramnath, B.; Bhaskar, G.B.; Naveen, E. Effect of Pin Profile and Rotational Speed on Microstructure and Tensile Strength of Dissimilar AA8011, AA01-T6 Friction Stir Welded Aluminum Alloys. Mater. Today Proc. 2018, 5, 24515–24524. [Google Scholar] [CrossRef]
- Raturi, M.; Garg, A.; Bhattacharya, A. Joint Strength and Failure Studies of Dissimilar AA6061-AA7075 Friction Stir Welds: Effects of Tool Pin, Process Parameters and Preheating. Eng. Fail. Anal. 2019, 96, 570–588. [Google Scholar] [CrossRef]
- Raturi, M.; Bhattacharya, A. Appraising Tool Wear during Secondary Heating Assisted Dissimilar Friction Stir Welding between 6061 and 7075 Aluminium Alloys. Mater. Trans. 2023, 64, 485–491. [Google Scholar] [CrossRef]
- Mehta, M.; Reddy, G.M.; Rao, A.V.; De, A. Numerical Modeling of Friction Stir Welding Using the Tools with Polygonal Pins. Def. Technol. 2015, 11, 229–236. [Google Scholar] [CrossRef]
- Krishna, M.; Udaiyakumar, K.C.; Mohan Kumar, D.K.; Mohammed Ali, H. Analysis on Effect of Using Different Tool Pin Profile and Mechanical Properties by Friction Stir Welding on Dissimilar Aluminium Alloys Al6061 and Al7075. IOP Conf. Ser. Mater. Sci. Eng. 2018, 402, 012099. [Google Scholar] [CrossRef]
- El-Hafez, H.A.; El-Megharbel, A. Friction Stir Welding of Dissimilar Aluminum Alloys. World J. Eng. Technol. 2018, 6, 408–419. [Google Scholar] [CrossRef]
- Abd El-Hafez, H. Mechanical Properties and Welding Power of Friction Stirred AA2024-T35 Joints. J. Mater. Eng. Perform. 2011, 20, 839–845. [Google Scholar] [CrossRef]
- Kumar, N.; Monga, I.; Kumar, M. An Experimental Investigation to Find out the Effect of Different Pin Profile Tools on AA 6061 T6 and AA 2014 T4 with Friction Stir Welding. Int. J. Technol. Res. Eng. 2015, 2, 1622–1625. [Google Scholar]
- Battina, N.M.; Vanthala, V.S.P.; Chirala, H.K. Influence of Tool Pin Profile on Mechanical and Metallurgical Behavior of Friction Stir Welded AA6061-T6 and AA2017-T6 Tailored Blanks. Eng. Res. Express 2021, 3, 035026. [Google Scholar] [CrossRef]
- Jayaprakash, S.; Siva Chandran, S.; Sathish, T.; Gugulothu, B.; Ramesh, R.; Sudhakar, M.; Subbiah, R. Effect of Tool Profile Influence in Dissimilar Friction Stir Welding of Aluminium Alloys (AA5083 and AA7068). Adv. Mater. Sci. Eng. 2021, 2021, 7387296. [Google Scholar] [CrossRef]
- Sun, Y.; Liu, W.; Li, Y.; Gong, W.; Ju, C. The Influence of Tool Shape on Plastic Metal Flow, Microstructure and Properties of Friction Stir Welded 2024 Aluminum Alloy Joints. Metals 2022, 12, 408. [Google Scholar] [CrossRef]
- Khan, N.Z.; Siddiquee, A.N.; Khan, Z.A.; Shihab, S.K. Investigations on tunneling and kissing bond defects in FSW joints for dissimilar aluminum alloys. J. Alloys Compd. 2015, 648, 360–367. [Google Scholar] [CrossRef]
- Patel, V.V.; Li, W.; Vairis, A.; Badheka, V. Recent Development in Friction Stir Processing as a Solid-State Grain Refinement Technique: Microstructural Evolution and Property Enhancement. Crit. Rev. Solid State Mater. Sci. 2019, 44, 378–426. [Google Scholar] [CrossRef]
- Nakamura, T.; Obikawa, T.; Nishizaki, I.; Enomoto, M.; Fang, Z. Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O. Metals 2018, 8, 208. [Google Scholar] [CrossRef]
- Patel, V.V.; Badheka, V.; Kumar, A. Influence of Friction Stir Processed Parameters on Superplasticity of Al-Zn-Mg-Cu Alloy. Mater. Manuf. Process. 2015, 31, 1–10. [Google Scholar] [CrossRef]
- Fadaeifard, F.; Matori, K.A.; Abd Aziz, S.; Zolkarnain, L.; Abdul Rahim, M.A.Z.B. Effect of the Welding Speed on the Macrostructure, Microstructure and Mechanical Properties of AA6061-T6 Friction Stir Butt Welds. Metals 2017, 7, 48. [Google Scholar] [CrossRef]
- Niu, P.; Li, W.Y.; Vairis, A.; Chen, D.L. Cyclic deformation behavior of friction-stir-welded dissimilar AA5083-to-AA2024 joints: Effect of microstructure and loading history. Mater. Sci. Eng. A 2019, 744, 145–153. [Google Scholar] [CrossRef]
- Ji, S.D.; Xing, J.; Yue, Y.; Ma, Y.; Zhang, L.; Gao, S. Design of friction stir welding tool for avoiding root flaws. Materials 2013, 6, 5870–5877. [Google Scholar] [CrossRef]
- Wan, L.; Guo, W.; Lv, S.; Feng, J. Mechanical properties and microstructure of 6082-T6 aluminum alloy joints by self-support friction stir welding. J. Mater. Sci. Technol. 2014, 30, 1243–1250. [Google Scholar] [CrossRef]
- Liu, L.; Yang, K.; Yan, D. Refill Friction Stir SpotWelding of Dissimilar 6061/7075 Aluminum Alloy. High Temp. Mater. Process. 2019, 39, 69–75. [Google Scholar]
- Tra, H.M.; Okazaki, M.; Suzuki, K. Fatigue crack propagation behavior in friction stir welding of AA6063-T5: Roles of residual stress and microstructure. Int. J. Fatigue 2012, 43, 23–29. [Google Scholar] [CrossRef]
- Kafali, H.; AY, N. Mechanical Properties of 6013-T6 Aluminium Alloy Friction Stir Welded Plate. In Proceedings of the 13th International Conference on Aerospace Sciences & Aviation Technology, ASAT-13, Cairo, Egypt, 26–28 May 2009; p. ASAT–13-MS-14. [Google Scholar]
- Saleh, A.A. Joining of AA2014 and AA5059 dissimilar aluminium alloys by Friction Stir Welding. J. Achiev. Mater. Manuf. Eng. 2019, 91, 15–20. [Google Scholar] [CrossRef]
- Venkateswarlu, D.; Cheepu, M.; Mahapatra, M.M. Analysing the Friction Stir Welded Joints of AA2219 Al-Cu Alloy in Different Heat-Treated-State. In Proceedings of the International Conference on Recent Advances in Materials, Mechanical and Civil Engineering, Hyderabad, India, 1–2 June 2017; Volume 330, p. 012074. [Google Scholar]
- Kollapuri, T.; Manoharan, M.; Sadayan, R.B.; Sajja, R.K.R. A Study on the Corrosion Behaviour of Aluminium Alloy 2014 T-651 Friction Stir Welds Using Stress Corrosion Cracking. In Proceedings of the ASME 2015 International Mechanical Engineering Congress and Exposition, Houston, Texas, USA, 13–19 November 2015; Emerging Technologies; Safety Engineering and Risk Analysis; Materials: Genetics to Structures. Volume 14, p. V014T11A004. [Google Scholar]
- Tan, Y.B.; Wang, X.M.; Ma, M.; Zhang, J.X.; Liu, W.C.; Fu, R.; Xiang, S. A study on microstructure and mechanical properties of AA 3003 aluminum alloy joints by underwater friction stir welding. Mater. Charact. 2017, 127, 41–52. [Google Scholar] [CrossRef]
- Deng, Y.L.; Deng, S.H.; Ye, L.Y.; Lin, S.; Sun, L.; Ji, H. Effects of post-weld heat treatment on microstructures and mechanical properties of AA7204-T4 aluminum alloy FSW joint. J. Mater. Eng. 2020, 48, 131–138. [Google Scholar]
- Unfried-Silgado, J.; Rodriguez, J.; Torres, A.; Carrasco, J. Effects of shoulder geometry of tool on microstructure and mechanical properties of friction stir welded joints of AA1100 aluminum alloy. DYNA 2017, 84, 202–208. [Google Scholar] [CrossRef]
- Guo, J.F.; Chen, H.C.; Sun, C.N.; Bi, G.; Sun, Z.; Wei, J. Friction stir welding of dissimilar materials between AA6061 and AA7075 Al alloys effects of process parameters. Mater. Des. 2014, 56, 185–192. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kurihara, Y.; Kokawa, H. Microstructural characteristics of dissimilar butt friction stir welds of AA7075 and AA2024. In Proceedings of the 6th Int. FSW Symp., Saint-Sauveur, Quebec, QC, Canada, 10–13 October 2006. TWI, CD-ROM. [Google Scholar]
- da Silva, A.A.M.; Arruti, E.; Janeiro, G.; Aldanondo, E.; Alvarez, P.; Echeverria, A. Material flow and mechanical behaviour of dissimilar AA2024-T3 and AA7075-T6 aluminium alloys friction stir welds. J. Mater. Des. 2011, 32, 2021–2027. [Google Scholar] [CrossRef]
- Khan, N.Z.; Siddiquee, A.N.; Zahid, A.; Khan, Z.A.; Mukhopadhyay, A.K. Mechanical and microstructural behavior of friction stir welded similar and dissimilar sheets of AA2219 and AA7475 aluminium alloys. J. Alloys Compd. 2017, 695, 2902–2908. [Google Scholar] [CrossRef]
- Abidi, M.H.; Ali, N.; Ibrahimi, H.; Anjum, S.; Bajaj, D.; Siddiquee, A.N.; Alkahtani, M.; Rehman, A.U. T-FSW of Dissimilar Aerospace Grade Aluminium Alloys: Influence of Second Pass on Weld Defects. Metals 2020, 10, 525. [Google Scholar] [CrossRef]
- Albannai, A.I. Review The Common Defects In Friction Stir Welding. Int. J. Sci. Technol. Res. 2020, 9, 318–329. [Google Scholar]
- Yan, J.; Xu, Z.; Li, Z.; Li, L.; Yang, S. Microstructure characteristics and performance of dissimilar welds between magnesium alloy and aluminum formed by friction stirring. Scr. Mater. 2005, 53, 585–589. [Google Scholar] [CrossRef]
- Esmaeili, A.; Rajani, H.Z.; Sharbati, M.; Givi, M.B.; Shamanian, M. The role of rotation speed on intermetallic compounds formation and mechanical behavior of friction stir welded brass/aluminum 1050 couple. Intermetallics 2011, 19, 1711–1719. [Google Scholar] [CrossRef]
- Mehta, K.P.; Badheka, V.J. A review on dissimilar friction stir welding of copper to aluminum: Process, properties, and variants. Mater. Manuf. Process. 2016, 31, 233–254. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Zhou, N.; Song, D.; Qi, W.; Li, X.; Zou, J.; Attallah, M.M. Influence of the kissing bond on the mechanical properties and fracture behaviour of AA5083- H112 friction stir welds. Mater. Sci. Eng. A 2018, 719, 12–20. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.; Ni, D.; Ma, Z. Enhanced mechanical properties of friction stir welded dissimilar Al–Cu joint by intermetallic compounds. Mater. Sci. Eng. A 2010, 527, 5723–5727. [Google Scholar] [CrossRef]
- Chitturi, V.; Pedapati, S.; Awang, M. Challenges in dissimilar friction stir welding of aluminum 5052 and 304 stainless steel alloys. Mater. Werkst. 2020, 51, 811–816. [Google Scholar] [CrossRef]
- Mahto, R.P.; Kumar, R.; Pal, S.K. Characterizations of weld defects, intermetallic compounds and mechanical properties of friction stir lap welded dissimilar alloys. Mater. Charact. 2020, 160, 110115. [Google Scholar] [CrossRef]
- Galvão, I.; Loureiro, A.; Verdera, D.; Gesto, D.; Rodrigues, D.M. Influence of tool offsetting on the structure and morphology of dissimilar aluminum to copper friction-stir welds. Metall. Mater. Trans. A 2012, 43, 5096–5105. [Google Scholar] [CrossRef]
- Xue, P.; Ni, D.; Wang, D.; Xiao, B.; Ma, Z. Effect of friction stir welding parameters on the microstructure and mechanical properties of the dissimilar Al–Cu joints. Mater. Sci. Eng. A 2011, 528, 4683–4689. [Google Scholar] [CrossRef]
- Liu, H.; Zhao, Y.; Su, X.; Yu, L.; Hou, J. Microstructural characteristics and mechanical properties of friction stir spot welded 2A12-T4 aluminum alloy. Adv. Mater. Sci. Eng. 2013, 2013, 719306. [Google Scholar] [CrossRef]
- Taheri, H.; Kilpatrick, M.; Norvalls, M.; Harper, W.J.; Koester, L.W.; Bigelow, T.; Bond, L.J. Investigation of nondestructive testing methods for friction stir welding. Metals 2019, 9, 624. [Google Scholar] [CrossRef]
- Morikawa, K.; Kawai, G.; Ochi, H.; Yamamoto, Y.; Suga, Y. Strength of 2017 aluminium alloy stud joints by friction welding. Weld. Int. 2013, 27, 18–23. [Google Scholar] [CrossRef]
- Dixit, S. Hardness Testing of Friction Stir Welded AA 1200 Aluminium Alloy. IJMSE 2017, 8, 17–21. [Google Scholar]
- Attah, B.I.; Lawal, S.A.; Akinlabi, E.T.; Bala, K.C. Evaluation of mechanical properties of dissimilar aluminium alloys during friction stir welding using tapered tool. Cogent Eng. 2021, 8, 1909520. [Google Scholar] [CrossRef]
- Jassim, A.K.; Al-Subar, R.K. Studying the Possibility to Weld AA1100 Aluminum Alloy by Friction Stir Spot Welding. World Acad. Sci. Eng. Technol. Int. J. Mater. Metall. Eng. 2017, 11, 10008041. [Google Scholar]
- Senapati, N.P.; Bhoi, R.K. Improving the Strength of Friction-Stir-Welded Joints of AA1100 Alloy. J. Mater. Eng. Perform. 2021, 30, 510–521. [Google Scholar] [CrossRef]
- Joseph, M.G.; Shaji, J.; Francis, M.J.; Raghavan, A.; Shunmugesh, K. Measurement of Tensile Properties and Hardness of Friction Stir Welded Aluminium Alloy AA1200. Mater. Today Proc. 2020, 24, 1987–1993. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kurihara, Y.; Park, S.H.C.; Kokawa, H.; Tsuji, N. Friction stir welding of ultrafine grained Al alloy 1100 produced by accumulative roll-bonding. Scr. Mater. 2004, 50, 57–60. [Google Scholar] [CrossRef]
- Jannet, S.; Mathews, K.; Raja, R. Comparative investigation of friction stir welding and fusion welding of 6061 T6-5083 O aluminum alloy based on mechanical properties and microstructure. Bull. Pol. Acad. Sci. Tech. Sci. 2014, 62, 791–795. [Google Scholar] [CrossRef]
- Dolatkhah, A.; Golbabaei, P.; Besharati Givi, M.K.; Molaiekiya, F. Investigating effects of process parameters on microstructural and mechanical properties of Al5052/SiC metal matrix composite fabricated via friction stir processing. Mater. Des. 2012, 37, 458–464. [Google Scholar] [CrossRef]
- Bahrami, M.; Dehghani, K.; Givi, M.K.B. A novel approach to develop aluminum matrix nano-composite employing friction stir welding technique. Mater. Des. 2014, 53, 217–225. [Google Scholar] [CrossRef]
- Pantelis, D.I.; Karakizis, P.N.; Daniolos, N.M.; Charitidis, C.A.; Koumoulos, E.P.; Dragatogiannis, D.A. Microstructural study and mechanical properties of dissimilar friction stir welded AA5083-H111 and AA6082-T6 reinforced with SiC nanoparticles. Mater. Manuf. Process. 2016, 31, 264–274. [Google Scholar] [CrossRef]
- Dragatogiannis, D.A.; Koumoulos, E.P.; Kartsonakis, I.A.; Pantelis, D.I.; Karakizis, P.N.; Charitidis, C.A. Dissimilar Friction Stir Welding Between 5083 and 6082 Al Alloys Reinforced With TiC Nanoparticles. Mater. Manuf. Process. 2016, 31, 2101–2114. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Prashanth, K.G.; Bartusch, B.; Surreddi, K.B.; Murty, B.S.; Eckert, J. Mechanical properties of Al-based metal matrix composites reinforced with Zr-based glassy particles produced by powder metallurgy. Acta Mater. 2009, 57, 2029–2039. [Google Scholar] [CrossRef]
- Moradi, M.M.; Jamshidi, A.H.; Jamaati, R. Effect of tool pin geometry and weld pass number on microstructural, natural aging and mechanical behaviour of SiC-incorporated dissimilar friction-stir-welded aluminium alloys. Sadhana-Acad. Proc. Eng. Sci. 2019, 44, 1–9. [Google Scholar] [CrossRef]
- Prabhu, S.; Sri, M.N.S.; Anusha, P.; Saravanan, G.; Kannan, K.; Manickam, S. Improvement of Mechanical Behavior of FSW Dissimilar Aluminum Alloys by Postweld Heat Treatments. In Advances in Materials Science and Engineering (Hindawi); Adam House: London, UK, 2022; p. 3608984. [Google Scholar]
- Yang, X.; Meng, T.; Su, Y.; Qi, Z.; Wu, D.; Vairis, A.; Li, W. Study on relieving residual stress of friction stir welded joint of 2219 aluminum alloy using cold spraying. Mater. Charact. 2023, 206, 113417. [Google Scholar] [CrossRef]
- van der Stelt, A.A.; Bor, T.C.; Geijselaers, H.J.M.; Akkerman, R.; van den Boogaard, A.H. Cladding of Advanced Al Alloys Employing Friction Stir Welding. Key Eng. Mater. 2013, 554–557, 1014–1021. [Google Scholar] [CrossRef]
- Lacki, P.; Wieckowski, W.; Luty, G.; Wieczorek, P.; Motyka, M. Evaluation of usefulness of AlCrN coatings for increased life of tools used in friction stir welding (FSW) of sheet aluminum alloy. Materials 2020, 13, 4124. [Google Scholar] [CrossRef]
- Prasad Rao, K.; Janaki Ram, G.D.; Stucker, B.E. Improvement in corrosion resistance of friction stir welded aluminum alloys with micro arc oxidation coatings. Scr. Mater. 2008, 58, 998–1001. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Y.; Gao, W.; Wang, D.; Chen, S.; Luan, J. A newly designed NiP duplex coating on friction stir welding joint of 6061-T6 aluminum. Surf. Coat. Technol. 2022, 448, 128940. [Google Scholar] [CrossRef]
- Ehiasarian, A.; Purandare, Y.; Sugumaran, A.; Hovsepian, P.; Hatto, P.; De Backer, J. Improving the Quality of Friction Stir Welds in Aluminium Alloys. Coatings 2021, 11, 539. [Google Scholar] [CrossRef]
- Kulekci, M.K.; Esme, U.; Er, O.; Kazançoğlu, Y. Modeling and prediction of weld shear strength in friction stir spot welding using design of experiments and neural network. Mater. Werkst. 2011, 42, 990–995. [Google Scholar] [CrossRef]
- Scotchmer, N.; Chan, K. What’s New for Welding Aluminum in the Auto Industry. Weld. J. 2012, 91, 34–37. [Google Scholar]
- Kulekci, M.K. Effects of Process Parameters on Tensile Shear Strength of Friction Stir Spot Welded Aluminium Alloy (EN AW 5005). Arch. Metal. Mater. 2014, 59, 221–224. [Google Scholar] [CrossRef]
- Hinrichs, J.F.; Smith, C.B.; Orsini, B.F.; DeGeorge, R.J.; Smale, B.J.; Ruehl, P.C. Friction stir welding for the 21st century automotive industry. In Proceedings of the 5th International Symposium on Friction Stir Welding, Metz, France, 14–16 September 2004; The Welding Institute: Metz, France, 2004. [Google Scholar]
- Praveen, P.; Yarlagadda, P.K.D.V. Meeting challenges in welding of aluminum alloys through pulse gas metal arc welding. J. Mater. Process. Technol. 2005, 164–165, 1106–1112. [Google Scholar] [CrossRef]
- Lewise, K.A.S.; Dhas, J.E.R.; Pandiyarajan, R. Optimising aluminium 2024/7075 friction stir welded joints. Adv. Mater. Process. Technol. 2022, 8, 4579–4597. [Google Scholar]
- Borah, M.J.; Rajbongshi, S.K.; Saha, N.; Buddhi, D. Friction stir spot welding process: An innovative approach for transforming from engineering design to production. Int. J. Interact. Des. Manuf. 2023, 17, 2259–2270. [Google Scholar] [CrossRef]
- Suresh, S.; Elango, N.; Venkatesan, K.; Lim, W.H.; Palanikumar, K.; Rajesh, S. Sustainable friction stir spot welding of 6061-T6 aluminium alloy using improved non-dominated sorting teaching learning algorithm. J. Mater. Res. Technol. 2020, 9, 11650–11674. [Google Scholar] [CrossRef]
- Zhu, Z.; Li, Y.; Zhang, M.; Hui, C. Effects of stress concentration on the fatigue strength of 7003-T5 aluminum alloy butt joints with weld reinforcement. Int. J. Mod. Phys. B 2015, 29, 1540023. [Google Scholar] [CrossRef]
- Sangduang, W.; Wattanathum, P.; Eidhed, K. The Study on welding Effect and Porosity Distribution of 5154 Aluminum Alloys by Gas Metal Arc Welding (GMAW). Thai Ind. Eng. Netw. J. 2020, 6, 59–67. [Google Scholar]
- Ramaswamy, A.; Malarvizhi, S.; Balasubramanian, V. Effect of variants of gas metal arc welding process on tensile properties of AA6061-T6 aluminium alloy joints. Int. J. Adv. Manuf. Technol. 2020, 108, 2967–2983. [Google Scholar] [CrossRef]
- Mercan, E.; Ayan, Y.; Kahraman, N. Microstructure and Mechanical Properties of Aluminum Alloys AA5754 and AA6013 Joined by GMAW (Gas Metal Arc Welding) Method. Pamukkale Univ. J. Eng. Sci. 2020, 26, 82–87. [Google Scholar]
- Kaushal, C.; Sharma, L. To Determine Effects of Gas Metal Arc Welding (GMAW) Parameters on Mechanical Properties of Aluminium Alloys. Int. J. Innov. Res. Sci. Eng. Technol. 2015, 4, 4564–4572. [Google Scholar]
- Çevik, B. Gas tungsten arc welding of 7075 aluminum alloy: Microstructure properties, impact strength, and weld defects. Mater. Res. Express. 2018, 5, 066540. [Google Scholar] [CrossRef]
- Jin, L.; Yang, Y.; Yao, P.; Chen, W.; Qian, Z.; Xue, J. Investigation of the Difference in the Pulse Current in the Double Pulsed Gas Metal Arc Welding of Aluminum Alloys. Materials 2022, 15, 2513. [Google Scholar] [CrossRef] [PubMed]
- Huang, L.; Hua, X.; Wu, D.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Microstructural characterization of 5083 aluminum alloy thick plates welded with GMAW and twin wire GMAW processes. Int. J. Adv. Manuf. Technol. 2017, 93, 1809–1817. [Google Scholar] [CrossRef]
- Kim, C.; Ahn, Y.; Lee, K.-B.; Kim, D. High-deposition-rate position welding of Al 5083 alloy for spherical-type liquefied natural gas tank. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 230, 818–824. [Google Scholar] [CrossRef]
- Rubino, F.; Tucci, F.; Caruso, S.; Umbrello, D.; Carlone, P. An integrated numerical approach to simulate the filler deposition and the shape distortions in gas metal arc welding. CIRP J. Manuf. Sci. Technol. 2023, 45, 26–34. [Google Scholar] [CrossRef]
- Arghode, V.; Kumar, A.; Sundarraj, S.; Dutta, P. Computational Modeling of GMAW Process for Joining Dissimilar Aluminum Alloys. Numer Heat Transf. PT A-APPL 2008, 53, 432–455. [Google Scholar] [CrossRef]
- Guo, H.; Hu, J.; Tsai, H.L. Formation of weld crater in GMAW of aluminum alloys. Int. J. Heat Mass Transf. 2009, 52, 5533–5546. [Google Scholar] [CrossRef]
- Du, W.; Sun, G.; Li, Y.; Chen, C. Process Optimization, Microstructure and Mechanical Properties of Wire Arc Additive Manufacturing of Aluminum Alloy by Using DP-GMAW Based on Response Surface Method. Materials 2023, 16, 5716. [Google Scholar] [CrossRef]
- Hernández, M.; Ambriz, R.R.; García, C.; Jaramillo, D. The Thermomechanical Finite Element Analysis of 3003-H14 Plates Joined by the GMAW Process. Metals 2020, 10, 708. [Google Scholar] [CrossRef]
- Yu, H.; Tong, Y. Magnetic pulse welding of aluminum to steel using uniform pressure electromagnetic actuator. Int. J. Adv. Manuf. Technol. 2017, 91, 2257–2265. [Google Scholar] [CrossRef]
- Drehmann, R.; Scheffler, C.; Winter, S.; Psyk, V.; Kräusel, V.; Lampke, T. Experimental and Numerical Investigations into Magnetic Pulse Welding of Aluminum Alloy 6016 to Hardened Steel 22MnB5. J. Manuf. Mater. Process. 2021, 5, 66. [Google Scholar] [CrossRef]
- Khalil, C.; Marya, S.; Racineux, G. Magnetic Pulse Welding and Spot Welding with Improved Coil Efficiency—Application for Dissimilar Welding of Automotive Metal Alloys. J. Manuf. Mater. Process. 2020, 4, 69. [Google Scholar] [CrossRef]
- Yan, Z.; Xiao, A.; Cui, X.; Guo, Y.; Lin, Y.; Zhang, L.; Zhao, P. Magnetic pulse welding of aluminum to steel tubes using a field-shaper with multiple seams. J. Manuf. Process. 2021, 65, 214–227. [Google Scholar] [CrossRef]
- Chen, S.; Han, Y.; Gong, W.; Yuan, Y.; Jiang, X. Mechanical properties and joining mechanism of magnetic pulse welding of aluminum and titanium. Int. J. Adv. Manuf. Technol. 2022, 120, 7115–7126. [Google Scholar] [CrossRef]
- Aizawa, T.; Kashani, M. Magnetic Pulse Welding (MPW) Method for Dissimilar Sheet Metal Joints. In Proceedings of the 57th Ann. Assembly of the Int. Institute of Welding (IIW), Osaka, Japan, 11–16 July 2004. [Google Scholar]
- Zhang, Y.; Babu, S.S.; Zhang, P.; Kenik, E.A.; Daehn, G.S. Microstructure characterisation of magnetic pulse welded AA6061-T6 by electron backscattered diffraction. Sci. Technol. Weld. Join. 2008, 13, 467–471. [Google Scholar] [CrossRef]
- Pereira, D.; Oliveira, J.P.; Pardal, T.; Miranda, R.M.; Santos, T.G. Magnetic pulse welding: Machine optimisation for aluminium tubular joints production. Sci. Technol. Weld. Join. 2018, 23, 172–179. [Google Scholar] [CrossRef]
- Okagawa, K.; Aizawa, T. Impact seam welding with magnetic pressure for aluminum sheets. Mater. Sci. Forum 2004, 465, 231–236. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Sapanathan, T. Interfacial kinematics and governing mechanisms under the influence of high strain rate impact conditions: Numerical computations of experimental observations. J. Mech. Phys. Solids 2016, 96, 147–161. [Google Scholar] [CrossRef]
- Liu, B.; Vivek, A.; Daehn, G.S. Use of Vaporizing Foil Actuator for Impact Welding of Aluminum Alloy Sheets with Steel and Magnesium Alloys. In Light Metals 2015; Springer: Cham, Switzerland, 2015. [Google Scholar]
- Vivek, A. Vaporizing foil actuator: A tool for collision welding. J. Mater. Process. Technol. 2013, 213, 2304–2311. [Google Scholar] [CrossRef]
- Hahn, M.; Weddeling, C.; Taber, G.; Vivek, A.; Daehn, G.S.; Tekkaya, E.A. Vaporizing foil actuator welding as a competing technology to magnetic pulse welding. J. Mater. Process. Technol. 2016, 230, 8–20. [Google Scholar] [CrossRef]
- Kapil, A. Aspects of Vaporizing Foil Actuator Welding for Practical Automotive Applications. PhD Thesis, The Ohio State University, Columbus, OH, USA, 2020. [Google Scholar]
- Kapil, A.; Lee, T.; Vivek, A.; Bockbrader, J.; Abke, T.; Daehn, G. Benchmarking strength and fatigue properties of spot impact welds. J. Mater. Process. Technol. 2018, 255, 219–233. [Google Scholar] [CrossRef]
- Nassiri, A.; Kinsey, B. Numerical studies on high-velocity impact welding: Smoothed particle hydrodynamics (SPH) and arbitrary Lagrangian–Eulerian (ALE). J. Manuf. Process. 2016, 24, 376–381. [Google Scholar] [CrossRef]
- Groche, P.; Becker, M. Process window acquisition for impact welding processes. Mater. Des. 2017, 118, 286–293. [Google Scholar] [CrossRef]
- Hansen, S.R.; Vivek, A.; Daehn, G.S. Impact Welding of Aluminum Alloys 6061 and 5052 by Vaporizing Foil Actuators: Heat-Affected Zone Size and Peel Strength. J. Manuf. Sci. Eng. 2015, 137, 051013. [Google Scholar] [CrossRef]
- Hansen, S.R.; Vivek, A.; Daehn, G.S. Control of Velocity, Driving Pressure, and Planarity During Flyer Launch with Vaporizing Foil Actuator. In Proceedings of the 6th International Conference on High Speed Forming, Daejeon, Korea, 27–29 March 2014; pp. 325–334. [Google Scholar]
- Meng, Z.; Su, S.; Mao, Y.; Vivek, A.; Huang, S.Y.; Hua, L.; Chen, S.; Daehn, G.S. Welding of 2024-7075 Aluminum Alloys and 5A06 Aluminum to Stainless Steel 321 by Vaporizing Foil Actuator. In Proceedings of the International Conference, Columbus, OH, USA, 14–16 May 2018. [Google Scholar]
- Lumley, R.N.; Morton, A.J.; O’Donnell, R.G.; Polmear, I.J. New heat treatments for age-hardenable aluminum alloys. Heat Treat. Prog. 2005, 5, 23–29. [Google Scholar]
- Fujita, T.; Hasegawa, K.; Mitao, S.; Niikura, M.; Koike, T.; Funakawa, M.; Yoshihara, N.; Ohori, K. A new paint-bake-hardenable aluminum alloy for auto body sheet applications. SAE Trans. 1995, 104, 667–672. [Google Scholar]
- Engler, O.; Myhr, O.R. Effect of Natural Ageing on Strength and Anisotropy in Aluminium Alloy AA 6005C. Mater. Sci. Forum. 2017, 877, 688–694. [Google Scholar] [CrossRef]
- Li, D.; Slater, C.; Cai, H.; Hou, X.; Li, Y.; Wang, Q. Joining Technologies for Aluminium Castings—A Review. Coatings 2023, 13, 958. [Google Scholar] [CrossRef]
- Li, H.; Liu, X.; Zhang, Y.; Ma, M.; Li, G.Y.; Senkara, J. Current Research and Challenges in Innovative Technology of Joining Dissimilar Materials for Electric Vehicles. In Proceedings of the 4th International Conference on Advanced High Strength Steel and Press Hardening (ICHSU2018), Hefei, China, 20–22 August 2018. [Google Scholar]
- Matsukage, T.; Sakurai, S.; Traui, T.; Iyota, M. Mechanical Properties of Resistance-Spot-Welded Joints of Aluminum Castings and Wrought Alloys. Eng. Proc. 2023, 43, 52. [Google Scholar] [CrossRef]
- Khodir, S.A.; Shibayanagi, T. Friction stir welding of dissimilar AA2024 and AA7075 aluminum alloys. Mater. Sci. Eng. B 2008. [Google Scholar] [CrossRef]
- Dragatogiannis, D.A.; Kollaros, D.; Karakizis, P.; Pantelis, D.; Lin, J.; Charitidis, C. Friction Stir Welding between 6082 and 7075 Aluminum Alloys Thermal Treated for Automotive Applications. Mater. Perform. Charact. 2019, 8, 571–589. [Google Scholar] [CrossRef]
- Venkateswarlu, D.; Nageswararao, P.; Mahapatra, M.M.; Harsha, S.P.; Mandal, N.R.; Venkateswarlu, D.; Nageswararao, P.; Mahapatra, M.M.; Mandal, N.R. Processing and Optimization of Dissimilar Friction Stir Welding of AA 2219 and AA 7039 Alloys. J. Mater. Eng. Perform. 2015, 24, 4809–4824. [Google Scholar] [CrossRef]
- Patel, M.M.; Badheka, V.J. A review on friction stir welding (FSW) process for dissimilar aluminium to steel metal systems. Weld. Int. 2024, 38, 91–115. [Google Scholar] [CrossRef]
- Mehta, K.; Astarita, A.; Carlone, P.; Gatta, R.D.; Vyas, H.; Vilaça, P.; Tucci, F. Investigation of exit-hole repairing on dissimilar aluminum-copper friction stir welded joints. J. Mater. Res. Technol. 2021, 13, 2180–2193. [Google Scholar] [CrossRef]
- Kvasnová, P.; Novák, D.; Novák, V. Laser Welding of Aluminium Alloys. Manufac-Turing Technol. 2017, 17, 892–898. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P.H. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Join. 2013, 18, 361–403. [Google Scholar] [CrossRef]
- Sobih, M.; Elseddig, Z. Chapter—Electron Beam Welding of Aluminum Alloys. In En-Cyclopedia of Aluminum and Its Alloys, 1st ed.; Totten, G.E., Tiryakioglu, M., Kessler, O., Eds.; Two-Volume Set (Print); CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Armao, F. Aluminum Workshop: Adding Weld Strength with Aging. 20 November 2014. Available online: https://www.thefabricator.com/thewelder/article/aluminumwelding/aluminum-workshop-adding-weld-strength-with-aging (accessed on 15 April 2024).

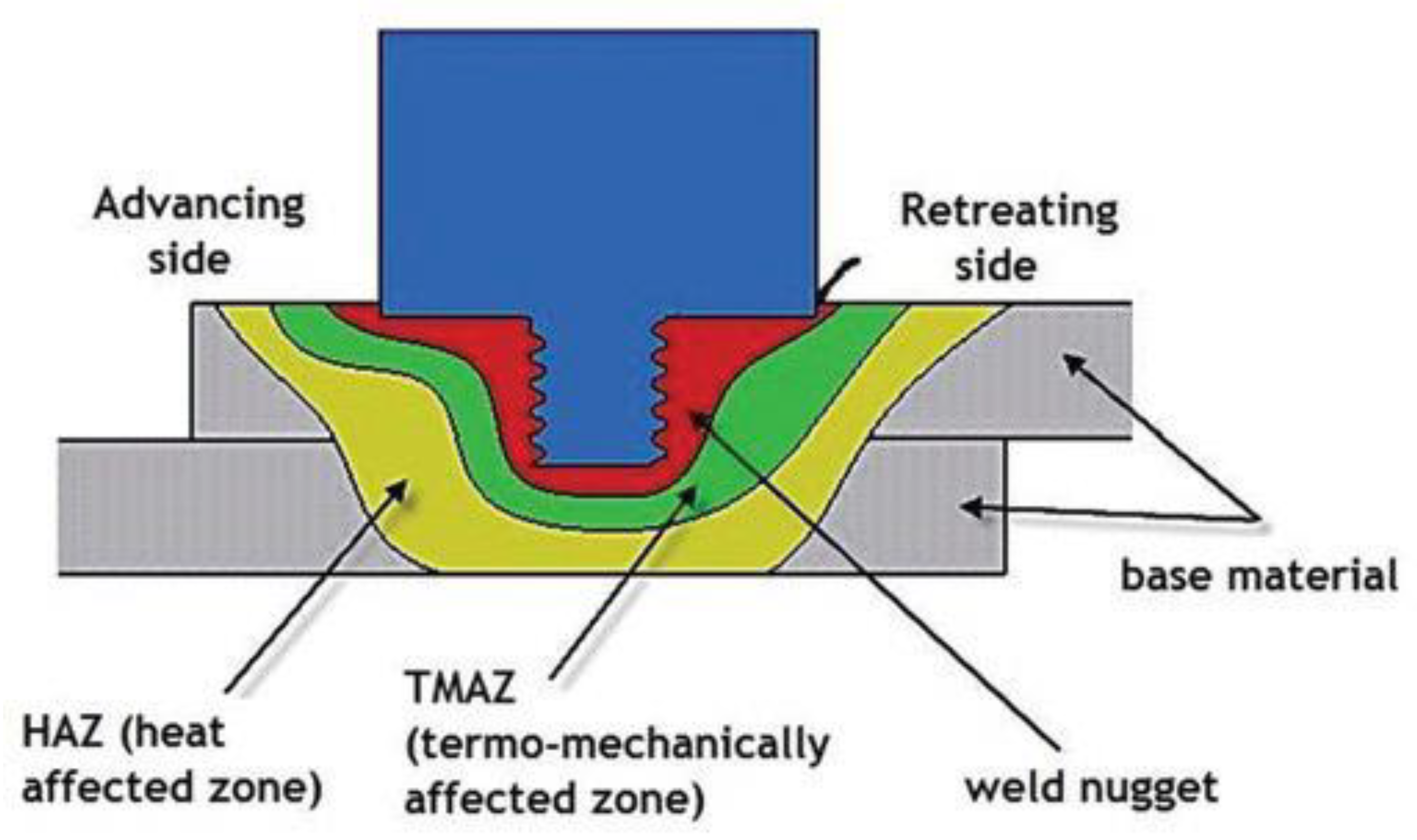
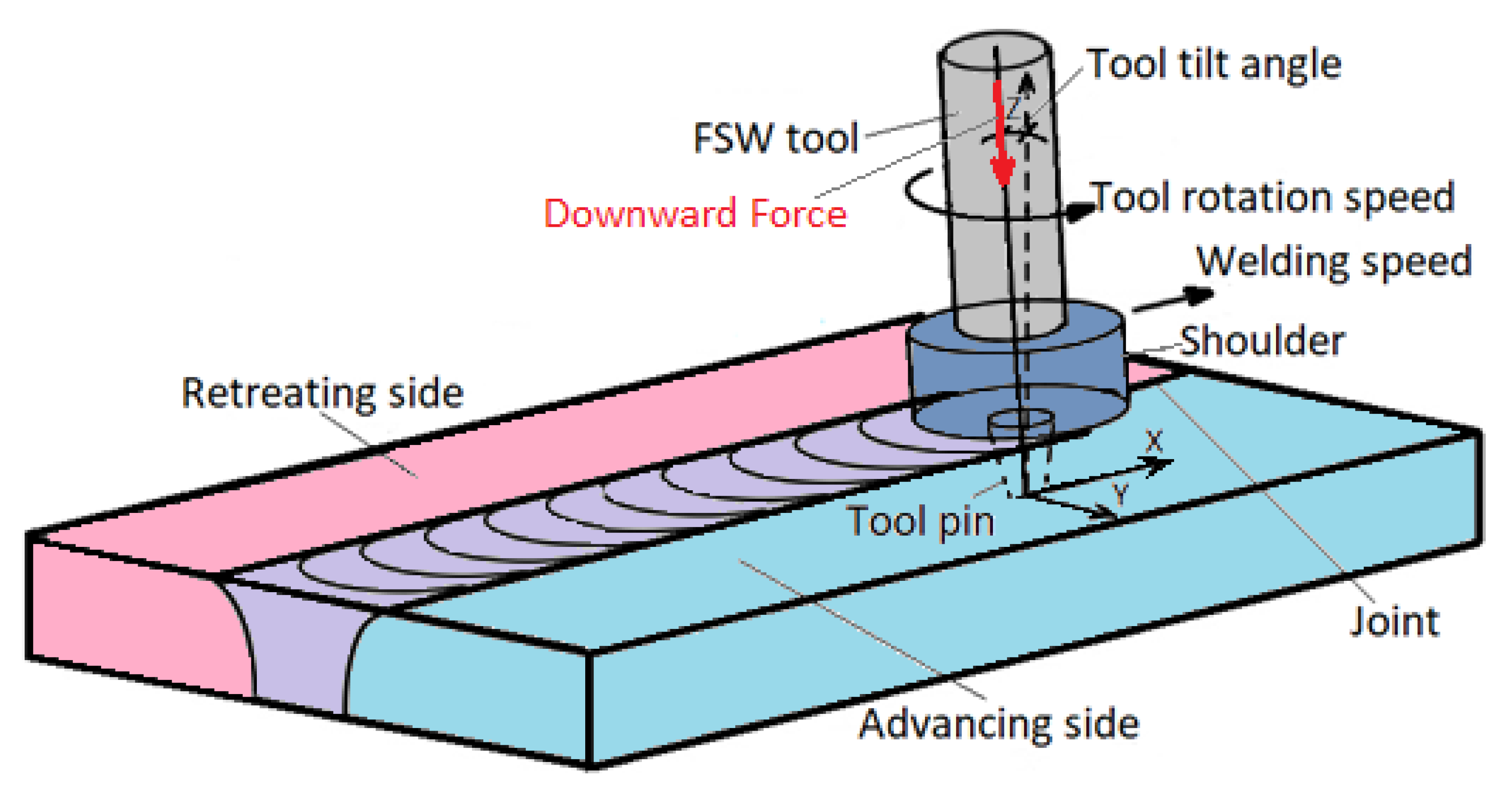
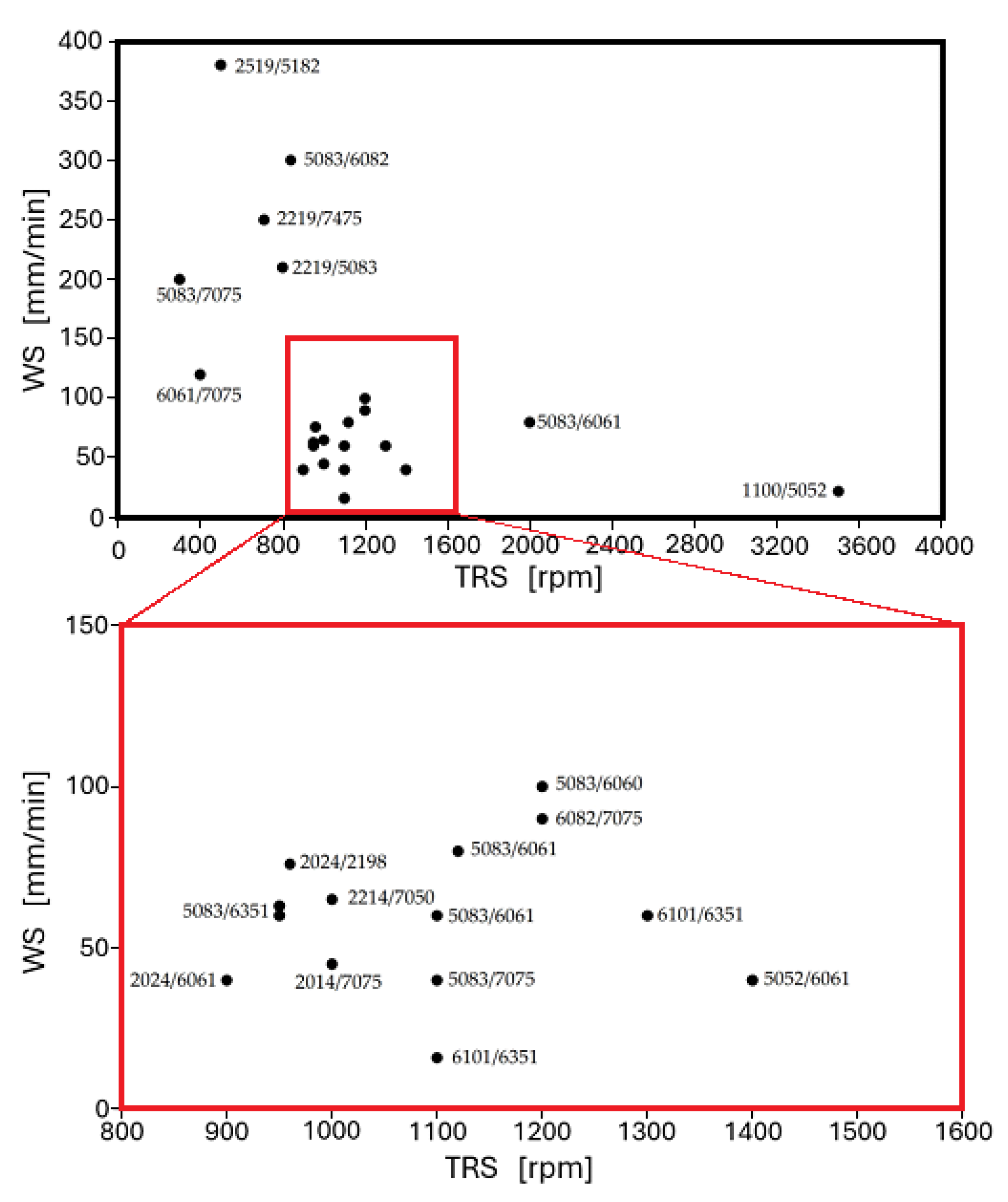
| Welding Process | Pros | Cons |
|---|---|---|
| MIG |
|
|
| TIG |
|
|
| Group of Aluminum Alloys | Main Alloy Components | Durability | Weldability |
|---|---|---|---|
| 2XXX | Al-Cu | High | Low |
| 5XXX | Al-Mg | Increased | High |
| 6XXX | Al-Si-Mg | Increased | High |
| 7XXX | Al-Zn | High | Low |
| Welding Method | Al Alloys Group | 1xxx | 2xxx | 3xxx | 4xxx | 5xxx | 6xxx | 7xxx | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| Main Alloy Elements | Al | Al, Cu | Al, Mn | Al, Si | Al, Mg | Al, Si, Mg | Al, Zn | ||
| Thermally Strengthened | No | Yes | No | No | No | Yes | Yes | ||
| Fusion welding | weldable | nonweldable | weldable | weldable | weldable | weldable | Non-weldable | [121] | |
| FSW | weldable | weldable | weldable | weldable | weldable | weldable | weldable | [121] | |
| Laser welding | Partially weldable | Partially weldable | NA | NA | weldable | weldable | Partially weldable | [122] |
| Ref. | Alloys Position | Pin Profile | Tilt Angle (°) | TRS [rpm] | WS [mm/min] | AF [kN] | Main Results |
|---|---|---|---|---|---|---|---|
| [296] | (AS/RS) 2017-T6/(RS/AS) 6005A-T6 | NA | NA | NA | NA | NA | Better performance joints are obtained when the BM with lower mechanical properties, is positioned on the RS. |
| [309] | (AS/RS) 2024-T351/(RS/AS) 7075-T651 | Threaded | 2.5 | 600 | 200 | NA | The SZs show corrosion resistance close to that of the BM on the AS, with dominating intergranular corrosion. |
| [304] | (AS/RS) 5052/(RS/AS) 5J32 | Threaded cylindrical | 3 | 1000; 1500 | 100; 200; 300; 400; | NA | Positioning the high-strength alloy on the AS promotes excessive agglomerations and the creation of defects due to limited material flow. |
| [306] | (AS/RS) 5052-H32/(RS/AS) 6061-T6 | NA | NA | NA | NA | NA | The position of 5052 on the AS ameliorates the mixing of the BMs in the SZ, whereas the placement of base metals does not affect the location of the fracture. |
| [305] | (AS) 5083-O/(RS) 6082-T6 | Triflute | 0 | 400 | 300; 400 | NA | Material primarily flows from the AS to the RS with insignificant mixing inside the tool shoulder region. Material extrusion predominantly occurs in the TMAZ on the RS. The finest grains appear in the regions closest to the tool edge inside the RS. |
| [356] | (AS/RS) 6013-T4/(RS/AS) 7003 | Conical | 2.5 | 800 | 400 | NA | The material on the AS undergoes higher deformations during the FSW. Regardless of the 6013-T4 placement, it is the weaker region in both tensile specimens and hardness samples. |
| [310] | (AS/RS) 7075-T651/(RS/AS) 2024-T351 | Conical threaded and with flute radius (0, 2, 3, 6, and ∞ mm) | NA | 900 | 150 | NA | Material placement on the AS and the RS of the weld influenced the weld quality, which was better in the case when a softer BM was positioned on AS. |
| [311] | (AS/RS) 7075-T651/(RS/AS) 5083-H111 | Triflute, tapered with a thread | NA | 280; 355; 450; 560 | 140 | 26.4 | The (AS) 5083/(RS) 7075 alloy placement was accompanied by the occurrence of porosity, voids, or wormholes in the SZ at higher TRS values. The highest TS of the defect-free joint was obtained at TRS of 280 rpm, and the triflute pin. |
| [316] | (AS) 2024/(RS) 6061 | Square frustum | 2 | 800 | 31.5 | NA | The fraction of precipitates in the SZ on the RS exceeded that on the AS. The extent of continuous dynamic recrystallization in the TMAZ on the AS was less than that on the RS and the recrystallized grains seldom occurred on the AS. The overall texture intensity was weaker on the AS and stronger on the RS than that of the BMs. Discontinuous static recrystallization and/or meta-dynamic recrystallization occurred on the AS. The microhardness profile on the AS was uniform while comprising three different regions on the RS. |
| Ref. | Alloys Position AS/RS/NA | Pin Profile | Tilt Angle [◦] | TRS [rpm] | WS [mm/min] | AF [kN] | Main Results |
|---|---|---|---|---|---|---|---|
| [393] | (NA) 1100/(NA) 5052 | NA | NA | 1750; 2230; 3500 | 22 | NA | A TRS of 3500 rpm provided a smooth surface and stable welding. |
| [391] | (AS) 2014/(RS) 7075 | Straight cylinder Tapered Threaded | 0; 1; 2 | 1000; 1200; 1400 | 30; 45; 60 | 3; 6; 9 | The TRS and the AF strongly affected the joint TS and microhardness. The best set for TS comprised TRS of 1000 rpm, WS of 45 mm/min, AF of 6 kN, and tilt angle of 2°. The best set for hardness comprised the TRS of 1000 rpm, the WS of 60 mm/min, the AF of 6 kN, and the tilt angle of 2°. Such optimal parameters were accompanied by using a threaded tool pin profile. |
| [396] | (AS/RS)2195-T8/(RS/AS) 2219-T8 | Threaded cylindrical | NA | 800; 1200 | 200; 400; 800 | NA | Sound joints appeared under all the process conditions. |
| [367] | (RS) 2219/(AS) 5083 | Frustum threaded | NA | 400; 800; 1200; 1600; 2000; | 30; 210; 390; 570; 750 | NA | Higher TRSs and lower WSs favored radical mixing between alloys. |
| [387] | (NA) 2024/(NA) 6061 | NA | 1.5 | 900; 1120; 1400 | 40 | 5 | The presence of a well-defined grain boundary region discerned the recrystallized area (SZ zone) from the distorted regions inside the TMAZ. |
| [392] | (AS) 2519/(RS) 5182 | Cylindrical | NA | TRS = 500/WS = 380; TRS = 1000/WS = 760 | NA | For both sets, defect-free joints were obtained. The set of TRS of 500 rpm and WS of 380 mm/min ratio induced a slightly higher joint UTS. | |
| [395] | (NA) 5052-H32/(NA) 6061-T6 | Cylindrical Conical Square | NA | 900; 1100; 1400 | 40; 50; 60 | NA | The optimal parameters comprised a square pin profile, a TRS of 1400 rpm, and a WS of 40 mm/min. |
| [379] | (AS) 5083/(RS) 6060 | Hexagonal | 2 | 800; 1000; 1200 | 100 | NA | An enhanced TRS increased hardness inside NZ due to both the higher heat input and a more intensive recrystallization process. |
| [394] | (AS) 5083/(RS) 6061 | Cylindrical threaded | 2 | 1100; 1300; 1500; | 30; 45; 60; | - | The enhanced TRS caused poor wear performance, whereas a higher WS provided better wear performance. |
| [380] | (RS) 5083-H12/(AS) 6061-T6 | Diameter: 2, 3, 4 mm | NA | 700; 1600; 2500 | 25; 212.5; 400 | NA | An enhancement in TRS and WS caused increased input heat, inducing a higher joint TS. |
| [381] | (AS/RS) 5083/(RS/AS) 6082 | NA | NA | 280; 560; 840 | 100; 200; 300 | NA | Higher TRS allowed for higher heat generation inducing grain growth in both alloys and Mg2Si precipitation. |
| [350] | (RS) 5083-H111/(AS) 6351-T6 | Straight square Straight hexagon Straight octagon Tapered square Tapered octagon | 0 | 600; 950; 1300 | 60 | NA | TRSs and WSs influenced the joint strength due to varying material flow behavior, loss of cold work in the 5083 HAZ, dissolution and 6351 overaging of precipitates, and creation of macroscopic defects in the weld zone. |
| [386] | (NA) 5083-O/(NA) 7075-T651 | Straight square | NA | 800; 1000; 1100; 1200; 1400 | 40 | NA | The defect-free joint appeared at the TRS of 1100 rpm. At lower TRSs, heat was insufficient. At higher TRSs, heat became excessive. |
| [388] | (AS) 6082-T6/(RS) 7075-T6 | Triangular frustum | 2 | 800; 1000; 1200; 1400; | 90; 120; 150 | NA | Enhancing TRSs from 1000 to 1200 rpm and lowering the WSs from 120 to 90 mm/min provided enhanced heat generation, higher peak temperatures, and reduced maximum tensile residual stress. |
| [320] | (AS) 6101-T6/(RS) 6351-T6 | Taper cylindrical thread | 2 | 900; 1100; 1300 | 16 | NA | With an increase in TRS, the impact energy first increased and then decreased. For a low TRS, the heat was insufficient. For a high TRS, the heat was high, causing a grain refinement. |
| [384] | (AS) 6101-T6/(RS) 6351-T6 | Cylindrical threaded | 2 | 900; 1100; 1300; 1500 | 60 | 4; 5; 6; 8 | At lower TRSs, the TS strongly weakened mainly due to the inadequate tool stirring action. At the TRS of 1300 rpm, a sufficient heat input was generated, promoting higher joint quality. At a high TRS, the heat was excessive. |
| [361] | similar (AS/RS)7075-T651 and (AS/RS)2024-T351 and dissimilar (AS)7075-T651/(RS)2024-T351 | Cylindrical tool with taper threaded pin | 2.5 | 600; 950; 1300; 1650 | 100 | NA | The higher TRSs widened TMAZ on the AS and the RS. Low TRS limited material mixing, while the onion ring mixing pattern appeared at the high TRS. The weld grain refinement greater than in BMS appeared at a TRS of 600 rpm. The higher TRS caused grain coarsening. The joint NZ dominated by a simple shear texture varied with the TRS. The increased TRS reduced the hardness in the NZ. |
| [311] | 7075-T651/5083-H111 | Triflute, tapered with a thread | 280; 355, 450; 560 | 140 | 26.4 | At higher TRSs and for the (AS) 5083/(RS) 7075 set, porosity, voids, or wormholes occurred in the stir zone. The highest TS defect-free joint was obtained for a TRS of 280 rpm. The higher TRS at a constant WS reduced the joint efficiency. | |
| [313] | 6351-T6/5083-H111 | Cylindrical or conical with and without threads | 800; 1000; 1200 | 45; 60; 75 | The WE reached up to 78.7% at a WS of 60 mm/min and a TRS of 1000 rpm | ||
| [317] | 6351-T6/6061-T6 | Cylindrical | 600; 900; 1200 | 30; 60; 90 | 6 | The highest WE was obtained for TRS of 900 rpm, a WS of 60 mm/min, and an axial force of 6 kN | |
| [319] | 6061-T651/5A06-H112 | Conical | 2 | 600; 900; 1200 | 100; 150 | For a higher TRS, more heat was generated, enlarging the size of HAZ, reducing the slant angle of HAZ, decreasing the fracture angle, and changing the dimples from inclined ones to normal ones. | |
| [320] | 6101-T6/6351-T6 | 900; 1100; 1300 | 16 | With increasing the TRS the impact strength behaviour showed a high change in mechanical properties. | |||
| [321] | 2024-T3/6063-T6 | 900; 1120; 1400 | 125; 160; 200 | 2.5 | Microstructural and mechanical properties strongly depended on variations in welding parameters. At the lower TRS and the higher WS in all welding conditions, the Wohler curves showed maximum fatigue strength | ||
| [322] | 2219-T87/2195-T8 | 400; 600; 800 | 120; 180; 240; 300 | The WS only slightly affected the joint properties strongly depending on the TRS. The best joint properties occurred at TRS of 600 rpm and WSs of 180–240 mm/min for (RS) 2219-T8/(AS) 2219-T87 | |||
| [325] | 6061/7075 | 1000; 1375; 1750; 2125; 2500 | 50; 125; 200; 275; 350 | 3 | The max TS of 237.3 MPa and elongation of 41.2% occurred at a TRS of 1853 rpm and a WS of 50 mm/min. Thus, the WE reached up to 76.5%. | ||
| [326] | 5083-H111/6082-T6 | Triangular; pentagonal | 2 | 400; 500; 630; 800 | 40; 50; 63; 80 | NZ comprised onion rings. At a constant υ ratio, the TRS affected the profile and structure of the NZ. At a lower TRS and WS lower UTS values occurred. | |
| [414] | 3003-H24 | Pentagonal | 2 | 500; 800; 1000 | 50; 80 | Various tunnel-type defects appeared in joints welded for all TRSs and WSs. The cavity-type defects occurred at both 800/50 and 1000/80 ratios. All joints fractured between the BM and the HAZ, except for the joints welded at WS of 50 mm/min, and TRS of 500 and 1000 rpm. The highest UTS occurred at WS of 50 mm/min and TRS of 800 rpm. The joints fractured ductility except those obtained at WS of 50 mm/min and TRS of 500 rpm | |
| [368] | 5083-H116/7075-T6 | Quadratic | 500; 630; 800 | 30; 41.5; 50 | An increase in a TRS from 500 to 800 rpm, at a selected WS initially decreased and then increased the joint UTS and efficiency. Increasing the WS increased the joint UTS. The max joint UTS appeared at the TRS of 500 rpm and the WS of 50 mm/min | ||
| [417] | 5454 | from 500 to 2500 | Joints were obtained plunging to the depth of 1.8 mm under a constant tool plunge speed of 100 mm/min and TRS at the plunge depth during the dwell time ranging from 0 to 7 s. The pull-out speed of the rotating tool was 100 mm/min. The increase in TRS changed the macrostructure of the friction-stir-spot-welded zone, especially the geometry of the welding interface. | ||||
| [358] | 6061-T6 | 1000 | 90 | The use of penetration speed of 9 mm/min, and holding time of 10 s allowed lowering the joint defects. | |||
| [423] | 5086-O/6061-T6 | An increase in TRS and a decrease in WS provided weaker welds and coarser grain size in the NZ | |||||
| [424] | butt 2219-T62 | The enhanced TRS decreased the longitudinal residual stress on the top surface but increased it on the bottom surface. | |||||
| [361] | 7075-T651 and 2024-T351 similar and dissimilar | Increasing the TRS caused a widened TMAZ on the AS and the RS. Low TRS limited material mixing, while the onion ring of the mixing pattern appeared at the high TRS. The grain refinement was much higher than in BMs appeared at the TRS of 600 rpm. The higher TRS caused grain coarsening. The simple shear texture dominated in all joint NZs varied with the TRS. | |||||
| [397] | 5383/7075 | Squared pin with a diameter of 8 mm and length of 5.7 mm | 0 | 700–900 | 40–80 | 10 k | The varying WS affected the YS and the lower WS caused maximum YS. The TRS of 700 rpm and the WS of 40 mm/min provided a remarkably high TS and hardness |
| [426] | lap 2198/7075 | Tapered left-hand threaded | 1800 | 120 | Grooves and tunnels occurred for all joints produced with the WS of 120 mm/min and for the TRS of 1800 rpm, but a processing window leading to sound joints was determined | ||
| Ref. | Sheet Material Position AS/RS/NA Sheet Position AS/RS | Pin Profile | Tilt Angle [°] | TRS [rpm] | WS [mm/min] | AF [kN] | Main Results |
|---|---|---|---|---|---|---|---|
| [431] | (NA) 2014A-T6/(NA) 7050-T7651 | Cylindrical tapered | 2 | 1000 | 25; 45; 65; 85 | NA | The intermediate WS value of 65 mm/min induces better mechanical and metallurgical properties due to proper material mixing and finer grains. At low welding speeds, keyholes and high concavity occur, while at high welding speeds, the stir zone decreases. |
| [435] | (NA) 2024-T3/(NA) 2198-T8 | Tapered threaded | 2 | 960 | 36; 76; 102; 146; 216 | NA | As the WS increases, the area of the HAZ initially increases, and then the joints formed at 76 mm/min exhibit excellent tensile characteristics. |
| [433] | (AS) 2219-O /(RS) 7475-T761 | Threaded | 2.5 | 710; 1120 | 160; 250 | NA | A higher traverse speed leads to a reduction in heat input per unit weld length and an increase in strain rate. |
| [429] | (AS) 5083-H321/(RS) 6061-T6 | Cylindrical taper threaded | 2.5 | 1120 | 40; 63; 80; 100 | NA | The 1120 rpm/80 mm/min combination induced adequate heat generation and proper mixing of the material in the weld zone. The weld zone exhibited the formation of finer grains. |
| [430] | (RS) 5083-H111/(AS) 6061-T6 | Right-hand threaded | 2.5 | 2000; 2400; 2800; | 1200; 1500; 1800; | NA | The YS first increased and then decreased with an increase in the WS. A higher WS reduced the amount of frictional heat generated and made it difficult to achieve sufficient material flow and mixing. A lower WS is more conducive to the mixing of dissimilar Al alloys. |
| [342] | (NA) 5083-H111/(NA) 6351-T6 | Straight square | - | 950 | 36; 63; 90 | NA | Higher WSs induce short exposure time leading to inadequate heat and insufficient plastic flow and affecting the grain growth and precipitates within the welded material. Increasing it promotes favorable consolidation and grain refinement. |
| [434] | (AS) 5083-H111/(RS) 7075-T6 | Unthreaded taper cylindrical | 3 | 300 | 50; 100; 150; 200 | NA | Despite using the same parameters for two alloys, the alloys display different responses in terms of the recrystallized fine grains after FSW. An increased WS induced significant grain refinement in the NZ. |
| [432] | (NA) 6061-T651/(NA) 7075-T651 | NA | NA | to 400 | to 120 | to 10 | The meso-scale strain distribution is primarily influenced by the local alloy composition. Additionally, at a smaller scale, the presence of intermetallic Mg-Si- and Fe-rich particles further contributes to strain localization within each individual alloy. |
| [428] | 2014-T6 | Threaded cylindrical | 2.5 | 1070; 1520; 2140 | 40; 80; 112 | The hardness in the softened weld region decreased with a decrease in the WS. Independent of the TRSs, the best tensile and fatigue properties of the joints occurred under the WS of 80 mm/min. The WE varied in the range of 93%–97% | |
| [301] | (AS/RS) cast A356/(RS/AS) wrought 6061 | screw-like | 3 | 1600 | 78–267 | The area of the SZ slightly decreased with an increase in the WS due to the different cooling rates. |
| Ref. | Alloys Positions AS/RS | Pin Profile | Tilt Angle [◦] | TRS [rpm] | WS [mm/min] | Axial Force (kN) | Main Result |
|---|---|---|---|---|---|---|---|
| [437] | (NA) 5086/(NA)6063 | 2000 | 60 | 5; 6; 7; 8 | The AF affected the shoulder pressure, influencing the tool pin penetration depth into the process region and the resulting material flow. The 5 kN and 6 kN AF led to inadequate mixing and inferior joint quality. For the AF of 7 N, the joint exhibited the best performance. | ||
| [438] | (AS/RS) Squeeze Cast A413 | 2–7 | The squeezing pressure of 140 MPa provided sound casting. The joint fabricated with an AF of 5 kN exhibited superior microstructural and mechanical properties. | ||||
| [442] | (NA) 6351-T6/(NA) 5083-H111 | Straight square (SS), tapered square (TS), straight hexagon (SH), straight octagon (SO) and tapered octagon (TO) | 1200 | 75 | 10; 15; 20 | The SS pin profile with AF of 15 kN produced better joint TS than other tool pin profiles and AFs. | |
| [440] | (AS/RS) 6061-T6 | Straight cylindrical, tapered cylindrical, threaded cylindrical, triangular, and square | 6; 7; 8 | The square tool pin profile produced mechanically sound and metallurgically defect-free welds compared to other tool pin profiles. AF 7 kN produced a defect-free FSP region, irrespective of tool pin profiles. With the square tool pin at AF of 7 kN joints had superior tensile properties due to a defect-free weld, smaller grains with uniformly distributed finer strengthening precipitates within, and higher hardness. | |||
| [441] | (AS/RS) A319 (Al-Si-Cu) | 800; 900; 1100; 1300 | 22; 40; 75; 100 | 2; 3; 4; 5 | The joint fabricated at TRS of 900 rpm, WS of 75 mm/min, and AF of 3 kN showed a superior TS compared with other joints. The joint TS and microhardness for the optimum conditions were 166 MPa and 64.8 HV, respectively. |
| Ref. | Sheet Material Position [NA/AS/RS] | Pin Profile | Tilt Angle [◦] | Rotational Speed [rpm] | Welding Speed [mm/min] | Axial Force [kN] | Main Results |
|---|---|---|---|---|---|---|---|
| [483] | (NA) 2017-T6/(NA) 6061-T6 | Straight hexagonal Straight pentagonal Straight cylindrical Straight square Tapered square | 0 | 1600 | 32 | NA | Straight square tool pin profile produces better metallurgical and mechanical properties. The properties are inferior to those of other pin profiles, but it is preferred because the related joint is defect-free. |
| [480] | (NA) 2024-T365/(NA) 5083-H111 | Square triangular stepped | - | 900 | 16 | - | Square pin produces a good metal flow and, consequently, a good stirring. |
| [473] | (NA) 2024-O/(NA) 6061-T6 | Cylindrical stepped | NA | 900; 1400; 1800 | NA | NA | The cylindrical profile, at a TRS of 1400 rpm, promoted the material flow. |
| [310] | (NA) 2024-T351/(NA) 7075-T651 | Flute radii: 0, 2, 3, 6, ∞ mm | NA | 900 | 15 | NA | A radius equal to that of the pin leads to the strongest joint. |
| [467] | (AS) 5052-H32/(RS) 6061-T6 | Taper cylinder Threaded cylinder | NA | 900 | 60 | NA | The taper pin profile leads to a fine-grain microstructure. |
| [471] | (NA) 5083-H111/(NA) 6061-T6 | Straight square Threaded cylinder Tapered cylinder | NA | NA | NA | NA | A straight square profile shows better mechanical properties. |
| [465] | (NA) 5083-O/(NA) 6061-T6 | Square cylinder Straight cylinder Tapered cylinder | 1.11 | 1568 | 39.53 | NA | Straight cylinder tool guarantees higher weld quality. |
| [313] | (NA) 5083/(NA) 6351 | Partial impeller Full impeller flat grove | NA | NA | NA | NA | A full impeller generates enhanced material flow. |
| [484] | (NA) 5083/(NA) 7068 | Straight cylindrical Taper cylindrical Triangular tool | NA | 800; 1000; 1200; 1400 | 30; 40; 50; 60 | 3; 4; 5; 6 | The triangular tool offers the maximum TS and microhardness of the investigation with the combination of the TRS of 1200 rpm, the WS of 30 mm/min, and the AF of 3 kN. |
| [311] | (RS) 5083-H111/(AS) 7075-T651 | Triflute tapered with a thread | NA | 140; 280; 355; 450; 560; 900 | 140 | 26.4 | Triflute pin at the TRS of 280 rpm provided higher tensile properties and a defect-free joint with a wider stir zone. |
| [466] | (NA) 5083/(NA) 7075 | Threaded straight cylindrical, Tapered cylindrical, Threaded tapered cylindrical | NA | 600; 700; 800 | 40 | NA | The highest TS and the defect-free joint were obtained by using the threaded tapered cylindrical pin tool at a TRS of 800 rpm. |
| [335] | (RS) 5086-O/(AS) 6061-T6 | Straight cylindrical Threaded cylindrical Tapered cylindrical | 1 | 1100 | 22 | 12 | Threaded pin profile guarantees defect-free joints, finer and uniformly distributed precipitate formation, circular onion rings, and smaller grain. |
| [476] | (AS) 6061-T6/(RS) 7075-T651 | Cylindrical Cylindrical tapered Cylindrical threaded Trapezoidal tapered | NA | 660; 900; 1200; 1700 | 36; 63; 98; 132 | NA | Cylindrical threaded with three flat faces tool pin and cylindrical grooved tool pin—at intermediate tool rotation and feed rate—lead to good tensile and flexural strength. |
| [446] | (NA) 6061/(NA) 7075-T651 - | Square Cylindrical Triangle | 2; 3; 4 | NA | NA | NA | The square pin, with a 2° tilt angle, exhibits fine grains along the stir zone due to adequate heat generation. Triangular pin reveals granular grain structure. |
| [479] | (RS/AS) 6061/(AS/RS) 7075 | Straight cylinder Straight square Tapered hexagon | NA | 950 | 60 | NA | A straight cylinder provides smooth and perfect welding. |
| [326] | 6082-T6/5083-H111 | The pin shape highly affected the joint tensile properties and microstructure. The joint strengths obtained with the pentagonal-shaped pin were lower than those with triangular-shaped onen. The pin shape influenced each NZ profile containing onion rings. | |||||
| [355] | 6351/5083-H111 | Straight cylinder, threaded cylinder, square, tapered square, and tapered octagon without draft | NA | 950 | 1.05 | 10 | The D/d ratio was 3. The joint obtained using a tapered square tool pin p provided the least TS. Using straight cylinder, threaded cylindrical, tapered square and tapered octagon tool pins such a strength varied insignificantly. |
| [328] | (AS) 2024-T6/(RS) 7075-T6 | Smooth cylindrical | 1200 | 12 | 8 | The joint fabricated with a D/d ratio of 3 had better mechanical properties than the other joints. | |
| [327] | 2024-T6/6061-T6 | Conical thread, deep groove thread, and conical cam thread | 2.5 | 1000 | 500 | The deep groove thread tool pin strongly drove the plastic metal downward. The conical cam thread tool pin provided the strongest stirring of materials and the best metal fluidity. |
| Refs | Alloys Placement Configuration | Hardness | TS | Residual Stress | Elongation |
|---|---|---|---|---|---|
| [308] | 2024-T351/5083-H112 and 7075-T651/2024-T351 | The joint HVf/HVw ratio exceeded the ones in the SZ, TMAZ, and HAZ due to the strain-hardening behavior. The hardness distribution depended on strain hardening and the fracture origin. | The joint TS much deteriorated compared to the weaker BM, especially for 2024-T351/5083-H112. | The joint elongation deteriorated compared to the weaker BM, especially for 2024-T351/5083-H112. | |
| [310] | 7075-T651/2024-T351 | The joint hardness distribution determined the joint TS. The weld hardness dropped at the HAZ of softer material. Maximum reduction in joint hardness at the HAZ achieved with the pin tool with a flute of radius equal to that of the pin. | Placing the softer 2024 on the AS slightly increased the joint UTS. Using a flute/flat pin tool improved the joint UTS regardless of the fixed location of BMs. Using a truncated threaded pin tool with a flute of radius equal to that of the pin the joint TS reached the max value of 424 MPa (WE of 94.3% relative to softer BM). | Placing the softer 2024 on the AS slightly increased the joint elongation. Using a flute/flat pin tool improved the joint elongation regardless of the location of BMs. | |
| [61] | Lap 7075/2024 | 7075 BM had higher hardness than 2024 BM. The 7075 SZ of the upper sheet had much higher microhardness than the 2024 HAZ or the TMAZ of the 2024 lower sheet. | Compared to a 4 mm pin or 5 mm pin, a 3 mm one easily reached higher EST and ELW. Under 4 mm pin and 5 mm pin, the EST gradually increased with the enhanced WS affecting the ELW in a complex manner due to the different formation mechanisms between EST and ELW. At a relatively high WS of 30 or 60 mm/min, the lap shear failure load decreased with the increased pin length. At WS of 90 and 120 mm/min, the lap shear failure load first reached the peak and then decreased with the increase in the pin length. The optimum pin length and WS combination effectively improved the joint TSs. Mode III can be attained under the combined function of HD with a small size, CLD with a small size, a small reduction in joint thickness, and high microhardness in the upper sheet. Compared to 2024/7075 lap joint, the 7075/2024 lap joint by 4 mm pin had higher strength when the alloy with high microhardness was placed as the upper sheet. All the fracture joints exhibited a ductile fracture mode. | ||
| [311] | 7075/5083 | For a triflute pin, the hardness profiles for all TRSs were close, for TRS of 560 rpm hardness dropped in the SZ due to voids in the weld area. For (AS) 5083/(RS) 7075, the hardness profiles differed. Under TRS of 280 rpm, the hardness profile was close to that for (AS) 7075/(RS) 5083. For other TRSs, the hardness in SZ decreased to 80 HV characteristic of the base 5083 alloy bands appearing in SZ. For both configurations, the max hardness in the SZ was 150 HV remaining constant from the weld center up to approaching the 7075. Regardless of the alloy configuration, on the 5083 side, the hardness was 80 HV remaining constant transverse the weld. On the 7075 side, the hardness decreased from 150 HV to 120 HV and then increased to 160 HV (characteristic half of a W-shape). Hardness profiles for the threaded taper tool were like those for the triflute pin, but with higher values. The max hardness in the weld center reached 180 HV for the (AS) 7075/(RS) 5083, while about 160 HV for the (AS) 5083/(RS) 7075. | Defect-free joints with the highest TS of 371 MPa were obtained for (AS) 5083/(RS) 7075, at the TRS of 280 rpm, and with a triflute pin tool. | ||
| [315] | Al-Mg2Si/5052 | The hardness gradually increased from the BMZ of the 5052 through the welded joint to the Al-Mg2Si BMZ | The joint UTS exceeded that of Al-Mg2Si BM, whereas failed that of the 5052 BM. The WE exceeded 100% relative to Al-Mg2SiBM and reached 61% relative to 5052 BM. The particle-matrix interfacial debonding fracture mechanism occurred. | The joint elongation exceeded that of Al-Mg2Si BM, whereas failed that of 5052 BM. | |
| [316] | 2024/6061 | The microhardness profile on the AS was almost uniform, while it comprised three distinguishable regions on the RS. | |||
| [318] | 6082-T6/7075-T6 | Irregular profiling in hardness distribution occurred, contrary to the conventional ‘W’-shape trend, due to the difference in the chemical composition of alloys and the rate of precipitation. The NZ exhibited no onion ring with a long flow arm. The worm-hole defect occurred at the HAZ of the 6082-T6 alloy. An excellent bonding occurred despite the abnormal microhardness profile and microstructure evolution. Small flashes at the RS resulted from the preheating of the plates during the initial welding process. | |||
| [319] | 6061-T651/5A06-H112 | The nano-hardness for each zone varied according to the relation BM > NZ > HAZ for the 6061 side, indicating that the mechanical properties of 6061 were weakened after FSW. On the 5A06 side, mechanical properties for each zone slightly changed after FSW. The nano-hardness in NZ and TMAZ was slightly higher than that in BM. The mechanical properties of 6061 were more vulnerable to heat input than those of 5A06. | After welding, the joint YS of 6061 decreased by 50% to 115 MPa and the joint UTS decreased from 277 MPa to 190 MPa mainly due to the unstable work-hardened state of rolled 6061 was destroyed by elevated temperature generated in FSW. The WE reached 68.5% against 6061 BM and decreased from 70% to 68% with the TRS/WS ratio increased from 4 to 12 r/mm. | ||
| [322] | 2219-T87/2195-T8 | The microhardness in the upper part of the stirring part had an even distribution. In the middle- and lower-part hardness with 2195 on the AS was higher than that on the RS of the joint. Hardness increased with increasing the TRS and the WS. | Lack of correlation between the joint TS and the WS, the TS increased with increasing TRS, up to 800 rpm. | ||
| [328] | (AS) 2024-T6/(RS) 7075-T6 | For D/d of 2 and 2.5 joints fractured in the HAZ on the AS, and for D/d of 3, 3.5, and 4 fractured at the SZ. For all D/d, minimum hardness was in the HAZ on the AS, max hardness at SZ, and again decreased at HAZ in RS. | The joint TS increased with increasing D/d up to 3 and then decreased by further increasing D/d. The max TS was 356 MPa at D/d of 3, while the lowest one of 316 MPa at D/d of 4. The WE varied from 76% to 86%, depending on the D/d. The D/d ratio affects joint strength as it influences frictional heat generation between the tool and the BM. | Joints produced at the pitches of 1.25 and 1 mm/rev, exhibited less elongation than that obtained at smaller pitches. Lowering the pitch to 0.75 or 0.5 mm/rev increased the joint elongation to 13% for 0.75 mm/rev and to 22.5% for 0.5 mm/rev. The high heat input in the joints obtained at 0.5 mm/rev again caused a much increased elongation. | |
| [331] | butt UFGed 1050/6061-T6 | BMs exhibited the highest microhardness value. For both alloys from BM to HAZ microhardness decreased gradually. For 6061-T6, such a decrease was due to the intensive solid solution of precipitates and the simultaneous coarsening of particles resulting from the weld thermal cycles. The SZ also comprised some regions with a high hardness value close to that of BM, due to the refined grain size. For UFG 1050, the hardness decreased due to grain growth and dislocation density. | Joints produced at the pitches of 1.25 and 1 mm/rev, had TS lower than that obtained at the smaller pitches. Due to the insufficient mixing of the two materials in the SZ and a couple of microdefects in the 6061-T6 zone, the joint strength decreased. Decreasing the pitch to 0.75 or 0.5 mm/rev increased the heat input, intensifying the plastic deformation and the mixing of the two materials in the SZ. This resulted in a more homogenous SZ microstructure, increasing the TS to about 110 MPa for 0.75 mm/rev and 110 MPa for 0.5 mm/rev. The largest WE was 55% against UFG 1050 BM. Remarkably, high heat input in the joints produced at 0.5 mm/rev caused grain growth in both alloys, again slightly reducing the TS. | ||
| [332] | 2024-T3/2198-T3 | Small correlation between hardness and local tensile properties. | In the top, shoulder-affected region, banded macrostructures with heterogeneous mechanical features appeared due to strain-rate gradient during one tool rotation. The banded macrostructures in the NZ induced early plasticity in the joint and are the fracture locations of the weld. | ||
| [334] | butt 6061/7050 | Distinct mechanical properties of two materials caused a consistent asymmetric microhardness distribution across the weld nugget, independent of TRS. | Under monotonic tensile loading, the joint TS increased with the rise in the TRS. The WE reached up to 62% relative to BMs. | ||
| [346] | 6061/A356 | The Microhardness profile was related to joint microstructure. A low hardness of A356 was present at the RS. Hardness increased near the weld line due to the composite microstructure affected by both alloys. A further increase was observed in the AS due to the higher strength of 6061 compared to A356. | The max joint strength was reached at a low TRS and WS. This was accompanied by a fine grain size and distribution of Si particles. Tensile properties in the NZ were highly dependent on its microstructure. | Lower residual stresses in the SZ appeared under the low TRS and WS. | |
| [348] | 2219-T87/5083-H321 | The lowest hardness at HAZ was on the 5083 side. | The D/d ratio affected joint strength as it influenced frictional heat generation between the tool and the BM. | ||
| [304] | 5052/A5J32 | The 5052 BM hardness was 72 HV, and the A5J32 BM hardness was 78 HV. The 5052 hardness in the welded zone was lower than the 5052 BM one due to the dissolution of the second-phase particles and annealing during the welding progress. For RS 5052 the hardness near shoulder exceeded the 5052 BM one. The flow of the softened RS 5052 was restricted by the AS A5J32, causing the concentration of work hardening. The hardness values in the welded zone of A5J32 exceeded the BM A5J3 one, due to the interaction of the recrystallized fine-grain microstructure and agglomeration of the precipitates. For RS 5052 excessive agglomeration was in a narrow region, due to the restricted flow, and higher hardness than in another region. The A5J32 hardness in the welded zone exceeded that of RS A5J32. | The TS had similar values, regardless of the arrangement of the materials. The welding defects occurring under welding conditions with a lower heat input did not affect the tensile properties. For RS A5J32, the highest joint strength of 224.1 MPa appeared at TRS of 1000 rpm, and WS of 300 mm/min. | ||
| [344] | 2014-T6/6061-T6 | The weld hardness profile is affected by the alloys’ proportion in SZ, due to differences between the softening temperatures of both alloys. The 6061 HAZ was the weak link in all joints. The alloy placement or tool lateral shift affected the weld’s hardness due to their effect on the precipitate radius and volume fraction. Obtained at TRS of 500 rpm joints with more 2014 alloy in the SZ (i.e., shifted joints) or in contact with the tool shoulder (i.e., 2014 AS) had a narrower softened zone. At TRS of 1500 rpm joint hardness profile was independent of the tool shift or the alloy placement. | The elevated temperature enhanced the precipitates’ radius and reduced the precipitates’ volume fraction weakening YS. However, the final YS was also affected by the remaining solid solution causing natural aging hardening, compensating for the less strengthening effect of larger precipitates in a lower volume fraction, as appeared in joints obtained at TRS of 1500 rpm. | ||
| [497] | butt 2014-T3/5059-H11 | The TMAZs and HAZs of 2014-T3 had the lowest hardness. Hardness decreased in the weld zone compared to both BMs. | The UTS reached 54% and 66% of those of the BMs | ||
| [498] | Butt similar 2219-T87 and 2219-T62 | The SZ hardness distribution differed significantly for 2219-T62 against 2219-T82 | The joint TS and UTS of the 2219-T87 welds were higher than the 2219-T62 welds. The joint efficiency for the 2219-T82 alloy was 59.87%, while that for the 2219-T62 alloy was 39.10%. The joints’ failure location characteristics were different for two different types of joint heat treatment. | The joint elongation was different for two different types of joint heat treatment. | |
| [314] | 2017A-T451/7075-T651 | The positron lifetime profiles across the weld, corresponding to the hardness behavior, comprised many local maxima and minima on the AS and the RS. It was due to the temperature distribution in such areas relative to the critical temperatures for secondary phase nucleation and/or dissolution in both alloys. | |||
| [363] | 2017A-T451/7075-T651 | During circular mixing of the material throughout the cross-section of the welded sheet, within such a region, the weld temperatures exceeded the equilibrium θ phase in 2017A, reducing the hardness, and simultaneously dissolved the equilibrium η/T phase in the 7075, causing reprecipitation of GP zones upon cooling and a hardness recovery. | |||
| [46] | 2017A-T451/7075-T651 | Near the weld center, the full dissolving of the equilibrium η phase in 7075 and the partial dissolving of the equilibrium S phase in 2017A. Upon cooling, hardness recovered for both alloys. Due to the more complete dissolution of the equilibrium phase in 7075, the hardness recovery skewed toward the AS or the RS of the weld of the 7075 workpiece. | |||
| [323] | wrought 2017A/cast AlSi9Mg | The AlSi9Mg BM hardness was 80 HV1 and the 2017A BM hardness was 136HV1. The local max hardness on the AS was on the NZ with a high density of the bands of the 2017A. | The joint TS was 132 MPa | The joint elongation was below 1%. | |
| [352] | cast AlSi9Mg/2017A | The hardness distribution within NZ revealed a low strengthening of both alloys. A metastable state of the 2017A occurred. Due to natural aging, the alloy hardness enhanced within NZ and slightly changed within HAZ. | |||
| [354] | 7003/7046 | The hardness on RS 7046 was much higher than that on AS 7003, and the average hardness difference between both sides was about 30HV. After artificial aging, the hardness increased significantly, while the hardness difference between both sides rose to about 50 HV. | After artificial aging, the joint TS slightly increased. The WE slightly exceeded 100% for both natural and artificial aging. | . | After artificial aging, elongation slightly changed. |
| [339] | butt 7075-O/6061-O and butt 7075-T6/6061-T6. | The hardness increased in the joint area for the O-temper condition, whereas hardness loss occurred in the joint area under the T6-temper condition. | The strength values of all the O-joint specimens were close to those of the 6061-O BM, and all the specimens failed within the 6061 BM side away from the joint area. This was due to the shielding effect provided by the strength overmatching resulting from the grain refinement or precipitation of strengthening particles in this zone during the FSW process of Al alloys under the O-temper condition, i.e., softened state. The WE for the initial O state was about 100%. After PWHT (T6), the highest WE of about 93% for 1000/150-PWHT specimens and 87.5% for 1500/400-PWHT specimens was observed. For the initial T6 state, the highest WE was about 80% for the 1000/150 specimens, and 67.8% for the 1500/400 ones. After PWHT, the WE was 89.1% for 1000/150-PWHT specimens and 90.8% for the 1500/400-PWHT ones. | ||
| [338] | cast A319/cast A413 | The hardness of the welded regions increased with a rise in the WS and/or a decrease in the TRS. | The joint tensile properties exceeded those of BMs. The A413 BM had lower UTS and YSs than those of the A319 BM; thus, under tensile conditions, the welded specimens fractured at the A413 side. | ||
| [356] | 6013-T4/7003 | Regardless of the AS or the RS, the 6013-T4 side was the weak region for the hardness. The fracture position coincided with the minimum hardness position. | Regardless of the AS or the RS, the 6013-T4 side was the weak region for TS. The WE for the AS 6013-T4 was about 93%, while that for the AS 7003 was 87%. | ||
| [335] | 6061/5086 | For the threaded pin tool, the SZ hardness reached 83 HV, higher than those for the other two pin profiles. The increased hardness was due to the formation of fine grains and intermetallics in SZ. | The conical threaded pin was the best, as it provided uniformly distributed precipitates and the generation of the onion rings resulted from the good material mixing in the SZ. The joint TS depended on the microstructure evolution during FSW, which in turn depended on the heat input controlled by the welding parameters. For threaded tool pin profiles, the joint TS of 169 MPa was higher than those of the other two pin profiles. The reduced size of weaker regions, such as the TMAZ and HAZ ones, caused higher tensile properties. The WE reached 50.4% and 67.6% relative to BMs. | ||
| [357] | lap 6111/5023 | The tensile shear load and fracture were mainly affected by the location of the soft material. For the soft material placed on top, the softening material and the deformed surface height occurred by friction heat generated by the rotating shoulder. The effect of the deformed surface height exceeded that of the softening material, and the deformed surface height decreased with the increase in revolutionary pitch. For the soft material placed at the bottom, the motion of the unbonded line and hooking appeared due to the vertical flow of the rotating probe. The effect of the position of the unbonded line exceeded that of the height of the hook. The unbonded line occurred along the interface between two alloys, affected by the lowest strength, which were deformed toward the hard material affected by a higher joint strength. | |||
| [327] | 5052-H32/6061 T6 | The joint microhardness values were lower at HAZ on both sides of the weld line, whereas the lowest one was at 5055 HAZ. | Regardless of the sheet thickness and at TRS of 1500 rpm, the joints obtained at WS of 63 mm/min had higher ductility than those obtained at WS of 98 mm/min. | Joint elongation prior to failure of a 1.5 mm thick tailor-welded blank (TWB) was 47% more than that of a 1 mm thick weld. | |
| [401] | butt 6063/5083 | The max joint hardness values were obtained at TRS of 1000 rpm with a cylindrical profile. The hardness enhanced with the rise in the TRS. | Joints with higher TS were fabricated at TRS of 1000 rpm with a cylindrical profile. The TS increased with increased TRS. The WE increased from 32.3% to 43% when the TRS increased from 600 to 1000 rpm. | ||
| [523] | 7075-T651/1200-H19 | For 1200-H19, hardness was 50 HV, and for 7075-T651, hardness was 175 HV, under three WSs, namely 30, 60, and 90 mm/min, at TRS of 1500 rpm and a tilt angle of 2°. The hardness increased from 81.99 to 98.5 HV with the WS increased from 30 to 60 mm/min, and decreased to 77 HV at 90 mm/min. At TRS of 1500 rpm and WS of 60 mm/min, the hardness increased from 70.22 to 98.58 HV with an increase in the tilt angle from 1 to 2°; a further increase from 2 to 3° reduced the hardness to 66 HV. | The UTS increased from 126.04 to 151.54 MPa with increasing the WS from 30 to 60 mm/min and decreased to 128.37 MPa at 90 mm/min. The UTS increased from 123.32 to 151.54 MPa as the tilt angle increased from 1–2° and decreased to 122.2 MPa as the tilt angle enhanced to 3°. The impact energy increased from 12.9 to 21.4 J with increasing the WS from 30 to 60 mm/min and decreased to 5.4 J at 90 mm/min. Under the tilt angle of 2°, TRS of 1500 rpm, and WS of 60 mm/m the highest impact energy of 21.4 J appeared. | ||
| [423] | 5086-O/6061-T6 | The hardness profile on the 6061 side quickly decreased. Such hardness variation was smoother for joints obtained with a tool concave shoulder and a conical probe. | For (AS) 5086/(RS) 6061, the joint UTS varied in the range of 219–240 MPa, while WE varied in the range of 87%–95%. For (AS) 6061/(RS) 5086, the joint UTS varied in the range of 228–248 MPa, while WE varied in the range of 90%–98%. | For (AS) 5086/(RS) 6061, the elongation varied in the range of 17%–23%. | |
| [503] | 6061/7075 | All joints failed in HAZ on the 6061 side with minimal hardness regardless of the relative material position or the welding process parameters. | The joint UTS increased with the decrease in heat input. The highest UTS was 245 MPa. | ||
| [361] | 7075-T651/2024-T351 | The hardness increased and then decreased from the top to the bottom along the welding center thickness direction. The tensile fracture locations coincide with that of minimum hardness values at various TRSs. A softening behavior in the TMAZ and HAZ appeared in the as-welded joint due to the coarsening of strengthening precipitates due to the heat thermal cycle during FSW. After PWHT, the softening behavior in the TMAZ and HAZ disappeared, and the corresponding microhardness value was close to those of the adjacent BMs, due to fine and uniformly distributed precipitates. | The YS, UTS, and TE of the as-welded joint were about 304.6 MPa, 385.4 MPa, and 2.95%, respectively. However, the YS, UTS, and TE of the joints subjected to PWHT were in a range of 165.1–281.9 MPa, 173.2–292.6 MPa, and 0.9%–2.2%, failing those of the as-welded joint. The joint performances subjected to solution and subsequent aging treatment highly deteriorated. | ||
| [426] | Lap 2198/7075 | The microhardness map reflected the various metallurgical zones, whereas higher microhardness values accompanied the highly deformed and recrystallized grains of the hooks. The microhardness values in NZ were slightly higher than the ones of the BM, whereas lower values occurred in the HAZ. The hardness increased with the decrease in the heat input, typical for FSW. | |||
| [427] | lap 2198/6082 | The microhardness varied around the hook geometry. A gradual hardness rise from the BM to NZ appeared. A similar pattern of the gradual hardness increase, in the upward direction occurred for the boundary separating the TMAZ and hook region. | |||
| [313,341,343,350] | The joint strength increased with the TRS due to the increased material mixing effect, TRS increased plastic deformation, and WS governed the thermal cycle, residual stresses, and rate of production. The selection of the appropriate combination of TRS and WS strongly affected joint quality or joint strength. Together with TRS and WS, the pin shape affects joint strength, as it influences the SZ size and material movement. | ||||
| [325] | 6061/7075 | The max TS of 237.3 MPa was reached under TRS of 1853 rpm and WS of 50 mm/min. Compared to optimum conditions, greater heat inputs induced a reduction in joint strength. | The elongation of 41.2% occurred at TRS of 1853 rpm and WS of 50 mm/min. Compared to optimum conditions, greater heat inputs induced higher elongation. | ||
| [321] | 2024-T3/6063-T6 | At a TRS of 900 rpm and WS of 200 mm/min, the highest TS of 348 MPa was equal to 74% of that of the 2024 BM. An increase in TS was 45% higher than the TS of 6063 BM. All tensile failures occurred at the HAZ location always at the 6063 side. Under lower TRS and higher TS in all welding conditions, the joint Wöhler curves exhibited maximum fatigue strength. | |||
| [326] | 6082-T6/5083-H111 | The highest joint TS was obtained with a triangular-shaped (T) tool pin and the UTS was 198.48 MPa. At a lower TRS and WS for each tool pin shape, UTS was lower. The UTS increased with an increase in TRS and WS, while the TRS/WS ratio was constant in all cases. The WE varied from 55% to 68% depending on both the presence of defects in the joint and the strength of BM. Together with TRS and WSs, pin shapes affect the joint strength, as they influence the SZ size and material movement. | For a T pin at TRS of 400 rpm elongation reached 0.49%. With an increase in TRS of up to 630 rpm elongation increased to 4.7% and decreased to 4.26% at TRS of 800. For pentagon-shaped (P) pin elongation varied in the range of 0.39%–4.31% with the TRS increasing from 400 to 800 rpm. | ||
| [350] | 5083-H111/6351-T6 | The TRS and pin profile affected the joint TS due to varying material flow, loss of cold work in the HAZ of the 5083 side, dissolution and overaging of precipitates of the 6351 side, and formation of macroscopic defects in the weld zone. The joint fabricated at TRS of 950 rpm and with a straight square pin profile had the highest strength of 273 MPa. | |||
| [296] | Al-Mg-Si/Al-Zn-Mg | For both configurations, the hardness only slightly varied at the Al-Zn-Mg side. The average hardness at the Al-Zn-Mg side was about 100 HV on both joints. The hardness varied at the Al-Mg-Si side, decreasing in the TMAZ and HAZ and further increasing in the SZ. For (AS) Al-Zn-Mg joints, hardness at the joint top slightly exceeded that at the middle and bottom regions at the Al-Zn-Mg side. At the Al-Mg-Si side, the SZ top had the minimum values. A similar result occurred at the (AS) Al-Mg-Si joint at the Al-Mg-Si side, while the SZ bottom region exhibited higher hardness at the Al-Zn-Mg side. | The joint TSs for both configurations exceeded that of the Al-Mg-Si FSW joint. The average TS of the Al-Mg-Si-AS joint is a little higher than that of the Al-Zn-Mg-AS joint. The maximum TS of 213.3 MPa for (AS) Al-Mg-Si joint reached 106.5% of the Al-Mg-Si joint and 61.4% of the Al-Zn-Mg- joint. For (AS) Al-Zn-Mg alloy, the joints had better fatigue properties due to the bridging effect of the large second-phase particles. | ||
| [295] | 6061-T6/7075-T6 | The tool offsets into the 7075 RS increased the joint TS, which was facilitated by lower average weld temperatures with the increased amount of 7075 stirred into the NZ. The WE increased with a reduction in the amount of power input to the weld, whereas the subsequent WE was highly affected by the alloy most sensitive to heat input and weld temperature. | |||
| [351] | 7050-T7451/2024-T351 | Tensile stresses in the BM test specimens reached up to 32 MPa and had the “M” profile with peaks in the HAZ outside the weld. | The low peak residual stress below 20% of BM YS was achievable only by solid-state welding with less distortion, while it was hardly possible for fusion welding. The fatigue behavior highly depended on such low residual stresses. The peak tensile residual stresses were in the HAZ on both sides due to local frictional heating at the tool material interface. Tensile residual stress resulting from the hotter material was forced by the other material during welding. | ||
| [300] | 2024-T351/6056-T4 | Fracture occurred in the TMAZ of 6056-T4, where annealed structure led to reduced microhardness. | The joint TS was up to 90% of that for 6056-T4. The drop in TS and the associated increase in strain were observed in the regions where microhardness decreased. The UTS efficiency was 55.8% relative to 2024-T351 BM and 71.4% relative to 6056-T4 BM. | The elongation efficiency at the rupture was poor (9%–14%). | |
| [400] | 2024/5056 | At lower WSs and high TRSs, the joint TS efficiency is above 90% of that of the BM TS. The welding process parameters complexly depended on the BM TS. | |||
| [349] | Cast 6061/wrought 6061 | The microhardness in some portions of the weld zone exceeded that of wrought alloy and in other portions exceeded that of cast alloy. | The joint reached max TS for cast alloy on the AS at all TRSs. | ||
| [497] | 2014-T3/5059-H11 | The 2014 BM hardness was 128 HV, while that of 5059 BM was 158 HV. The hardness decreased in the weld region with TMAZ and HAZ, due to material softening, while recrystallization due to high plastic deformation increased the hardness in the NZ. The hardness varied in the NZ due to the varying concentration of alloying elements in this zone. In the NZ, hardness decreased on the 5059 side and increased on the 2014 side. Recrystallization of a very fine-grain structure caused hardness recovery in the NZ on the 2014 side. In the NZ on the 5059 side, as close to the 2014 side, hardness decreased, while toward the TMAZ side, it increased. The lowest hardness of about 87 HV was found in the TMAZ and HAZ on the AS 2014 side. | The joint UTS efficiency reached 54% and 66% relative to BMs. | ||
| [402] | 2618-T87/5086-H321 | HAZs with tensile failures appeared on the 5086 side. The joint UTS was affected by the D/d ratio, TRS, and WS. | |||
| [419] | 7003-T4/6060-T4 UFSW | The microstructure of the NZ was much finer than that obtained with classical FSW. The evolution of the precipitants depended on the welding parameters. With the increased WS, more η and η′ phases remained due to the lower heat input. Compared with normal FSW, The HAZ was narrower, and the joint soft region was near the weld center by the hardness distribution profiles. Compared with air-cooling FSW, the UFSW joint efficiency significantly increased. | The joint UTS reached up to 185 MPa at TRS of 1000 rpm, and WS of 120 mm/min. The joint strength increased due to the microstructure modification caused by water cooling. The WE of 90.4% exceeded that for the same alloy combination but under classic FSW. | The joint elongation of 13%, occurred at a TRS of 1000 rpm, and WS of 120 mm/min. The joint tensile failure occurred at the soft 6060 side, mainly comprising the HAZ and TMAZ with grains and precipitates finer than those of air-cooling FSW. | |
| [359] | 6061-T6/7075-T6 | The tensed specimens fractured from the HAZ of the 6061 side for all conditions. The breakage in the cup-and-cone form pointed to the ductile nature of the failure. The WE reached up to 61.4%. | |||
| [360] | 5052/6061 | The hardness distribution was asymmetric due to the different mechanical properties between both alloys. The hardness of all NZs decreased after FSW compared with BMs. FSW was accompanied by dynamic recrystallization eliminating the work hardening and the coarsening of precipitates causing overaging and inducing the softening of NZ. For (AS) 6061/(RS) 5052, the hardness of the NZ increased from 61 HV for joint P0 to 66 HV for joint P0.8 with the pin eccentricity increased from 0 to 0.8 mm. The grains in the NZ became finer and the fraction of deformed/substructured grain increased with the increased pin eccentricity, which improved both the grain boundary and dislocation strengthening, increasing the hardness of the NZ. | All tensed joints failed in the NZ, and the joint obtained by the 0.8 mm pin-eccentric stir tool had the highest TS of 196 MPa due to the increased grain boundary and dislocation strengthening. The WE reached up to 86%. | The elongation was improved by utilizing the pin-eccentric stir tool | |
| [506] | 2219/7475 | Minimum hardness was observed at TMAZ at RS for all joints due to the thermal softening. | The joint UTS was 267.2 MPa, and the WE was 57% and 92%, relative to BMs. Tensile specimen fractured from TMAZ and/or HAZ regions. Dissimilar joints exhibited lower strength compared to similar joints. The lowest strength for dissimilar joints was mainly due to the non-homogeneous motion of BMs caused by their different mechanical and physical properties. | The joint elongation was 5%. | |
| [496] | 6013-T6 | The average BM hardness was 130 HV, while for the weld nugget, it was 100 HV. The average TMAZ hardness was lower than that in NZ. | Both the BM and the weld region comprised homogenous distributions of the fine and coarse Mg2Si particles. Uniformly distributed, finer strengthening Mg2Si precipitates, smaller grain size, the lack of a precipitate-free zone, and higher dislocation density allowed for the superior tensile properties of the FSW joints. WE was 64% and UTS(FSW)/UTS(BM) of 75% | ||
| [428] | 2014-T6 | Hardness in the softened weld region decreased with decreasing WS. Hardness in the softened region slightly increased with increasing the TRS. Hardness in the softened weld regions decreased by 20% under the studied welding parameters. | The TS in the softened region slightly increased with increasing the TRS. The joint tensile and fatigue properties were strongly affected by WS. The joint ductility and strength were higher at the WS of 80 mm/min. The joints obtained at the WS of 80 mm/min and the TRS of 1520 rpm exhibited the best tensile and fatigue properties. The joint fatigue behavior was consistent with the tensile properties, especially elongations. The joint with a higher ductility was less sensitive to fatigue. Joints of high ductility welded at the WS of 80 mm/min tensely fractured near the HAZ and TMAZ on the AS, whereas the joints of low ductility welded at the WS of 112 mm/min failed near the NZ on the AS. The joints welded under high heat at the WS of 40 mm/min fractured in the interface between the NZ and TMAZ on the AS. High-stress fatigue fractures of joints welded at WS of 80 mm/min appeared near the NZ and TMAZ on the AS, whereas under low stresses and long times, they appeared in the HAZ, either on the AS or the RS. The fatigue fractures of the joints at the WS of 40 and 112 mm/min occurred near the NZ and TMAZ at all stress levels. The fracture locations were closer to the NZ at higher stress levels. | ||
| [405] | 2024 | The hardness profile of welds had a characteristic run, typical for FSWs. | The best bend test results were achieved with the triflute flat bottom pin and the worst with the similar triflat one. The tensile test results were better for both triflute and triflat round bottom pins compared to the version with flat bottom pins. The fatigue properties of the FSW joint exceeded those of fusion welding, equal to 45 MPa. | ||
| [407] | 2024-T351 | The distribution and allocation of microhardness were affected by the level of temperature and plastic deformation being highest under the tool shoulder and around its pin. | Joint efficiency, reaching 97% that of BM and the highest ductility of 72%, was achieved at TRS of 750 rpm and WS of 116. The combination of TRS and WS directly affected the fracture toughness and energy needed for the initiation and propagation of the crack. The asymmetry of the welded joint and varying metallurgical transformations around the rotating tool pin and under the tool shoulder affected the impact strength in various joint zones. | ||
| [406] | 2024-T4 | Joints obtained with the tapered threaded tool had elevated average hardness over various welding zones compared to the joints prepared with the unfeatured tool. | The joint strength properties were enhanced using tapered threaded tool pins compared to the joints prepared by unfeatured tools. The best achievable strength occurred at WS/TRS of 9.1 (55 mm/min/500 rpm). The highest strength for the unthreaded tool was obtained at WS/TRS of 11.3 (115 mm/min/1300 rpm). | Joint elongation increased using tapered threaded tool pins compared to the joints prepared by unfeatured tools. The best achievable elongation occurred at WS/TRS of 9.1 (55 mm/min/500 rpm). The highest elongation for unthreaded tools was obtained at WS/TRS of 11.3 (115 mm/min/1300 rpm). | |
| [499] | 2014-T651 | At 70% yield, the induced stress was lower, so hardness determined the material failure. Since the HAZ had a large grain size compared to the NZ, the material failed therein. | The joint YS of the weld was 260.7 MPa. The WE was 61.81%. Joint fractured near the HAZ at 70% yield loading and near the NZ at 110% yield loading. In the case of 110% yield, the enhanced stress concentration appeared in the material and the presence of fine grains increased the number of grain boundaries in the NZ. The enhanced stress concentration and larger grain boundary corrosion attack promoted material failure near the NZ | The joint elongation was about 11% | |
| [408] | 2014-T6 | Different joint regions of the joint had different microhardness distributions, which were affected by different thermomechanical actions therein. | The joint TS was affected by welding parameters. The max UTS of 360 MPa, equal to 78% of that of BM, appeared at a TRS of 400 rpm and WS of 100 mm/min. The joint’s different regions had different TSs depending on microstructure variation and microhardness distribution, which were affected by different thermomechanical actions therein. | ||
| [353] | 2017A | Microhardness in the joint cross-section only slightly varied; however, after the artificial aging the hardness increased. The variation in the joint hardness after the aging pointed out post-process partial supersaturation in the material and higher precipitation hardening of the joint. | |||
| [521] | 2017 | At the weld interface, the SZ was formed with a hardness close to that of BM, while the HAZs were softened. | The joint TS increased with pressure and friction time, and the highest joint TS reached 275 MPa (WE of 63.1%). The high joint fatigue strength was accompanied by its high TS. | ||
| [485] | 2024-T6 | With the conical cam thread stirring head the obtained hardness was lowest at the junction of HAZ and TMAZ. The hardness obtained with the conical cam thread at that point exceeded that of other stirring heads. | The TS for all joints was more than 80% of the BM one, and the max TS of the joint welded with the conical cam thread tool pin reached 364.27 MPa, which was 86.73% of the BM. All joints were tensile-fractured due to plastic fracture | The elongation after break reached 14.95%. | |
| [417] | 5454 | The hardness in the friction-stir-spot-welded zone exceeded that of BM. | The joint toughness increased with the enhanced TRS, although the maximum tensile shear load decreased. | ||
| [418] | 1100 | The joint hardness reached 67 HV in the SZ under the optimized welding parameters and tool material hardness of 45.4 HRC. | The max joint TS of 105 MPa was obtained under the optimized welding parameters. The WE reached 95.4%. | ||
| [358] | 6061-T6 | The SZ microhardness was 85 HV for BMW, 109 HV for HTBW, and 134 HV for HTAW. For HTAW, the microhardness had the lowest dispersion of values between 124 HV and 148 HV along the four characteristic zones. For BMW, hardness was much below that of BMW, due to the aging of the material and the thickening of the precipitates resulting from the mechanical work and heat generated during welding. For HTAW, the hardness exceeded that of the BMW due to a uniform distribution of precipitates in the zone of agitation inside the welded zone, combined with a smaller size of precipitates. | For BMW, the TS was close to that in fusion welded joints. For HTBW, the TS increased by 10% compared to that obtained in BMW. For HTAW, the joint TS reached 96% of that of BM. | ||
| [522] | butt 1200 | The FSZ hardness varied with position and ranged from 30 HV to 40 HV and exceeded the BM hardness of 32 HV. This was due to grain refinement affecting material strengthening and since the grain size in the FSZ was much finer than that of BM thus increasing the FSZ hardness. The small particles of intermetallic compounds also increased the hardness. | |||
| [424] | 2219-T62 | The residual stresses on the top surface reached about 171 MPa, while only 243 MPa for the weld with tunnel defect and had the conventional “M” profile with tensile stress peaks in the HAZ zone. Those on the bottom surface had the inverted “V” profile with tensile stress peaks of 99.4 MPa in the weld center. Residual stress decreased on the top surface with the increased TRS. Residual stress increased on the bottom surface with increased TRS. | |||
| [412] | 3003 | The joint TS was up to 75% of that of BM. The joint TS was affected by TRS, WS, and tool tilt angle. The best joint mechanical properties occurred at TRS of 1424 rpm, WS of 400 mm/min, and a tilt angle of 1.3°. | |||
| [413] | butt 3003-H24 | At a WS of 50 mm/min, and TRS of 500 and 1000 rpm joints showed tunnel-type defects with large size. The tunnel-type defects also occurred at WS of 80 mm/min and TRS of 500 and 800 rpm. The cavity-type defects appeared at both WSs. Despite defects, all welded joints fractured between the BM and the HAZ, except those obtained at WS of 50 mm/min and TRS of 500 and 1000 rpm. Joints fractured in a ductile manner except those obtained at WS of 50 mm/min and TRS of 500 rpm. The size of the defects well correlated with the joint tensile properties. The highest joint UTS of 128 MPa occurred at TRS of 800 rpm and WS of 50 mm/min. The WE was close to 100%. The size of the defects depended on the joint tensile properties. | The joint elongations were highly improved with an increase in the TRS and the WS. | ||
| [403] | 3003-H12 | The joint TS increased with increased WS or decreased TRS. The joint tensile fractures were in BM at TRS of 1070 rpm and WS of 40 mm/min or TRS of 2140 rpm and WS of 224 mm/min. The joint UTS decreased linearly with increased TRS at a constant WS, while UTS increased almost linearly with increased WS at a constant TRS. | The joint elongation was lower at higher TRS or lower WS. | ||
| [415] | 3003 | The best UTS of 127.2 MPa was for WS of 74.64 mm/min, a TRS of 971.77 rpm, and a tool tilt angle of 1.52°. The WE reached up to 89.4%. | |||
| [501] | 7204-T4 | The joint UTS reached 296.6 MPa, 318.2 MPa, and 357.4 MPa under the heat treatments of AW, AA, and SAA, respectively. | |||
| [355] | 6013 | The highest joint TS of 206 MPa occurred under a 1.5 mm pin offset toward the AS and the TRS of 500 rpm, leading to the joint efficiency of 74%. | |||
| [277] | 1050-H24 | A minimum joint hardness zone was on the AS, facilitating fracture thereon. The minimum joint hardness value increased with the increase in revolutionary pitch. | The max joint TS reached 80% of that of BM. Deviation of the welding parameters such as revolutionary pitch from the optimum values made the joint tensile properties deteriorate, and the joint fracture locations varied. | The two-stage joint tensile fracture that occurred caused joint elongation at a significantly low level. | |
| [524] | Lap 1100 FSSW | At the joint center zone, the hardness from 1.45 to 2.85 times exceeded that of the BM. At the optimum TRS of 1065 rpm, the hardness in the welding zone and TMAZ twice exceeded that of BM. | The joint TS increased with an increase in the TRS, the max joint TS of 233 MPa, twice higher than that of BM, occurred at a TRS of 2000 rpm. The WE reached 74.5% and 141% relative to BMs. | ||
| [525] | 1100 | The joint UTS increased by 20% compared to that of BM due to the uniform dispersion of Si particles within the BM. The grain size decreased with increasing TRS, whereas the joint TS increased with TRS increasing to 1400 rpm and then decreased at TRS of 1500 rpm. The grain size reduced with increasing WS while the TS increased. The grain size increased with increasing PD, whereas the TS decreased. For higher TRS and WS, and low PD the grain size decreased. Simultaneously, joint TS varied due to finer grains lowering possible pile-up at the grain boundaries increasing the amount of applied stress moving a dislocation, considering the needed stress increased with the higher TS. The joint obtained at TRS of 1500 rpm comprised finer grains that limited the slip lowering material ductility and providing brittle fracture. | The residual stress distribution was asymmetric with higher magnitudes in the AS. The residual stresses in joints obtained at high TRS and low WS were compressive in the nugget zone. In all cases, the tensile residual stress occurred in the crown region. | ||
| [527] | ARBed 1100 | The initial material hardness was 30 HV, while after ARB, it increased to about 85 HV, due to the grain refinement. The FSW suppressed the significant reduction in hardness in the ARBed material; however, the SZ and the TMAZ exhibited a small reduction in hardness due to dynamic recrystallization and recovery. | For a TRS of 500 rpm, WS of 12 mm/s, and a tilt angle of 3°, with tool shoulder D of 9 mm, threaded pin (d of 3 mm, l of 1 mm), the same welding direction as rolling one of the ARB process, the FSW prevented softening in an ARBed 1100 alloy with an equivalent strain of 4.8 in the as-ARBed condition. | ||
| [526] | 1200 | The joint UTS decreased due to poor material mixing or heat evolved during FSW. The lower WS provided higher joint TS due to better material mixing. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Derbiszewski, B.; Obraniak, A.; Rylski, A.; Siczek, K.; Wozniak, M. Studies on the Quality of Joints and Phenomena Therein for Welded Automotive Components Made of Aluminum Alloy—A Review. Coatings 2024, 14, 601. https://doi.org/10.3390/coatings14050601
Derbiszewski B, Obraniak A, Rylski A, Siczek K, Wozniak M. Studies on the Quality of Joints and Phenomena Therein for Welded Automotive Components Made of Aluminum Alloy—A Review. Coatings. 2024; 14(5):601. https://doi.org/10.3390/coatings14050601
Chicago/Turabian StyleDerbiszewski, Bogdan, Andrzej Obraniak, Adam Rylski, Krzysztof Siczek, and Marek Wozniak. 2024. "Studies on the Quality of Joints and Phenomena Therein for Welded Automotive Components Made of Aluminum Alloy—A Review" Coatings 14, no. 5: 601. https://doi.org/10.3390/coatings14050601
APA StyleDerbiszewski, B., Obraniak, A., Rylski, A., Siczek, K., & Wozniak, M. (2024). Studies on the Quality of Joints and Phenomena Therein for Welded Automotive Components Made of Aluminum Alloy—A Review. Coatings, 14(5), 601. https://doi.org/10.3390/coatings14050601