
Design of a Multi-Tube Pd-Membrane Module for Tritium Recovery from He in DEMO


Abstract
:1. Introduction
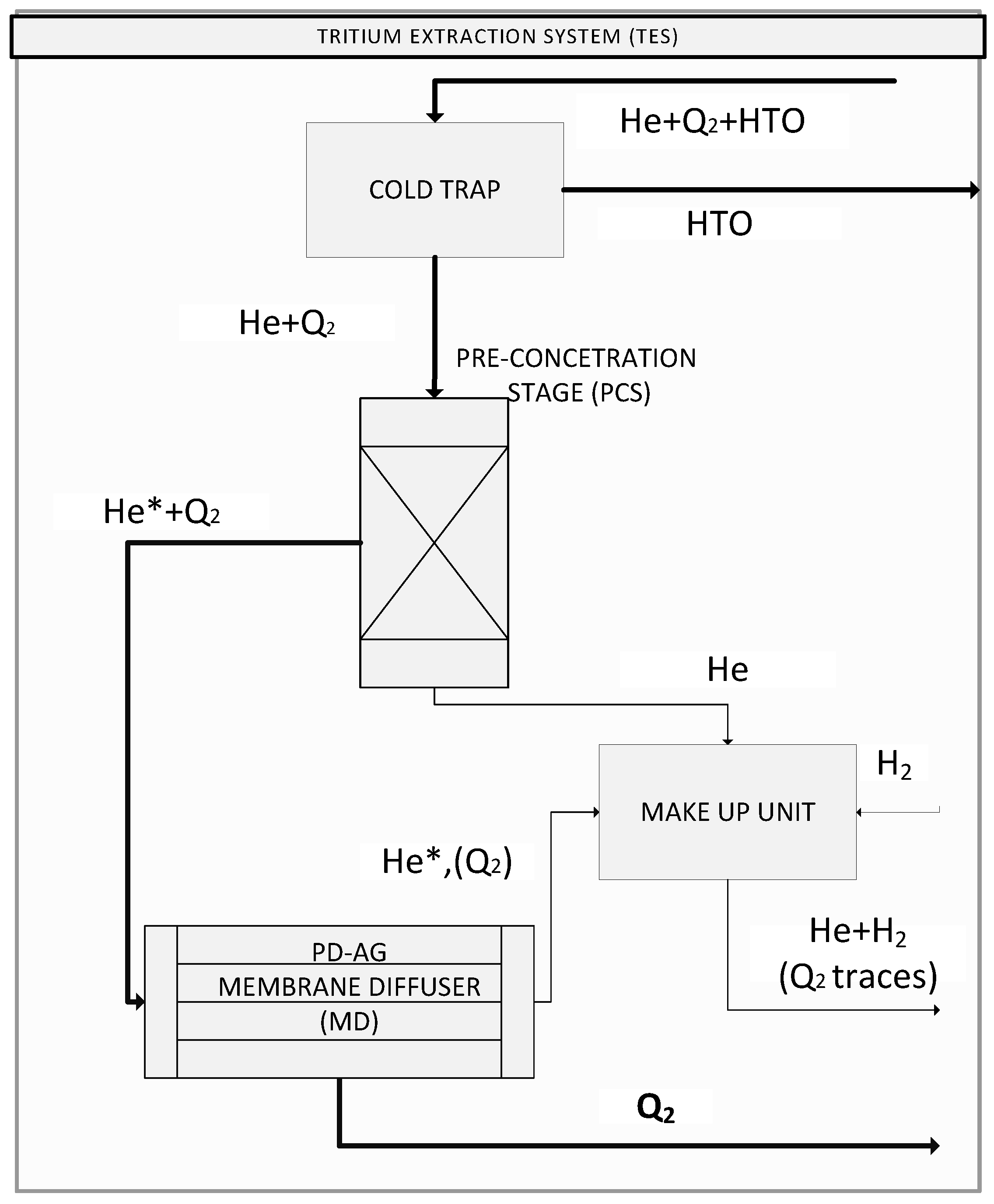
2. Tritium Extraction System for a HCPB Breeding Blanket
2.1. Pre-Concentration Stage (PCS)
2.2. Membrane Diffuser
3. Modelling
3.1. TES Modelling
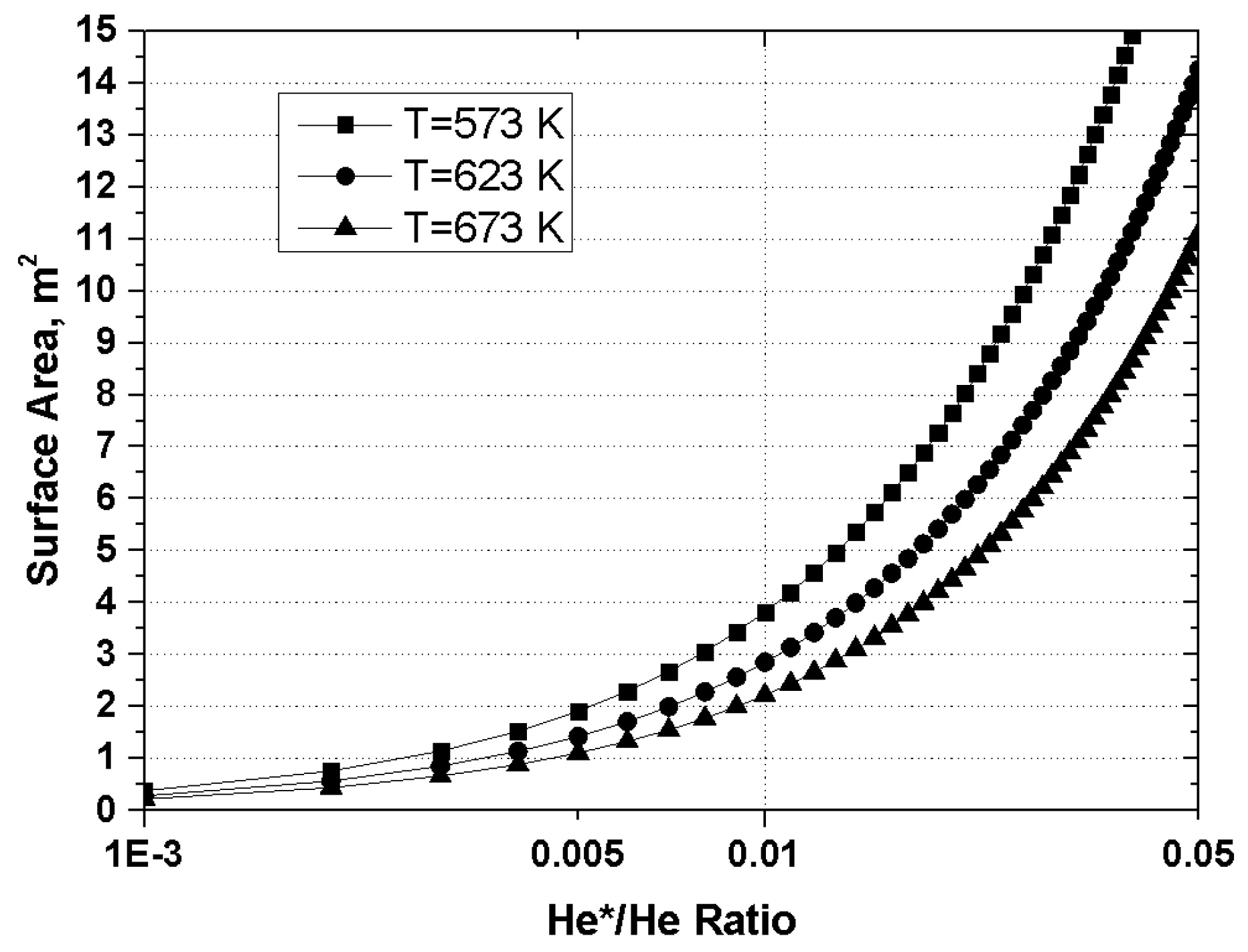
3.2. Pd-Ag Membranes Modelling
- Very fast radial diffusion (null radial gradient)
- Steady state condition
- Perfect gas behavior
- Mass transfer behavior that follows the Sieverts’ law
- Total membrane selectivity
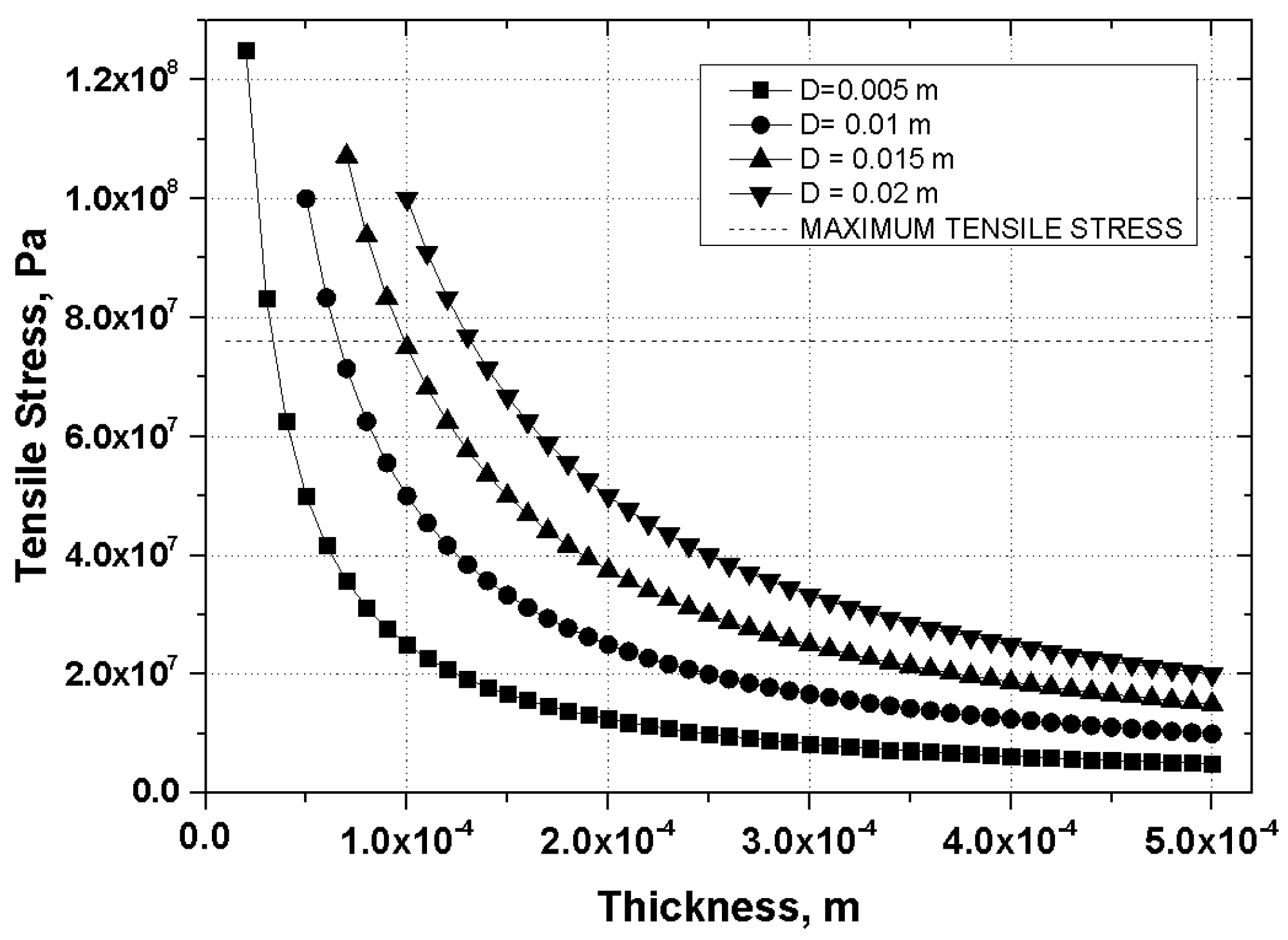
- The model requires, as input data, the feed gas properties (flow rate, pressure, and composition), the geometry of the tubes (diameter, length, and thickness), and the operating temperature
4. Results and Discussion
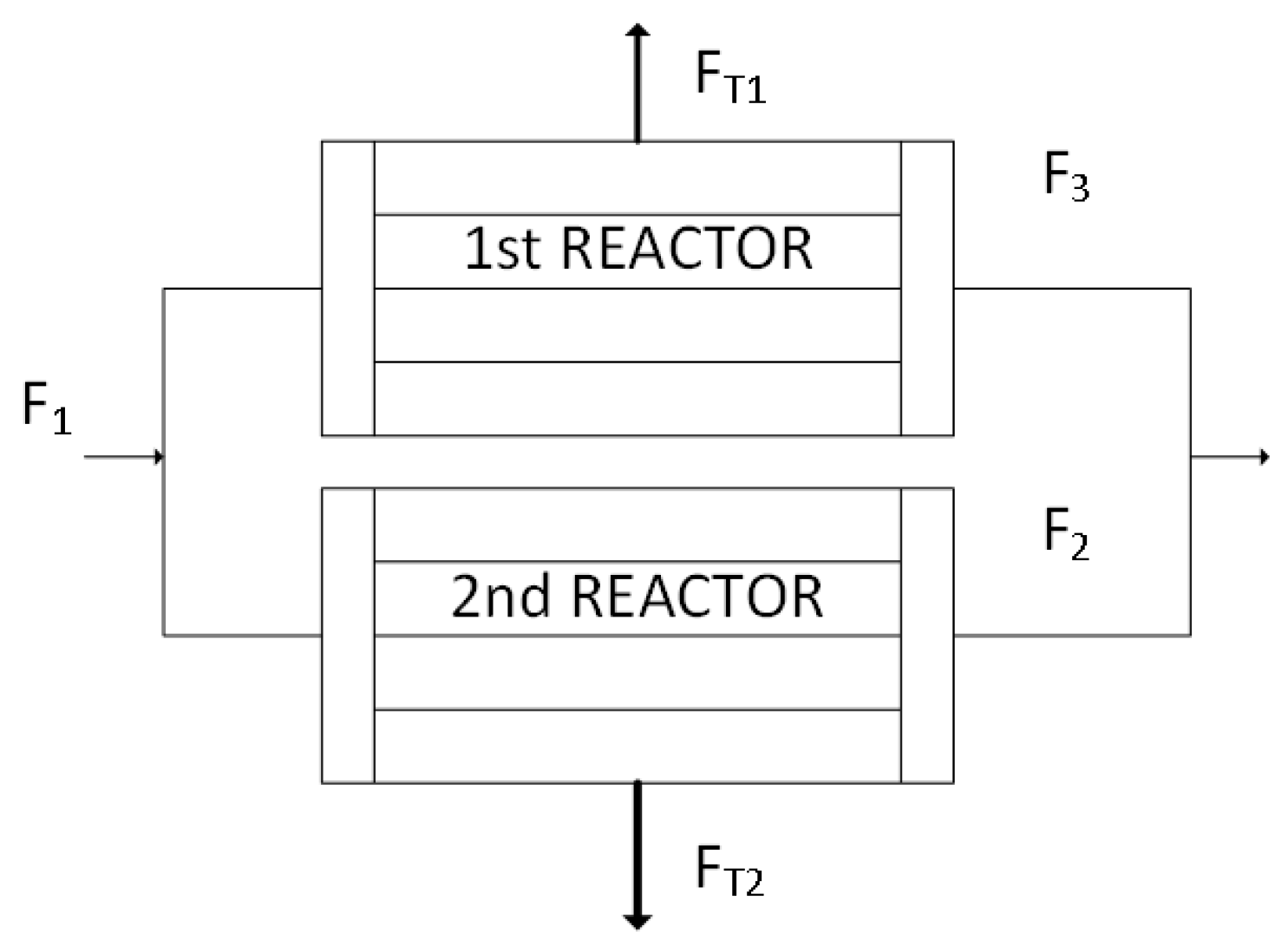
Membrane Module Configuration
5. Conclusions
Author Contributions
Conflicts of Interest
References
- International Energy Outlook 2016—World Energy Demand and Economc Outlook—Energy Information Administration. Available online: http://www.eia.gov/forecasts/ieo/world.cfm (accessed on 1 September 2016).
- Matthews, G.F.; Beurskens, M.; Brezinsek, S.; Groth, M.; Joffrin, E.; Loving, A.; Kear, M.; Mayoral, M.; Neu, R.; Prior, P.; et al. JET ITER-like wall—Overview and experimental programme. Phys. Scr. 2011, 2011, 14001. [Google Scholar] [CrossRef]
- Paméla, J.; Matthews, G.F.; Philipps, V.; Kamendje, R. An ITER-like wall for JET. J. Nucl. Mater. 2007, 363–365, 1–11. [Google Scholar] [CrossRef]
- Maisonnier, D.; Campbell, D.; Cook, I.; di Pace, L.; Giancarli, L.; Hayward, J.; Puma, A.L.; Medrano, M.; Norajitra, P.; Roccella, M.; et al. Power plant conceptual studies in Europe. Nucl. Fusion 2007, 47, 1524. [Google Scholar] [CrossRef]
- Ihli, T.; Basu, T.K.; Giancarli, L.M.; Konishi, S.; Malang, S.; Najmabadi, F.; Nishio, S.; Raffray, A.R.; Rao, C.V.S.; Sagara, A.; et al. Review of blanket designs for advanced fusion reactors. Fusion Eng. Des. 2008, 83, 912–919. [Google Scholar] [CrossRef]
- Poitevin, Y.; Boccaccini, L.V.; Zmitko, M.; Ricapito, I.; Salavy, J.-F.; Diegele, E.; Gabriel, F.; Magnani, E.; Neuberger, H.; Lässer, R.; et al. Tritium breeder blankets design and technologies in Europe: Development status of ITER Test Blanket Modules, test & qualification strategy and roadmap towards DEMO. Fusion Eng. Des. 2010, 85, 2340–2347. [Google Scholar]
- Giancarli, L.; Chuyanov, V.; Abdou, M.; Akiba, M.; Hong, B.G.; Lässer, R.; Pan, C.; Strebkov, Y. Test blanket modules in ITER: An overview on proposed designs and required DEMO-relevant materials. J. Nucl. Mater. 2007, 367–370, 1271–1280. [Google Scholar] [CrossRef]
- Bachmann, C.; Aiello, G.; Albanese, R.; Ambrosino, R.; Arbeiter, F.; Aubert, J.; Boccaccini, L.; Carloni, D.; Federici, G.; Fischer, U.; et al. Initial DEMO tokamak design configuration studies. Fusion Eng. Des. 2015, 98–99, 1423–1426. [Google Scholar] [CrossRef]
- Rizzello, C.; Tosti, S. Overview of the tritium system of Ignitor. Fusion Eng. Des. 2008, 83, 594–600. [Google Scholar] [CrossRef]
- Demange, D. Advanced tritium extraction process for HCPB breeding blanket. In Proceedings of the 17th IEA International Workshop on Ceramic Breeder Blanket Interactions (CBBl-17), Barcelona, Spain, 12–14 September 2013.
- Knitter, R.; Boccaccini, L.V.; Ibarra, A. Tritium release, extraction and permeation. In Proceedings of the 17th IEA International Workshop on Ceramic Breeder Blanket Interactions (CBBl-17), Barcelona, Spain, 12–14 September 2013; KIT Scientific Reports, 7654. KIT Scientific Publishing: Karlsruhe, Germany, 2014. [Google Scholar]
- Paglieri, S.N.; Way, J.D. Innovations in Palladium Membrane Research. Sep. Purif. Rev. 2002, 31, 1–169. [Google Scholar] [CrossRef]
- Shu, J.; Grandjean, B.P.A.; Neste, A.V.; Kaliaguine, S. Catalytic palladium-based membrane reactors: A review. Can. J. Chem. Eng. 1991, 69, 1036–1060. [Google Scholar] [CrossRef]
- Uemiya, S. State-of-the-Art of Supported Metal Membranes for Gas Separation. Sep. Purif. Rev. 1999, 28, 51–85. [Google Scholar] [CrossRef]
- Moulijn, J.A.; Stankiewicz, A.I.; Schramm, O.; Seidel-Morgenstern, A. 1st International symposium on multifunctional reactorsComparing porous and dense membranes for the application in membrane reactors. Chem. Eng. Sci. 1999, 54, 1447–1453. [Google Scholar]
- Wu, L.-Q.; Xu, N.; Shi, J. Preparation of a Palladium Composite Membrane by an Improved Electroless Plating Technique. Ind. Eng. Chem. Res. 2000, 39, 342–348. [Google Scholar] [CrossRef]
- Tosti, S.; Bettinali, L.; Castelli, S.; Sarto, F.; Scaglione, S.; Violante, V. Sputtered, electroless, and rolled palladium-ceramic membranes. J. Membr. Sci. 2002, 196, 241–249. [Google Scholar] [CrossRef]
- Shu, J.; Grandjean, B.P.A.; Ghali, E.; Kaliaguine, S. Simultaneous deposition of Pd and Ag on porous stainless steel by electroless plating. J. Membr. Sci. 1993, 77, 181–195. [Google Scholar] [CrossRef]
- Tosti, S.; Bettinali, L. Diffusion bonding of pd-ag rolled membranes. J. Mater. Sci. 2004, 39, 3041–3046. [Google Scholar] [CrossRef]
- Ackerman, F.J.; Koskinas, G.J. Permeation of hydrogen and deuterium through palladium-silver alloys. J. Chem. Eng. Data 1972, 17, 51–55. [Google Scholar] [CrossRef]
- Yoshida, H.; Konishi, S.; Naruse, Y. Preliminary Design of a Fusion Reactor Fuel Cleanup System by the Palladium-Alloy Membrane Method. FST 1983, 3, 471–484. [Google Scholar]
- Glugla, M.; Penzhorn, R. Proceedings of the Third International Symposium on Fusion Nuclear Technology Development of fusion fuel cycle technology at the Tritium Laboratory Karlsruhe: the experiment CAPRICE. Fusion Eng. Des. 1995, 28, 348–356. [Google Scholar] [CrossRef]
- Birdsell, S.A.; Willms, R.S. Tritium recovery from tritiated water with a two-stage palladium membrane reactor. Fusion Eng. Des. 1998, 39–40, 1041–1048. [Google Scholar] [CrossRef]
- Tosti, S.; Bettinali, L.; Violante, V.; Basile, A.; Chiappetta, M.; Criscuoli, A.; Drioli, E.; Rizzello, C. Pd Based Ultrathin Membranes for the Tritiated Water Gas Shift Reaction in the ITER Breeder Recovery System; Fusion Technology: Marseille, France, 1998; Vol. 2, pp. 1033–1036. [Google Scholar]
- Tosti, S.; Rizzello, C. 24—Membranes for nuclear power applications. In Advanced Membrane Science and Technology for Sustainable Energy and Environmental Applications; Woodhead Publishing Series in Energy; Woodhead Publishing: New Delhi, India, 2011; pp. 769–791. [Google Scholar]
- Tosti, S.; Nicholas, G. (Eds.) Tritium in Fusion: Production, Uses and Environmental Impact; 9781624172700 Hardcover—Revaluation Books; Nova Science Publishers: New York, NY, USA, 2013; Available online: http://www.abebooks.co.uk/Tritium-Fusion-Production-Uses-Environmental-Impact/17328606312/bd (accessed on 4 October 2016).
- Ciampichetti, A.; Nitti, F.S.; Aiello, A.; Ricapito, I.; Liger, K.; Demange, D.; Sedano, L.; Moreno, C.; Succi, M. Conceptual design of Tritium Extraction System for the European HCPB Test Blanket Module. Fusion Eng. Des. 2012, 87, 620–624. [Google Scholar] [CrossRef]
- Borisevich, O.; Antunes, R.; Demange, D. Experimental study of permeation and selectivity of zeolite membranes for tritium processes. Fusion Eng. Des. 2015, 98–99, 1755–1758. [Google Scholar] [CrossRef]
- Sedano, L.A. Tritium Cycle Design for He-cooled Blankets for DEMO; Laboratorio Nacional de Fusión por Confinamiento Magnético, CIEMAT: Madrid, Spain, 2007. [Google Scholar]
- Mannone, F. Safety in Tritium Handling Technology; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Beloglazov, S.; Glugla, M.; FanghÃnel, E.; Perevezentsev, A.; Wagner, R. Performance of a Full-Scale ITER Metal Hydride Storage Bed in Comparison with Requirements. FST 2008, 54, 22–26. [Google Scholar]
- Mannone, F. (Ed.) Safety in Tritium Handling Technology; Eurocourses: Nuclear Science and Technology; Springer: Dordrecht, The Netherlands, 1993; Volume 1.
- Penzhorn, R.-D.; devillers, M.; Sirch, M. Evaluation of ZrCo and other getters for tritium handling and storage. J. Nucl. Mater. 1990, 170, 217–231. [Google Scholar] [CrossRef]
- Bekris, N.; Caldwell-Nichols, C.; Hutter, E. Cold trap and cryogenic molecular sieve adsorber: Components for tritium extraction from the purge gas of the HCPB-breeder blanket for ITER. Fusion Eng. Des. 2003, 69, 21–25. [Google Scholar] [CrossRef]
- Demange, D.; Wagner, R.; Franza, F.; Tosti, S.; Santucci, A.; Ciampichetti, A. DAS Design Assessment Studies—In-Vessel Component Design and Interaction; EFDA, 2012; p. 97. [Google Scholar]
- Tosti, S.; Bettinali, L.; Violante, V. Rolled thin Pd and Pd–Ag membranes for hydrogen separation and production. Int. J. Hydrogen Energy 2000, 25, 319–325. [Google Scholar] [CrossRef]
- Violante, V.; Tosti, S.; Colombini, A.; Castelli, S.; de Francesco, M. Experimental confirmation of thetheoretical previsions for the applicability of catalytic membrane reactors for the fusion fuel cycle. Fusion Technol. 1996, 2, 1205–1208. [Google Scholar]
- Vadrucci, M.; Borgognoni, F.; Moriani, A.; Santucci, A.; Tosti, S. Hydrogen permeation through Pd–Ag membranes: Surface effects and Sieverts’ law. Int. J. Hydrogen Energy 2013, 38, 4144–4152. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Reference |
| Tritium production (g·d−1) | 365 | [35] |
| He purge flow rate (kg·h−1) | 1440 | [35] |
| He purge pressure (MPa) | 0.11 | [35] |
| Doping ratio (H2/He) (wt. %) | 0.10 | [35] |
| η TES (-) | 0.80 | [35] |
| HT partial pressure in He (Pa) | 1.1 | [35] |
| HTO partial pressure in He (Pa) | 0.031 | [35] |
| Assumed Values | ||
| η PCS (-) | 0.95 | |
| η MD (-) | 0.84 | |
| He*/He ratio | 0.01 | |
| pshell (kPa) | 5 | |
| MD lumen pressure (MPa) | 1 | |
| Gas Species | Mass Flow Rate (kg·h−1) | Volumetric Flow Rate (Nm3·h−1) |
|---|---|---|
| He* | 14.400 | 80.690 |
| HT | 0.0137 | 0.0760 |
| H2 | 1.368 | 15.179 |
| Thickness (m) | Area (m2) |
|---|---|
| 5.00 × 10−5 | 1.43 |
| 1.00 × 10−4 | 2.85 |
| 1.50 × 10−4 | 4.28 |
| PAR | SERIES | |||||
|---|---|---|---|---|---|---|
| T | η1 | 0.84 | 0.2 | 0.5 | 0.68 | 0.8 |
| η2 | - | 0.8 | 0.68 | 0.5 | 0.2 | |
| 573 K | 1st DIFFUSER | 244 | 61 | 152 | 183 | 228 |
| 2nd DIFFUSER | - | 209 | 141 | 109 | 38 | |
| TOT | 244 | 270 | 293 | 292 | 266 | |
| 623 K | 1st DIFFUSER | 182 | 45 | 114 | 136 | 170 |
| 2nd DIFFUSER | - | 209 | 141 | 109 | 38 | |
| TOT | 182 | 255 | 254 | 245 | 208 | |
| 673 K | 1st DIFFUSER | 142 | 35 | 88 | 106 | 133 |
| 2nd DIFFUSER | - | 209 | 141 | 109 | 38 | |
| TOT | 142 | 245 | 229 | 215 | 171 | |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Incelli, M.; Santucci, A.; Tosti, S.; Carlini, M. Design of a Multi-Tube Pd-Membrane Module for Tritium Recovery from He in DEMO. Processes 2016, 4, 40. https://doi.org/10.3390/pr4040040
Incelli M, Santucci A, Tosti S, Carlini M. Design of a Multi-Tube Pd-Membrane Module for Tritium Recovery from He in DEMO. Processes. 2016; 4(4):40. https://doi.org/10.3390/pr4040040
Chicago/Turabian StyleIncelli, Marco, Alessia Santucci, Silvano Tosti, and Maurizio Carlini. 2016. "Design of a Multi-Tube Pd-Membrane Module for Tritium Recovery from He in DEMO" Processes 4, no. 4: 40. https://doi.org/10.3390/pr4040040