
Effect of Fiber Side-Feeding on Various Properties of Nickel-Coated Carbon-Fiber-Reinforced Polyamide 6 Composites Prepared by a Twin-Screw Extrusion Process


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
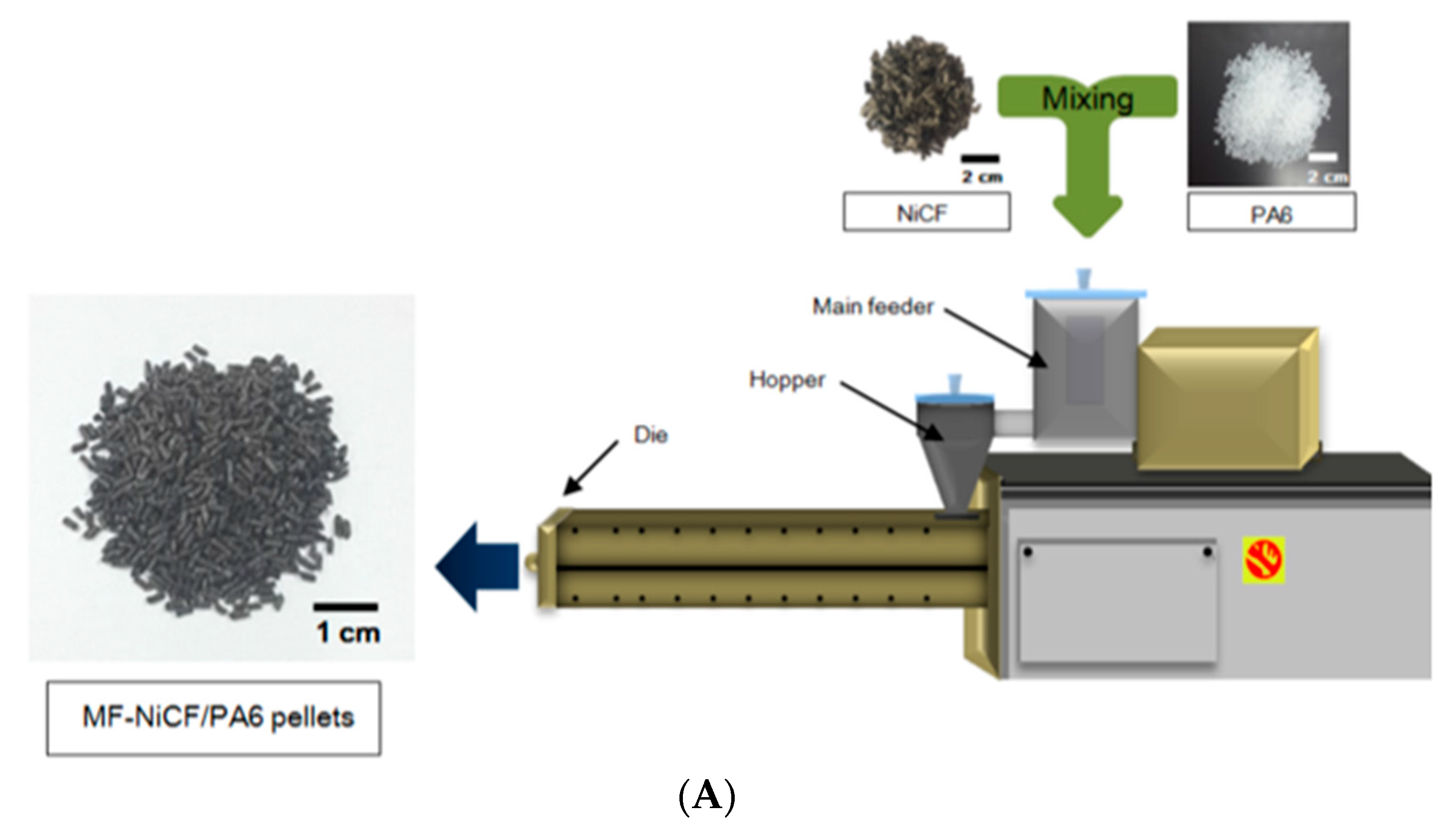
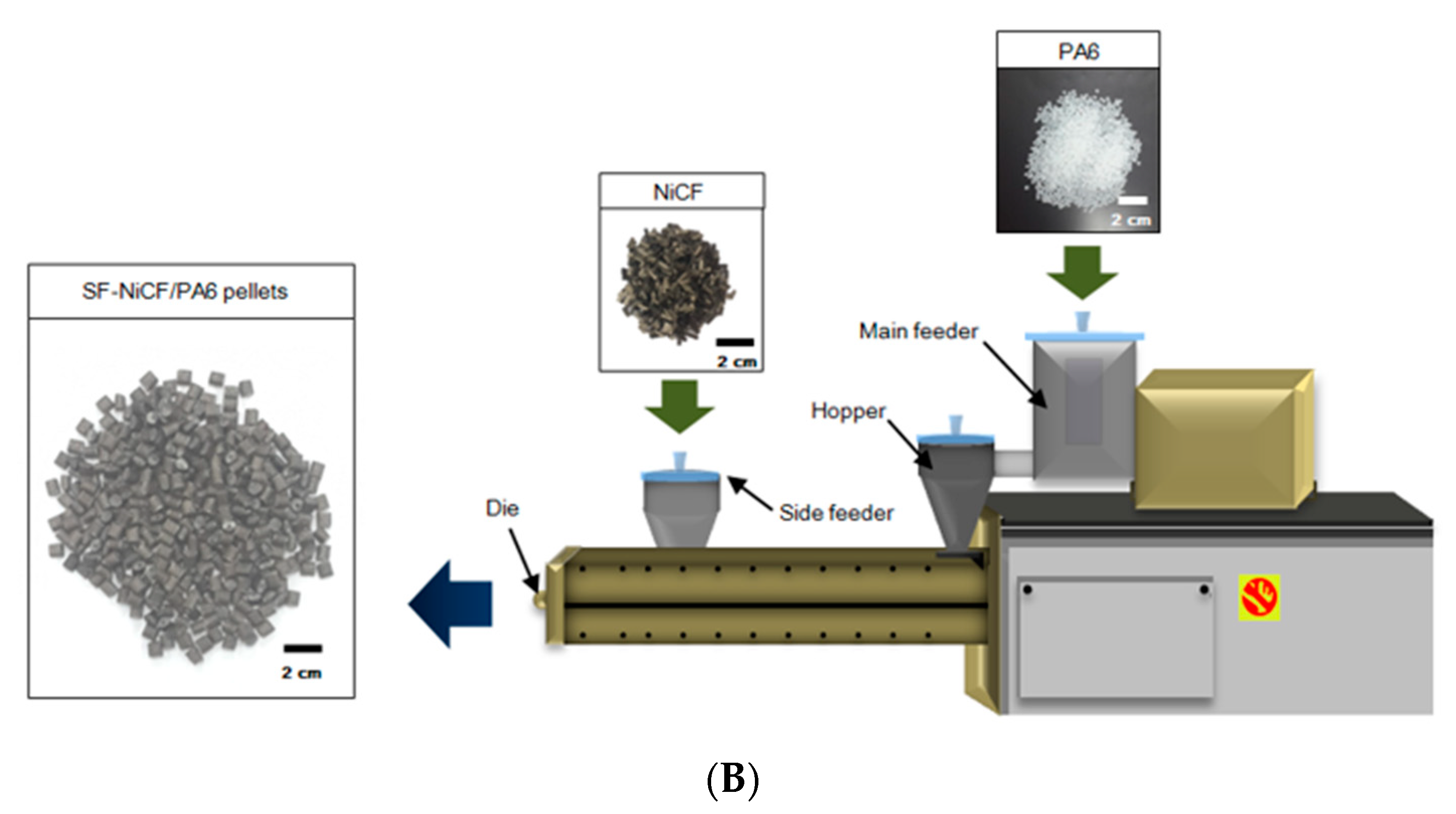
2.2. Processing of the NiCF/PA6 Pellets and the Composites
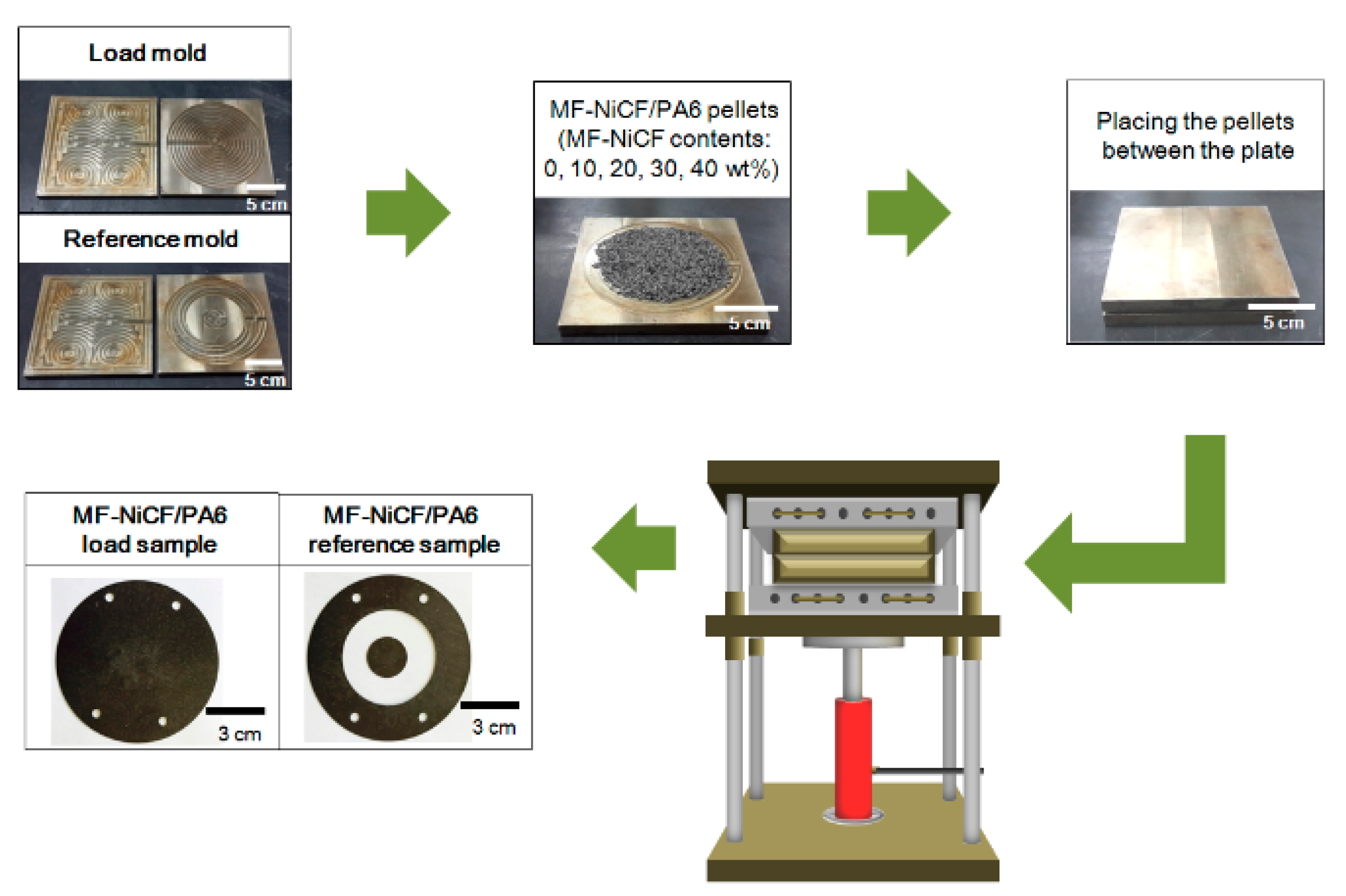
2.3. Preparation of NiCF/PA6 Composites for EMI SE Measurement
2.4. Fiber Length Distribution Measurement
2.5. Thermal Characterization
2.6. Mechanical Tests
2.7. Surface Resistivity and EMI SE Measurements
3. Results and Discussion
3.1. Fiber Length Distribution
3.2. Thermal Stability
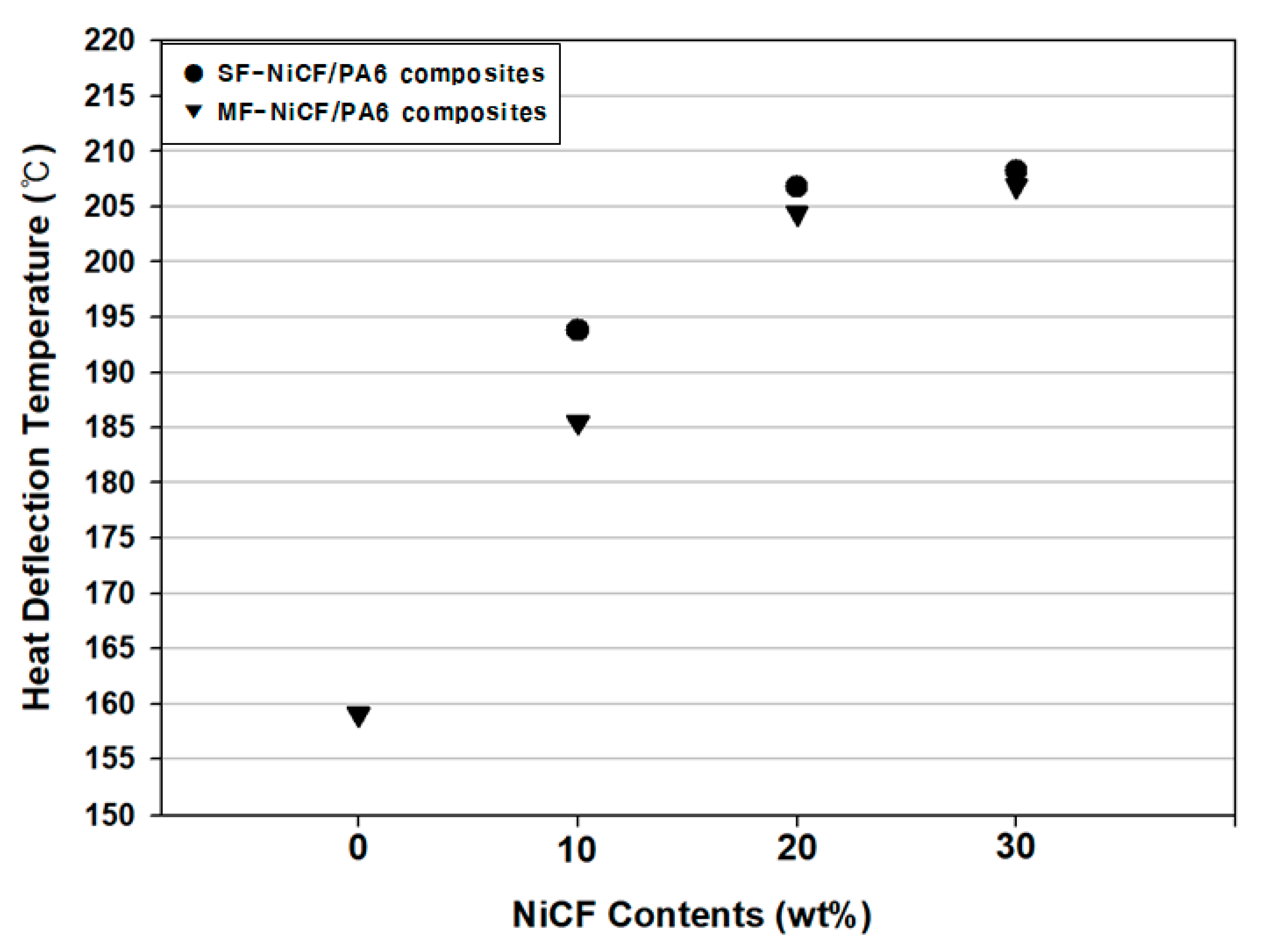
3.3. Heat Deflection Temperature
3.4. Storage Modulus
3.5. Tensile Properties
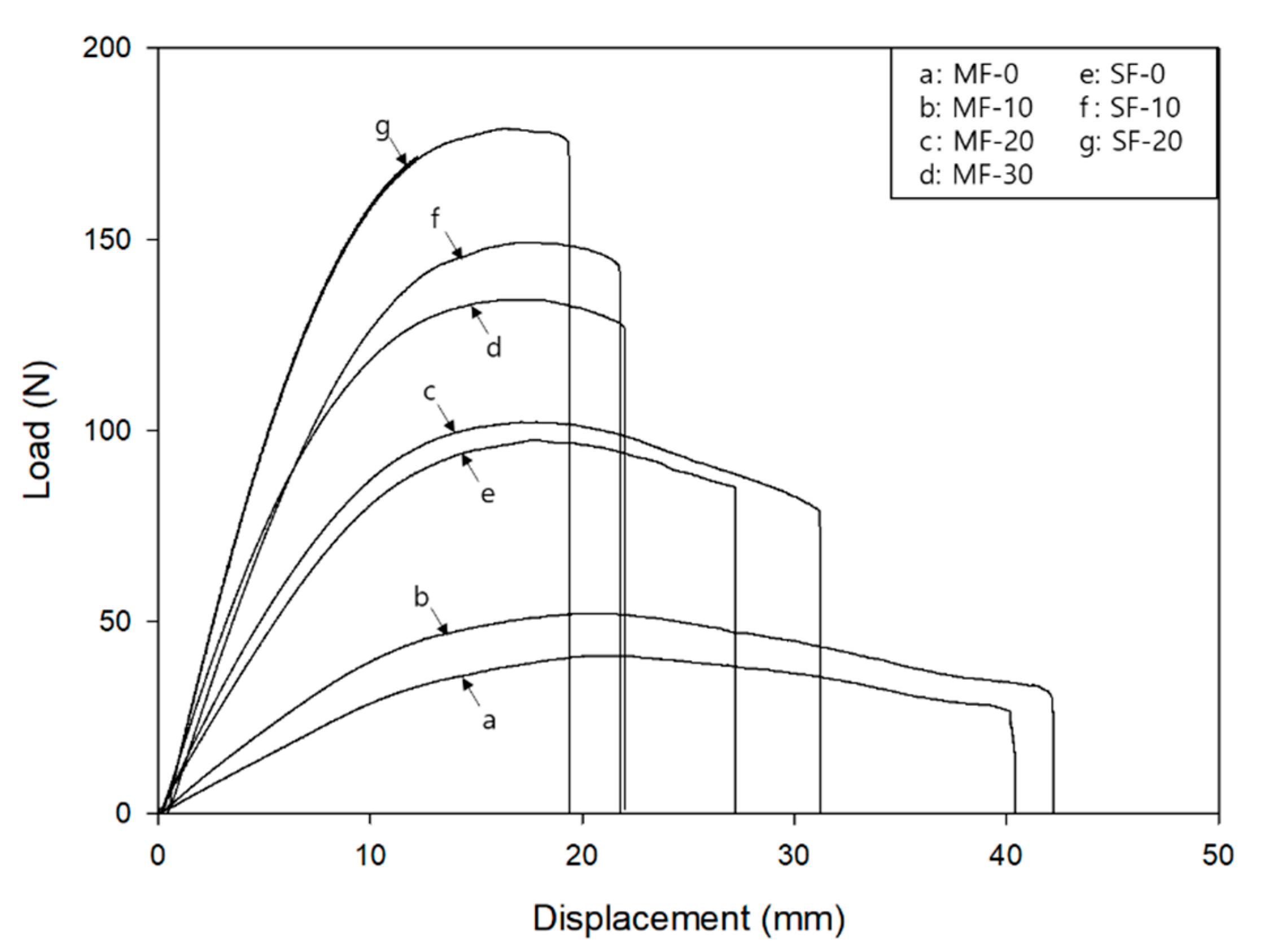
3.6. Flexural Properties
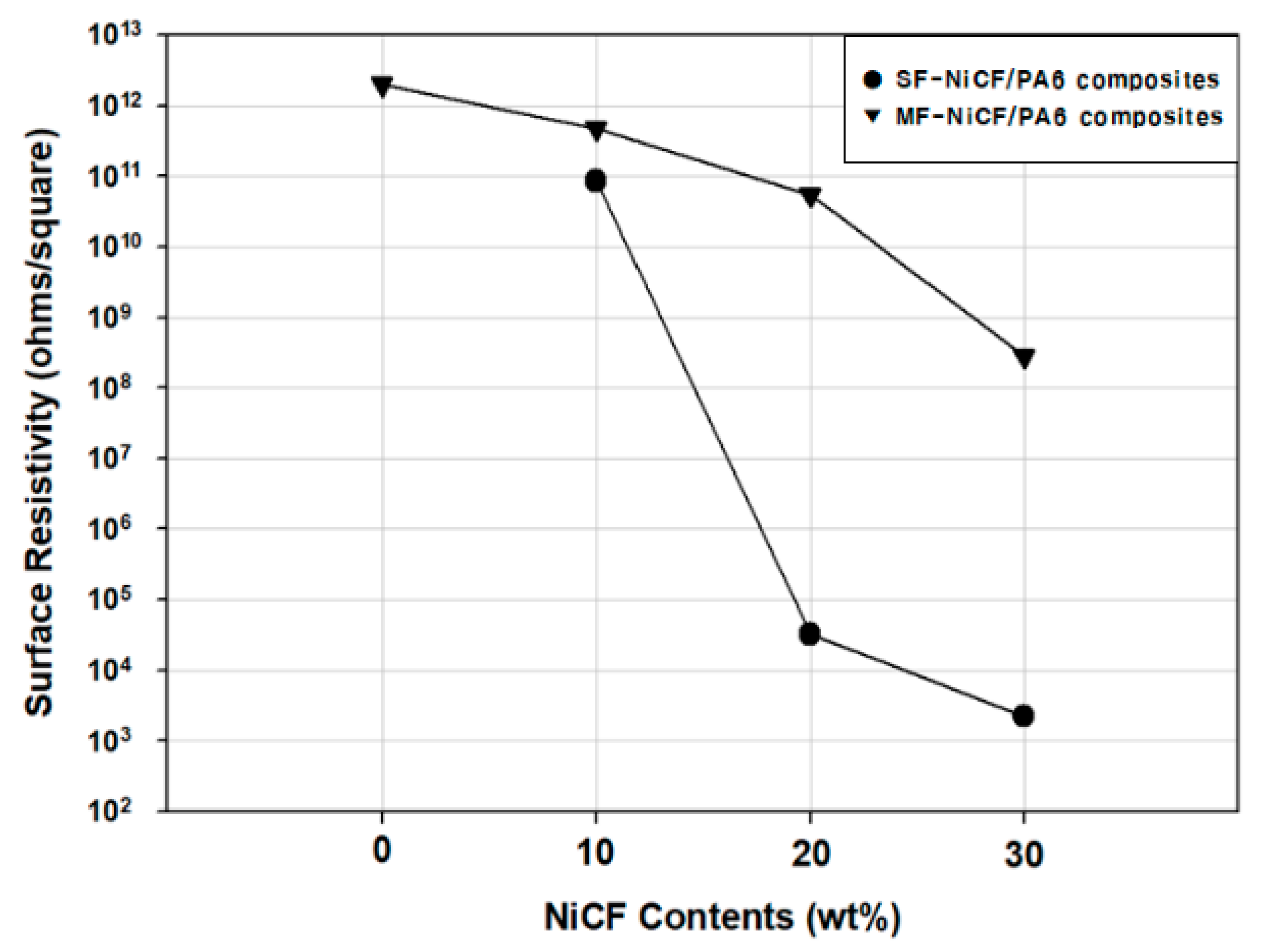
3.7. Surface Resistivity
3.8. Electromagnetic Interference Shielding Effectiveness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kaszuba-Zwoińska, J.; Gremba, J.; Gałdzińska-Calik, B.; Wójcik-Piotrowicz, K.; Thor, P.J. Electromagnetic field induced biological effects in humans. Przegl Lek. 2015, 72, 636–641. [Google Scholar] [PubMed]
- Xia, C.; Yu, J.; Shi, S.Q.; Qiu, Y.; Cai, L.; Wu, H.F.; Ren, H.; Nie, X.; Zhang, H. Natural fiber and aluminum sheet hybrid composites for high electromagnetic interference shielding performance. Compos. Part B 2017, 114, 121–127. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Z.; Zhang, B.; Zhao, G.L.; Guo, S.M. The electromagnetic interference shielding effectiveness of high aspect-ratio SiC nanofibers/epoxy composites. RSC Adv. 2015, 5, 93499–93506. [Google Scholar] [CrossRef]
- Nazir, A.; Yu, H.; Wang, L.; Liu, J.; Li, S.; Amin, B.U.; Naveed, K.; Khan, R.U.; Khan, A.; Usman, M.; et al. Electromagnetic interference shielding effectiveness of ferrocene-based polyimidazole/carbon material composites. Polym. Compos. 2020, 41, 2068–2081. [Google Scholar] [CrossRef]
- Chung, D.D.L. Electromagnetic interference shielding effectiveness of carbon materials. Carbon 2001, 39, 279–285. [Google Scholar] [CrossRef]
- Chao, Z.; Yu, Y.; Lei, F.; Hu, D. A lightweight and flexible CNT/Fe3O4 composite with high electromagnetic interference shielding performance. Carbon Lett. 2021, 31, 93–97. [Google Scholar] [CrossRef]
- Mo, J.H.; Kim, K.C.; Jang, K.S. Well-dispersed carbon nanotube/polymer composite films and application to electromagnetic interference shielding. J. Indus. Eng. Chem. 2019, 80, 190–196. [Google Scholar] [CrossRef]
- Kim, H.G.; Shin, H.J.; Kim, G.C.; Park, H.J.; Moon, H.J.; Kwac, L.K. Electromagnetic interference shielding characteristics for orientation angle and number of plies of carbon fiber reinforced plastic. Carbon Lett. 2015, 15, 268–276. [Google Scholar] [CrossRef]
- Yesmin, N.; Chalivendra, V. Electromagnetic shielding effectiveness of glass fiber/epoxy laminated composites with multi-scale reinforcements. J. Compos. Sci. 2021, 5, 204. [Google Scholar] [CrossRef]
- Tang, W.; Lu, L.; Xing, D.; Fang, H.; Liu, Q.; Teh, K.S. A carbon-fabric/polycarbonate sandwiched film with high tensile and EMI shielding comprehensive properties: An experimental study. Compos. Part B 2018, 152, 8–16. [Google Scholar] [CrossRef]
- Jung, S.; Cho, D. Effect of fiber feeding route upon extrusion process on the electromagnetic, mechanical, and thermal properties of nickel-coated carbon fiber/polypropylene composites. Compos. Part B 2020, 187, 107861. [Google Scholar] [CrossRef]
- Hong, M.S.; Choi, W.K.; An, K.H.; Kang, S.J.; Park, S.J.; Lee, Y.S.; Kim, B.J. Electromagnetic interference shielding behaviors of carbon fibers reinforced polypropylene matrix composites: II. Effects of filler length control. J. Indus. Eng. Chem. 2014, 20, 3901–3904. [Google Scholar] [CrossRef]
- Tzeng, S.S.; Chang, F.Y. EMI shielding effectiveness of metal-coated carbon fiber-reinforced ABS composites. Mater. Sci. Eng. A 2001, 302, 258–267. [Google Scholar] [CrossRef]
- Kim, J.T.; Park, C.W.; Kim, B.J. A study on synergetic EMI shielding behaviors of Ni-Co alloy-coated carbon fibers-reinforced composites. Synth. Met. 2017, 223, 212–217. [Google Scholar] [CrossRef]
- Hong, M.S.; Bae, K.M.; Lee, H.S.; Park, S.J.; An, K.H.; Kang, S.J.; Kim, B.J. Electromagnetic Interference Shielding Behaviors of Electroless Nickel-loaded Carbon Fibers-reinforced Epoxy Matrix Composites. J. Kor. Indus. Eng. Chem. 2011, 22, 672–678. [Google Scholar]
- Kim, B.J.; Bae, K.M.; Lee, Y.S.; An, K.H.; Park, S.J. EMI shielding behaviors of Ni-coated MWCNTs-filled epoxy matrix nanocomposites. Surf. Coat. Technol. 2014, 242, 125–131. [Google Scholar] [CrossRef]
- Ahmad, M.S.; Zihilif, A.M.; Martuscelli, E.; Ragosta, G.; Scafora, E. The electrical conductivity of polypropylene and nickel-coated carbon fiber composite. Polym. Compos. 1992, 13, 53–57. [Google Scholar] [CrossRef]
- Abraham, S.; Pai, B.C.; Satyanarayana, K.G.; Vaidyan, V.K. Studies on nickel coated carbon fibres and their composites. J. Mater. Sci. 1990, 25, 2839–2845. [Google Scholar] [CrossRef]
- Di Liello, V.; Martuscelli, E.; Ragosta, G.; Zihlif, A. Tensile properties and fracture behaviour of polypropylene-nickel-coated carbon-fibre composite. J. Mater. Sci. 1990, 25, 706–712. [Google Scholar] [CrossRef]
- Lu, G.; Li, X.; Jiang, H. Electrical and shielding properties of ABS resin filled with nickel-coated carbon fibers. Compos. Sci. Technol. 1996, 56, 193–200. [Google Scholar] [CrossRef]
- Huang, C.Y.; Wu, C.C. The EMI shielding effectiveness of PC/ABS/nickel-coated-carbon-fibre composites. Eur. Polym. J. 2000, 36, 2729–2737. [Google Scholar] [CrossRef]
- Zhu, S.; Shi, R.; Qu, M.; Zhou, J.; Ye, C.; Zhang, L.; Cao, H.; Ge, D.; Chen, Q. Simultaneously improved mechanical and electromagnetic interference shielding properties of carbon fiber fabrics/epoxy composites via interface engineering. Compos. Sci. Technol. 2021, 207, 108696. [Google Scholar] [CrossRef]
- Zhang, Y.P.; Zhou, C.G.; Sun, W.J.; Wang, T.; Jia, L.C.; Yan, D.X.; Li, Z.M. Injection molding of segregated carbon nanotube/polypropylene composite with enhanced electromagnetic interference shielding and mechanical performance. Compos. Sci. Technol. 2020, 197, 108253. [Google Scholar] [CrossRef]
- Strong, A.B. Plastics: Materials and Processing, 3rd ed.; Pearson: Upper Saddle River, NJ, USA, 2006. [Google Scholar]
- Cho, B.G.; Joshi, S.R.; Han, J.H.; Kim, G.H.; Park, Y.B. Interphase strengthening of carbon fiber/polyamide 6 composites through mixture of sizing agent and reduced graphene oxide coating. Compos. Part A 2021, 149, 106521. [Google Scholar] [CrossRef]
- Karsli, N.G.; Aytac, A. Tensile and thermomechanical properties of short carbon fiber reinforced polyamide 6 composites. Compos. Part B 2013, 51, 270–275. [Google Scholar] [CrossRef]
- Zameroski, R.; Kypta, C.J.; Young, B.A.; Sanei, S.H.R.; Hollinger, A.S. Mechanical and electrical properties of injection-molded MWCNT-reinforced polyamide 66 hybrid composites. J. Compos. Sci. 2020, 4, 177. [Google Scholar] [CrossRef]
- Yao, S.S.; Jin, F.L.; Rhee, K.Y.; Hui, D.; Park, S.J. Recent advances in carbon-fiber-reinforced thermoplastic composites: A review. Compos. Part B 2018, 142, 241–250. [Google Scholar] [CrossRef]
- Arulvel, S.; Reddy, D.M.; Rufuss, D.D.W.; Akinaga, T. A comprehensive review on mechanical and surface characteristics of composites reinforced with coated fibres. Surf. Interf. 2021, 27, 101449. [Google Scholar] [CrossRef]
- ASTM D4935-10; Standard Test Method for Measuring the Electromagnetic Shielding Effectiveness of Planar. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D648M; Standard Test Method for Deflection Temperature of Plastics Under Flexural Load in the Edgewise Position. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D638M; Standard Test Method for Tensile Properties of Plastics(Metric). ASTM International: West Conshohocken, PA, USA, 1996.
- ASTM D790M; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials(Metric). ASTM International: West Conshohocken, PA, USA, 1986.
- Hwang, D.; Cho, D. Fiber aspect ratio effect on mechanical and thermal properties of carbon fiber/ABS composites via extrusion and long fiber thermoplastic processes. J. Indus. Eng. Chem. 2019, 80, 335–344. [Google Scholar] [CrossRef]
- Cheremisinoff, N.P. Handbook of Ceramics and Composite, Volume 2: Mechanical Properties and Specialty Applications; Marcel Dekker: New York, NY, USA, 1990. [Google Scholar]
- Rezaei, F.; Yunus, R.; Ibrahim, N.A. Effect of fiber length on thermomechanical properties of short carbon fiber reinforced polypropylene composites. Mater. Des. 2009, 30, 260–263. [Google Scholar] [CrossRef]
- Hietala, H.; Oksman, K. Pelletized cellulose fibres used in twin-screw extrusion for biocomposite manufacturing: Fibre breakage and dispersion. Compos. Part A 2018, 209, 538–545. [Google Scholar] [CrossRef]
- Lee, H.; Cho, D. Effects of A, B, and S components on fiber length distribution, mechanical, and impact properties of carbon fiber/ABS composites produced by different processing methods. J. Appl. Polym. Sci. 2021, 138, 50674. [Google Scholar] [CrossRef]
- Kim, J.; Cho, D. Effects of alkali-treatment and feeding route of henequen fiber on the heat deflection temperature, mechanical, and impact properties of novel henequen fiber/polyamide 6 composites. J. Compos. Sci. 2022, 6, 89. [Google Scholar] [CrossRef]
- Lee, D.; Cho, D. Effect of carbon fiber coating with PEI-modified MWCNT on the mechanical and impact properties of carbon fiber/ABS composites: Comparisons of extruded pellet and LFT pellet. Polymer 2022, 46, 36–46. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Cho, D. Effects of ABS resin type and carbon fiber content on various characteristics of carbon fiber/ABS composites fabricated using extruded and LFT pellets. Polymer 2022, 46, 186–197. [Google Scholar]
- Immergut, E.H. Polymer Handbook, 3rd ed.; John Wiley & Sons: New York, NY, USA, 1989. [Google Scholar]
- Lee, S.H.; Kim, J.Y.; Koo, C.M.; Kim, W.N. Effects of processing methods on the electrical conductivity, electromagnetic parameters, and EMI shielding effectiveness of polypropylene/nickel-coated carbon fiber composites. Macromol. Res. 2017, 25, 936–943. [Google Scholar] [CrossRef]
- Wang, C.; Ying, S. Thermal, tensile and dynamic mechanical properties of short carbon fibre reinforced polypropylene composites. Polym. Polym. Compos. 2013, 21, 65–72. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeong, N.; Cho, D. Effect of Fiber Side-Feeding on Various Properties of Nickel-Coated Carbon-Fiber-Reinforced Polyamide 6 Composites Prepared by a Twin-Screw Extrusion Process. J. Compos. Sci. 2023, 7, 68. https://doi.org/10.3390/jcs7020068
Jeong N, Cho D. Effect of Fiber Side-Feeding on Various Properties of Nickel-Coated Carbon-Fiber-Reinforced Polyamide 6 Composites Prepared by a Twin-Screw Extrusion Process. Journal of Composites Science. 2023; 7(2):68. https://doi.org/10.3390/jcs7020068
Chicago/Turabian StyleJeong, Naeun, and Donghwan Cho. 2023. "Effect of Fiber Side-Feeding on Various Properties of Nickel-Coated Carbon-Fiber-Reinforced Polyamide 6 Composites Prepared by a Twin-Screw Extrusion Process" Journal of Composites Science 7, no. 2: 68. https://doi.org/10.3390/jcs7020068