Author Contributions
Conceptualization, M.I., R.A. and D.M.B.; Investigation, M.I., R.A., M.L., P.R and B.S.; Resources, M.I.; Writing—Original Draft Preparation, M.I. and R.A.; Writing—Review and Editing, R.A.; Visualization, R.A.; Supervision, R.A. and D.M.B.; Project Administration, D.M.B.
Figure 1.
RPA dynamic complex viscosity versus frequency for the ceramizable composites: low strain 7% (a); and high strain 100% (b).
Figure 1.
RPA dynamic complex viscosity versus frequency for the ceramizable composites: low strain 7% (a); and high strain 100% (b).
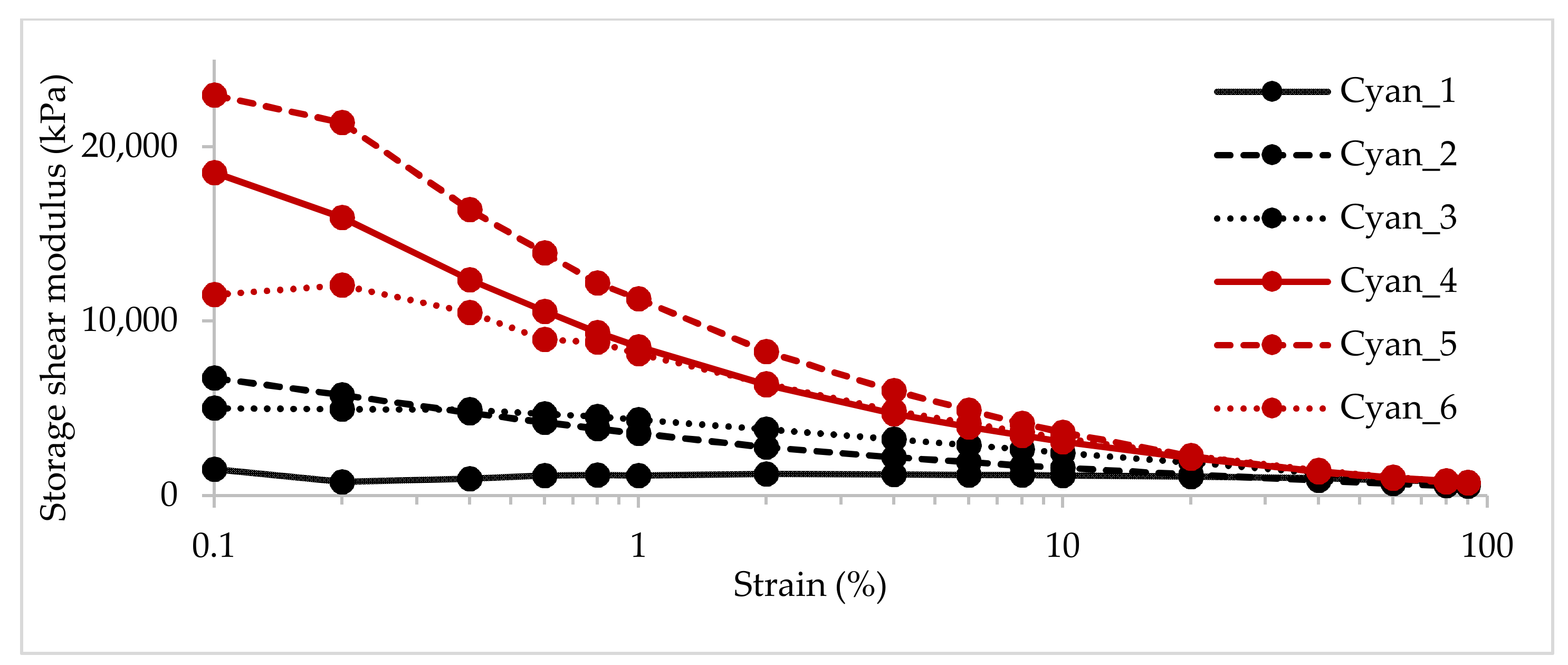
Figure 2.
Strain amplitude dependence of storage shear modulus G’ for cured ceramizable composites.
Figure 2.
Strain amplitude dependence of storage shear modulus G’ for cured ceramizable composites.
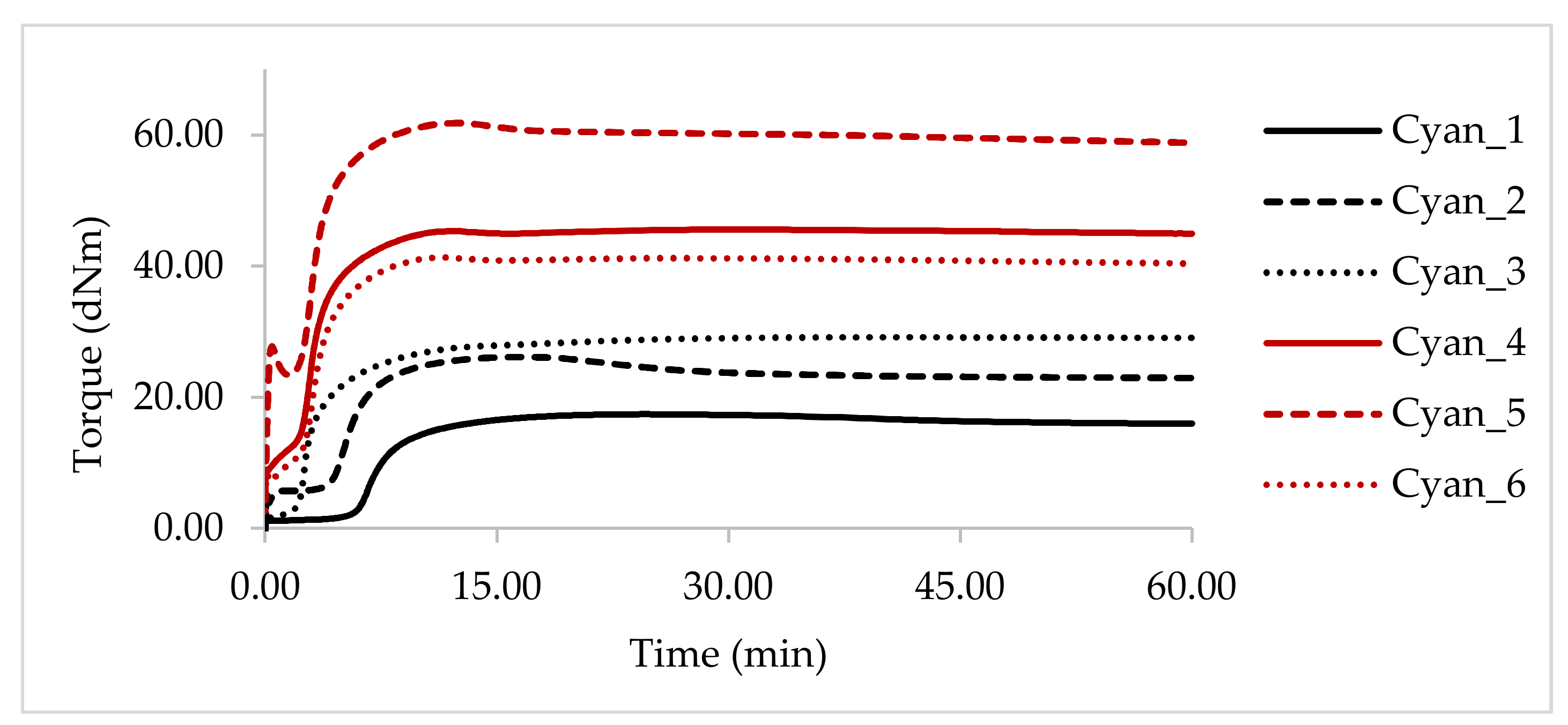
Figure 3.
Vulcanization kinetics of composite mixes measured 24 h after preparation.
Figure 3.
Vulcanization kinetics of composite mixes measured 24 h after preparation.
Figure 4.
DSC curves of the composites.
Figure 4.
DSC curves of the composites.
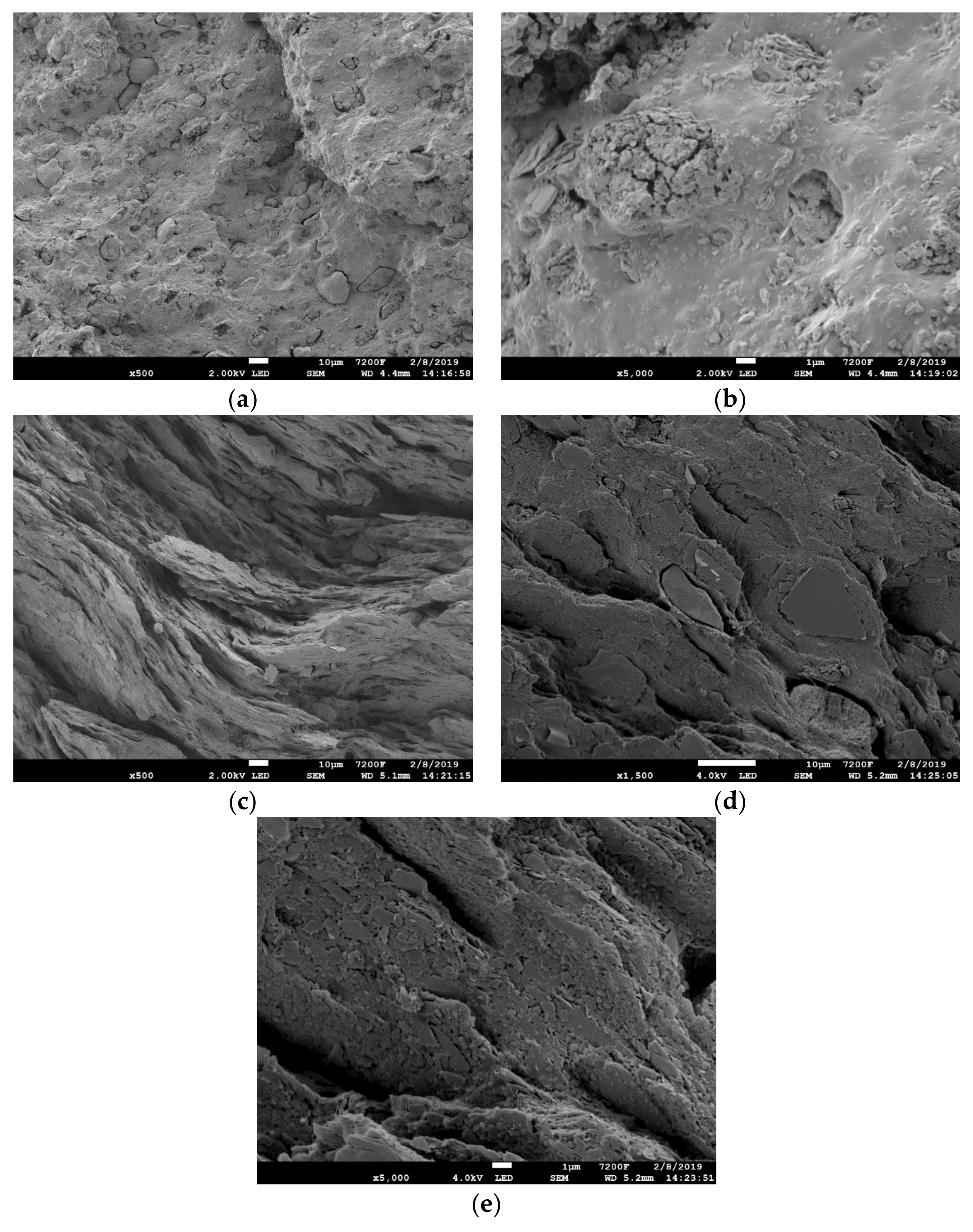
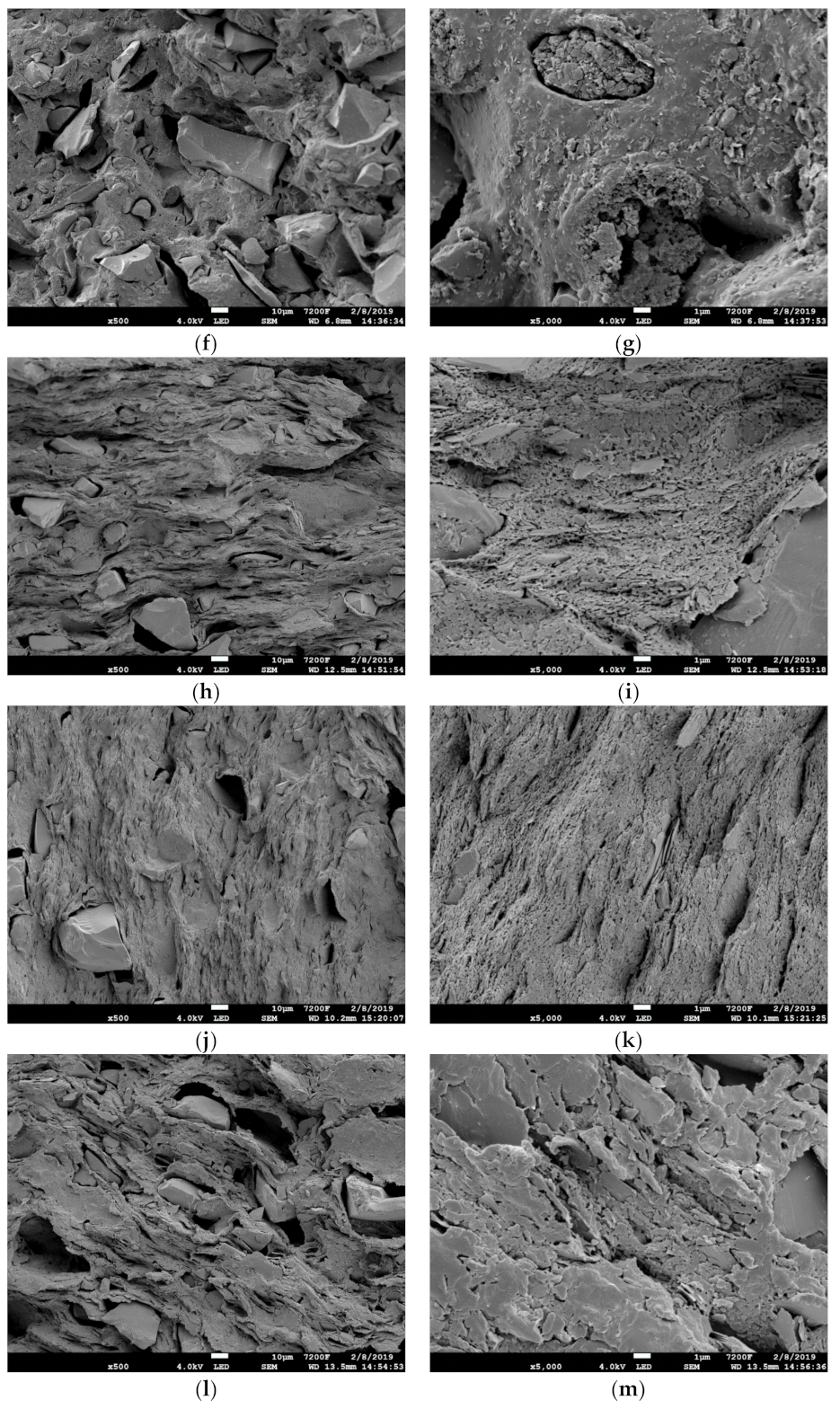
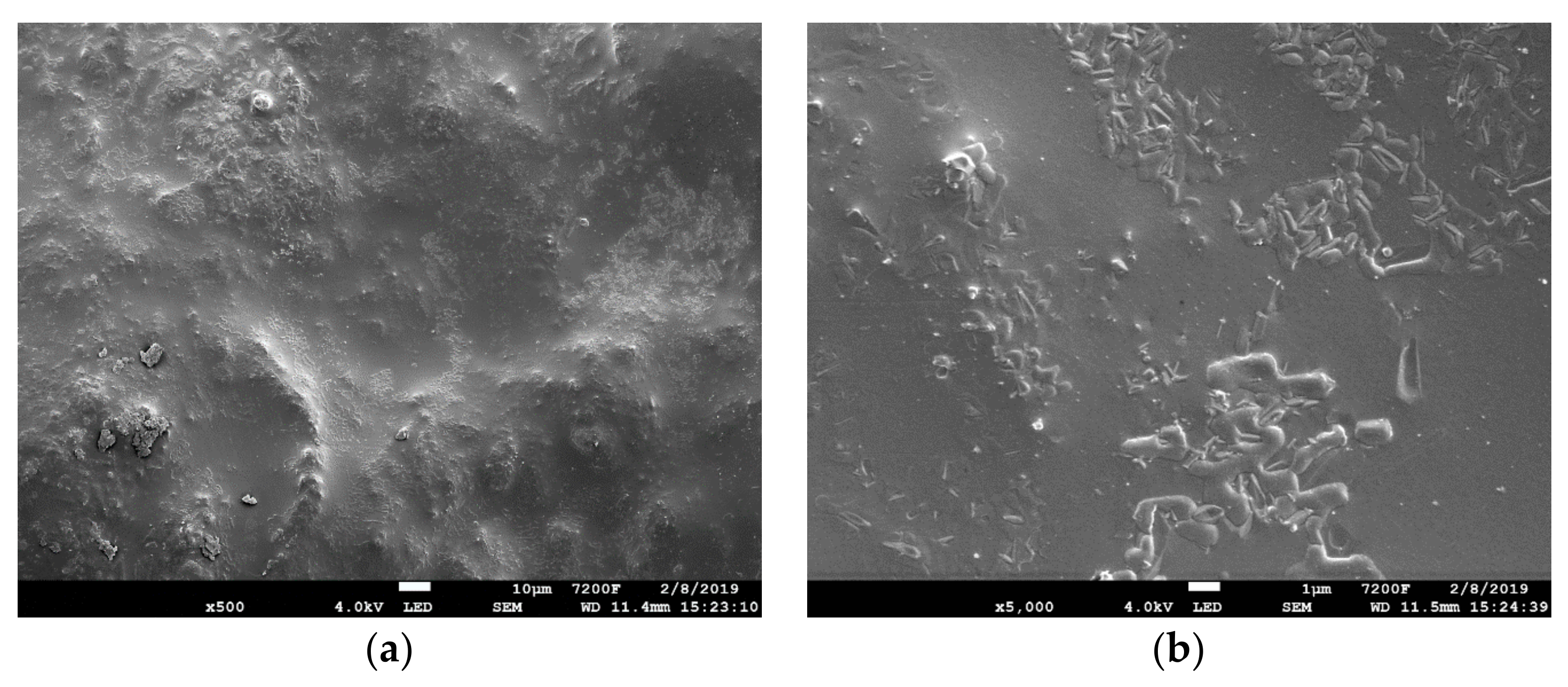
Figure 5.
SEM photographs of composites’ cross sections before ceramization: Cyan_1 with 500× (a) and 5000× (b) of magnification; Cyan_2 with 500× (c), 1500× (d), and 5000× (e) of magnification; Cyan_3 with 500× (f) and 5000× (g) of magnification; Cyan_4 with 500× (h) and 5000× (i) of magnification; Cyan_5 with 500× (j) and 5000× (k) of magnification; Cyan_6 with 500× (l) and 5000× (m) of magnification.
Figure 5.
SEM photographs of composites’ cross sections before ceramization: Cyan_1 with 500× (a) and 5000× (b) of magnification; Cyan_2 with 500× (c), 1500× (d), and 5000× (e) of magnification; Cyan_3 with 500× (f) and 5000× (g) of magnification; Cyan_4 with 500× (h) and 5000× (i) of magnification; Cyan_5 with 500× (j) and 5000× (k) of magnification; Cyan_6 with 500× (l) and 5000× (m) of magnification.
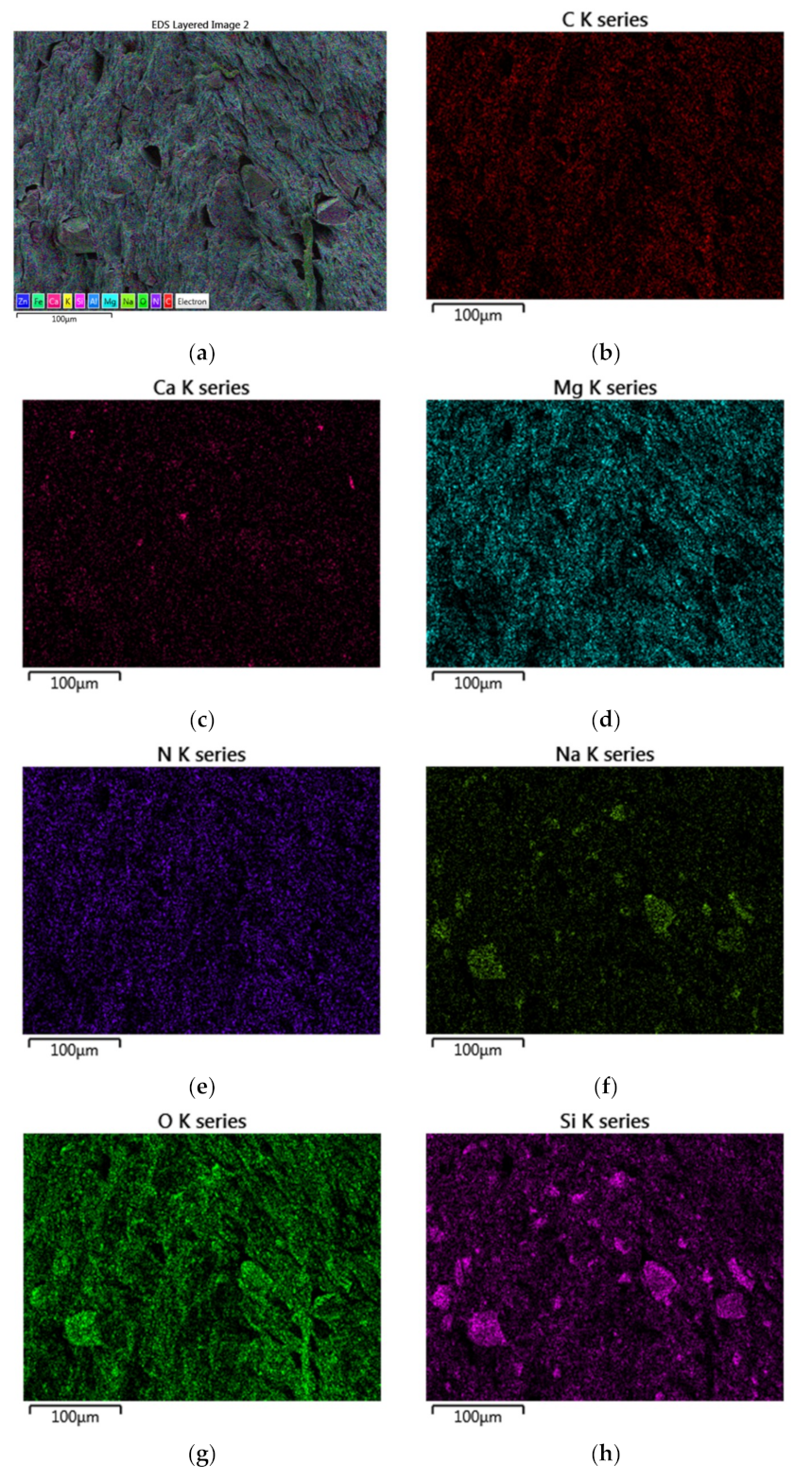
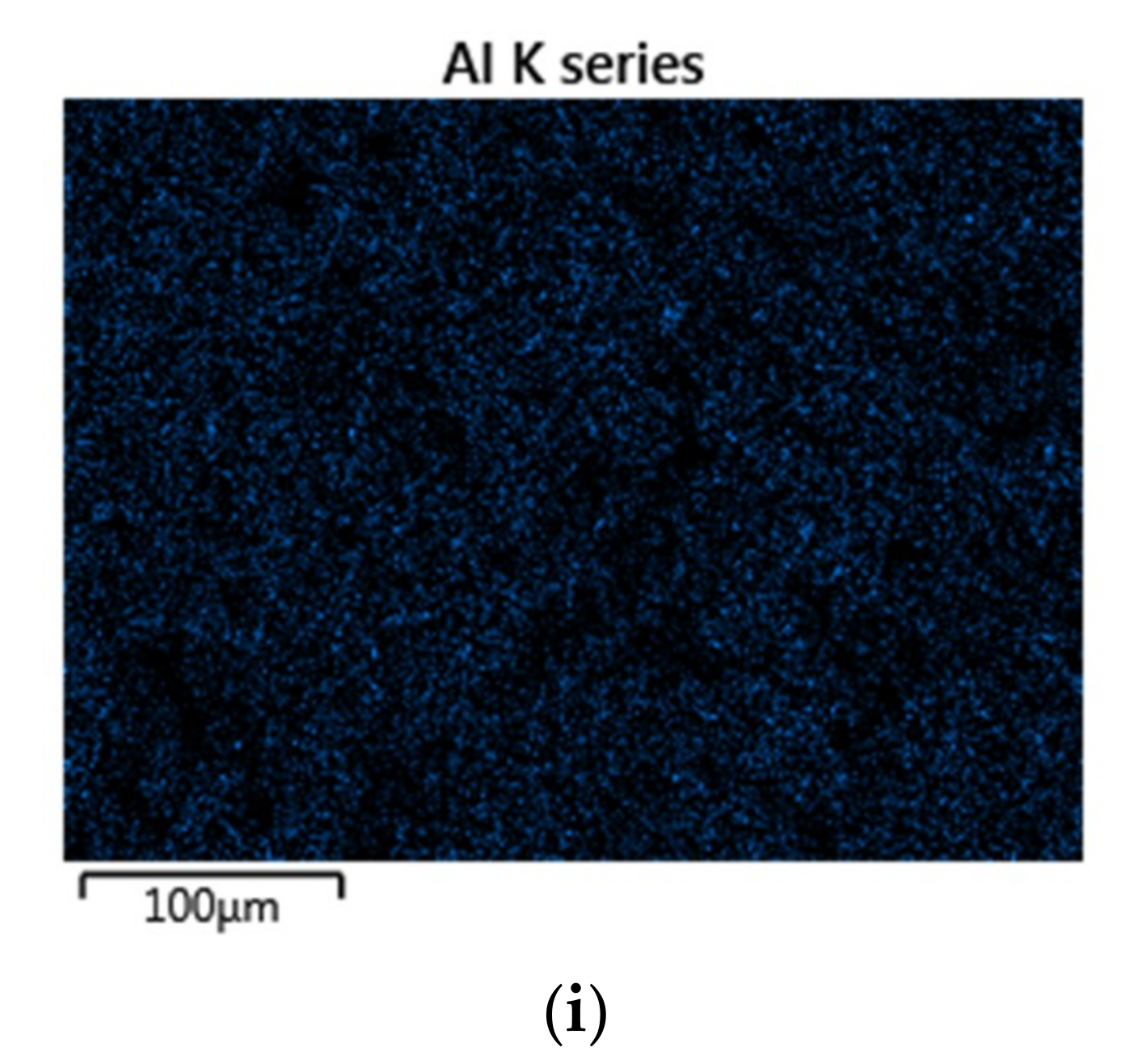
Figure 6.
EDS mapping of Cyan_5 composite cross section before ceramization: summary map (a); carbon distribution (b); calcium distribution (c); magnesium distribution (d); nitrogen distribution (e); sodium distribution (f); oxygen distribution (g); silicon distribution (h); and aluminum distribution (i).
Figure 6.
EDS mapping of Cyan_5 composite cross section before ceramization: summary map (a); carbon distribution (b); calcium distribution (c); magnesium distribution (d); nitrogen distribution (e); sodium distribution (f); oxygen distribution (g); silicon distribution (h); and aluminum distribution (i).
Figure 7.
Cone calorimetry analysis of the composites: heat release rate (HRR) (a); total heat released (THR) (b); averaged heat release rate (ARHE) (c); and mass loss (d).
Figure 7.
Cone calorimetry analysis of the composites: heat release rate (HRR) (a); total heat released (THR) (b); averaged heat release rate (ARHE) (c); and mass loss (d).
Figure 8.
Thermogravometric analysis of the composites under nitrogen atmosphere: TGA (a) and DTGA (c); and under synthetic air atmosphere: TGA (b) and DTGA (d).
Figure 8.
Thermogravometric analysis of the composites under nitrogen atmosphere: TGA (a) and DTGA (c); and under synthetic air atmosphere: TGA (b) and DTGA (d).
Figure 9.
Compression strength of the ceramized composites studied.
Figure 9.
Compression strength of the ceramized composites studied.
Figure 10.
Appearance of composites after ceramization (950 °C) and the compression test: Cyan_2 (a); Cyan_3 (b); Cyan_4 (c); Cyan_5 (d); and Cyan_6 (e).
Figure 10.
Appearance of composites after ceramization (950 °C) and the compression test: Cyan_2 (a); Cyan_3 (b); Cyan_4 (c); Cyan_5 (d); and Cyan_6 (e).
Figure 11.
SEM photographs of Cyan_5 composite cross section after ceramization with 500× (a) and 5000× (b) magnification.
Figure 11.
SEM photographs of Cyan_5 composite cross section after ceramization with 500× (a) and 5000× (b) magnification.
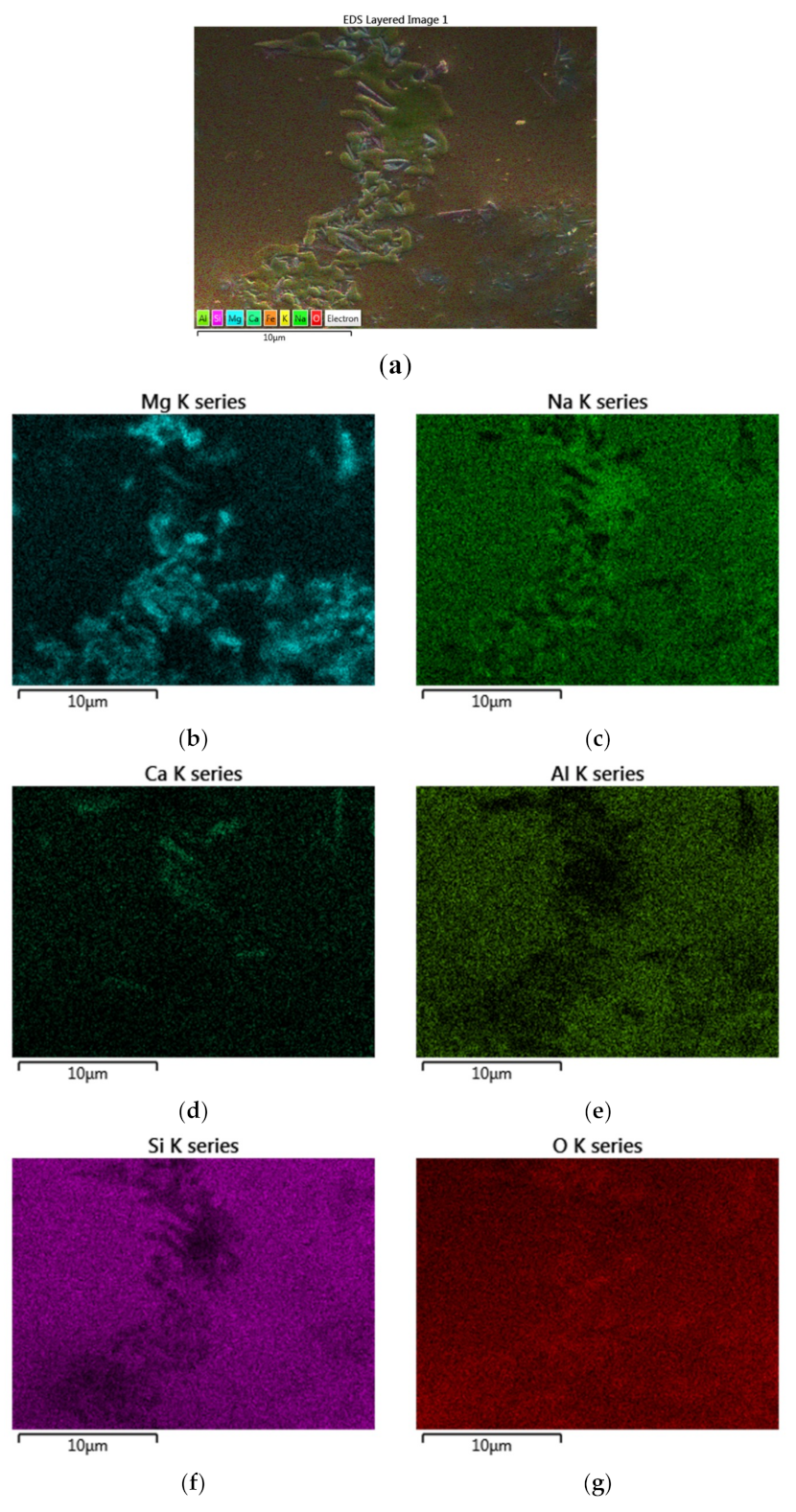
Figure 12.
EDS mapping of Cyan_5 composite cross section after ceramization: summary map (a); magnesium distribution (b); sodium distribution (c); calcium distribution (d); aluminum distribution (e); silicon distribution (f); and oxygen distribution (g).
Figure 12.
EDS mapping of Cyan_5 composite cross section after ceramization: summary map (a); magnesium distribution (b); sodium distribution (c); calcium distribution (d); aluminum distribution (e); silicon distribution (f); and oxygen distribution (g).
Table 1.
Composition (in phr—parts per hundred parts of rubber) of the ceramizable composites mixes.
Table 1.
Composition (in phr—parts per hundred parts of rubber) of the ceramizable composites mixes.
| Ingredients | Composition of the Samples (phr) |
|---|
| Cyan_1 | Cyan_2 | Cyan_3 | Cyan_4 | Cyan_5 | Cyan_6 |
|---|
| SBR | 100 | 100 | 100 | 100 | 100 | 100 |
| Mica | – | 200 | – | 200 | 200 | 175 |
| Glass frit | – | – | 100 | 100 | 100 | 75 |
| MCA | 50 | 50 | 50 | 25 | 50 | 100 |
| Curatives | 10 | 10 | 10 | 10 | 10 | 10 |
Table 2.
Viscoelastic properties of uncured composites at chosen frequencies: storage shear modulus (G’), loss shear modulus (G”), and complex dynamic viscosity (η*).
Table 2.
Viscoelastic properties of uncured composites at chosen frequencies: storage shear modulus (G’), loss shear modulus (G”), and complex dynamic viscosity (η*).
| Composite | Frequency (rad/s) | Low Strain (7%) | High Strain (100%) |
|---|
| G’ (kPa) | G” (kPa) | η* (Pa·s) | G’ (kPa) | G” (kPa) | η* (Pa·s) |
|---|
| Cyan_1 | 0.628 | 59.0 | 30.5 | 664373 | 33.2 | 33.7 | 473315 |
| 5.024 | 110.5 | 88.8 | 177198 | 69.1 | 67.1 | 120421 |
| 94.2 | 405.4 | 173.4 | 29392 | 160.3 | 129.8 | 13753 |
| 314 | 555.8 | 185.9 | 11722 | 168.1 | 112.8 | 4048 |
| Cyan_2 | 0.628 | 347.1 | 166.7 | 3851019 | 55.1 | 50.0 | 717635 |
| 5.024 | 417.3 | 298.8 | 761623 | 78.5 | 79.8 | 139899 |
| 94.2 | 1021.4 | 630.0 | 80004 | 143.9 | 140.3 | 13399 |
| 314 | 1265.5 | 572.5 | 27779 | 144.8 | 125.1 | 3828 |
| Cyan_3 | 0.628 | 129.8 | 41.7 | 1268917 | 33.8 | 43.5 | 550798 |
| 5.024 | 243.4 | 215.8 | 406605 | 74.0 | 90.3 | 145999 |
| 94.2 | 756.4 | 482.8 | 59822 | 170.5 | 170.8 | 160889 |
| 314 | 1026.5 | 483.0 | 22690 | 173.8 | 149.3 | 4582 |
| Cyan_4 | 0.628 | 566.6 | 407.1 | 6976724 | 75.7 | 87.9 | 1160105 |
| 5.024 | 707.1 | 566.3 | 1132380 | 107.9 | 112.7 | 195047 |
| 94.2 | 1376.9 | 885.3 | 109133 | 186.6 | 190.2 | 17763 |
| 314 | 1657.0 | 872.5 | 37454 | 194.5 | 159.8 | 5035 |
| Cyan_5 | 0.628 | 1586.0 | 772.2 | 17639995 | 199.7 | 234.4 | 3079313 |
| 5.024 | 1777.1 | 1434.5 | 2854766 | 197.0 | 197.7 | 348841 |
| 94.2 | 3142.7 | 2039.7 | 249772 | 251.9 | 253.6 | 23828 |
| 314 | 3717.3 | 2014.6 | 84562 | 255.4 | 208.0 | 6588 |
| Cyan_6 | 0.628 | 427.5 | 307.3 | 5264607 | 66.6 | 75.1 | 1003978 |
| 5.024 | 560.5 | 402.0 | 862182 | 97.4 | 101.1 | 175427 |
| 94.2 | 1072.9 | 674.5 | 84488 | 171.9 | 173.7 | 16294 |
| 314 | 1271.1 | 672.9 | 29763 | 182.7 | 152.3 | 4758 |
Table 3.
Vulcanization parameters of the ceramizable composite mixes.
Table 3.
Vulcanization parameters of the ceramizable composite mixes.
| Vulcanization Parameter | Composite Mixes |
|---|
| Cyan_1 | Cyan_2 | Cyan_3 | Cyan_4 | Cyan_5 | Cyan_6 |
|---|
| Scorch time (t05) | 5′ 30” | 3′ 45” | 2′ 0” | 1′ 00” | 2′ 15” | 1′ 0” |
| Torque at t05 (dNm) | 2.1 | 5.2 | 3.3 | 10.2 | 26.3 | 8.9 |
| Optimum curing time (t90) | 12′ 45” | 9′ 0” | 9′ 30” | 6′ 45” | 6′ 15” | 6′ 30” |
| Torque at t90 (dNm) | 15.8 | 24.0 | 26.5 | 41.8 | 57.2 | 37.9 |
Table 4.
Mechanical properties of the vulcanizated composites: tear resistance (TES) stress at 100% (SE100), 200% (SE200), and 300% (SE300) of elongation, tensile strength (TS), elongation at break (Eb), and shore hardness, scale A and D.
Table 4.
Mechanical properties of the vulcanizated composites: tear resistance (TES) stress at 100% (SE100), 200% (SE200), and 300% (SE300) of elongation, tensile strength (TS), elongation at break (Eb), and shore hardness, scale A and D.
| Mechanical Parameter | Vulcanized Composites Description |
|---|
| Cyan_1 | Cyan_2 | Cyan_3 | Cyan_4 | Cyan_5 | Cyan_6 |
|---|
| TES (N/mm) | 5.8 ± 0.5 | 22.7 ± 1.0 | 5.3 ± 0.4 | 12.9 ± 1.3 | 27.2 ± 3.2 | 14.2 ± 2.5 |
| SE100 (MPa) | 3.0 ± 0.2 | 4.7 ± 0.1 | 1.8 ± 0.1 | 4.4 ± 0.1 | 5.2 ± 0.2 | 4.5 ± 0.1 |
| SE200 (MPa) | 4.8 ± 0.4 | 5.5 ± 0.2 | 2.1 ± 0.1 | − | − | − |
| SE300 (MPa) | − | − | 3.1 ± 0.1 | − | − | − |
| TS (MPa) | 6.3 ± 1.3 | 6.3 ± 1.5 | 4.2 ± 0.5 | 4.8 ± 1.0 | 6.4 ± 0.5 | 4.7 ± 0.3 |
| Eb (%) | 248 ± 42 | 211 ± 33 | 345 ± 11 | 163 ± 9 | 188 ± 38 | 124 ± 34 |
| Hardness (ShA) | 60 ± 1 | 82 ± 1 | 71 ± 1 | 80 ± 1 | 81 ± 2 | 81 ± 1 |
| Hardness (ShD) | 11 ± 1 | 21 ± 1 | 14 ± 1 | 21 ± 1 | 21 ± 1 | 21 ± 1 |
Table 5.
Flammability parameters: time to ignition (ti), time to flameout (to), heat release rate peak (HRRp), heat release rate mean value (HRRm), time to HRRp (tHRR), HRRp/tHRR ratio (FIGRA), total heat released (THR), effective heat of combustion peak (EHCp), effective heat of combustion mean value (EHCm), mass loss rate peak (MLRp), mass loss rate mean value (MLRm), cumulative heat emission divided by time (MARHE), mass loss (ml), oxygen index (OI), and UL 94 fire test.
Table 5.
Flammability parameters: time to ignition (ti), time to flameout (to), heat release rate peak (HRRp), heat release rate mean value (HRRm), time to HRRp (tHRR), HRRp/tHRR ratio (FIGRA), total heat released (THR), effective heat of combustion peak (EHCp), effective heat of combustion mean value (EHCm), mass loss rate peak (MLRp), mass loss rate mean value (MLRm), cumulative heat emission divided by time (MARHE), mass loss (ml), oxygen index (OI), and UL 94 fire test.
| Combustibility Parameter | Vulcanized Composites Description |
|---|
| Cyan_1 | Cyan_2 | Cyan_3 | Cyan_4 | Cyan_5 | Cyan_6 |
|---|
| ti (s) | 89 | 119 | 93 | 134 | 86 | 222 |
| to (s) | 478 | 827 | 465 | 519 | 612 | 612 |
| HRRp (kW/m) | 267.4 | 42.9 | 215.7 | 88.1 | 50.5 | 148.5 |
| HRRm (kW/m) | 128.0 | 21.1 | 104.1 | 46.1 | 25.1 | 88.0 |
| tHRR (s) | 200 | 225 | 205 | 225 | 205 | 340 |
| FIGRA (kW/ms) | 1.34 | 0.19 | 1.05 | 0.39 | 0.24 | 0.43 |
| THR (mJ/m2) | 50.2 | 16.1 | 38.6 | 18.2 | 14.0 | 34.2 |
| EHCp (mJ/kg) | 76.6 | 59.2 | 79.0 | 50.3 | 26.4 | 72.0 |
| EHCm (mJ/kg) | 20.7 | 8.5 | 20.4 | 12.6 | 8.0 | 24.1 |
| MLRp (g/s) | 0.169 | 0.072 | 0.164 | 0.097 | 0.067 | 0.092 |
| MLRm (g/s) | 0.055 | 0.022 | 0.045 | 0.032 | 0.028 | 0.032 |
| MARHE (kW/m) | 128 | 27 | 99 | 43 | 28 | 59 |
| ml (%) | 91.3 | 35.6 | 56.6 | 28.8 | 31.7 | 24.9 |
| OI (%) | 37.0 ± 0.5 | >37.5 | 37.5 ± 0.5 | >37.5 | >37.5 | >37.5 |
| UL 94 | no rating | no rating | no rating | V-0 | V-0 | no rating |
| Burning droplets | no | no | no | no | no | no |
Table 6.
Thermal stability parameters of the composites: temperature of 5% mass loss (T5), maximum rate of first (DRTmax1), second (DRTmax2), and third (DRTmax3) step of degradation and their temperatures respectively (Tmax1, Tmax2, and Tmax3), residue after thermal degradation.
Table 6.
Thermal stability parameters of the composites: temperature of 5% mass loss (T5), maximum rate of first (DRTmax1), second (DRTmax2), and third (DRTmax3) step of degradation and their temperatures respectively (Tmax1, Tmax2, and Tmax3), residue after thermal degradation.
| Combustibility Parameter | Vulcanized Composites Description |
|---|
| Cyan_1 | Cyan_2 | Cyan_3 | Cyan_4 | Cyan_5 | Cyan_6 |
|---|
| Nitrogen Atmosphere |
| T5 (°C) | 347.4 | 376.7 | 327.4 | 356.5 | 356.2 | 372.6 |
| Tmax1 (°C) | 438.8 | 416.7 | 405.8 | 385.2 | 403.6 | 379.4 |
| DRTmax1 (%/°C) | 0.70 | 0.32 | 0.39 | 0.22 | 0.37 | 0.08 |
| Tmax2 (°C) | 479.6 | 470.1 | 479.9 | 469.1 | 467.8 | 478.8 |
| DRTmax2 (%/°C) | 1.05 | 0.45 | 0.57 | 0.32 | 0.32 | 0.33 |
| Residue (%) | 3.1 | 55.5 | 38.7 | 64.2 | 53.7 | 68.6 |
| Synthetic Air Atmosphere |
| T5 (°C) | 349.3 | 393.4 | 324.5 | 378.5 | 365.8 | 393.7 |
| Tmax1 (°C) | 432.4 | 421.3 | 402.8 | 400.8 | 405.3 | 390.2 |
| DRTmax1 (%/°C) | 0.94 | 0.36 | 0.52 | 0.22 | 0.34 | 0.07 |
| Tmax2 (°C) | 481.6 | 476.8 | 478.6 | 478.4 | 477.8 | 478.9 |
| DRTmax2 (%/°C) | 0.91 | 0.43 | 0.60 | 0.34 | 0.32 | 0.36 |
| Tmax3 (°C) | 590.9 | 569.3 | 525.3 | 530.0 | 564.8 | 522.0 |
| DRTmax3 (%/°C) | 0.40 | 0.22 | 0.31 | 0.19 | 0.28 | 0.14 |
| Residue (%) | 3.1 | 55.6 | 39.3 | 64.3 | 53.8 | 68.3 |
Table 7.
Compression strength of the ceramized composites studied.
Table 7.
Compression strength of the ceramized composites studied.
| Ceramization Conditions | Vulcanized Composites Description |
|---|
| Cyan_1 | Cyan_2 | Cyan_3 | Cyan_4 | Cyan_5 | Cyan_6 |
|---|
| 1100 °C | − | − | 62 ± 23 | − | − | − |
| 550–1000 °C | − | 29 ± 3 | 109 ± 45 | 358 ± 111 | 270 ± 80 | 322 ± 104 |
| 950 °C | − | 113 ± 25 | 27 ± 12 | 239 ± 66 | 228 ± 49 | 236 ± 33 |

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}