Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites

1
School of Textile, Tianjin Polytechnic University, Tianjin 300387, China
2
Key Laboratory of Advanced Textile Composite Materials, Tianjin Polytechnic University, Tianjin 300387, China
3
Key Laboratory of Hollow Fiber Membrane Material and Membrane Process of Ministry of Education, Tianjin Polytechnic University, Tianjin 300387, China
4
Chinatesta Textile Testing & Certification Services, Beijing 100025, China
5
Beijing Institute of Aeronautical Materials, Beijing 100095, China
6
Aviation Composite (Beijing) Science and Technology Co., Ltd., Beijing 101300, China
*
Author to whom correspondence should be addressed.
Aerospace 2018, 5(3), 93; https://doi.org/10.3390/aerospace5030093
Submission received: 13 July 2018
/
Revised: 28 August 2018
/
Accepted: 30 August 2018
/
Published: 2 September 2018
(This article belongs to the Special Issue ECO-COMPASS: Ecological and Multifunctional Composites for Application in Aircraft Interior and Secondary Structures)
Abstract
:Ramie fabric-reinforced thermoset polylactic acid (PLA) composites were prepared by using heat pressing technology. Fabrics were treated with alkali, silane, and alkali–silane respectively, expecting an improvement of the interface between the fabric and the matrix. Scanning electron microscopy (SEM) results indicated that after alkali treatment, impurities on the fiber surface were removed and its diameter became finer. After the silane, and alkali–silane treatments, the contact angles of the ramie fibers increased by 14.26%, and 33.12%, respectively. The contact angle of the alkali–silane treated fiber reached 76.41°; this is beneficial for the adhesion between ramie fiber and the PLA. The research revealed that the tensile strength of the fiber increased after the alkali and silane treatments. A slight decrease was noticed on the tensile strength of fibers treated with alkali–silane. After all, three chemical treatments were done, the flexure strength of the ramie fabric-reinforced PLA composites, improved in all cases. Among the three treatments, the alkali–silane treatment demonstrated the best result, as far as the flexure strength and modulus of the fabricated composites were concerned. On the other hand, water absorption of the related composites decreased by 23.70%, which might contribute to the closer contact between the ramie fiber and the matrix. The ramie fabric-reinforced PLA composites, prepared in this study, can meet the standard requirements of aircraft interior structures and have favorable application foreground.
1. Introduction
In recent years, with the global environment and energy problems becoming increasingly prominent, the consciousness about ecological environmental protection is continuously being strengthened. Therefore, natural fibers become more popular to replace synthetic ones in the composites field [1,2,3,4]. However, most of the resins used to fabricate the composites are originated from oil, which is considered to not be environment-friendly. Moreover, oil is a non-renewable resource, and all countries face the problem of an oil shortage. Thus, biological resins have aroused wide interest as a substitute for oil-based resins because of renewable raw materials, such as soybean oil and rapeseed oil. Unlike petroleum oil, vegetable oils can be circularly obtained every year with no pollution of the environment [5].
Biological resins may include starch, polyhydroxybutyrate (PHB), thermoplastic polylactic acid, polybutylene succinate (PBS), and various other biological resins [6]. During the composite fabrication process, when using biological resins, injection, extrusion and compression molding processes may be employed [7]. Biological resin includes thermoset and thermoplastic resins. The toughness of thermoplastic resin is higher, but it cannot be dissolved easily in ethanol, acetone, and other general solvents. On the other hand, its performance is not considered to be stable [8]. Thermoset resin is a crosslinked polymer with a mesh structure, after heating with the curing agent included, it becomes insoluble and infusible. It is believed that thermoset matrix composites offer excellent thermal, mechanical and flexure performance and the composite fabrication process is simple and easy to control [9].
The raw materials of thermoset PLA are vegetable oils, such as soybean oil, linseed oil, and rapeseed oil. However, due to different synthetic processes, most of the thermoset PLA is nondegradable, such as acrylic epoxy soya oil resin (AESO)—researched by the University of Delaware (USA)—and bio-based resins derived from soybean oil in North Dakota State University.
Zhang et al. [10,11] prepared bio-matrix composites using phthalic anhydride modified AESO as a matrix and glass fibers as reinforcements for circuit boards. Adekunle [12] found that sisal/AESO/styrene composite has higher tensile strength, flexural strength, and flexural modulus. The effects of acidification, silane and peroxide modifications on the interfacial properties of ramie fiber/AESO composites were investigated by Lee [13]. The results showed that the interfacial shear strength of the composites was significantly improved after modifications.
In the study by Amiri [14], the mechanical properties of bio-based resin composites showed improvement when using alkaline-treated flax fibers as reinforcements, and their performances could meet the requirements of aircraft’s interior structures. Amiri [15,16] studied the long-term creep behavior of flax/VE bio-based composites. It was found that the flax/VE composites could be considered to be thermorheologically complex materials. Amiri [17] investigated the effect of alkaline treatment of flax fiber as well as an addition of 1% acrylic resin to vinyl ester on mechanical properties and long-term creep behavior of flax/vinyl ester composites. Findings revealed that alkaline treatment was successful in increasing interlaminar shear, tensile and flexural strength of the composite but decreased the tensile and flexural modulus by 10%. Addition of acrylic resin to the vinyl ester resin improved all mechanical properties except the flexural modulus which was decreased by 5%. In a study by Taylor [18], a newly developed bio-based resin, epoxidized sucrose soyate (ESS), was combined with surface-treated flax fiber to produce novel bio-composites. The bio-composites properties could meet and exceed those of conventional pultruded members.
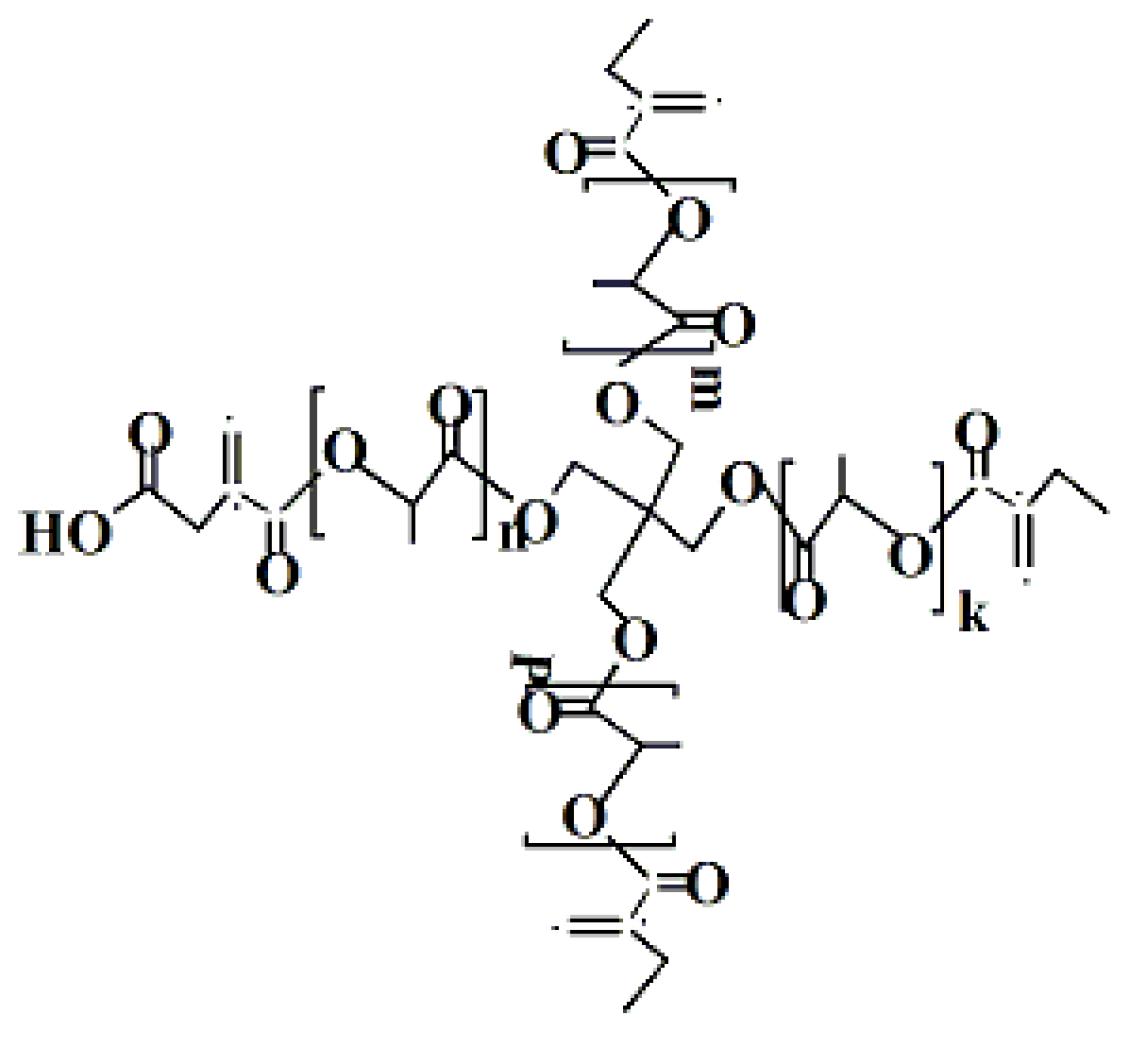
Distinguished from traditional studies, this paper used the bio-based thermoset polylactic acid (PLA), developed by Professor Jukka Seppala of Helsinki University of Technology (Finland). This PLA is completely degradable and is considered to be more environmental–friendlier, with a great potential for use [19,20,21,22]. It is based on a polylactic acid and its molecular formula is shown in Figure 1, where ‘k’, ‘n’, ‘m’, and ‘p’ refer to the polymerization degrees of different functional groups.
Ramie is a perennial herbaceous plant; its fiber is long, has great strength, as well as excellent thermal conductivity [23]. On the other hand, due to the strong polarity of the fiber, it offers a more hydrophilic, greater expansion, in a humid environment, and lower thermal stability [19,24].
Research studies have revealed that shortcomings exist for composites fabricated with natural fiber and the thermosetting resin. These fibers are more moisture sensitive, and the interface between the hydrophilic fiber and hydrophobic matrix is not closely combined [25,26,27,28]. It is well known that the interface plays a critical role in the mechanical performance of composites [29]. Therefore, improvement of the interface behavior is of extreme importance. The aim of this study is to investigate the effect of the chemical treatment on the properties of the ramie fiber as well as the produced composites.
In this investigation, composites with PLA were used as the resin and the ramie fabrics, with and without chemical treatment, were used as the reinforcement. They were prepared using the heat press technology. The morphology of the fibers and the composites was studied using scanning electron microscopy (SEM) and the mechanical properties were determined by Instron Model 3369. The purpose of this study was to explore whether ramie/PLA composites could be used in aerospace applications, to replace composites that use glass fiber and petroleum oil-based resins, so as to save energy and protect the environment.
2. Experimental Details
2.1. Materials
Ramie fabrics with the area density of 135.1 g/m2 and thickness of 0.291 mm, were provided by Hunan Dongting Maye Company, China. The tensile strength of the warp and weft yarns was 44.81 MPa and 55.45 MPa, respectively. The thermosetting polylactic acid, with a flexure strength of 110.72 MPa, was provided by the Helsinki University of Technology, Finland. The curing agent, benzoyl peroxide dibutyl paste, was supplied by Tianjin Synthetic Materials Company, China. The release agent was produced by Beijing Carat Chemical Technology Company, China. Coupling agent KH550 (silane) was made by Nanjing Safer Silane Coupling Agent Factory, China. NaOH granules were given by Tianjin Wind Ship Chemical Technology Co. Ltd., Tianjin, China.
2.2. Surface Treatment
2.2.1. Alkali Treatment
The alkali solution concentration was 1 wt% (weight percentage compared to distilled water), the ramie fabric and alkali bath ratio was 1:20. After immersing the fabrics in the alkali liquid for 60 min, at a temperature of 60 °C, the fabrics were removed and washed to neutral, in warm water, and then cured in an electro-thermal blowing oven (Model DHG-9070A, Shanghai Scientific Instrument Co. Ltd., Shanghai, China) for 12 h. The temperature in the oven was kept at 80 °C during the drying process. All the process parameters of alkali treatment were derived from previous studies [30].
2.2.2. Silane Treatment
The silane (KH550) solution concentration was 3 wt% and the ramie fabric and silane bath ratio was 1:20. The fabric was soaked in the silane liquid for 2 h, at the room temperature, then was removed and cured for 12 h, in conditions identical to the alkali treatment. All the process parameters of silane treatment were derived from previous studies [30].
2.2.3. Combined Alkali–Silane Treatment
The fabric was first treated by the alkali treatment process, then the silane treatment process.
2.3. Fabrication of the Composites
Ramie fabric-reinforced PLA composites were prepared by using a hydraulic press (Model Y/TD71-45, Tianjin Hydraulic Machine Factory, Tianjin, China). Ramie fabric/PLA (v/v) was 60/40, crosslink agent/PLA (w/w) was 33/67, curing agent/PLA (w/w) was 1/99. The ramie fabric/PLA prepreg was first pressed for 10 min, at room temperature, with pressures up to 10 MPa. Then was heat pressed for another 60 min, at a temperature of 90 °C, with pressures up to 20 MPa, this made the percolation of PLA more uniform. Then it was pressed at pressures up to 20 MPa, at a temperature of 115 °C, for 2 min. The process continued with pressures up to 20 MPa, at a temperature of 130 °C, for 30 min, after which it was cooled down to the room temperature. At last the composites were removed from the press and post-cured at a temperature of 140 °C, for 120 min. In this study, time was recorded after the hydraulic press reached the set temperature, and the time required for the heating process was not included in the calculation.
2.4. Scanning Electron Microscope (SEM) Examination
The surface of ramie fibers and the composites were examined using a Model TM-1000 scanning electron microscope (HITICH, Japan), to reveal the morphological changes after the chemical treatments of the fabrics were carried out.
2.5. Contact Angle Test
Contact angle investigation was performed using the Model K100 contact angle instrument (Rruss Company, Emsdetten, Germany). During the measurement, the specific fiber length was 4 to 6 mm, fiber pull-out speed was 0.01 mm/s. The experiments were performed at a temperature of 20 °C and a relative humidity of 65%. The diameter of the ramie fiber was first measured by a microscope diameter analyzer (Model VHX-1000, Keyence International Trade Co. Ltd, Shanghai, China).
2.6. Tensile Strength Test
In order to explore the effect of chemical treatments on the fibers, tensile properties of ramie fibers were tested by a Model YG001A electronic power meter (Taicang Textile Instrument Factory, Suzhou, China). The test was carried out according to ASTM D3822-07 procedures. The clamping distance was 20 mm, and the stretching speed was 5 mm/min. Twenty samples in each case were included in the test.
2.7. Flexure Property
Composites were subjected to three-point bend test, in an Instron instrument (Model 3369, Instron Corporation, Boston, MA, USA), in accordance with the ASTM 790-03 Standard. The sample size was 60 mm × 12.5 mm × 3 mm. The span was 48 mm, loading gauge was 48 mm, and loading speed was 2 mm/min.
2.8. Water Absorption
The dimensions of the specimen were 60 mm × 12.5 mm. The specimens were dried at 60 °C for 24 h, then cooled down to room temperature, in a desiccator. After weight measurements were done, specimens were immersed in distilled water for 24 h, at the room temperature. Then water on the surface was wiped dry and weighed again. Five specimens in each case were included in the test.
3. Results and Discussion
3.1. Surface Morphology
Morphology of ramie fibers, both chemicals treated and untreated, are compared in Figure 2. It is understandable that some impurities which are rich in their content of hydroxyls, such as hemicelluloses, pectin, and lignin, existed on the surface of the untreated fibers. After the alkali treatment, the fiber surface became cleaner and some impurities were removed during the treatment [29]. However, the fiber surface also became rough [31] with an increase of the length/diameter ratio. This may contribute to the combination of the sodium hydroxide, in the hydroxyl, with the hydrogen bonding in the cellulose, resulting in a decrease of the active groups on the fiber surface. On the other hand, the hemicellulose, lignin, pectin, ester waxy, and biological oil on the fiber surface were reduced, causing an improvement of the surface purity and the reduction of the fiber diameter [5,25,32,33,34,35]. As for the silane treated fibers, impurities were noticed on the fiber surface. It was considered to be the membrane coupling agent [36,37]. Compared to the untreated fiber, no obvious difference was seen on the surface of the ramie fibers treated by alkali alone and those treated by the alkali–silane treatment. Similar results have been noticed by other researchers [21].
3.2. Contact Angle
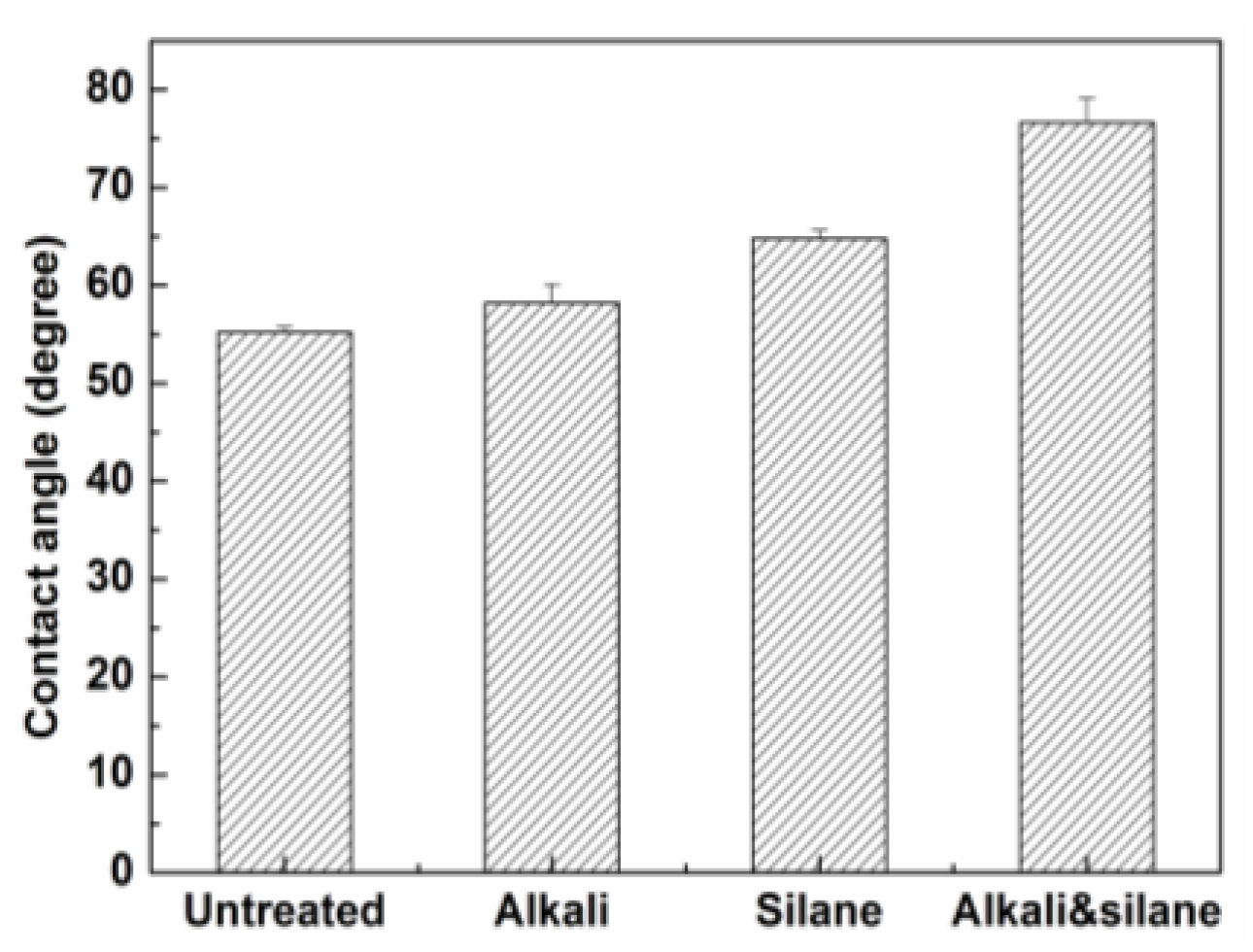
Figure 3 shows the water contact angle of the treated and untreated ramie fibers. From the figure, one can see that after the alkali treatment, the water contact angle of ramie fiber increased from 57.39° to 58.76°, i.e., slightly increased by 2.38%. Alkali treatment could remove the lignin and other non-cellulosic substances so that the inner cellulose was exposed on the surface of ramie fiber. However, as lignin and cellulose are polar, alkali treatments had little effect on the polarity of the ramie fiber surface, and the contact angle more-or-less held the line.
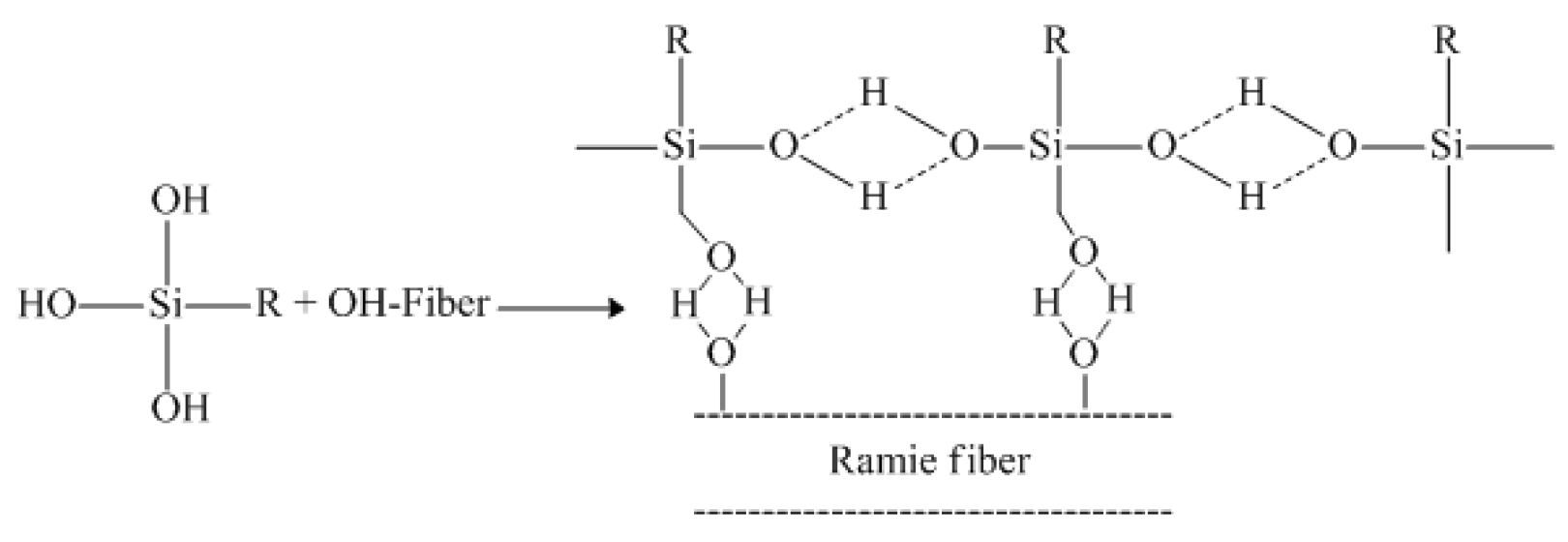
Contact angle on the ramie fiber increased by 14.26% after the silane treatment. The general formula of the organic sliane coupling agent is RnSiX4−n, the X group hydrolyzed into silicon alcohol (Figure 4), then the silicon hydroxyl reacted with the hydroxyl on the surface of the ramie fiber to form hydrogen bonds, the hydrogen then chemically bonded the coupling agent KH550, in combination with the ramie fiber (Figure 5). On the other hand, the silicon hydroxyls in the silicon alcohol reacted with each other to form hydrogen bonds, then the coupling agent KH550 on the ramie fiber surface changed into a film, through condensation. As Figure 2 shows, the impurities on the fiber surface were considered to be the membrane coupling agent. Due to the reaction between the X group and the ramie fiber, some organic groups (R) with a reactive functional were left on the fiber surface, which was beneficial for the increase of the contact angle. After the alkali–silane treatment, the contact angle increased by 33.12% and reached an angle, as large as 76.41°, this was the result of the double treatments.
3.3. Single Fiber Tensile Properties
The tensile strength and modulus of the ramie fibers with different treatments are shown in Table 1. As seen in the table, the tensile strength of the fiber treated by the alkali solution received the highest value of 529.39 MPa, which increased by 32.53%, compared to that of the untreated fibers. This result is in line with previous research works [38]. The tensile strength of silane treated fibers was increased by 15.00%. Both of these increments may be a result of the reduction of impurities, causing an increase of the cellulose ratio on the fiber surface. The research of Cao et al. [39] supports this view. They found that after the alkali treatment, the content of the lignin and the pectin of flax fibers decreased by 37.04% and 53.85%, respectively, and the content of cellulose had increased. As has been well recognized, the crystal in the ramie fiber is composed of cellulose, the higher the degree of crystallinity, the higher the fiber tensile strength. Therefore, an increase in cellulose ratio would enhance the tensile strength of the ramie fiber. It was beneficial to enhance the mechanical performance of the resultant composites. A slight decrease was observed in the fiber tensile strength and the modulus, after the alkali–silane treatment. After alkali treatment, the impurities on the ramie fiber surface were removed. When the coupling agent treatment was carried out in the next step, the water molecules found it easier to enter into the ramie fiber, resulting in a swelling of the ramie fibers and a reduction of the bonding force between the cellulose chains. When subjected to an external force, the molecular chains of the cellulose were easily slipped, which would decrease the tensile strength of ramie fibers [40].
3.4. Composites Flexure Property
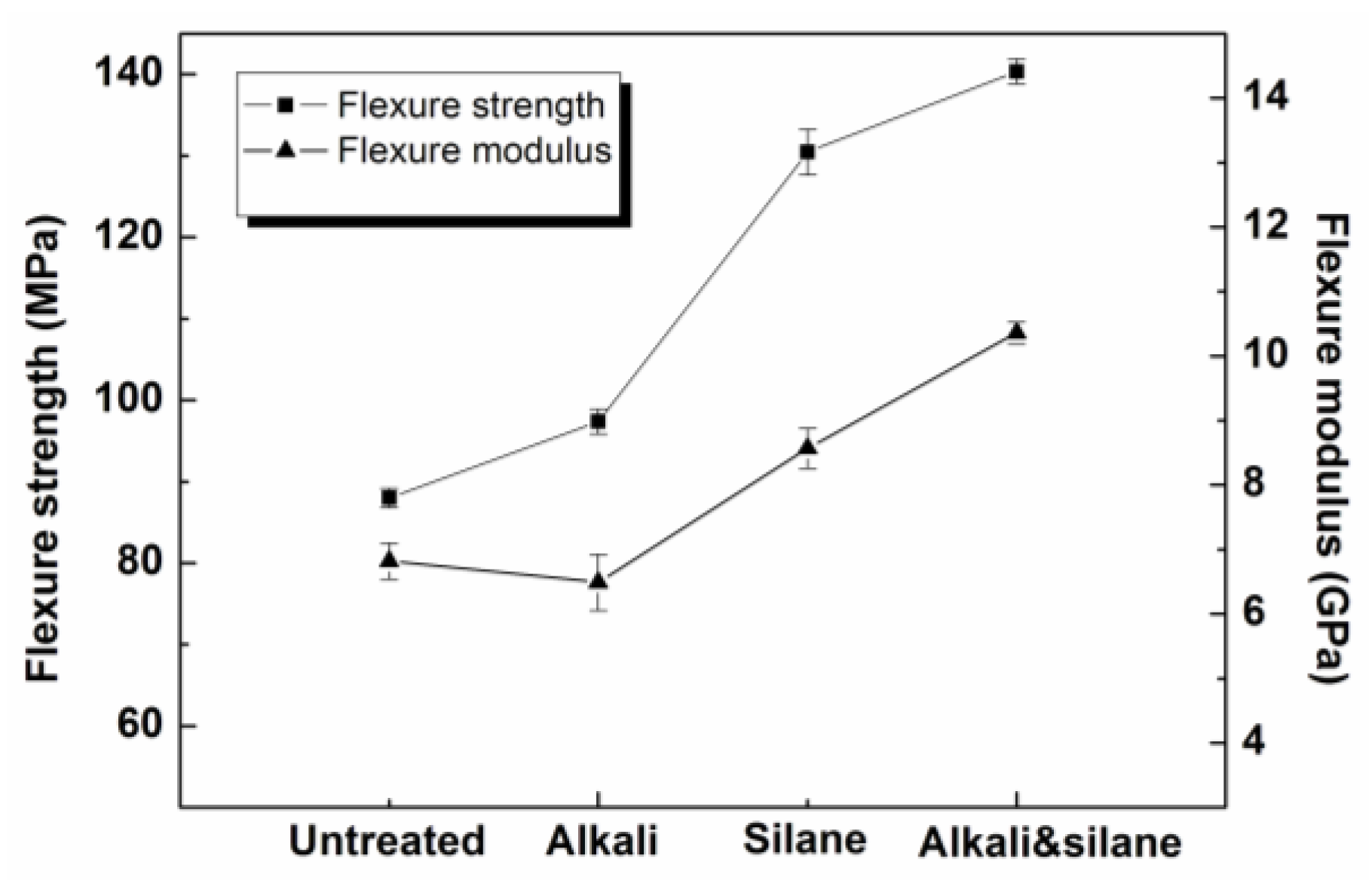
The effect of the chemical treatments of the ramie fibers on its flexure strength and modulus of the composites is presented in Figure 6. It can be seen that the flexural properties of the composites increased after the alkali treatment, silane coupling treatment, and the alkali and silane treatment. Especially, the increase of the flexural strength and the modulus were highest for the alkali and silane treatment, and respectively increased by, 59.5% and 51.9%.
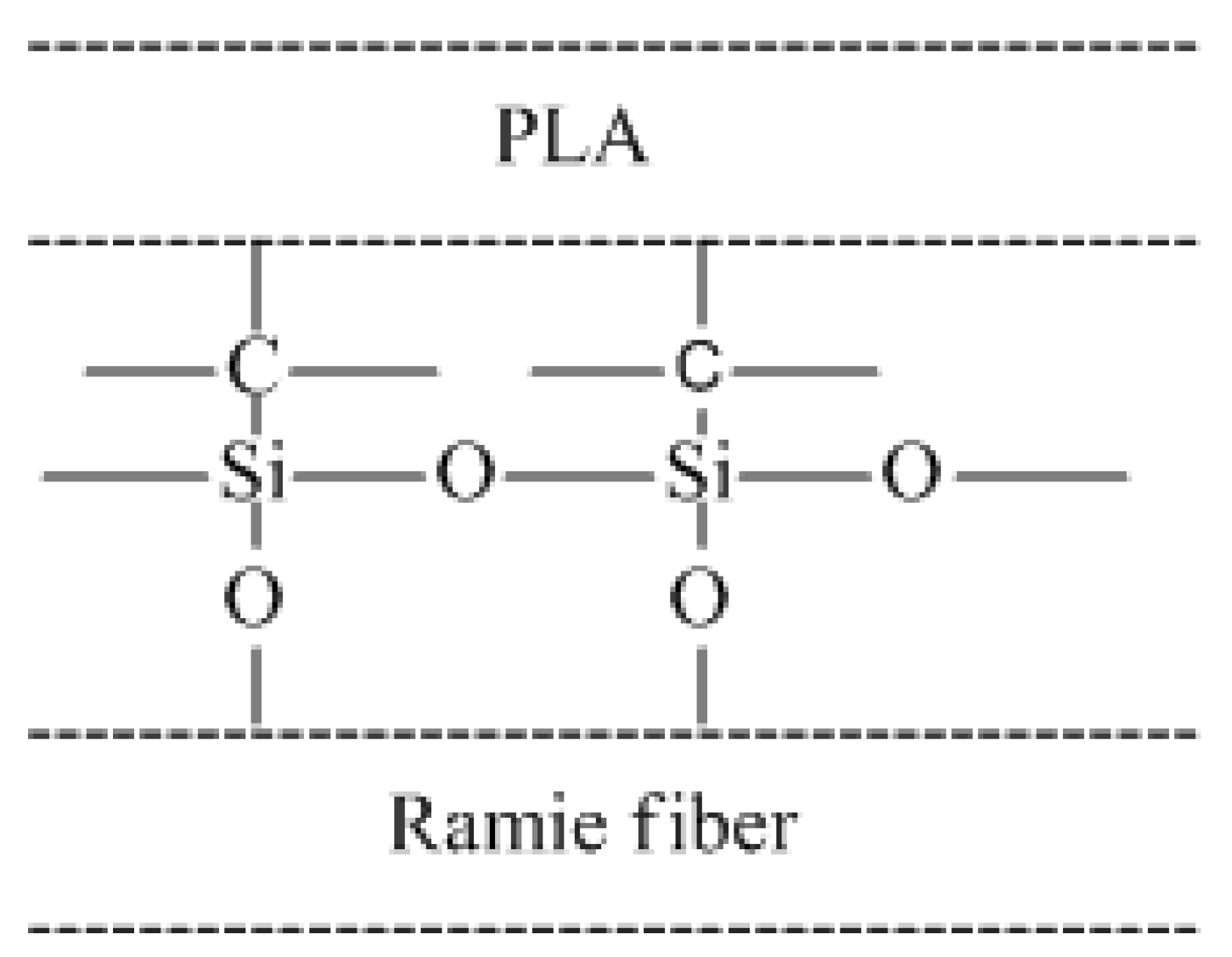
This improvement trend shows close consistencies with other research works [41]. The reason may contribute to the shrinkage of the ramie fabric after the alkali treatment [42]. The flexure strength and modulus of the composites, after the fiber was treated by silane, were increased by 48.25% and 25.70%, respectively. Due to the coupling agent KH550 film, which combined with the ramie fiber through hydrogen bonds, and the reactive functional organic groups (R) which were left on the fiber surface, organic groups (R), such as –C=C–, could have been involved in the curing reaction of PLA. Therefore, the bridge between the ramie fiber and the PLA resin was set up by the coupling agent KH550 (Figure 7). This was beneficial for the compatibility of the ramie fiber and PLA resin.
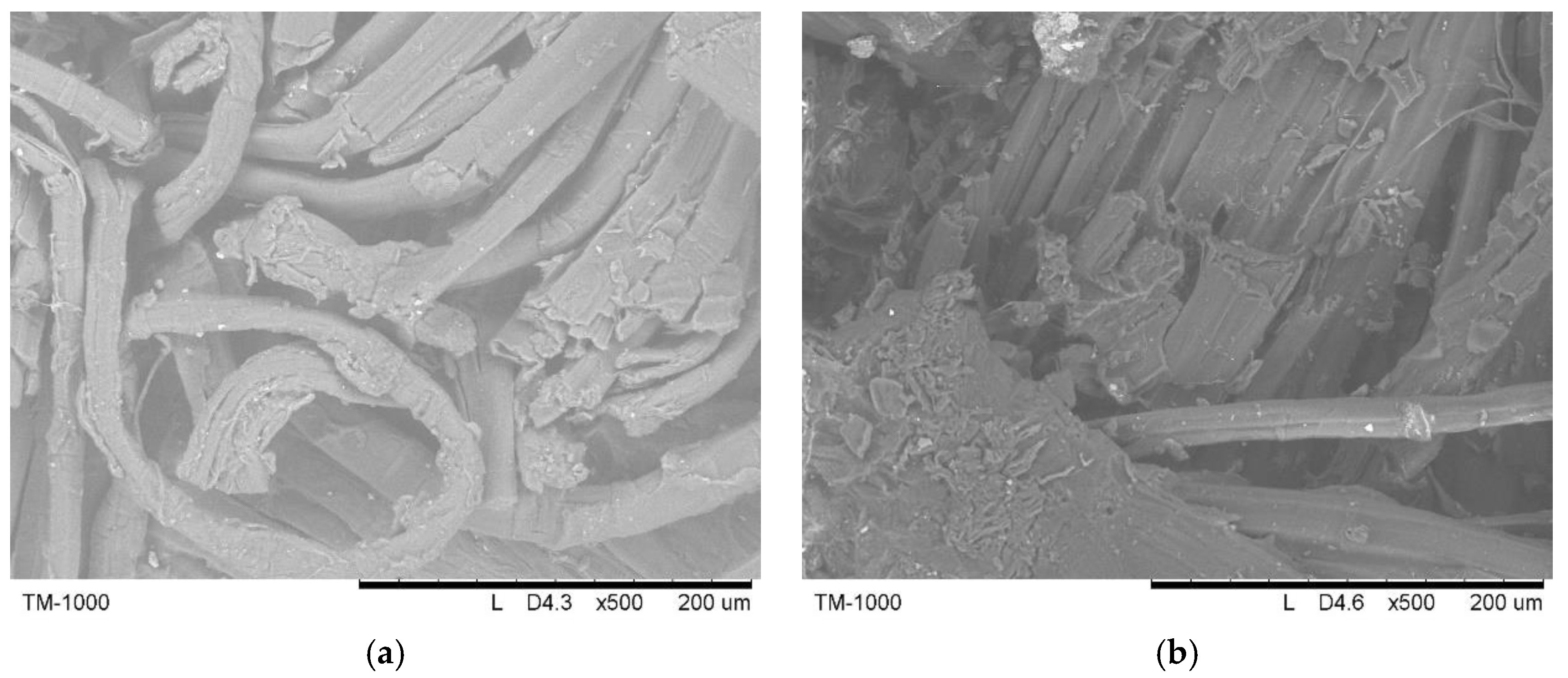
Composites received the highest flexure strength and modulus, with the values of 140.37 MPa and 10.36 GPa, respectively, when using the alkali–silane treated fabrics. This might be a result of the double treatment. It was understood that after the alkali–silane treatment, most of the non-cellulosic components in the fiber were removed [43,44]. The alkali treatment improved the hydrogen bonding effect and the silane treatment made the mechanical interlocking between the fiber and the PLA better. Figure 8 illustrates the cross-section of the composites, when using the original and the alkali–silane treated fibers, respectively. An ideal fiber/matrix adhesion could be observed in Figure 8b; even more, the fibers in the matrix were well dispersed. It is understandable that a good dispersion and invasion of fibers into the matrix would result in ideal mechanical properties [45].
3.5. Water Absorption Properties
Water absorption behavior of materials is critical to the dimensional stability of the final products.
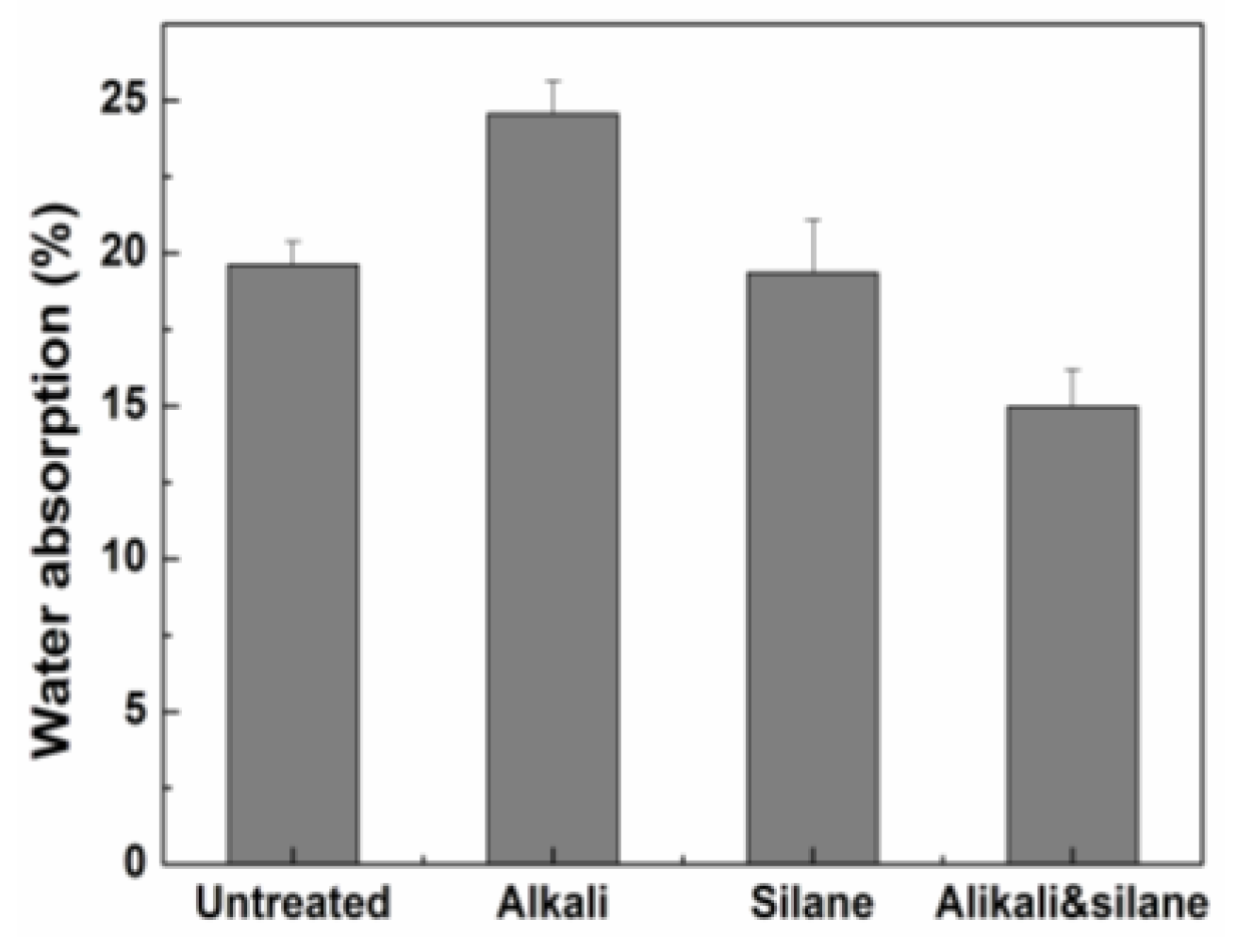
The water absorption behavior of the composites, prepared in the research, is given in Figure 9. Compared to the synthetic fiber-reinforced composites, the water absorption rate for the ramie fiber-reinforced materials was much higher, this was true for all the specimens provided in this research. A possible explanation is the strong water imbibition of natural fibers [42]. Nevertheless, one could conclude that the fabric treating method played a major role, as far as the water absorption of the composites was concerned. As can be seen from Figure 9, the water absorption of ramie/PLA composites decreased to 14.97% after the alkali and the coupling agent treatment, and reduced by 23.70% compared to the untreated. The number of hydrophilic groups on the surface of ramie fiber, and the interfacial bonding between the fiber and the resin, were two important factors affecting the water absorption properties of composites. After the alkali and the coupling agent treatment, the hydroxyl groups (–OH) on the surface of ramie fiber reacted with silicon hydroxyl groups (Si–OH), produced by the hydrolysis of the coupling agent, and the number of hydrophilic groups, on the surface of ramie fiber, decrease. At the same time, the interfacial properties of the ramie/PLA composites were improved, and the internal structure was more compact, which might prohibit the penetration of the water molecules into the composites, so the water absorption of the composites was reduced.
3.6. Application Performance Analysis
The application performance of ramie fabric-reinforced PLA composites is showed in Table 2. It can be seen that the ramie fabric-reinforced PLA composites, prepared in this study, were provided with excellent mechanical properties, and could be applied to an aircraft’s interior structures, such as seats, console, floor and wall panels, luggage rack, etc.
4. Conclusions
Ramie fabrics were treated by alkali, silane, and alkali–silane solutions, respectively. Then the fabrics were fabricated with thermoset polylactic acid (PLA) to prepare the composites. The research revealed that after the chemical treatments, the contact angle of the ramie fiber increased considerably. This is considered to be beneficial for the combination between the fiber and the matrix, during the composite processing.
Surface morphology observations indicated that the surface of the ramie fiber became much cleaner, after the alkali treatment, indicating that more impurities were removed during the chemical treatment. Meanwhile, after the alkali–silane treatment, the contact angle with water, increased, on the ramie fiber, and the tensile strength of the fiber improved significantly.
After molding, the flexure strength of the composites, when using fabrics treated by chemicals, was improved in each case. Among them, materials using the alkali–silane treated fabric received the highest flexure strength and modulus, of 140.37 MPa and 10.36 GPa, respectively.
Water absorption property of the composites was tested. The water absorption rate of the material, when using the alkali treated fabric, increased by 25.18%. No obvious change was noticed in the case of silane treatment. In the case of the alkali–silane treatment, the water adsorption of the material decreased by 23.70%. This may contribute to the closer fiber/matrix adhesion at the interface, in this case, as water molecules found it difficult to penetrate into the materials.
The ramie fabric-reinforced PLA composites, prepared in this study, can meet the standard requirements of an aircraft’s interior structures and have a favorable application foreground.
Author Contributions
C.W. performed the design and guidance of experiments, data analysis; Z.R. and S.L. operated the experiments, and wrote the original draft preparation. X.Y. was responsible for the evaluation of application performance, and checked the accuracy of the data.
Funding
This research was funded by the National Natural Science Foundation of China, grant number 11802205, and the state key laboratory of automotive safety and energy of Tsinghua University, grant number KF1811.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Scarponi, C.; P.izzinelli, C.S.; Sanchez-Saez, S. Impact load behaviour of resin transfer moulding (RTM) hemp fibre composite laminates. J. Biobased Mater. Bioenergy 2009, 3, 298–310. [Google Scholar] [CrossRef] [Green Version]
- Khan, J.A.; Khan, M.A.; Islam, M.R. A study on mechnical, thermal and environmental degradation characteristics of N,N-Dimethylaniline treated jute fabric-reinforced polypropylene composites. Fibers Polym. 2014, 15, 823–830. [Google Scholar] [CrossRef]
- Sarkar, B.K.; Ray, D. Effect of the defect concentration on the impact fatigue endurance of untreated and alkali treated jute-vinylester composites under normal and liquid nitrogen atmosphere. Compos. Sci. Technol. 2004, 64, 2213–2219. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K. The mechanical properties of vinylester resin matrix composites reinforce with alkali-treated jute fibres. Compos. Part A Appl. Sci. Manuf. 2001, 32, 119–127. [Google Scholar] [CrossRef]
- Wang, L.L.; He, L.P.; Tian, Y. Effects of surface modification on mechanical properties of sisal fiber reinforced polypropylene composites. J. Mech. Eng. Mater. 2008, 32, 58–61. [Google Scholar]
- Chan, C.M.; Vandi, L.J.; Pratt, S. Composites of wood and biodegradable thermoplastics: A review. Polym. Rev. 2017, 58, 444–494. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Zhang, N.; Zhang, J.J. Recent Progress in Study of Biomacromolecular Material Polylactide. J. Hebei Polytecnic Univ. Nat. Sci. Ed. 2010, 32, 116–120. [Google Scholar]
- Helminen, A.O.; Korhonen, H.; Seppala, J.V. Structure modification and crosslinking of methacrylated polylactide oligomers. J. Appl. Polym. Sci. 2002, 86, 3616–3624. [Google Scholar] [CrossRef]
- Zhan, M.; Wool, R.P. Biobased composite resins design for electronic materials. J. Appl. Polym. Sci. 2010, 118, 3274–3283. [Google Scholar] [CrossRef]
- Lincoln, J.D.; Shapiro, A.A.; Earthman, J.C.; Saphores, J.D.M.; Ogunseitan, O.A. Design and evaluation of bio-based composites for printed circuit board application. Compos. Part A Appl. Sci. Manuf. 2013, 47, 22–30. [Google Scholar]
- Adekunle, K.; Ghoreishi, R.; Ehsani, M.; Cho, S.; Skrifvars, M. Jute Fiber Reinforced Methacrylated Soybean Oil Based Thermoset Composites Prepared by Vacuum Injection Molding Technique. J. Biobased Mater. Bioenergy 2015, 6, 172–177. [Google Scholar] [CrossRef]
- Lee, T.S.; Choi, H.Y.; Choi, H.N.; Kim, S.; Lee, S.G.; Yong, D.K. Effect of surface treatment of ramie fiber on the interfacial adhesion of ramie/acetylated epoxidized soybean oil (AESO) green composite. J. Adhes. Sci. Technol. 2013, 27, 1335–1347. [Google Scholar] [CrossRef]
- Amiri, A.; Burkart, V.; Yu, A.; Webster, D.; Ulven, C. The potential of natural composite materials in structural design. Sustain. Compos. Aerosp. Appl. 2018, 269–291. [Google Scholar] [CrossRef]
- Amiri, A.; Ulven, C. Bio-based Composites as Thermorheologically Complex Materials. Chall. Mech. Time Depend. Mater. 2017, 2, 55–63. [Google Scholar]
- Amiri, A.; Yu, A.; Webster, D.; Ulven, C. Bio-Based Resin Reinforced with Flax Fiber as Thermorheologically Complex Materials. Polymers 2016, 8, 153. [Google Scholar] [CrossRef]
- Amiri, A.; Ulven, C.; Huo, S. Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition. Polymers 2015, 7, 1965–1978. [Google Scholar] [CrossRef] [Green Version]
- Taylor, C.; Amiri, A.; Paramarta, A.; Ulven, C.; Webster, D. Development and weatherability of bio-based composites of structural quality using flax fiber and epoxidized sucrose soyate. Mater. Des. 2017, 113, 17–26. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.-F. Natural fibers as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Improvement of mechanical performance of industrial hemp fibre reinforced polylactide biocomposites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 310–319. [Google Scholar] [CrossRef]
- Zhou, N.T.; Yu, B.; Sun, J. Influence of chemical treatments on the interfacial properties of ramie fiber reinforced poly(lactic acid)(PLA) composites. J. Biobased Mater. Bioenergy 2012, 6, 564–568. [Google Scholar] [CrossRef]
- Aesson, D.; Skrifvars, M.; Lv, S. Preparation of nanocomposites from biobased thermoset resins by UV-curing. Prog. Org. Coatings 2010, 67, 281–286. [Google Scholar] [CrossRef]
- Wang, H.G.; Xina, G.J.; Li, H. Durability study of a ramie-fiber reinforced henolic composite subjected to water immersion. Fibers Polym. 2014, 15, 1029–1034. [Google Scholar] [CrossRef]
- Daniel, S.; Mustapha, A.; Christophe, P. Influence of hygrothermal ageing on the damage mechanisms of flax-fibre reinforced epoxy composites. Compos. Part B Eng. 2013, 48, 51–58. [Google Scholar]
- Scarponi, C.; Schiavoni, E.; Sanchez-Saez, S. Polypropylene/hemp fabric reinforced composites: Manufacturing and mechanical behaviour. J. Biobased Mater. Bioenergy 2012, 6, 361–369. [Google Scholar] [CrossRef]
- Asumani, O.M.L.; Reid, R.G.; Paskaramoorthy, R. The effects of alkali-silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1431–1440. [Google Scholar] [CrossRef]
- Goriarthi, B.K.; Suman, K.N.S.; Rao, N.M. Effect of fiber surface treatments on mechnical and abrasive wear performance of polylactide/jute composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1800–1808. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Effect of fibre treatments on interfacial shear strength of hemp fibre reinforced polylactide and unsaturated polyester composites. Compos. Part A Appl. Sci. Manuf. 2011, 49, 1189–1196. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Wang, C.H.; Yi, S.G.; Wang, R. Study on the preparation and flexural properties of ramie reinforced poly-lactic acid composites. Fiber Reinf. Plast./Compos. 2012, S1, 59–62. [Google Scholar]
- Nam, T.H.; Ogihara, S.; Tung, N.H. Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly(butylen succinate) biodegradable composites. Compos. Part B Eng. 2011, 42, 1648–1656. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fibre-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatment of natural fibre for use in natural fibre-reinforced composites: A review. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Tucker, N.; Clark, A.J. Mechanical properties of hemp fibre reinforced euphorbia composites. Macromol. Mater. Eng. 2007, 292, 993–1000. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K. Effect of alkali treated jute fibres on composite properties. Bull. Mater. Sci. 2001, 24, 129–135. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.H.; Lu, G.J. The silane coupling agent treatment of basalt fibers reinforced wood-plastic composite. Acta Mater. Compos. Sin. 2013, 30, 315–320. [Google Scholar]
- Guo, Z.F.; Zhong, Z.L. The effect of silane coupling agent treatment on tensile property of basalt fiber fabric. Shanghai Text. Sci. Technol. 2012, 42, 25–27. [Google Scholar]
- Prasad, S.V.; Pavithran, C.; Rohatgi, P.K. Alkali treatment of coir fibers for coir–polyester composites. J. Mater. Sci. 1983, 18, 1443–1454. [Google Scholar] [CrossRef]
- Cao, Y.; Wu, L.L.; Yu, J.Y. Influence of alkali treatment time on index of flax spinnability. Text. Aux. 2009, 26, 43–46. [Google Scholar]
- Arbelaiz, A.; Cantero, G.; Fernandez, B.; Mondragon, I.; Gañán, P.; Kenny, J.M. Flax fiber surface modifications:effects on fiber physico mechanical and flax polypropylene interface properties. Polym. Compos. 2005, 26, 324–332. [Google Scholar] [CrossRef]
- Moyeenuddin, A.S.; Kim, L.P.; Fernyhough, A. Flexural properties of hemp fibre reinforced polylactide and unsaturated polyester composites. Compos. Part. A Appl. Sci. Manuf. 2012, 43, 519–526. [Google Scholar]
- Sahoo, S.; Nakai, A.; Kotaki, M. Mechanical properties and durability of jute reinforced thermosetting composites. J. Biobased Mater. Bioenergy 2007, 1, 427–436. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Foreman, N.J. Influence of alkali treatment on the interfacial and physico-mechanical properties of industrial hemp fibre reinforced polylactic acid composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 596–603. [Google Scholar] [CrossRef]
- Kayode, A.; Riam, G.; Mehdi, E. Jute fiber reinforced methacrylated soybean oil based thermoset composites prepared by vacuum injection molding technique. J. Biobased Mater. Bioenergy 2012, 6, 172–177. [Google Scholar]
- Lu, T.J.; Jiang, M.; Hui, D.; Wang, Z.; Zhou, Z. Effect of surface modification of bamboo cellulose fibers on mechanical properties of cellulose/epoxy composites. Compos. Part. B Eng. 2013, 51, 28–34. [Google Scholar] [CrossRef]
- Editorial Board. China Aerospace Materials Handbook; Standards Press of China: Beijing, China, 2002. [Google Scholar]
Figure 1.
Polylactic acid (PLA) molecular formula.

Figure 2.
SEM photographs of ramie fibers with different modifications.

Figure 3.
Water contact angle of ramie fibers with different modifications.

Figure 4.
Hydrolysis of coupling agent KH550.

Figure 5.
Reaction of coupling agent KH550 and the ramie fiber.

Figure 6.
Effect of the different modifications on the flexure properties of ramie/PLA composites.

Figure 7.
Reaction of the coupling agent KH550, the ramie fiber and the PLA.

Figure 8.
SEM fracture interface of ramie/PLA composites. (a) using original fabric and (b) using alkali–silane treated fabric.
Figure 8.
SEM fracture interface of ramie/PLA composites. (a) using original fabric and (b) using alkali–silane treated fabric.

Figure 9.
Effect of the different modifications on water absorption properties of the ramie/PLA composites.
Figure 9.
Effect of the different modifications on water absorption properties of the ramie/PLA composites.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Tensile strengths and modulus of ramie fibers with different modifications.
| Treatment | Single Fiber Tensile Strength (MPa) | Single Fiber Tensile Modulus (GPa) | ||
|---|---|---|---|---|
| Mean | Standard Deviation | Mean | Standard Deviation | |
| Untreated | 399.47 | 178.74 | 18.30 | 7.88 |
| Alkali treatment | 529.40 | 233.41 | 17.40 | 9.09 |
| Silane treatment | 459.29 | 234.40 | 21.12 | 13.22 |
| Alkali–silane treatment | 386.03 | 221.23 | 15.62 | 5.47 |
Table 2.
Application performance analysis of the ramie fabric/PLA composites.
| Material | Flexural Strength/MPa |
|---|---|
| ramie fabric/PLA composites | 140.37 |
| Standard requirements for aircraft interior structures [46] | 70 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, C.; Ren, Z.; Li, S.; Yi, X. Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites. Aerospace 2018, 5, 93. https://doi.org/10.3390/aerospace5030093
AMA Style
Wang C, Ren Z, Li S, Yi X. Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites. Aerospace. 2018; 5(3):93. https://doi.org/10.3390/aerospace5030093
Chicago/Turabian StyleWang, Chunhong, Zilong Ren, Shan Li, and Xiaosu Yi. 2018. "Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites" Aerospace 5, no. 3: 93. https://doi.org/10.3390/aerospace5030093
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.