
Technical Considerations for the Conformation of Specific Competences in Mechatronic Engineers in the Context of Industry 4.0 and 5.0

 ,
,  and
and
Abstract
:1. Introduction
- The process of integration and digitization of simple technical-economic relationships into complex networks.
- The process of digitalization of product and service offerings.
- In venturing into new market models.
2. Materials and Methods
2.1. Industries 4.0 and 5.0
2.1.1. General Aspects of Industrial Revolutions
- ▪
- IR2.0: Assembly lines for mass production of cars involved the systematization of manufacturing processes.
- ▪
- IR3.0: The introduction of the computer increased production volumes and reduced the importance of human labor.
- ▪
- I4.0: The CPS are identified as the central part of the I4.0 technologies, since developments in computing and in the conformation of high-powered information systems allow productive systems to operate in an interconnected way.
2.1.2. Industry 4.0 and Industry 5.0 Definitions
- ▪
- New level of social-technical interaction: It is possible to plan high value-added processes between organizations using autonomous and self-organized production resources.
- ▪
- Intelligent products: The operating parameters of the production lines and of the generated products are known data and the information of both is exchanged. The production of the products can be optimized if it is possible to form them into technological groups.
- ▪
- Individualized production: Flexibility in production systems allows the specifications or characteristics required by customers and the products themselves to be taken into account during the design of the product life cycle.
- ▪
- Autonomous control: Operators will be able to take control and reconfigure intelligent technology assets taking into consideration the highly sensitive objectives of today’s environment.
- ▪
- Product design controls product-related data: Product information is key and crucial for product life cycle management and development.
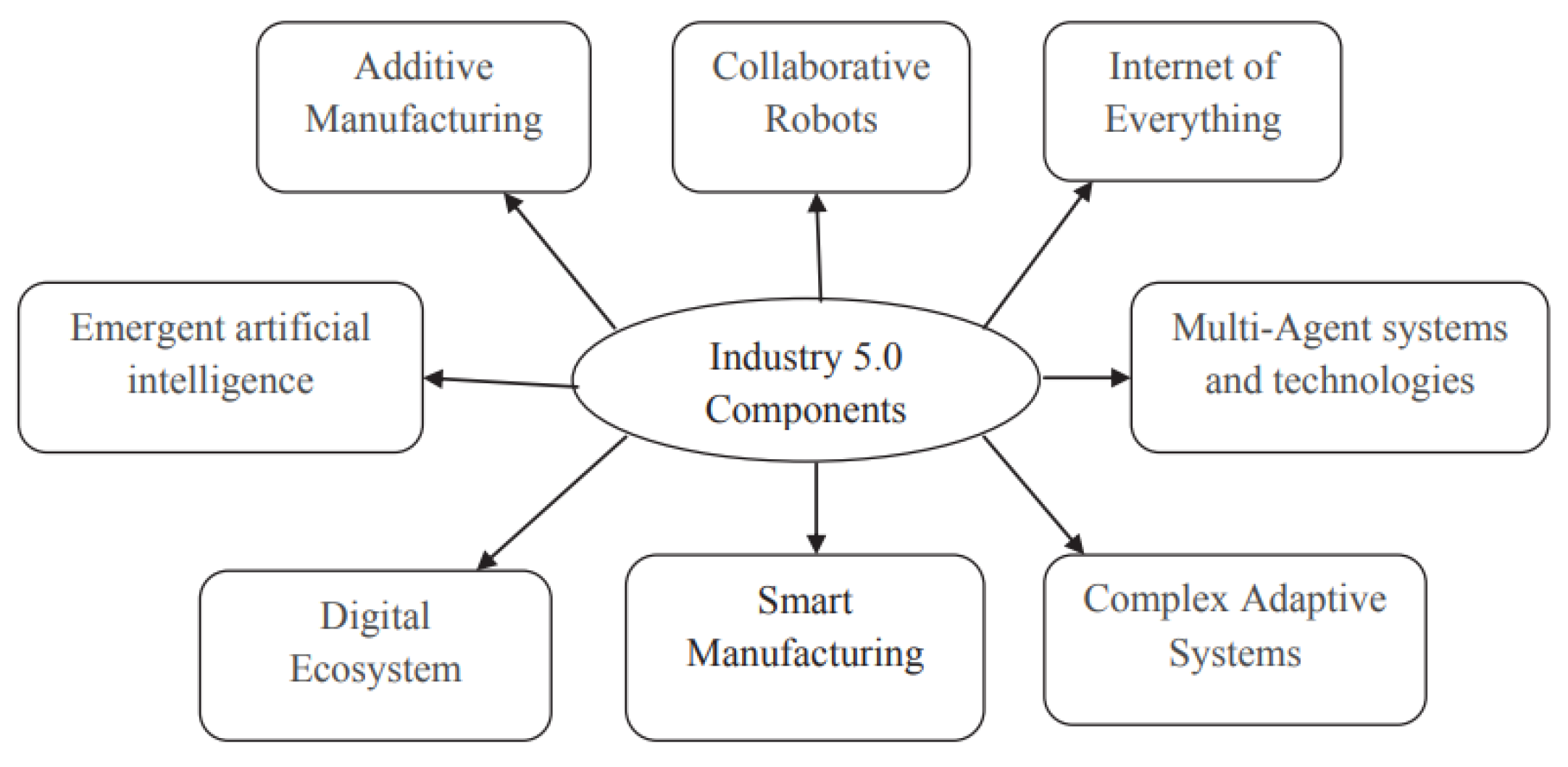
- Systems that increase computational capacity and the use of large amounts of data (Big Data).
- The Internet that allows connection between mobile devices and cloud computing.
- New energy supplies and technologies.
- The IoT that makes possible the connection through sensing elements, communications and better processing of information and energy in industrial equipment and domestic systems.
- Open collaboration, collaborative economy and peer-to-peer (P2P) networking.
- Collaborative and advanced robotics, as well as independent (autonomous) transportation.
- AI and machine learning.
- Modern advanced manufacturing and additive manufacturing.
- Novel and advanced materials, biotechnology and genomic technology.
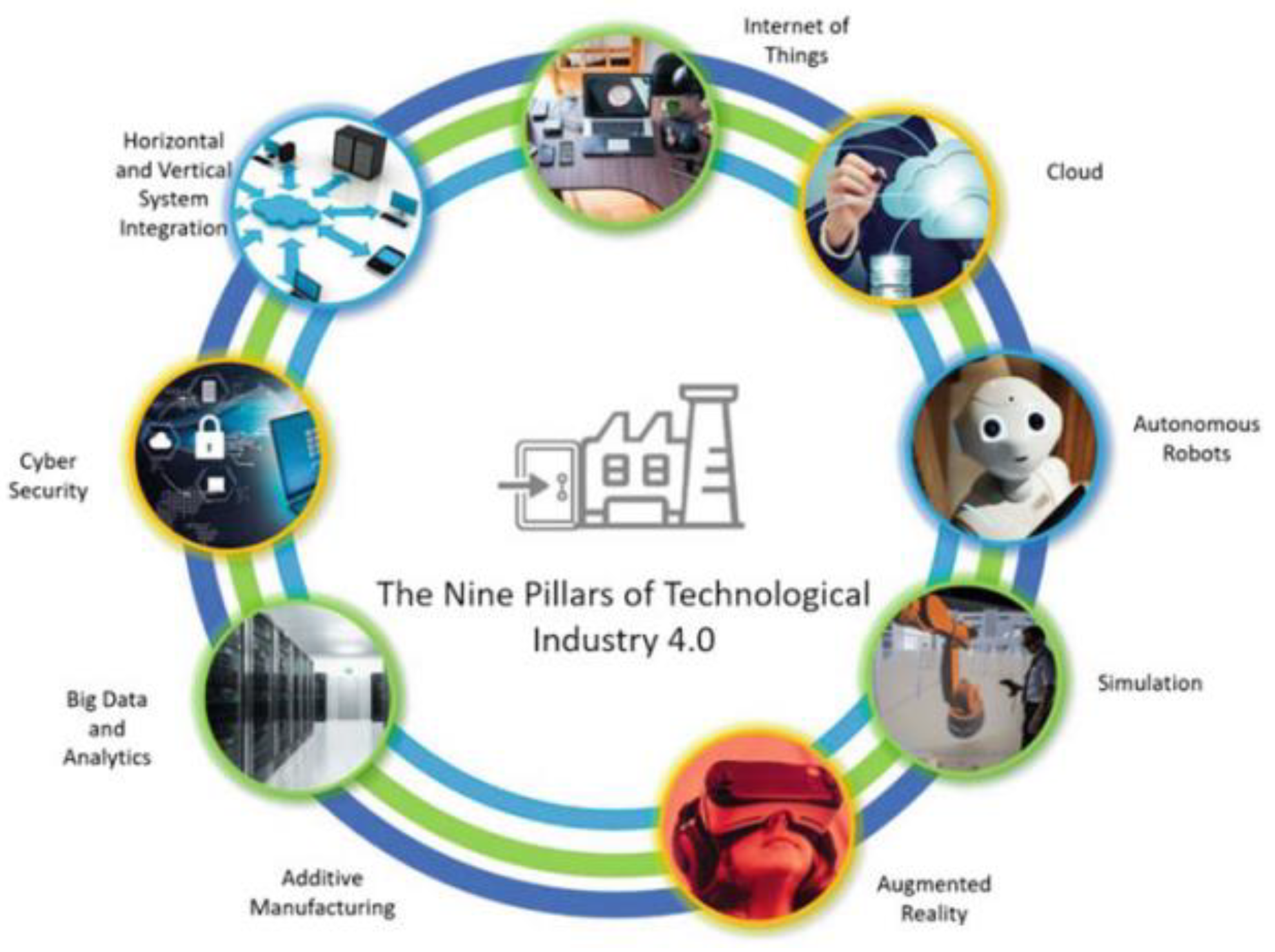
2.1.3. Base Technologies of I4.0. and I5.0
- ▪
- Autonomous robots: These systems have been improving over time and when incorporated into production lines they make them more flexible and more autonomous, allowing close collaboration between humans and other robotic systems.
- ▪
- Simulation: This technology allows the creation of DTs that are used to optimize processes, and is also applied for virtual product design, for material selection and to mimic the behavior of production lines where machines, products and humans coexist. It is possible to virtually build complete production systems with the help of simulation.
- ▪
- Horizontal and vertical systems integration: This technology seeks to computerize supply chains by forming networks that are capable of integrating information and data between external and internal systems (cross-functional type).
- ▪
- Industrial IoT: This technology allows the integration of mobile devices with IT systems with the objective of sharing data and information in real time.
- ▪
- Cybersecurity: This technology is necessary in I4.0 in order to protect the sensitive information of industries and so that productive systems can be guaranteed the exchange of reliable information.
- ▪
- Cloud: Many of the services of different IT sites that rely on the storage and exchange of information and data will be managed in the cloud.
- ▪
- Additive Manufacturing (AM): This technology is used for the design and manufacture of parts and products that can be customized to customers’ needs. Because AM produces lightweight designs and small batches of products, product warehousing is reduced as well as logistics costs.
- ▪
- Augmented Reality (AR): AR can be used for virtual training of companies’ human resources, for equipment maintenance and to perform better work techniques and procedures on production lines.
2.1.4. Technological Transitions: Technical Aspects
2.1.5. The Importance of CPS
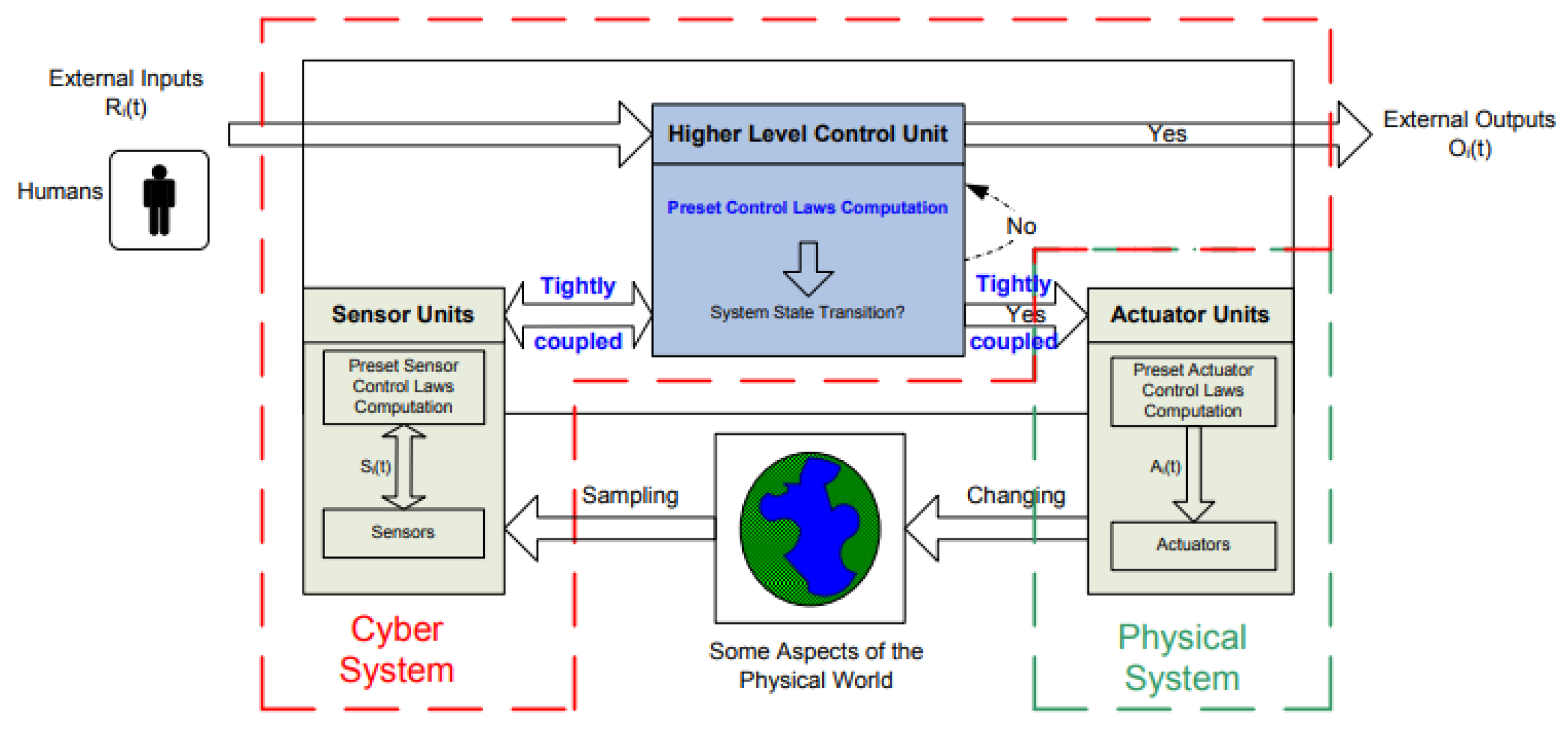
- ▪
- Capture data from sensors and store it on local servers or in cloud architectures;
- ▪
- Drive physical processes by means of actuators;
- ▪
- Connect and operate with other CPS;
- ▪
- Interacting with machines and humans;
- ▪
- Provide real-time response to stimuli generated by both the surrounding environment and the CPS itself.
- ▪
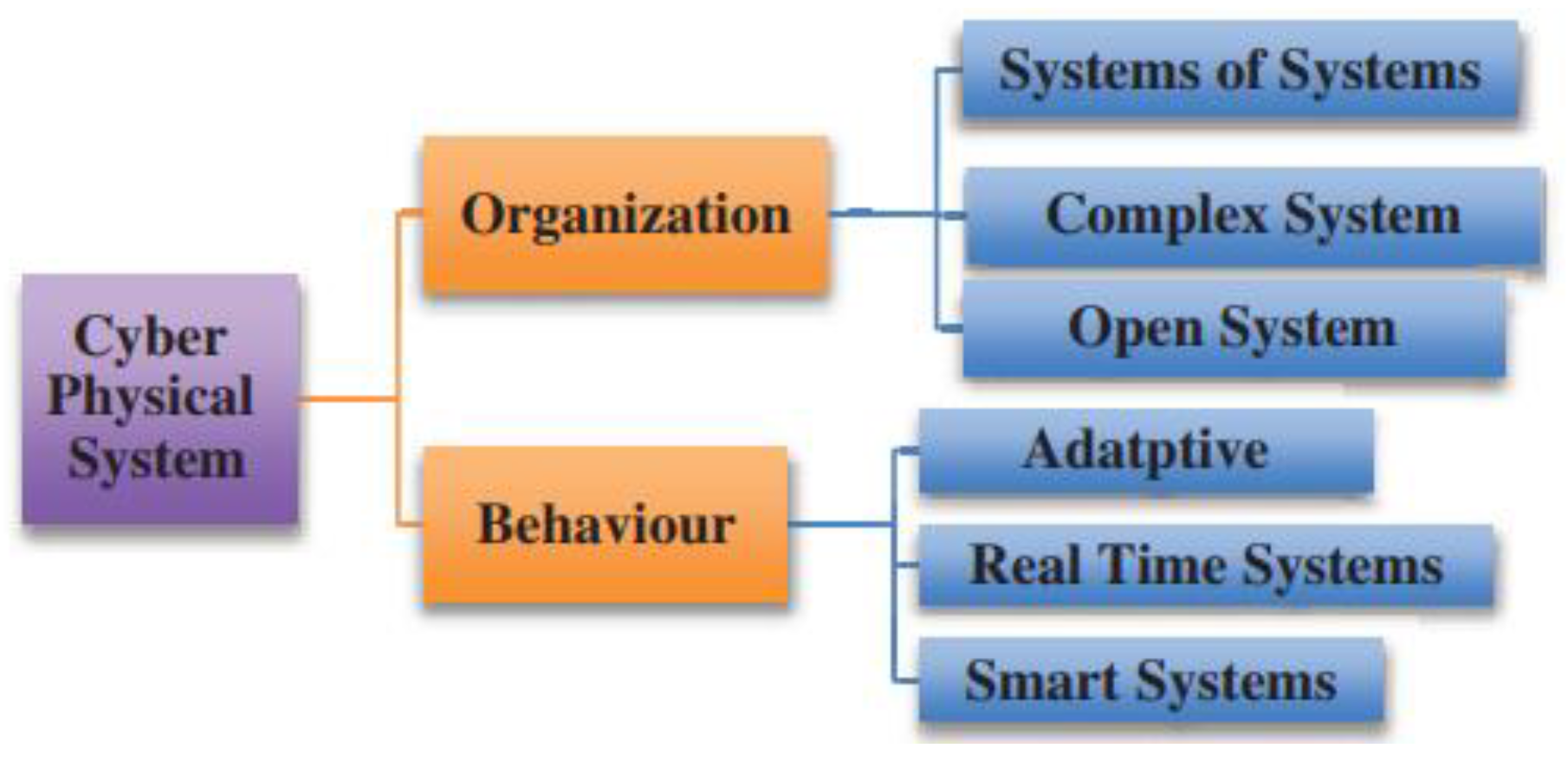
- They are considered as a system of systems: This means that CPSs are made up of various subsystems that operate and interact with each other in many ways and in complex ways.
- ▪
- CPS requires new and novel relationships between computing, control and communication systems to be considered; that is, a robust and integrated design needs to be considered in order to develop tasks and operations that work on their own and with a high level of automation.
- ▪
- CPS requires that there is a strong relationship or articulation between physical assets and cyber systems that must be considered depending on the specific application.
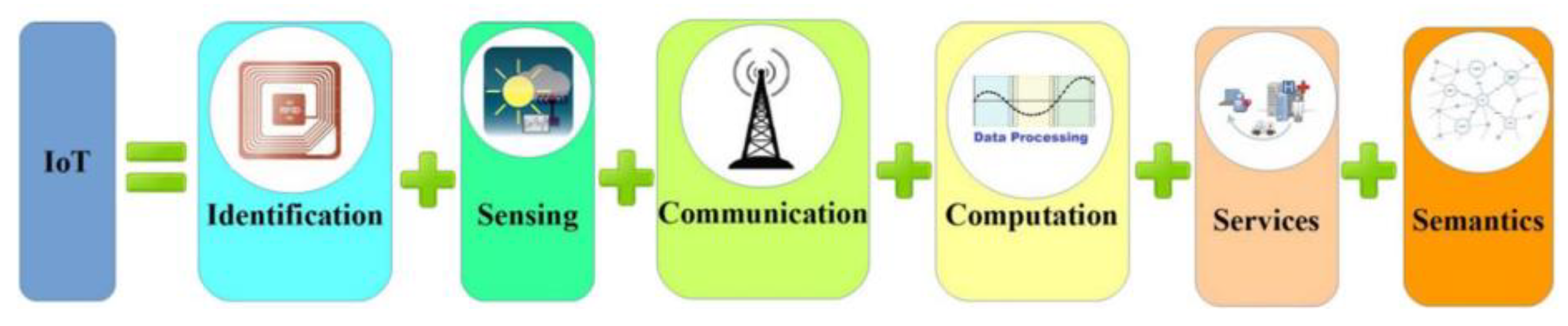
- Supporting technologies: IoT is a necessary technology as it provides and enables machine-to-human and machine-to-machine communications, ubiquitous computing, embedded systems, fuzzy systems and cloud computing, among others.
- Physical assets: actuators, sensors, numerical control machines, control systems, robotic systems, mechanical production systems, server technology, intelligent devices or machines, data handling and processing systems, interfaces and data transmission systems, among others.
- Elements of the information environment: PLCs (Programmable Logic Controller), software for cloud implementation, SCADA systems and other systems such as: component and data lifecycle management and administration, and planning systems, among others.
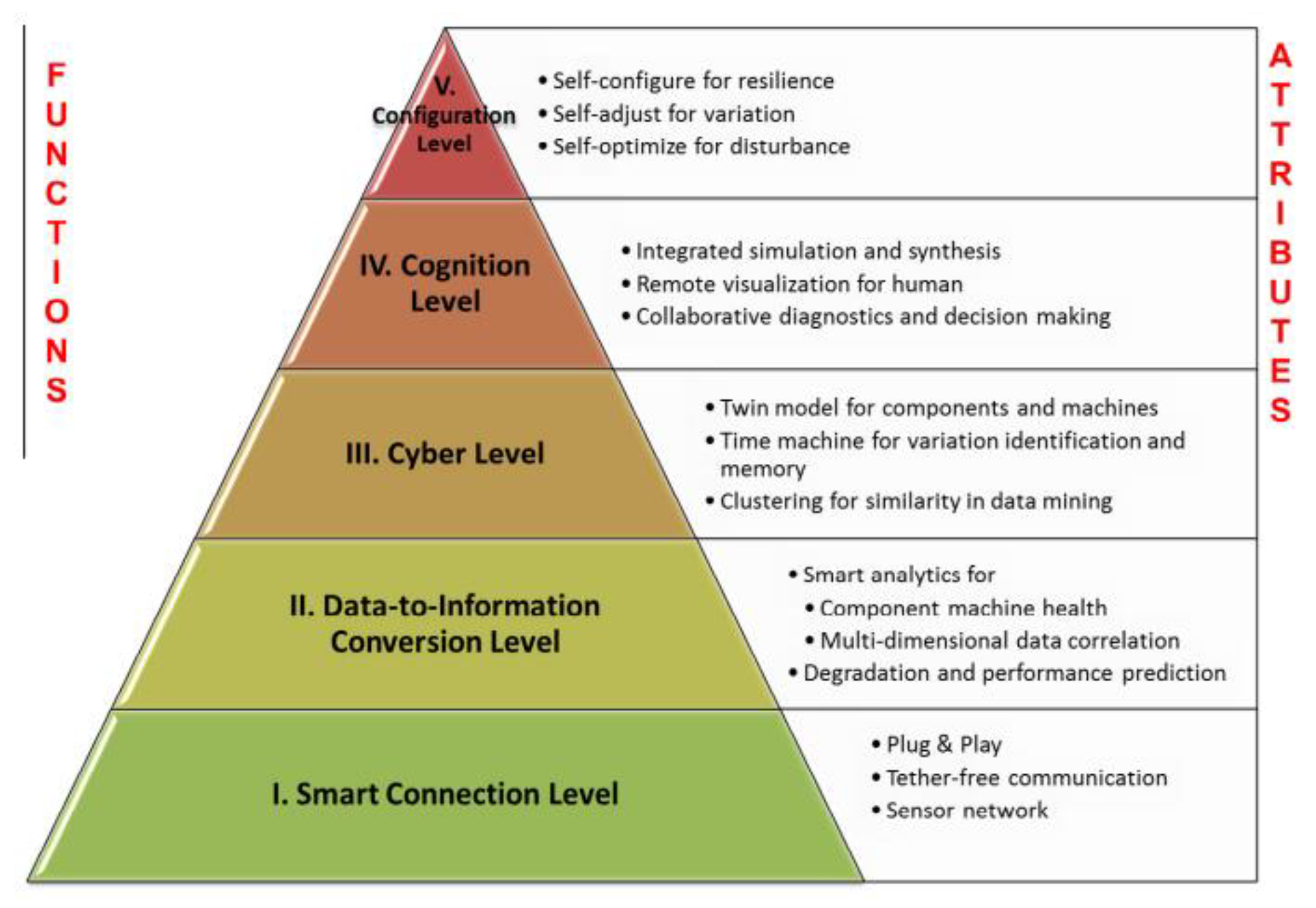
- ▪
- Level I: At this level, physical asset data is generated, collected and sent to the next level where the data will be further converted. The data must be obtained as accurately and reliably as possible.
- ▪
- Level II: Collection of data sent from Level 1 and selection and conversion of important and significant information for subsequent application at Level III in tasks such as prevention, analysis and management.
- ▪
- Level III: At this level the information for the design of the system configuration is centralized. It concentrates the information of each physical asset connected to the network.
- ▪
- Level IV: Once the information from other physical assets has been collected through the network layer, the system is supervised taking into consideration historical information and various predictive models to determine any machinery failure.
- ▪
- Level V: At this level the company’s managers make decisions by reviewing the supervision, monitoring and control systems, taking into account feedback and interactions from the digital space to the physical assets.
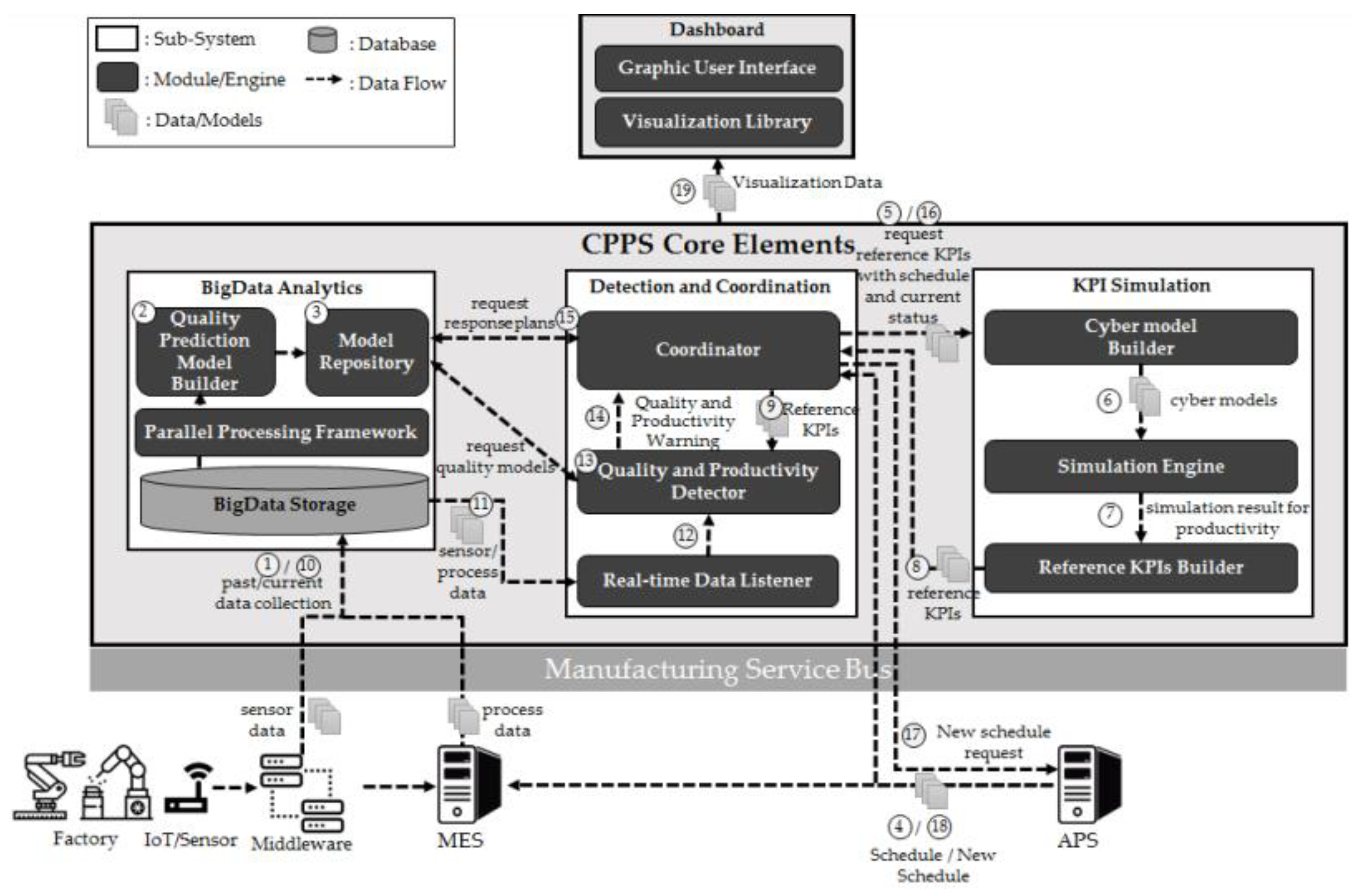
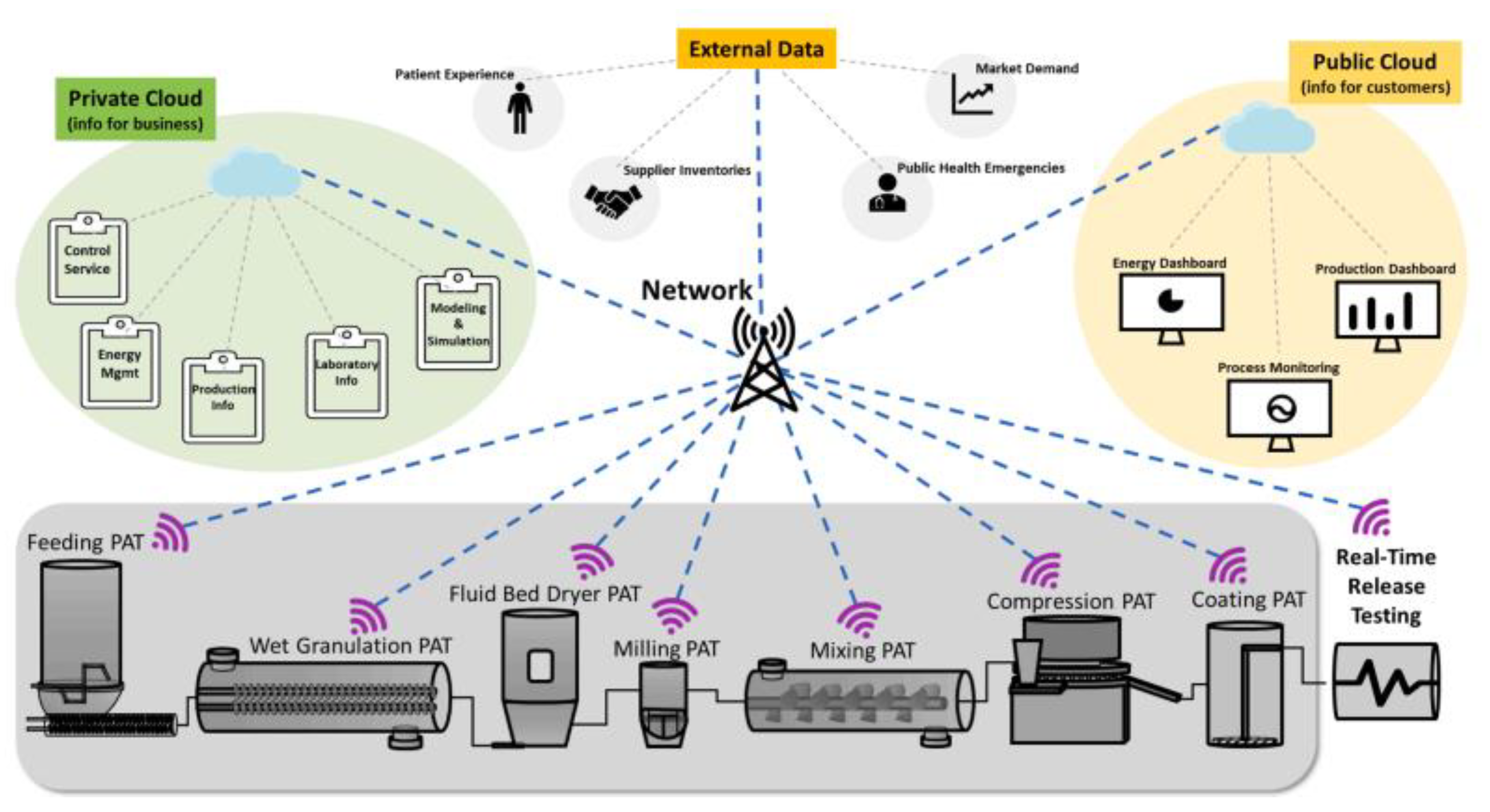
- A public cloud that performs an integration of application services (used by customers).
- A private cloud that is responsible for information management, which is used to perform tasks of the main or upper layer that integrates SCADA systems, manufacturing, simulation, information and data from laboratories, process control, modeling and analysis, among other technologies. The first and second layers are related to the digitization of system states, which allows various on-the-fly predictions and process optimization studies to be carried out.
- The manufacturing plant is integrated by various physical assets, process analytical technology (PAT) and RTRt (real-time release testing). The control and management of the production line is governed by the PAT while production quality, which is derived by taking and utilizing information from the manufacturing process, is performed by the RTRt system. Many of the operations such as blending, tablet coating, wet granulation, among others, are connected to the company’s network systems and cloud systems through cyberspace [87].
2.1.6. Digital Twins
- ▪
- Between the physical asset and its digital replica.
- ▪
- Between the digital replica and other different DTs that are located in the environment.
- ▪
- Between the DT and the domain experts, who interact and operate digital replication, through a set of usable and accessible interfaces.
- An asset or a set of physical assets (a machine, some process or production system).
- A digital model with which simulation processes can be performed in terms of the data present and which is integrated by: (a) Various types of algorithms that represent the model to be simulated, machine learning algorithms and data and information extraction procedures to extract special models from the collected data and implement them in the corresponding software and (b) Connectivity components and systems, such as IoT.
- A collection of historical data or data being obtained instantaneously from the operation of physical assets. The data are the key elements in DT and are used to know whether the objectives of digital replication can be achieved.
- Digital Model: this model only allows data to be exchanged manually, and no online status update or synchronization between the two objects is possible. This is the typical concept associated with the design phase.
- Model called Digital Shadow: In this model, the data flow is automated and only occurs in one direction, namely from the physical to the virtual entity, so there is no feedback to the real system from its virtual replica. This model is adopted at most in the service and maintenance phase, and is used to track and predict the behavior of a product in its use phase.
- The DT: This model is characterized by a complete, automated, bi-directional data flow between physical assets and cyberspace. This vision is best suited for manufacturing applications, such as product quality prediction, production planning or human-robot collaboration.
- ▪
- Descriptive capabilities: These are based on data describing the current and past states of the production lines, considering the monitoring of the system’s good condition and data describing the production that is generated and updated instantaneously.
- ▪
- Predictive capabilities: These capabilities are developed from models that have the ability to deduce future states and conditions, and the productivity of the system based on hard data according to different circumstances. Some examples of this type of models are: (1) Those based on physics, and (2) Models that allow autonomous learning and are capable of producing predictions in short times so that it is possible to make decisions.
- ▪
- Prescriptive capabilities: These capabilities serve to support various decision making processes in the physical context through the use of improved or optimized action plans transformed into production managers. The process to generate prescriptive capabilities uses various predictive and/or optimization models taking into account simulation or can also use single models. The results generated by the models must be obtained quickly so that they can be used to make decisions instantaneously or in operational terms and with the ability to react quickly to sudden and unexpected events.
- Reusability: DT solutions need to be more portable and reusable to better leverage the “develop once, use many” approach.
- Interoperability: The proposed solutions of a DT design must have the capability to interoperate with other DTs and other classes of DTs, as well as have the ability to interoperate with non-DT systems.
- Interchangeability: The proliferation of DTs requires them to be designed in a modular way to facilitate their evaluation, easy replacement or updating.
- Verification and validation capability: Because the DTs will be in common use and integrated into critical production systems, the capability of the DTs must be ratified and verified before they are incorporated into real applications.
- Maintainability: An underrated feature of DTs is their maintainability, however, they are required to be able to operate and be maintained throughout their lifetime and usefulness.
- Capability and accuracy: Capability and precision (accuracy) are two capabilities that DTs must have, as these capabilities are a consequence of the evolution of intelligent manufacturing.
- Extensibility: It is required that the DTs can be extensible with the help of ICTs and that they are part of an ecosystem.
- Support of a technology partnership: The design of a DT requires special and strict technology requirements, and to develop them there must be a better and greater collaboration between those actors that make applications of DTs in different areas and those existing technology partnerships.
- ▪
- Automotive industry: The concurrence of physical and virtual products has the potential to address many of the challenges that currently exist in the automotive value chain. DT in the automotive industry can enable the convergence of existing gaps between physical and virtual versions of product prototypes, the shop floor and the actual vehicle on the road.
- ▪
- Aeronautics: The large number of sensors on commercial aircraft transmit asset data to improve system maintenance and operational status.
- ▪
- Medical industry: Connected medical systems and tools provide assurances of product integrity and are able to measure patient outcomes.
- ▪
- Manufacturing: Physical assets in digital factories can increase manufacturing uptime and throughput while potentially reducing repair and maintenance rates.
- ▪
- Oil and gas: Remote platforms send system health data that limit routine inspections and maintenance.
- ▪
- Rail: Vision of deployed locomotives and asset health optimizes scheduling and reduces maintenance time.
- ▪
- Utilities: Digital models of power grid systems improve demand response and energy efficiency functions.
2.1.7. IoT, Simulation, AI and Interoperability
- Consumer IoT: This technology considers devices and appliances that are connected to the network, such as portable phones, games, smart cars and home appliances, among others.
- IoT for commerce: This technology takes into account devices and appliances such as GPS, medical devices and inventory control systems, among others, that are connected to the network.
- IoT for industry: This technology operates physical assets connected to the network, such as: robots, production lines, machines and wastewater management systems, among others.
- Infrastructures: with respect to hardware and software, there is a strong emphasis on real-time processing capabilities, ensuring reliability in industrial terms with high security and interconnectivity requirements;
- Data: high volume and high speed data is required from various units, products, regimes, etc.
- Algorithms: integration of knowledge of physical assets, digital and heuristic resources and high complexity derived from model management, implementation and governance is required.
- Decision-making: in the industrial environment, tolerance to error must be very low, so a significant management of uncertainty is required. Similarly, to handle problems that require robust or large optimization, system efficiency must be taken into account.
- Objectives: AI focuses its attention on shaping real value by taking into account various factors such as increased quality, decreased waste, multiplied operator capabilities and performances or accelerated times.
2.2. Engineering Education in the Vision of the I4.0
2.2.1. Engineering Education (IE), I4.0 and Mechatronics
- The speed of transition and adaptation of disruptive technologies is slower in universities than in companies, since the former have to go through cycles or generations to make changes in their curricula, while the latter need to adapt as quickly as possible.
- Educational models in educational institutions in general are different, which prevents the design of a single educational model for Mechatronics Engineering education.
- Another aspect to consider is that it is often planned, both entrepreneurially and in universities, in terms of the theoretical needs of the already established I4.0, when in reality a technological transition characterized by I3.5 is taking place.
- There are countries that are leaders in the implementation of I4.0, but the vast majority of the remaining countries are at some stage of technological transition and some even have manufacturing systems with technologies that are tending to obsolescence.
- The implementation of I4.0 among companies also varies in terms of technological strategy, as those with high economic capacity can replace their production systems quickly. Other companies with less economic capacity will opt for reconditioning methods to improve their production systems and adapt them to the value chains imposed by I4.0.
- Mechatronics education does not follow a universal model, as each country and each region defines the specific knowledge and skills required, according to: the regional industrial environment (type of companies and their needs), the regional educational environment (type of universities and teaching capabilities) and national educational policies.
2.2.2. Educational Models in Mechatronics Engineering Education
- Generic competencies: these are related to work behaviors and attitudes specific to different areas of production, for example, the ability to work in teams, negotiation skills, planning, etc.
- Specific competencies: these are related to the technical aspects directly associated with the occupation and are not easily transferable to other work contexts (operation of specialized machinery and formulation of infrastructure projects, among others).
- Core competencies: these are the intellectual capacities necessary to support and promote the learning and knowledge of a specific profession; some examples of these are: cognitive, technical and methodological competencies; most of these competencies were developed in previous educational systems or levels.
- Generic (transversal) competencies: This type of competencies are described as those attributes or characteristics that an alumnus or university graduate should possess with total independence of his or her career or profession, and are not designed with purely technical considerations, but should take into account the human aspects. These competencies collect generic considerations of all those abilities, skills, knowledge, potentialities and capacities that any university graduate should possess during his or her education and before finding a job.
- Specific competencies: These types of competencies are described as those attributes or characteristics that students should have before graduation and should be built according to the experiences and practices of the students or graduates themselves. With the specific professional competencies, the aim is to start with the typical functions or role of the professional in society and the typical situations of the professional field in which graduates are generally incorporated, and then identify the professional competencies in terms of the actions, context or conditions for carrying them out and the quality criteria for their execution.
- To give students a greater role in their education.
- Encourage collaborative work.
- Organize teaching according to the competencies to be acquired.
- Stimulate the acquisition of autonomous and lifelong learning.
2.2.3. Technical Considerations for the Design of the Specific Competencies of the Mechatronic Engineer under the I4.0 Vision
- Similarly to mechatronics, I4.0 is considered as a paradigm that integrates various technologies whose purpose is to improve and optimize production systems under the operation of CPS. It can be stated that synergic integration represents a characteristic feature of I4.0. In this sense, the Mechatronic Engineer must be able to integrate disruptive technologies since these are the basis of I4.0. The most important feature of a CPS is the high integration, mainly of software and hardware resources, with the aim of carrying out various tasks of calculation, control, computation and communication, taking into consideration for the design of the same to the technological assets and their theories [68].
- Mechatronics is rather an evolution of electromechanical systems and CPS (which represent the heart of I4.0) coming from an evolution of cyber-systems [151] or IT and software development. In this vision, the Mechatronic Engineer must further improve his knowledge and expertise in electromechanical technologies and gradually venture more into IT with the purpose of realizing technological integrations and more specialized applications, including Big Data, Cloud Computing and IoT, among others.
- One of the computing disciplines that the Mechatronics Engineer must address in greater depth, both in his training and applications, is AI, since a large part of I4.0 is based on the development and operation of intelligent systems and the DTs that make up the CPS.
- If one starts from the premise that I4.0 is actually a large-scale optimization of I3.0 [20], this concept should be considered necessary in the training and applications of the mechatronic engineer. It is worth mentioning that the applications of analytical methods such as: stochastic optimization and mathematical optimization, among others, are already well known, especially in the analysis and studies of large databases, and that they are applied to have an optimized planning and to have instantaneous time control of operations and processes. Optimization models considered as large-scale have various applications, such as in design, manufacturing and intelligent production [181]. All these optimization techniques should be valued and learned by mechatronic engineers.
- Another key computational tool that should be considered by Mechatronics Engineering is computational simulation, since it is the basis of the DTs and the support of the CPS. However, for this tool to be applied efficiently in I4.0, it must move from applications in engineering and decision-making processes and from the phases and steps of design and engineering, towards simulation that takes into account various areas of knowledge (multidisciplinary) [125]. That is, to a simulation that integrates different models and methods from different areas to provide more robust solutions. Multidisciplinary simulation requires the use of large databases and high information processing, which implies knowing and mastering technologies that handle large amounts of data and cloud technologies.
- IoT is a necessary tool that the mechatronic engineer must know and apply, since it allows connecting various digital devices and appliances and promotes interactions between humans and computers. This tool applied in conjunction with other disruptive technologies, such as data mining, autonomous learning and AI, can be used for specialized applications [116]. IoT facilitates communication and cooperation between CPSs. This technology is already essential in the operation of today’s factories so the mechatronic engineer must be familiar with its management and operation.
- Mechatronics engineers must transition from traditional design and manufacturing methodologies to digital design and manufacturing conceived within the I4.0 vision. Digital design and manufacturing technologies provide great support for product conception throughout the product lifecycle, which includes product sales and services [182]. Custom design and manufacturing using 3D printing are technologies that improve designs and accelerate production. The world’s leading companies in design and manufacturing are already implementing digitalization as the basis of competitiveness, so it is already a pressing need for the Mechatronic Engineer to master the new methodologies.
- Although design and manufacturing methodologies are very important in the training and applications of mechatronic engineers in the I4.0 vision, they must be complemented by introducing Reverse Engineering methods [20,171]. Technological reconditioning and to a large extent the maintenance of equipment, machines and production systems, and directly or indirectly use some method of reverse engineering to solve various problems. The information and information models generated by the application of reverse engineering can be used for the design of DT in the maintenance of production systems. Reverse engineering is a method of analysis that companies are requiring since it is not only used for technological reconditioning, but it is also applied for the improvement of products and processes.
- Although industrial automation has been a field of action for mechatronic engineers in companies for decades, today, in order to meet the challenges of the I4.0, it is necessary to integrate new technologies and new equipment to industrial production systems with which optimization and systematic continuous improvement processes can be carried out. Similarly, it is required to know and apply different automation architectures that allow greater flexibility and modularity, and that can interoperate between different manufacturers to enable automated, optimized and efficient production systems, as well as to design viable individualized and low-cost solutions in production systems. This implies that mechatronic engineers must know the forms and operation of modern technologies so that they can automate processes in the vision of I4.0.
- Mechatronic engineers must have knowledge and skills on technological reconditioning methods, both traditional (which consists of the replacement of parts and components in machines, processes and systems, to optimize different variables) and intelligent (which aims to adapt existing systems, equipment and devices at a low cost) [59], since several problems that currently arise, and that will arise in the future, will be related to technological upgrading. This implies that engineers must have knowledge of CPSs conceived under the I3.0 approach and of modern disruptive technologies so that, under some technological retrofitting methodology, a traditional CPS can be transformed at a lower cost to one that can operate under the vision and needs of I4.0.
- In today’s production systems, maintenance is one of the most important tasks due to its contribution to the organization, and nowadays it is being considered more frequently in corporate objectives [183]. With the advancement of technology in companies and industries, maintenance methods and techniques are designed and developed to be able to adapt to the demands of new producers or manufacturers. With the emergence of I4.0, novel methods and maintenance techniques have been created with the purpose of meeting the new demands; all these novel techniques are conceived under the concept of Maintenance 4.0 [184], which is described as the application of I4.0 to operations and maintenance activities. The objective is simple: to maximize production uptime by eliminating unplanned reactive maintenance [185]. The mechatronic engineer must then have knowledge and develop practical skills in maintenance 4.0 and its implications in order to meet the challenges brought by I4.0. Maintenance 4.0 involves knowledge of DT and CPS, as well as the use of various disruptive technologies such as cloud computing, big data management, and augmented reality.
- One of the technologies that supports both I4.0 and I5.0 is robotics. Mechatronic engineers must not only be able to integrate new robots into production systems conceived under the I4.0 vision, but they must also know about collaborative robotics (the basis of I5.0 [53]), which deals with the integration of machines and humans into processes.
- Interoperability is a concept of utmost importance in I4.0, and is understood as the ability of two or more software components to cooperate despite differences in language, interface, and execution platform [134]. In order for interoperability to take place, standardization is necessary. In this sense, mechatronic engineers must be able to know and master the concept of interoperability and its implications in the design and operation of CPSs.
- IT security in I4.0 is of utmost importance for the protection of information in companies and industries. Traditional architectures and structures that exist today to achieve cyber security have different security mechanisms and systems that provide services such as integrity, access control and confidentiality, among others [186]. Nowadays, computer security is tested by various events and specialized cyber attacks. It is necessary to consider the various methods and techniques with which it is possible to detect intrusions and respond to hackers. These methods must be used with other techniques to prevent intrusions in order to build more robust, efficient and effective defense systems. Cybersecurity tasks should be considered necessary and important by the mechatronics engineer because design, manufacturing and production information, among others, represent the heart of any company.
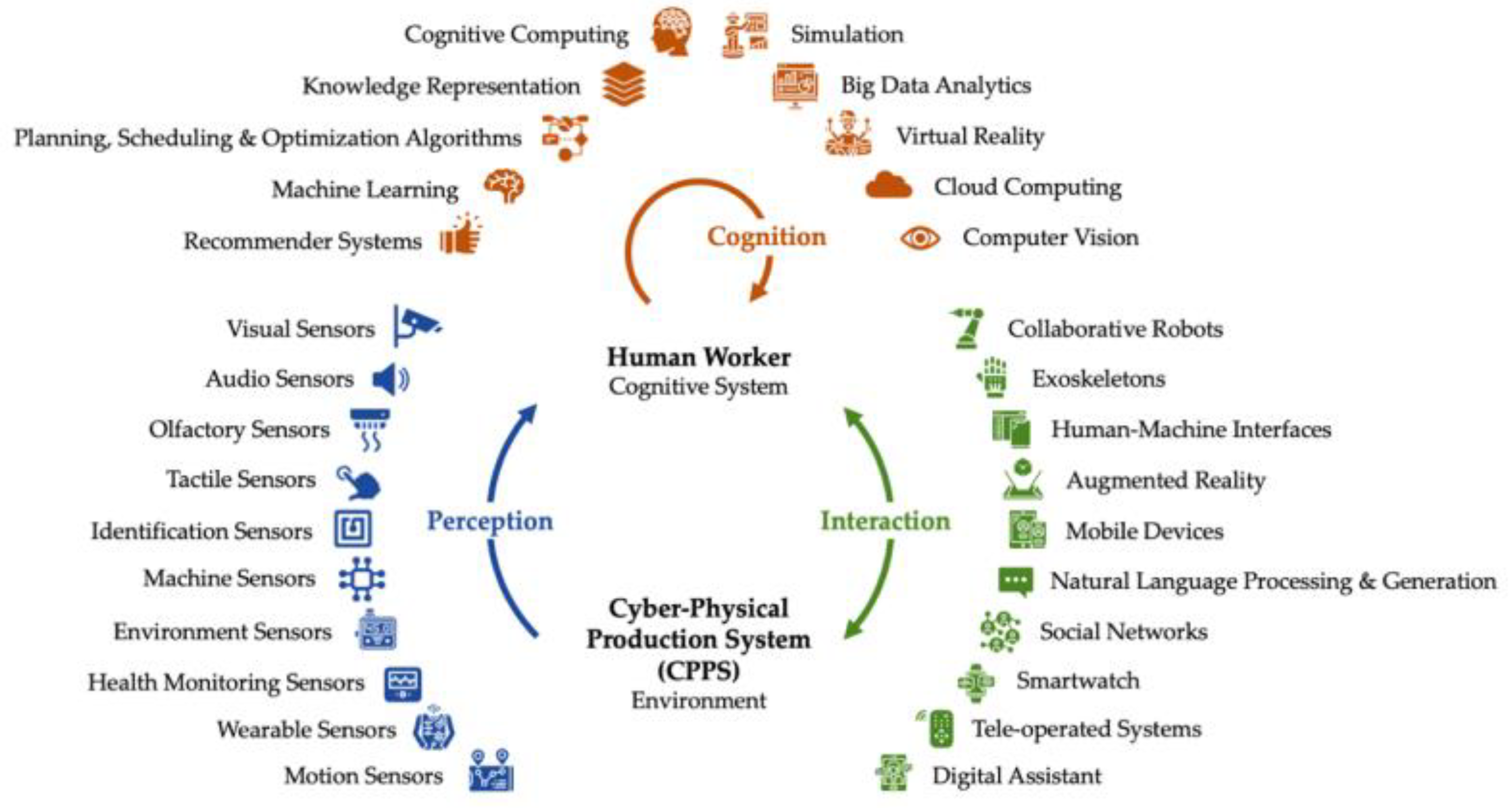
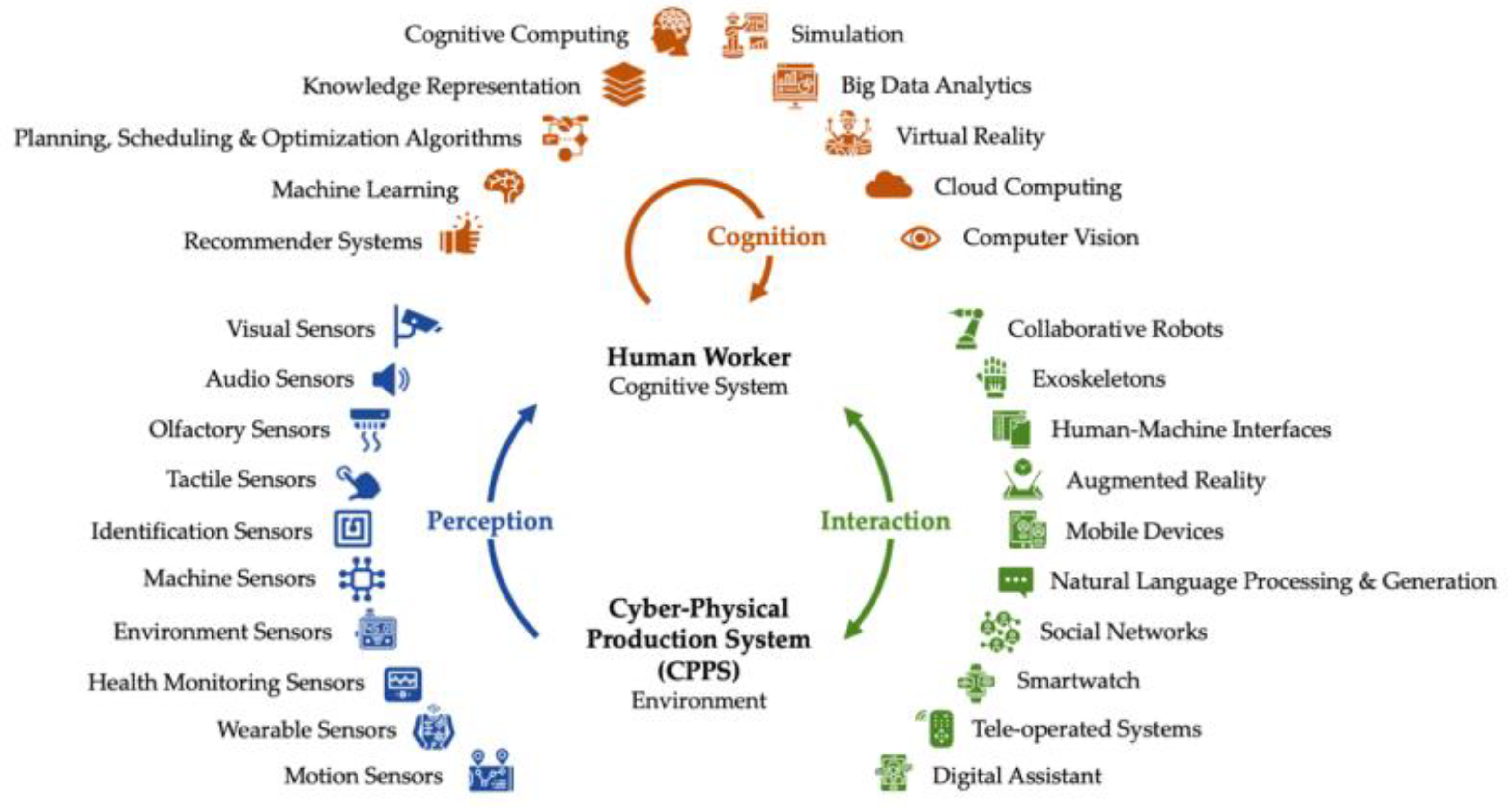
- Ergonomic design of workplaces that enable human-machine interaction, design of training methods for human-machine symbiosis, personalized manufacturing, cognitive computing, and IoT-based smart spaces are some tasks and technologies that are contextualized in I5.0. The concept of operator 4.0 relates to the design of human-cyber-physical production systems [54] that aim to boost, improve, enhance, empower and optimize the capabilities of human-machine interactions. These tasks and needs should be kept in mind by the mechatronics engineer as collaborative robotics and close interaction and collaboration between operators and machines will become more and more prevalent. In I5.0, the technologies of DT, CPS and AI that consider humans in symbiosis with machines will be listed as the core technologies.
- CPS design.
- CPS operation.
- DT Design.
- CPS maintenance.
- Conversion and reconditioning of CPS.
- Automation of intelligent production systems.
- Design, manufacturing and digitalized production.
- Operation of collaborative robots.
- Cyber-security management in the CPS.
- Technology integration in smart factories.
- Optimization of industrial processes.
- Design of intelligent production systems.
- Design of man-machine systems.
- Analysis of large databases.
- Interdisciplinary simulation in intelligent production systems.
3. Final Considerations
4. Conclusions
- Engineering education, especially Mechatronics Engineering, must be fundamentally transformed in order to train the professionals who will face the challenges of I4.0 and I5.0.
- I4.0 implies profound changes in production processes, in design and manufacturing methods, in the configuration of factories and in the roles that mechatronic engineers will play. In this sense, Mechatronics Engineering as such must reinvent itself to keep pace with the technological changes in companies.
- CBE and active methodologies can be the basis for engineering education to transform itself and for universities to train the engineers required by the new industrial revolutions.
- The core training of mechatronic engineers should consider CPS, DT and AI as basic concepts that should be developed throughout their careers and that should be integrated into the curricula.
- The role of the mechatronics engineer in the I4.0 is not technical mastery of disruptive technologies, but should rather play the role of integrator and administrator of engineering groups made up of different disciplines. Companies must rethink the central role of the mechatronics engineer, since they are currently entrusted with various tasks that are not of their profile (preferably integrator and technology manager). I4.0 requires a mechatronics engineer capable of managing human resources from other fields of knowledge in order to solve specialized problems.
- Industrial maintenance, technological reconditioning and reverse engineering should be promoted as subjects of study in universities for the training of the mechatronic engineer. These skills are often learned more in companies than in universities. Technological reconditioning is a pressing need due to the fact that we are in a stage of technological transition between two industrial revolutions and that many companies do not have the capital to invest in new technologies.
- The 15 technical considerations proposed in this article can be used as a guide for the formation of specific competencies through which mechatronic engineers will acquire the knowledge and applications specifically required by the work environment in which they will work. These considerations take into account the transitions between the industrial revolutions and the most representative technologies of the I4.0, such as CPS, DT, IoT, simulation and AI. The technical considerations can be viewed as generic since they propose activities that most companies apply or will apply in one way or another in I4.0.
- For the training of the mechatronic engineer in the context of I4.0 and I5.0, all the competencies (basic, generic and specific) must be designed with the rigor indicated by the different CBE proposals and models.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hozdić, E.; Jurković, Z. Cybernetization of industrial product-service systems in network environment. In New Technologies, Development and Application, 1st ed.; Karabegović, I., Ed.; Springer: Cham, Switzerland, 2019; pp. 262–270. [Google Scholar]
- Bauernhansl, T. Industry 4.0: Challenges and opportunities for the automation industry. In Proceedings of the 7th EFAC Assembly Technology Conference 2013, Davos, Switzerland, 18–19 January 2013. [Google Scholar]
- Akpinar, M.E. Industry 4.0 and Applications in Manufacturing Industry. In Industry 4.0 and Global Businesses, 1st ed.; Yakut, E., Ed.; Emerald Publishing Limited: Bingley, UK, 2022; pp. 111–124. [Google Scholar]
- Choi, T.-M.; Kumar, S.; Yue, X.; Chan, H.-L. Disruptive Technologies and Operations Management in the Industry 4.0 Era and Beyond. Prod. Oper. Manag. 2022, 31, 9–31. [Google Scholar] [CrossRef]
- Görçün, O.F. Industry 4.0; Beta Publisher: Paris, France, 2018; pp. 1–199. [Google Scholar]
- Rasor, R.; Göllner, D.; Bernijazov, R.; Kaiser, L.; Dumitrescu, R. Towards collaborative life cycle specification of digital twins in manufacturing value chains. Procedia CIRP 2021, 98, 229–234. [Google Scholar] [CrossRef]
- Zezulka, F.; Marcon, P.; Vesely, I.; Sajdl, O. Industry 4.0—An Introduction in the phenomenon. IFAC-PapersOnLine 2016, 49, 8–12. [Google Scholar] [CrossRef]
- Karabegović, I.; Karabegović, E.; Mahmić, M.; Husak, E. Implementation of Industry 4.0 and Industrial Robots in the Manufacturing Processes. In New Technologies, Development and Application II. NT 2019, 1st ed.; Lecture Notes in Networks and Systems; Karabegović, I., Ed.; Springer: Cham, Switzerland, 2020; Volume 76, pp. 3–14. [Google Scholar]
- Lu, Y. Cyber Physical System (CPS)-Based Industry 4.0: A Survey. J. Ind. Eng. Manag. 2017, 2, 1750014. [Google Scholar] [CrossRef]
- Askarpour, M.; Ghezzi, C.; Mandrioli, D.; Rossi, M.; Tsigkanos, C. Formal Methods in Designing Critical Cyber-Physical Systems. In From Software Engineering to Formal Methods and Tools, and Back, 1st ed.; Lecture Notes in Computer, Science; ter Beek, M., Fantechi, A., Semini, L., Eds.; Springer: Cham, Switzerland, 2019; Volume 11865, pp. 110–130. [Google Scholar]
- Badkilaya, S.K.; Bhat, H.P. The Need for a System to Benefit the Implementation of Digital Twin, by Helping Visualize the Virtual Dynamics Remotely. In Cyber-Physical Systems and Digital Twins. REV2019 2019, 1st ed.; Lecture Notes in Networks and, Systems; Auer, M., Ram, B.K., Eds.; Springer: Cham, Switzerland, 2020; Volume 80, pp. 38–50. [Google Scholar]
- Qin, J.; Liu, Y.; Grosvenor, R. Multi-source data analytics for AM energy consumption prediction. Adv. Eng. Informat. 2018, 38, 840–850. [Google Scholar] [CrossRef]
- Lee, J.; Davari, H.; Singh, J.; Pandhare, V. Industrial Artificial Intelligence for industry 4.0-based manufacturing systems. Manuf. Lett. 2018, 18, 20–23. [Google Scholar] [CrossRef]
- Doyle, M.; Kopacek, P. Adoption of Collaborative Robotics in Industry 5.0. An Irish industry case study. IFAC-PapersOnLine 2021, 54, 413–418. [Google Scholar] [CrossRef]
- Bednar, P.M.; Welch, C. Socio-Technical Perspectives on Smart Working: Creating Meaningful and Sustainable Systems. Inf. Syst. Front. 2019, 22, 281–298. [Google Scholar] [CrossRef] [Green Version]
- AlMaadeed, M.A.A.; Ponnamma, D. Role of Research and Higher Education on Industry 4.0, Material Science as an example. In Proceedings of the 2020 IEEE International Conference on Informatics, IoT, and Enabling Technologies (ICIoT), Doha, Qatar, 2–5 February 2020. [Google Scholar] [CrossRef]
- Mogos, R.; Bodea, C.N.; Dascălu, M.I.; Safonkina, O.; Lazaraou, E.; Trifan, E.L.; Nemoianu, I.V. Technology enhanced learning for industry 4.0 engineering education. Rev. Roum. Sci. Techn.-Électrotechn. Énerg. 2018, 63, 429–435. [Google Scholar]
- Muktiarni, M.; Widiaty, I.; Abdullah, A.G.; Ana, A.; Yulia, C. Digitalisation trend in education during industry 4.0. J. Phys. Conf. Ser. 2019, 1402, 077070. [Google Scholar] [CrossRef]
- Hernandez-de-Menendez, M.; Morales-Menendez, R.; Escobar, C.A.; McGovern, M. Competencies for Industry 4.0. Int. J. Interact. Des. Manuf. 2020, 14, 1511–1524. [Google Scholar] [CrossRef]
- Jimenez, E.; Ochoa, F.J.; Luna, G.; Muñoz, F.; Cuenca, F.; Maciel, M.A. Competency-based Education of the Mechatronics Engineer in the Transition from Manufacturing 3.0 to Industry 4.0. In Proceedings of the 2nd IFSA Winter Conference on Automation, Robotics & Communications for Industry 4.0 (ARCI’ 2022), Andorra la Vella, Andorra, 2–3 February 2022; pp. 84–87. [Google Scholar]
- Bischof, C.; de Oliveira, E. Production Engineering Competencies in the Industry 4.0 context: Perspectives on the Brazilian labor market. Production 2020, 30, 1–10. [Google Scholar] [CrossRef]
- Ambigaipagan, N.; Fauziah, W.; Sivan, R. Industry 4.0 Competence Model for Malaysia Industry4WRD. In Proceedings of the 33rd International Business Information and Management Association IBIMA Conference, Granada, Spain, 10–11 April 2019. [Google Scholar]
- Coles, M.; Werquin, P. Qualifications Systems. Bridges to Lifelong Learning, 1st ed.; OCDE: Paris, France, 2007. [Google Scholar]
- Katrantzis, E.; Moulianitis, V.; Miatliuk, K. Conceptual Design Evaluation of Mechatronic Systems. In Emerging Trends in Mechatronics, 1st ed.; Azizi, A., Ed.; IntechOpen: London, UK, 2019; pp. 27–50. [Google Scholar]
- Nagy, R. Literature review of contemporary industrial revolutions as decision support resources. J. Agric. Inform. 2022, 13, 19–25. [Google Scholar] [CrossRef]
- Lambrechts, W.; Sinha, S.; Marwala, T. The Global South and Industry 4.0: Historical Development and Future Trajectories. In The BRICS Order, 1st ed.; Monyae, D., Ndzendze, B., Eds.; Palgrave Macmillan: Cham, Switzerland, 2021; pp. 249–281. [Google Scholar]
- Nagy, J. Az ipar 4.0 fogalma és kritikus kérdései—Vállalati interjúk alapján. Vez.-Bp. Manag. Rev. 2019, 50, 14–26. [Google Scholar] [CrossRef] [Green Version]
- Doyle, M.; Kopacek, P. Industry 5.0: Is the Manufacturing Industry on the Cusp of a New Revolution? In Proceedings of the International Symposium for Production Research 2019, ISPR2019, Vienna, Austria, 28–30 August 2019; Lecture Notes in Mechanical Engineering. Durakbasa, N., Gençyılmaz, M., Eds.; Springer: Cham, Switzerland, 2020; pp. 432–441. [Google Scholar]
- Caglar, T.; Teker, S. Industrial revolutions and its effects on quality of life. In Proceedings of the Global Business Research Congress, Istanbul, Turkey, 30–31 May 2019; Volume 56, pp. 304–311. [Google Scholar]
- Ratanlal, P. Industry revolution 5.0. J. Manag. Res. 2021, 10, 1–2. [Google Scholar] [CrossRef]
- Dilmé, M. Fundamental Concepts of Industry 4.0. In Digital Manufacturing for SMEs: An Introduction, 1st ed.; Chaplin, J., Pagano, C., Fort, S., Eds.; University of Nottingham: Nottingham, UK, 2020; pp. 5–26. [Google Scholar]
- Kagermann, H.; Wahlster, W.; Helbig, J. Recommendations for Implementing the Strategic Initiative Industrie 4.0; Final Report of the Industrie 4.0 Working Group; ACATECH National Academy of Science and Engineering: Frankfurt, Germany, 2013. [Google Scholar]
- World Economic Forum (WEF). The Future of Jobs: Employment, Skills and Workforce Strategy for the Fourth Industrial Revolution (Geneva). 2016. Available online: https://www3.weforum.org/docs/WEF_Future_of_Jobs.pdf (accessed on 6 June 2022).
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Suleiman, Z.; Shaikholla, S.; Dikhanbayeva, D.; Shehab, E.; Turkyilmaz, A. Industry 4.0: Clustering of concepts and characteristics. Cogent Eng. 2022, 91, 2034264. [Google Scholar] [CrossRef]
- Meissner, H.; Ilsen, R.; Aurich, J.C. Analysis of Control Architectures in the Context of Industry 4.0. Procedia CIRP 2017, 62, 165–169. [Google Scholar] [CrossRef]
- Anshari, M. Workforce Mapping of Fourth Industrial Revolution: Optimization to Identity. J. Phys. Conf. Ser. 2020, 1477, 072023. [Google Scholar] [CrossRef] [Green Version]
- Shafiq, S.I.; Sanin, C.; Toro, C.; Szczerbicki, E. Virtual engineering object (VEO): Toward experience-based design and manufacturing for industry 4.0. Cybern. Syst. 2015, 46, 35–50. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosvenor, R. A Categorical Framework of Manufacturing for Industry 4.0 and Beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef] [Green Version]
- Morrar, R.; Arman, H.; Mousa, S. The fourth industrial revolution (Industry 4.0): A social innovation perspective. Technol. Innov. Manag. Rev. 2017, 7, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Kagermann, H.; Wahlster, W.; Helbig, J. Umsetzungsempfehlungen für das Zukunftsprojekt Industry 4.0. Abschlussbericht des Arbeitskreises Industry 4.0. Germany’s future as a production standard. In Promotorengruppe Kommunikation der Forschungsunion Wirtschaft—Wissenschaft, Erste ausgabe; Promotorengruppe Kommunikation, Forschungsunion Wirtschaft—Wissenschaft, Herausgeber: Frankfurt, Germany, 2013. [Google Scholar]
- Rodríguez, G.; Bribiesca, G. Assessing Digital Transformation in Universities. Future Internet 2021, 13, 52. [Google Scholar] [CrossRef]
- Akundi, A.; Euresti, D.; Luna, S.; Ankobiah, W.; Lopes, A.; Edinbarough, I. State of Industry 5.0-Analysis and Identification of Current Research. Trends Appl. Syst. Innov. 2022, 5, 27. [Google Scholar] [CrossRef]
- Chander, B.; Pal, S.; De, D.; Buyya, R. Artificial Intelligence-based Internet of Things for Industry 5.0. In Artificial Intelligence-based Internet of Things Systems. Internet of Things, 1st ed.; Pal, S., De, D., Buyya, R., Eds.; Springer: Cham, Switzerland, 2022; pp. 3–45. [Google Scholar]
- Gopalakrishna, S.; Haldorai, K.; Seok, W.; Gon, W. COVID-19 and hospitality 5.0: Redefining hospitality operations. Int. J. Hosp. Manag. 2021, 94, 102869. [Google Scholar]
- Özdemir, V.; Hekim, N. Birth of Industry 5.0: Making Sense of Big Data with Artificial Intelligence: The Internet of Things and Next-GenerationTechnology Policy. Int. J. Integr. Biol. 2018, 22, 65–76. [Google Scholar] [CrossRef]
- Kumar, R.M.; Quoc, P.; Prabadevi, B.; Deepa, N.; Kapal, D.; Thippa, G.; Rukhsana, R.; Madhusanka, L. Industry 5.0: A survey on enabling technologies and potential applications. J. Ind. Inf. Integr. 2022, 26, 100257. [Google Scholar]
- Rada, M. Industry 5.0 Definition. 2020. Available online: https://michael-rada.medium.com/industry-5–0-definition-6a2f9922dc48#:~:text=INDUSTRY%205.0%20is%20future%2C%20but,and%20wasting%20including%20INDUSTRIAL%20UPCYCLING (accessed on 6 June 2022).
- Longo, F.; Padovano, A.; Umbrello, S. Value-oriented and ethical technology engineering in industry 5.0: A human-centric perspective for the design of the factory of the future. Appl. Sci. 2020, 10, 4182. [Google Scholar] [CrossRef]
- Xun, X.; Yuqian, L.; Vogel, B.; Wang, L. Industry 4.0 and Industry 5.0-Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar]
- Hernandez, G.M.; Habib, L.; Garcia, F.A.; Montemayor, F. Industry 4.0 and Engineering Education: An Analysis of Nine Technological Pillars Inclusion in Higher Educational Curriculum. In Best Practices in Manufacturing Processes, 1st ed.; García, J., Rivera, L., González, R., Leal, G., Chong, M., Eds.; Springer: Cham, Switzerland, 2019; pp. 525–543. [Google Scholar]
- Melnik, S.; Magnotti, M.; Butts, C.; Putman, C.; Aqlan, F. A Concept Relationship Map for Industry 4.0. In Proceedings of the 5th NA International Conference on Industrial Engineering and Operations Management, Detroit, MI, USA, 10–14 August 2020. [Google Scholar]
- Haleem, A.; Javaid, M. Industry 5.0 and its applications in orthopaedics. J. Clin. Orthop. Trauma 2019, 10, 807–808. [Google Scholar] [CrossRef]
- Ruppert, T.; Jaskó, S.; Holczinger, T.; Abonyi, J. Enabling Technologies for Operator 4.0: A Survey. Appl. Sci. 2018, 8, 1650. [Google Scholar] [CrossRef] [Green Version]
- Romero, D.; Stahre, J.; Wuest, T.; Noran, O.; Bernus, P.; Fast, A.; Gorecky, D. Towards an Operator 4.0 Typology: A Human-centric Perspective on the Fourth Industrial Revolution Technologies. In Proceedings of the CIE46, Tianjin, China, 29–31 October 2016. [Google Scholar]
- Yadav, S.; Prakash, S. Blockchain critical success factors for sustainable supply chain. Resour. Conserv. Recycl. 2020, 152, 104505. [Google Scholar] [CrossRef]
- Yu, T.; Simbara, F.A.; Chien, H. Developing a framework for Industry 3.5 to strengthen manufacturer performance. Int. J. Logist. Appl. Res. Appl. 2021, 1–22. [Google Scholar] [CrossRef]
- Chen, C.; Tzu, H.; Hong, G. A Conceptual Framework for “Industry 3.5” to Empower Intelligent Manufacturing and Case Studies. Procedia Manuf. 2017, 11, 2009–2017. [Google Scholar] [CrossRef]
- Al-Maeeni, S.S.H.; Kuhnhen, C.; Engel, B.; Schiller, M. Smart retrofitting of machine tools in the context of industry 4.0. Procedia CIRP 2020, 88, 369–374. [Google Scholar] [CrossRef]
- Guerreiro, B.V.; Lins, R.G.; Sun, J.; Schmitt, R. Definition of Smart Retrofitting: First Steps for a Company to Deploy Aspects of Industry 4.0. In Advances in Manufacturing. Lecture Notes in Mechanical Engineering, 1st ed.; Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M., Eds.; Springer: Cham, Switzerland, 2018; pp. 161–170. [Google Scholar]
- Di Carlo, F.; Mazzuto, G.; Bevilacqua, M.; Ciarapica, F.E. Retrofitting a Process Plant in an Industry 4.0 Perspective for Improving Safety and Maintenance Performance. Sustainability. 2021, 13, 646. [Google Scholar] [CrossRef]
- Ramanathan, L.; Nandhini, R.S. Cyber-Physical System-An Architectural Review. In Proceedings of the Information and Communication Technology for Competitive Strategies (ICTCS 2020), Jaipur, India, 14–16 September 2020; Lecture Notes in Networks and, Systems. Joshi, A., Mahmud, M., Ragel, R.G., Thakur, N.V., Eds.; Springer: Singapore, 2022; Volume 191, pp. 133–142. [Google Scholar]
- Sanz, V.; Urquia, A. Cyber-physical system modeling with Modelica using message passing communication. Simul. Modell. Pract. Theory 2022, 117, 102501. [Google Scholar] [CrossRef]
- Putnik, G.D.; Ferreira, L.; Lopes, N.; Putnik, Z. What is a Cyber-Physical System: Definitions and models spectrum. FME Trans. 2019, 47, 663–674. [Google Scholar] [CrossRef]
- Mladineo, M.; Veza, I.; Gjeldum, N. Solving partner selection problem in cyber-physical production networks using the HUMANT algorithm. Int. J. Prod. Res. 2017, 55, 2506–2521. [Google Scholar] [CrossRef]
- Edward Ashford, E.; Arunkumarr, S. Introduction to Embedded Systems: A Cyber-Physical Systems Approach, 2nd ed.; The MIT Press: Cambridge, MA, USA, 2016. [Google Scholar]
- DeSmit, Z.; Elhabashy, A.E.; Lee, J.; Wells, L.; Camelio, J.A. Cyber-Physical Vulnerability Assessment in Manufacturing Systems. Procedia Manuf. 2016, 5, 1060–1074. [Google Scholar] [CrossRef] [Green Version]
- Zacchia, Y.; DInnocenzo, A.; Smarra, F.; Malavolta, I.; Benedetto, M.D. State of the art of cyber-physical systems security: An automatic control perspective. J. Syst. Software. 2019, 149, 174–216. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Sreenath, N. Cyber Physical Systems: Analyses, challenges and possible solutions. Internet Things Cyber-Phys. Syst. 2021, 1, 22–33. [Google Scholar]
- Kopetz, H. Cyber-Physical Systems Are Different. In Simplicity Is Complex: Foundations of Cyber-Physical System Design, 1st ed.; Kopetz, H., Ed.; Springer: Cham, Switzerland, 2019; pp. 69–74. [Google Scholar]
- Shyr, W.J.; Juan, H.C.; Tsai, C.Y.; Chang, Y.J. Application of Cyber-Physical System Technology on Material Color Discrimination. Electronics 2022, 11, 920. [Google Scholar] [CrossRef]
- Wang, Q.; Zhou, X.; Yang, G.; Yang, Y. Behavior Modeling of Cyber-physical System Based on Discrete Hybrid Automata. In Proceedings of the 2013 IEEE 16th International Conference on Computational Science and Engineering, Sydney, NSW, Australia, 3–5 December 2013. [Google Scholar] [CrossRef]
- Barišić, A.; Ruchkin, I.; Savić, D.; Mohamed, M.A.; Al-Ali, R.; Li, L.W.; Mkaouar, H.; Eslampanah, R.; Challenger, M.; Blouin, D.; et al. Multi-Paradigm Modeling for Cyber-Physical Systems: A Systematic Mapping Review. J. Syst. Softw. 2022, 183, 11108. [Google Scholar] [CrossRef]
- Klötzer, C.; Pflaum, A. Cyber-physical systems as the technical foundation for problem solutions in manufacturing, logistics and supply chain management. In Proceedings of the 5th International Conference on the Internet of Things (IOT), IEEE 2015, Seoul, Korea, 26–28 October 2015; pp. 12–19. [Google Scholar]
- Chen, H. Applications of Cyber-Physical System: A Literature Review. J. Ind. Eng. Manag. 2017, 2, 1–28. [Google Scholar] [CrossRef]
- Fitzgerald, J.; Gorm, P.; Pierce, K. Multi-modelling and Co-simulation in the Engineering of Cyber-Physical Systems: Towards the Digital Twin. In From Software Engineering to Formal Methods and Tools, and Back, 1st ed.; ter Beek, M.H., Fantechi, A., Semini, L., Eds.; Springer: Cham, Switzerland, 2019; Volume 11865, pp. 40–55. [Google Scholar]
- Nota, G.; Matonti, G.; Bisogno, M.; Nastasia, S. The contribution of cyber-physical production systems to activity-based costing in manufacturing. An Interventional Research Approach. Int. J. Eng. Bus. Manag. 2020, 12, 1750012. [Google Scholar] [CrossRef]
- Lin, W.D.; Low, Y.H.; Chong, Y.T.; Teo, C.L. Integrated Cyber Physical Simulation Modelling Environment for Manufacturing 4.0. In Proceedings of the 2018 IEEE IEEM, Bangkok, Thailand, 16–19 December 2018; pp. 1861–1865. [Google Scholar]
- Palkina, E.S.; Zhuravleva, N.A.; Panychev, A.Y. New Approach to Transportation Service Pricing Based on the Stakeholder Model of Corporate Governance. Mediterr. J. Soc. Sci. 2015, 6, 299–308. [Google Scholar] [CrossRef] [Green Version]
- Kupriyanovsky, V.P.; Namnot, E.D.; Sinyakov, S.A. Cyber-Physical Systems as the Basis of the Digital Economy. Int. J. Open Inf. Technol. 2016, 4, 18–25. [Google Scholar]
- Zhilenkov, A.; Chernyi, S.; Emelianov, V. Application of Artificial Intelligence Technologies to Assess the Quality of Structures. Energies 2021, 14, 8040. [Google Scholar] [CrossRef]
- Ali, S.; Hafeez, Y.; Bilal, M.; Saeed, S.; Sup, K. Towards Aspect Based Components Integration Framework for Cyber-Physical System. Comput. Mater. Contin. CMC 2022, 70, 655–668. [Google Scholar] [CrossRef]
- Jay, L.; Bagheri, B.; Hung, K. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar]
- Shafiq, S.I.; Sanin, C.; Szczerbicki, E.; Toro, C. Virtual engineering object/virtual engineering process: A specialized form of cyber physical system for Industrie 4.0. Procedia Comput. Sci. 2015, 60, 1146–1155. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Noh, S.D.; Kim, H.J.; Kang, Y.S. Implementation of Cyber-Physical Production Systems for Quality Prediction and Operation Control in Metal Casting. Sensors 2018, 18, 1428. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prajwal, A.T.; Muddukrishna, B.S.; Vasantharaju, S.G. Pharma 4.0-Impact of the Internet of Things on Health Care. Int. J. App. Pharm. 2020, 12, 64–69. [Google Scholar]
- Arden, N.A.; Fisher, A.C.; Tyner, K.; Yu, L.X.; Lee, S.L.; Kopcha, M. Industry 4.0 for pharmaceutical manufacturing: Preparing for the smart factories of the future. Int. J. Pharm. 2021, 602, 120554. [Google Scholar] [CrossRef] [PubMed]
- Ouranidis, A.; Vavilis, T.; Mandala, E.; Davidopoulou, C.; Stamoula, E.; Markopoulou, C.K.; Karagianni, A.; Kachrimanis, K. mRNA Therapeutic Modalities Design, Formulation and Manufacturing under Pharma 4.0 Principles. Biomedicines 2022, 10, 50. [Google Scholar] [CrossRef]
- Ouranidis, A.; Davidopoulou, C.; Tashi, R.K.; Kachrimanis, K. Pharma 4.0 Continuous mRNA Drug Products Manufacturing. Pharmaceutics 2021, 13, 1371. [Google Scholar] [CrossRef]
- Ouranidis, A.; Davidopoulou, C.; Kachrimanis, K. Integrating Elastic Tensor and PC-SAFT Modeling with Systems-Based Pharma 4.0 Simulation, to Predict Process Operations and Product Specifications of Ternary Nanocrystalline Suspensions. Pharmaceutics 2021, 13, 1771. [Google Scholar] [CrossRef]
- Canuto, G.; Kaminski, P.C. From Embedded Systems (ES) to Cyber Physical Systems (CPS): An Analysis of Transitory Stage of Automotive Manufacturing in the Industry 4.0 Scenario. SAE Technical Paper Series. In Proceedings of the 25th SAE BRASIL International Congress and Display 2016, Sao Paulo, Brazil, 25–27 October 2016; pp. 1–6. [Google Scholar] [CrossRef]
- Babiceanu, R.; Seker, R. Big Data and virtualization for manufacturing cyber-physical systems: A survey of the current status and future outlook. Comput. Ind. 2016, 81, 128–137. [Google Scholar] [CrossRef]
- Suh, S.C.; Tanik, U.J.; Carbone, J.N.; Eroglu, A. Applied Cyber-Physical Systems, 1st ed.; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Parvin, S.; Hussain, F.K.; Hussain, O.K.; Thein, T.; Park, J.S. Multi-cyber framework for availability enhancement of cyber physical systems. Computing 2013, 95, 927–948. [Google Scholar] [CrossRef]
- Broy, M.; Schmidt, A. Challenges in engineering cyber-physical systems. Computer 2014, 47, 70–72. [Google Scholar] [CrossRef]
- Tan, Y.; Goddard, S.; Perez, L.C. A prototype architecture for cyber-physical systems. ACM SIGBED Rev. 2008, 5, 1–2. [Google Scholar] [CrossRef]
- Stark, R.; Damerau, T. Digital Twin. In CIRP Encyclopedia of Production Engineering, 1st ed.; Chatti, S., Tolio, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–8. [Google Scholar]
- Jian, D.; Tian, M.; Qing, Z.; Zhen, L.; Ji, Y. Design and application of digital twin system for the blade-rotor test rig. J. Intell. Manuf. 2021, 1–17. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M.; Nee, A.Y.C. Digital Twin Driven Smart Manufacturing, 1st ed.; Academic Press: London, UK, 2019. [Google Scholar]
- Barricelli, B.; Casiraghi, E.; Fogli, D. A Survey on Digital Twin: Definitions, Characteristics, Applications, and Design Implications. IEEE Access 2019, 7, 167653–167671. [Google Scholar] [CrossRef]
- Semeraro, C.; Lezoche, M.; Panetto, H.; Dassisti, M. Digital twin paradigm: A systematic literature review. Comput. Ind. 2021, 130, 103469. [Google Scholar] [CrossRef]
- Pei, H.; Ki, K.; Maartje, S. Ethical Issues of Digital Twins for Personalized Health Care Service: Preliminary Mapping Study. J. Med. Internet Res. 2022, 24, e33081. [Google Scholar]
- Friederich, J.; Francis, D.P.; Sanja Lazarova, S.; Mohamed, N. A framework for data-driven digital twins of smart manufacturing systems. Comput. Ind. 2022, 136, 103586. [Google Scholar] [CrossRef]
- Neethirajan, S.; Kemp, B. Digital Twins in Livestock Farming. Animals 2021, 11, 1008. [Google Scholar] [CrossRef]
- Tao, F.; Liu, W.; Liu, J.; Liu, X.; Liu, Q.; Qu, T.; Hu, T.; Zhang, Z.; Xiang, F.; Xu, W.; et al. Digital Twin and its Potential Application Exploration. Int. J. Comput. Integr. Manuf. 2018, 24, 1–18. [Google Scholar]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-art. IEEE Trans. Industr. Inform. 2018, 15, 2405–2415. [Google Scholar] [CrossRef]
- Malakuti, S.; Schlake, J.; Ganz, C.; Harper, K.E.; Petersen, H. Digital Twin: An Enabler for New Business Models. In Proceedings of the Automation Congress 2019, Hangzhou, China, 22–24 November 2019. [Google Scholar]
- Lattanzi, L.; Raffaeli, R.; Peruzzini, M.; Pellicciari, M. Digital twin for smart manufacturing: A review of concepts towards a practical industrial implementation. Int. J. Comput. Integr. Manuf. 2021, 34, 567–597. [Google Scholar] [CrossRef]
- Moyne, J.; Qamsane, Y.; Balta, E.C.; Kovalenko, I.; Faris, J.; Barton, K.; Tilbury, D.M. A Requirements Driven Digital Twin Framework: Specification and Opportunities. IEEE Access 2020, 8, 107781–107801. [Google Scholar] [CrossRef]
- Eyre, J.; Freeman, C. Immersive applications of industrial digital twins. The Industrial Track of EuroVR 2018. In Proceedings of the 15th Annual EuroVR Conference, London, UK, 22–23 October 2018; VTT Technical Research Centre of Finland, VTT Technology: London, UK, 2018; pp. 11–20. [Google Scholar]
- Tao, F.; Qi, Q.; Wang, L.; Nee, A.Y.C. Digital Twins and Cyber-Physical Systems Toward Smart Manufacturing and Industry 4.0: Correlation and Comparison. Engineering 2019, 5, 653–661. [Google Scholar] [CrossRef]
- Abiola, A.; Chimay, J.; Omobolanle, O. Towards next generation cyber-physical systems and digital twins for construction. Special issue: Next Generation ICT—How distant is ubiquitous computing? Inf. Technol. Constr. 2021, 26, 505–525. [Google Scholar]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Zeb, S.; Mahmood, A.; Hassan, S.; Jalil, M.D.; Gidlund, M.; Guizani, M. Industrial digital twins at the nexus of NextG wireless networks and computational intelligence: A survey. J. Netw. Comput. Appl. 2022, 200, 103309. [Google Scholar] [CrossRef]
- Atzori, L.; Iera, A.; Morabito, G. The Internet of Things: A survey. Comput. Netw. 2010, 54, 2787–2805. [Google Scholar] [CrossRef]
- Jain, P.; Aggarwal, P.K.; Chaudhary, P.; Makar, K.; Mehta, J.; Garg, R. Convergence of IoT and CPS in Robotics. In Emergence of Cyber Physical System and IoT in Smart Automation and Robotics. Advances in Science, Technology & Innovation, 1st ed.; Singh, K.K., Nayyar, A., Tanwar, S., Abouhawwash, M., Eds.; Springer: Cham, Switzerland, 2021; pp. 15–30. [Google Scholar]
- Munirathinam, S. Chapter Six—Industry 4.0: Industrial Internet of Things (IIOT). In Advances in Computers, 1st ed.; Pethuru, R., Preetha, E., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; Volume 117, pp. 129–164. [Google Scholar]
- Al, A.; Guizani, M.; Mohammadi, M.; Aledhari, M.; Ayyash, M. Internet of things: A survey on enabling technologies, protocols, and applications. IEEE Commun. Surv. Tutor 2015, 17, 2347–2376. [Google Scholar]
- Franco, J.; Aris, A.; Canberk, B.; Uluagac, A.S. A Survey of Honeypots and Honeynets for Internet of Things, Industrial Internet of Things, and Cyber-Physical Systems. IEEE Commun. Surv. Tutor 2021, 23, 2351–2383. [Google Scholar] [CrossRef]
- Banks, J.; Carson II, J.S.; Nelson, B.L.; Nicol, D.M. Discrete Event System Simulation, 5th ed.; Pearson Education: Madrid, Spain, 2009. [Google Scholar]
- Rodič, B. Industry 4.0 and the New Simulation Modelling Paradigm. Organizacija 2017, 50, 193–207. [Google Scholar] [CrossRef] [Green Version]
- Weyer, S.; Meyer, T.; Ohmer, M.; Gorecky, D.; Zühlke, D. Future Modeling and Simulation of CPS-based Factories: An Example from the Automotive Industry. IFAC-PapersOnLine 2016, 49, 97–102. [Google Scholar] [CrossRef]
- Suzuki, A.; Masutomi, K.; Ono, I.; Ishii, H.; Onoda, T. CPS-Sim: Co-Simulation for Cyber-Physical Systems with Accurate Time Synchronization. IFAC-PapersOnLine 2018, 51, 70–75. [Google Scholar] [CrossRef]
- Posada, J.; Toro, C.; Barandiaran, I.; Oyarzun, D.; Stricker, D.; Amicis, R.; Pinto, E.; Eisert, P.; Dollner, J.; Vallarino, I. Visual Computing as Key Enabling Technology for Industry 4.0 & Industrial Internet. IEEE Comput. Graph. Appl. 2015, 35, 26–40. [Google Scholar] [PubMed]
- Krishnamurthi, R.; Kumar, A. Modeling and Simulation for Industry 4.0. In Smart Production, Sharp Business and Sustainable Development. Advances in Science, Technology & Innovation, 1st ed.; Nayyar, A., Kumar, A., Eds.; Springer: Cham, Switzerland, 2020; pp. 127–141. [Google Scholar]
- Gunal, M.M. Simulation and the Fourth Industrial Revolution. In Simulation for Industry 4.0. Springer Series in Advanced Manufacturing, 1st ed.; Gunal, M., Ed.; Springer: Cham, Switzerland, 2019; pp. 1–17. [Google Scholar]
- Souza, M.L.H.; da Costa, A.; de Oliveira, G.; da Rosa, R. A survey on decision-making based on system reliability in the context of Industry 4.0. J. Manuf. Syst. 2020, 56, 133–156. [Google Scholar] [CrossRef]
- Ermağan, İ. Worldwide Artificial Intelligence Studies with a Comparative Perspective: How Ready is Turkey for This Revolution? In Artificial Intelligence Systems and the Internet of Things in the Digital Era. EAMMIS 2021, 1st ed.; Lecture Notes in Networks and, Systems; Musleh, A.M., Razzaque, A., Kamal, M.M., Eds.; Springer: Cham, Switzerland, 2021; Volume 239, pp. 500–512. [Google Scholar]
- Kamble, R.; Shah, D. Applications of artificial intelligence in human life. Int. J. Res. Granthaalayah 2018, 6, 178–188. [Google Scholar] [CrossRef]
- Chu, Y.; Chen, Q.; Fan, Z.; He, J.-J. Tunable V-Cavity Lasers Integrated With a Cyclic Echelle Grating for Distributed Routing Networks. IEEE Photon. Technol. Lett. 2019, 31, 943–946. [Google Scholar] [CrossRef]
- Radanliev, P.; De Roure, D.; Kleek, M.; Santos, O.; Ani, U. Artificial intelligence in cyber physical systems. AI Soc. 2021, 36, 783–796. [Google Scholar] [CrossRef]
- Lv, Z.; Xie, S. Artificial intelligence in the digital twins: State of the art, challenges, and future research topics. Digit. Twin 2022, 1, 1–23. [Google Scholar] [CrossRef]
- Silva, R.; Jia, X.; Lee, J.; Sun, K.; Walter, A.; Barata, J. Industrial Artificial Intelligence in Industry 4.0—Systematic Review, Challenges and Outlook. IEEE Access 2020, 8, 220121–220139. [Google Scholar]
- Wegner, P. Interoperability. ACM Comput. Surv. 1996, 28, 285–287. [Google Scholar] [CrossRef]
- IEEE. IEEE Standard Computer Dictionary: A Compilation of IEEE Standard Computer Glossaries; IEEE Standard: Piscataway, NJ, USA, 1991; Volume 610, pp. 1–217. [Google Scholar]
- Gonzalez, I.; Calderon, A.J.; Figueiredo, J.; Sousa, J.M.C. A Literature Survey on Open Platform Communications (OPC), Applied to Advanced Industrial Environments. Electronics 2019, 8, 510. [Google Scholar] [CrossRef] [Green Version]
- Chen, D.; Vernadat, F.B. Enterprise Interoperability: A Standardisation View, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2003; pp. 273–282. [Google Scholar]
- Zeid, A.; Sundaram, S.; Moghaddam, M.; Kamarthi, S.; Marion, T. Interoperability in Smart Manufacturing: Research Challenges. Machines 2019, 7, 21. [Google Scholar] [CrossRef] [Green Version]
- Yang, L. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar]
- Coşkun, S.; Kayıkcı, Y.; Gençay, E. Adapting Engineering Education to Industry 4.0 Vision. Technologies 2019, 7, 10. [Google Scholar] [CrossRef] [Green Version]
- Sakhapov, R.; Absalyamova, S. Fourth industrial revolution and the paradigm change in engineering education. MATEC Web Conf. 2018, 245, 12003. [Google Scholar] [CrossRef]
- Motyl, B.; Baronio, G.; Uberti, S.; Speranza, D.; Filippi, S. How will Change the Future Engineers’ Skills in the Industry 4.0 Framework? A Questionnaire Survey. Procedia Manuf. 2017, 11, 1501–1509. [Google Scholar] [CrossRef]
- Popkova, E.G.; Ragulina, Y.V.; Bogoviz, A.V. Fundamental Differences of Transition to Industry 4.0 from Previous Industrial Revolutions. In Industry 4.0: Industrial Revolution of the 21st Century. Studies in Systems, Decision and Control, 1st ed.; Popkova, E., Ragulina, Y., Bogoviz, A., Eds.; Springer: Cham, Switzerland, 2019; Volume 169, pp. 21–29. [Google Scholar]
- McKee, S.; Gauch, D. Implications of Industry 4.0 on Skills Development. Anticipating and Preparing for Emerging Skills and Jobs. Education in the Asia-Pacific Region: Issues, Concerns and Prospects, 1st ed.; Panth, B., Maclean, R., Eds.; Springer: Cham, Switzerland; Singapore, 2020; Volume 55, pp. 279–288. [Google Scholar]
- Kaur, R.; Awasthi, A.; Grzybowska, K. Evaluation of Key Skills Supporting Industry 4.0-A Review of Literature and Practice. In Sustainable Logistics and Production in Industry 4.0. EcoProduction (Environmental Issues in Logistics and Manufacturing), 1st ed.; Grzybowska, K., Awasthi, A., Sawhney, R., Eds.; Springer: Cham, Switzerland, 2020; pp. 19–29. [Google Scholar]
- Jakovljevic, Z.; Nedeljkovic, D. Cyber Physical Systems in Manufacturing Engineers Education. In Machine and Industrial Design in Mechanical Engineering. KOD 2021. Mechanisms and Machine Science, 1st ed.; Rackov, M., Mitrović, R., Čavić, M., Eds.; Springer: Cham, Switzerland, 2022; Volume 109, pp. 735–743. [Google Scholar]
- Harshama, F.; Tomizuka, M.; Fukuda, T. MechatronicsWhat is it, why, and how?—An editorial. IEEE/ASME Trans. Mechatron. 1996, 1, 1–4. [Google Scholar] [CrossRef]
- Bradley, D.; Russell, D.; Hehenberger, P.; Azorin, J.; Watt, S.; Milne, C. From Mechatronics to the Cloud. In Reinventing Mechatronics, 1st ed.; Xiu, Y., Bradley, D., Russell, D., Moore, P., Eds.; Springer: Cham, Switzerland, 2020; pp. 17–33. [Google Scholar]
- Hehenberger, P.; Vogel, B.; Bradley, D.A.; Eynard, B.; Tomiyama, T.; Achiche, S. Design, modelling, simulation and integration of cyber physical systems: Methods and applications. Comput. Ind. 2016, 82, 273–289. [Google Scholar] [CrossRef] [Green Version]
- Yan, X.T.; Bradley, D. Reinventing Mechatronics. In Reinventing Mechatronics, 1st ed.; Xiu, Y., Bradley, D., Russell, D., Moore, P., Eds.; Springer: Cham, Switzerland, 2020; pp. 1–10. [Google Scholar]
- Guérineau, B.; Bricogne, M.; Durupt, A.; Rivest, L. Mechatronics vs. cyber physical systems: Towards a conceptual framework for a suitable design methodology. In Proceedings of the 2016 11th France-Japan & 9th Europe-Asia Congress on Mechatronics (MECATRONICS)/17th International Conference on Research and Education in Mechatronics (REM), Compiegne, France, 15–17 June 2016; pp. 314–320. [Google Scholar]
- Craig, K. Mechatronic Capstone Design Course. Mechatron. Appl. Int. J. 2021, 2, 47–60. [Google Scholar] [CrossRef]
- Russell, D. Reinventing Mechatronics—Final Thoughts. In Reinventing Mechatronics, 1st ed.; Xiu, Y., Bradley, D., Russell, D., Moore, P., Eds.; Springer: Cham, Switzerland, 2020; pp. 179–186. [Google Scholar]
- Efendi, R.; Jama, J.; Yulastri, A. Development of Competency Based Learning Model in Learning Computer Networks. J. Phys. Conf. Ser. 2019, 1387, 012109. [Google Scholar] [CrossRef]
- Combéfis, S.; de Moffarts, G. Reinventing Evaluations with Competency Based Assessments: A Practical Experiment with Future Computer Science Engineers. In Proceedings of the 2020 IEEE Frontiers in Education Conference (FIE), Uppsala, Sweden, 21–24 October 2020; pp. 1–5. [Google Scholar]
- Caratozzolo, P.; Membrillo, J. Evaluation of Challenge Based Learning Experiences in Engineering Programs: The Case of the Tecnologico de Monterrey, Mexico. In Visions and Concepts for Education 4.0. ICBL 2020. Advances in Intelligent Systems and Computing, 1st ed.; Auer, M.E., Centea, D., Eds.; Springer: Cham, Switzerland, 2021; Volume 1314, pp. 419–428. [Google Scholar]
- Acakpovi, A.; Nutassey, K. Adoption of competency based education in TVET Institutions in Ghana: A case study of Mechanical Engineering Department, Accra Polytechnic. Int. J. Voc. Tech. Educ. 2015, 7, 64–69. [Google Scholar]
- Mace, K.L.; Welch, C.E. The future of health professions education: Considerations for competency-based education in athletic training. Athl. Train. Educ. J. 2019, 14, 215–222. [Google Scholar] [CrossRef] [Green Version]
- Gervais, J. The operational definition of competency-based education. J. Competency-Based Educ. 2016, 1, 98–106. [Google Scholar] [CrossRef]
- Filipowicz, G. Zarządzanie kompetencjami. In Perspektywa Firmowa i Osobista Warszawa, 1st ed.; Wolters Kluwer SA: Alphen aan den Rijn, The Netherlands, 2014. [Google Scholar]
- Ramirez, R.A.; Morales, R.; Iqbal, H.; Parra, R. Engineering Education 4.0: -proposal for a new Curricula. In Proceedings of the 2018 IEEE Global Engineering Education Conference (EDUCON), Santa Cruz de Tenerife, Spain, 17–20 April 2018. [Google Scholar]
- Armstrong, M.; Taylor, S. Armstrong’s Handbook of Human Resource Management Practice, 13th ed.; Kogan Page: London, UK, 2014. [Google Scholar]
- Mertens, L. Labor Competition: Systems, Emergence and Models, 1st ed.; Cinterfor/OIT: Montevideo, Uruguay, 1996. [Google Scholar]
- Galdeano, C.; Valiente, A. Professional competencies. Educ. Quím Univ. Nac. Autónoma De México 2010, 21, 28–32. [Google Scholar]
- Crisol, E. Using Active Methodologies: The students’ view. Procedia Soc. Behav. Sci. 2017, 237, 672–677. [Google Scholar]
- Navas, N.A. Active methodologies and the nurturing of students’ autonomy, Semina: Ciências Sociais e Humanas. Londrina 2011, 32, 25–40. [Google Scholar]
- Baena, F.; Guarin, A.; Mora, J.; Sauza, J.; Retat, S. Learning factory: The path to industry 4.0. Procedia Manuf. 2017, 9, 73–80. [Google Scholar] [CrossRef]
- Prinz, C.; Morlock, F.; Freith, S.; Kreggenfeld, N.; Kreimeier, D.; Kuhlenkötter, B. Learning factory modules for smart factories in industrie 4.0. Procedia CiRp 2016, 54, 113–118. [Google Scholar] [CrossRef] [Green Version]
- Labrador, J. Active methodologies, 1st ed.; Polytechnic University of Valencia: Valencia, Spain, 2008. [Google Scholar]
- De Miguel, M. Teaching Modalities Focused on the Development of Competences: Orientations to Promote Methodological Change in the European Higher Education Area. Project EA2005–0118, 1st ed.Ediciones Universidad de Oviedo: Oviedo, Spain, 2005. [Google Scholar]
- López, E.J.; Flores, M.A.; Sandoval, G.L.; Velázquez, B.L.; Vázquez, J.J.D.; Velasquez, L.A.G. Reverse Engineering and Straightforward Design as Tools to Improve the Teaching of Mechanical Engineering. In Industry Integrated Engineering and Computing Education, 1st ed.; Abdulwahed, M., Bouras, A., Veillard, L., Eds.; Springer: Cham, Switzerland, 2019; pp. 93–118. [Google Scholar]
- Navarro, L.; Jiménez, E.; Bojórquez, I.; Ramírez, G. Competencies and teaching strategies: Experiences at the La Salle University Norwest. In Educación Handbook T-I, 1st ed.; Ecorfan: Guanajuato, Mexico, 2013; pp. 101–113. [Google Scholar]
- Lin, K.Y.; Wu, Y.T.; Hsu, Y.T.; Williams, P.J. Effects of infusing the engineering design process into STEM project-based learning to develop preservice technology teachers’ engineering design thinking. Int. J. STEM Educ. 2021, 1, 1. [Google Scholar] [CrossRef]
- Liu, Y.; Whitaker, S.; Hayes, C.; Logsdon, J.; McAfee, L.; Parker, R. Establishment of an experimental-computational framework for promoting Project-based learning for vibrations and controls education. Int. J. Mech. Eng. Educ. 2022, 50, 158–175. [Google Scholar] [CrossRef]
- Pandian, S.R. Intelligent Mechatronic Technologies for Green Energy Systems. In Proceedings of the 2010 ASEE Gulf-Southwest Annual Conference, McNeese State University, Lake Charles, LA, USA, 24–26 March 2010; pp. 1–12. [Google Scholar]
- Atef, A. Project-Based Learning in Mechatronics Engineering: Modelling and development of an autonomous wheeled mobile robot for firefighting. Eurasia Proc. Educ. Soc. Sci. 2016, 4, 198–204. [Google Scholar]
- Zarte, M.; Pechmann, A. Implementing an Energy Management System in a Learning Factory—A Project-Based Learning Approach. Procedia Manuf. 2020, 45, 72–77. [Google Scholar] [CrossRef]
- Abele, E. Learning factory. In CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–5. [Google Scholar]
- Roll, M.; Ifenthaler, D. Learning Factories 4.0 in technical vocational schools: Can they foster competence development? Empir. Res. Voc. Ed. Train. 2021, 13, 20. [Google Scholar] [CrossRef]
- Tirado, L.; Estrada, J.; Ortiz, R.; Solano, H.; González, J.; Alfonso, D.; Restrepo, G.; Delgado, J.; Ortiz, D. Professional competencies: A strategy for the successful performance of industrial engineers. Rev. Fac. Ing. Univ. Antioq. 2007, 40, 123–139. [Google Scholar]
- Granrath, L. Large Scale Optimization Is Needed for Industry 4.0 and Society 5.0. In Optimization in Large Scale Problems. Springer Optimization and Its Applications, 1st ed.; Fathi, M., Khakifirooz, M., Pardalos, P., Eds.; Springer: Cham, Switzerland, 2019; Volume 152, pp. 3–6. [Google Scholar]
- Qin, S.F.; Cheng, K. Future Digital Design and Manufacturing: Embracing Industry 4.0 and Beyond. Chin. J. Mech. Eng. 2017, 30, 1047–1049. [Google Scholar] [CrossRef] [Green Version]
- Sharma, A.; Yadava, G.S.; Deshmukh, S.G. A literature review and future perspectives on maintenance optimization. J. Qual. Maint. Eng. 2011, 17, 5–25. [Google Scholar] [CrossRef]
- Al, B.; Algabroun, H.; Jonsson, M. Maintenance 4.0 to fulfill the demands of Industry 4.0 and Factory of the Future. Int. J. Eng. Res. 2018, 8, 20–31. [Google Scholar]
- Almagor, D.; Lavid, D.; Nowitz, A.; Vesely, E. Maintenance 4.0 Implementation Handbook, 1st ed.; Reliabilityweb Inc.: Fort Myers, FL, USA, 2020. [Google Scholar]
- Thames, L.; Schaefer, D. Cybersecurity for Industry 4.0 and Advanced Manufacturing Environments with Ensemble Intelligence. In Cybersecurity for Industry 4.0. Springer Series in Advanced Manufacturing, 1st ed.; Thames, L., Schaefer, D., Eds.; Springer: Cham, Switzerland, 2017; pp. 243–265. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Features | Industry 3.0 | Industry 3.5 | Industry 4.0 |
|---|---|---|---|
| Core Concept | Highly automated system | Decision making ability with the improvement of existing environments | Smart factory with CPS and IoT |
| Production Strategy | Mass Production | Flexible Manufacturing (diverse products with small lot size) | Mass Customization |
| Quality Control | Statistical Process Control | Advances Process Control | Self-aware; Self-prediction |
| Resources Management | Materials Management; Human Resource Management, etc. | Total resource Management | Self-configure; Self-optimize |
| Development Priorities | Investment of hardware | Integration of ability of data analysis and experience of management | Construction of CPS and IoT |
| Criteria | CPS | DT |
|---|---|---|
| Origin | Proposed by Helen Gill at NSF in 2006 | Presented by Michael Grieves in 2003 |
| Interaction type | Cyber and Physical interaction | Cyber and physical interaction |
| Interaction level | One-to-many components interaction | One-to-one component interaction |
| Core elements | Computation, communication, and control | Computation and communication |
| Control means | Models and actuators | Models |
| Individual Application | Simulation Tools | Simulation-Based System Design | Digital Twin Concept |
|---|---|---|---|
| Simulation is limited to very specific topics by experts, e.g., mechanics | Simulation is a standard tool to answer specific design and engineering questions, e.g., fluid dynamics. | Simulations allow a systemic approach to multi-level and multi-disciplinary systems with enhanced range of applications, e.g., model based systems engineering. | Simulations is a core functionality of systems by means of seamless assistance along entire life cycle, e.g., supporting operation and service with direct linkage to operation data. |
| 1960+ | 1985+ | 2000+ | 2015 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiménez López, E.; Cuenca Jiménez, F.; Luna Sandoval, G.; Ochoa Estrella, F.J.; Maciel Monteón, M.A.; Muñoz, F.; Limón Leyva, P.A. Technical Considerations for the Conformation of Specific Competences in Mechatronic Engineers in the Context of Industry 4.0 and 5.0. Processes 2022, 10, 1445. https://doi.org/10.3390/pr10081445
Jiménez López E, Cuenca Jiménez F, Luna Sandoval G, Ochoa Estrella FJ, Maciel Monteón MA, Muñoz F, Limón Leyva PA. Technical Considerations for the Conformation of Specific Competences in Mechatronic Engineers in the Context of Industry 4.0 and 5.0. Processes. 2022; 10(8):1445. https://doi.org/10.3390/pr10081445
Chicago/Turabian StyleJiménez López, Eusebio, Francisco Cuenca Jiménez, Gabriel Luna Sandoval, Francisco Javier Ochoa Estrella, Marco Antonio Maciel Monteón, Flavio Muñoz, and Pablo Alberto Limón Leyva. 2022. "Technical Considerations for the Conformation of Specific Competences in Mechatronic Engineers in the Context of Industry 4.0 and 5.0" Processes 10, no. 8: 1445. https://doi.org/10.3390/pr10081445