
Antisolvent Crystallization of Papain

1
School of Chemical Engineering, Institute of Engineering, Suranaree University of Technology, Nakhon Ratchasima 30000, Thailand
2
Research Unit of Adsorption, Catalysis & Energy Storage, Suranaree University of Technology, Nakhon Ratchasima 30000, Thailand
*
Author to whom correspondence should be addressed.
ChemEngineering 2024, 8(1), 4; https://doi.org/10.3390/chemengineering8010004
Submission received: 8 November 2023
/
Revised: 7 December 2023
/
Accepted: 13 December 2023
/
Published: 20 December 2023
Abstract
:Protein crystallization plays a crucial role in the food and pharmaceutical industries, enhancing product quality and efficiency by improving purity and controlled particle characteristics. This study focused on the crystallization of the versatile protein papain, extracted from papaya. Antisolvent crystallization was performed. This method is cost-effective and is a simple and energy-efficient approach. Beyond protein crystal production, the antisolvent crystallization process serves as a method for encapsulating active pharmaceutical ingredients (APIs). The study investigated organic solvents like ethanol, acetone, and acetonitrile as potential antisolvents. Additionally, the impact of variables such as the solvent-to-antisolvent (S:AS) volume ratio and papain concentration on particle size, particle size distribution, zeta potential, crystallization yield, and residual activity of papain crystals were examined. Ethanol emerged as the optimal antisolvent, reducing the solubility of papain and preserving papain’s crystalline structure with minimal activity loss. Optimal conditions were identified at a 1:4 S:AS volume ratio and a papain concentration of 30 mg/mL, resulting in nanosized spherical crystals with a high yield and preserved activity. This research underscored the crucial role of thoughtful parameter selection in antisolvent crystallization to achieve specific particle characteristics while maintaining the functionality of the crystallized substance.
1. Introduction
Papain is an enzyme extracted from papaya (Carica papaya) and is primarily found in papaya latex, such as in leaves, stems, and raw fruits [1]. It is a versatile enzyme consisting of a 212-amino acid peptide chain [2]. Its applications are diverse: it serves as a meat tenderizer, aids in dairy production, acts as a gentle exfoliant in cosmetics, removes tough stains in detergents, and adjusts and conditions leather in the leather processing industry [3]. Moreover, papain contributes to the process of wound healing [4], possesses anti-inflammatory activity [5], can be an antibacterial agent [6], and shows potential as an antioxidant [7]. It aids in digestion [8] and exhibits promising potential for use in cancer therapy [9,10,11]. Its versatility extends across various industries, establishing it as a valuable and enduring resource.
Protein crystallization plays a crucial role in various industries, with widespread significance in the cosmetic, food, and biopharmaceutical industries [12,13,14]. This process yields numerous benefits that profoundly affect the quality and efficiency of protein-derived products. One of its primary functions is to enhance protein purity by selectively removing unwanted impurities [14]. Furthermore, protein crystallization enables meticulous control over particle size and morphology, influencing the overall quality and functionality of the obtained proteins [15]. Protein crystals, characterized by improved solubility, become versatile for applications across industries, ranging from pharmaceuticals to biotechnology. Moreover, protein crystallization contributes to the stability and robustness of the crystal product [12,14], leading to minimized costs and maximized overall efficiency during storage and transportation processes. These multifaceted advantages of protein crystallization extend beyond mere separation, playing a vital role in shaping the characteristics that define the utility of proteins in diverse industrial applications.
Crystallization is a widely employed method for separation and purification in the production of fine particles and for product design. Various techniques, such as the use of antisolvents, evaporation, cooling, and reaction, are utilized to induce crystallization [16]. Antisolvent crystallization, which involves the addition of a dissolving agent (called an antisolvent) to reduce the solubility of the solute in the solvent, is a particularly simple, low-energy, and cost-effective method, making it a viable alternative to energy-intensive evaporation and cooling processes. In addition, its application can be employed without compromising thermally sensitive materials or the biological activity of drugs. Therefore, antisolvent crystallization is commonly used in the crystallization of pharmaceutical compounds for practical applications [17].
The antisolvent crystallization process is a highly effective method for producing drug particles ranging from the micro- to nano-size [18]. The primary role of the antisolvent is to reduce the solubility of a solute in the solution, facilitating rapid crystallization. The antisolvent rapidly induces a high level of supersaturation, resulting in an elevated nucleation rate. This increased nucleation rate leads to the development of small particles [19]. The careful selection of suitable antisolvents is critical in this process. Additionally, key process variables such as the temperature, type of antisolvent, solution concentration, injection rate, stirring speed, ultrasound, and the method of mixing the antisolvent with the solution have a significant impact on the size distribution, particle size, morphology, growth rate, and stability of crystals [18,20].
In addition to being used to produce protein crystals, antisolvent crystallization can also be used as a method for encapsulating proteins, active pharmaceutical ingredients (APIs), food, etc. The encapsulation serves to protect substances from unfavorable environmental conditions, increasing protein stability, and aid in drug delivery within the body to reach specific targets and control release. This approach is characterized by its simplicity, rapidity, and ease of operation, eliminating the need for prolonged shear or high stirring rates, sonication, or very high temperatures. Furthermore, it demonstrates high encapsulation efficiency and low power consumption, making it an efficient and practical method for a variety of applications [21]. Antisolvents used for encapsulation are not only liquids but also gases. There are two types of liquid-based methods: the one-step method, which works well for hydrophobic proteins, and the two-step method, which works well for hydrophilic proteins [22].
The purification process is a crucial step in the extraction of papain from papaya latex, and one employed purification method is antisolvent crystallization [1,23]. Moreover, this crystallization technique plays a role in the papain encapsulation process through a two-step antisolvent method. The first step involves the crystallization of papain, followed by the second step, where the crystallized papain is encapsulated [22,24]. Therefore, in this paper, the antisolvent crystallization of papain was investigated. Organic solvents such as ethanol, acetone, and acetonitrile were used as antisolvents. Additionally, the various variables that significantly impact papain crystallization, such as solvent-to-antisolvent volume ratio and papain concentration, were also investigated. The evaluation of these parameters was conducted through the analysis of particle size, particle size distribution, zeta potential, crystallization yield, and papain activity, aiming to identify the optimal conditions for papain crystallization.
2. Materials and Methods
2.1. Materials
Papain powder (GRM058, Mw = 23 kDa) and L-cysteine hydrochloride monohydrate (GRM046) were purchased from Himedia (Nashik, India). Ethanol was purchased from Duksan (Ansan, Republic of Korea). Acetone and acetonitrile were purchased from Carlo Erba (Val-de-Reuil, France). α-N-benzoyl-L-arginine ethyl ester hydrochloride (BAEE) was purchased from Alfa Aesar (Heysham, UK). Nα-benzoyl-DL-arginine 4-nitroanilide (BAPNA) was purchased from Sigma-Aldrich (Saint-Louis, Switzerland). Dimethyl sulfoxide (DMSO) and ethylenediaminetetraacetic acid (EDTA) were purchased from RCl Labscan Limited (Bangkok, Thailand). Deionized water was used for preparing the solutions. All chemicals and reagents used were of analytical grade and used without any further purification.
2.2. Solubility Measurement
The solubility of papain in water/antisolvent mixtures at mass fractions of antisolvent of 0, 0.2, 0.4, 0.5, 0.6, and 0.8 was determined by using the gravimetric method as described by Kongsamai et al. [25] and Qureshi et al. [26]. Briefly, an excess amount of solid papain was added into 10 g of the binary solvent mixture in a jacket crystallizer with temperature control at 298.15 K by circulating water from a thermostat water bath at a stirring rate of 700 rpm. The suspension equilibrated for at least 24 h. Then, suspension was centrifuged at 8000 rpm for 10 min. The supernatant was kept in a vial, which was then weighed at room temperature. Water and antisolvent were then removed by evaporation of the solution at 378.15 K in hot air oven. The residue solid was weighed until a constant weight was achieved. This investigation was used to consider such parameters as optimal and various mass fractions of antisolvent for selecting suitable solvent-to-antisolvent volume ratio ranges in the effect study.
2.3. Crystallization Experiment
The experimental setup for papain crystallization is illustrated in Figure 1, comprising a jacket crystallizer, a thermostat water bath for temperature control, a burette for antisolvent injection, and a magnetic stirrer. The antisolvent was added to the papain solution at a flow rate of 1.22 ± 0.052 mL/s via a burette with free flow, and the magnetic stirrer operated at 500 rpm to agitate a mixture of papain solution and antisolvent. A constant temperature of 298.15 K was maintained and regulated by circulating water from a thermostat water bath.
In the papain crystallization experiment, the papain solution was prepared by dissolving papain in deionized water at varying concentrations. Subsequently, 10 mL of the papain solution was placed in the jacket crystallizer (Figure 1). The antisolvent was then added to the papain solution. During this stage, the formation of solid particulates and subsequent precipitation were noted. Following the addition of the antisolvent, continuous stirring was maintained for 5 min at a temperature of 298.15 K.
The effects of different process variables were investigated, including antisolvent types (acetone, acetonitrile, and ethanol), the solvent/antisolvent (S:AS) volume ratio (1:1, 1:2, 1:4, 1:6, and 1:8), and the papain concentration (10, 15, 20, 25, 30, and 35 mg/mL). Subsequently, the resulting suspension underwent analysis to determine particle size, size distribution, polydispersity index, and zeta potential. Following centrifugation of the suspension, the papain particles were separated from the remaining solution. The papain particles were then characterized to determine the enzyme activity and morphology, while the supernatant was utilized to determine the crystallization yield. This comprehensive approach allowed for a detailed understanding of the effects of different process variables on the crystallization of papain.
2.4. Crystallization Yield
The papain suspension was subjected to centrifugation at 8000 rpm for 10 min (BKC-TH16RII, BIOBASE, Jinan, China). Subsequently, the supernatant was collected, and its absorbance was measured at a wavelength of 278 nm via UV-visible spectroscopy (DR6000, Hach, Ames, IA, USA) to determine the concentration of remaining papain. A prepared calibration curve (Figure 2) at the same wavelength was used to quantify the papain concentration in the supernatant. By determining the amount of papain in the supernatant, the yield of nanoparticle formation could be calculated using the following equation:
where is the amount of total papain added and is the amount of dissolved papain remaining in the supernatant after centrifugation.
2.5. Residual Activity
The evaluation of enzyme activity, based on Arnon Ruth’s methodology (1970) [27,28], involved the utilization of two distinct substrates: α-N-benzoyl-L-arginine ethyl ester hydrochloride (BAEE) and Nα-benzoyl-DL-arginine 4-nitroanilide (BAPNA). The pH-stat method at 298.15 K was employed for the BAEE substrate. The reaction mixture comprised 7 mL of substrate solution (0.08 M BAEE), 1 mL of activators (0.05 M Cysteine and 0.02 M EDTA pH 6.2), and 1 mL of NaCl (3 M) at pH 6.3. Subsequently, 1 mL of either free-papain solution or papain samples solution was added, and the pH was monitored until it reached 6.2. To sustain the pH at 6.2, 20 mM NaOH was introduced, and the time taken for the consumption of 50 μL of 20 mM NaOH was recorded, repeating the process for approximately 5–10 min. For the BAPNA substrate, 1 mL of free-papain solution (1 mg/mL) or papain samples solution was placed into test tubes. A precisely measured 5 mL of the substrate solution (43.5 mg of BAPNA in 1 mL of dimethyl-sulfoxide and the volume was adjusted to 100 mL with 0.05 M Tris buffer, pH 7.5, containing 0.005 M cysteine and 0.002 M EDTA) was added. Following a 25 min incubation at 298.15 K, the enzymatic reaction was terminated by adding 1 mL of 30% acetic acid. The quantification of liberated p-nitroaniline was then conducted via spectrophotometric analysis at 410 nm (SP-UV 200, Spectrum Instruments). Notably, control tubes without enzyme addition demonstrated the absence of self-hydrolysis.
Units and specific activity: The enzymatic activity of papain was quantified based on substrate hydrolysis. BAPNA activity is defined as the enzyme hydrolyzing 1 micromole of substrate per minute (E = 8800). This is calculated using the following equation:
where is absorbance at 410 nm; t is the time in minutes, which is the duration of the enzymatic reaction; and 8800 M−1 cm−1 is the p-nitroanilide molar extinction coefficient at 410 nm.
For the BAPNA substrate, one unit of enzyme activity represents the hydrolysis of 1 micromole of BAEE per minute at 298.15 K. Specific activity is expressed as units per milligram of protein.
2.6. Particle Characterization
Particle size, polydispersity index (PDI), and particle size distribution were determined using dynamic light scattering (DLS) with a Zetasizer (Nano ZS, Malvern Instruments, Worcestershire, UK). Papain particles were directly measured as a suspension in their water/antisolvent mixture. The analysis took place at a scattering angle of 173° in a temperature-regulated cell at 298.15 K. All analyses were conducted on samples appropriately diluted with a water/antisolvent mixture (50 times). For each sample, the mean diameter ± standard deviation of three determinations was established. Particle size distribution is indicated by PDI values ranging from 0 to 1, where a smaller PDI suggests a narrower size distribution. The zeta potential of the particles in the water/antisolvent mixture was determined in a U-shaped cuvette. All measurements were carried out at 298.15 K in triplicates.
Crystal morphology examination was performed through scanning electron microscopy (SEM) and a microscope. SEM and FE-SEM analysis were executed using the JEOL JSM-6010LV and JEOL JSM-7800F models. The sample underwent a coating process under vacuum conditions through cathodic sputtering with gold and was observed under an accelerating voltage of 10 kV and 3 kV.
3. Results and Discussion
3.1. The Effect of Antisolvent Types
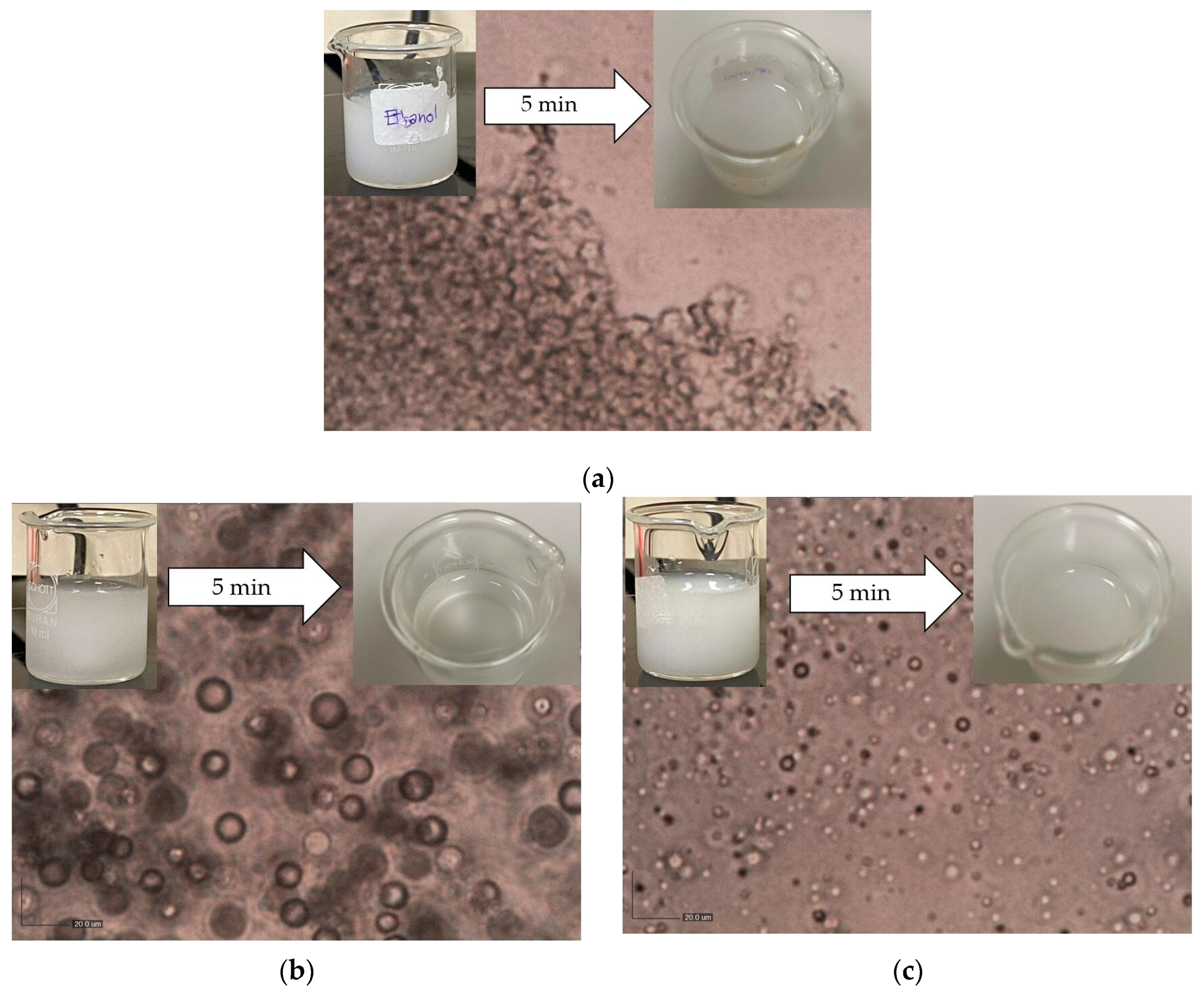
The selection of antisolvent in the crystallization process of papain is a highly crucial step due to its impact on the characteristics of the resulting crystals and the activity of papain. Choosing a suitable antisolvent is essential for controlling the size and morphology of the crystals, as well as ensuring the purity of the obtained papain. Additionally, the choice of antisolvent influences the efficiency and safety of the manufacturing process. Therefore, selecting the appropriate type of antisolvent is the first thing that should be considered. The solubility of papain in water at 298.15 K revealed that papain exhibits high solubility, gradually dissolving until the solution becomes highly viscous. Consequently, water was selected as the solvent for papain crystallization, and three organic solvents, acetone, acetonitrile, and ethanol, were chosen for the antisolvent test. These organic solvents are known for their ability to induce crystallization of proteins, offering a way to effectively separate papain from the solution. In the experiment, antisolvent was added to the papain solution at a papain concentration of 25 mg/mL and a solvent-to-antisolvent volume ratio of 1:4 using a burette with free flow, followed by stirring for 5 min at 298.15 K. Results indicated that acetonitrile exhibited the highest yield in crystallizing papain from water, followed by acetone and ethanol, respectively (Table 1). From Figure 3b, it is evident that acetonitrile induces a change in color in the crystallized papain, turning it discolored. Furthermore, the crystals become sticky and adhere to the walls of the container, which indicates that the activity could not be determined. As a result, acetone and ethanol are better choices as antisolvents than acetonitrile. Although acetone resulted in more papain crystallization yield than ethanol, it led to sticky crystals with lower residual activity (Table 1). Therefore, ethanol is deemed more suitable for this process compared to the other solvents mentioned because it gives a high crystallization yield and can preserve the enzymatic activity effectively. Additionally, considering environmental impact, ethanol, as an organic solvent, is also more suitable compared to the other solvents mentioned [29].
3.2. The Effect of Solvent-to-Antisolvent Volume Ratios
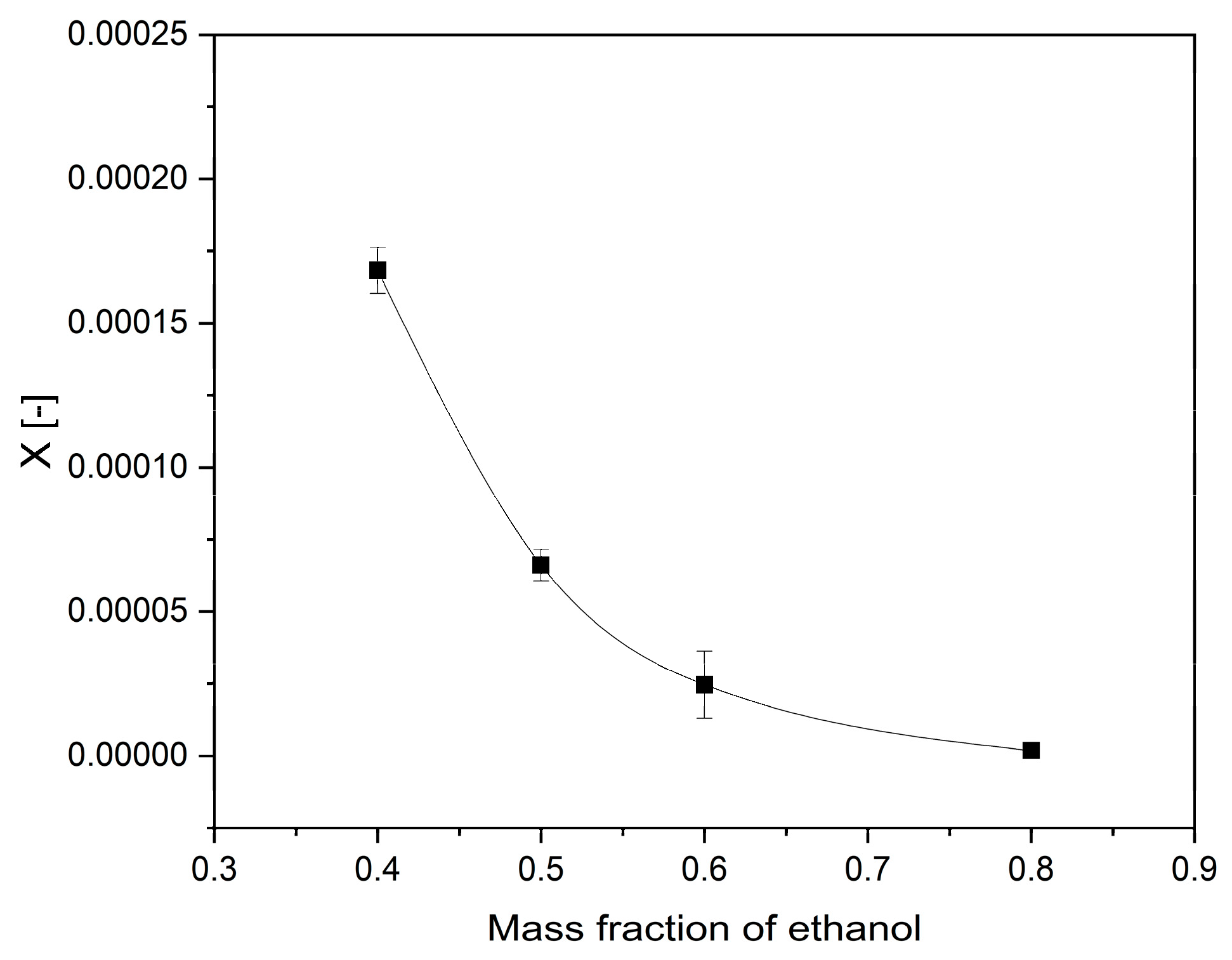
The experiment investigated the solubility of papain in a water and ethanol mixture (Figure 4), it was observed that an increase in the ethanol content resulted in reduced papain solubility. This confirms that ethanol, as an antisolvent, can reduce the solubility of papain in solution and can be used in an antisolvent crystallization process effectively. However, at mass fractions of 0 and 0.2, solubility was difficult to determine as the papain continued to dissolve, yielding an undesirable viscous and sticky solution. Hence, antisolvent addition at these ratios was considered unsuitable for papain crystallization. Commencing from a mass fraction of 0.4, solubility could be determined, leading the study to focus on mass fractions from 0.4 and above. A mass fraction of 0.4 corresponds to an approximate 1:1 volume ratio of water to ethanol. Various solvent-to-antisolvent volume ratios—1:1, 1:2, 1:4, 1:6, and 1:8—were investigated, representing different added amounts of ethanol to encourage papain crystallization from the solution.
The preparation of papain particles involved adding varying volumes of ethanol (acting as the antisolvent) to the papain solution (with a concentration of 25 mg/mL) using a burette with free flow. After the antisolvent addition was completed, continuous stirring was sustained for 5 min at a temperature of 298.15 K. The visual analysis of Figure 5b clearly indicates that varying solvent-to-antisolvent ratios lead to distinctions in the suspended solutions. This change in turbidity is likely attributed to differences in particle number, particle size, and size distribution. Figure 5a,b illustrate that at ratios ranging from 1:1 to 1:4, particles present a uniform dispersion in the suspended solution, devoid of any apparent agglomeration. However, at ratios of 1:6 and 1:8, noticeable particle aggregation occurred, which is confirmed by Figure 5b, and more than one peak was found in Figure 5a, with a small peak indicating the presence of aggregation (larger size). This is likely due to the initial rapid supersaturation of the molecule induced by rapid molecular dehydration under a large solvent-to-antisolvent (S:AS) ratio. In Figure 5d, the S:AS volume ratio influences the zeta potential, that is, as the S:AS volume ratio increases (1:1 to 1:8), the zeta potential also increases (10.8 to 40.1 mV). The zeta potential values are indicative of good colloidal stability in particles. In general, a zeta potential with a magnitude greater than or equal to ±30 mV is considered suitable for maintaining colloidal stability [30,31]. It is evident that the zeta potential values for ratios of 1:1 and 1:2 are lower than the range associated with stable suspensions. From a ratio of 1:4 onwards, the suspension exhibited higher stability, as indicated by zeta potential values within the stable range. The relationship between the volume of ethanol used and the crystallization yield is evident. With an increase in ethanol volume (from 1:1 to 1:8), the crystallization yield also rises, ranging from 29.33% to 81.83%. Within the ratio range of 1:4 to 1:8, which maintains a stable suspension, the crystallization yield remains consistently high, hovering around 70–80%. The particle sizes obtained at ratios of 1:1, 1:2, 1:4, 1:6, and 1:8 were in the nanoparticle range, with average sizes of 365.4 nm, 320 nm, 204 nm, 240.3 nm, and 288.3 nm, respectively. Notably, the PDI values, indicative of particle size distribution, were at their lowest (PDI = 0.075) at a ratio of 1:4 (Figure 5c), corresponding with the results shown in Figure 5a. This implies that at a ratio of 1:4, the particle size distribution is narrower and more uniform than at other ratios (Figure 5a,c). Consequently, it can be concluded that papain nanoparticles can be produced using the minimum amount of ethanol at a ratio of 1:4, providing the most suitable conditions for the desired particle characteristics.
3.3. The Effect of Papain Concentration
The concentration of papain is critical in the solution crystallization process. The effect of the concentrations of papain solutions on the particle size, particle size distribution, zeta potential, and crystallization yield were investigated by using six different papain concentrations. Ethanol was added as an antisolvent at a volume ratio of 1:4 S:AS (solvent-to-antisolvent) to papain solutions with different concentrations (10, 15, 20, 25, 30 and 35 mg/mL) using a burette with free flow at a temperature of 298.15 K. From Figure 6a, it can be observed that an increase in the concentration of papain leads to a significant increase in the average particle size, ranging from 170.3 nm to 184.4 nm, 194.5 nm, 204.0 nm, 207.6 nm, and 211.4 nm, at concentrations of 10, 15, 20, 25, 30, and 35 mg/mL, respectively. This correlation between papain concentration and particle size is in line with the explanation provided earlier. The heightened viscosity resulting from the increased papain concentration interferes with the effective diffusion between the solvent and antisolvent. This disruption in diffusion leads to non-uniform supersaturation, subsequently slowing down the nucleation rate and promoting particle aggregation, ultimately resulting in larger particle sizes [20].
However, regarding particle size distribution (Figure 6a,c), it is evident that at every concentration, there is a narrow size distribution (i.e., low PDI), and these values are within a closely aligned range. This implies that variations in papain concentration do not significantly impact the particle size distribution.
As for crystallization yield, in the initial concentration range of 10–15 mg/mL, an increase in concentration resulted in an increase in yield (63.81 to 79.29%). However, in the concentration range from 15 mg/mL and above, the obtained yield values were relatively constant, hovering around 80%.
Regarding zeta potential (Figure 6b), the concentration of papain influences an increase in zeta potential in the range of 10–30 mg/mL (−9.8 to 35.1 mV) and a decrease at 35 mg/mL (15.9 mV). These values indicate the stability of the formed colloids, as an increase in zeta potential leads to reduced attraction between particles, resulting in lower aggregation [30,31]. Therefore, the concentration of 30 mg/mL appears to be the optimal condition where the suspension exhibits the highest stability, as indicated by the highest zeta potential value (35.1 mV). Moreover, this concentration is also the point where the residual activity is highest (Table 2).
The optimal conditions (a papain concentration of 30 mg/mL and a solvent-to-antisolvent ratio of 1:4) are further illustrated in Figure 7, showing the morphology of papain particles using Field Emission Scanning Electron Microscopy (FE-SEM). The FE-SEM images reveal that papain particles have a spherical shape, and aggregated papain does not exhibit distinct shapes, while the commercially purchased papain particle (unprocessed) produce crystals with irregular shapes. Figure 7b,c provide additional confirmation that antisolvent crystallization under optimal conditions results in the formation of nanocrystals [18]. Moreover, in comparison with the commercially purchased papain particle (unprocessed), antisolvent crystallization in this study demonstrates an improvement in crystal quality, as the obtained crystals exhibit a perfect spherical shape and retain their enzymatic activity. The use of nanosized spherical crystals with a high yield and preserved activity holds significant implications for practical applications in various industries, particularly in the food and pharmaceutical sectors. The nanosized spherical crystals can enhance the bioavailability, stability, shelf life, and controlled release properties of drug and food products. The high yield and preserved activity imply efficient resource utilization, potentially contributing to cost-effectiveness in production processes.
4. Conclusions
In this study, the impact of various parameters on the antisolvent crystallization process for preparing papain particles were explored. The different types of antisolvent, solvent-to-antisolvent (S:AS) volume ratios, and papain concentrations were investigated on the crystallization of papain. After careful examination, the optimal conditions were using ethanol as the antisolvent, maintaining an S:AS volume ratio of 1:4 and having a papain concentration of 30 mg/mL. Under these conditions, the precipitated papain was obtained without compromising its activity. The papain crystals obtained under the identified optimal conditions exhibited a spherical shape with an average size of 207.6 nm, and the crystallization yield was approximately 80%. These results underscore the significance of carefully choosing the right parameters in antisolvent crystallization to achieve the intended particle characteristics while preserving the functionality of the precipitated substances. In general, this research represents only the beginning of an itinerary required for papain crystallization for their validation as a potent tool before scaling-up and encapsulation studies.
Author Contributions
Conceptualization, S.B. and L.W.; methodology, S.B. and L.W.; investigation, S.B.; data curation, S.B. and L.W.; writing—original draft preparation, S.B.; writing—review and editing, S.B. and L.W.; visualization, S.B.; supervision, L.W.; project administration, L.W.; funding acquisition, L.W. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the research funding from the SUT Research and Development Fund, grant no. IRD7-706-63-12-21.
Data Availability Statement
The data presented in this study are available upon request from the corresponding author.
Acknowledgments
The authors thank the Suranaree University of Technology for providing equipment and facilities.
Conflicts of Interest
The authors declare no conflict of interest.
References
- El-Zalaki, E. Preparation and properties of papain precipitated from fresh latex of papaya fruits (Carica papaya). Alex. J. Food Sci. Technol. 2021, 18, 27–32. [Google Scholar] [CrossRef]
- Budama-Kilinc, Y.; Cakir-Koc, R.; Kecel-Gunduz, S.; Zorlu, T.; Kokcu, Y.; Bicak, B.; Karavelioglu, Z.; Ozel, A.E. Papain loaded poly(epsilon-caprolactone) nanoparticles: In-silico and in-vitro studies. J. Fluoresc. 2018, 28, 1127–1142. [Google Scholar] [CrossRef] [PubMed]
- Shouket, H.; Ameen, I.; Tursunov, O.; Kholikova, K.; Pirimov, O.; Kurbonov, N.; Ibragimov, I.; Mukimov, B. Study on industrial applications of papain: A succinct review. IOP Conf. Ser. Earth Environ. Sci. 2020, 614, 012171. [Google Scholar] [CrossRef]
- Moreira Filho, R.N.F.; Vasconcelos, N.F.; Andrade, F.K.; Rosa, M.F.; Vieira, R.S. Papain immobilized on alginate membrane for wound dressing application. Colloids Surf. B Biointerfaces 2020, 194, 111222. [Google Scholar] [CrossRef] [PubMed]
- Amri, E.; Mamboya, F. Papain, a plant enzyme of biological importance: A review. Am. J. Biochem. Biotechnol. 2012, 8, 99–104. [Google Scholar]
- dos Anjos, M.M.; da Silva, A.A.; de Pascoli, I.C.; Mikcha, J.M.G.; Machinski, M.; Peralta, R.M.; de Abreu Filho, B.A. Antibacterial activity of papain and bromelain on Alicyclobacillus spp. Int. J. Food Microbiol. 2016, 216, 121–126. [Google Scholar] [CrossRef] [PubMed]
- da Silva, C.R.; Oliveira, M.B.; Motta, E.S.; de Almeida, G.S.; Varanda, L.L.; de Padula, M.; Leitao, A.C.; Caldeira-de-Araujo, A. Genotoxic and cytotoxic safety evaluation of papain (Carica papaya L.) using in vitro assays. J. Biomed. Biotech. 2010, 2010, 197898. [Google Scholar]
- Muss, C.; Mosgoeller, W.; Endler, T. Papaya preparation (Caricol®) in digestive disorders. Neuro Endocrinol. Lett. 2013, 34, 38–46. [Google Scholar]
- Patel, A.; Cholkar, K.; Mitra, A.K. Recent developments in protein and peptide parenteral delivery approaches. Ther. Deliv. 2014, 5, 337–365. [Google Scholar] [CrossRef]
- Arisanti, C.I.S.; Rachmawati, H.; Pamudji, J.S.; Sumirtapura, Y.C. Chitosan reinforced alginate microcapsules retained the release of papain in simulated gastric fluid. J. Pharm. Sci. Appl. 2012, 1, 47–61. [Google Scholar]
- Chandran, S.P.; Nachinmuthu, K.P.; Natarajan, S.B.; Inamdar, M.G.; Shahimi, M.S.B.M. Papain loaded solid lipid nanoparticles for colorectal cancer therapy. Curr. Cancer Ther. Rev. 2018, 14, 75–87. [Google Scholar] [CrossRef]
- Basu, S.K.; Govardhan, C.P.; Jung, C.W.; Margolin, A.L. Protein crystals for the delivery of biopharmaceuticals. Expert Opin. Biol. Ther. 2004, 4, 301–317. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.D.; Mallet, F.P.; Ricard, F.; Heng, J.Y.Y. Pharmaceutical nanocrystals. Curr. Opin. Chem. Eng. 2012, 1, 102–107. [Google Scholar] [CrossRef]
- Hartje, L.F.; Snow, C.D. Protein crystal based materials for nanoscale applications in medicine and biotechnology. Wiley Interdiscip. Rev. Nanomed. Nanobiotechnol. 2019, 11, e1547. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Zhao, Y.; Sun, J. Heterogeneous nucleation in protein crystallization. Biomimetics 2023, 8, 68. [Google Scholar] [CrossRef] [PubMed]
- Myerson, A.S. Handbook of Industrial Crystallization; Butterworth-Heinemann: Oxford, UK, 2002. [Google Scholar]
- Teng, H.; Chen, L.; Lee, W.Y. Anti-solvent crystallization of l-alanine and effects of process parameters and ultrasound. Food Sci. Technol. Res. 2017, 23, 495–502. [Google Scholar] [CrossRef]
- Lonare, A.A.; Patel, S.R. Antisolvent crystallization of poorly water soluble drugs. Int. J. Chem. Eng. Appl. 2013, 4, 337–341. [Google Scholar] [CrossRef]
- Park, M.W.; Yeo, S.D. Antisolvent crystallization of roxithromycin and the effect of ultrasound. Sep. Sci. Technol. 2010, 45, 1402–1410. [Google Scholar] [CrossRef]
- Joye, I.J.; McClements, D.J. Production of nanoparticles by anti-solvent precipitation for use in food systems. Trends Food Sci. Technol. 2013, 34, 109–1230. [Google Scholar] [CrossRef]
- de Boer, F.Y.; Imhof, A.; Velikov, K.P. Encapsulation of colorants by natural polymers for food applications. Color. Technol. 2019, 135, 183–194. [Google Scholar] [CrossRef]
- Nelemans, L.C.; Buzgo, M.; Simaite, A. Optimization of protein precipitation for high-loading drug delivery systems for immunotherapeutics. In Proceedings of the 1st International Electronic Conference on Pharmaceutics, Online, 10–15 December 2020; MDPI: Basel, Switzerland, 2020. [Google Scholar]
- Andrade-Mahecha, M.M.; Morales-Rodriguez, O.; Martinez-Correa, H.A. Study of the extraction process of papain from the latex of the fruit of papaya (Carica papaya L.) cv. Maradol. Acta Agron. 2011, 60, 218–224. [Google Scholar]
- Morales-Cruz, M.; Flores-Fernandez, G.M.; Morales-Cruz, M.; Orellano, E.A.; Rodriguez-Martinez, J.A.; Ruiz, M.; Griebenow, K. Two-step nanoprecipitation for the production of protein-loaded PLGA nanospheres. Results Pharma. Sci. 2012, 2, 79–85. [Google Scholar] [CrossRef] [PubMed]
- Kongsamai, P.; Phoumixay, C.; Wantha, L. Experiments and correlations of the solubility of γ-DL-methionine in binary solvent mixtures. Chem. Eng. Technol. 2020, 43, 1079–1086. [Google Scholar] [CrossRef]
- Qureshi, A.; Vyas, J.; Upadhyay, U. Determination of solubility by gravimetric method: A brief review. Nat. J. Pharm. 2022, 2, 1–3. [Google Scholar]
- Arnon, R. Papain. In Methods in Enzymology; Perman, G.E., Lorand, L., Eds.; Elsevier: New York, NY, USA, 1970; Volume 19, pp. 226–244. [Google Scholar]
- Moreno-Cortez, I.E.; Romero-Garcia, J.; Gonzalez-Gonzalez, V.; Garcia-Gutierrez, D.I.; Garza-Navarro, M.A.; Cruz-Silva, R. Encapsulation and immobilization of papain in electrospun nanofibrous membranes of PVA cross-linked with glutaraldehyde vapor. Mater. Sci. Eng. C Mater. Biol. Appl. 2015, 52, 306–314. [Google Scholar] [CrossRef] [PubMed]
- Capello, C.; Fischer, U.; Hungerbühler, K. What is a green solvent? A comprehensive framework for the environmental assessment of solvents. Green Chem. 2007, 9, 927–934. [Google Scholar] [CrossRef]
- Mahajan, A.; Ramana, E. Patents on magnetoelectric multiferroics and their processing by electrophoretic deposition. Recent Pat. Mater. Sci. 2014, 7, 109–130. [Google Scholar] [CrossRef]
- Jahanshahi, M.; Babaei, Z. Protein nanoparticle: A unique system as drug delivery vehicles. Afr. J. Biotechnol. 2008, 7, 604. [Google Scholar]
Figure 1.
Experimental setup for antisolvent crystallization of papain.
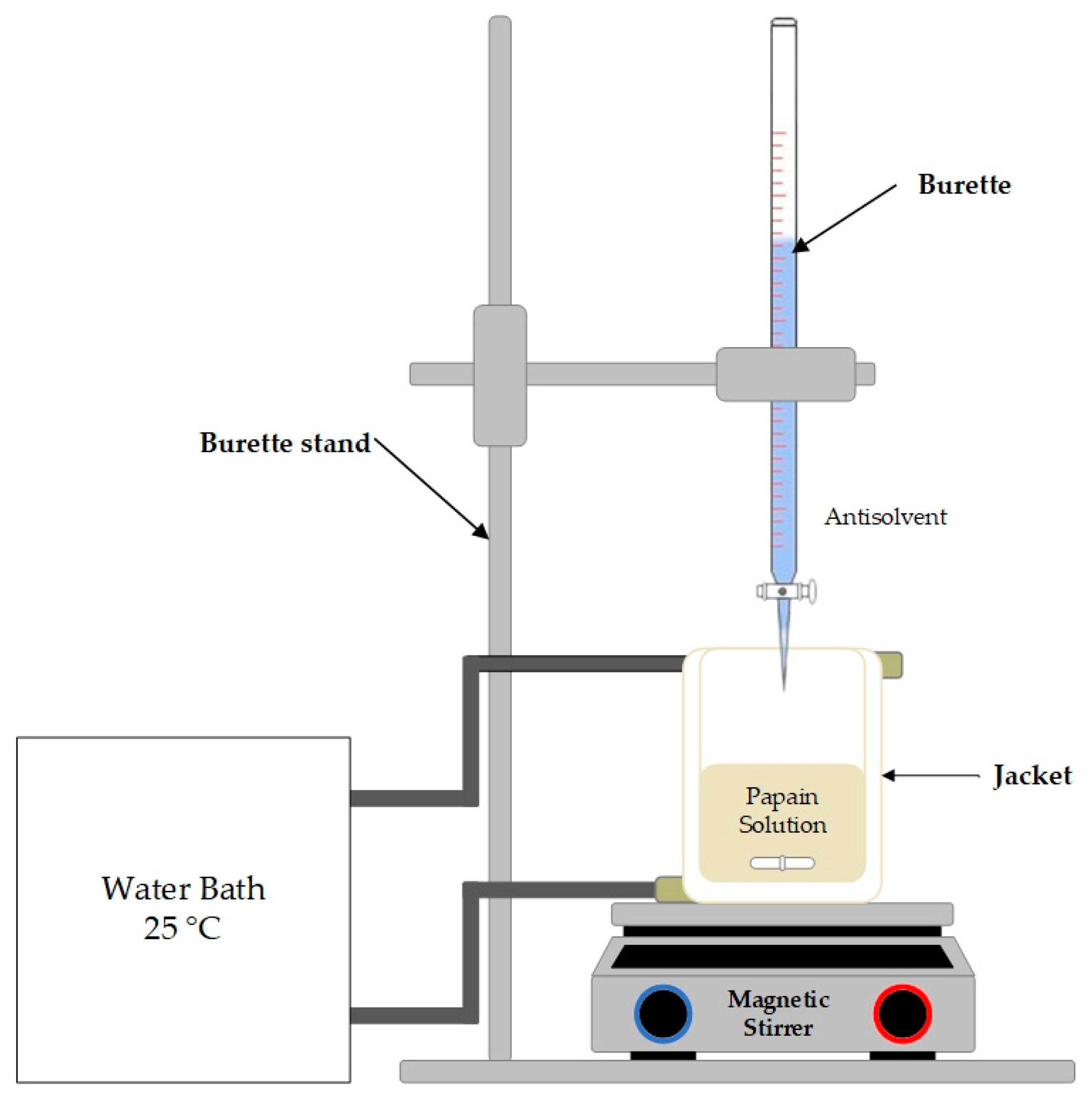
Figure 2.
Calibration line for determining the papain concentration.
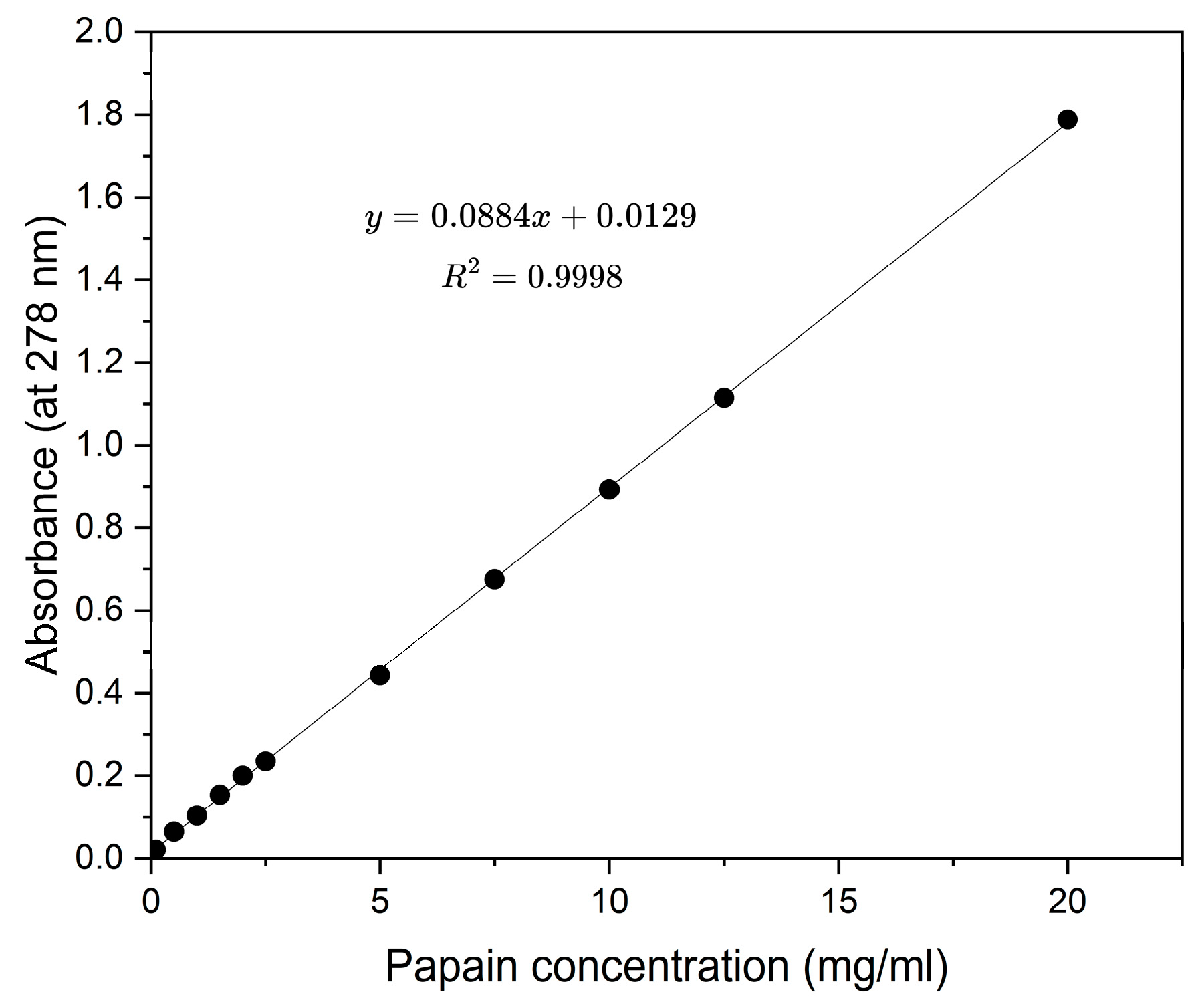
Figure 3.
Photomicrographs of papain crystals obtained using different antisolvent types: (a) ethanol, (b) acetonitrile, and (c) acetone.
Figure 3.
Photomicrographs of papain crystals obtained using different antisolvent types: (a) ethanol, (b) acetonitrile, and (c) acetone.
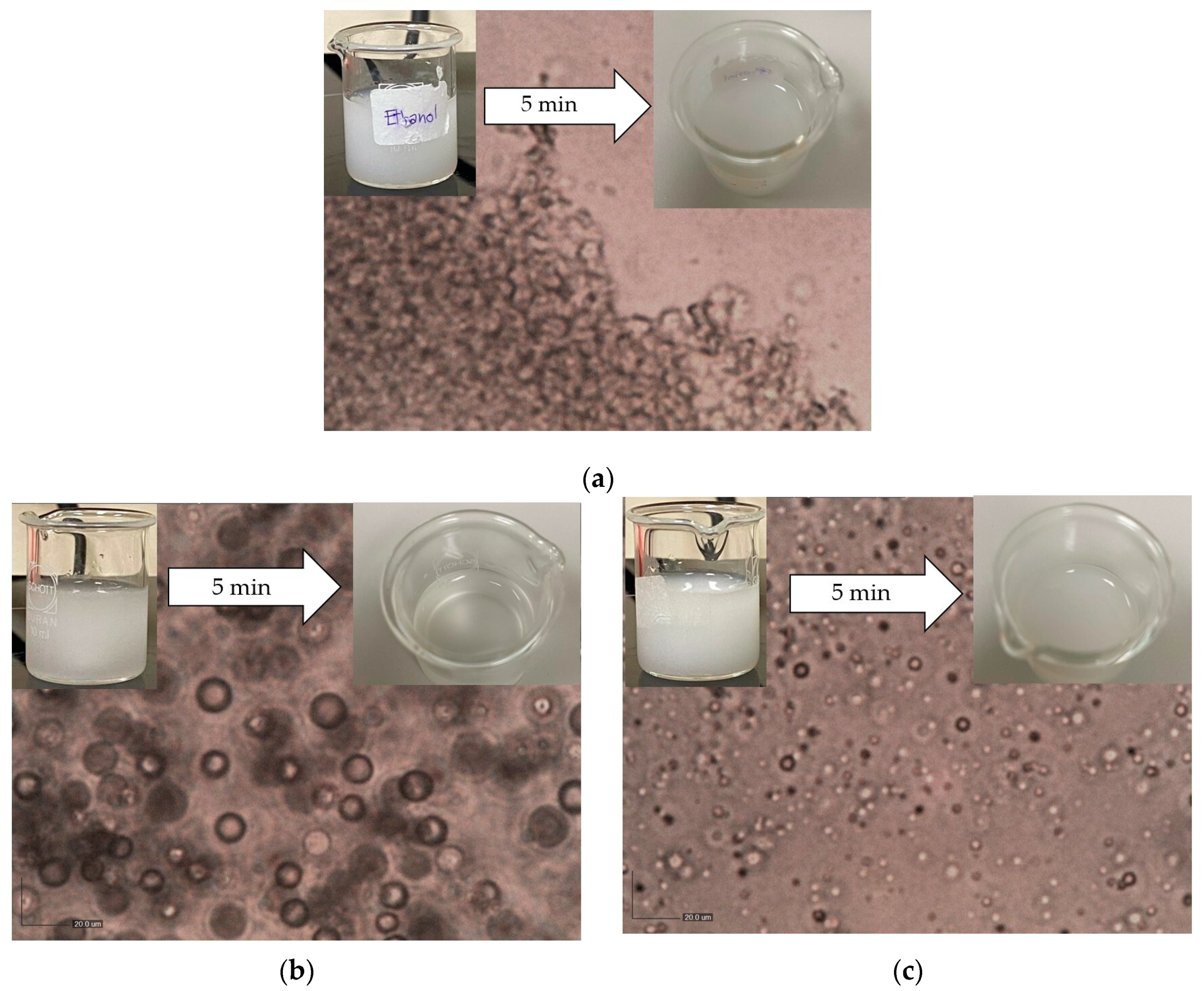
Figure 4.
Solubility of papain in water/ethanol mixture at 298.15 K.
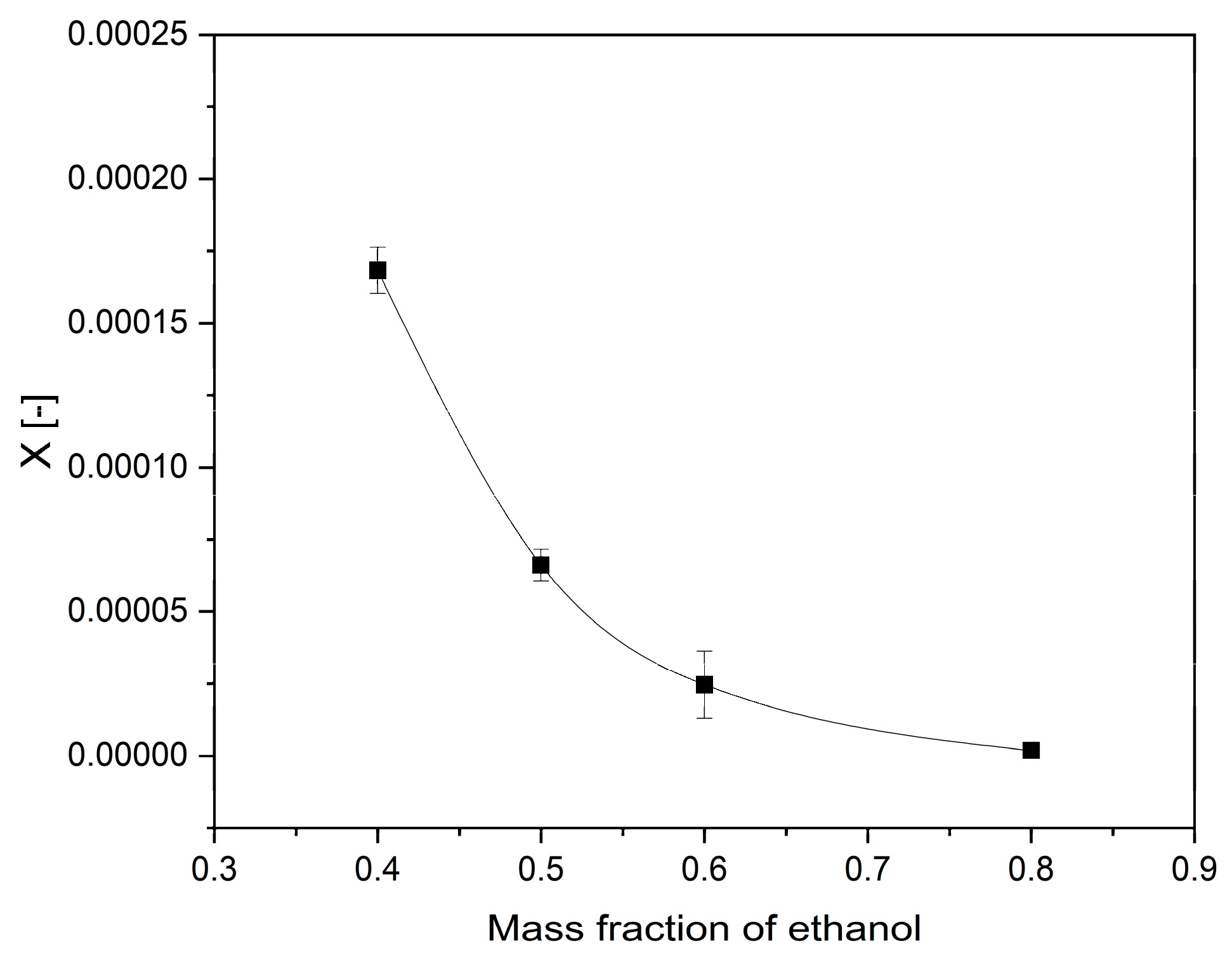
Figure 5.
The effect of S:AS volume ratios: (a) particle size distribution, (b) photograph of the suspensions formed after mixing ethanol with papain solution, (c) particle size (back line) and polydispersity index (PDI) (red line), and (d) crystallization yield (red line) and zeta potential (back line) of particles with papain concentration of 25 mg/mL at different S:AS ratios.
Figure 5.
The effect of S:AS volume ratios: (a) particle size distribution, (b) photograph of the suspensions formed after mixing ethanol with papain solution, (c) particle size (back line) and polydispersity index (PDI) (red line), and (d) crystallization yield (red line) and zeta potential (back line) of particles with papain concentration of 25 mg/mL at different S:AS ratios.
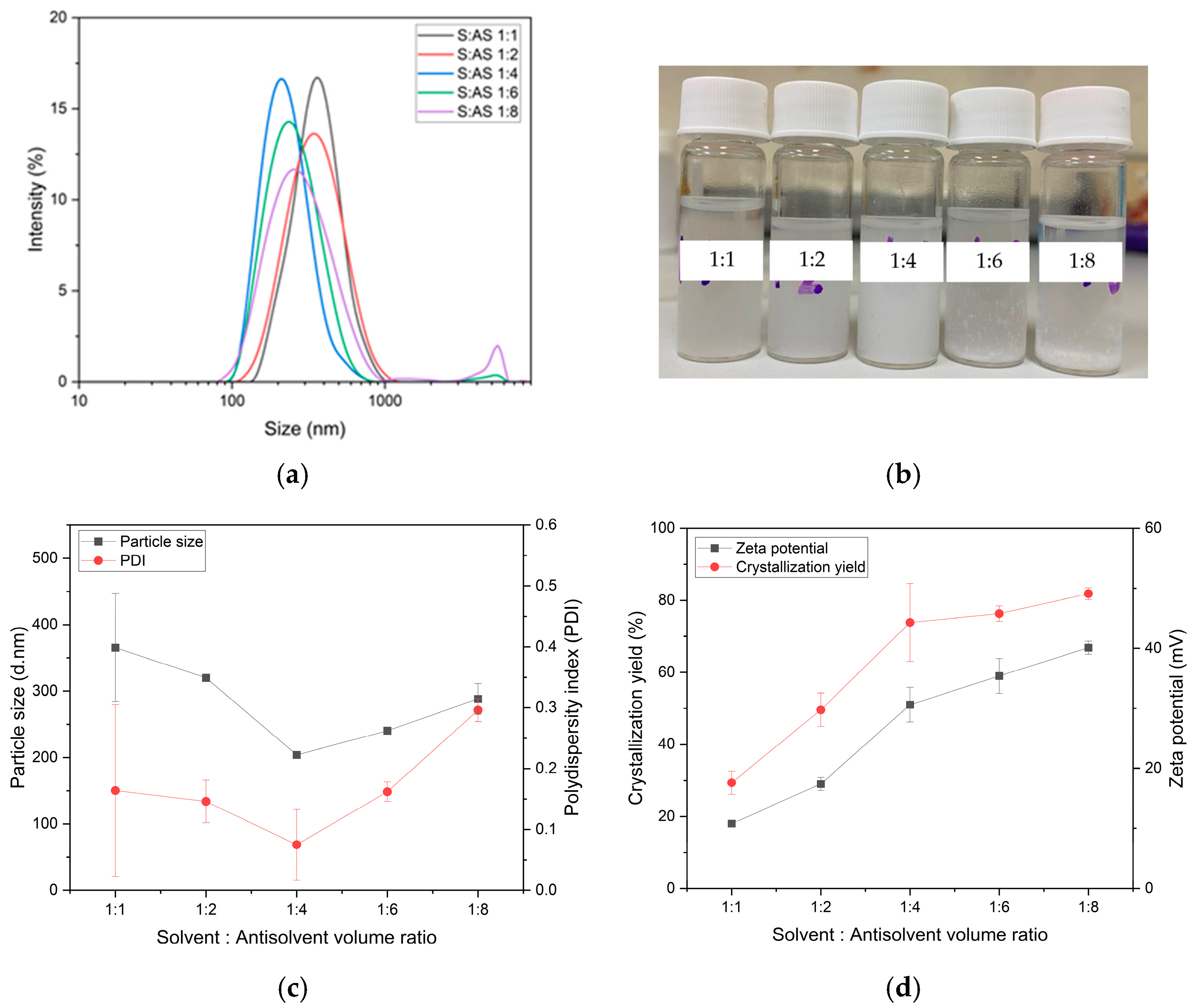
Figure 6.
The effect of papain concentrations: (a) particle size (back line) and polydispersity index (PDI) (red line), (b) crystallization yield (red line) and zeta potential (back line), and (c) particle size distribution of particles with papain concentration of 25 mg/mL at different AS:S ratios.
Figure 6.
The effect of papain concentrations: (a) particle size (back line) and polydispersity index (PDI) (red line), (b) crystallization yield (red line) and zeta potential (back line), and (c) particle size distribution of particles with papain concentration of 25 mg/mL at different AS:S ratios.

Figure 7.
SEM photomicrographs of papain crystals under optimal conditions (papain 30 mg/mL, S:AS 1:4): (a) purchased papain particles (unprocessed), (b) papain aggregation obtained after antisolvent crystallization, and (c) papain nanocrystals obtained after antisolvent crystallization.
Figure 7.
SEM photomicrographs of papain crystals under optimal conditions (papain 30 mg/mL, S:AS 1:4): (a) purchased papain particles (unprocessed), (b) papain aggregation obtained after antisolvent crystallization, and (c) papain nanocrystals obtained after antisolvent crystallization.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Residual activity of papain precipitate 1 and crystallization yield (%) at different antisolvent types *.
Table 1.
Residual activity of papain precipitate 1 and crystallization yield (%) at different antisolvent types *.
| Antisolvent | Crystallization Yield (%) | Residual Activity (%) |
|---|---|---|
| Acetonitrile | 98.67 ± 1.15 | N/A ** |
| Acetone | 89.33 ± 2.31 | 25.16 ± 5.47 |
| Ethanol | 80.10 ± 9.33 | 82.47 ± 7.00 |
* Papain concentration: 25 mg/mL; volume ratio of solvent to antisolvent: 1:4. ** Cannot find the value. 1 Using amidase method (Nα-benzoyl-DL-arginine 4-nitroanilide (BAPNA) to subtract).
Table 2.
Residual activity of papain precipitate at different papain concentrations (25–35 mg/mL) 1.
Table 2.
Residual activity of papain precipitate at different papain concentrations (25–35 mg/mL) 1.
| Concentration (mg/mL) | Residual Activity (%) |
|---|---|
| 25 | 89.68 ± 0.57 |
| 30 | 100 ± 6.55 |
| 35 | 90.87 ± 2.66 |
1 Using titration of the rate of hydrolysis of α-N-benzoyl-L-arginine ethyl ester hydrochloride (BAEE) method.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Boonkerd, S.; Wantha, L. Antisolvent Crystallization of Papain. ChemEngineering 2024, 8, 4. https://doi.org/10.3390/chemengineering8010004
AMA Style
Boonkerd S, Wantha L. Antisolvent Crystallization of Papain. ChemEngineering. 2024; 8(1):4. https://doi.org/10.3390/chemengineering8010004
Chicago/Turabian StyleBoonkerd, Sasitorn, and Lek Wantha. 2024. "Antisolvent Crystallization of Papain" ChemEngineering 8, no. 1: 4. https://doi.org/10.3390/chemengineering8010004