
Ultrasonic Plasticizing and Pressing of High-Aspect Ratio Micropillar Arrays with Superhydrophobic and Superoleophilic Properties


Abstract
:1. Introduction
2. Materials and Methods
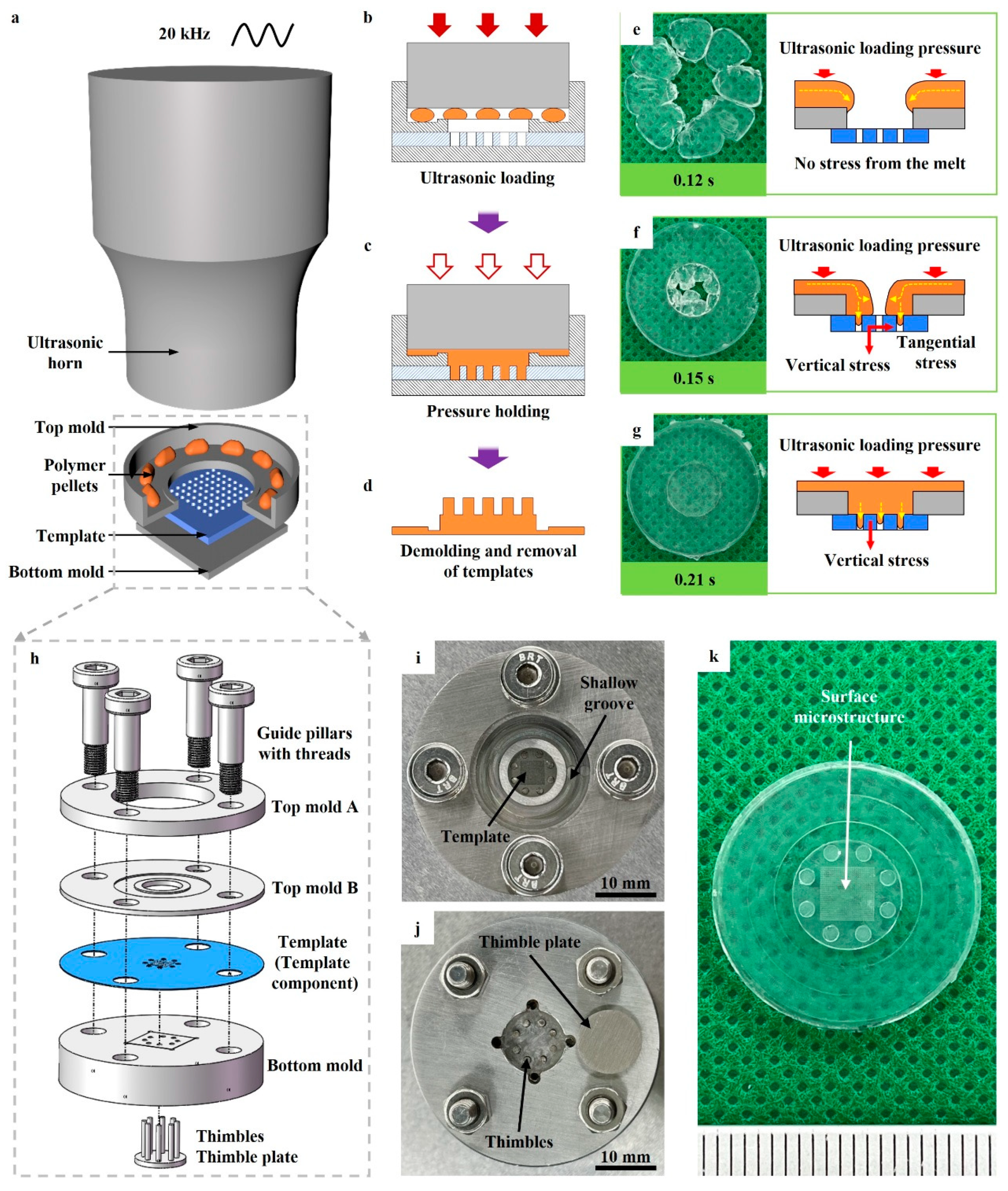
2.1. The UPP Process
2.2. Materials, Templates, and Equipment
2.3. Fabrication of Micropiller Arrays
2.4. Characterization
3. Results and Discussion
3.1. The Characteristics and Advantages of UPP
3.2. Micronscale Single-Stage Arrays
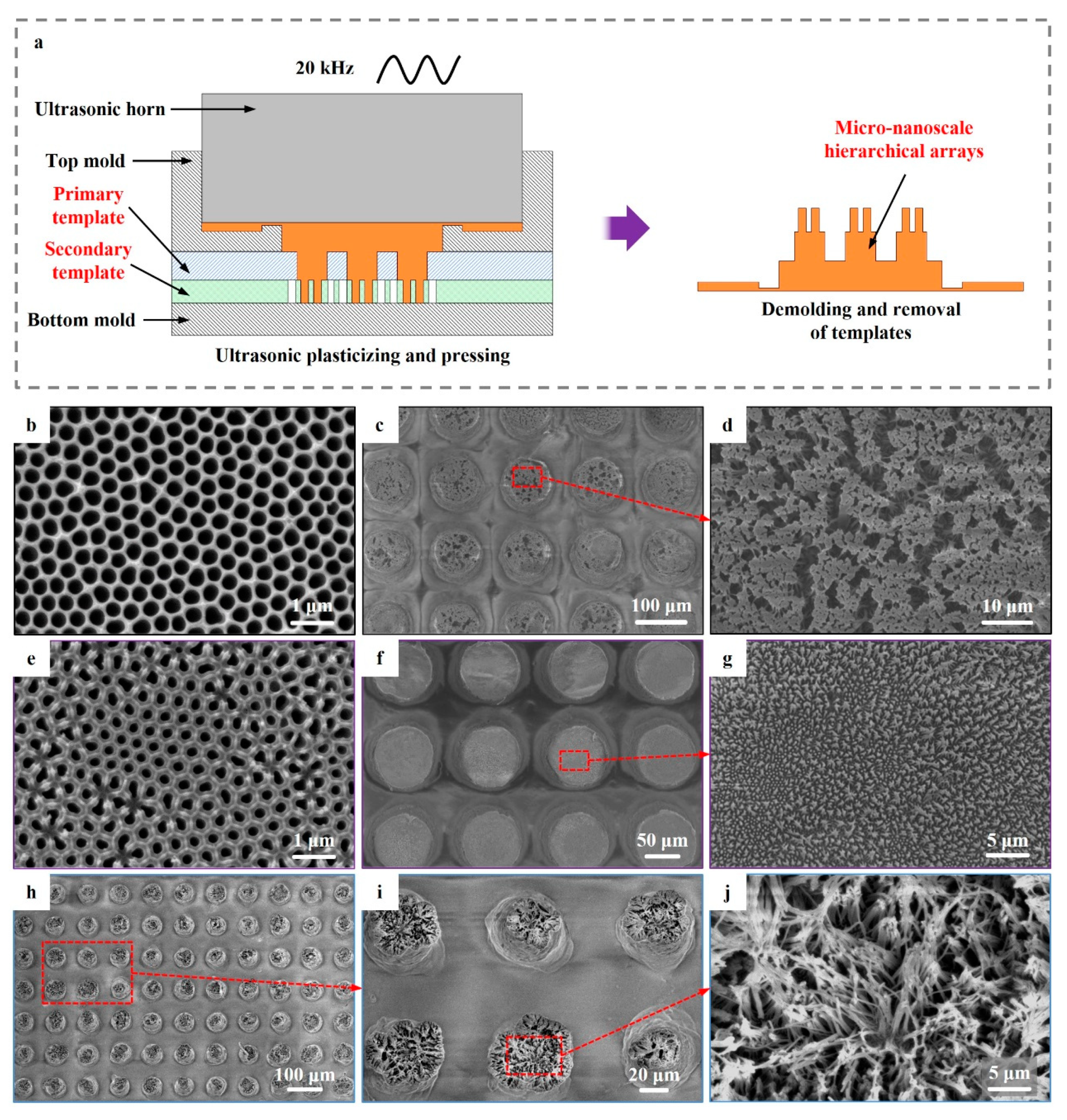
3.3. Micro/Nanoscale Hierarchical Arrays
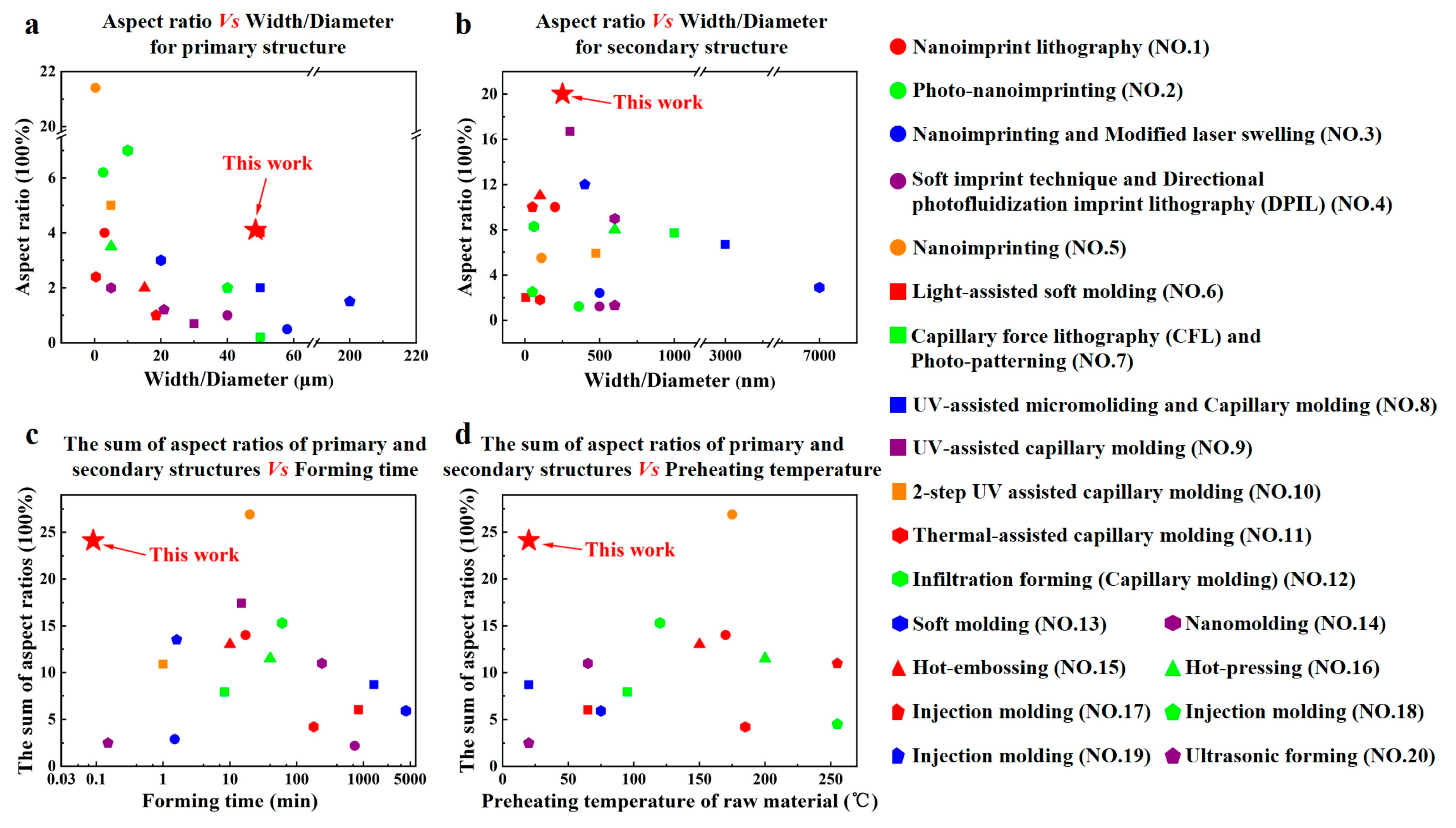
3.4. Comparison with Other Methods for Fabricating Micropillar Arrays
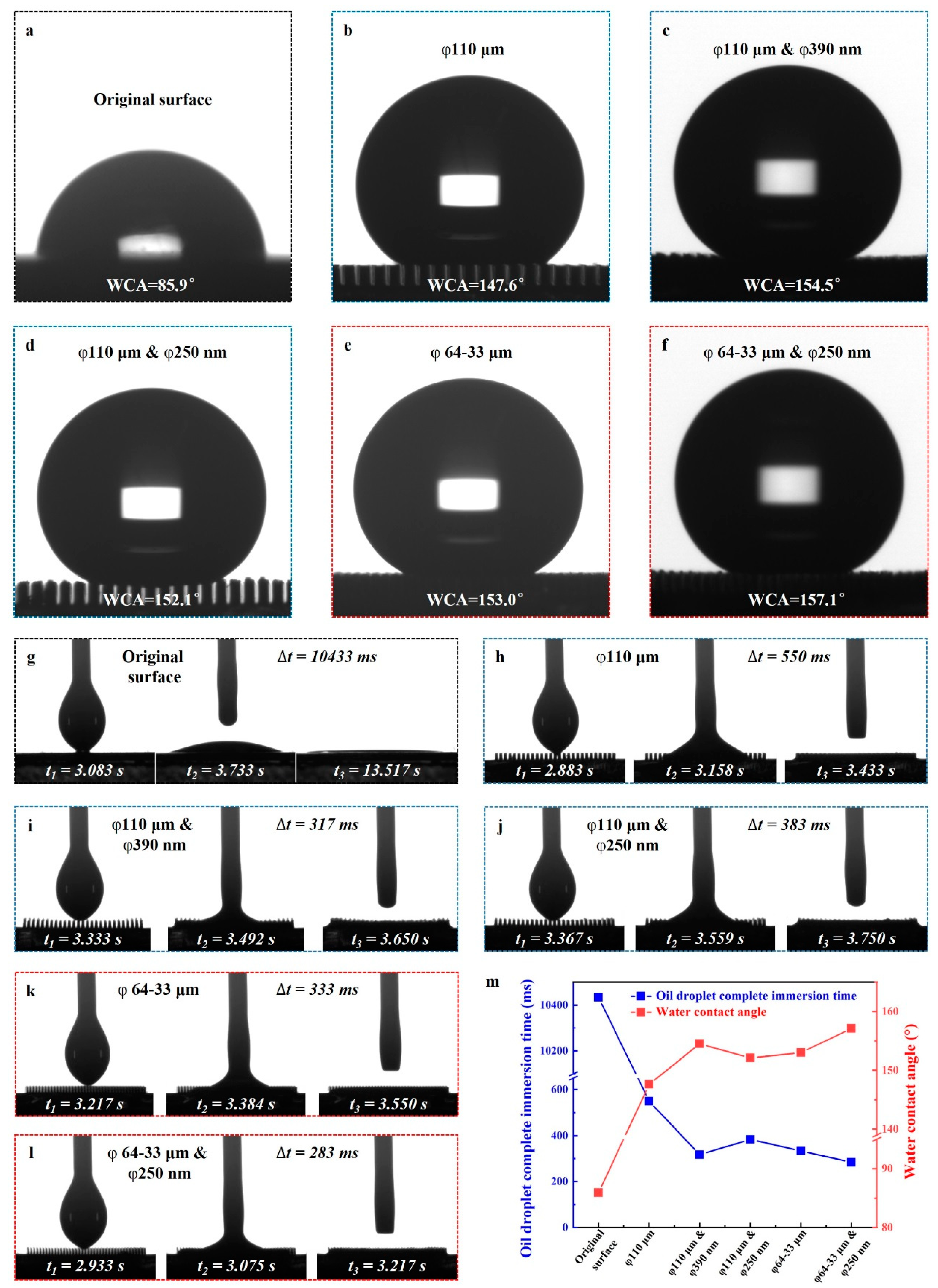
3.5. Wettability
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Peng, Y.J.; Huang, H.X.; Xie, H. Rapid fabrication of antireflective pyramid structure on polystyrene film used as protective layer of solar cell. Sol. Energy Mater. Sol. Cells 2017, 171, 98–105. [Google Scholar] [CrossRef]
- Fu, J.; Li, Z.; Li, X.; Sun, F.; Li, L.; Li, H.; Zhao, J.; Ma, J. Hierarchical porous metallic glass with strong broadband absorption and photothermal conversion performance for solar steam generation. Nano Energy 2023, 106, 108019. [Google Scholar] [CrossRef]
- Tadepalli, S.; Slocik, J.M.; Gupta, M.K.; Naik, R.R.; Singamaneni, S. Bio-optics and bio-inspired optical materials. Chem. Rev. 2017, 117, 12705–12763. [Google Scholar] [CrossRef] [PubMed]
- Bandara, C.D.; Singh, S.; Afara, I.O.; Wolff, A.; Tesfamichael, T.; Ostrikov, K.; Oloyede, A. Bactericidal effects of natural nanotopography of dragonfly wing on escherichia coli. ACS Appl. Mater. Interfaces 2017, 9, 6746–6760. [Google Scholar] [CrossRef] [PubMed]
- Tsui, K.H.; Li, X.; Tsoi, J.K.H.; Leung, S.F.; Tang, L.; Chak, W.Y.; Zhang, C.; Chen, J.; Cheung, G.S.P.; Fan, Z. Low-cost, flexible, disinfectant-free and regular-array three-dimensional nanopyramid antibacterial films for clinical applications. Nanoscale 2018, 10, 10436–10442. [Google Scholar] [CrossRef] [PubMed]
- Hu, D.; Deng, Y.; Jia, F.; Jin, Q.; Ji, J. Surface charge switchable supramolecular nanocarriers for nitric oxide synergistic photodynamic eradication of biofilms. ACS Nano 2020, 14, 347–359. [Google Scholar] [CrossRef] [PubMed]
- Ye, S.; Cheng, C.; Chen, X.; Chen, X.; Shao, J.; Zhang, J.; Hu, H.; Tian, H.; Li, X.; Ma, L.; et al. High-performance piezoelectric nanogenerator based on microstructured P (VDF-TrFE)/BNNTs composite for energy harvesting and radiation protection in space. Nano Energy 2019, 60, 701–714. [Google Scholar] [CrossRef]
- Zhang, Y.; Han, F.; Hu, Y.; Xiong, Y.; Gu, H.; Zhang, G.; Zhu, P.; Sun, R.; Wong, C.P. Flexible and highly sensitive pressure sensors with surface discrete microdomes made from self-assembled polymer microspheres array. Macromol. Chem. Phys. 2020, 221, 2000073. [Google Scholar] [CrossRef]
- Attia, U.M.; Marson, S.; Alcock, J.R. Micro-injection moulding of polymer microfluidic devices. Microfluid. Nanofluid. 2009, 7, 1–28. [Google Scholar] [CrossRef]
- Rytka, C.; Kristiansen, P.M.; Neyer, A. Iso- and variothermal injection compression moulding of polymer micro-and nanostructures for optical and medical applications. J. Micromech. Microeng. 2015, 25, 065008. [Google Scholar] [CrossRef]
- Hench, L.L.; West, J.K. The sol-gel process. Chem. Rev. 1990, 90, 33–72. [Google Scholar] [CrossRef]
- Dudem, B.; Heo, J.H.; Leem, J.W.; Yu, J.S.; Im, S.H. CH3NH3PbI3 planar perovskite solar cells with antireflection and self-cleaning function layers. J. Mater. Chem. A 2016, 4, 7573–7579. [Google Scholar] [CrossRef]
- Zhang, Y.; Lin, C.T.; Yang, S. Fabrication of hierarchical pillar arrays from thermoplastic and photosensitive SU-8. Small 2010, 6, 768–775. [Google Scholar] [CrossRef] [PubMed]
- Jeong, H.E.; Suh, K.Y. On the role of oxygen in fabricating microfluidic channels with ultraviolet curable materials. Lab Chip 2008, 8, 1787–1792. [Google Scholar] [CrossRef]
- Deshmukh, S.S.; Goswami, A. Hot embossing of polymers—A review. Mater. Today Proc. 2020, 26, 405–414. [Google Scholar] [CrossRef]
- Li, J.M.; Liu, C.; Peng, J. Effect of hot embossing process parameters on polymer flow and microchannel accuracy produced without vacuum. J. Mater. Process. Technol. 2008, 207, 163–171. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mélé, P. Microinjection molding of thermoplastic polymers: A review. J. Micromech. Microeng. 2007, 17, R96. [Google Scholar] [CrossRef]
- Sha, B.; Dimov, S.; Griffiths, C.; Packianather, M.S. Investigation of micro-injection moulding: Factors affecting the replication quality. J. Mater. Process. Technol. 2007, 183, 284–296. [Google Scholar] [CrossRef]
- Mekaru, H.; Nakamura, O.; Maruyama, O.; Maeda, R.; Hattori, T. Development of precision transfer technology of atmospheric hot embossing by ultrasonic vibration. Microsyst. Technol. 2007, 13, 385–391. [Google Scholar] [CrossRef]
- Sato, A.; Ito, H.; Koyama, K. Study of application of ultrasonic wave to injection molding. Polym. Eng. Sci. 2009, 49, 768–773. [Google Scholar] [CrossRef]
- Qiu, Z.; Yang, X.; Zheng, H.; Gao, S.; Fang, F. Investigation of micro-injection molding based on longitudinal ultrasonic vibration core. Appl. Opt. 2015, 54, 8399–8405. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.W.; Lee, C.H.; Jung, P.G.; Shin, B.S.; Kin, J.H.; Hwang, K.Y.; Ko, J.S. Polymer microreplication using ultrasonic vibration energy. J. Micro/Nanolithogr. MEMS MOEMS 2009, 8, 021113. [Google Scholar] [CrossRef]
- Lee, C.H.; Jung, P.G.; Lee, S.M.; Park, S.H.; Shin, B.S.; Kim, J.H.; Hwang, K.Y.; Ko, J.S. Replication of polyethylene nano-micro hierarchical structures using ultrasonic forming. J. Micromech. Microeng. 2010, 20, 035018. [Google Scholar] [CrossRef]
- Li, Z.; Fu, J.; Zhang, L.; Ma, J.; Shen, J. Rapid Forming of Nanowire Array on Polyvinylidene Fluoride Polymer Surfaces at Room Temperature by Ultrasonic Loading. J. Adv. Eng. Mater. 2023, 25, 2200700. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Y.; Chen, S.; Ma, J.; Wu, X.; Shi, H.; Fu, L.; Xu, B. Fabrication of microplastic parts with a hydrophobic surface by micro ultrasonic powder moulding. J. Manuf. Process. 2020, 56, 180–188. [Google Scholar] [CrossRef]
- Pan, L.; Wu, W.; Jia, C.; Liu, J. Ultrasonic plasticization micro-injection molding technology: Characterization of replication fidelity and wettability of high-depth microstructure. J. Polym. Res. 2023, 30, 349. [Google Scholar] [CrossRef]
- Liang, X.; Wu, X.; Xu, B.; Ma, J.; Liu, Z.; Peng, T.; Fu, L. Phase structure development as preheating UHMWPE powder temperature changes in the micro-UPM process. J. Micromech. Microeng. 2016, 26, 015014. [Google Scholar] [CrossRef]
- Jiang, B.; Zou, Y.; Liu, T.; Wu, W. Characterization of the fluidity of the ultrasonic plasticized polymer melt by spiral flow testing under micro-scale. Polymers 2019, 11, 357. [Google Scholar] [CrossRef]
- Jiang, B.; Peng, H.; Wu, W.; Jia, Y.; Zhang, Y. Numerical simulation and experimental investigation of the viscoelastic heating mechanism in ultrasonic plasticizing of amorphous polymers for micro injection molding. Polymers 2016, 8, 199. [Google Scholar] [CrossRef]
- Janer, M.; Planta, X.; Riera, D. Ultrasonic moulding: Current state of the technology. Ultrasonics 2020, 102, 106038. [Google Scholar] [CrossRef]
- Wu, W.; Peng, H.; Jia, Y.; Jiang, B. Characteristics and mechanisms of polymer interfacial friction heating in ultrasonic plasticization for micro injection molding. Microsyst. Technol. 2017, 23, 1385–1392. [Google Scholar] [CrossRef]
- Chen, J.; Chen, Y.; Li, H.; Lai, S.Y.; Jow, J. Physical and chemical effects of ultrasound vibration on polymer melt in extrusion. Ultrason. Sonochem. 2010, 17, 66–71. [Google Scholar] [CrossRef]
- Peshkovskii, S.L.; Friedman, M.L.; Tukachinskii, A.I.; Vinogradov, G.V.; Enikolopian, N.S. Acoustic cavitation and its effect on flow in polymers and filled systems. Polym. Compos. 1983, 4, 126–134. [Google Scholar] [CrossRef]
- Yang, Y.J.; Huang, C.C.; Lin, S.K.; Tao, J. Characteristics analysis and mold design for ultrasonic assisted injection molding. J. Polym. Eng. 2014, 34, 673–681. [Google Scholar] [CrossRef]
- Yang, Y.J.; Huang, C.C.; Tao, J. Application of ultrasonic-assisted injection molding for improving melt flowing and floating fibers. J. Polym. Eng. 2016, 36, 119–128. [Google Scholar] [CrossRef]
- Yang, Y.J.; Huang, C.C. Effects of ultrasonic injection molding conditions on the plate processing characteristics of PMMA. J. Polym. Eng. 2018, 38, 905–914. [Google Scholar] [CrossRef]
- Liu, S.J.; Dung, Y.T. Hot embossing precise structure onto plastic plates by ultrasonic vibration. Polym. Eng. Sci. 2005, 45, 915–925. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yu, C.H. A basic experimental study of ultrasonic assisted hot embossing process for rapid fabrication of microlens arrays. J. Micromech. Microeng. 2015, 25, 025010. [Google Scholar] [CrossRef]
- Zhu, J.; Tian, Y.; Yang, C.; Cai, L.; Wang, F.; Zhang, D.; Liu, X. Low-cost and fast fabrication of the ultrasonic embossing on polyethylene terephthalate (PET) films using laser processed molds. Microsyst. Technol. 2017, 23, 5653–5668. [Google Scholar] [CrossRef]
- Liao, S.; Gerhardy, C.; Sackmann, J.; Schomburg, W.K. Tools for ultrasonic hot embossing. Microsyst. Technol. 2015, 21, 1533–1541. [Google Scholar] [CrossRef]
- Liang, X.; Li, B.; Wu, X.; Shi, H.; Zeng, K.; Wang, Y. Micro UHMW-PE column array molded by the utilization of PCB as mold insert. Circuit World 2013, 39, 95–101. [Google Scholar] [CrossRef]
- Gülür, M.; Brown, E.; Gough, T.; Romano, J.M.; Penchev, P.; Dimov, S.; Whiteside, B. Ultrasonic micromoulding: Process characterisation using extensive in-line monitoring for micro-scaled products. J. Manuf. Process. 2020, 58, 289–301. [Google Scholar] [CrossRef]
- Pan, L.; Wu, W.; Liu, J.; Li, X. Ultrasonic plasticization microinjection precision molding of polypropylene microneedle arrays. ACS Appl. Polym. Mater. 2023, 5, 9354–9363. [Google Scholar] [CrossRef]
- Cassie, A.; Baxter, S. Wettability of Porous Surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Raut, H.K.; Baji, A.; Hariri, H.H.; Parveen, H.; Soh, G.S.; Low, H.Y.; Wood, K.L. Gecko-inspired dry adhesive based on micro-nanoscale hierarchical arrays for application in climbing devices. ACS Appl. Mater. Interfaces 2018, 10, 1288–1296. [Google Scholar] [CrossRef] [PubMed]
- Yanagishita, T.; Sou, T.; Masuda, H. Micro-nano hierarchical pillar array structures prepared on curved surfaces by nanoimprinting using flexible molds from anodic porous alumina and their application to superhydrophobic surfaces. RSC Adv. 2022, 12, 20340–20347. [Google Scholar] [CrossRef] [PubMed]
- Shao, J.; Ding, Y.; Wang, W.; Mei, X.; Zhai, H.; Tian, H.; Li, X.; Liu, B. Generation of fully-covering hierarchical micro-/nano-structures by nanoimprinting and modified laser swelling. Small 2014, 10, 2595–2601. [Google Scholar] [CrossRef] [PubMed]
- Choi, J.; Cho, W.; Jung, Y.S.; Kang, H.S.; Kin, H.T. Direct fabrication of micro/nano-patterned surfaces by vertical-directional photofluidization of azobenzene materials. ACS Nano 2017, 11, 1320–1327. [Google Scholar] [CrossRef] [PubMed]
- Ho, A.Y.Y.; Yeo, L.P.; Lam, Y.C.; Rodriguez, I. Fabrication and analysis of gecko-inspired hierarchical polymer nanosetae. ACS Nano 2011, 5, 1897–1906. [Google Scholar] [CrossRef] [PubMed]
- Greiner, C.; Arzt, E.; Campo, A.D. Hierarchical gecko-like adhesives. Adv. Mater. 2009, 21, 479–482. [Google Scholar] [CrossRef]
- Aksak, B.; Murphy, M.P.; Sitti, M. Adhesion of biologically inspired vertical and angled polymer microfiber arrays. Langmuir 2007, 23, 3322–3332. [Google Scholar] [CrossRef] [PubMed]
- Murphy, M.P.; Aksak, B.; Sitti, M. Adhesion and anisotropic friction enhancements of angled heterogeneous micro-fiber arrays with spherical and spatula tips. J. Adhes. Sci. Technol. 2007, 21, 1281–1296. [Google Scholar] [CrossRef]
- Murphy, M.P.; Kim, S.; Sitti, M. Enhanced adhesion by gecko-inspired hierarchical fibrillar adhesives. ACS Appl. Mater. Interfaces 2009, 1, 849–855. [Google Scholar] [CrossRef] [PubMed]
- Ma, Z.; Jiang, C.; Li, X.; Ye, F.; Yuan, W. Controllable fabrication of periodic arrays of high-aspect-ratio micro-nano hierarchical structures and their superhydrophobicity. J. Micromech. Microeng. 2013, 23, 095027. [Google Scholar] [CrossRef]
- Jeong, H.E.; Lee, J.K.; Kim, H.N.; Moon, S.H.; Suh, K.Y. A nontransferring dry adhesive with hierarchical polymer nanohairs. Proc. Natl. Acad. Sci. USA 2009, 106, 5639–5644. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.Y.; Lee, D.H.; Lee, S.G.; Cho, K. Hierarchical gecko-inspired nanohairs with a high aspect ratio induced by nanoyielding. Soft Matter 2012, 8, 4905–4910. [Google Scholar] [CrossRef]
- Kustandi, T.S.; Samper, V.D.; Ng, W.S.; Chong, A.S.; Gao, H. Fabrication of a gecko-like hierarchical fibril array using a bonded porous alumina template. J. Micromech. Microeng. 2007, 17, N75. [Google Scholar] [CrossRef]
- Jin, K.J.; Tian, Y.; Erickson, J.S.; Puthoff, J.; Autumn, K.; Pesika, N.S. Design and Fabrication of Gecko-Inspired Adhesives. Langmuir 2012, 28, 5737–5742. [Google Scholar] [CrossRef] [PubMed]
- Sitti, M. High aspect ratio polymer micro/nano-structure manufacturing using nanoembossing, nanomolding and directed self-assembly. In Proceedings of the 2003 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, Kobe, Japan, 20–24 July 2003. [Google Scholar]
- Li, K.; Hernandez-Castro, J.A.; Turcotte, K.; Morton, K.; Veres, T. Superhydrophobic thermoplastic surfaces with hierarchical micro-nanostructures fabricated by hot embossing. In Proceedings of the 20th IEEE International Conference on Nanotechnology, Montreal, QC, Canada, 29–31 July 2020. [Google Scholar]
- Bhushan, B.; Lee, H. Fabrication and characterization of multi-level hierarchical surfaces. Faraday Discuss. 2012, 156, 235–241. [Google Scholar] [CrossRef]
- Puukilainen, E.; Rasilainen, T.; Suvanto, M.; Pakkanen, T.A. Superhydrophobic polyolefin surfaces: Controlled micro-and nanostructures. Langmuir 2007, 23, 7263–7268. [Google Scholar] [CrossRef]
- Huovinen, E.; Hirvi, J.; Suvanto, M.; Pakkanen, T.A. Micro-micro hierarchy replacing micro–nano hierarchy: A precisely controlled way to produce wear-resistant superhydrophobic polymer surfaces. Langmuir 2012, 28, 14747–14755. [Google Scholar] [CrossRef] [PubMed]
- Zhou, M.; Xiong, X.; Jiang, B.; Weng, C. Fabrication of high aspect ratio nanopillars and micro/nano combined structures with hydrophobic surface characteristics by injection molding. Appl. Surf. Sci. 2018, 427, 854–860. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Technique | Structural Levels | Primary Structure/Micron-Scale | Secondary Structure /Nanoscale | Ultrasonic Duration Time (s) | Mold Temperature (°C) | Raw Material | Mold/Template | Reference | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Width/ Diameter (μm) | Aspect Ratio | Width/ Diameter (nm) | Aspect Ratio | ||||||||
| 1 | Ultrasonic-assisted hot embossing | Single-stage | 250 | 0.4 | / | / | 2 | Room temperature | Polymethyl methacrylate (PMMA) | 304 stainless steel mold | [38] |
| 2 | Ultrasonic embossing | Single-stage | 100 | 2.7 | / | / | 1 | Room temperature | Polyethylene terephthalate (PET) | 6061 aluminum mold | [39] |
| 3 | Ultrasonic hot embossing | Single-stage | 280 | 0.5 | / | / | Not reported | Room temperature | High-density polyethylene (HDPE) | Aluminum mold | [40] |
| 4 | Ultrasonic micromolding | Single-stage | 68.5 | 0.8 | / | / | 2.5 | Room temperature | Polymethyl methacrylate (PMMA) | Nickel micro-mold | [22] |
| 5 | Micro ultrasonic powder molding (micro-UPM) | Single-stage | 108.4 | 1.7 | / | / | 4.5 | Room temperature | Ultra-high-molecule weight polyethylene (UHMWPE) | Printed circuit board (PCB) | [41] |
| 6 | Ultrasonic micromoulding | Single-stage | 409 | 2.1 | / | / | 4 | 90 | Polypropylene (PP) | Metal mold | [42] |
| 7 | Ultrasonic plasticization microinjection molding (UPMIM) | Single-stage | 174.5 | 2.7 | / | / | 2 | 90 | Polypropylene (PP) | 316 stainless steel mold | [43] |
| 8 | Ultrasonic loading | Single-stage | / | / | 200 | 5 | 0.7 | Room temperature | Polyvinylidene fluoride (PVDF) | AAO template | [24] |
| 9 | Ultrasonic forming | Hierarchical | 20.9 | 1.2 | 600 | 1.3 | 3 | Room temperature | Polyethylene (PE) | Nickel nano–micro mold | [23] |
| 10 | Ultrasonic plasticizing and pressing (UPP) | Hierarchical | 48.5 | 4.1 | 250 | 20 | 0.3 | Room temperature | Polypropylene (PP) | (i) 304 stainless steel template (primary structure). (ii) AAO template (secondary structure). | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.; Du, J.; Xu, S.; Lei, J.; Ma, J.; Zhu, L. Ultrasonic Plasticizing and Pressing of High-Aspect Ratio Micropillar Arrays with Superhydrophobic and Superoleophilic Properties. Processes 2024, 12, 856. https://doi.org/10.3390/pr12050856
Wu S, Du J, Xu S, Lei J, Ma J, Zhu L. Ultrasonic Plasticizing and Pressing of High-Aspect Ratio Micropillar Arrays with Superhydrophobic and Superoleophilic Properties. Processes. 2024; 12(5):856. https://doi.org/10.3390/pr12050856
Chicago/Turabian StyleWu, Shiyun, Jianjun Du, Shuqing Xu, Jianguo Lei, Jiang Ma, and Likuan Zhu. 2024. "Ultrasonic Plasticizing and Pressing of High-Aspect Ratio Micropillar Arrays with Superhydrophobic and Superoleophilic Properties" Processes 12, no. 5: 856. https://doi.org/10.3390/pr12050856