1. Introduction
A glass production plant is very energy-demanding, reaching temperatures over 2000 [K] in order to melt the raw material and obtain a high-quality glass [
1]. In Italy, the glass industry energy demand is about 5% of the total industrial consumption (1.33 Mtoe) without the addition of all the related activities (transport, packaging, etc.); its environmental impact is, therefore, significant (greenhouse effect, etc.). In the first decade of the 2000s, it has been estimated that this sector in the EU25 required a 7.8 GJ average per year and has produced 0.57 tons of CO
2 per ton of saleable product [
2]. International climate agreements, such as the recent COP26, have imposed strict regulations for energy consumption reduction, but above all for the related pollutant emissions [
3,
4]. In this context, the glass industry sector also requires the development of specific strategies to reduce its environmental impact. Preheating the combustion air through regenerative chambers is the main strategy. They are built upon a series of refractory bricks, that are used to store heat when hot gases from combustion flow; this process has reached 70% of thermal efficiency and it allows a recovery of about 1500 kJ per kg of glass [
5,
6,
7,
8]. The University of Genova, partner in the EU Funded PRIMEGLASS Life project, has contributed to developing numerical models for the regenerative chambers design [
9]. Another strategy to further exploit the residual heat of the exhausted gases is to preheat the glass raw material. In fact, the gases still have a temperature of the order of 500 [°C] that would otherwise be wasted. Several industrial sectors, like steel or cement production, have raw material preheating systems [
10] and a specific research activity has been performed to test the strategy for glass raw material [
11].
New European rules have imposed strict regulations on NO
x emissions in many industrial fields, including glass production [
12]. The formation mechanisms of this thermal pollutant are well described by the Zeldovich theories and its extensions [
13,
14,
15] when high-temperature reactions are involved. However, the maximum temperature reduction in the combustion process is not sufficient to decrease the NO
x production; local air-fuel distribution (oxygen concentration), the nitrogen presence and the residence time of the chemical species at high-temperatures are additional aspects to be considered. Long-term studies in different engineering areas (internal combustion engines and power generation plants) have already demonstrated methods to reduce chemical emissions: primary and secondary [
16]. The primary methods modify the design parameters of the combustion process, such as the exhaust gas recirculation (EGR) and staged combustion. The secondary methods consist of post-treatment of the combustion gases with chemical treatment, such as the urea injection, to reduce the NOx emissions. Within the framework of the Life PRIMEGLASS projects, two primary methods have been studied: the Waste Gas Recirculation system (WGR) and hybrid air staging [
17,
18]; both are applied to regenerative glass production plants. The WGR system is based on recirculation of a portion of exhaust gas taken from the regenerative chamber during the hot phase and injected into the lower part of the regenerative chamber on the air side, through a forced fan system. The portion of recirculated gas allows partial diluting of the air concentration in order to reduce the NO
x formation. This system has been studied by several authors mainly in automotive applications [
19,
20,
21] and the specific strategy for glass furnaces has been developed [
22,
23,
24].
The air staging (AS) consists in injecting air into the upper part of the regenerative chamber on the fumes side in order to reduce the NO
x. The combustion is set with a low value of oxygen to lower the NOx formation, but a high content of CO is obtained as a result. The combustion is completed in a secondary phase outside the combustion chamber and inside the top chamber at a lower temperature using the air staging system. Mainly three different air staging types exist: cold air staging (where the cold air at ambient temperature is injected in the chamber), the hot air staging (where the hot air flows naturally through a U-shaped duct from the adjacent chamber) and the hybrid air staging (that combines the two methods). Numerous authors in several industrial sectors have studied the air staging technique. For example, investigations on air staging and fuel staging have been carried out with an electrically heated tube reactor [
25]. Experiments with a newly designed controlled multiple air staging technology in grate firings have shown a considerable reduction in NO
x emissions [
26]. Experiments were carried out on an electrically heated multi-path air inlet one-dimensional furnace to assess NO
x emission characteristics of an overall air-staged (also termed air staging along furnace height) combustion of bituminous coal [
27]. Recent studies have shown the success of the air staging also to reduce the emissions from the combustion of problematic fuels in small scale combustion systems [
28]. Biedermann revised the data on air staging based on experiments with nine automated boiler technologies and concluded that significant reductions in both NO
x and particulate emissions are possible if low primary air ratios are used [
29]. Different biomass fuels have been burnt in a small-scale biomass boiler to investigate the effect of air staging on emissions [
30]. Numerical approaches have been published to model the system with a 600 MWe tangentially fired pulverized-coal boiler configured with the deep-air-staging combustion technology [
31]. A numerical model has been proposed to demonstrate that the emissions at the outlet of the combustion chamber are greatly reduced if the deep air staged combustion with the burner stoichiometric ratio of 0.75 is adopted [
32]. A CFD simulation method has been proposed to identify the optimal geometric parameters related to air staging in a wood pellet boiler [
33].
CFD simulations combined with the use of data analysis techniques can be a useful tool to improve the understanding of flow structures in industrial components, to identify design features, to optimize their performance and to support the operation management. In the latter use the numerical tools became part of the Artificial Intelligence field. Different approaches can be developed using surrogate models based on response surface methodologies for the above purposes [
34]. In this paper, CFD simulations have been used to study the hybrid air staging system in the regenerative chambers of glass production plants in order to reduce the NO
x emissions. First, the flow structure in this system is shown for a baseline case. Then, a simulation dataset (DOE) has been built by varying design parameters like air mass flow rate from the pros and cons injectors. Starting from the DOE, surrogate models have been obtained to build system response surfaces in a given operating range. A sensitivity analysis on the uncertainty that stems from injectors mass flow rate has been also performed. Finally, an optimization process has supported the optimal configuration for the system operating condition.
2. Layout of the Glass Production Plant with Regenerative Chamber and the Hybrid Air Staging
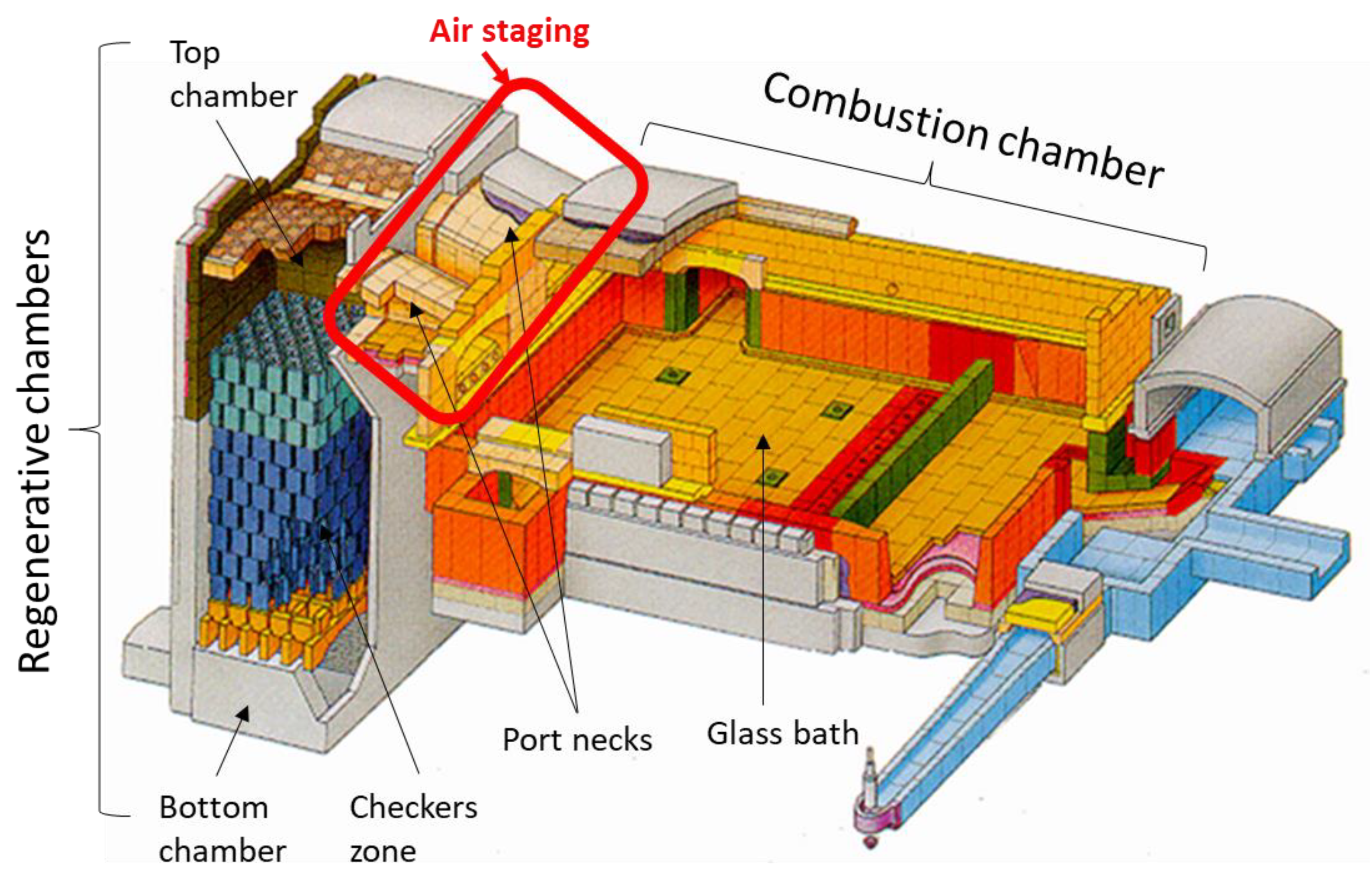
The glass furnace considered for this research is the regenerative End-Port, which is composed essentially from a combustion chamber and two regenerative chambers to recover the heat from the exhaust gases. A typical plant layout is in
Figure 1. The combustion chamber, made of refractory material, allows the raw material to be melted by the combustion processes fueled by natural gas; in fact, the glass bath must reach temperature between 1700–1800 [K] and the exhaust gases generally have a high energy content (temperature between 1400–1500 [K]). The two regenerative chambers (a Martin-Siemens original idea) alternately feed with air (cold phase) or exhaust gases (hot phase) with twenty minutes cycles. The regenerative chambers, that can exceed ten meters height, consist of three main areas: bottom chamber, checkers zone and top chamber. The checker’s zone is filled with material bricks assembled in a modular way with different shapes in order to absorb the heat of the waste gas during the hot phase and release it to the incoming air during the cold phase. The top of the regenerative chambers conveys the pre-heated air for the combustion and the exhaust gas through the Port necks.
The hybrid air staging system (whose position in the plant is shown in
Figure 1 by the red rectangle, while its operating scheme is explained in
Figure 2) is placed between the two Port necks in order to provide the recirculation of a preheated air portion, coming from the top chamber of the regenerator (side air), inside the exhaust gases (that are allocated in the top chamber on the fumes side). The recirculated air flows through a bypass duct between the two chambers and is controlled by the air jets at ambient temperature from the injectors, which also affects its mixing. The injectors are alternatively called pros and cons injectors, in accordance with the air/fume’s cycles of the regenerator.
4. Flow Analysis—Baseline Case
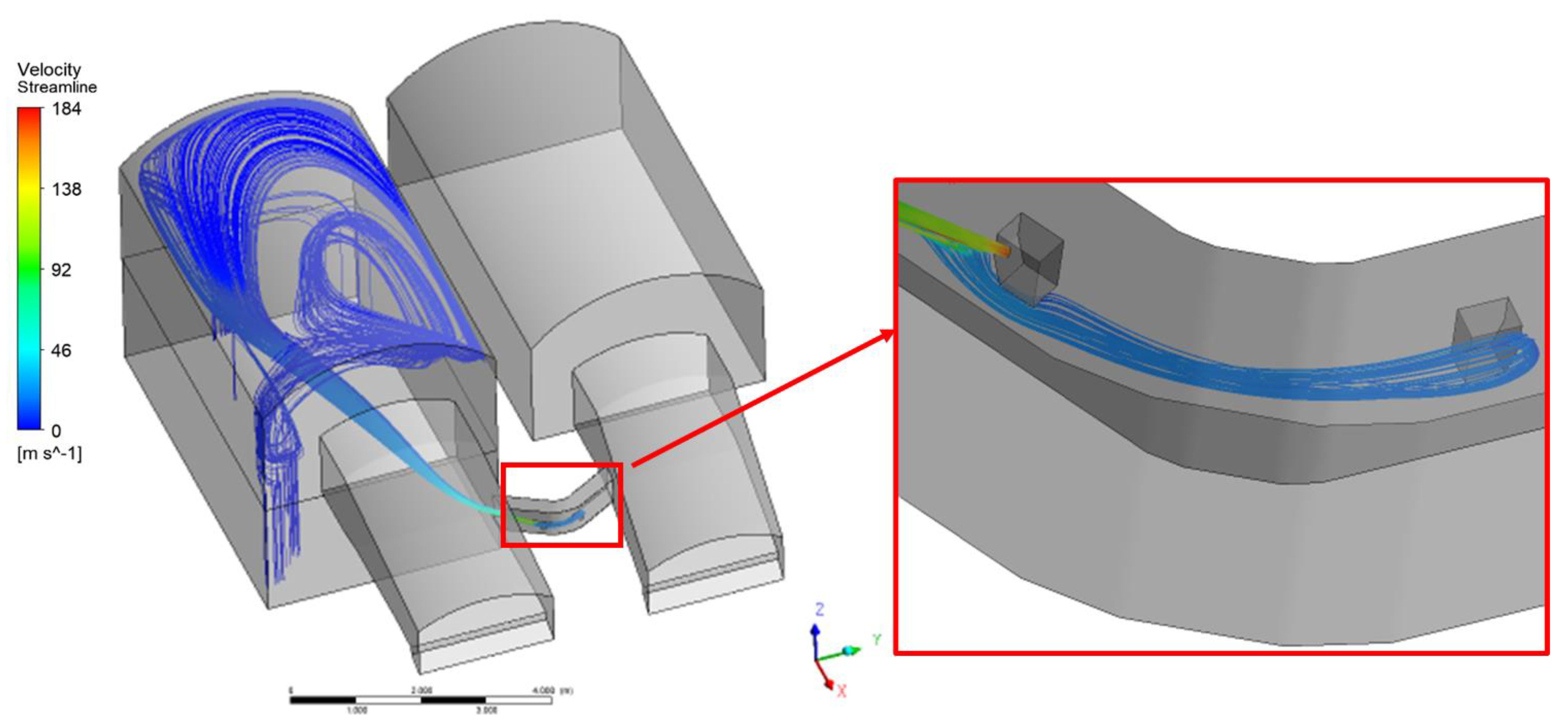
The hybrid air staging is a gas recirculation strategy operated at the port neck level. A set of two injectors, as previously described, are present in order to be able to control both the flow of recirculated gas and the mixing in the chamber. It is clear that for a given geometry of the furnace and regenerative chamber, the air mass flow through the injectors should be optimized. This section shows the flow structure of the reference case (baseline).
Figure 5 shows the velocity streamlines generated by the two injectors.
The cons injector (right) is activated with the aim of cooling the gases contained in the top chamber, while the pros injector (left) activates the recirculation of the flow by entraining it into the chamber and by enhancing the flow mixing.
Figure 6 shows the contour of the oxygen concentration in a section of the top chamber, while
Scheme 1 reports the respective values in a set of sectors that discretize the same above control surface.
For the baseline condition, the mass flow rate through the bypass duct is equal to 0.517 [kg/s] and gives an oxygen concentration between 0.04 and 0.05 almost everywhere. Therefore, it is strategic to be able to optimize this flow structure and evaluate the effectiveness of the system, by varying some operating parameters, to get the above distribution as uniform as possible with the lowest overall additional air mass flow rate.
5. Surrogate Models
Due to the considerable size of the computational domains and the phenomena complexity, the simulations require significant computational resources. The development of an appropriate surrogate model for the system response can support the optimization phases to dramatically reduce the overall time required. The surrogate model is built from a Design of Experiment (DoE) technique used to identify a set of simulations carried out in a given operating range. The choice of points within the range is generally entrusted to a random sampling technique that allows uniform coverage. One of the best and most used techniques is the Latin Hypercube Sampling (LHS) [
41,
42,
43,
44].
The surrogate model has been created from the DoE dataset using the Gaussian Process (GP), also known as Kriging [
41]. It effectively builds a response surface system in the predetermined operating range. Therefore, by interrogating the surrogate model it is possible to obtain the system response in a negligible time compared to the time required by a fully 3D CFD run. The surrogate model is particularly useful to perform sensitivity analysis in the uncertainty quantification process or for design optimization.
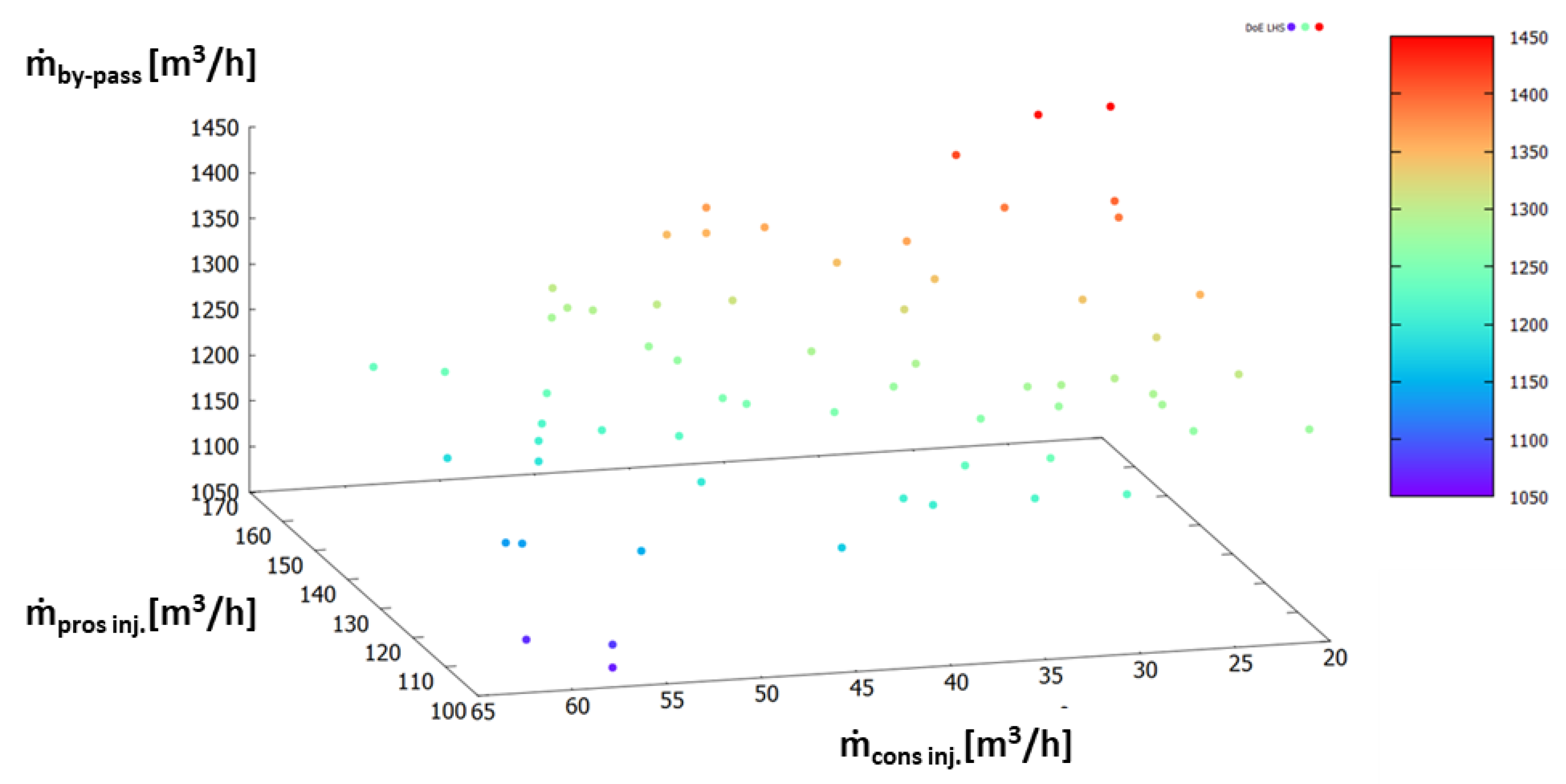
The set of simulations have been carried out by keeping constant the operating conditions of the furnace (constant inlet/outlet for air/exhaust gases) and by varying the operating condition of the Air Staging with a different inlet mass flow rate repartition in the two injectors. The mass flow rate through the bypass duct has been chosen as the system response in this phase, since dilution effectiveness of the exhausted gases increases with the recirculated mass flow rate.
The construction of the metamodel has been performed through the joint use of Ansys Fluent (for the CFD simulations) and Dakota software for the DoE construction and for the response surface setup. The input variables are the air mass flow rate injected by the pros (ṁ
pros) and cons (ṁ
cons) injectors in an operating range between 100–160 [m
3/h] and 20–60 [m
3/h], respectively. Using the LHS method, 64 cases have been simulated to evaluate the mass flow rate in the bypass duct.
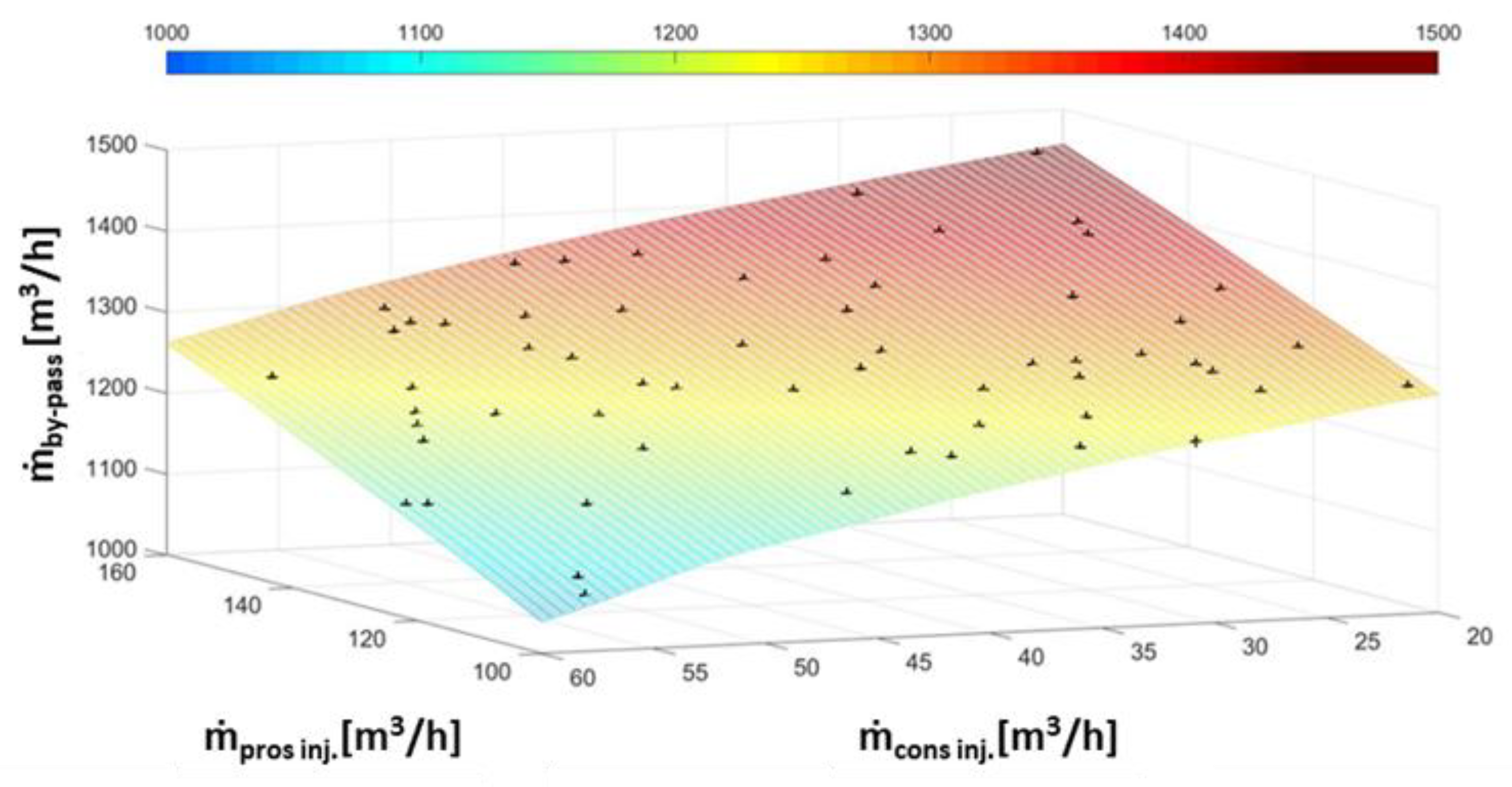
Figure 7 shows the point of the DoE considered with the output value from a combination of the two mass flow rates in the injectors.
It is evident that the LHS method has a very good coverage of the design space. Using the above data, the surrogate model using the GP method has been built. The response surface obtained from the GP is shown in
Figure 8 where the data from the DoE are added as points. The accuracy of the surrogate model can be checked qualitatively by observing that all the DoE points lie perfectly on the surface but also quantitatively.
Using the Dakota software, the quality of the surrogate model is quantified with the Leave-one-out Cross validation (also called Prediction Error Sum of Squares PRESS) [
41]. In
Table 2 have been reported the values of the mean square error (rms), average error and maximum error. The accuracy of the surrogate model is confirmed, and it can be used for the following analysis on Uncertainty Quantification and Optimization.
6. Uncertainty Quantification Analysis—UQ
The surrogate model estimates the response of the system in a very short time and with negligible computational effort compared to a 3D CFD run. This is essential to perform the UQ analysis that normally requires a large number of simulations. The UQ considers the input variables as probabilistic variables, i.e., as defined by an average value, by a standard deviation (which represents the uncertainty as a first approximation) as well as by a probability density function (pdf) associated with the variables. The purpose is to evaluate how uncertainty propagates in the physical system (or through simulations) and how it affects the output variables. A validated approach has been adopted by following previous work [
45]. In this case, the two mass flow rates of the injectors have been considered as probabilistic input parameters with their pdfs and their impact on the output variable (bypass mass flow rate) has been analyzed.
The analysis has been divided into two steps: a uniform pdf for the input variables in the first and a normal distribution centered in the intervals mean values in the second.
6.1. Uniform Distribution
The two mass flow rates can be considered with a uniform probability distribution within the range 110–150 [m
3/h] for ṁ
pros and 20–60 [m
3/h] for ṁ
cons. A significant number of samples are obtained using the LHS method directly on the surrogate model. In this case 1000 samples were considered. The result of the probability distribution of the bypass flow rate (output variable) is represented by the histograms in
Figure 9.
It can be noticed that the distribution of the uncertainty of the bypass mass flow rate is different from the uniform distribution of the two input variables. In fact, there is a higher probability for the central values of the variation range, showing a limited range of possible values subjected to uncertainty.
6.2. Normal Distribution
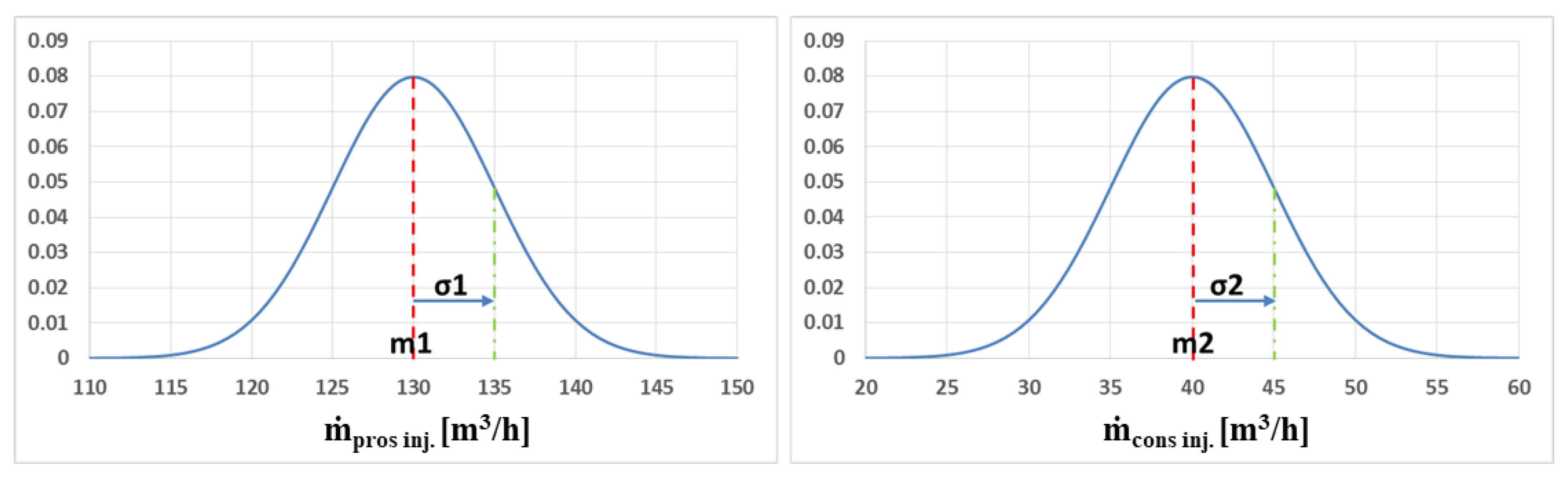
The input variables uncertainty is modelled with a normal distribution as depicted in
Figure 10, with mean and standard deviations defined in
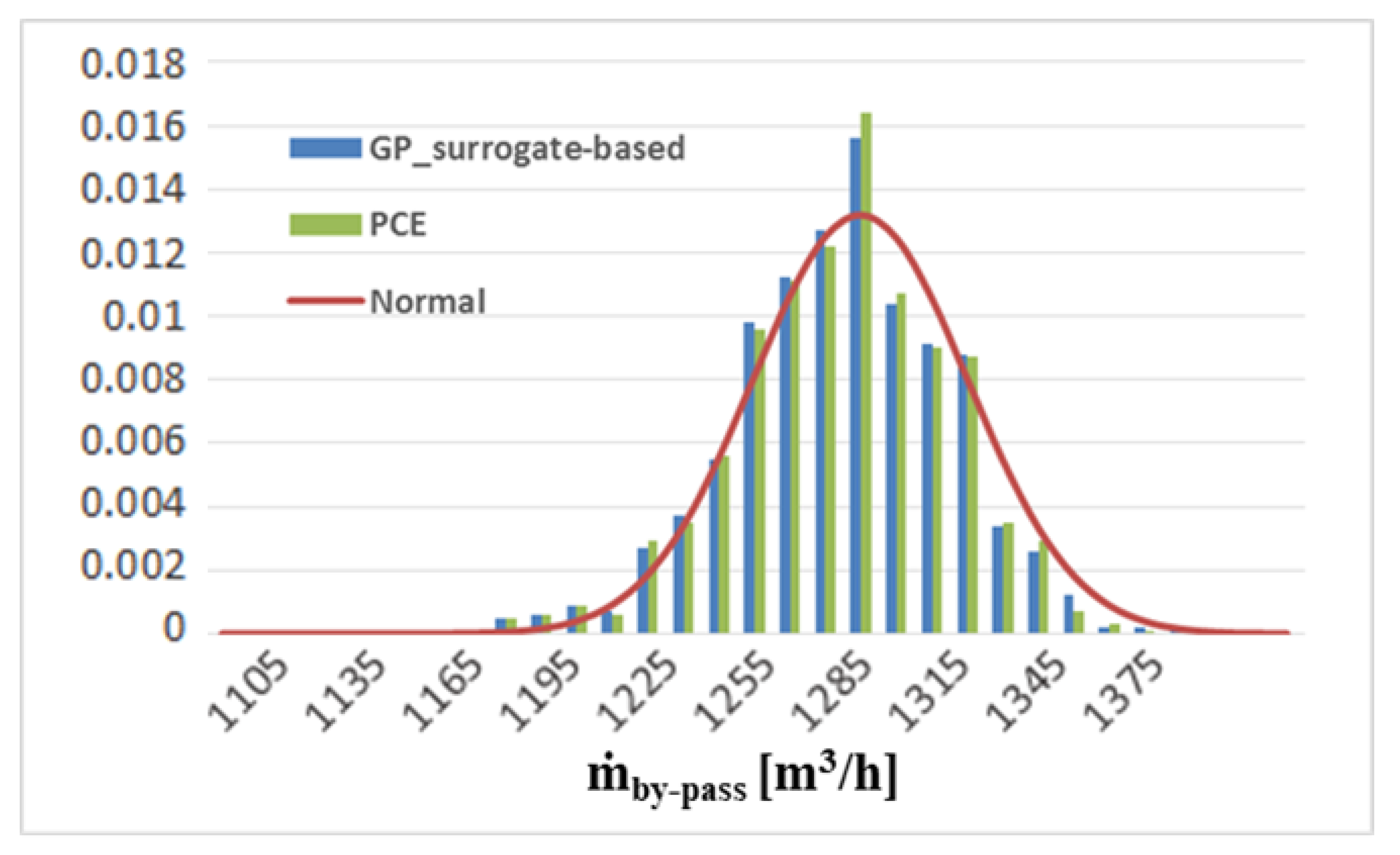
Table 3. The resulting output distribution for the bypass mass flow rate is represented by the histograms in
Figure 11.
It can be noticed that the distribution almost fits the corresponding normal pdf (represented by the red curve). However, the uncertainty associated to the system response is very low if compared to the standard deviation σ associated to input variables (see
Table 4).
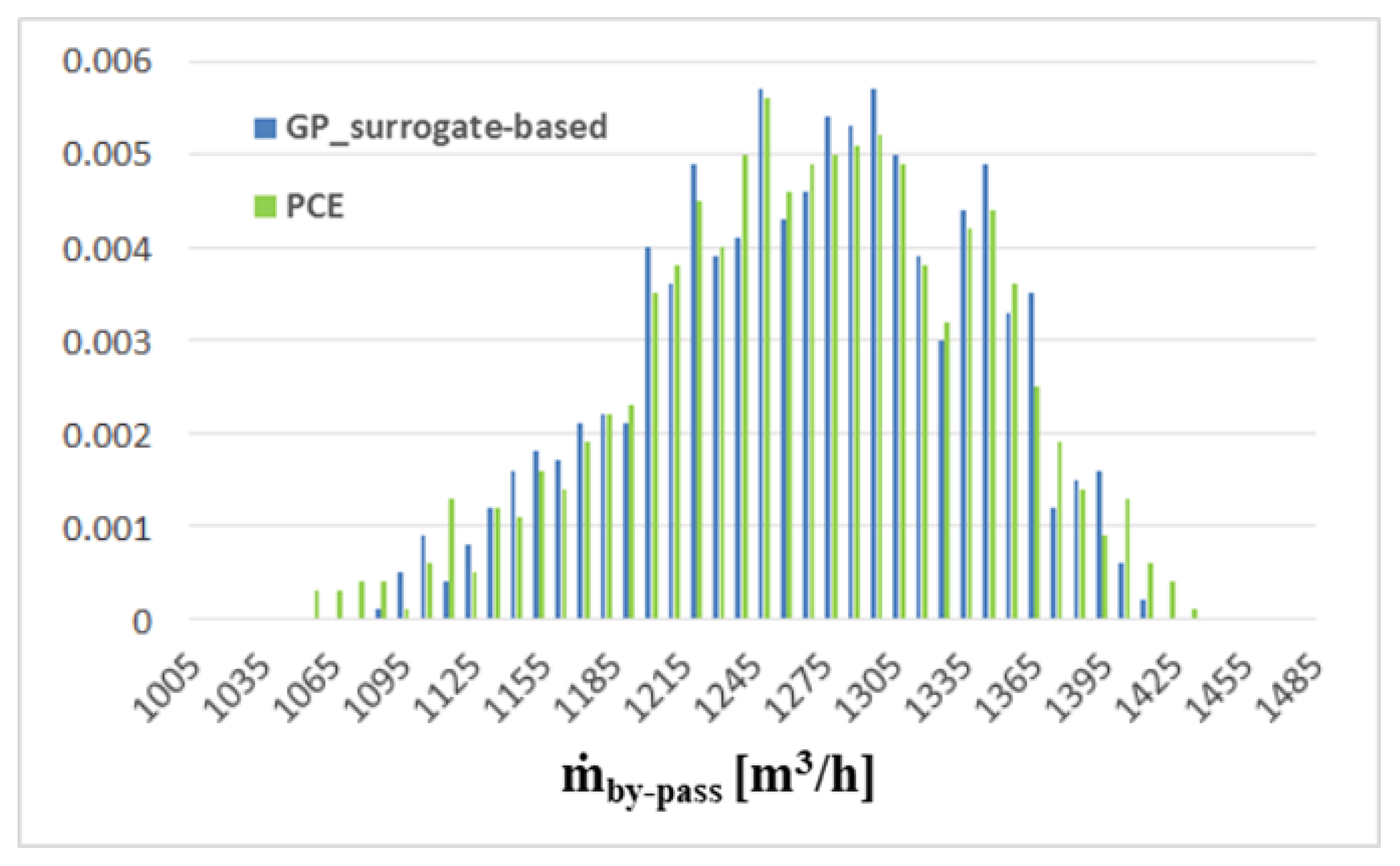
An alternative method to create a surrogate model to perform the UQ analysis involves the use of Polynomial Chaos Expansions (PCE): it is based on the approximation of the response through a base of orthogonal polynomials, known as the Wiener-Askey scheme, which determines an optimal basis for multiple continuous probability distributions [
41]. In general, the PCE method is advantageous when the number of variables is limited because the same results can be obtained with much less simulations from the high-fidelity case (fully 3D CFD). Only 16 CFD simulations were considered (half of those used for the GP), to set up the PCE and the UQ analysis was carried out on the surrogate model obtained with a series of 1000 samples. The results obtained for the uniform and normal distribution of the two input variables are presented in
Figure 12 and
Figure 13 and compared with the previous results. The results are essentially identical in both cases confirming the higher efficiency of the PCE approach with respect to standard response surfaces (kriging) generated from a rich (time consuming) DoE.
From the UQ analysis emerged that the uncertainty on the mass flow rates of the air injectors, which represent the inputs of the CFD simulations, marginally affects the mass flow rate in the bypass duct. In fact, from the probability distributions it can be seen that, especially in the case of input normal distribution, the percentage of uncertainty on the ṁbypass is very limited, making the most probable values limited to a narrow range. The Polynomial Chaos method gave the same results in terms of probability distribution but with a number of CFD simulations necessary much lower.
7. Optimization Process to Support System Operation Management
When evaluating the performance of the air staging system, it is also necessary to consider the effect that it has on the flow distribution at the inlet section of the stacks. It is important to evaluate the uniformity of the flow and chemical composition. To quantify the above aspect a uniformity index
γ has been introduced as suggested by Om Ariara Guhan C.P. et al. [
46]. In the above work the index is defined with the aim of evaluating the uniformity of the flow within an exhaust gas after-treatment system of an internal combustion engine. The equation used at a discrete level to calculate the index is represented in Equation (6):
In the above reference case, the flow velocity is considered, in our case it is readjusted using the oxygen concentration values on the inlet discretized section of the stacks. The formulation is then adjusted as in Equation (7).
where:
O2i is the concentration of
O2 on the
i-th discretization surface,
O2avg is the average concentration over the entire stack entrance surface,
Ai is the
i-th surface into which the control surface has been divided and
A0 is the total stacking entrance area. The checkers inlet zone has been discretized as previously shown in
Scheme 1.
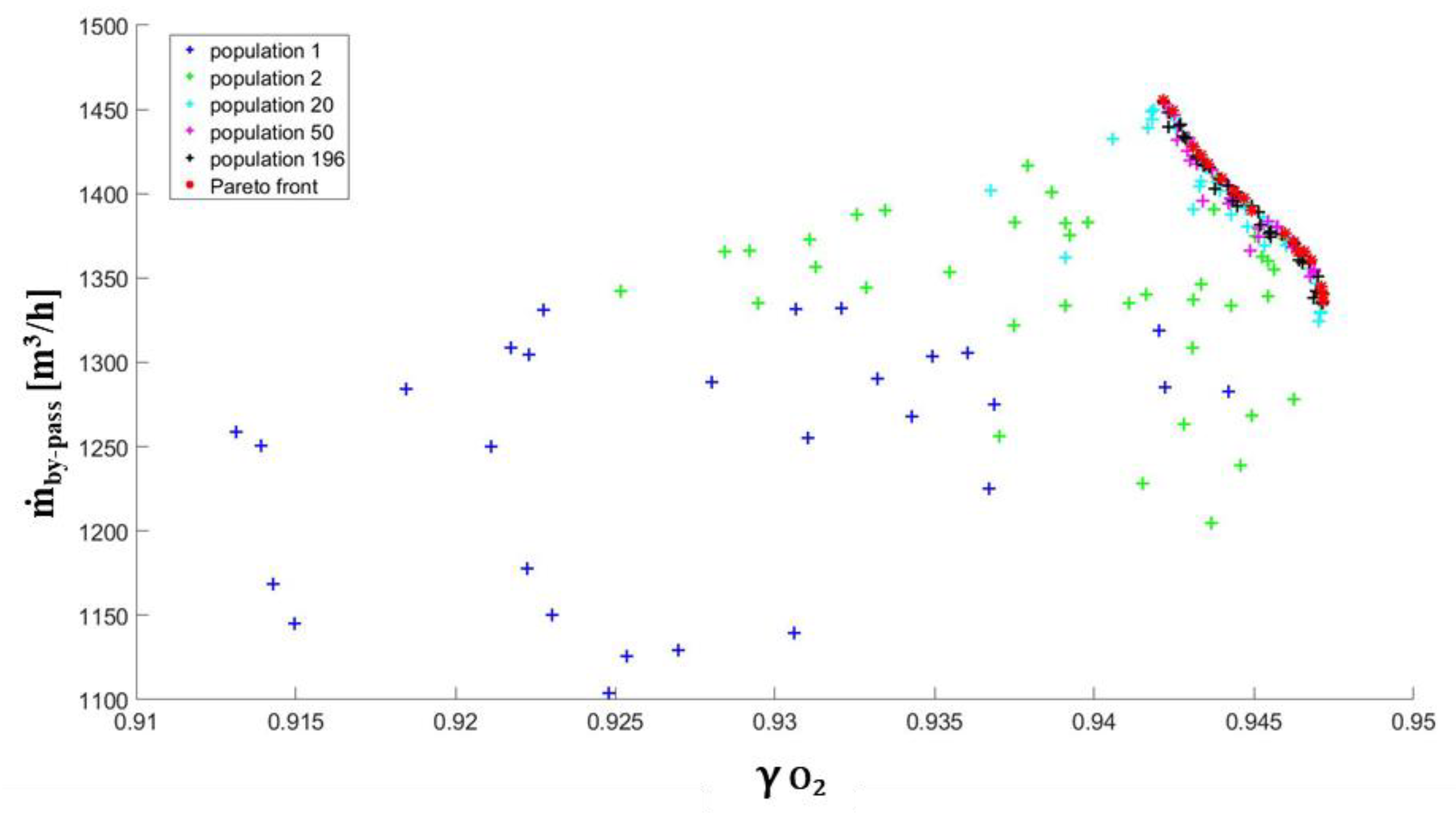
An optimization strategy has been developed to support the optimal operation setting of the system in terms of injected mass flow rates. The final goal is to minimize the total injected air mass flow (minimize the energy consumption and thermal problems) and to maximize the flow uniformity (oxygen distribution) at the checkers inlet section, in order to reach the best performance for the pollution reduction system. First, a multi-objective optimization was carried out using the response surfaces obtained for the bypass mass flow rate and the γO2 coefficient. The algorithm used for optimization is a standard multi-objective genetic algorithm available in the Dakota platform.
The resulting Pareto sets for the optimal values of the two goals are reported on the respective response surfaces in
Figure 14 and
Figure 15 with red cross symbols, while in
Figure 16 are reported the populations obtained from optimization and Pareto Front. The optimal conditions are reached towards the boundaries of the surfaces for high values of the flow rate of the pros injector (always around the maximum value of 160 [m
3/h]) and medium-low values of the flow rate against the main stream.
Multi-objective optimization allows us to evaluate the best performance of the system by considering the two combined contributions of the uniformity index and the bypass flow rate. It is clear that the air staging system works in optimal conditions for high values of the flow rate of the pros injector and at the same time medium-low values for the cons.
The optimization carried out led to the use of the maximum mass flow rate of the injector in favor of the flow. However, this scenario can be costly, since the
involves the highest external compressed air contribution, which in fact is one of the most important system life management costs. To take also this aspect into account, a cost function has been introduced that this time (unlike
ṁbypass and
γO2) must be minimized. The expression of the cost function is represented in Equation (8) and considers the flow rates of the injectors weighted with a coefficient (higher for the pros injector):
where
φ1 and
φ2 are, respectively, 1.0 and 0.5, because the pros injector is more important because it drives the flow into the bypass duct.
A multi objective optimization process with three distinct objectives is difficult to tackle and it is particularly cumbersome to interpret and understand the results and to select the optimum on the resulting Pareto set. Therefore, a single objective optimization has been performed after the definition of the appropriate objective function obtained as a linear combination of the three concurring goals,
Fobjective in Equation (9). The weights in the linear combination are set by the user to give more space to a selected goal if required. In particular,
ξ1 = 0.9,
ξ2 = 0.2 and
ξ3 = 0.6; the oxygen uniformity index is more important for its influence in the regenerator to mix the exhaust gases for the pollutant reduction. The cost function is introduced because of the injectors mass flow rate to control the flow in the bypass duct. In this case, a genetic algorithm was used. After the generation of 58 starting populations (
Figure 17) the optimization converged to the optimal result represented in
Figure 18 and
Table 5. The result is presented in a dimensionless form and corresponds to the values of the objective functions of
γO2 = 0.9446 and
ṁbypass = 1374 [m
3/h].
The optimal point is again positioned toward high flow rates for the pros and for medium-low flow rates for the cons.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}