Mechanical Properties of Zr–Si–N Films Fabricated through HiPIMS/RFMS Co-Sputtering

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
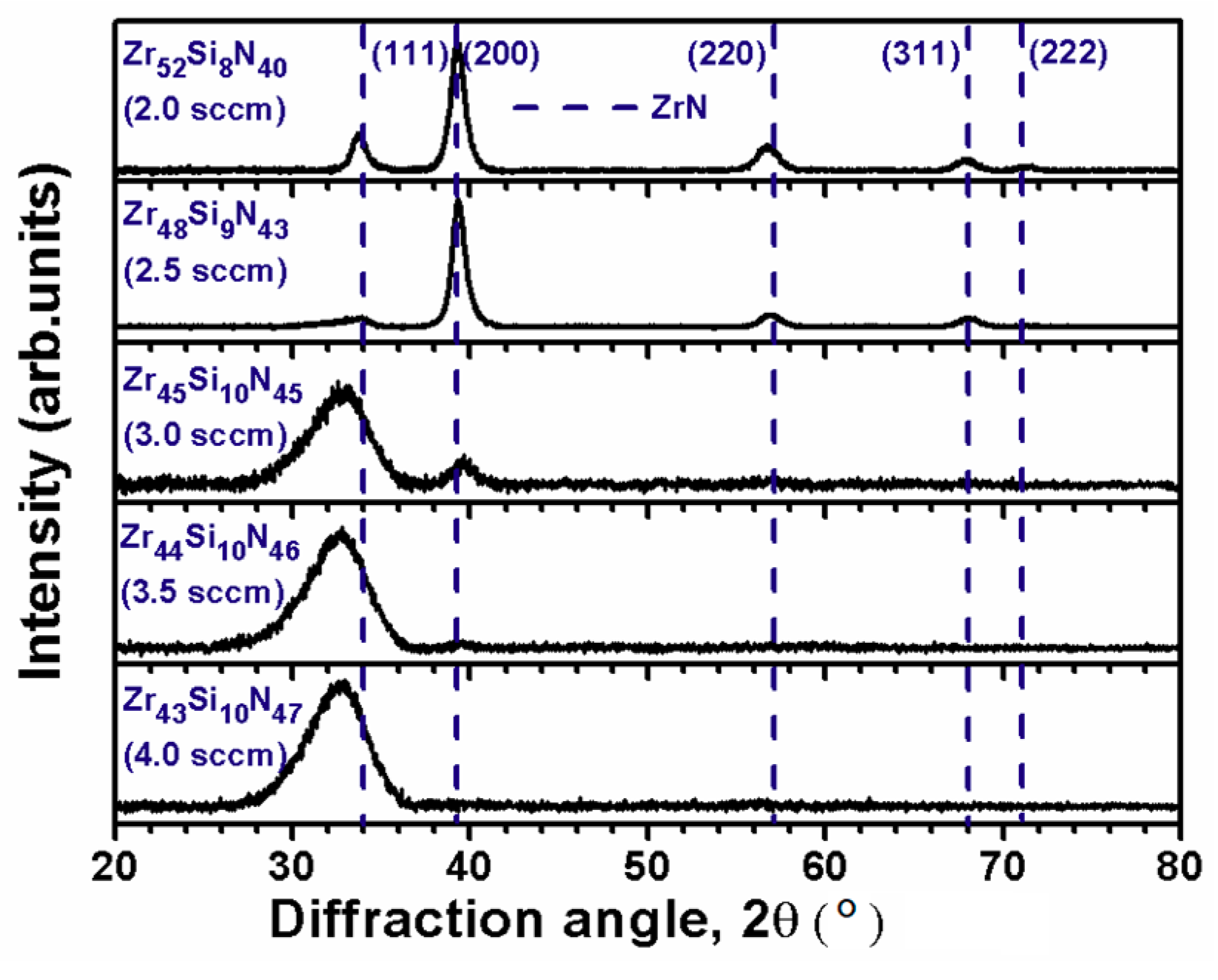
3.1. Zr–Si–N Films Fabricated Using Various Nitrogen Flow Rates
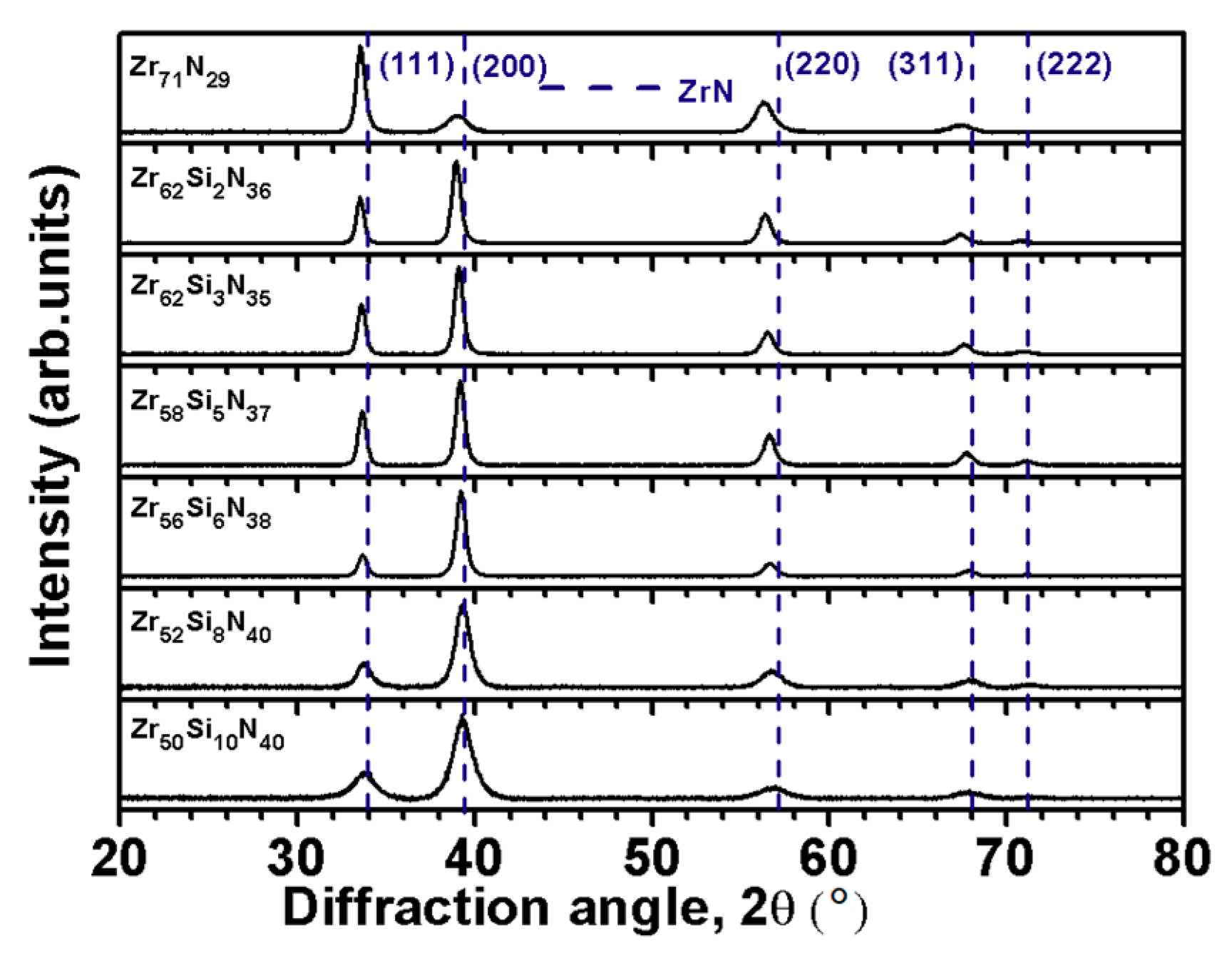
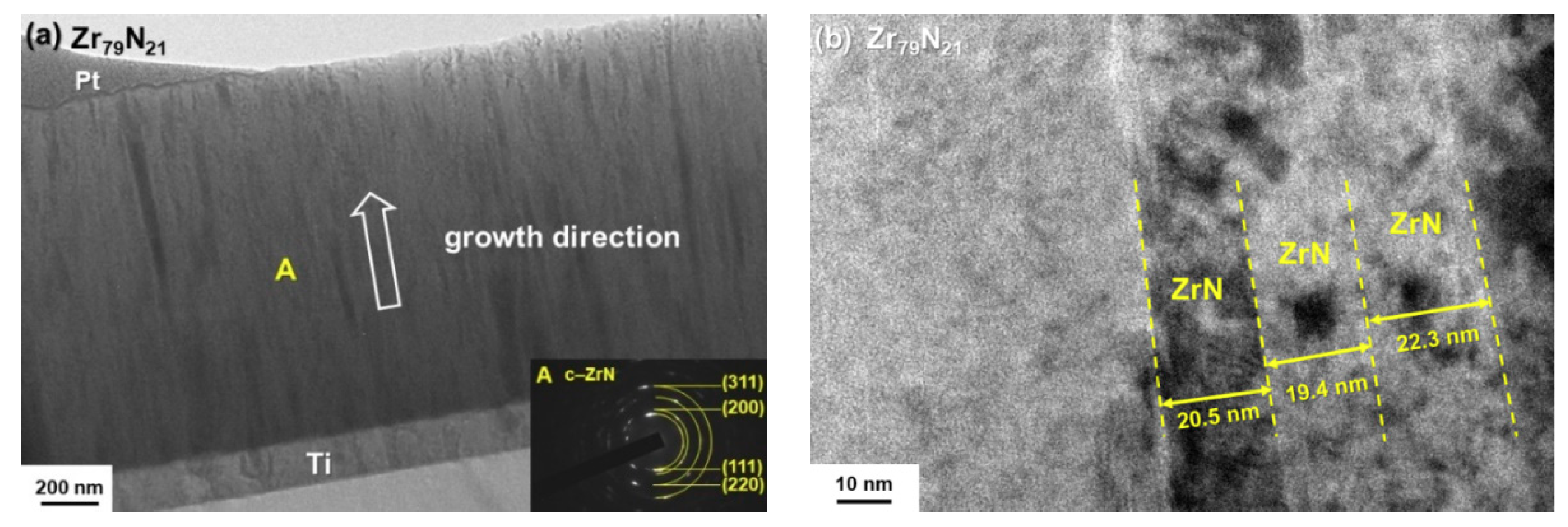
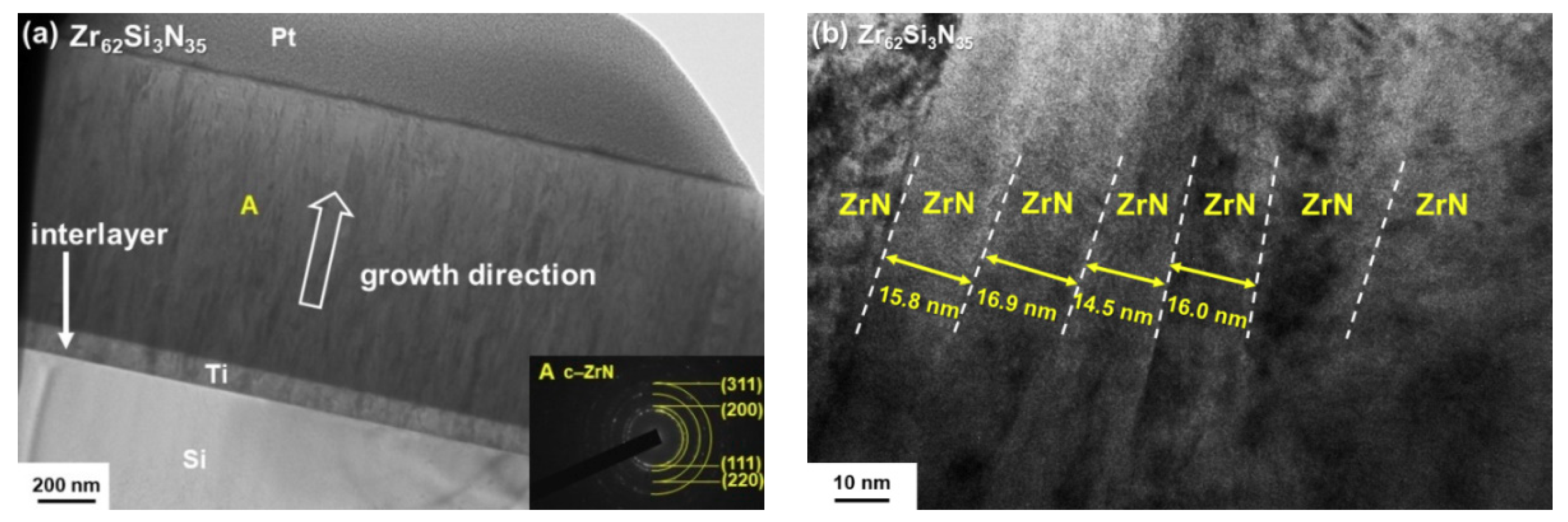
3.2. Zr–Si–N Films Fabricated Using Various Power Levels
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vepřek, S.; Haussmann, M.; Reiprich, S.; Li, S.; Dian, J. Novel thermodynamically stable and oxidation resistant superhard coating materials. Surf. Coat. Technol. 1996, 86–87, 394–401. [Google Scholar] [CrossRef]
- Veprek, S.; Niederhofer, A.; Moto, K.; Bolom, T.; Männling, H.-D.; Nesladek, P.; Dollinger, G.; Bergmaier, A. Composition, nanostructure and origin of the ultrahardness in nc-TiN/a-Si3N4/a- and nc-TiSi2 nanocomposites with HV = 80 to ≥105 GPa. Surf. Coat. Technol. 2000, 133–134, 152–159. [Google Scholar] [CrossRef]
- Diserens, M.; Patscheider, J.; Lévy, F. Mechanical properties and oxidation resistance of nanocomposite TiN–SiNx physical-vapor-deposited thin films. Surf. Coat. Technol. 1999, 120–121, 158–165. [Google Scholar] [CrossRef]
- Vaz, F.; Rebouta, L.; Goudeau, P.; Pacaud, J.; Garem, H.; Rivière, J.P.; Cavaleiro, A.; Alves, E. Characterisation of Ti1−xSixNy nanocomposite films. Surf. Coat. Technol. 2000, 133–134, 307–313. [Google Scholar] [CrossRef]
- Benkahoul, M.; Sandu, C.S.; Tabet, N.; Parlinska-Wojtan, M.; Karimi, A.; Lévy, F. Effect of Si incorporation on the properties of niobium nitride films deposited by DC reactive magnetron sputtering. Surf. Coat. Technol. 2004, 188–189, 435–439. [Google Scholar] [CrossRef]
- Sandu, C.S.; Benkahoul, M.; Sanjinés, R.; Lévy, F. Model for the evolution of Nb–Si–N thin films as a function of Si content relating the nanostructure to electrical and mechanical properties. Surf. Coat. Technol. 2006, 201, 2897–2903. [Google Scholar] [CrossRef]
- Sandu, C.S.; Sanjinés, R.; Benkahoul, M.; Medjani, F.; Lévy, F. Formation of composite ternary nitride thin films by magnetron sputtering co-deposition. Surf. Coat. Technol. 2006, 201, 4083–4089. [Google Scholar] [CrossRef]
- Mae, T.; Nose, M.; Zhou, M.; Nagae, T.; Shimamura, K. The effects of Si addition on the structure and mechanical properties of ZrN thin films deposited by an r.f. reactive sputtering method. Surf. Coat. Technol. 2001, 142–144, 954–958. [Google Scholar] [CrossRef]
- Martin, P.J.; Bendavid, A.; Cairney, J.M.; Hoffman, M. Nanocomposite Ti–Si–N, Zr–Si–N, Ti–Al–Si–N, Ti–Al–V–Si–N thin film coatings deposited by vacuum arc deposition. Surf. Coat. Technol. 2005, 200, 2228–2235. [Google Scholar] [CrossRef]
- Dong, Y.; Zhao, W.; Li, Y.; Li, G. Influence of silicon on the microstructure and mechanical properties of Zr–Si–N composite films. Appl. Surf. Sci. 2006, 252, 5057–5062. [Google Scholar] [CrossRef]
- Choi, H.; Jang, J.; Zhang, T.; Kim, J.H.; Park, I.W.; Kim, K.H. Effect of Si addition on the microstructure, mechanical properties and tribological properties of Zr–Si–N nanocomposite coatings deposited by a hybrid coating system. Surf. Coat. Technol. 2014, 259, 707–713. [Google Scholar] [CrossRef]
- Chen, Y.I.; Lin, K.Y.; Wang, H.H.; Cheng, Y.R. Characterization of Ta–Si–N coatings prepared using direct current magnetron co-sputtering. Appl. Surf. Sci. 2014, 305, 805–816. [Google Scholar] [CrossRef]
- Chen, Y.I.; Gao, Y.X.; Chang, L.C.; Ke, Y.E.; Liu, B.W. Mechanical properties, bonding characteristics, and oxidation behaviors of Nb–Si–N coatings. Surf. Coat. Technol. 2018, in press. [Google Scholar] [CrossRef]
- Chen, Y.I.; Chang, S.C.; Chang, L.C. Oxidation resistance and mechanical properties of Zr–Si–N coatings with cyclic gradient concentration. Surf. Coat. Technol. 2017, 320, 168–173. [Google Scholar] [CrossRef]
- Chen, Y.I.; Cheng, Y.R.; Chang, L.C.; Lu, T.S. Chemical inertness of Ta–Si–N coatings in glass molding. Thin Solid Films 2015, 584, 66–71. [Google Scholar] [CrossRef]
- Chang, L.C.; Zheng, Y.Z.; Chen, Y.I.; Chang, S.C.; Liu, B.L. Bonding characteristics and chemical inertness of Zr–Si–N coatings with a high Si content in glass molding. Coatings 2018, 8, 181. [Google Scholar] [CrossRef]
- Kouznetsov, V.; Macák, K.; Schneider, J.M.; Helmersson, U.; Petrov, I. A novel pulsed magnetron sputter technique utilizing very high target power densities. Surf. Coat. Technol. 1990, 122, 290–293. [Google Scholar] [CrossRef]
- Helmersson, U.; Lattemann, M.; Bohlmark, J.; Ehiasarian, A.P.; Gudmundsson, J.T. Ionized physical vapor deposition (IPVD): A review of technology and applications. Thin Solid Films 2006, 513, 1–24. [Google Scholar] [CrossRef]
- Purandare, Y.P.; Ehiasarian, A.P.; Hovsepian, P.E. Structure and properties of ZrN coatings deposited by high power impulse magnetron sputtering technology. J. Vac. Sci. Technol. A 2011, 29, 011004. [Google Scholar] [CrossRef]
- Ehiasarian, A.P.; Münz, W.-D.; Hultman, L.; Helmersson, U.; Petrov, I. High power pulsed magnetron sputtered CrNx films. Surf. Coat. Technol. 2003, 163, 267–272. [Google Scholar] [CrossRef]
- Greczynski, G.; Lu, J.; Jensen, J.; Bolz, S.; Kölker, W.; Schiffers, C.; Lemmer, O.; Greene, J.E.; Hultman, L. A review of metal-ion-flux-controlled growth of metastable TiAlN by HIPIMS/DCMS co-sputtering. Surf. Coat. Technol. 2014, 257, 15–25. [Google Scholar] [CrossRef]
- Chang, L.C.; Chang, C.Y.; You, Y.W. Ta–Zr–N thin films fabricated through HIPIMS/RFMS co-sputtering. Coatings 2017, 7, 189. [Google Scholar] [CrossRef]
- Chang, L.C.; Chang, C.Y.; Chen, Y.I.; Kao, H.L. Mechanical properties and oxidation behavior of ZrNx thin films fabricated through high-power impulse magnetron sputtering deposition. J. Vac. Sci. Technol. A 2016, 34, 02D107. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Janssen, G.C.A.M.; Abdalla, M.M.; van Keulen, F.; Pujada, B.R.; van Venrooy, B. Celebrating the 100th anniversary of the Stoney equation for film stress: Developments from polycrystalline steel strips to single crystal silicon wafers. Thin Solid Films 2009, 517, 1858–1867. [Google Scholar] [CrossRef]
- Audronis, M.; Bellido-Gonzalez, V.; Daniel, B. Control of reactive high power impulse magnetron sputtering processes. Surf. Coat. Technol. 2010, 204, 2159–2164. [Google Scholar] [CrossRef]
- Purandare, Y.P.; Ehiasarian, A.P.; Hovsepian, P.E. Target poisoning during CrN deposition by mixed high power impulse magnetron sputtering and unbalanced magnetron sputtering technique. J. Vac. Sci. Technol. A 2016, 34, 041502. [Google Scholar] [CrossRef]
- Anders, A. Tutorial: Reactive high power impulse magnetron sputtering (R-HiPIMS). J. Appl. Phys. 2017, 121, 171101. [Google Scholar] [CrossRef]
- Tsui, T.Y.; Pharr, G.M.; Oliver, W.C.; Bhatia, C.S.; White, R.L.; Anders, S.; Anders, A.; Brown, I.G. Nanoindentation and nanoscratching of hard carbon coatings for magnetic disks. Mater. Res. Soc. Symp. Proc. 1995, 383, 447–452. [Google Scholar] [CrossRef]
- Cheng, H.E.; Hon, M.H. Texture formation in titanium nitride films prepared by chemical vapor deposition. J. Appl. Phys. 1996, 79, 8047–8053. [Google Scholar] [CrossRef]
- Jones, M.I.; McColl, I.R.; Grant, D.M. Effect of substrate preparation and deposition conditions on the preferred orientation of TiN coatings deposited by RF reactive sputtering. Surf. Coat. Technol. 2000, 132, 143–151. [Google Scholar] [CrossRef]
- Cullity, B.D.; Stock, S.R. Elements of X-Ray Diffraction, 3rd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2001. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Ar (sccm) | N2 (sccm) | HiPIMS PowerWZr (W) | RF PowerWSi (W) | Ave. Target Voltage (V) | Peak Current (A) | Time (min) | Thickness (nm) | Rate (nm/min) |
|---|---|---|---|---|---|---|---|---|---|
| Batch I | |||||||||
| Zr52Si8N40 | 28.0 | 2.0 | 300 | 50 | 660 | 67 | 210 | 831 | 4.0 |
| Zr48Si9N43 | 27.5 | 2.5 | 300 | 50 | 643 | 80 | 200 | 720 | 3.6 |
| Zr45Si10N45 | 27.0 | 3.0 | 300 | 50 | 600 | 90 | 240 | 732 | 3.0 |
| Zr44Si10N46 | 26.5 | 3.5 | 300 | 50 | 588 | 105 | 310 | 836 | 2.7 |
| Zr43Si10N47 | 26.0 | 4.0 | 300 | 50 | 588 | 110 | 360 | 898 | 2.5 |
| Batch II | |||||||||
| Zr71N29 | 28.0 | 2.0 | 300 | 0 | 640 | 58 | 400 | 1183 | 3.0 |
| Zr62Si2N36 | 28.0 | 2.0 | 300 | 25 | 618 | 67 | 285 | 937 | 3.3 |
| Zr62Si3N35 | 28.0 | 2.0 | 300 | 30 | 617 | 50 | 270 | 932 | 3.4 |
| Zr58Si5N37 | 28.0 | 2.0 | 300 | 35 | 615 | 70 | 255 | 926 | 3.6 |
| Zr56Si6N38 | 28.0 | 2.0 | 300 | 40 | 615 | 67 | 230 | 847 | 3.8 |
| Zr52Si8N40 | 28.0 | 2.0 | 300 | 50 | 660 | 67 | 210 | 831 | 4.0 |
| Zr50Si10N40 | 28.0 | 2.0 | 300 | 60 | 660 | 70 | 210 | 876 | 4.2 |
| Sample | Chemical Composition (at.%) | Ra (nm) | Ha (GPa) | Eb (GPa) | H3/E2 (GPa) | Stress c (GPa) | |||
|---|---|---|---|---|---|---|---|---|---|
| Zr | Si | N | O | ||||||
| Batch I | |||||||||
| Zr52Si8N40 | 52.0 ± 1.1 | 7.6 ± 0.2 | 40.1 ± 1.3 | 0.3 ± 0.1 | 3.5 ± 0.1 | 27.4 ± 1.6 | 256 ± 7 | 0.31 | −2.8 ± 0.1 |
| Zr48Si9N43 | 47.5 ± 0.7 | 9.0 ± 0.2 | 42.3 ± 0.9 | 1.2 ± 0.1 | 2.2 ± 0.2 | 20.4 ± 1.4 | 246 ± 9 | 0.14 | −1.6 ± 0.2 |
| Zr45Si10N45 | 44.6 ± 1.1 | 10.2 ± 0.2 | 44.4 ± 1.0 | 0.8 ± 0.2 | 0.3 ± 0.0 | 14.5 ± 0.2 | 184 ± 3 | 0.09 | −0.4 ± 0.1 |
| Zr44Si10N46 | 43.1 ± 1.3 | 10.1 ± 0.4 | 45.8 ± 1.3 | 1.0 ± 0.2 | 1.1 ± 0.1 | 13.8 ± 0.5 | 187 ± 7 | 0.08 | −0.2 ± 0.1 |
| Zr43Si10N47 | 42.4 ± 1.3 | 10.0 ± 0.2 | 46.6 ± 0.9 | 1.0 ± 0.3 | 1.1 ± 0.4 | 14.0 ± 0.6 | 190 ± 8 | 0.08 | −0.6 ± 0.1 |
| Batch II | |||||||||
| Zr71N29 | 70.6 ± 0.5 | 0.1 ± 0.0 | 28.7 ± 0.7 | 0.6 ± 0.2 | 4.4 ± 0.2 | 21.5 ± 1.1 | 283 ± 13 | 0.12 | −0.7 ± 0.1 |
| Zr62Si2N36 | 61.1 ± 1.9 | 2.2 ± 0.1 | 35.8 ± 2.1 | 0.9 ± 0.3 | 1.3 ± 0.2 | 33.1 ± 1.0 | 346 ± 11 | 0.30 | −4.9 ± 0.3 |
| Zr62Si3N35 | 61.0 ± 0.4 | 3.2 ± 0.1 | 34.9 ± 0.4 | 0.9 ± 0.2 | 1.4 ± 0.1 | 34.4 ± 1.0 | 369 ± 11 | 0.30 | −5.0 ± 0.4 |
| Zr58Si5N37 | 57.5 ± 0.2 | 4.5 ± 0.2 | 37.1 ± 0.1 | 0.9 ± 0.2 | 1.1 ± 0.0 | 34.0 ± 1.4 | 367 ± 13 | 0.29 | −4.7 ± 0.2 |
| Zr56Si6N38 | 55.8 ± 0.2 | 5.6 ± 0.1 | 37.9 ± 0.3 | 0.7 ± 0.2 | 0.8 ± 0.1 | 33.2 ± 1.0 | 373 ± 12 | 0.26 | −4.5 ± 0.6 |
| Zr52Si8N40 | 52.0 ± 1.1 | 7.6 ± 0.2 | 40.1 ± 1.3 | 0.3 ± 0.1 | 3.5 ± 0.1 | 27.4 ± 1.6 | 256 ± 7 | 0.31 | −2.8 ± 0.1 |
| Zr50Si10N40 | 49.9 ± 0.6 | 9.7 ± 0.1 | 40.2 ± 0.8 | 0.2 ± 0.3 | 3.3 ± 0.0 | 21.5 ± 1.8 | 230 ± 7 | 0.19 | −1.9 ± 0.1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, L.-C.; Zheng, Y.-Z.; Chen, Y.-I. Mechanical Properties of Zr–Si–N Films Fabricated through HiPIMS/RFMS Co-Sputtering. Coatings 2018, 8, 263. https://doi.org/10.3390/coatings8080263
Chang L-C, Zheng Y-Z, Chen Y-I. Mechanical Properties of Zr–Si–N Films Fabricated through HiPIMS/RFMS Co-Sputtering. Coatings. 2018; 8(8):263. https://doi.org/10.3390/coatings8080263
Chicago/Turabian StyleChang, Li-Chun, Yu-Zhe Zheng, and Yung-I Chen. 2018. "Mechanical Properties of Zr–Si–N Films Fabricated through HiPIMS/RFMS Co-Sputtering" Coatings 8, no. 8: 263. https://doi.org/10.3390/coatings8080263
APA StyleChang, L.-C., Zheng, Y.-Z., & Chen, Y.-I. (2018). Mechanical Properties of Zr–Si–N Films Fabricated through HiPIMS/RFMS Co-Sputtering. Coatings, 8(8), 263. https://doi.org/10.3390/coatings8080263