Surface Integrity of Micro EDM Surface Using Electrodes of Various Diameters


1
Key Laboratory of Laser Green Intelligent Manufacturing Technology, Shandong Research Center of Laser Green and High Efficiency Intelligent Manufacturing Engineering Technology, Qingdao University of Technology, Qingdao 266520, China
2
School of Electrical and Electronic Engineering, Shandong University of Technology, Zibo 255049, China
*
Authors to whom correspondence should be addressed.
Coatings 2019, 9(12), 805; https://doi.org/10.3390/coatings9120805
Submission received: 30 October 2019
/
Revised: 19 November 2019
/
Accepted: 26 November 2019
/
Published: 1 December 2019
(This article belongs to the Section Surface Characterization, Deposition and Modification)
Abstract
:The surface integrity of a micro electrical discharge machining (micro EDM) surface represents the surface quality of workpiece. The surface quality of micro EDM can be further improved by clarifying the machining mechanism and optimizing processing technology. In this paper, experiments were carried out to investigate the influence of the tool electrode diameter on the machined surface integrity of micro EDM. The evolutions of the tool diameter on the micro topography, element migration, and surface roughness of workpiece surface machined in pure water and EDM oil were illustrated. The results show that the surface roughness Ra decreases as the tool electrode diameter increased, regardless of the open circuit voltage and dielectric type, owing to the skin effect. The good fluidity and cooling property of pure water and the effect of electrochemical corrosion cause the surface roughness Ra of surface machined in pure water is much larger than that machined in EDM oil. Tool material migrates to the workpiece surface during the micro EDM process, whether pure water or EDM oil is adopted as the working medium. The influence of electrode size on the Cu content of the workpiece surface shows no significant trend. Pure water is more suitable for high efficiency, low-precision micro EDM, while EDM oil is better for high-precision micro EDM.
1. Introduction
Currently, the demands for micro-part and micro-machining become more and more urgent, due to the increasing requirement of micro products in various fields [1,2]. As one of the most popular nontraditional machining methods, micro electrical discharge machining (micro EDM) has been proved to be qualified for the fabrication of various micro features [3]. Nowadays, micro EDM is used widely in advanced manufacturing area, such as medical industries, biotechnology, aeronautics, and astronautics [4,5,6].
Micro EDM and traditional macro EDM are similar in their machining mechanism, but micro EDM has some unique characteristics due to size effects. Generally, a cylindrical rod is adopted as the tool electrode in micro EDM to drill or mill expected high-precision features [7,8]. The benefit from the advantage of non-contact machining, micro EDM is suitable for fabricating micro holes and micro three-dimensional features in metal [9,10,11]. However, the machined surface quality of micro EDM is difficult to ensure when pursuing higher processing efficiency by increasing discharge energy [12,13]. Moreover, many influence factors which can be neglected in macro EDM still have significant influence on machining performance in the case of micro EDM.
At micro scale, the surface integrity of micro EDM surface is affected by various machining parameters, including tool diameter. Lee et al. [14] carried out a study of the EDM machining of H13 and D2 tool steels using electrodes of different diameters. They indicated that the surface crack distribution is influenced by the machining parameters, the electrode diameter and the material conductivity. Peças and Enriques [15] studied the performance improvement of conventional EDM with different tool sizes with a powder-mixed dielectric. They found that tool size has a significant effect on the machining performance, which can be reduced by using silicon powder in the dielectric. D’Urso and Ravasio [16,17] indicated that the electrode properties, in terms of both material and diameter, have influence on the drilling performance. However, their studies are based on macro EDM experiments, and the results and conclusions may be not suitable for micro EDM. Liu et al. [18] carried out experiments to investigate the effect of tool size on micro EDM drilling performance. However, they did not study the effect of tool size on surface integrity. Wang et al. [19] found that the surface characteristics of micro EDM were significantly influenced by the tool diameter, especially when machining with lower energy. Additionally, they only investigated the effect of tool diameters of 300–800 μm, which is not enough to elaborate the influencing mechanism and size effect. Therefore, although the tool size effect in EDM has been paid attention to, the understanding of its effect on surface integrity is limited. Understanding the influence of the tool size on surface integrity is helpful to further clarify the machining mechanism and predict the machining surface quality of micro EDM.
In this paper, experiments were carried out to investigate the influence of tool electrode diameter on the machined surface integrity of micro EDM. The evolutions of tool diameter on surface roughness, element migration, and micro topography of machined workpiece surfaces were illustrated. The effect of the tool diameter on the workpiece surface integrity was discussed in view of the skin effect.
2. Materials and Methods
2.1. Mechanism of Current Skin Effect
When alternating current passes through an electric conductor, the current will concentrate on the surface of the conductor, which is called skin effect [20]. The strength of skin effect depends upon current alternating frequency and material properties. In the case of micro EDM, the discharge frequency is extremely high because of the very small discharge energy. Therefore, the current alternating frequency is also very high. Owing to skin effect, the effective resistance of cylindrical tool electrode increases, which would influence the discharge state [21].
The effective resistance of cylindrical tool is dependent on the discharge frequency, which can be expressed as [22]:
where R0 represents the resistance of cylindrical tool under the condition of direct current, , r0 represents the cylindrical tool radius, σ represents conductivity, R represents the resistance of cylindrical tool at 100 kHz, indicates the degree of skin effect of the cylindrical tool:
where μ represents permeability, f represents discharge frequency.
From the above formula, it can be noticed that the degree of skin effect of the cylindrical tool is proportional to its radius. Moreover, the effective resistance of cylindrical tool increases as the radius of tool increased.
Owing to skin effect, the alternating current concentrates on the surface of the cylindrical tool. The skin depth can be written as [20]:
where, is the angular frequency of alternating current.
The current density of the cylindrical tool surface is expressed as [20]:
where represents the depth to the cylindrical tool surface, i represents the current density at depth z, represents the current density at cylindrical tool surface, j is imaginary number, .
It can be deduced from above equation that the current density of the cylindrical tool surface decreases with the increase of the depth to the cylindrical tool surface. As a result, in the case of micro EDM with discharge of high frequency, the current concentrate on the cylindrical tool surface, which would cause different machining performance from that expected.
2.2. Experimental Design and Setup
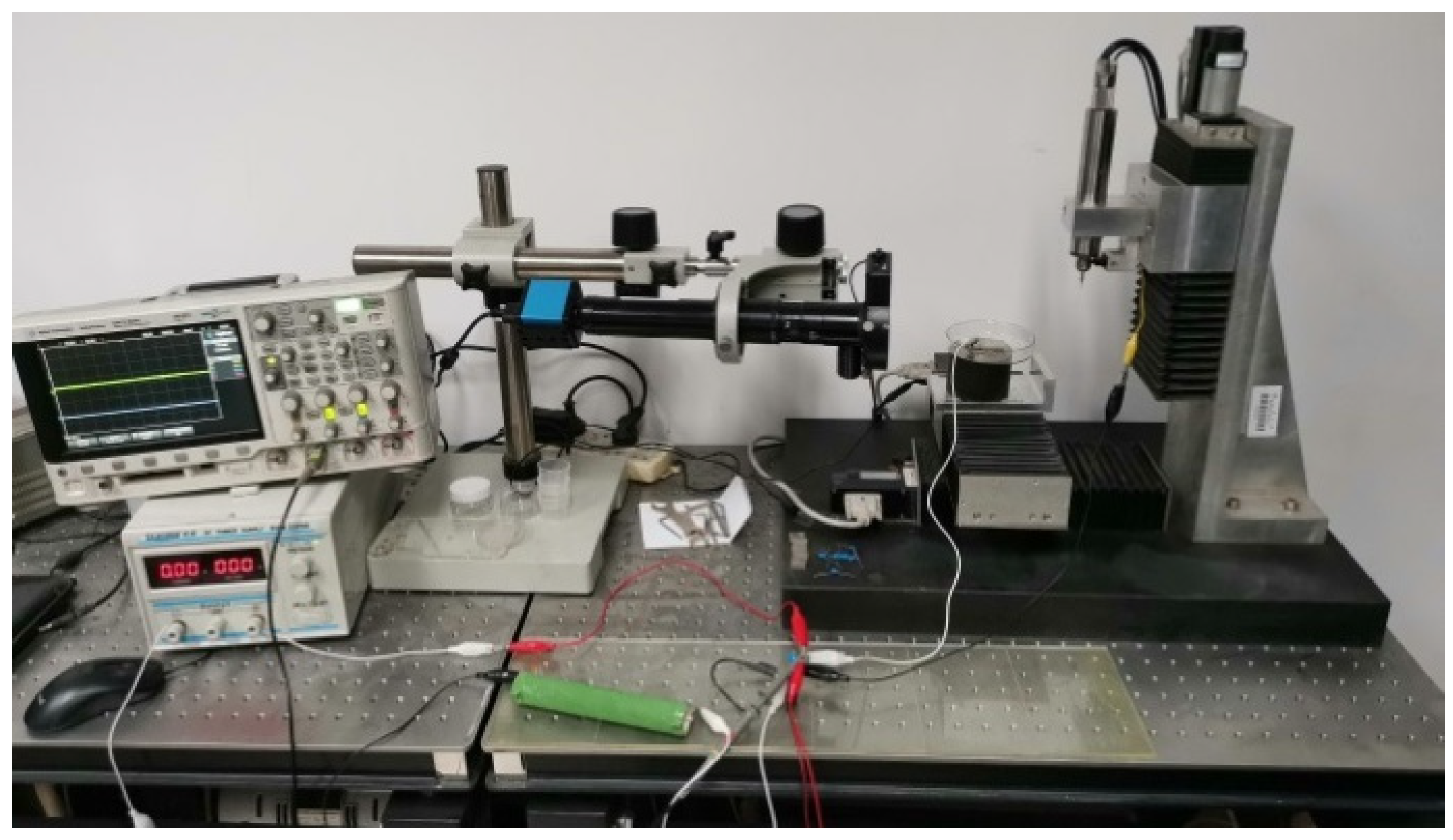
The experiments were conducted using the micro EDM platform as show in Figure 1 and Figure 2. The servo feed system adopts a precise linear servo motor controlled by a C863 controller produced by FAULHABER MICROMO LLC (Clearwater, FL, USA). The travel distance of the x-, y-, and z-axes is 100 mm, and the motion resolution is 0.2 µm. Cylindrical T2 copper rods of various diameters were adopted as the tool electrode while stainless steel (AISI 304) sheet 3 mm in thickness was adopted as the workpiece. The tool was connected to negative polarity and the workpiece was of positive polarity. To ensure a stable machining state, the rotational speed of spindle was 3000 rpm. The feeding depth was 20 μm, and the milling length was 1000 μm. The main processing parameters are as shown in Table 1.
The surface topography of the machined micro cavity was examined using a scanning electron microscope (SEM, ULTRA PLUS, Zeiss, Jena, Germany). In addition, the elemental composition of the machined workpiece surface was detected by energy dispersive X-ray (EDX, ULTRA PLUS, Zeiss). Surface roughness profiler (model JENOPTIK T8000, TIME GROUP INC., JENOPTIK, Jena, Germany) was adopted to measure the surface roughness of the machined surface. Each experiment was repeated three times to ensure the reliability of the results.
3. Results and Discussion
3.1. Influence of Tool Diameter on Surface Topography
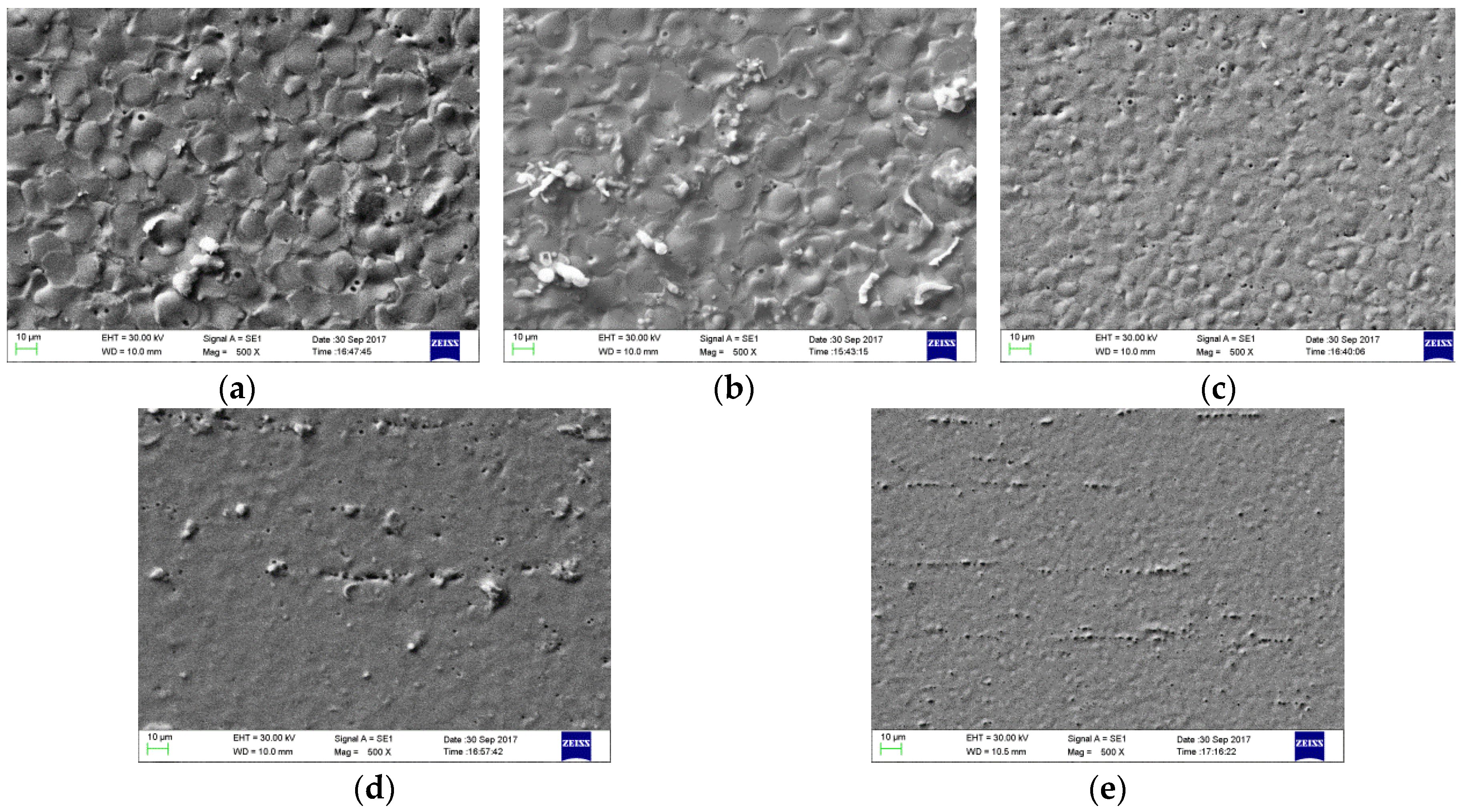
The surface topography of the workpiece surface obtained in pure water and EDM oil is shown in Figure 3 and Figure 4, respectively. It can be noticed that the surface topography obtained in pure water is significant coarser than that obtained in EDM oil. During micro EDM process, a great deal of heat is released instantaneously by pulse discharge, which causes a portion of material on the discharge point to melt or vaporize. Then, some of the melting and vaporizing materials are ejected from the electrode surface, while part of the molten materials are re-solidified on the electrode surface. The good fluidity and cooling property of pure water improves the cooling and ejection of the melting materials, which reduces the probability of the molten products re-solidifying on the surface of the workpiece, causing a coarser workpiece surface. During this process, the heat between the electrodes is taken away by heat conduction and the vaporization of water, which improves the cooling of the discharge plasma and deionization, making the discharge state more stable. The EDM oil has poor fluidity and easily segregates carbon; a considerable amount of melted materials are re-solidified on the electrode surface, making the surface smoother.
In addition, there are more micro cracks and erosion particles on the surface machined in pure water than that in EDM oil, and the surface machined in pure water shows significant electrochemical corrosion phenomenon. Therefore, the material removal of micro EDM in pure water is dominated by both thermal erosion and electrochemical corrosion. The machined surface is quite rough owing to the excessive electrochemical corrosion. Moreover, the discharge frequency of micro EDM is quite high, causing the cycle frequency of material heating, cooling and reheating in the discharge zone being very high. The effect on the surface machined EDM oil with poor cooling ability is relatively small, while he stress produced by thermal cycle is higher when machined in water with better cooling performance. When thermal stress is higher than the tensile strength of workpiece, micro cracks occur. Therefore, there are more micro cracks in the case of micro EDM in pure water. Consequently, the machining efficiency of micro EDM in pure water is higher and the surface quality is lower. Pure water is more suitable for high efficiency, low-precision micro EDM, while EDM oil is better for high-precision micro EDM.
3.2. Influence of Tool Diameter on Element Migration
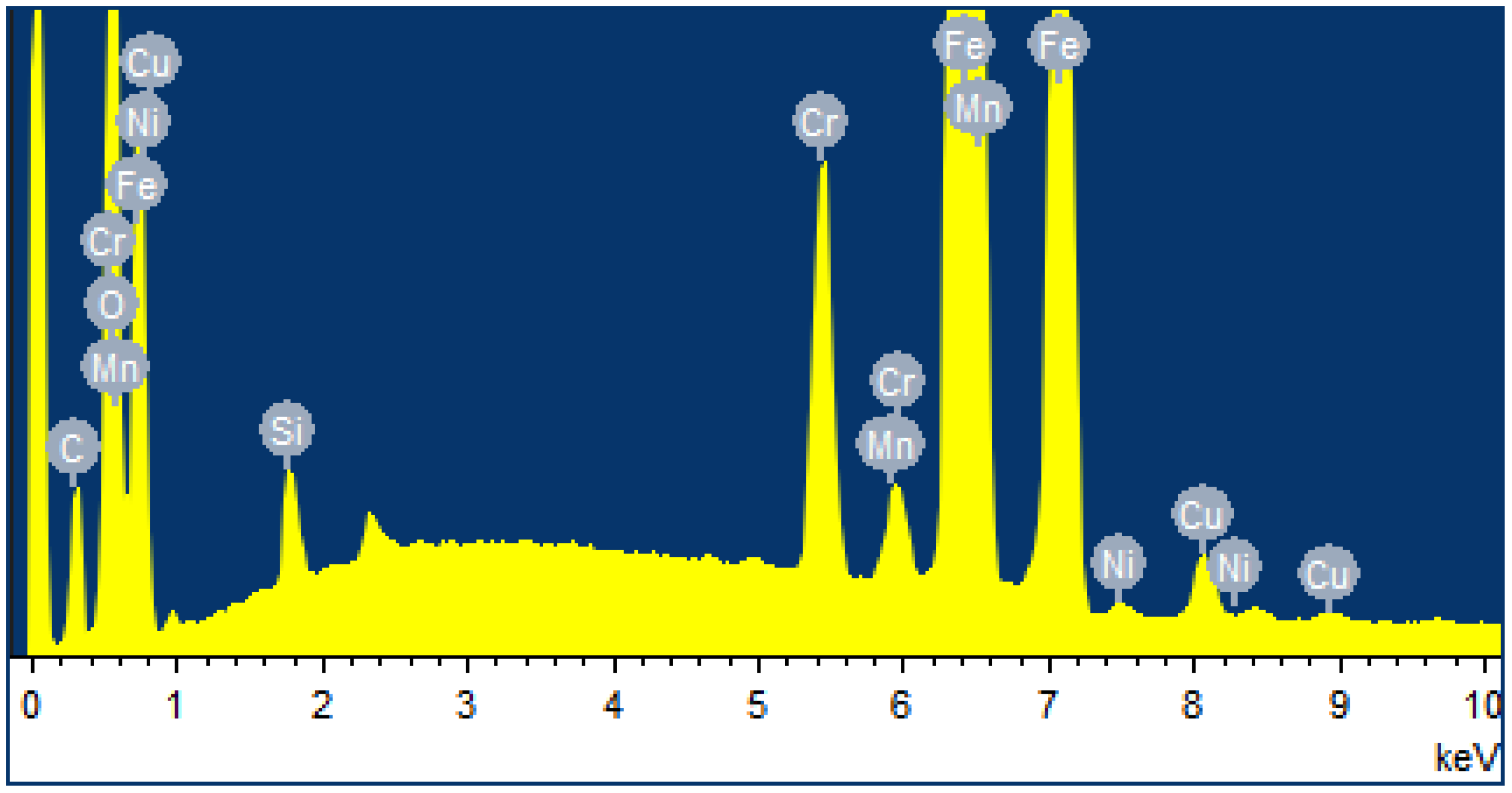
Pure water and EDM oil are two different types of working dielectrics with different components. The main components of water are O and H, while C and H are in EDM oil. In order to further study the influence of work medium on machined surface, energy spectrum analysis of the surface obtained in pure water and EDM oil was carried out, as shown in Figure 5 and Figure 6, respectively. In Figure 5 and Figure 6, the height of the yellow column (ordinate) represents the content of certain elements.
It can be seen from the energy spectrum analysis result that there is Cu element on the workpiece surface regardless of dielectric type. This is because there is element migration during the micro EDM process. The instantaneous high pressure and high temperature during the micro EDM process make the electrode material melt, vaporize, and eject from the discharge point. Owing to the effect of gravity and the ejecting force, a portion of the melted and vaporized tool material particles move and solidify on the workpiece surface. Therefore, whether pure water or EDM oil is used as the working dielectric, element migration from the tool to the workpiece is inevitable. However, it is found that the effect of electrode diameter on Cu content of the machined surface shows no significant trend. It is indicated that tool size only affects discharge and machining characteristics, but has no significant effect on element migration.
The carbon content and oxygen content on the workpiece surface is shown in Figure 7 and Figure 8, respectively. It is found that there is a great quantity of oxygen element on the workpiece surface machined in pure water, indicating that iron oxides are produced during spark discharge and electrochemical corrosion. Correspondingly, there is a great quantity of carbon element on the workpiece surface machined in EDM oil, indicating that iron carbides are produced during spark discharge. Since oxides are easily electrolyzed, while carbides have a certain protective effect on machined surfaces, the workpiece material is easily removed in water under the same discharge parameters. As a result, pure water is more suitable for high efficiency, low-precision micro EDM, while EDM oil is better for high-precision micro EDM.
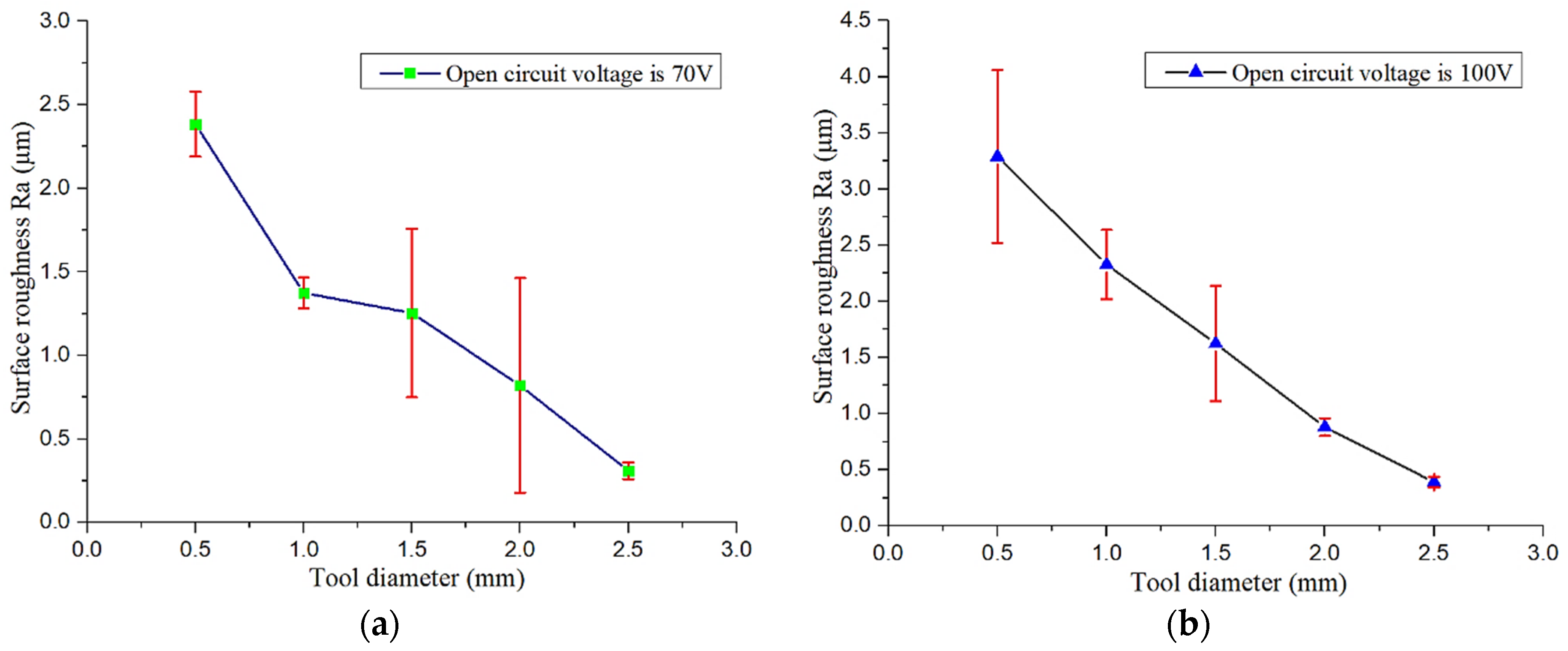
3.3. Influence of Tool Diameter on Surface Roughness
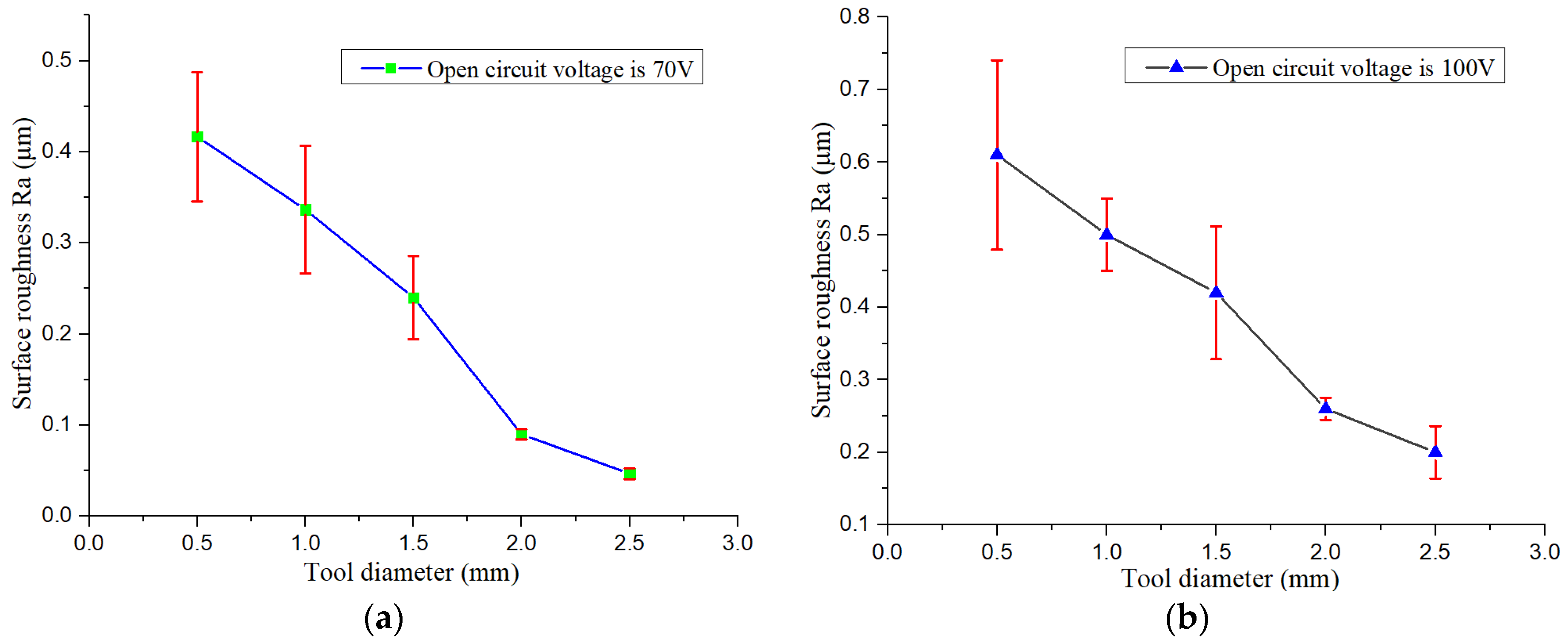
The surface roughness values of surfaces machined in pure water and EDM oil are shown in Table 2. Figure 9 and Figure 10 depict the surface roughness Ra against the tool electrode diameter at different open circuit voltages. From Figure 9 and Figure 10, it can be determined that the Ra decreases as the tool electrode diameter increased, regardless of the open circuit voltage and dielectric type. Due to the skin effect during micro EDM process, the current density on the cylindrical tool surface increases as the tool diameter increased. Therefore, spark discharge is easier to occur and larger, and a shallower discharge crater is expected to be produced in the case of micro EDM using a larger tool. In addition, the effect of electrochemical corrosion becomes weaker when the tool size increases, which improves the surface smoothness [23]. As a result, the surface roughness Ra decreases as the cylindrical tool diameter increased.
It can also be determined from Figure 9 and Figure 10 that the surface roughness Ra of surface machined in pure water is much larger than that machined in EDM oil. The maximum and minimum values of surface roughness Ra are 3.29 and 0.31 μm when using pure water as dielectric, while when using EDM oil as dielectric, the maximum and minimum values of surface roughness Ra are 0.42 and 0.05 μm. The good fluidity and cooling property of pure water and the effect of electrochemical corrosion result in rough surface during micro EDM process. When micro EDM is conducted in EDM oil, it is easily to segregate carbon and a considerable amount of melted materials are re-solidified on the electrode surface, therefore, a smoother surface can be obtained.
4. Conclusions
Clarifying the influence of tool size on surface integrity is helpful to predict the machining surface quality of micro EDM. In this paper, the evolutions of tool electrode diameter on the surface roughness, element migration, and micro topography of the machined workpiece surface were discussed based on experimental results. The main conclusions are as follows:
- The good fluidity and cooling property of pure water and the effect of electrochemical corrosion cause the surface topography obtained in pure water is significant coarser with more micro cracks than that obtained in EDM oil.
- Pure water is more suitable for high efficiency, low precision micro EDM, while EDM oil is better for high precision micro EDM.
- Tool material migrates to the workpiece surface during micro EDM process, whether pure water or EDM oil is used as working medium. The influence of electrode size on the Cu content on the workpiece surface shows no significant trend.
- Owing to the skin effect and the effect of electrochemical corrosion during micro EDM, the surface roughness Ra decreases as the tool electrode diameter increased, regardless of the open-circuit voltage and dielectric type. The surface roughness Ra of the surface machined in pure water is much larger than that machined in EDM oil.
Author Contributions
Conceptualization, Q.L. and F.Y.; methodology, Q.L.; software, J.S.; validation, Q.L. and S.S.; formal analysis, M.Y.; investigation, M.Y.; resources, J.S.; data curation, J.S.; writing—original draft preparation, Q.L.; writing—review and editing, Q.L. and F.Y.; supervision, F.Y. and S.S.; project administration, Q.L.; funding acquisition, Q.L. and S.S.
Funding
This research was funded by Natural Science Foundation of China (NSFC) (grant No. 51775289); Major Basic Research Program of the Natural Science Foundation of Shandong, China (grant No. ZR2018ZB0524); Natural Science Foundation of Shandong, China (grant Nos. ZR2019BEE037, ZR2017BF010); and Project of Shandong Province Higher Educational Science and Technology Program (grant No. J17KB004); and the Applied Basic Research Program of Qingdao (grant No. 18-2-2-6-jch).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhu, X.; Xu, Q.; Li, H.; Liu, M.; Li, Z.; Yang, K.; Zhao, J.; Qian, L.; Peng, Z.; Zhang, G.; et al. Fabrication of high-performance silver mesh for transparent glass heaters via electric-field-driven microscale 3D printing and UV-assisted microtransfer. Adv. Mater. 2019, 31, 1902479. [Google Scholar] [CrossRef] [PubMed]
- Peng, Z.; Feng, T.; Wei, Z.; Zhang, Y.; Li, Y. Directly Writing Patterning of Conductive material by high voltage induced weak electric arc machining (HV-μEAM). Coatings 2019, 9, 538. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Q.; Zhang, M.; Yang, F.; Rajurkar, K.P. Effects of surface layer of AISI 304 on micro EDM performance. Precis. Eng. 2019, 57, 195–202. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D. Experimental investigation of surface layer properties of high thermal conductivity tool steel after electrical discharge machining. Metals 2017, 7, 550. [Google Scholar] [CrossRef]
- Abidi, M.H.; Al-Ahmari, A.M.; Siddiquee, A.N.; Mian, S.H.; Mohammed, M.K.; Rasheed, M.S. An investigation of the micro-electrical discharge machining of nickel-titanium shape memory alloy using grey relations coupled with principal component analysis. Metals 2017, 7, 486. [Google Scholar] [CrossRef]
- D’Urso, G.; Giardini, C.; Quarto, M.; Maccarini, G. Cost index model for the process performance optimization of micro-EDM drilling on tungsten carbide. Micromachines 2017, 8, 251. [Google Scholar] [CrossRef]
- Yang, S.; Yu, S.; He, C. The surface integrity of titanium alloy when using micro-textured ball-end milling cutters. Micromachines 2019, 10, 21. [Google Scholar] [CrossRef]
- Jahan, M.P.; Alavi, F. A study on the surface composition and migration of materials and their effect on surface microhardness during micro-EDM of Ti-6Al-4V. J. Mater. Eng. Perform. 2019, 28, 3517–3530. [Google Scholar] [CrossRef]
- D’Urso, G.; Maccarini, G.; Quarto, M.; Ravasio, C. Investigation on power discharge in micro-EDM stainless steel drilling using different electrodes. J. Mech. Sci. Tech. 2015, 29, 4341–4349. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Q.; Zhang, M.; Yang, F. Study on the time-varying characteristics of discharge plasma in micro-electrical discharge machining. Coatings 2019, 9, 718. [Google Scholar] [CrossRef]
- Roy, T.; Datta, D.; Balasubramaniam, R. Numerical modelling, simulation and fabrication of 3-D hemi-spherical convex micro features using Reverse Micro EDM. J. Manuf. Process. 2018, 32, 344–356. [Google Scholar] [CrossRef]
- D’Urso, G.; Giardini, C.; Maccarini, G.; Quarto, M.; Ravasio, C. Analysis of the surface quality of steel and ceramic materials machined by micro-EDM. In Proceedings of the 18th International Conference of the European Society for Precision Engineering and Nanotechnology, EUSPEN, Venice, Italy, 4–8 June 2018; pp. 431–432. [Google Scholar]
- Gianluca, T.; Giuliano, B.; Andrej, L.; Joško, V. Real time power consumption monitoring for energy efficiency analysis in micro EDM milling. Int. J. Adv. Manuf. Technol. 2015, 78, 1511–1521. [Google Scholar]
- Lee, H.T.; Rehbach, W.P.; Tai, T.Y.; Hsu, F.C. Relationship between electrode size and surface cracking in the EDM machining process. J. Mater. Sci. 2004, 39, 6981–6986. [Google Scholar] [CrossRef]
- Peças, P.; Henriques, E. Influence of silicon powder-mixed dielectric on conventional electrical discharge machining. Int. J. Mach. Tool. Manuf. 2003, 43, 1465–1471. [Google Scholar] [CrossRef]
- D’Urso, G.; Ravasio, C. The effects of electrode size and discharged power on micro-electro-discharge machining drilling of stainless steel. Adv. Mech. Eng. 2016, 8, 1687814016648646. [Google Scholar] [CrossRef]
- D’Urso, G.; Ravasio, C. Investigation on the effects of exchanged power and electrode properties on micro EDM drilling of stainless steel. Manuf. Technol. 2019, 19, 337–344. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Q.; Zhu, G.; Wang, K.; Zhang, J.; Dong, C. Effect of electrode size on the performances of micro-EDM. Mater. Manuf. Processes. 2016, 31, 391–396. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Q.; Zhu, G.; Zhang, J. Effects of tool electrode size on surface characteristics in micro-EDM. Int. J. Adv. Manuf. Technol. 2018, 96, 3909–3916. [Google Scholar] [CrossRef]
- Wheeler, H.A. Formulas for the skin effect. Proc. IRE 1942, 30, 412–424. [Google Scholar] [CrossRef]
- Li, X.P.; Wang, Y.G.; Zhao, F.L.; Wu, M.H.; Liu, Y. Influence of high frequency pulse on electrode wear in micro-EDM. Def. Technol. 2014, 10, 316–320. [Google Scholar] [CrossRef]
- Geysen, W.; Belmans, R. Algemene Elektrotechniek; Garant: Antwerp, Belgium, 1978. [Google Scholar]
- Myrzak, V.; Dikusar, A.I. On size effect of rate of corrosion of copper nanowire ensemble: Part 2. Size effect of rate of corrosion of copper in pyrophosphate solution. Surf. Eng. Appl. Electrochem. 2016, 52, 140–144. [Google Scholar] [CrossRef]
Figure 1.
Micro EDM experimental platform.

Figure 2.
Schematic diagram of micro EDM system.

Figure 3.
SEM photographs of the surface machined in pure water with different tool diameter of (a) 0.5 mm; (b) 1 mm; (c) 1.5 mm; (d) 2 mm; and (e) 2.5 mm (Open circuit voltage is 100 V).
Figure 3.
SEM photographs of the surface machined in pure water with different tool diameter of (a) 0.5 mm; (b) 1 mm; (c) 1.5 mm; (d) 2 mm; and (e) 2.5 mm (Open circuit voltage is 100 V).

Figure 4.
SEM photographs of the surface machined in EDM oil with different tool diameter of (a) 0.5 mm; (b) 1 mm; (c) 1.5 mm; (d) 2 mm; and (e) 2.5 mm (Open circuit voltage is 100 V).
Figure 4.
SEM photographs of the surface machined in EDM oil with different tool diameter of (a) 0.5 mm; (b) 1 mm; (c) 1.5 mm; (d) 2 mm; and (e) 2.5 mm (Open circuit voltage is 100 V).

Figure 5.
Energy spectrum analysis of workpiece surface obtained in pure water (the tool diameter is 1.5 mm, and the open circuit voltage is 100 V).
Figure 5.
Energy spectrum analysis of workpiece surface obtained in pure water (the tool diameter is 1.5 mm, and the open circuit voltage is 100 V).

Figure 6.
Energy spectrum analysis of workpiece surface obtained in EDM oil (the tool diameter is 1.5 mm, and the open circuit voltage is 100 V).
Figure 6.
Energy spectrum analysis of workpiece surface obtained in EDM oil (the tool diameter is 1.5 mm, and the open circuit voltage is 100 V).

Figure 7.
Carbon content of workpiece surface machined in EDM oil.
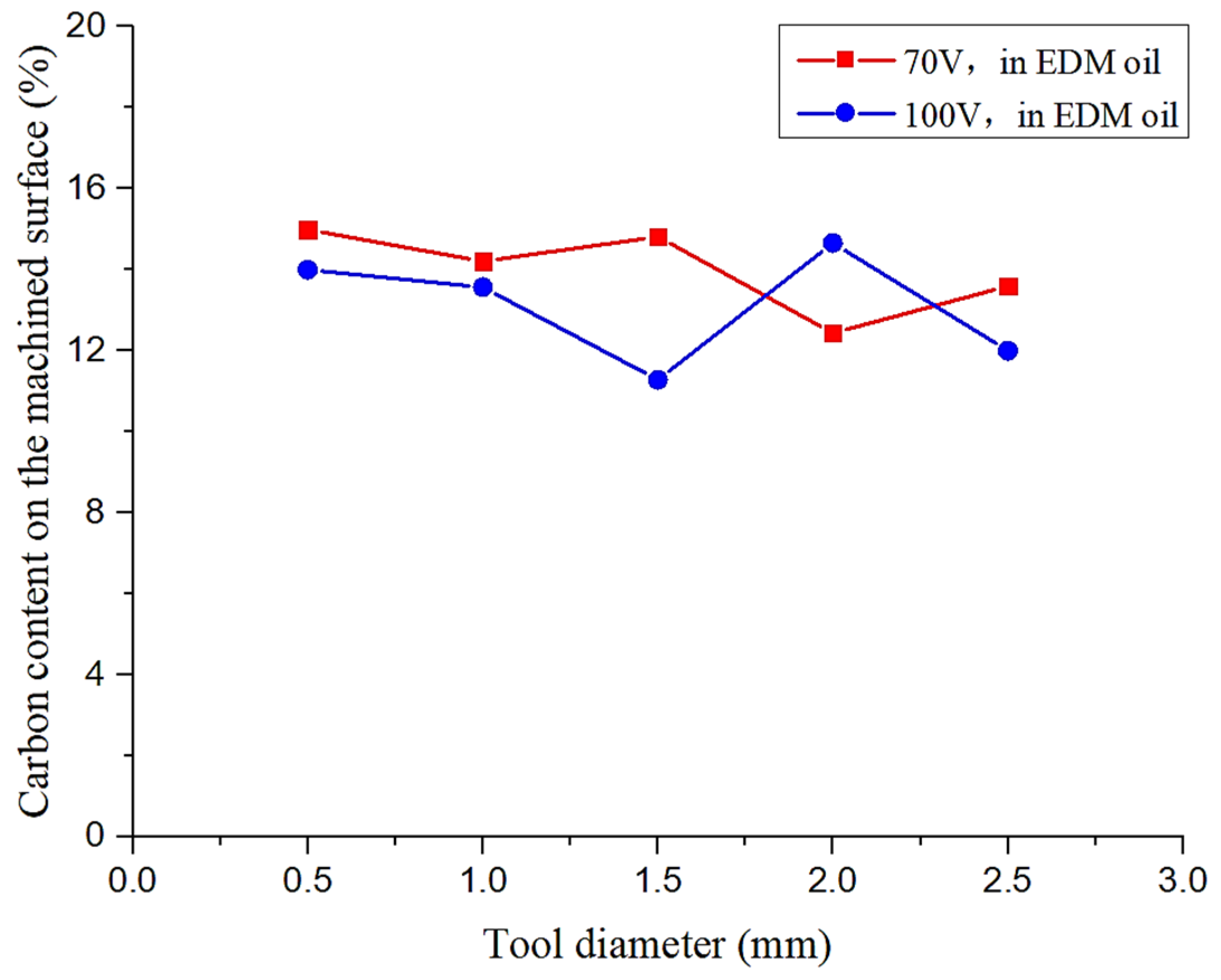
Figure 8.
Oxygen content of the workpiece surface.

Figure 9.
The evolution of surface roughness Ra with tool electrode diameter (in pure water): (a) Open circuit voltage is 70 V; (b) Open circuit voltage is 100 V.
Figure 9.
The evolution of surface roughness Ra with tool electrode diameter (in pure water): (a) Open circuit voltage is 70 V; (b) Open circuit voltage is 100 V.

Figure 10.
The evolution of surface roughness Ra with tool electrode diameter (in EDM oil): (a) Open circuit voltage is 70 V; (b) Open circuit voltage is 100 V.
Figure 10.
The evolution of surface roughness Ra with tool electrode diameter (in EDM oil): (a) Open circuit voltage is 70 V; (b) Open circuit voltage is 100 V.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Main processing parameters.
| Processing Parameter | Value |
|---|---|
| Capacitance (C/pF) | 1000 |
| Open circuit voltage (U/V) | 70, 100 |
| Tool diameter (D/mm) | 0.5, 1, 1.5, 2, 2.5 |
| Feeding depth (H/μm) | 20 |
| Milling length (L/μm) | 1000 |
Table 2.
Surface roughness Ra.
| Dielectric | Tool Diameter (mm) | Open Circuit Volatage (V) | Surface Roughness Ra1 (μm) | Surface Roughness Ra2 (μm) | Surface Roughness Ra3 (μm) | Average (μm) | Standard Deviation |
|---|---|---|---|---|---|---|---|
| In pure water | 0.5 | 70 | 2.16 | 2.47 | 2.52 | 2.38 | 0.195021 |
| 0.5 | 100 | 2.41 | 3.61 | 3.85 | 3.29 | 0.771492 | |
| 1.0 | 70 | 1.27 | 1.40 | 1.45 | 1.37 | 0.092916 | |
| 1.0 | 100 | 2.57 | 1.98 | 2.43 | 2.33 | 0.308275 | |
| 1.5 | 70 | 1.25 | 1.76 | 0.75 | 1.25 | 0.505008 | |
| 1.5 | 100 | 1.22 | 2.20 | 1.45 | 1.62 | 0.512478 | |
| 2.0 | 70 | 1.56 | 0.48 | 0.42 | 0.82 | 0.641561 | |
| 2.0 | 100 | 0.96 | 0.87 | 0.80 | 0.88 | 0.080208 | |
| 2.5 | 70 | 0.39 | 0.30 | 0.31 | 0.33 | 0.538609 | |
| 2.5 | 100 | 0.41 | 0.47 | 0.38 | 0.42 | 0.045826 | |
| In EDM oil | 0.5 | 70 | 0.43 | 0.34 | 0.48 | 0.42 | 0.070946 |
| 0.5 | 100 | 0.55 | 0.76 | 0.52 | 0.61 | 0.130767 | |
| 1.0 | 70 | 0.41 | 0.33 | 0.27 | 0.34 | 0.070238 | |
| 1.0 | 100 | 0.45 | 0.55 | 0.50 | 0.50 | 0.05 | |
| 1.5 | 70 | 0.25 | 0.19 | 0.28 | 0.24 | 0.045826 | |
| 1.5 | 100 | 0.34 | 0.52 | 0.40 | 0.42 | 0.091652 | |
| 2.0 | 70 | 0.10 | 0.09 | 0.09 | 0.09 | 0.005774 | |
| 2.0 | 100 | 0.26 | 0.28 | 0.25 | 0.26 | 0.015275 | |
| 2.5 | 70 | 0.04 | 0.05 | 0.05 | 0.05 | 0.005774 | |
| 2.5 | 100 | 0.25 | 0.27 | 0.20 | 0.24 | 0.036056 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liu, Q.; Yang, F.; Sun, S.; Yang, M.; Shao, J. Surface Integrity of Micro EDM Surface Using Electrodes of Various Diameters. Coatings 2019, 9, 805. https://doi.org/10.3390/coatings9120805
AMA Style
Liu Q, Yang F, Sun S, Yang M, Shao J. Surface Integrity of Micro EDM Surface Using Electrodes of Various Diameters. Coatings. 2019; 9(12):805. https://doi.org/10.3390/coatings9120805
Chicago/Turabian StyleLiu, Qingyu, Fazhan Yang, Shufeng Sun, Man Yang, and Jing Shao. 2019. "Surface Integrity of Micro EDM Surface Using Electrodes of Various Diameters" Coatings 9, no. 12: 805. https://doi.org/10.3390/coatings9120805
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.