Rheometric Non-Isothermal Gelatinization Kinetics of Chickpea Flour-Based Gluten-Free Muffin Batters with Added Biopolymers

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Gluten-Free Muffin Batter Making
2.3. Rheological Measurements of Muffin Batter
2.4. Kinetic Modeling of Non-Isothermal Rheological Data
2.5. Statistical Analysis of Kinetic Parameters
3. Results and Discussion
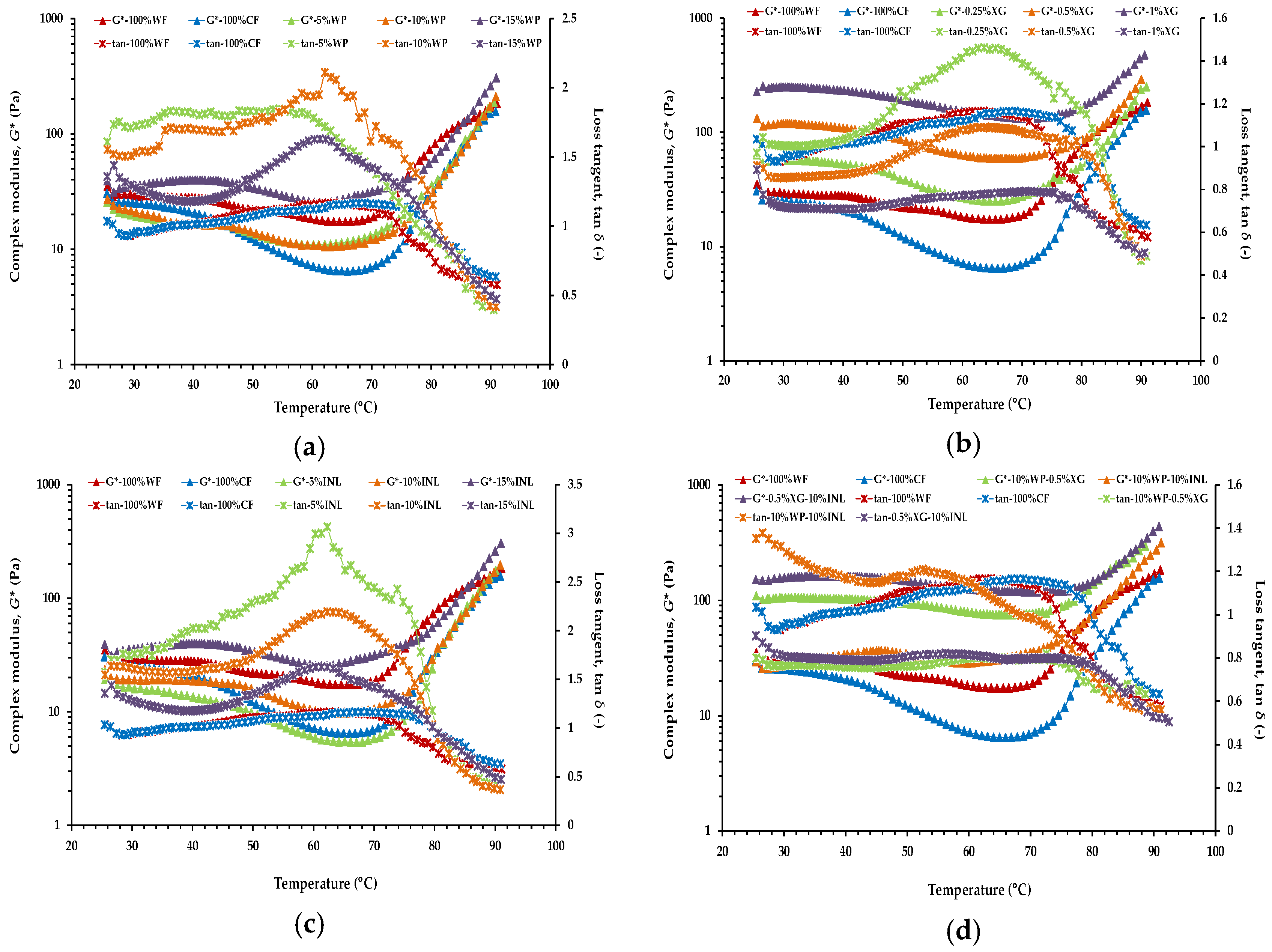
3.1. Effect of Non-Isothermal Heating on Viscoelastic Rheological Properties
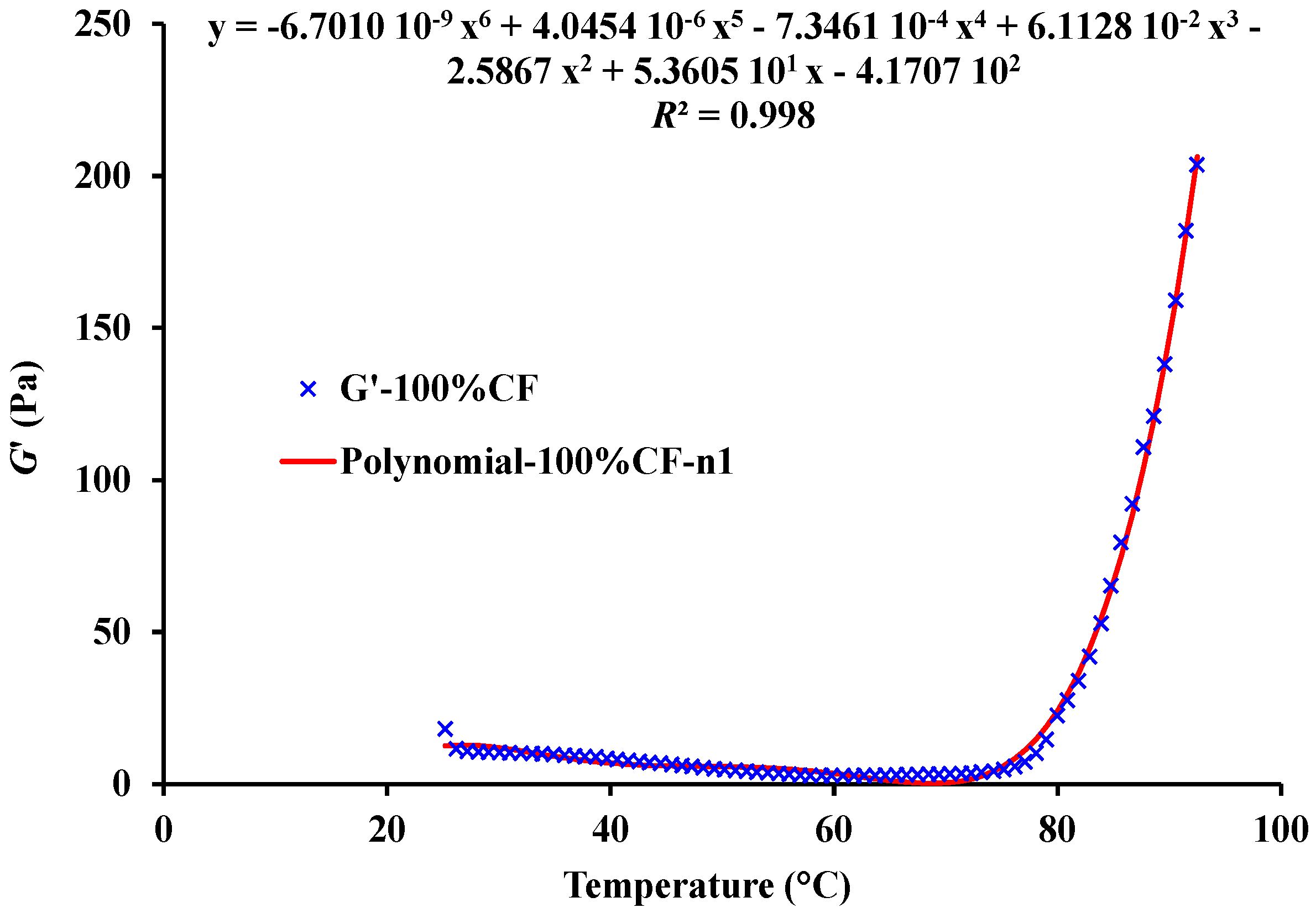
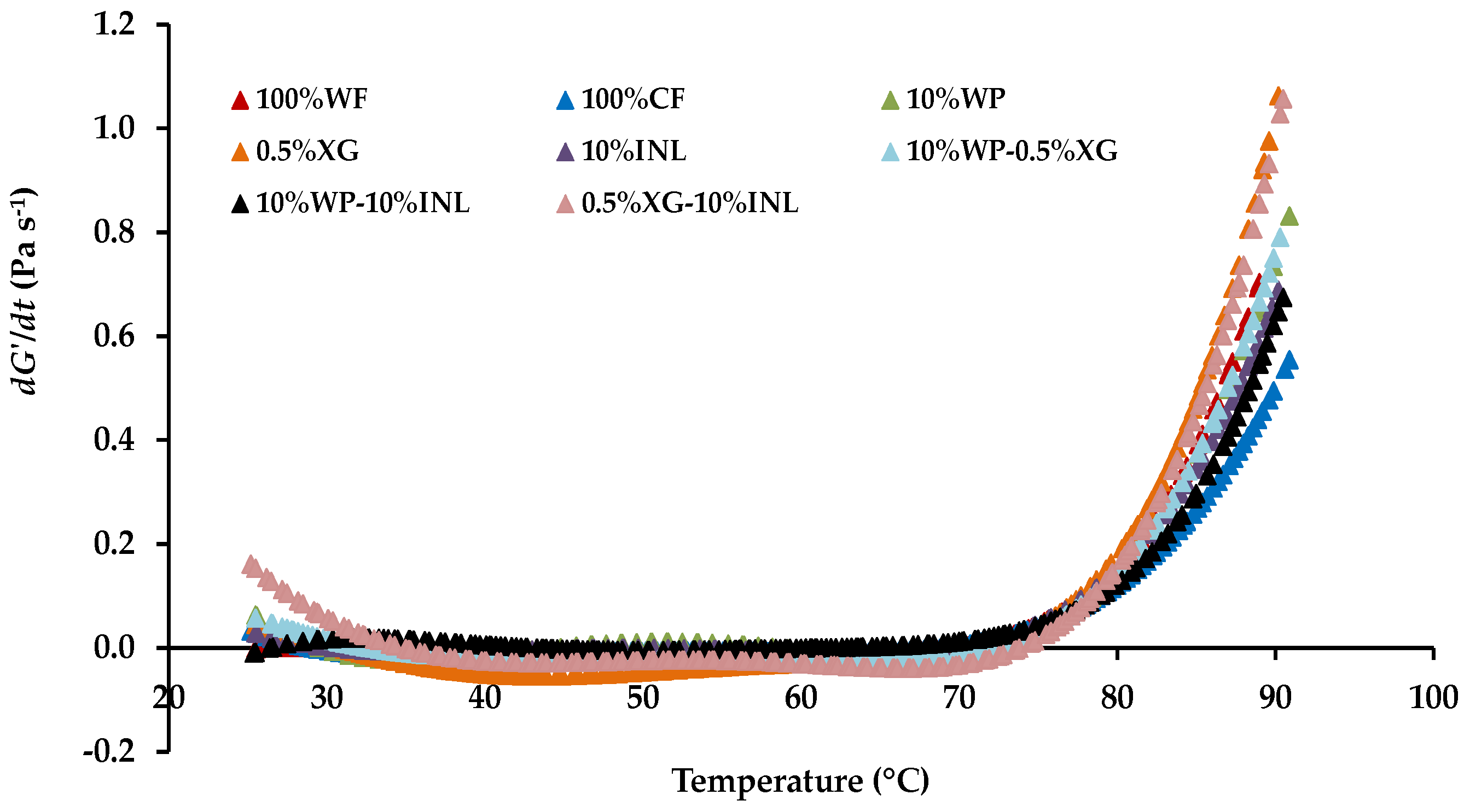
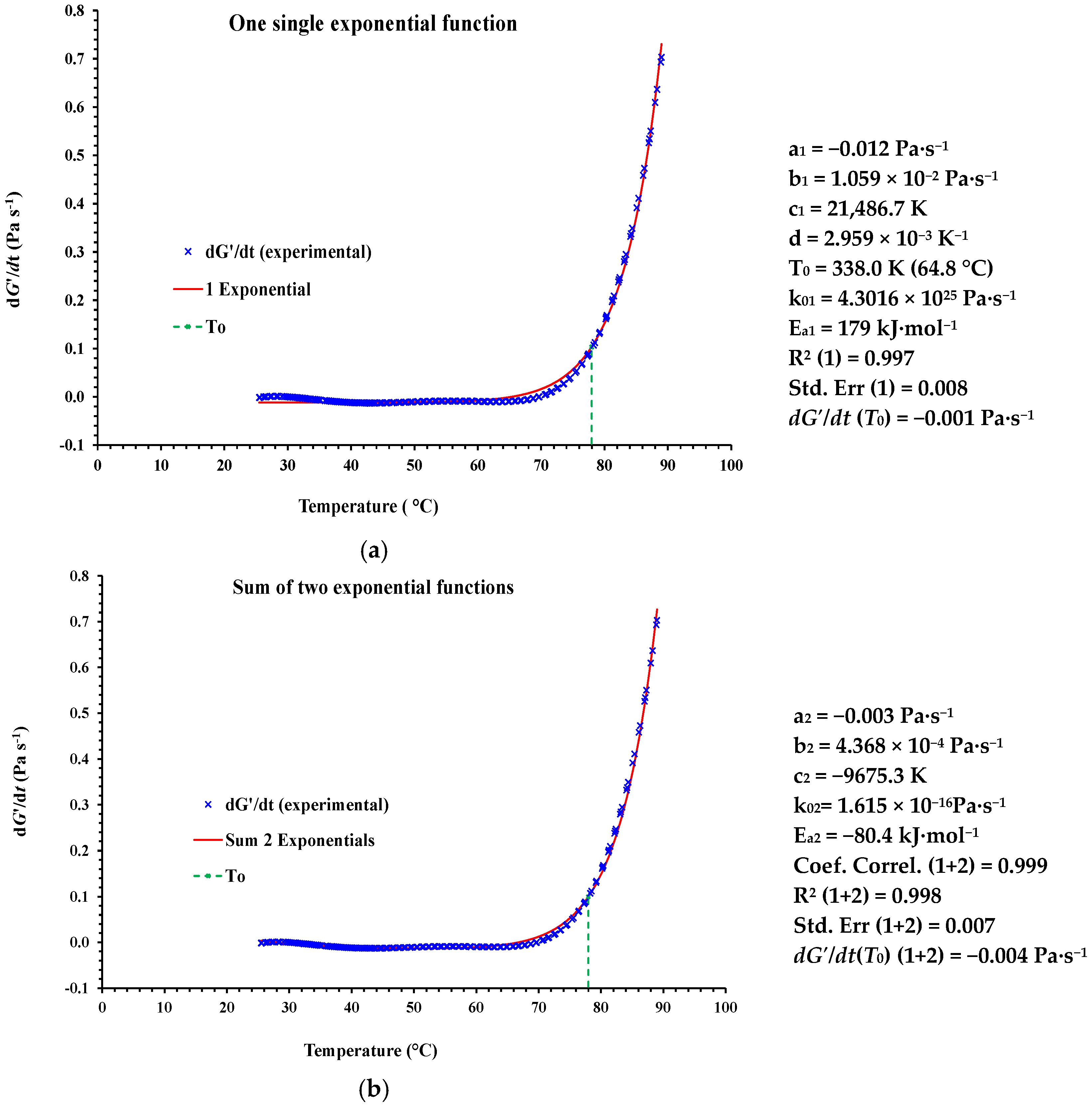
3.2. Kinetic Modeling of Elastic Modulus during Non-Isothermal Heating of CF-Based Gluten-Free Muffin Batters with Added Biopolymers
4. Conclusions
Supplementary Materials
Supplementary File 1Acknowledgments
Author Contributions
Conflicts of Interest
References
- Matos, M.E.; Sanz, T.; Rosell, C.M. Establishing the function of proteins on the rheological and quality properties of rice based gluten free muffins. Food Hydrocoll. 2014, 35, 150–158. [Google Scholar] [CrossRef]
- Sanz, T.; Salvador, A.; Baixauli, R.; Fiszman, S.M. Evaluation of four types of resistant starch in muffins. II. Effects in texture, colour and consumer response. Eur. Food Res. Technol. 2009, 229, 197–204. [Google Scholar] [CrossRef]
- Herranz, B.; Canet, W.; Jiménez, M.J.; Fuentes, R.; Alvarez, M.D. Characterisation of chickpea flour-based gluten-free batters and muffins with added biopolymers: Rheological, physical and sensory properties. Int. J. Food Sci. Technol. 2016, 5, 1087–1098. [Google Scholar] [CrossRef]
- Gularte, M.A.; de la Hera, E.; Gómez, M.; Rosell, C.M. Effect of different fibers on batter and gluten-free layer cake properties. LWT-Food Sci. Technol. 2012, 48, 209–214. [Google Scholar] [CrossRef]
- Gularte, M.A.; Gómez, M.; Rosell, C.M. Impact of legume flours on quality and in vitro digestibility of starch and protein from gluten-free cakes. Food Bioprocess Technol. 2012, 5, 3142–3150. [Google Scholar] [CrossRef]
- Shevkani, K.; Kaur, A.; Kumar, S.; Singh, N. Cowpea protein isolates: Functional properties and application in gluten-free rice muffins. LWT-Food Sci. Technol. 2015, 63, 927–933. [Google Scholar] [CrossRef]
- Ronda, F.; Oliete, B.; Gómez, M.; Caballero, P.A.; Pando, V. Rheological study of layer cake batters made with soybean protein isolate and different starch sources. J. Food Eng. 2011, 102, 272–277. [Google Scholar] [CrossRef]
- Matos, M.E.; Rosell, C.M. Chemical composition and starch digestibility of different gluten-free breads. Plant Food Hum. Nutr. 2011, 66, 224–230. [Google Scholar] [CrossRef] [PubMed]
- Mariotti, M.; Lucisano, M.; Pagani, M.A.; Ng, P.K.W. The role of corn starch, amaranth flour, pea isolate, and Psyllium flour on the rheological properties and the ultrastructure of gluten-free doughs. Food Res. Int. 2009, 42, 963–975. [Google Scholar] [CrossRef]
- Walstra, P. Soft solids. In Physical Chemistry of Foods; Dekker, M., Ed.; CRC Press, Inc.: New York, NY, USA, 2003; pp. 701–789. [Google Scholar]
- Aguilar, N.; Albanell, E.; Miñarro, B.; Capellas, M. Chickpea and tiger nut flours as alternatives to emulsifier and shortening in gluten-free bread. LWT-Food Sci. Technol. 2015, 62, 225–232. [Google Scholar] [CrossRef]
- Miñarro, B.; Albanell, E.; Aguilar, N.; Guamis, B.; Capellas, M. Effect of legume flours on baking characteristics of gluten-free bread. J. Cereal Sci. 2012, 56, 476–481. [Google Scholar] [CrossRef]
- Martínez-Cervera, S.; Sanz, T.; Salvador, A.; Fiszman, S.M. Rheological, textural and sensorial properties of low-sucrose muffins reformulated with sucralose/polydextrose. LWT-Food Sci. Technol. 2012, 45, 213–220. [Google Scholar] [CrossRef]
- Martínez-Cervera, S.; de la Hera, E.; Sanz, T.; Gómez, M.; Salvador, A. Effect of using erythritol as a sucrose replacer in making Spanish muffins incorporating xanthan gum. Food Bioprocess Technol. 2012, 5, 3203–3216. [Google Scholar] [CrossRef]
- Singh, J.P.; Kaur, A.; Shevkani, K.; Singh, N. Influence of jambolan (Syzygium cumini) and xanthan gum incorporation of the physicochemical and sensory properties of gluten-free eggless rice muffins. Int. J. Food Sci. Technol. 2015, 50, 1190–1197. [Google Scholar] [CrossRef]
- Ureta, M.M.; Olivera, D.F.; Salvadori, V.O. Baking of muffins: Kinetics of crust color development and optimal baking time. Food Bioprocess Technol. 2014, 7, 3208–3216. [Google Scholar] [CrossRef]
- Martínez-Cervera, S.; Salvador, A.; Sanz, T. Comparison of different polyols as total sucrose replacers in muffins: Thermal, rheological, texture and acceptability properties. Food Hydrocoll. 2014, 35, 1–8. [Google Scholar] [CrossRef]
- Alvarez, M.D.; Herranz, B.; Fuentes, R.; Cuesta, F.J.; Canet, W. Replacement of wheat flour by chickpea flour in muffin batter: Effect on rheological properties. J. Food Process Eng. 2016. [Google Scholar] [CrossRef]
- Ahmed, J.; Ramaswamy, H.S.; Ayad, A.; Alli, I.; Alvarez, P. Effect of high-pressure treatment on rheological, thermal and structural changes in Basmati rice flour slurry. J. Cereal Sci. 2007, 46, 148–156. [Google Scholar] [CrossRef]
- Ahmed, J.; Auras, R. Effect of acid hydrolysis on rheological and thermal characteristics of lentil starch slurry. LWT-Food Sci. Technol. 2011, 44, 976–983. [Google Scholar] [CrossRef]
- Ahmed, J. Rheometric non-isothermal gelatinization kinetics of mung bean starch slurry: Effect of salt and sugar—Part 1. J. Food Eng. 2012, 109, 321–328. [Google Scholar] [CrossRef]
- Ahmed, J.; Ramaswamy, H.S.; Ayad, A.; Alli, I. Thermal and dynamic rheology of insoluble starch from basmati rice. Food Hydrocoll. 2008, 22, 278–287. [Google Scholar] [CrossRef]
- Ahmed, J.; Almusallam, A.S.; Al-Salman, F.; AbdulRahman, M.H.; Al-Salem, E. Rheological properties of water insoluble date fiber incorporated wheat flour dough. LWT-Food Sci. Technol. 2013, 51, 409–416. [Google Scholar] [CrossRef]
- Alvarez, M.D.; Fuentes, R.; Olivares, M.D.; Cuesta, F.J.; Canet, W. Thermorheological characteristics of chickpea flour slurry as affected by moisture content. J. Food Eng. 2014, 136, 9–18. [Google Scholar] [CrossRef]
- Alvarez, M.D.; Cuesta, F.J.; Fuentes, R.; Canet, W. Rheometric non-isothermal gelatinization kinetics of high hydrostatic pressure treated chickpea flour slurry. J. Food Eng. 2016, 187, 70–81. [Google Scholar] [CrossRef]
- Rhim, J.W.; Nunes, R.V.; Jones, V.A.; Swartzel, K.R. Determinant of kinetic parameters using linearly increasing temperature. J. Food Sci. 1989, 54, 446–450. [Google Scholar] [CrossRef]
- Shelke, K.; Faubion, J.M.; Hoseney, R. The dynamics of cake baking as studied by a combination of viscosimetry and electrical resistance oven heating. Cer. Chem. 1990, 67, 575–580. [Google Scholar]
- Migliori, M.; Gabriele, D.; Baldino, N.; Lupi, F.R.; De Cindio, B. Rheological properties of batter dough: Effect of egg level. J. Food Proc. Eng. 2011, 34, 1266–1281. [Google Scholar] [CrossRef]
- Chen, H.H.; Kang, H.Y.; Chen, S.D. The effects of ingredients and water content on the rheological properties of batters and physical properties of crusts in fried foods. J. Food. Eng. 2008, 88, 45–54. [Google Scholar] [CrossRef]
- Gómez, M.; Oliete, B.; Rosell, C.M.; Pando, V.; Fernández, E. Studies on cake quality made of wheat-chickpea flour blends. LWT-Food Sci. Technol. 2008, 41, 1701–1709. [Google Scholar] [CrossRef]
- Baeza, R.I.; Carp, D.J.; Pérez, O.E.; Pilosof, A.M.R. k-carrageenan-protein interactions: Effect of proteins on polysaccharide gelling and textural properties. Lebensm. Wiss. Technol. 2002, 35, 741–747. [Google Scholar] [CrossRef]
- Meares, C.A.; Bogracheva, T.Y.; Hill, S.E.; Hedley, C.L. Development and testing of methods to screen chickpea flour for starch characteristics. StarchStärke 2004, 56, 215–224. [Google Scholar] [CrossRef]
- Labropoulos, A.E.; Hsu, S. Viscoelastic behavior of whey protein isolates at the sol-gel transition point. J. Food Sci. 1996, 61, 65–68. [Google Scholar] [CrossRef]
- Yoon, W.B.; Gunasekaran, S.; Park, J.W. Characterization of thermorheological behavior of Alaska pollock and Pacific whiting surimi. J. Food Sci. 2004, 69, E238–E243. [Google Scholar] [CrossRef]
- Lai, V.M.-F.; Lii, C.-Y.; Hung, W.-F.; Lu, T.-J. Kinetic compensation effect in depolymerisation of food. Polysaccharides. Food Chem. 2000, 68, 319–325. [Google Scholar] [CrossRef]
- Rubens, P.; Snauwaert, J.; Heremans, K.; Stute, R. In situ observation of pressure-induced gelation of starches studied with FITR in the diamond anvil cell. Carbohydr. Polym. 1999, 39, 231–235. [Google Scholar] [CrossRef]
- Blaszczak, W.; Valverde, S.; Fornal, J. Effect of high pressure on the structure of potato starch. Carbohydr. Polym. 2005, 59, 377–383. [Google Scholar] [CrossRef]
- Guarda, A.; Rosell, C.M.; Benedito, C.; Galotto, M.J. Different hydrocolloids as bread improvers and antistaling agents. Food Hydrocoll. 2004, 18, 241–247. [Google Scholar] [CrossRef]
- Malecki, A.; Prochowska-Klisch, B.; Wojciechowski, K.T. Determination of the kinetics parameters of chemical reactions of the basis of non-isothermal measurement. J. Therm. Anal. Calorim. 1998, 54, 399–406. [Google Scholar] [CrossRef]
- Xu, Y.; Thomas, M.; Bhardwaj, H.L. Chemical composition, functional properties and microstructural characteristics of three kabuli chickpea (Cicer arietinum L.) as affected by different cooking methods. Int. J. Food Sci. Technol. 2014, 49, 1215–1223. [Google Scholar] [CrossRef]
- Abebe, W.; Collar, C.; Ronda, F. Impact of variety type and particle size distribution on starch enzymatic hydrolysis and functional properties of tef flours. Carbohydr. Polym. 2015, 115, 260–268. [Google Scholar] [CrossRef] [PubMed]
- Van Der Borght, A.; Goesaert, H.; Veraverbeke, W.S.; Delcour, J.A. Fractionation of wheat and wheat flour into starch and gluten: Overview of the main processes and the factors involved. J. Cer. Sci. 2005, 41, 221–237. [Google Scholar] [CrossRef]
- Yoon, W.B.; Gunasekaran, S. Evaluation of structure development during gelation of xanthan and carob mixture. In Proceedings of the 2nd International Symposium on Food Rheology and Structure; Fischer, P., Marti, I., Windhab, E.J., Eds.; Institute of Food Science, Laboratory of Food Process Engineering, ETH: Zurich, Switzerland, 2000; pp. 191–195. [Google Scholar]
- Sulaiman, R.; Dolan, K.D.; Mishra, D.K. Simultaneous and sequential estimation of kinetic parameters in a starch viscosity model. J. Food Eng. 2013, 114, 313–322. [Google Scholar] [CrossRef]
- Dolan, K.D.; Steffe, J.F. Modeling rheological behaviour of gelatinizing starch solutions using mixer viscometry data. J. Texture Stud. 1990, 21, 265–294. [Google Scholar] [CrossRef]
- Rhim, J.W.; Nunes, R.V.; Jones, V.A.; Swartzel, K.R. Appearance of a kinetic compensation effect in the acid-catalyzed hydrolysis of disaccharides. J. Food Sci. 1989, 54, 222–223. [Google Scholar] [CrossRef]
- Qin, Z.; Balasubramanian, S.K.; Wolkers, W.F.; Pearce, J.A.; Bischof, J.C. Correlated parameter fit of Arrhenius model for thermal denaturation of proteins and cells. Ann. Biomed. Eng. 2014, 42, 2392–2404. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | 100% WF | 100% CF | 5% WP | 10% WP | 15% WP | 0.25% XG | 0.5% XG | 1% XG | 5% INL | 10% INL | 15% INL | 10% WP-0.5% XG | 10% WP-10% INL | 0.5% XG-10% INL |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| WF | 100 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| CF | 0 | 100 | 95 | 90 | 85 | 99.75 | 99.5 | 99 | 95 | 90 | 85 | 89.5 | 80 | 89.5 |
| WP | 0 | 0 | 5 | 10 | 15 | 0 | 0 | 0 | 0 | 0 | 0 | 10 | 10 | 0 |
| XG | 0 | 0 | 0 | 0 | 0 | 0.25 | 0.50 | 1 | 0 | 0 | 0 | 0.50 | 0 | 0.50 |
| INL | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 5 | 10 | 15 | 0 | 10 | 10 |
| Whole egg | 81 | 81 | 81 | 81 | 81 | 81 | 81 | 81 | 81 | 81 | 81 | 81 | 81 | 81 |
| Sucrose | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| Salt | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 |
| Milk | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| Oil | 46 | 46 | 46 | 46 | 46 | 46 | 46 | 46 | 46 | 46 | 46 | 46 | 46 | 46 |
| Citric acid | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Sodium hydrogen carbonate | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Coefficients/Codes | C6 | C5 | C4 | C3 | C2 | C1 | C0 |
|---|---|---|---|---|---|---|---|
| 100% WF | 5.222 × 10−8 | −1.491 × 10−5 | 1.728 × 10−3 | −1.035 × 10−1 | 3.357 × 100 | −5.586 × 101 | 3.950 × 102 |
| 100% CF | 2.467 × 10−9 | 1.139 × 10−6 | −3.849 × 10−4 | 4.127 × 10−2 | −2.063 × 100 | 4.876 × 101 | −4.223 × 102 |
| 5% WP | −6.056 × 10−9 | 5.058 × 10−6 | −1.043 × 10−3 | 9.468 × 10−2 | −4.311 × 100 | 9.585 × 101 | −8.146 × 102 |
| 10% WP | −3.198 × 10−9 | 4.844 × 10−6 | −1.113 × 10−3 | 1.064 × 10−1 | −4.999 × 100 | 1.134 × 102 | −9.792 × 102 |
| 15% WP | −3.842 × 10−9 | 4.168 × 10−6 | −9.097 × 10−4 | 8,497 × 10−2 | −3.940 × 100 | 8.883 × 101 | −7.628 × 102 |
| 0.25% XG | 1.366 × 10-8 | −8.840 × 10−7 | −3.249 × 10−4 | 5,107 × 10−2 | −2.949 × 100 | 7.596 × 101 | −6.887 × 102 |
| 0.5% XG | 7.487 × 10−8 | −2.126 × 10−5 | 2.404 × 10−3 | −1.359 × 10−1 | 3.921 × 100 | −5.243 × 101 | 3.201 × 102 |
| 1% XG | 2.891 × 10−8 | −5.557 × 10−6 | 2.002 × 10−4 | 2.757 × 10−2 | −2.875 × 100 | 9.681 × 101 | −9.078 × 102 |
| 5% INL | 2.371 × 10−9 | 1.709 × 10−6 | −5.122 × 10−4 | 5.208 × 10−2 | −2.489 × 100 | 5.664 × 101 | −4.839 × 102 |
| 10% INL | 1.294 × 10−8 | −1.884 × 10−6 | −2.126 × 10−5 | 1.774 × 10−2 | −1.202 × 100 | 3.233 × 101 | −3.020 × 102 |
| 15% INL | 1.382 × 10−7 | −4.424 × 10−5 | 5.757 × 10−3 | −3.880 × 10−1 | 1.421 × 101 | −2.674 × 102 | 2.036 × 103 |
| 10% WP-0.5% XG | 2.880 × 10−8 | −6.761 × 10−6 | 5.736 × 10−4 | −1.829 × 10−2 | −1.099 × 10−1 | 1.784 × 101 | −1.796 × 102 |
| 10% WP-10% INL | 6.017 × 10−8 | −1.866 × 10−5 | 2.371 × 10−3 | −1.569 × 10−1 | 5.669 × 100 | −1.050 × 102 | 7.910 × 102 |
| 0.5% XG-10% INL | 4.190 × 10−8 | −9.414 × 10−6 | 6.871 × 10−4 | −7.748 × 10−3 | −1.292 × 100 | 5.842 × 101 | −6.162 × 102 |
| Codes | a (Pa·s−1) | b (Pa·s−1) | c (K) | T0 (°C) | k0 (Pa·s−1) | Ea (kJ·mol−1) | R2 | SE |
|---|---|---|---|---|---|---|---|---|
| 100% WF | −0.012 ± 0.003A,B | 0.012 ± 0.008B | 21,591 ± 2670A | 64.8 ± 1.96B−D | 5.78 × 1025 | 180 ± 22.2A | 0.994 ± 0.002 | 0.011 ± 0.001 |
| 100% CF | −0.013 ± 0.001A−C | 0.018 ± 0.006B | 17,075 ± 1512C | 65.6 ± 3.66B−D | 1.33 × 1020 | 142 ± 12.6C | 0.993 ± 0.003 | 0.013 ± 0.001 |
| 5% WP | −0.016 ± 0.005A−C | 0.010 ± 0.004B | 15,701 ± 1539C,D | 57.9 ± 2.19G | 3.77 × 1018 | 131 ± 12.8C,D | 0.994 ± 0.003 | 0.027 ± 0.012B−E |
| 10% WP | −0.022 ± 0.002B−D | 0.016 ± 0.002B | 15,834 ± 737C,D | 60.8 ± 1.10E−G | 6.17 × 1018 | 132 ± 6.13C,D | 0.995 ± 0.002 | 0.036 ± 0.008 |
| 15% WP | −0.016 ± 0.002A−C | 0.018 ± 0.006B | 15,207 ± 1440C,D | 62.1 ± 1.80D−F | 8.85 × 1017 | 126 ± 12.0C,D | 0.994 ± 0.002 | 0.029 ± 0.005 |
| 0.25% XG | −0.023 ± 0.008C−E | 0.029 ± 0.019B | 16,249 ± 2666C,D | 63.6 ± 2.50B−E | 2.24 × 1019 | 135 ± 22.2C,D | 0.994 ± 0.003 | 0.033 ± 0.014 |
| 0.5% XG | −0.043 ± 0.004F | 0.040 ± 0.007B | 17,743 ± 1353B,C | 67.3 ± 1.35B | 1.70 × 1021 | 148 ± 11.2B,C | 0.996 ± 0.002 | 0.033 ± 0.006 |
| 1% XG | −0.054 ± 0.014G | 0.078 ± 0.033A | 16,396 ± 1753C,D | 71.1 ± 1.31A | 3.60 × 1019 | 136 ± 14.6C,D | 0.983 ± 0.011 | 0.065 ± 0.029 |
| 5% INL | −0.019 ± 0.003B−D | 0.024 ± 0.001B | 14,224 ± 351D | 62.3 ± 1.00C−E | 6.25 × 1016 | 118 ± 2.92D | 0.992 ± 0.002 | 0.029 ± 0.005 |
| 10% INL | −0.019 ± 0.001B−D | 0.025 ± 0.003B | 15,413 ± 600C,D | 64.2 ± 0.058B−E | 1.73 × 1018 | 128 ± 4.99C,D | 0.996 ± 0.001 | 0.025 ± 0.002 |
| 15% INL | −0.016 ± 0.001A−C | 0.014 ± 0.008B | 19,663 ± 1385A,B | 63.6 ± 1.53C−E | 2.85 × 1023 | 163 ± 11.5A,B | 0.998 ± 0.000 | 0.033 ± 0.003 |
| 10% WP−0.5% XG | −0.028 ± 0.010D,E | 0.030 ± 0.004B | 16,440 ± 1518C,D | 65.9 ± 1.15B,C | 3.39 × 1019 | 137 ± 12.6C,D | 0.994 ± 0.002 | 0.034 ± 0.003 |
| 10% WP−10% INL | −0.007 ± 0.003A | 0.007 ± 0.001B | 17,667 ± 140B,C | 59.7 ± 0.351F,G | 8.16 × 1020 | 147 ± 1.16B,C | 0.998 ± 0.000 | 0.018 ± 0.005 |
| 0.5% XG−10% INL | −0.033 ± 0.012E,F | 0.102 ± 0.063A | 17,471 ± 1500B,C | 72.8 ± 5.27A | 7.42 × 1020 | 145 ± 12.5B,C | 0.989 ± 0.007 | 0.054 ± 0.009 |
| a (Pa·s−1) | b (Pa·s−1) | c (K) | T0 (°C) | k0 (Pa·s−1) | Ea (kJ·mol−1) | |
|---|---|---|---|---|---|---|
| a (Pa·s−1) | 1 | −0.773 * | 0.162 | −0.740 * | 0.255 | 0.162 |
| b (Pa·s−1) | - | 1 | −0.159 | 0.890 * | −0.205 | −0.159 |
| c (K) | - | - | 1 | 0.113 | 0.760 * | 1.00 * |
| T0 (°C) | - | - | - | 1 | 0.030 | 0.113 |
| k0 (Pa·s−1) | - | - | - | - | 1 | 0.760 * |
| Ea (kJ·mol−1) | - | - | - | - | - | 1 |
© 2017 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alvarez, M.D.; Cuesta, F.J.; Herranz, B.; Canet, W. Rheometric Non-Isothermal Gelatinization Kinetics of Chickpea Flour-Based Gluten-Free Muffin Batters with Added Biopolymers. Foods 2017, 6, 3. https://doi.org/10.3390/foods6010003
Alvarez MD, Cuesta FJ, Herranz B, Canet W. Rheometric Non-Isothermal Gelatinization Kinetics of Chickpea Flour-Based Gluten-Free Muffin Batters with Added Biopolymers. Foods. 2017; 6(1):3. https://doi.org/10.3390/foods6010003
Chicago/Turabian StyleAlvarez, María Dolores, Francisco Javier Cuesta, Beatriz Herranz, and Wenceslao Canet. 2017. "Rheometric Non-Isothermal Gelatinization Kinetics of Chickpea Flour-Based Gluten-Free Muffin Batters with Added Biopolymers" Foods 6, no. 1: 3. https://doi.org/10.3390/foods6010003
APA StyleAlvarez, M. D., Cuesta, F. J., Herranz, B., & Canet, W. (2017). Rheometric Non-Isothermal Gelatinization Kinetics of Chickpea Flour-Based Gluten-Free Muffin Batters with Added Biopolymers. Foods, 6(1), 3. https://doi.org/10.3390/foods6010003