Plasma Pre-treatments to Improve the Weather Resistance of Polyurethane Coatings on Black Spruce Wood

1
Faculty of Forestry, University of British Columbia, Vancouver, BC V6T 1Z4, Canada
2
Department of Applied Mathematics, Australian National University Canberra, Canberra ACT 0200, Australia
*
Author to whom correspondence should be addressed.
Coatings 2019, 9(1), 8; https://doi.org/10.3390/coatings9010008
Submission received: 6 November 2018
/
Revised: 19 December 2018
/
Accepted: 20 December 2018
/
Published: 25 December 2018
(This article belongs to the Special Issue Additives and Pre-treatments to Enhance the Performance of Coatings on Wood)
Abstract
:We hypothesize that plasma treatments that increase the adhesion and penetration of transparent water, and solvent-borne polyurethane coatings into black spruce wood will improve the performance of coated wood exposed to accelerated weathering. We tested this hypothesis by modifying wood samples with plasma for 30, 180, 600, and 1200 s, and measuring coating penetration and adhesion using light microscopy and a mechanical pull-off test, respectively. Plasma treatment did not improve coating adhesion, but the solvent-borne coating showed deeper penetration into plasma-modified wood, and its resistance to accelerated weathering was better on plasma-modified wood than on untreated controls. Plasma treatments enhanced the penetration of water-borne polyurethane into wood, but the treatments did not improve weather-resistance of the coating. Plasma treatment increased the wettability of wood surfaces, and prolonged plasma treatment etched cell walls, increasing their porosity. These effects may explain the positive effect of plasma treatment on coating penetration, and the increased weather-resistance of the solvent-borne polyurethane on plasma-modified wood. In conclusion, our results indicate that the ability of plasma treatment to improve coating performance on black spruce depends on the coating type, and the effects of the treatment on the surface microstructure of wood.
1. Introduction
Plasma is an ionized gas, sometimes known as the “4th state of matter”, consisting of atoms, molecules, ions, electrons, and short-lived species that can alter the surface properties of materials, including the surface energy of plastics [1,2,3]. The latter characteristic of plasma is being exploited for a variety of industrial applications, for example, as a pre-treatment to increase the wettability and adhesion of coatings to plastic automotive components such as fenders (bumpers) [4]. Plasma treatments also help, as pointed out by Stecher [5], “to ensure the wettability of inks and the durability of printing on products made from polypropylene, polyethylene, polyamide, polycarbonate, glass, and metals”.
Plasma pre-treatments have also been tested for their ability to improve the adhesion and performance of glues and coatings on wood, and wood composites [6,7,8,9,10]. For example, several studies have examined whether plasma treatments can improve the adhesion of coatings to solid wood [11,12,13,14,15,16,17,18,19]. The results have been inconsistent. Firstly, three related studies showed that the adhesion of an aqueous air/UV cured polyacrylate/polyurethane coating to sugar maple (Acer saccharum Marshall) and black spruce (Picea mariana (Mill.) Britton, Sterns, and Poggenburg) woods could be increased by a variety of different plasma pre-treatments [11,12,13]. Increases in adhesion were related to plasma type, power, and duration, and were attributed to changes in the wettability of plasma-modified wood surfaces and greater penetration of the coating into the modified woods [11,12,13]. Other studies have obtained mixed results. For example, both Back and Danielsson [14], and Lukowski and Hora [15] showed that plasma pre-treatments increased the adhesion of aqueous acrylate dispersions to wood, but had no such effect on the adhesion of solvent-borne coatings. Increases in the adhesion of coatings to plasma-modified wood also vary with wood species, as well as coating type [16]. Finally, studies have shown that plasma pre-treatments have no, or even negative, effects on the adhesion of coatings to wood [16,17,18,19]. There is less discrepancy between the findings of studies that have examined the effects of plasma treatments on the performance of coatings exposed to the weather. The majority of studies have shown that plasma pre-treatments do not increase the performance of coatings on wood exposed to accelerated or natural weathering [18,19,20], despite expectations that the ability of plasma treatments to enhance the wetting of coatings to timber would translate into improved coating performance. The exception to these disappointing findings of the effect of plasma treatments on coating durability is the finding of Blanchard and Stirling [20]. They found that plasma pre-treatment increased the weather resistance of a durable semi-transparent water-based polyurethane coating on ponderosa pine (Pinus ponderosa Douglas ex C. Lawson) and white spruce (Picea glauca (Moench) Voss) panels exposed to 31 months of natural weathering, although the pre-treatment had no positive effect on the performance of two other less durable coatings. Blanchard and Stirling suggested that the increased performance of the two-part polyurethane on plasma-modified wood resulted from increased adhesion and/or coating penetration [20]. This suggestion accords with findings that the adhesion of finishes to wood is critical to their outdoor performance particularly susceptibility to blistering, cracking, and flaking [21]. Increased adhesion and penetration of coatings into wood are not coincidental, but “mechanical anchoring of coatings into wood” when they penetrate into wood affects their durability [22]. The most common example of this effect is the increased penetration and enhanced durability of opaque coatings on low-density earlywood bands of softwoods compared to denser latewood bands [23,24]. The same effect is less pronounced with clear or semi-transparent coatings, but Ashton observed that clear phenolic varnishes that penetrated more deeply into wood and reinforced surface layers of wood were more durable than other formulations that lacked the same characteristics [25]. Furthermore, Miniutti [26] suggested that the exceptional durability of a clear silicone coating on wood was due to the presence of fingers of resin that penetrated into woods microstructure, and anchored the coating to the surface during UV irradiation [26]. Penetration of coatings and wood preservatives into impermeable species such as spruce (Picea spp.) is more difficult than with more permeable woods such as pine sapwood, and therefore pre-treatments designed to improve the penetration of coatings and chemicals into wood have often focused on spruce [27]. In this paper, we hypothesize that plasma treatments that increase the adhesion and penetration of clear water and solvent-borne polyurethane coatings into black spruce wood will lead to improved performance of coated wood exposed to accelerated weathering.
2. Materials and Methods
2.1. Experimental Design and Statstical Analysis of Data
Factorial principles were used to design four experiments that examined the effects of plasma treatments on factors related to coating performance: (1) Penetration of coatings into wood; (2) adhesion of coatings to wood; (3) resistance of coated surfaces to artificial accelerated weathering; and (4) surface energy (contact angle) of wood. Each of the four experiments was essentially a randomized block design where the factors of interest were: (a) Plasma treatment (5 levels; 30 s, 180 s, 600 s, 1200 s plus control at 0 s); (b) coating type (water-borne or solvent-borne polyurethane) for experiments 1, 2, and 3; and (c) surface type (radial vs. tangential) for experiments 3 and 4. Samples for experimentation were cut from 13 different parent black spruce boards (Table 1). All boards were air-dry, planed, quarter-sawn heartwood measuring 60 mm (width) × 25 mm (thickness) × 450–500 mm (length). Boards were derived from different trees, and donated by the Centre de Recherché sur le Bois at the Université Laval, Québec, Canada. Boards were conditioned at 20 ± 1 °C and 65 ± 5% relative humidity (r.h.) for a minimum of 1 month. The growth ring widths and densities of three samples cut from each of the 13 boards were measured using a ruler, and water-displacement/oven-drying overnight at 105 ± 5 °C, respectively, as described previously [28].
Samples cut from the different boards (blocks) were allocated at random to experimental factors, and the multiple factors of interest (plasma treatment, coating, and/or surface type) were fully replicated in each block. This approach made it possible to analyze data using analysis of variance (ANOVA) for a randomized block design, and average data across non-significant factors of interest giving the experiments greater precision. All statistical computation including model checking to ensure data met the assumptions of ANOVA (normality and constant variance) was performed using Genstat (v.19). A sub-routine (convstrt) within Genstat was used to create contrasts between vacuum-treated controls and plasma-treated samples, and also between all the plasma-treated samples. Results are presented in graphs and error bars on each graph (Fisher’s least significant difference, LSD, or standard error of difference) were used to estimate whether differences between individual means were statistically significant at the 5% level [29].
2.2. Effects of Plasma Treatment on Penetration of Coatings into Black Spruce Wood
A panel measuring 18 × 6 × 450 mm3 was cut from each of the four parent black spruce boards (numbers 1 to 4; Table 1). Each panel was cross-cut into two samples, which were allocated at random to the two different types of clear polyurethane coatings. Five specimens measuring 18 × 6 × 20 mm3 were cut from each sample and allocated to the different plasma treatments including the untreated control.
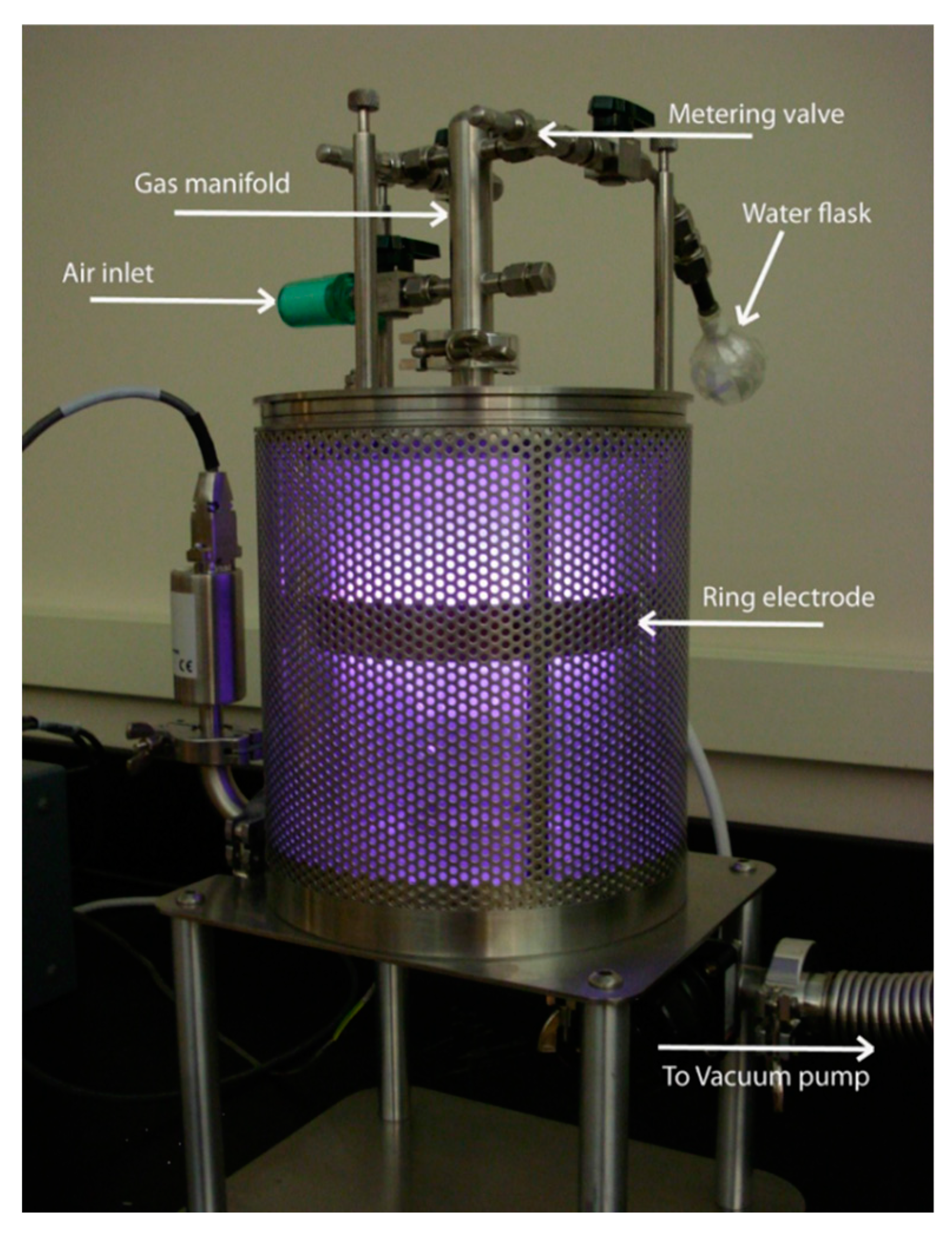
Samples were exposed to glow-discharge plasma derived from water-vapor for 30, 180, 600, or 1200 s because water-vapor plasma is a promising technology for the modification of polymers [30]. Furthermore, the parent material (distilled water) used to generate the plasma is inexpensive. Black spruce specimens were placed in the glass chamber of a plasma reactor and a vacuum of 19.998 ± 1.33 Pa was drawn using a rotary oil vacuum pump. The pressure in the chamber was monitored using a differential pressure gauge, and a metering valve was opened to allow water-vapor from a small glass reservoir into the chamber. The vacuum (19.998 ± 1.33 Pa) was then redrawn. A high voltage radio frequency signal (1 kV at 135 kHz) was capacitively coupled through a ring electrode on the exterior of the chamber into the low pressure interior of the reactor chamber by grounding all internal stainless steel components (Figure 1). The power output of the radio frequency generator to the chamber was adjusted to 150 W. After treatment, the chamber was vented to the atmosphere, and wood samples were removed from the chamber, taking care to avoid touching and contaminating their upper surfaces. Samples subjected to vacuum in the plasma reactor acted as controls.
Two different types of clear coatings were used. These were purchased commercially: (1) Solvent-borne urethane (Minwax Helmsman spar urethane, Minwax® Company, Upper Saddle River, NJ, USA); and (2) water-based urethane (Varathane diamond spar urethane, Rust-Oleum Co., Vernon Hills, IL, USA; Table 2). The different coatings were applied to specimens using a calibrated micro-pipette, and then brushed across the surface using a fine brush that was loaded with coating. The thicknesses of the coatings were approximately 125 µm. The coated surfaces were air-dried at 20 ± 1 °C and 65 ± 5% r.h. for 10 days, lightly sanded with aluminum oxide abrasive paper (P220 grit), and a second layer of finish was applied to the specimens, as above.
Specimens were secured with their transverse face uppermost in the sample holder of a sledge microtome (Spencer Lens Co., Buffalo, NY, USA). A distilled water droplet (~0.08 mL) was placed on the transverse face of each specimen and left to soak into the wood for 5 min. A disposable microtome blade (Feather® Type S35, Feather Safety Razor Co. Ltd., Osaka, Japan) in a blade holder (Feather® No. 160, Feather Safety Razor Co. Ltd., Osaka, Japan) was used to section specimens perpendicular to their longitudinal axes, and at ~30° relative to the radial-longitudinal direction. Approximately one hundred and fifty, 30 μm thick, transverse sections were cut from the central region of each coated and treated specimen. Each section contained at least one complete growth ring. After each section was cut, a droplet of water (~0.08 mL) was placed on the freshly exposed surface to facilitate further sectioning. Sections were stained with a 0.1% diazo dye (Sudan IV in 80% ethanol) to make the coating easier to see. Each section was mounted in distilled water on a glass slide, covered with a glass cover-slip, and examined with a light microscope (Carl Zeiss Universal Fluorescent Microscope, Serial number 4996467, Carl Zeiss AG, Oberkochen, Germany) equipped with a digital camera (Olympus DP71, Olympus Canada Inc., Richmond Hill, Toronto, ON, Canada). One representative digital (TIFF) photograph of a complete growth ring was obtained for each specimen. Digital photographs were loaded into the image analysis software, Definiens eCognition (Trimble Inc., Sunnyvale, CA, USA). Coated and uncoated areas measuring 5 × 5 pixels on the images were identified. These classified images were loaded into the computer-aided design software AutoCad (Autodesk Canada Co., Calgary, AB, Canada), together with the original image. A line was drawn on the image at the interface between the wood and coating, and the center of each cell beneath the coating was identified using a point. Each image was sub-divided incrementally from the wood surface into depth zones that were each 25 µm thick (0–25 µm, 25–50 µm, and so on) based on the minimum Euclidean distance from each cell to the closest point at the wood/coating interface. The amount of coating within each zone was quantified as the ratio of coated pixel elements to the total number of classified elements.
2.3. Effects of Plasma Treatment on Adhesion of Coatings to Black Spruce Wood
Ten samples measuring 30 × 3 × 500 mm3 were cut from each of the seven parent black spruce boards (numbers 1 to 7). Samples were randomly assigned to coating type and plasma treatments (including control), and exposed to glow-discharge plasma derived from water-vapor for 30, 180, 600, or 1200 s, as described above. Samples were coated with either the water or solvent-borne polyurethane coatings (as above), conditioned at 20 ± 1 °C and 65 ± 5% r.h. for 15 days, and lightly sanded with P220 grit aluminum oxide abrasive paper. A modified pull-off test was used to measure the adhesion of the coatings to plasma-modified specimens and controls [31]. Two drops of cyanoacrylate adhesive (Instant Krazy Glue Advanced Formula, Elmer’s Products Inc., High Point, NC, USA) were used to glue a 20 mm diameter aluminium test cylinder (Elcometer Inc., Rochester Hills, MI, USA) to each coated sample. Test cylinders were pulled-off the samples using an Instron universal testing machine (model 4200, Instron Corp., Norwood, MA, USA) and a cross-head speed of 1/2 mm min−1. The load (MPa) required to pull the test cylinder from each sample was recorded. After the adhesion tests, the end of each test cylinder was overlaid with a 20 mm diameter transparent grid. The area within the grid occupied by wood that was pulled off each wood specimen during adhesion testing was quantified and expressed as a percentage of the total area of the end of each cylinder.
2.4. Effects of Plasma Treatment on Weather Resistance of Coatings on Black Spruce Wood
Ten planed quarter-sawn (radial) and an equal number of flat-sawn (tangential) samples measuring 3 × 15 × 75 mm3 were prepared from six of the parent black spruce boards (numbers 8 to 13). Radial and tangential samples were randomly allocated to the different coatings (2 levels) and plasma treatments (5 levels). Samples were exposed to glow-discharge plasma for 30, 180, 600, or 1200 s as described above. Specimens subjected to vacuum in the plasma reactor acted as a control. Immediately after plasma treatment, specimens were brush-coated with either the water or solvent-borne polyurethane coatings, as described above. Uncoated faces were brush-coated with a polyurethane-modified black alkyd (enamel) paint (Cloverdale 11147 Flat Black, Surry, BC, Canada), which acted as a sealer [32]. Coated samples were conditioned at 20 ± 1 °C and 65 ± 5% r.h. for 20 days, and exposed to an accelerated weathering cycle in a QUV (Q-Lab Ultraviolet) weatherometer (QUV/spray model, Q-Lab Corp., Westlake, OH, USA). The weathering cycle consisted of separate condensation, UV irradiation (0.68 W m−2 at 340 nm), and water-spraying steps together with sub-cycling steps as described by Podgorski et al. [33]. Samples were exposed to accelerated weathering for a total of 3024 h, subdivided into 504 h exposure periods. After each exposure period, the defects that developed in the coatings on the weathered panels were evaluated. Clear coated panels were overlaid with a transparent template containing a grid of 90 rectangles, each measuring 2 × 5 mm2. Panel surfaces were observed under a 10× hand lens, and defects that reduced the integrity of coatings, such as film delamination, peeling or water damage, within each grid were recorded [32]. The total number of defects was divided by 90 to provide an estimate of the overall degradation of the coating on each specimen. Film defects that developed during exposure were expressed as the ratio of the defects in specimens to those present after 1008 h of weathering, because film defects did not develop in specimens before 1008 h of exposure.
2.5. Effects of Plasma Treatment on the Microstructure and Surface Wettability of Black Spruce Wood
Scanning electron microscopy was used to examine the etching of uncoated black spruce wood by plasma. Plasma-modified and unmodified specimens, as above, measuring 5 × 5 × 5 mm3 were dried in a vacuum desiccator over silica gel (desiccant) granules for 24 h. The specimens were then attached to aluminum mounting stubs using double-sided adhesive tabs (Micro-Tek D12, 2#71-002118, Wateringweg, Haarlem, The Netherlands), with the radial surface facing up. Afterwards, specimens were coated with a layer of gold (8 nm) in a sputter coater (Nanotech SEMPrep II, Nanotechnology Ltd., Sandy, UK), and plasma-modified and gold-coated surfaces were examined using a Hitachi S-4700 field emission scanning electron microscope operating at 5.0 kV (Hitachi Ltd., Chiyoda-ku, Tokyo, Japan). Selected secondary electron images of plasma-modified and unmodified surfaces were recorded as TIFF files.
Five planed quarter-sawn (radial) and five flat-sawn (tangential) samples measuring 2.8 × 13.5 × 19.5 mm3 were prepared from four of the parent black spruce boards (numbers 1 to 4). Samples were sanded with P220 grit aluminium oxide abrasive paper, and conditioned at 20 ± 1 °C and 65 ± 5% r.h. for 48 h. A 5 μL droplet of distilled water was placed on the surface of each sample using a syringe [34]. The static contact angle of the droplet on each sample was measured using a KSV CAM 101 instrument (KSV Instruments Ltd., Helsinki, Finland). Images of the droplet were captured every 16 milliseconds and the second image was used to calculate the contact angle that the water droplet made with the wood surface. Contact angles were calculated by baseline adjustment and curve fitting of the captured drop profile to the theoretical shape predicted by the Young–Laplace equation using instrument software. Left and right contact angles were averaged to obtain a mean contact angle for each test. Samples were plasma- or vacuum-treated as above, and the contact angles of samples were re-measured.
3. Results
3.1. Coating Penetration
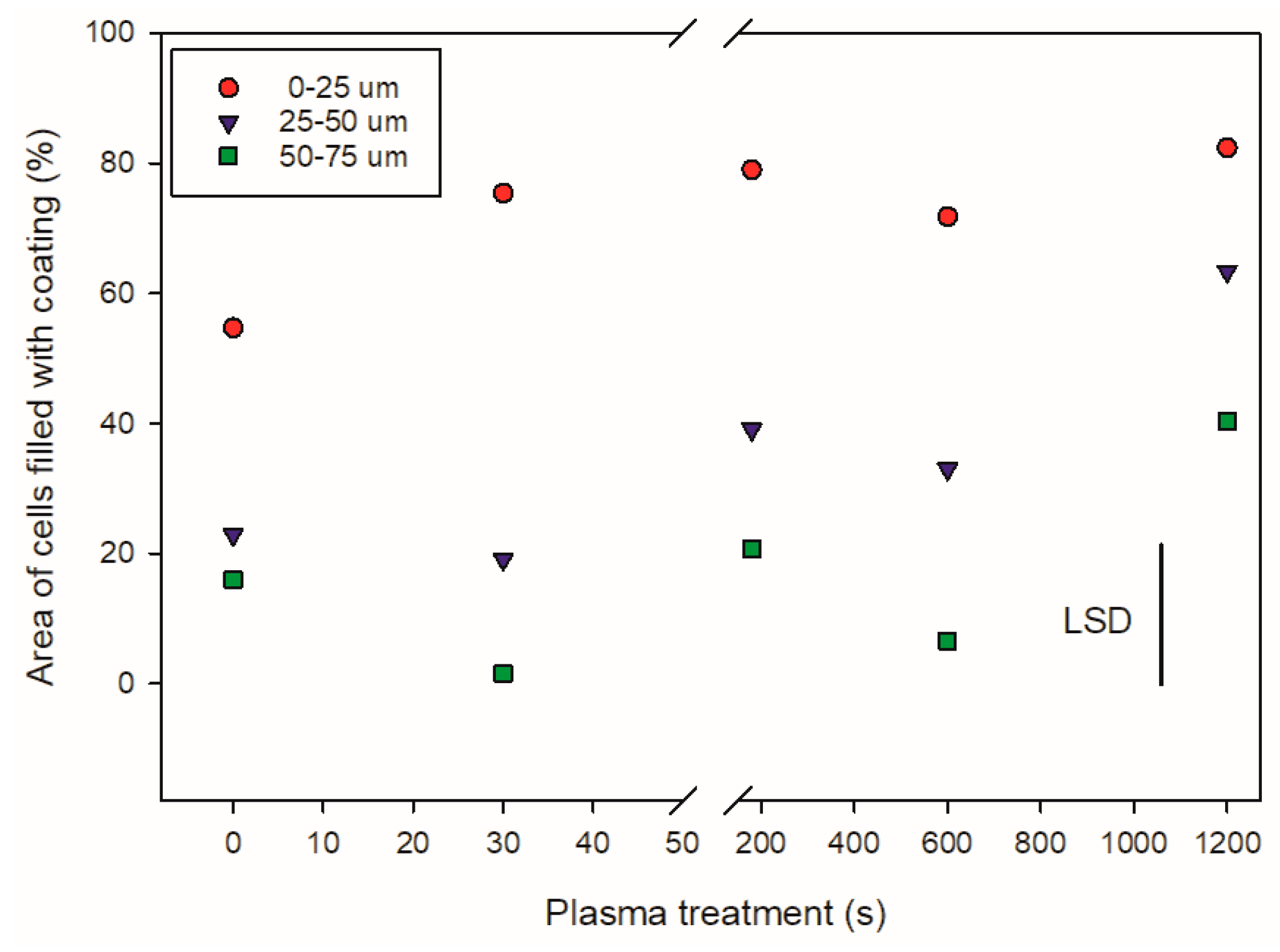
Coating penetration into plasma-modified black spruce wood and unmodified controls was quantified by measuring the percentage of void space beneath the wood surface that was occupied by coating material, as mentioned above. Coating penetration was variable, and in two of the four black spruce samples little penetration occurred beyond a depth of 75 µm. Therefore, statistical analysis of coating penetration was confined to a layer that extended from the wood surface to a depth of 75 µm. This 75 µm layer was subdivided into three zones (0–25 µm; 25–50 µm; 50–75 µm), and analysis of variance (ANOVA) was used to examine the effects of experimental variables on coating penetration in each of these three zones. The ANOVA also sought specific contrasts between coating penetration in untreated wood and that in plasma-modified wood. The percentage of void space within zone 1 (0–25 µm), that was occupied by coating, was significantly (p = 0.017) higher in plasma-modified wood than in untreated wood when results were averaged across all plasma treatments. In the adjacent layers (2, 25–50 µm; and 3, 50–75 µm) the overall difference in coating penetration in plasma-modified wood and untreated wood was not significantly different (p > 0.05) when results were averaged across all of the plasma-treatments. However, coating penetration was significantly (p < 0.05) greater in samples that were exposed to plasma for 1200 s (20 min) than in other samples (Figure 2).
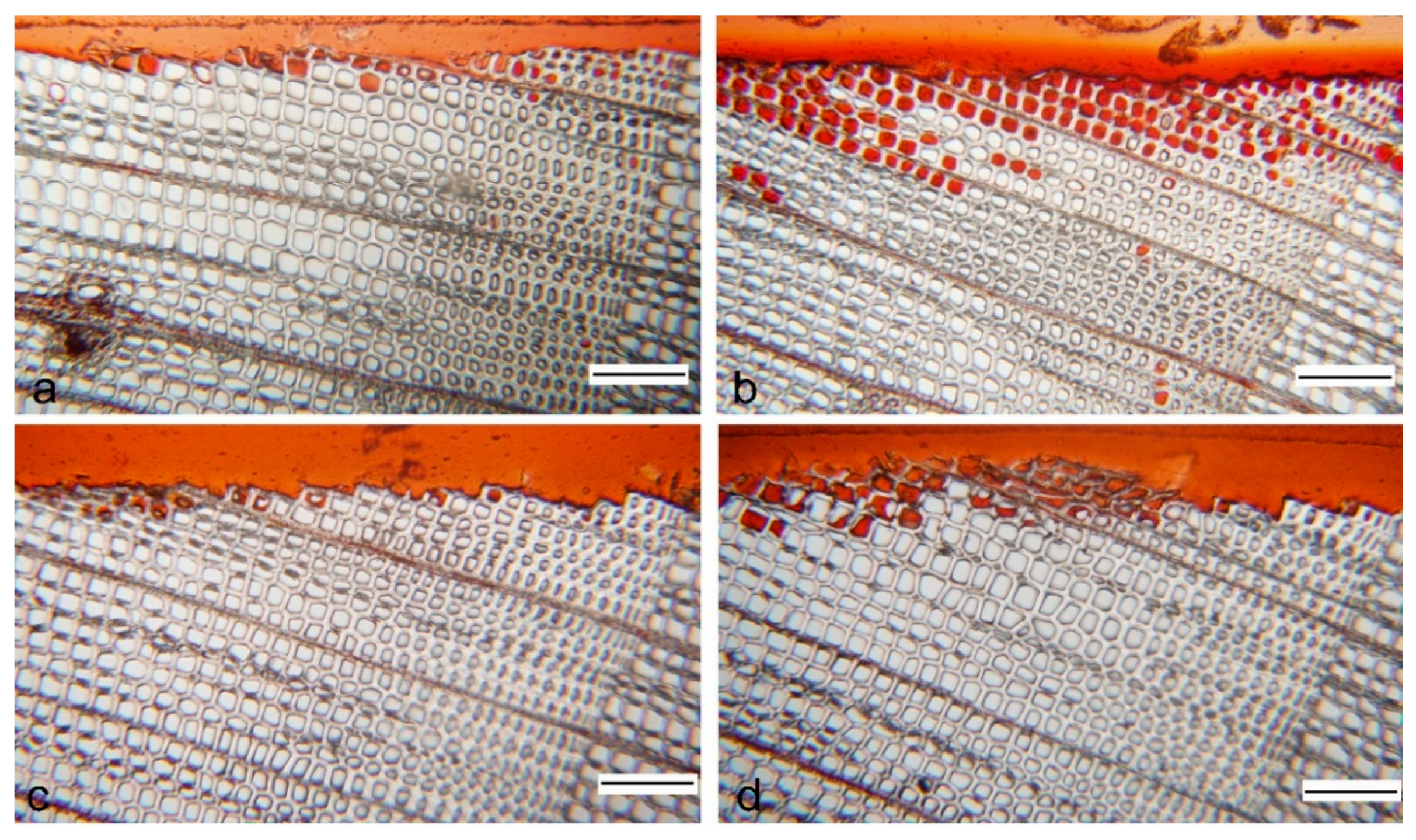
The increased penetration of the two coatings into black spruce samples that were modified with plasma for 1200 s can be clearly seen in Figure 3. Both the water- and solvent-borne coatings penetrated the first one to two rows of tracheids in unmodified black spruce wood (Figure 3a,c). In wood modified with plasma for 1200 s, coating penetration was deeper. For example, the solvent-borne coating frequently penetrated the first four layers of tracheids in plasma-modified wood (Figure 3b). Even deeper penetration of the solvent-borne coating into plasma-modified wood was observed (Figure 3b), and appeared to occur close to the rays that run diagonally from left to right in the images in Figure 3. Increased penetration of the water-borne coating in plasma-modified wood also appeared to be associated with rays (Figure 3d).
3.2. Coating Adhesion
The adhesion strength of the water-borne polyurethane coating to black spruce samples was significantly (p < 0.05) higher than that of the solvent-borne coating, irrespective of treatment of samples with plasma (Table 3). Similarly, the percentage of wood retained on test cylinders was significantly (p < 0.05) higher on cylinders used to test adhesion strength of water-borne coating compared to those used to test the adhesion strength of the solvent-borne coating (Table 3). The effects of plasma-treatment on adhesion strength and percentage of wood retained on test cylinders were small and not statistically significant (p > 0.05).
3.3. Performance of Coatings Exposed to Artificial Accelerated Weathering
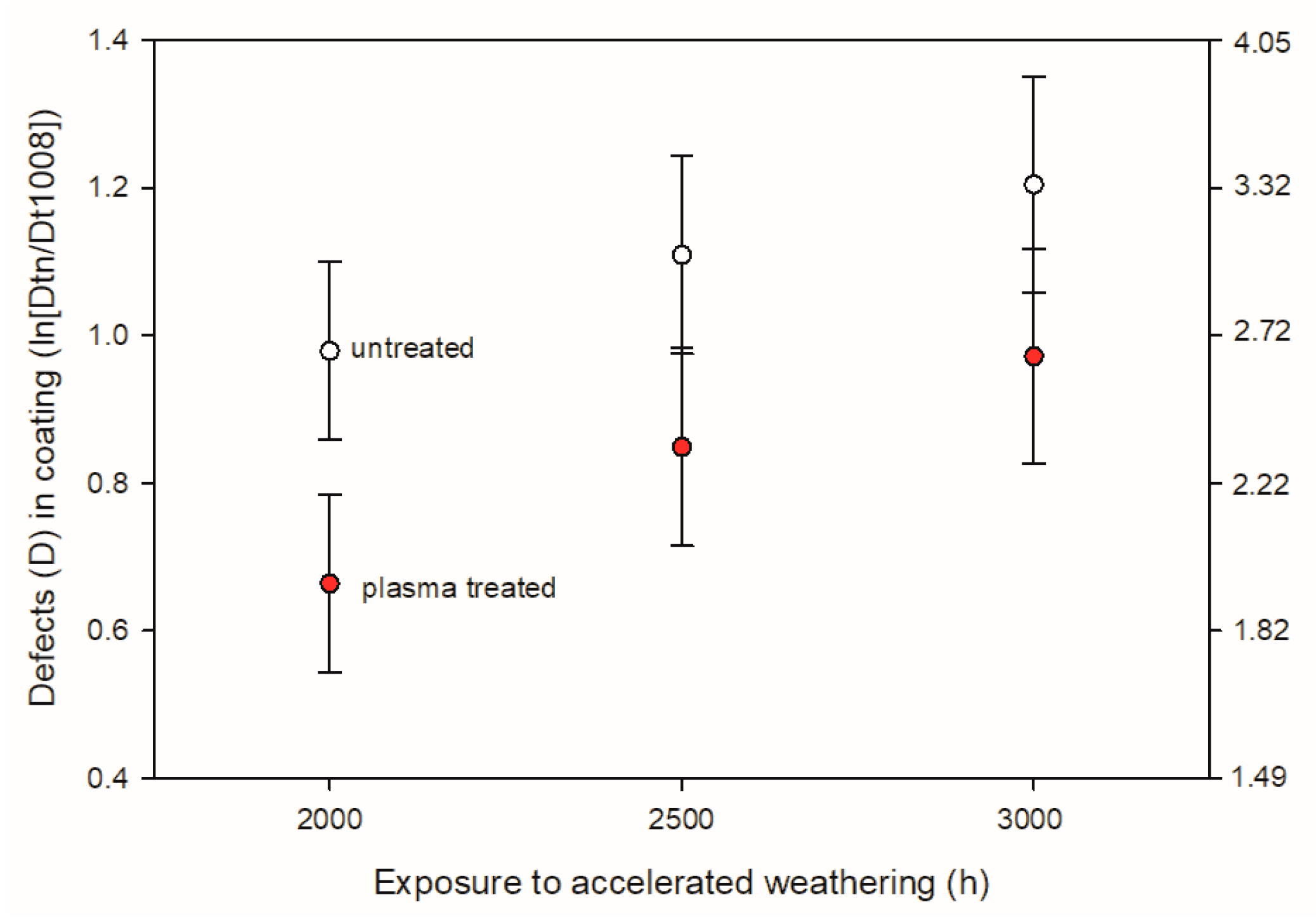
Plasma-modified and coated radial and tangential black spruce samples were exposed to accelerated weathering for a total of 3024 h. After this period of time, few defects were present in the water-borne coating although they had yellowed. In contrast, defects started to develop in the solvent-borne coating after 1008 h of exposure to accelerated weathering. Defects that developed in the solvent-borne coating are expressed as natural logarithm (ln) of the defects present after time n (1512, 2016, 2520, and 3024 h), divided by those present after 1008 h (Figure 4). Statistical analysis revealed significant (p < 0.05) positive effects of plasma treatment on defects in coatings on samples exposed to accelerated weathering for 2016 and 2520 h (Figure 4). The effects of plasma treatment on defects in solvent-borne coating on samples exposed to accelerated weathering for 1512 h (p = 0.10) and 3024 h (p = 0.12) were not statistically significant.
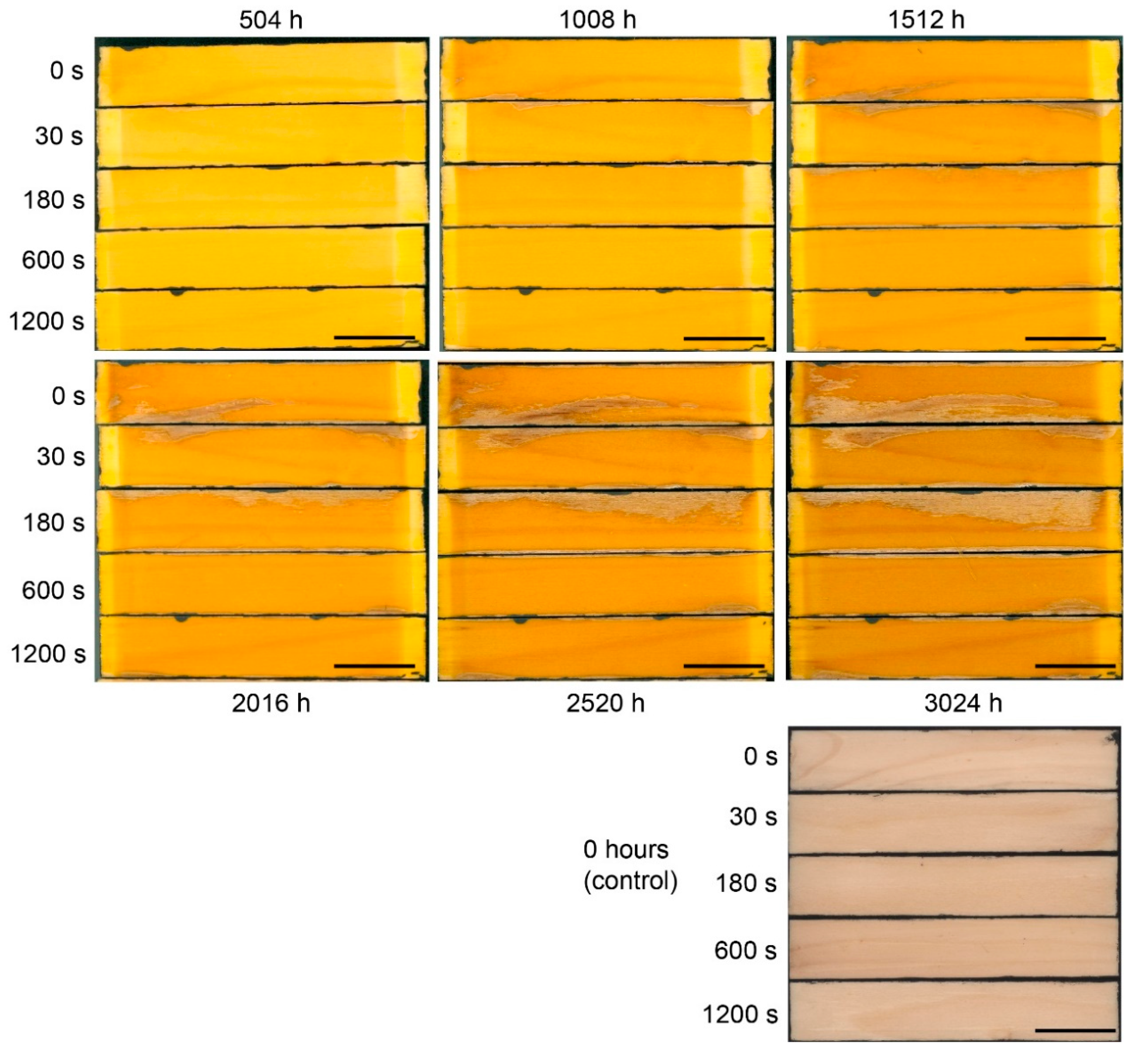
The effects of plasma treatment on weather resistance of the solvent-borne polyurethane coating on samples exposed to accelerated weathering can be easily seen in the photographs in Figure 5. This figure shows the change in appearance of plasma-modified and coated tangential black spruce samples exposed to accelerated weathering. The plasma treated samples finished with the solvent-borne coating before weathering (0 h) were initially a light tan color. Samples yellowed during accelerated weathering and the coating started to fail after 1008 h of exposure. Failure of the coating was more pronounced on the untreated (0 s) coated control and on coated samples pre-treated with plasma for 30 or 180 s. In contrast, there was far less coating failure on samples pre-treated with plasma for 600 or 1200 s. Similar trends were seen on radial samples (not shown here), although there was some deterioration of the coating on samples pre-treated with plasma for 600 or 1200 s and exposed to accelerated weathering for 2520 and 3024 h. However, any deterioration was confined to the interface between the polyurethane coating and the black coating that was used as an edge seal, possibly because the clear coating was thinner at the edges of samples.
3.4. Microstructure and Surface Wettability of Black Spruce Wood
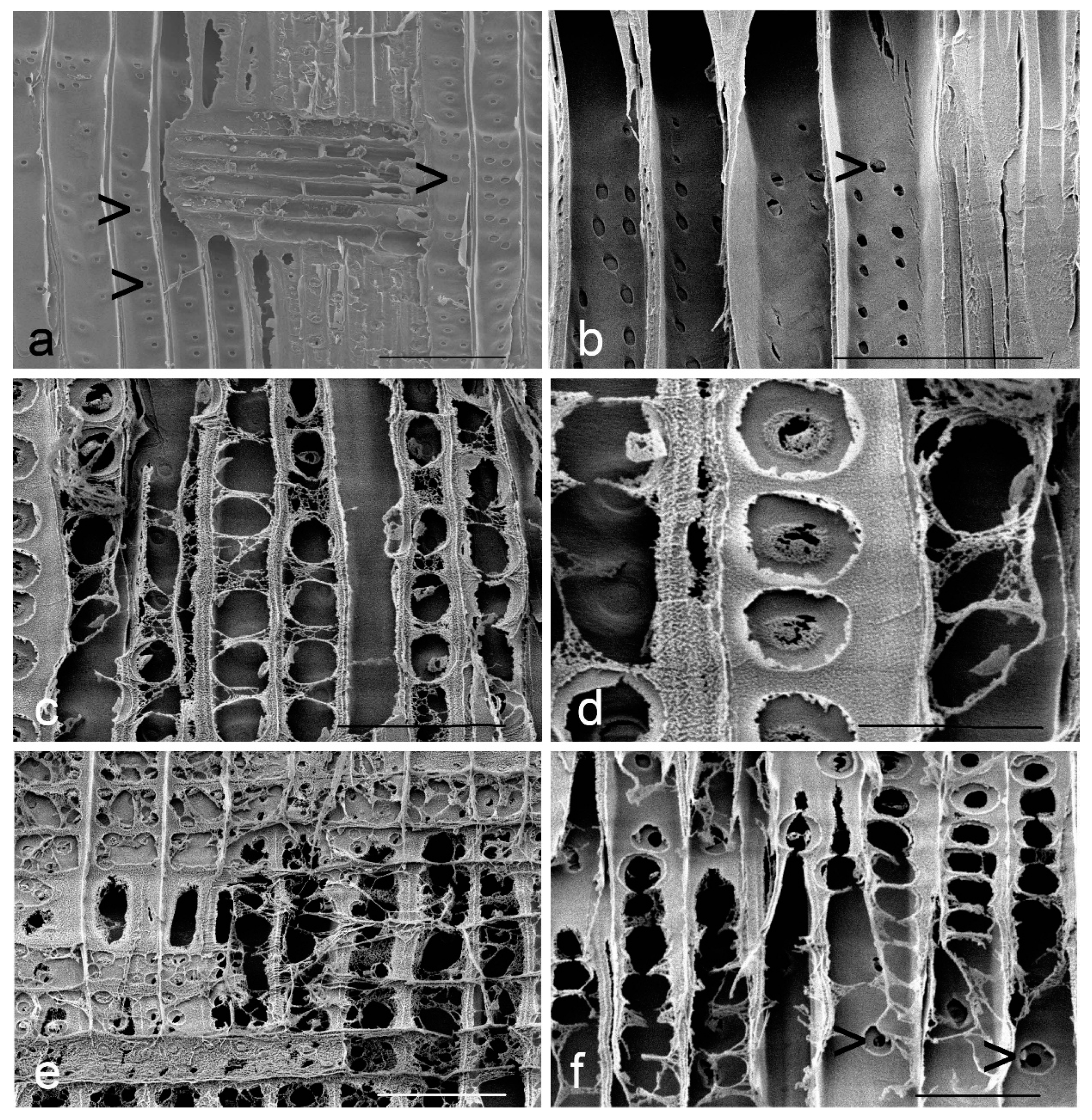
The microstructure of the surface of black spruce samples was altered by plasma pre-treatment depending on the length of time samples were exposed to plasma (Figure 6). Untreated wood showed intact dome-shaped bordered pits (openings that connect tracheids [fibres] with each other; arrowed left in Figure 6a) and elliptical openings (half-bordered pits) that connect rays with tracheids (arrowed right in Figure 6a). Plasma treatment of black spruce samples for 30 s did not alter the microstructure of the wood surface, and the only discernable change after 180 s of exposure to plasma was rupture of the membranes that separate the openings between rays and tracheids (Figure 6b). In contrast, much more pronounced changes to the surface microstructure of black spruce wood occurred as a result of plasma treatment for 600 or 1200 s. These changes included etching of the raised border of the pits that connect tracheids (fibres); complete etching of bordered and half-bordered pits and also rays (Figure 6c–f).
Etching of wood cell walls was mainly confined to the uppermost layer of tracheids, but in samples exposed to plasma for 1200 s there was evidence of etching of bordered pit membranes below the immediate wood surface (arrowed bottom right in Figure 6f).
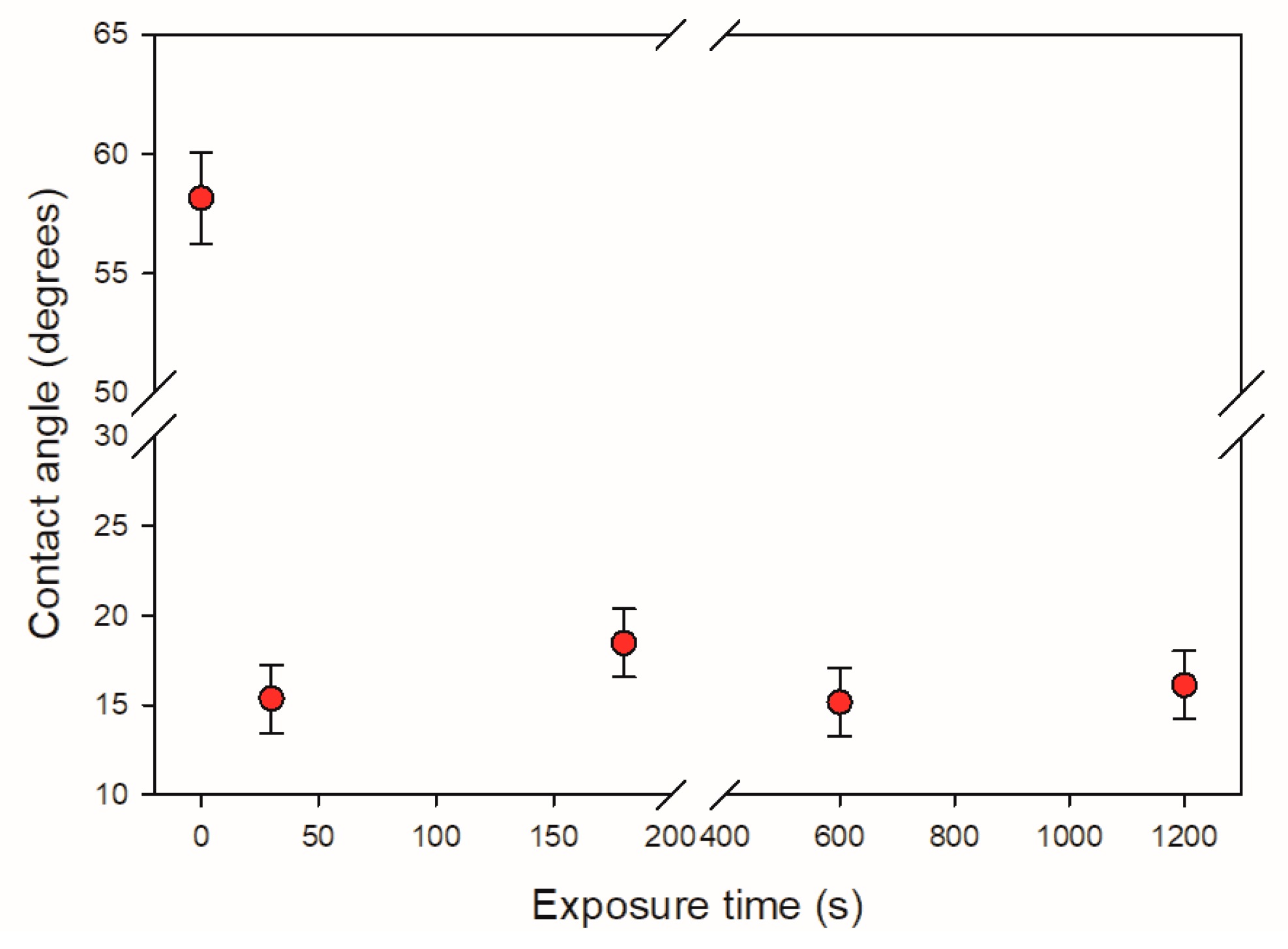
Plasma treatment significantly increased the wettability of spruce wood surfaces, but there was no significant difference (p < 0.05) in the wettability of surfaces treated with plasma for different periods of time (Figure 7). There was no significant (p > 0.05) effect of surface type (radial vs. tangential) on wettability, and no significant (p > 0.05) interaction of surface type and plasma treatment on wettability.
4. Discussion
Our results for the solvent-borne polyurethane are the most supportive of our hypothesis. This coating penetrated more deeply into plasma-modified wood and its resistance to accelerated weathering was better on plasma-modified wood than on untreated controls. However, there was no effect of plasma treatments on coating adhesion. Plasma pre-treatments enhanced the penetration of the water-borne polyurethane into black spruce wood, but the treatments did not improve the performance of the coating because the coating showed little sign of degradation even after 3024 h of artificial accelerated weathering (irrespective of the length of time samples were pre-treated with plasma). The same issue was encountered by Podgorski and Roux [18]. They observed little effect of plasma treatment on the performance of water- and solvent-borne coatings on Scots pine (Pinus sylvestris L) and luan (Shorea spp.) wood exposed to artificial accelerated weathering. They concluded that the ‘positive effects of plasma treatment (on coating performance) were probably concealed by the coating characteristics: The performance of the coatings was too good’. Our findings for the water-borne polyurethane coating support their conclusion [18].
The improved performance of the solvent-borne polyurethane on plasma-modified wood appeared to be associated with increased coating penetration rather than increased adhesion, but it is not possible to provide a definitive answer as to how plasma effected improvements in coating performance. Plasma treatments significantly increased the wettability of wood surfaces, as others have also observed [18,19,34], and such an effect could explain the statistically significant effects of plasma treatments on coating penetration into the uppermost wood surface layer (0 to 25 µm). In addition to the effects of plasma treatments on wettability of wood surfaces, prolonged exposure to plasma had pronounced effects on the surface microstructure of wood. In particular, prolonged exposure to plasma opened up the pits that connect wood fibers. This effect may explain why coatings, particularly the solvent-borne polyurethane, penetrated deeply into wood samples exposed to plasma for 1200 s. In support of this suggestion, Singh et al. [35] observed increased penetration of a coating in radiata pine (Pinus radiata D.Don) wood whose pit membranes had been etched by bacteria. The bacterial pre-treatment employed by Singh et al. involved placing the wood for up to four weeks in ponds containing a natural microbial flora [35]. Similarly, Dunleavy [36] observed increased penetration of an oil-based wood preservative in spruce poles (Picea spp.) stored in ponds for 2–4 months, which was due to bacterial etching of pit membranes. In comparison to bacterial etching to increase penetration of coating or preservatives into radiata pine and spruce, respectively, much shorter plasma treatment times were needed to increase coating penetration into black spruce wood.
Increases in penetration of coatings into a few additional tracheids is important for the extended performance of exterior painted wood according to Nussbaum et al. [37]. Increases in coating penetration of similar magnitude were observed here as a result of prolonged plasma modification of black spruce, and may explain why the weather resistance of the solvent-borne coating was improved by plasma pre-treatments. There was no effect of plasma treatment on coating adhesion. Blanchard and Stirling suggested that the increased weather resistance of a two-part polyurethane on plasma-modified wood resulted from increased adhesion and/or coating penetration [20]. Our results suggest that the improved resistance of the solvent-borne polyurethane to weathering here was due to increased penetration of the coating into plasma-modified wood rather than due to increased adhesion of the coating to plasma modified wood. The water-borne polyurethane adhered more strongly to untreated and plasma modified wood and it showed greater wood failure during adhesion testing. It also performed much better than the solvent-borne polyurethane coating during accelerated weathering. These findings suggest that the mechanical properties of the two coatings influenced their performance during accelerated weathering and may explain why the water-borne polyurethane performed well on black spruce wood during accelerated weathering, irrespective of plasma treatment of wood.
The plasma treatments employed here are not suitable for commercial application because they require a high vacuum, and relatively long treatment times. Furthermore, they cannot be easily integrated into a continuous production line, unlike the treatments used to increase the adhesion of paints and inks to plastics [4,5]. However, our results do give pointers on how plasma treatments could be used to modify wood surface properties to improve coating performance. Simply altering the surface wettability of wood, which can be achieved relatively easily by plasma treatments, does not appear to greatly improve coating performance. Our findings on this point accord with other studies [18,19], and the concept that wetting characteristics of wood are not usually an important factor affecting coating penetration and adhesion [38]. On the other hand, it appears as though etching wood surfaces could be a desirable outcome of plasma treatment. In particular, plasma etching may be useful for coatings such as primers that need to penetrate into wood [24], particularly when they are applied to impermeable species such as spruce. This suggestion is supported by our findings that prolonged plasma treatment etched wood surfaces, and improved coating penetration and weather resistance of the solvent-borne polyurethane on black spruce. In summary, our results indicate that plasma treatment can improve coating performance on wood, but they also show that the plasma treatments need to be carefully tailored to coating type to have beneficial effects on coating performance.
5. Conclusions
A water-vapor plasma pre-treatment improved the weather-resistance of a solvent-borne polyurethane coating applied to black spruce wood, but had no such effect on the weather resistance of a water-borne polyurethane coating. We identified that the ability of plasma to etch pits (openings), and increase the porosity of black spruce wood surfaces was an important factor influencing the performance of a solvent-borne coatings on plasma-modified wood. We conclude that the ability of plasma-treatment to improve coating performance on black spruce depends on coating type and the effects of the treatment on the surface microstructure of wood. Future research on plasma modification to improve coating performance will focus on developing plasma treatments that can increase coating penetration into wood without significantly damaging wood surfaces and reducing coating adhesion.
Author Contributions
J.G.H. and P.D.E. conceived and designed the experiments; J.G.H., L.H.L. (surface energy), and P.D.E. (SEM) performed the experimental work. P.D.E. analyzed all the data and wrote the first draft of the paper. All authors discussed and commented on the results and contributed to the final submitted manuscript.
Funding
This research was funded by Natural Science and Engineering Research Council of Canada (NSERC) through the Strategic Network on Forest Management for Value-Added Products (ForValueNet), and a Collaborative Research and Development (CRDPJ 485007-15).
Acknowledgments
We thank Hua Chen and Frank Brink of the Centre for Advanced Microscopy at The Australian National University for expert assistance with scanning electron microscopy. J.G.H. thanks the Rix Foundation for a Scholarship, and all authors acknowledge the in-kind support of Université of Laval. P.D.E. thanks Viance, Tolko, FPInnovations, and the Government of British Columbia for their support of his BC Leadership Chair at the University of British Columbia, and The Australian National University (ANU) for an Honorary Professorship in the Department of Applied Mathematics, Research School of Physics and Engineering at the ANU. None of the organizations acknowledged here were involved in the design of our experiments, collection, and interpretation of data, or the writing of this paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Boenig, H.V. Plasma Science and Technology; Cornell University Press: New York, NY, USA, 1982. [Google Scholar]
- Mott-Smith, H.M. History of plasmas. Nature 1971, 233, 219. [Google Scholar] [CrossRef] [PubMed]
- Kaplan, S.L.; Rose, P.W. Plasma surface treatment of plastics to enhance adhesion. Int. J. Adhes. Adhes. 1991, 11, 109–113. [Google Scholar] [CrossRef]
- Suchentrunk, R.; Fuesser, H.J.; Staudigl, G.; Jonke, D.; Meyer, M. Plasma surface engineering—Innovative processes and coating systems for high-quality products. Surf. Coat. Technol. 1999, 112, 351–357. [Google Scholar] [CrossRef]
- Stecher, A. Pretreating with plasma. Industrial + Specialty Printing, 18–20 May/June 2013.
- Uehara, T.; Jodai, S. Gluing of wood by corona-treatment. Mokuzai Gakkaishi 1987, 33, 777–784. (In Japanese) [Google Scholar]
- Rehn, P.; Wolkenhauer, A.; Bente, M.; Förster, S.; Viöl, W. Wood surface modification in dielectric barrier discharges at atmospheric pressure. Surf. Coat. Technol. 2003, 174, 515–518. [Google Scholar] [CrossRef]
- Wolkenhauer, A.; Avramidis, G.; Hauswald, E.; Militz, H.; Viöl, W. Plasma treatment of wood-plastic composites to enhance their adhesion properties. J. Adhes. Sci. Technol. 2008, 22, 2025–2037. [Google Scholar] [CrossRef]
- Wolkenhauer, A.; Militz, H.; Viöl, W. Increased PVA–glue adhesion on particle board and fibreboard by plasma treatment. Holz Roh Werkst. 2008, 66, 143–145. [Google Scholar] [CrossRef]
- Viöl, W.; Avramidis, G.; Militz, H. Plasma treatment of wood. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; Rowell, R.M., Ed.; Taylor & Francis: Boca Raton, FL, USA, 2012; pp. 627–658. [Google Scholar]
- Riedl, B.; Angel, C.; Prégent, J.; Blanchet, P.; Stafford, L. Effect of wood surface modification by atmospheric-pressure plasma on waterborne coating adhesion. BioResources 2014, 9, 4908–4923. [Google Scholar] [CrossRef]
- Busnel, F.; Blanchard, B.; Prégent, J.; Stafford, L.; Riedl, B.; Blanchet, P.; Sarkissian, A. Modification of sugar maple (Acer saccharum) and black spruce (Picea mariana) wood surfaces in a dielectric barrier discharge (DBD) at atmospheric pressure. J. Adhes. Sci. Technol. 2010, 24, 1401–1413. [Google Scholar] [CrossRef]
- Blanchard, V.; Blanchet, P.; Riedl, B. Surface energy modification by radiofrequency inductive and capacitive plasma at low pressures on sugar maple: An exploratory study. Wood Fiber Sci. 2009, 41, 245–254. [Google Scholar]
- Back, E.L.; Danielson, S. Oxidative activation of wood and paper surfaces for bonding and for paint adhesion. Nordic Pulp Paper Res. J. 1987, 2, 53–62. [Google Scholar]
- Lukowsky, D.; Hora, G. Pretreatments of wood to enhance the performance of outdoor coatings. Macromol. Symp. 2002, 187, 77–85. [Google Scholar] [CrossRef]
- Acda, M.N.; Devera, E.E.; Cabangon, R.J.; Ramos, H.J. Effect of plasma on adhesion properties of wood. Int. J. Adhes. Adhes. 2012, 32, 70–75. [Google Scholar] [CrossRef]
- Cho, D.L.; Sjöblom, E. Plasma treatment of wood. J. Appl. Polym. Sci. Appl. Polym. Symp. 1990, 46, 461–472. [Google Scholar] [CrossRef]
- Podgorski, L.; Roux, M.L. Wood modification to improve the durability of coatings. Surf. Coat. Int. 1999, 82, 590–596. [Google Scholar] [CrossRef]
- Podgorski, L.; Chevet, B.; Onic, L.; Merlin, A. Modification of wood wettability by plasma and corona treatments. Int. J. Adhes. Adhes. 2000, 20, 103–111. [Google Scholar] [CrossRef]
- Blanchard, V.; Stirling, R. Plasma pre-treatment enhances field performance of exterior wood coatings. Wood Fiber Sci. 2013, 45, 228–231. [Google Scholar]
- Rijckaert, V.; Stevens, M.; Van Acker, J. Effect of some formulation parameters on the penetration and adhesion of water-borne primers into wood. Eur. J. Wood Wood Prod. 2001, 59, 344–350. [Google Scholar] [CrossRef]
- Van den Bulcke, J.; Van Acker, J.; Stevens, M. Experimental and theoretical behavior of exterior wood coatings subjected to artificial weathering. J. Coat. Technol. Res. 2008, 5, 221–231. [Google Scholar] [CrossRef]
- Meijer, M.D. Review on the durability of exterior wood coatings with reduced VOC-content. Prog. Org. Coat. 2001, 43, 217–225. [Google Scholar] [CrossRef]
- Evans, P.D.; Haase, J.G.; Seman, A.; Shakri, B.M.; Kiguchi, M. The search for durable exterior clear coatings for wood. Coatings 2015, 5, 830. [Google Scholar] [CrossRef]
- Ashton, H.E. Clear finishes for exterior wood, Field exposure tests. J. Paint Technol. 1967, 39, 212–224. [Google Scholar]
- Miniutti, V.P. Microscopic Observations of Ultraviolet Irradiated and Weathered Softwood Surfaces and Clear Coatings; United States Department of Agriculture, Forest Service: Madison, WI, USA, 1967; p. 33.
- Lehringer, C.; Richter, K.; Schwarze, F.W.M.R.; Militz, H. A review on promising approaches for liquid permeability improvement in softwoods. Wood Fiber Sci. 2009, 41, 373–385. [Google Scholar]
- Evans, P.D.; Vollmer, S.; Kim, J.D.W.; Chan, G.; Kraushaar Gibson, S. Improving the performance of clear coatings on wood through the aggregation of marginal gains. Coatings 2016, 6, 66. [Google Scholar] [CrossRef]
- Williams, L.J.; Hervé, A. Fisher’s least significant difference (LSD) test. In Encyclopedia of Research Design; Salkind, N., Ed.; SAGE: Thousand Oaks, CA, USA, 2010; p. 6. [Google Scholar]
- Long, T.M.; Prakash, S.; Shannon, M.A.; Moore, J.S. Water-vapor plasma-based surface activation for trichlorosilane modification of PMMA. Langmuir 2006, 22, 4104–4109. [Google Scholar] [CrossRef] [PubMed]
- ISO 4624:2002 Paints and Varnishes—Pull-off Test for Adhesion; ISO: Geneva, Switzerland, 2002.
- Kiguchi, M.; Kataoka, Y.; Suzuki, M.; Imamura, Y. Progress towards the service life prediction of coatings for exterior wood by weathering test trials. In Service Life Prediction: Challenging the Status Quo; Martin, J.W., Ryntz, R.A., Dickie, R.A., Eds.; Federation of Societies for Coatings Technology: Bluebell, PA, USA, 2005; pp. 123–134. [Google Scholar]
- Podgorski, L.; Arnold, M.; Hora, G. A reliable artificial weathering test for wood coatings. Coat. World 2003, 5, 39–48. [Google Scholar]
- Podgorski, L.; Bousta, C.; Schambourg, F.; Maguin, J.; Chevet, B. Surface modification of wood by plasma polymerization. Pigment Resin Technol. 2001, 31, 33–40. [Google Scholar] [CrossRef]
- Singh, A.P.; Gallagher, S.S.; Schmitt, U.; Daeson, B.S.; Kim, Y.S. Ponding of radiata pine (Pinus radiata). 2. The effect of ponding on coating penetration into wood. In Proceedings of the International Research Group on Wood Preservation Meeting, Maastricht, The Netherlands, 14–19 June 1998; p. 8. [Google Scholar]
- Dunleavy, J.A. The use of spruce for transmission poles: Current research at IIRS. Technol. Irel. 1973, 5, 9–17. [Google Scholar]
- Nussbaum, R.M.; Sutcliffe, E.J.; Hellgren, A. Microautoradiographic studies of the penetration of alkyd, alkyd emulsion and linseed oil coatings into wood. J. Coat. Technol. 1998, 70, 49–57. [Google Scholar] [CrossRef]
- Meijer, M.D. A review of interfacial aspects in wood coatings: Wetting, surface energy, substrate penetration and adhesion. COST E18 Final Seminar; European Cooperation in Science and Technology: Brussels, Belgium, 2005. [Google Scholar]
Figure 1.
A glow-discharge water-vapor plasma (purple) produced in the reactor chamber of a plasma device under vacuum (~19.99 Pa) with a radio frequency signal of 135 kHz at 150 W.
Figure 1.
A glow-discharge water-vapor plasma (purple) produced in the reactor chamber of a plasma device under vacuum (~19.99 Pa) with a radio frequency signal of 135 kHz at 150 W.

Figure 2.
Effects of plasma treatments on the penetration of coating into black spruce wood. Results are expressed as percentage of void space occupied by coating in three zones that extend from wood surface to a depth of 75 µm. Results are averaged across coating type (water- and solvent-borne). The error bar represents Fisher’s least significant difference (LSD) (p < 0.05) between means in zones 2 and 3.
Figure 2.
Effects of plasma treatments on the penetration of coating into black spruce wood. Results are expressed as percentage of void space occupied by coating in three zones that extend from wood surface to a depth of 75 µm. Results are averaged across coating type (water- and solvent-borne). The error bar represents Fisher’s least significant difference (LSD) (p < 0.05) between means in zones 2 and 3.
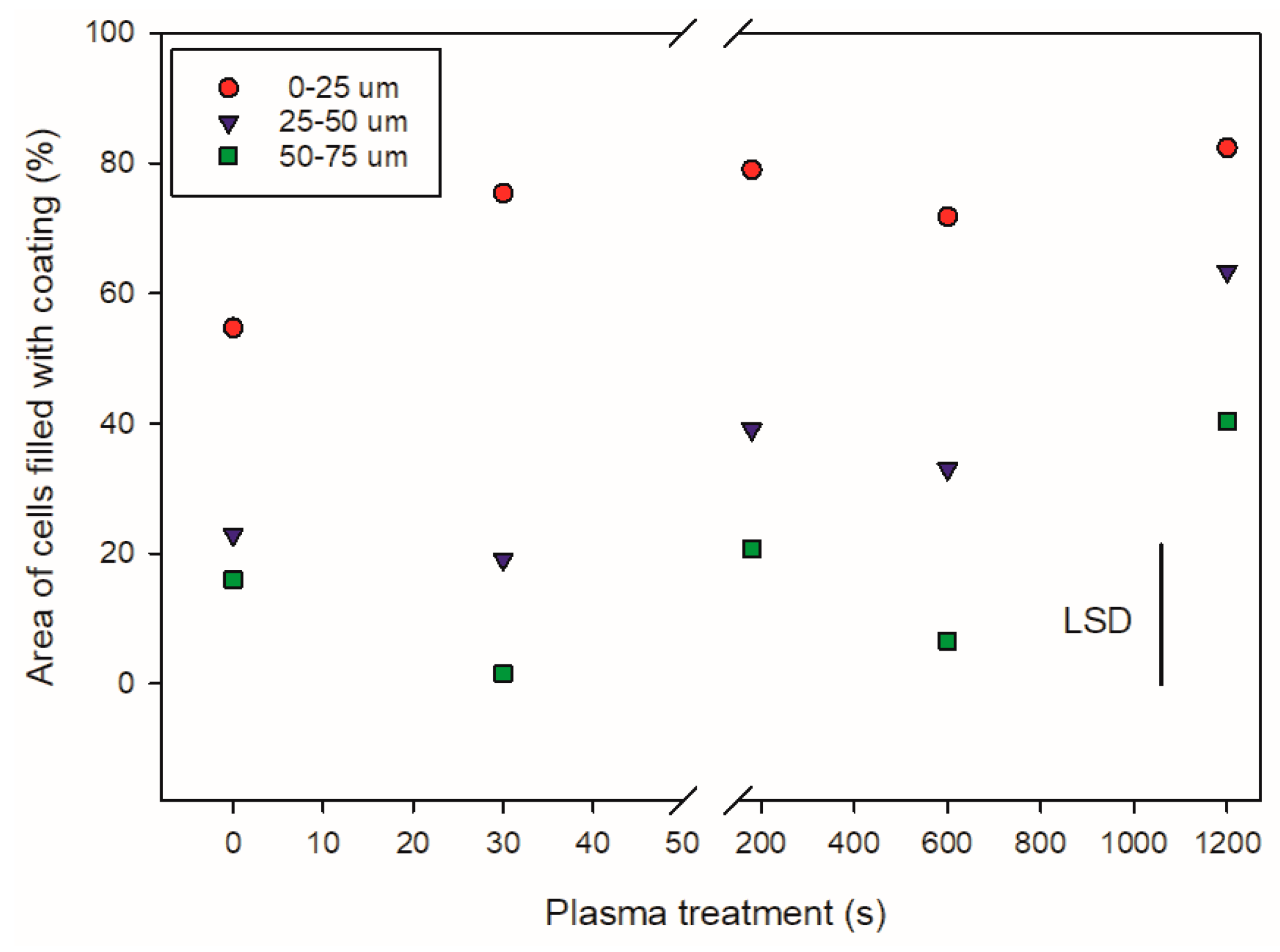
Figure 3.
Light microscopy photographs of the wood coating interface in untreated and plasma-modified (1200 s) black spruce samples coated with either water- or solvent-borne polyurethane coatings: (a) Untreated control coated with solvent-borne polyurethane; (b) sample treated with plasma for 1200 s and coated with solvent-borne polyurethane; (c) untreated control coated with water-borne polyurethane; and (d) sample treated with plasma for 1200 s and coated with water-borne polyurethane. Scale bars = 100 µm.
Figure 3.
Light microscopy photographs of the wood coating interface in untreated and plasma-modified (1200 s) black spruce samples coated with either water- or solvent-borne polyurethane coatings: (a) Untreated control coated with solvent-borne polyurethane; (b) sample treated with plasma for 1200 s and coated with solvent-borne polyurethane; (c) untreated control coated with water-borne polyurethane; and (d) sample treated with plasma for 1200 s and coated with water-borne polyurethane. Scale bars = 100 µm.

Figure 4.
Effects of plasma treatments on defects present in solvent-borne coating on samples exposed to artificial accelerated weathering for 2016, 2520, and 3024 h. Results are averaged across radial and tangential samples pre-treated with plasma for different periods of time because there was no significant (p > 0.05) effect of sample orientation on coating failure. Ratios are expressed on logarithmic scale on the y-axis, but they are expressed on a natural scale (ex) on the y-2 axis. Error bars represent ± standard error of difference derived from ANOVA (p < 0.05).
Figure 4.
Effects of plasma treatments on defects present in solvent-borne coating on samples exposed to artificial accelerated weathering for 2016, 2520, and 3024 h. Results are averaged across radial and tangential samples pre-treated with plasma for different periods of time because there was no significant (p > 0.05) effect of sample orientation on coating failure. Ratios are expressed on logarithmic scale on the y-axis, but they are expressed on a natural scale (ex) on the y-2 axis. Error bars represent ± standard error of difference derived from ANOVA (p < 0.05).

Figure 5.
Effects of plasma treatments (0 [control], 30, 180, 600, and 1200 s) on the appearance and integrity of solvent-borne coating on tangential black spruce samples exposed to accelerated weathering for 504, 1008, 1512, 2016, 2520, and 3024 h. The appearance of a group of plasma-treated and coated samples that were not exposed to weathering (0 h) can be seen on the lower right of the figure. Scale bars = 15 mm.
Figure 5.
Effects of plasma treatments (0 [control], 30, 180, 600, and 1200 s) on the appearance and integrity of solvent-borne coating on tangential black spruce samples exposed to accelerated weathering for 504, 1008, 1512, 2016, 2520, and 3024 h. The appearance of a group of plasma-treated and coated samples that were not exposed to weathering (0 h) can be seen on the lower right of the figure. Scale bars = 15 mm.
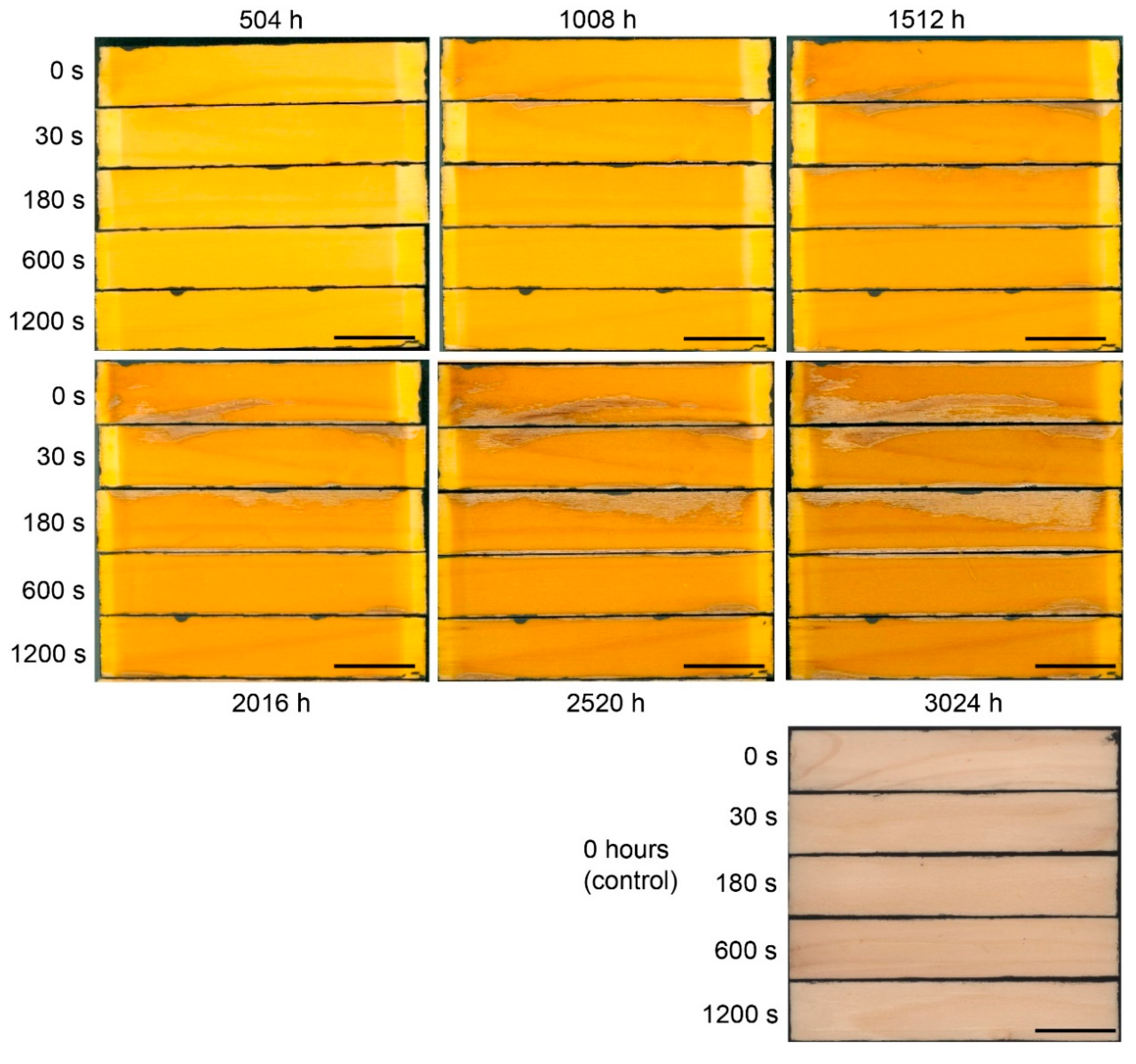
Figure 6.
Scanning electron microscopy images of unmodified and plasma-modified black spruce samples: (a) Untreated sample showing intact bordered and half-bordered pits (arrowed), scale bar = 100 µm; (b) sample treated with plasma for 180 s showing rupture of half-bordered pit membranes (arrowed right), scale bar = 50 µm; (c) surface treated with plasma for 600 s showing etching of bordered pits at tracheid surfaces, scale bar = 50 µm; (d) sample treated with plasma for 600 s showing etching of the raised dome and membrane in bordered pits, scale bar = 25 µm; (e) sample treated with plasma for 1200 s showing etching of rays and bordered pits, scale bar = 50 µm; and (f) sample treated with plasma for 1200 s showing etching of bordered pits at tracheid surface and in underlying tracheids (arrowed bottom right), scale bar = 50 µm.
Figure 6.
Scanning electron microscopy images of unmodified and plasma-modified black spruce samples: (a) Untreated sample showing intact bordered and half-bordered pits (arrowed), scale bar = 100 µm; (b) sample treated with plasma for 180 s showing rupture of half-bordered pit membranes (arrowed right), scale bar = 50 µm; (c) surface treated with plasma for 600 s showing etching of bordered pits at tracheid surfaces, scale bar = 50 µm; (d) sample treated with plasma for 600 s showing etching of the raised dome and membrane in bordered pits, scale bar = 25 µm; (e) sample treated with plasma for 1200 s showing etching of rays and bordered pits, scale bar = 50 µm; and (f) sample treated with plasma for 1200 s showing etching of bordered pits at tracheid surface and in underlying tracheids (arrowed bottom right), scale bar = 50 µm.
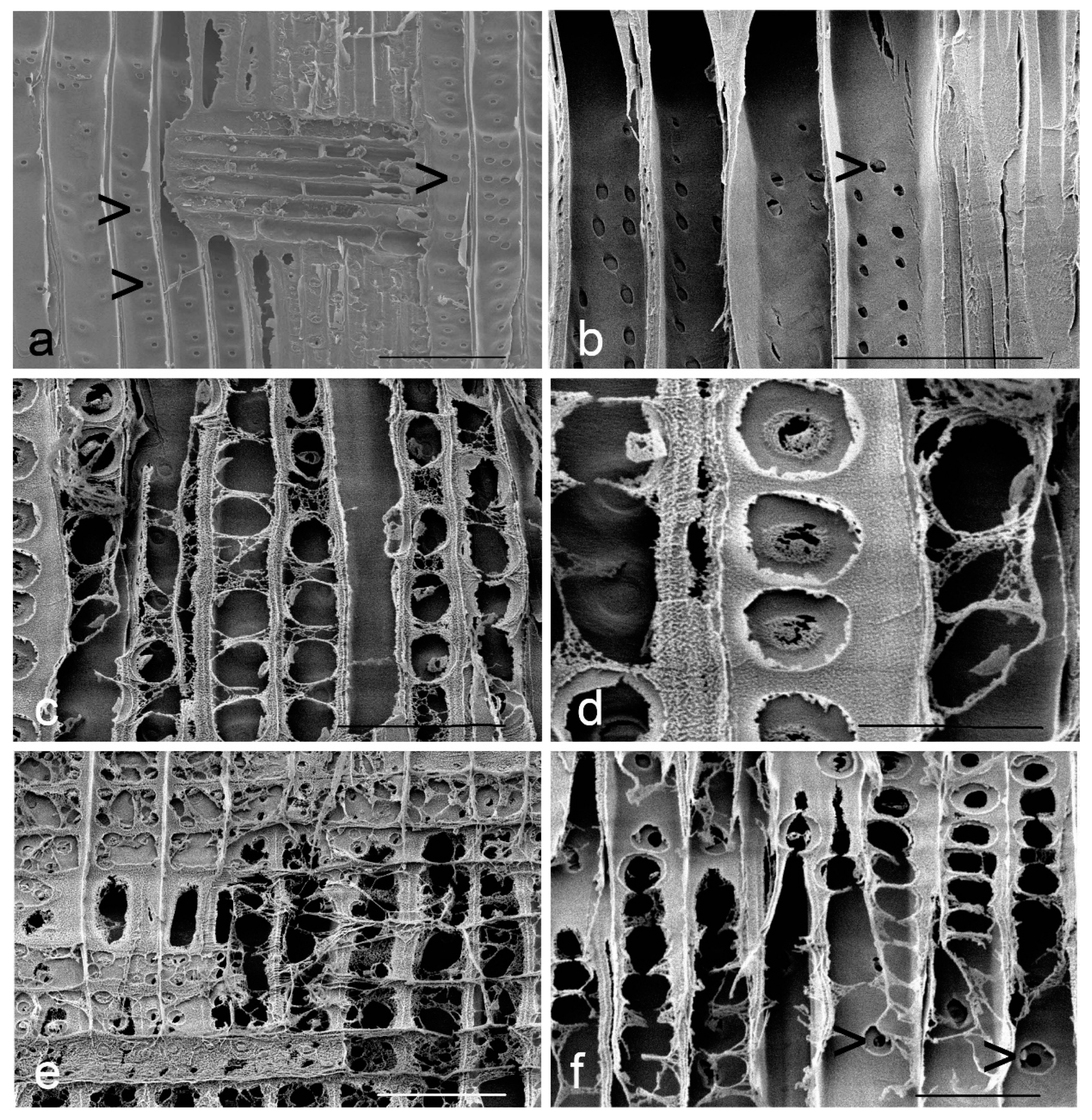
Figure 7.
Effects of plasma treatment on the contact angles of water droplets on black spruce wood (averaged across radial and tangential longitudinal samples). Error bars represent ± standard error of difference derived from ANOVA (p < 0.05).
Figure 7.
Effects of plasma treatment on the contact angles of water droplets on black spruce wood (averaged across radial and tangential longitudinal samples). Error bars represent ± standard error of difference derived from ANOVA (p < 0.05).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Growth ring widths and densities of black spruce boards that were converted into samples used for experimentation.
Table 1.
Growth ring widths and densities of black spruce boards that were converted into samples used for experimentation.
| Board Number | Number of Growth Rings/cm | Density (kg m−3) * | |
|---|---|---|---|
| Minimum | Maximum | ||
| 1 | 15 | 17 | 471 (13.3) |
| 2 | 25 | 28 | 494 (0.6) |
| 3 | 9 | 10 | 438 (2.0) |
| 4 | 22 | 24 | 505 (16.5) |
| 5 | 8 | 11 | 415 (1.8) |
| 6 | 11 | 20 | 453 (5.8) |
| 7 | 7 | 11 | 464 (6.9) |
| 8 | 7 | 9 | 417 (16.0) |
| 9 | 8 | 10 | 422 (15.4) |
| 10 | 6 | 8 | 431 (15.6) |
| 11 | 8 | 9 | 413 (6.5) |
| 12 | 8 | 10 | 418 (26.2) |
| 13 | 7 | 8 | 439 (17.6) |
* Standard deviation in parentheses.
Table 2.
Properties of the polyurethane coatings that were applied to plasma-modified black spruce samples.
Table 2.
Properties of the polyurethane coatings that were applied to plasma-modified black spruce samples.
| Name | Solvent | Viscosity a (P) | Solids Content b (%) |
|---|---|---|---|
| Minwax® Helmsman® Spar Urethane | White spirit | 1.1 | 52.2 |
| Varathane® Diamond™ Spar Urethane | Water | 0.7 | 28.1 |
a ASTM D1200 Ford cup efflux; b ASTM D1644 Non-volatile content.
Table 3.
Adhesion strength of polyurethane coatings to untreated and plasma-modified black spruce samples, and percentage area of test cylinder faces covered by wood.
Table 3.
Adhesion strength of polyurethane coatings to untreated and plasma-modified black spruce samples, and percentage area of test cylinder faces covered by wood.
| Treatment | Adhesion Strength (MPa) | Percentage Wood on Test Cylinders | ||
|---|---|---|---|---|
| W/B Polyurethane | S/B Polyurethane | W/B Polyurethane | S/B Polyurethane | |
| Untreated | 7.2 a | 3.4 b | 73.1 a | 45.5 b |
| Plasma-treated * | 6.7 a | 3.5 b | 66.9 a | 38.7 b |
a,b Values sharing same letters are not significantly different (p > 0.05); * Results averaged across samples treated with plasma for different times.
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Haase, J.G.; Leung, L.H.; Evans, P.D. Plasma Pre-treatments to Improve the Weather Resistance of Polyurethane Coatings on Black Spruce Wood. Coatings 2019, 9, 8. https://doi.org/10.3390/coatings9010008
AMA Style
Haase JG, Leung LH, Evans PD. Plasma Pre-treatments to Improve the Weather Resistance of Polyurethane Coatings on Black Spruce Wood. Coatings. 2019; 9(1):8. https://doi.org/10.3390/coatings9010008
Chicago/Turabian StyleHaase, Jonathan G., Lukie H. Leung, and Philip D. Evans. 2019. "Plasma Pre-treatments to Improve the Weather Resistance of Polyurethane Coatings on Black Spruce Wood" Coatings 9, no. 1: 8. https://doi.org/10.3390/coatings9010008
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.