Methodology to Solve a Special Case of the Vehicle Routing Problem: A Case Study in the Raw Milk Transportation System

Abstract
:1. Introduction
2. Literature Review
3. Problem Description and Mathematical Formulation
| s (time) | Shifting of the production line (s = 1..S) |
| z (timezone) | Time zone (z = 1..Z) |
| i | Raw milk farm (i = 1..I) |
| j | Raw milk farm (j = 1..J) |
| t | Truck label (t = 1..T) |
| c (compartment) | Label of compartment of truck (c = 1..C) |
| r (round) | Round of Truck (r = 1..R) |
| P | Production rate (ton/hours) |
| MX | Capacity of the production tank (ton) |
| WC | Waiting cost of the truck before it can load (bath/hours) |
| CT | Cleaning cost of the production tank (bath/time) |
| CTI | Cleaning time of the production tank (hours) |
| CTC | Cleaning time of a compartment in truck (hours) |
| Capacity of compartment c in truck t | |
| Cleaning cost of compartment c in truck t | |
| Amount of milk available at milk raw milk farm k | |
| Start time of windows z | |
| End time of windows z | |
| LRT | Loading rate of milk into the truck (ton/hours) |
| LRA | Loading rate of milk into the production tank (ton/hours) |
| FR | Driving speed of truck (km/hours) |
| Distance of raw milk raw milk farm i to j | |
| SPT1 | Start time of the first loading in a day |
| MN | Maximum number of milk raw milk farms that can mix the milk into the same compartment |
| Consume rate of truck t (bath/km) |
| 1 if round r of truck t traveling from i to j 0 otherwise | |
| 1 if compartment c is used in round r truck t 0 otherwise | |
| 1 if shifting s need to clean the tank 0 otherwise | |
| 1 if amount of milk that is delivered in round r truck t shifting s greater than zero 0 otherwise | |
| 1 if round r truck t using time windows zone z 0 otherwise | |
| 1 if amount of milk that is delivered from raw milk farm k in round r truck t compartment c greater than zero 0 otherwise | |
| 1 if amount of milk from raw milk farm that is delivered in round r truck t is greater than zero 0 otherwise | |
| Dummy variable of round r truck t milk raw milk farm k for subtour elimination constraint | |
| Waiting time of operation round t truck t shifting s | |
| Amount of milk that is delivered in round r truck t to shifting s | |
| Amount of milk that is delivered from milk raw milk farm k in round r truck t compartment c | |
| Start traveling time of round r truck t | |
| Waiting time to start round r truck t | |
| End time of the time windows of round r truck t | |
| Processing time of shifting s | |
| Start loading time of shifting s | |
| End processing time of shifting s | |
| Arrive time of round r truck t shifting s | |
| End traveling time of round r truck t | |
| Final end of tour and production of round r truck t | |
| Arrival time of round r truck t at milk raw milk farm k | |
| Finish time at milk raw milk farm k of round r truck t | |
| Large number | |
| Start time of the time windows of round r truck t |
4. The Proposed Heuristics
4.1. Generate a Set of Initial Vectors
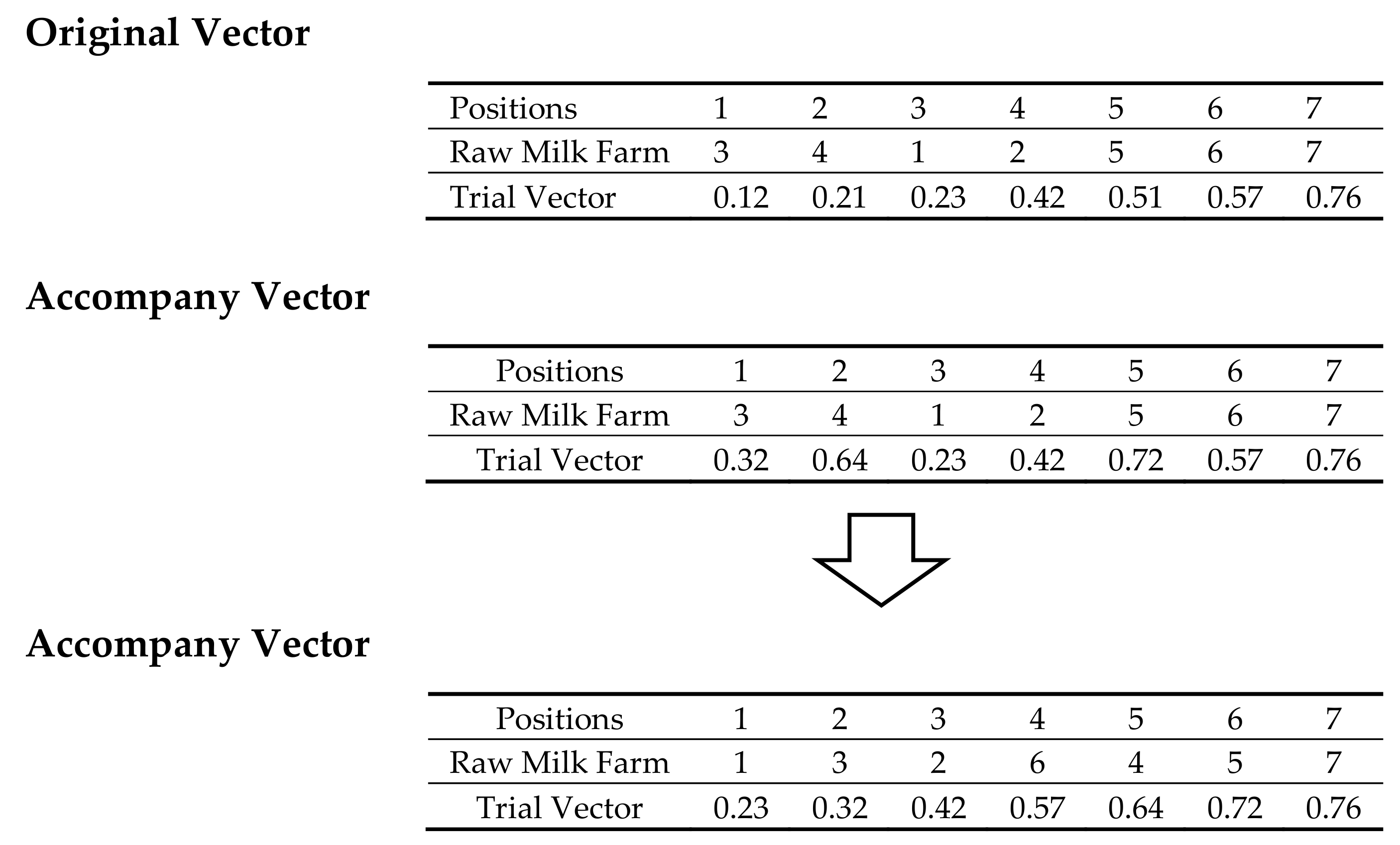
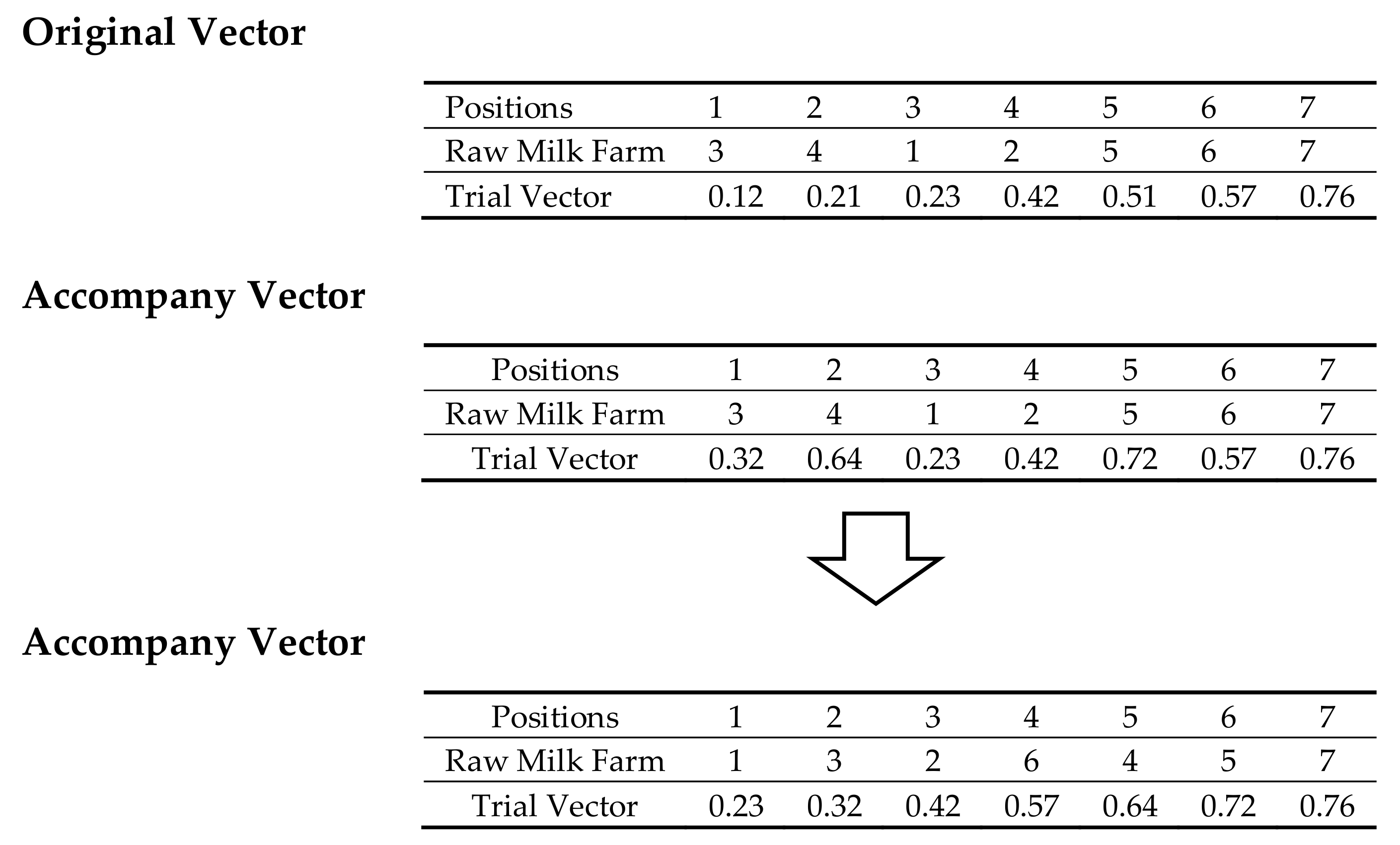
- Discover the raw milk farms’ order by sorting the value in the position of a vector in increasing order (see Figure 3).
- Discover the order of the truck which is randomly generated.
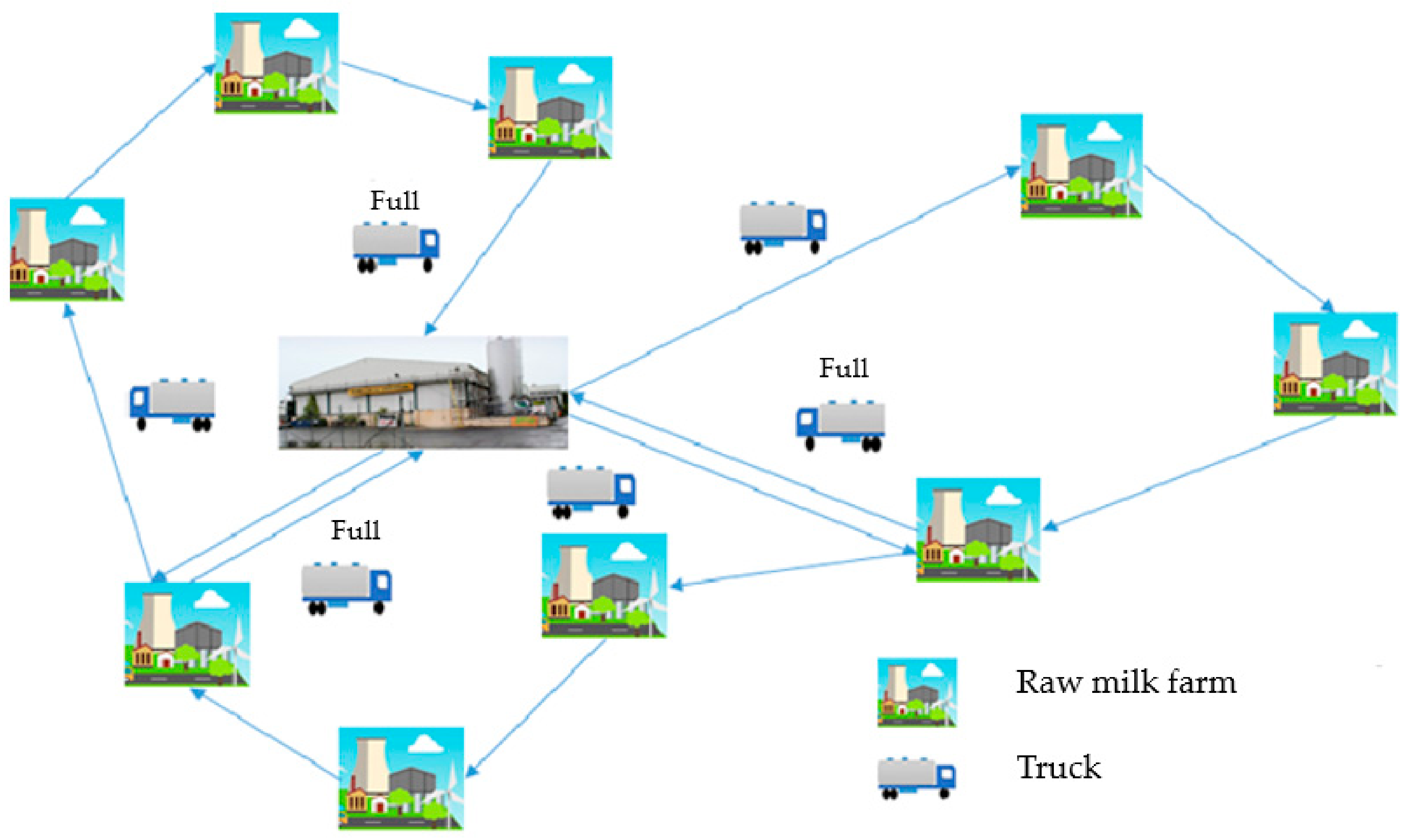
- Assign and construct the route of the raw milk farms that will be serviced by the truck according to the order obtained from step 1. The assigning of the raw milk farm to the truck needs to keep the following conditions satisfied.
- (3.1)
- There are two time zones. The first time zone runs from 06:00–9:00, and the second time zone runs from 17:00–21:00. The truck needs to arrive at the farm within the time zone times.
- (3.2)
- Each truck has 480 min to collect the raw milk from the farm and deliver it to the production line.
- (3.3)
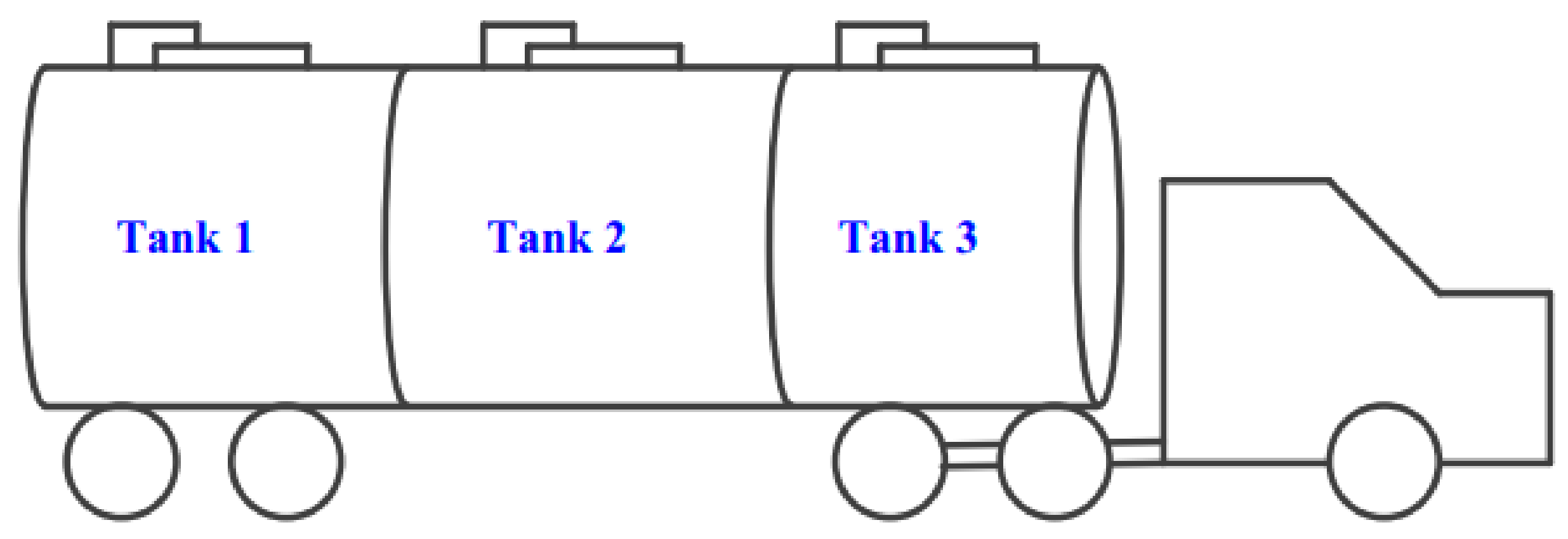
- There are 6 trucks available to use in each time zone. The trucks have capacities of 12, 12, 9, 9, 6 and 6 respectively. Each truck is divided into 3 equal compartments.
- (3.4)
- All customers must be visited.
4.2. Mutation
4.3. Recombination
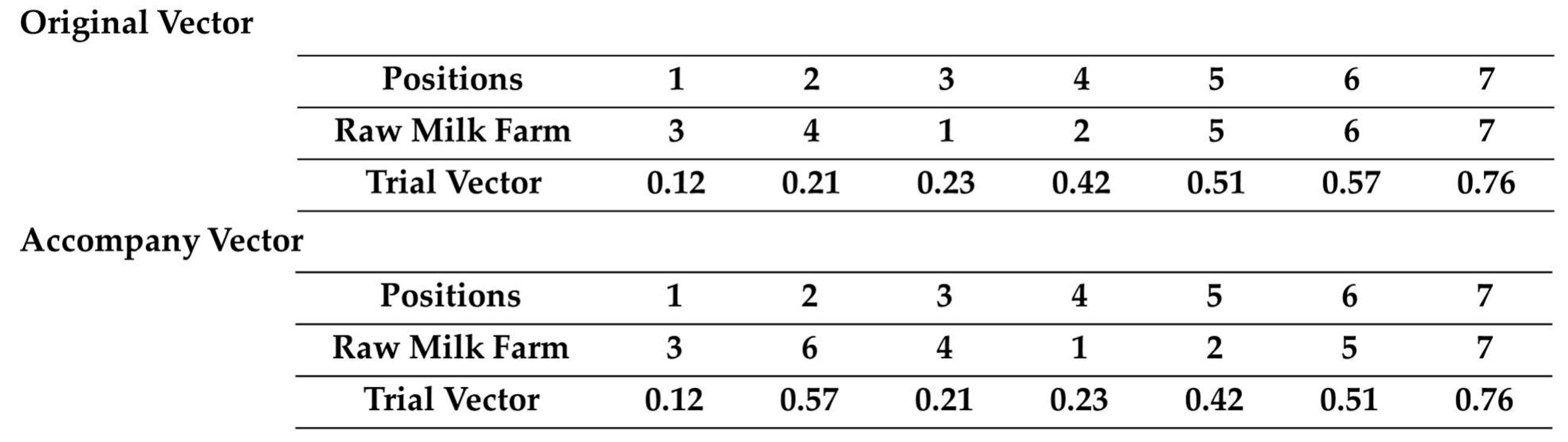
4.3.1. Vector Transition Process
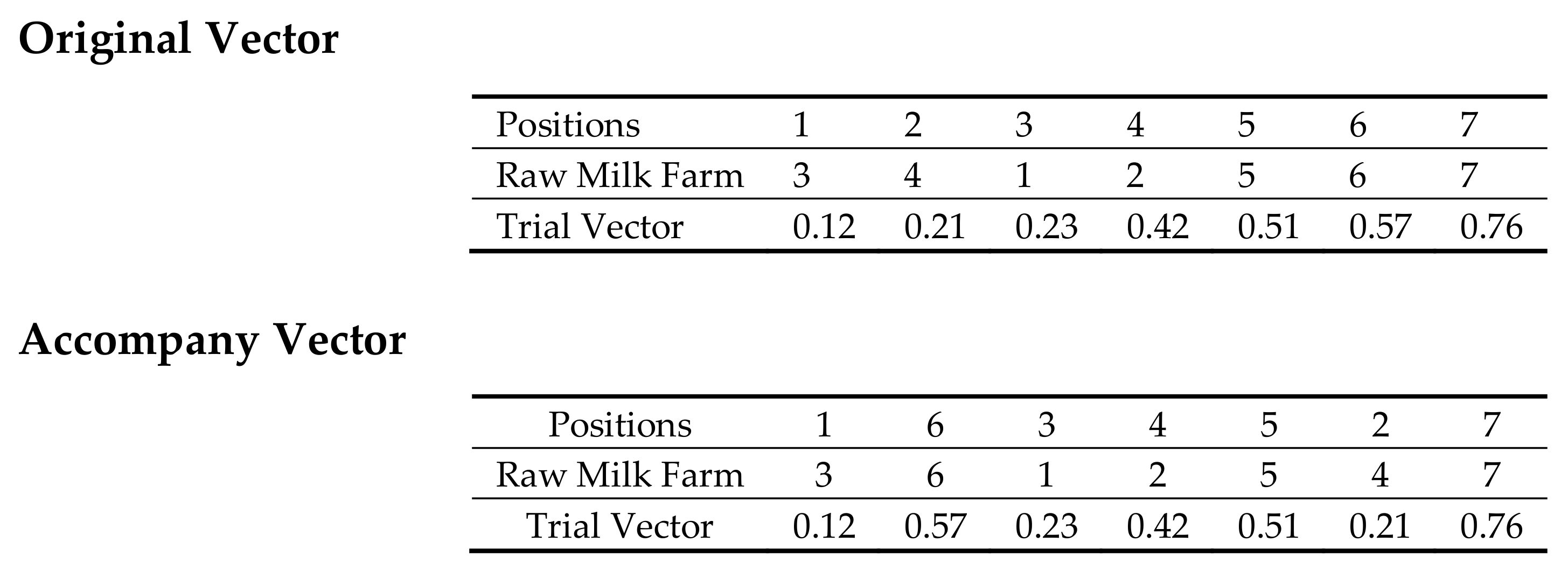
4.3.2. Vector Exchange Process
4.3.3. Vector Insertion Process
4.4. Selection
5. Computational Framework and Result
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lambert, J.C. Global lactoperoxidase programme: the lactoperoxidase system of milk preservation. Bull. Int. Dairy. Fed. 2001, 365, 19–20. [Google Scholar]
- Basnet, C.; Foulds, L.R.; Wilson, J.M. An exact algorithm for a milk tanker scheduling and sequencing problem. Ann. Oper. Res. 1999, 86, 559–568. [Google Scholar] [CrossRef]
- Worasan, K.; Sethanan, K.; Chaikanha, N. Dairy transportation problem with no mixing of raw milk and time windows constraints. In Proceedings of the APIEMS 2014, Jeju, Korea, 12–15 October 2014. [Google Scholar]
- Sethanan, K.; Pitakaso, R. Differential Evolution Algorithms for Scheduling Raw Milk Transportation. Comput. Electron. Agric. 2016, 121, 245–259. [Google Scholar] [CrossRef]
- De, A.; Awasthi, A.; Tiwari, M.K. Robust Formulation for Optimizing Sustainable Ship Routing and Scheduling Problem. IFAC-PapersOnLine 2015, 48, 368–373. [Google Scholar] [CrossRef]
- De, A.; Vamsee, K.R.M.; Angappa, G.; Nachiappan, S.; Tiwari, M.K. Composite particle algorithm for sustainable integrated dynamic ship routing and scheduling optimization. Comput. Ind. Eng. 2016, 96, 201–215. [Google Scholar] [CrossRef]
- Dominguez, O.; Guimarans, D.; Juan, A.A.; Nuez, I. A Biased-Randomised Large Neighbourhood Search for the two-dimensional Vehicle Routing Problem with Backhauls. EJOR 2016, 255, 442–462. [Google Scholar] [CrossRef]
- Can, B.K.; Can, K. An ant colony system empowered variable neighbourhood search algorithm for the vehicle routing problem with simultaneous pickup and delivery. Expert Syst. Appl. 2016, 66, 163–175. [Google Scholar] [CrossRef]
- De, A.; Kumar, S.K.; Angappa, G.; Manoj, K.M. Sustainable maritime inventory routing problem with time window constraints. EAAI 2017, 61, 77–95. [Google Scholar] [CrossRef]
- De, A.; Choudhary, A.; Tiwari, M.K. Multiobjective Approach for Sustainable Ship Routing and Scheduling With Draft Restrictions. IEEE T. Eng Manag. 2019, 66, 35–51. [Google Scholar] [CrossRef]
- De, A.; Pratap, S.; Kumar, A.; Tiwari, M.K. A hybrid dynamic berth allocation planning problem with fuel costs considerations for container terminal port using chemical reaction optimization approach. Ann. Oper. Res. 2018, 1–29. [Google Scholar] [CrossRef]
- Caramia, M.; Guerriero, F. A heuristic approach for the truck and trailer routing problem. J. Oper. Res. Soc. 2010, 61, 1168–1180. [Google Scholar] [CrossRef]
- Caramia, M.; Guerriero, F. A milk collection problem with incompatibility constraints. Interfaces. 2010, 40, 130–143. [Google Scholar] [CrossRef]
- Fisher, M.L.; Jaikumar, R. A generalized assignment heuristic for vehicle routing. Networks 1981, 11, 109–124. [Google Scholar] [CrossRef]
- Chao, I.M. A tabu search method for the truck and trailer routing problem. Comput. Oper. Res. 2002, 29, 33–51. [Google Scholar] [CrossRef]
- Scheuerer, S. A tabu search heuristic for the truck and trailer routing problem. Comput. Oper. Res. 2006, 33, 894–909. [Google Scholar] [CrossRef]
- Tan, K.C.; Chew, Y.H.; Lee, L.H. A hybrid multi-objective evolutionary algorithm for solving truck and trailer vehicle routing problems. Eur. J. Oper. Res. 2006, 172, 855–885. [Google Scholar] [CrossRef]
- Hoff, A.; Løkketangen, A. A tabu search approach for milk collection in western Norway using trucks and trailers. In Proceedings of the Sixth Triennial Symposium Transportation Anal. TRISTAN VI, Phuket Island, Thailand, 10–15 June 2007. [Google Scholar]
- El Fallahi, A.; Prins, C.; Wolfler Calvo, R. A memetic algorithm and a tabu search for the multi-compartment vehicle routing problem. Comput. Oper. Res. 2008, 35, 1725–1741. [Google Scholar] [CrossRef]
- Storn, R.; Price, K. Differential evolution—a simple and efficient heuristic for global optimization over continuous spaces. J. Glob. Optim. 1997, 11, 341–359. [Google Scholar] [CrossRef]
- Pitakaso, R. Differential Evolution algorithm for Simple Assembly Line Balancing. J. Ind. Prod. Eng. 2015, 32, 104–114. [Google Scholar]
- Pitakaso, R.; Sethanan, K. Modified Differential Evolution algorithm for Simple Assembly Line Balancing with limit on number of machines. Eng. Optimiz. 2015, 48, 253–271. [Google Scholar] [CrossRef]
- Liao, T.W.; Egbelu, P.J.; Chang, P.C. Two hybrid differential evolution algorithms for optimal inbound and outbound truck sequencing in cross docking operations. Appl. Soft Comput. 2012, 12, 3683–3697. [Google Scholar] [CrossRef]
- Lai, M.Y.; Cao, E.B. An improved differential evolution algorithm for vehicle routing problem with simultaneous pickups and deliveries and time windows. Eng. Appl. Artif. Intell. 2010, 23, 188–195. [Google Scholar]
- Hou, L.; Zhou, H.; Zhao, J. A novel discrete differential evolution algorithm for stochastic VRPSPD. J. Computat. Infor. Syst. 2010, 6, 2483–2491. [Google Scholar]
- Dechampai, D.; Tanwanichkul, L.; Sethanan, K.; Pitakaso, R. A differential evolution algorithm for the capacitated VRP with flexibility of mixing pickup and delivery services and the maximum duration of a route in poultry industry. J. Intell. Manuf. 2015, 28, 1357–1376. [Google Scholar] [CrossRef]
- Sethanan, K.; Pitakaso, R. Improved differential evolution algorithms for solving generalized assignment problem. Expert Syst. Appl. 2016, 45, 450–459. [Google Scholar] [CrossRef]
- Akararungruangkul, R.; Kaewman, S. Modified Differential Evolution Algorithm Solving the Special Case of Location Routing Problem. Math. Comput. Appl. 2018, 23, 34. [Google Scholar] [CrossRef]
- Chomchalao, C.; Kaewman, S.; Pitakaso, R.; Sethanan, K. An Algorithm to Manage Transportation Logistics That Considers Sabotage. Risk. Adm. Sci. 2018, 8, 39. [Google Scholar] [CrossRef]
- Kaewman, S.; Akararungruangkul, R. Heuristics Algorithms for a Heterogeneous Fleets VRP with Excessive Demand for the Vehicle at the Pickup Points, and the Longest Traveling Time Constraint: A Case Study in Prasitsuksa Songkloe, Ubonratchathani Thailand. Logistics 2018, 2, 15. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Milk Farms | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| Target Vector 1 | 0.45 | 0.57 | 0.12 | 0.45 | 0.63 | 0.14 | 0.65 |
| Target Vector 2 | 0.03 | 0.11 | 0.93 | 0.12 | 0.73 | 0.41 | 0.42 |
| Target Vector 3 | 0.63 | 0.08 | 0.08 | 0.33 | 0.66 | 0.79 | 0.09 |
| Target Vector 4 | 0.99 | 0.28 | 0.14 | 0.57 | 0.91 | 0.97 | 0.73 |
| Target Vector 5 | 0.66 | 0.00 | 0.77 | 0.73 | 0.94 | 0.09 | 0.45 |
| Raw Milk Farm | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| Raw milk (Ton) | 4.1 | 5.6 | 2.4 | 4.5 | 3.5 | 5.6 | 5.8 |
| From/To | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|---|
| 0 | 0 | 54.4 | 54.88 | 23.91 | 62.64 | 15.46 | 14.06 | 47.18 |
| 1 | 54.4 | 0 | 72.06 | 46.45 | 45.55 | 22.87 | 48.42 | 58.1 |
| 2 | 54.88 | 72.06 | 0 | 82.4 | 77.37 | 32.01 | 37.45 | 65.44 |
| 3 | 23.91 | 46.45 | 82.4 | 0 | 85.08 | 11.63 | 14.84 | 15.54 |
| 4 | 62.64 | 45.55 | 77.37 | 85.08 | 0 | 28.12 | 15.88 | 86.63 |
| 5 | 15.46 | 22.87 | 32.01 | 11.63 | 28.12 | 0 | 69.76 | 75.63 |
| 6 | 14.06 | 48.42 | 37.45 | 14.84 | 15.88 | 69.76 | 0 | 27.52 |
| 7 | 47.18 | 58.1 | 65.44 | 15.54 | 86.63 | 75.63 | 27.52 | 0 |
| Maximum capacity of raw milk tank | 17 ton |
| Waiting cost of the truck before it can load | 90 bath/hours |
| Cleaning cost of the raw milk tank of the factory | 2000 bath |
| Capacity of compartment c in truck t | A compartment 4,3,2 ton |
| Cleaning cost of raw milk compartment c of truck t | 400,300,200 bath/compartment |
| Fuel consumption rate of truck | 4.5,4.2,3.9 bath/km |
| Time windows z | 8 h |
| Loading time of raw milk to truck | 10 ton/hours |
| Loading time of raw milk to Tank | 10 ton/hours |
| Truck (Ton)/Time Zone | Route Sequence | Operating Time | Remaining Time of the Route | Distance (km) | Total Traveling Cost (Baht) | Cleaning of Compartment Cost (Baht) | Cleaning of Tanks Cost (Baht) | Total Cost (Baht) |
|---|---|---|---|---|---|---|---|---|
| 12/1 | 0-3-6-4-1-0 | 298.58 | 181.42 | 154.58 | 695.61 | 1200 | 4000 | 1895.61 |
| 6/1 | 0-1-0 | 164 | 17.42 | 108.8 | 424.32 | 600 | 1024.32 | |
| 9/2 | 0-2-5-0 | 210.35 | 269.65 | 102.35 | 429.87 | 900 | 1329.87 | |
| 6/2 | 0-5-7-0 | 101.72 | 167.93 | 30.92 | 120.59 | 600 | 720.59 | |
| Total | 1670.39 | 3300 | 4000 | 8970.39 |
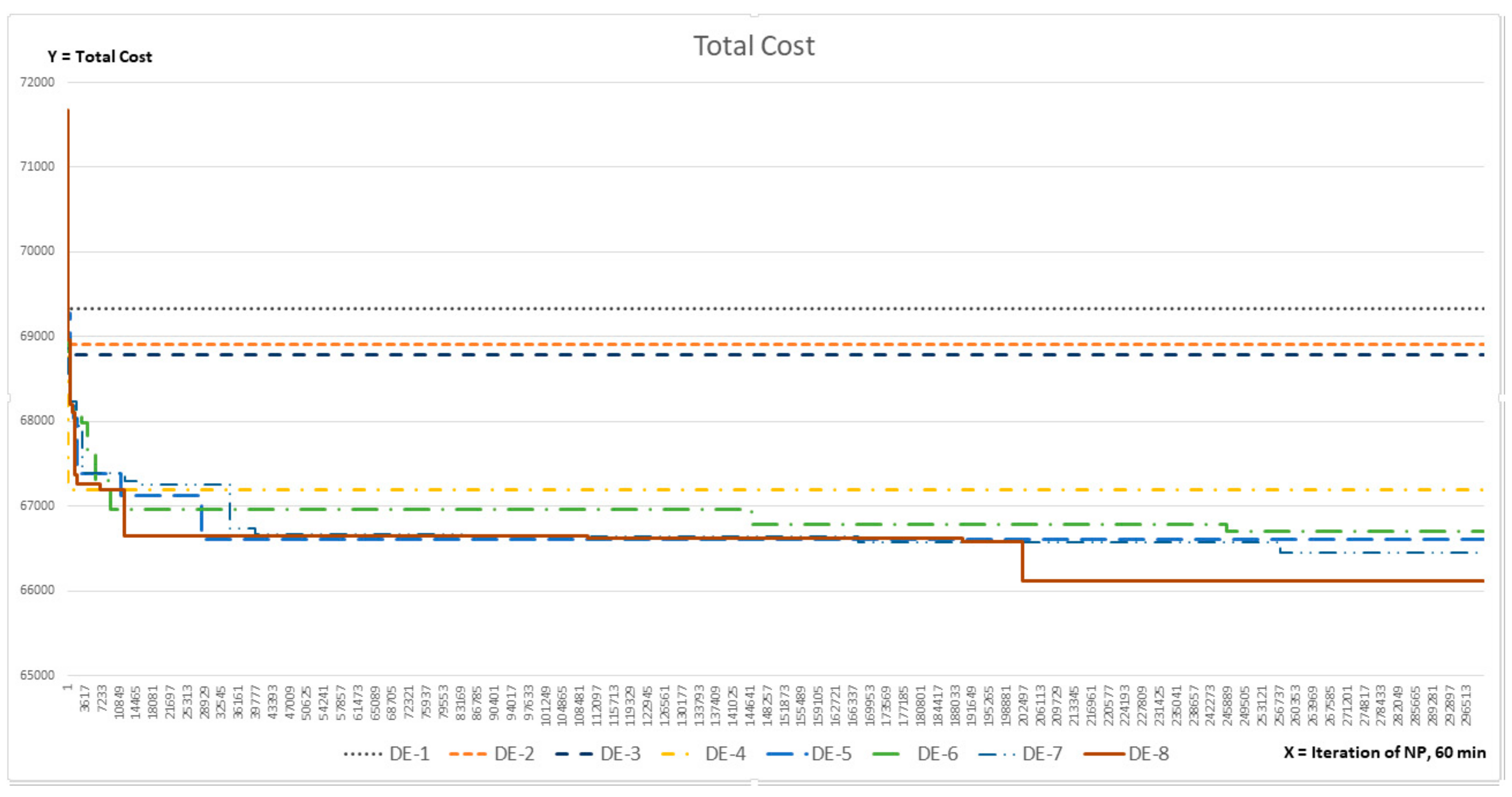
| DE-1 | Original Differential Evolution |
| DE-2 | Original Differential evolution and vector transition process |
| DE-3 | Original Differential evolution and vector exchange process |
| DE-4 | Original Differential evolution and vector insertion process |
| DE-5 | Modified Differential evolution algorithm (Original DE and Disturb Selection) |
| DE-6 | Modified Differential evolution algorithm and vector transition process |
| DE-7 | Modified Differential evolution algorithm and vector exchange process |
| DE-8 | Modified Differential evolution algorithm and vector insertion process |
| Instance No. | # Of Clients | Lower Bound (BAHT) | % Diff | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| DE-1 | DE-2 | DE-3 | DE-4 | DE-5 | DE-6 | DE-7 | DE-8 | |||
| 1 | 5 | 6,012.70 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| 2 | 10 | 10239.4 | 11.84 | 9.71 | 9.30 | 12.23 | 4.25 | 3.81 | 6.16 | 2.67 |
| 3 | 15 | 15161.1 | 12.59 | 10.60 | 11.87 | 8.93 | 4.07 | 0.29 | 0.48 | 2.04 |
| 4 | 15 | 15830.5 | 9.71 | 10.70 | 6.90 | 8.24 | 6.88 | 2.84 | 0.71 | 1.87 |
| 5 | 20 | 20566.1 | 10.80 | 6.26 | 5.69 | 10.14 | 3.34 | 3.38 | 2.67 | 2.99 |
| 6 | 20 | 20539.7 | 12.50 | 8.49 | 10.45 | 10.68 | 4.87 | 3.31 | 6.26 | 2.90 |
| 7 | 25 | 26407.1 | 10.85 | 11.63 | 10.04 | 11.68 | 3.86 | 3.48 | 3.59 | 2.96 |
| 8 | 25 | 27737.1 | 6.02 | 2.72 | 4.92 | 3.01 | 1.78 | 2.09 | 1.40 | 1.69 |
| 9 | 30 | 32618.5 | 8.29 | 6.26 | 4.88 | 7.65 | 3.67 | 3.12 | 3.25 | 2.36 |
| 10 | 30 | 32045.6 | 12.71 | 9.34 | 5.38 | 7.66 | 2.81 | 3.94 | 1.75 | 4.67 |
| 11 | 35 | 38076.0 | 8.29 | 10.16 | 5.91 | 5.55 | 5.47 | 1.73 | 5.30 | 2.89 |
| 12 | 35 | 37517.6 | 8.90 | 8.04 | 8.86 | 10.67 | 4.62 | 5.72 | 4.12 | 2.96 |
| 13 | 40 | 43807.1 | 6.72 | 6.61 | 5.07 | 4.70 | 3.59 | 3.11 | 2.77 | 3.47 |
| 14 | 40 | 40773.2 | 0.99 | 2.45 | 2.38 | 0.55 | 9.54 | 7.62 | 2.00 | 9.38 |
| 15 | 45 | 65931.3 | 4.50 | 3.75 | 3.38 | 3.27 | 1.49 | 0.48 | 0.94 | 0.60 |
| 16 | 45 | 65728.4 | 5.20 | 4.61 | 4.45 | 2.17 | 1.33 | 1.46 | 1.10 | 0.58 |
| average | 8.12 | 6.96 | 6.22 | 6.70 | 3.85 | 2.90 | 2.66 | 2.75 | ||
| DE-2 | DE-3 | DE-4 | DE-5 | DE-6 | DE-7 | DE-8 | |
|---|---|---|---|---|---|---|---|
| DE-1 | 0.034 | 0.009 | 0.012 | 0.009 | 0.007 | 0.008 | 0.009 |
| DE-2 | - | 0.568 | 0.952 | 0.041 | 0.030 | 0.002 | 0.026 |
| DE-3 | - | 0.818 | 0.012 | 0.009 | 0.0006 | 0.009 | |
| DE-4 | - | 0.03 | 0.019 | 0.003 | 0.014 | ||
| DE-5 | - | 0.035 | 0.010 | 0.005 | |||
| DE-6 | - | 0.192 | 0.912 | ||||
| DE-7 | - | 0.652 |
| Time/Min | ZMIN | % Diff | |||||||
|---|---|---|---|---|---|---|---|---|---|
| DE-1 | DE-2 | DE-3 | DE-4 | DE-5 | DE-6 | DE-7 | DE-8 | ||
| 5 | 66653.4 | 4.02 | 3.38 | 3.20 | 0.80 | 0.87 | 0.46 | 0.02 | 0.00 |
| 10 | 66640.4 | 4.04 | 3.40 | 3.23 | 0.82 | 0.89 | 0.48 | 0.00 | 0.02 |
| 20 | 66615.6 | 4.08 | 3.44 | 3.26 | 0.86 | 0.00 | 0.52 | 0.04 | 0.02 |
| 30 | 66572.9 | 4.15 | 3.50 | 3.33 | 0.92 | 0.06 | 0.32 | 0.00 | 0.08 |
| 40 | 61486.3 | 12.77 | 12.06 | 11.88 | 9.27 | 4.34 | 4.62 | 0.00 | 3.53 |
| 50 | 60164.1 | 15.24 | 14.53 | 14.34 | 11.68 | 6.72 | 5.86 | 0.00 | 4.89 |
| 60 | 59767.42 | 16.01 | 15.29 | 15.10 | 12.42 | 7.46 | 6.60 | 0.00 | 5.62 |
| average | 8.62 | 7.94 | 7.76 | 5.25 | 2.91 | 2.69 | 0.01 | 2.02 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chokanat, P.; Pitakaso, R.; Sethanan, K. Methodology to Solve a Special Case of the Vehicle Routing Problem: A Case Study in the Raw Milk Transportation System. AgriEngineering 2019, 1, 75-93. https://doi.org/10.3390/agriengineering1010006
Chokanat P, Pitakaso R, Sethanan K. Methodology to Solve a Special Case of the Vehicle Routing Problem: A Case Study in the Raw Milk Transportation System. AgriEngineering. 2019; 1(1):75-93. https://doi.org/10.3390/agriengineering1010006
Chicago/Turabian StyleChokanat, Peerawat, Rapeepan Pitakaso, and Kanchana Sethanan. 2019. "Methodology to Solve a Special Case of the Vehicle Routing Problem: A Case Study in the Raw Milk Transportation System" AgriEngineering 1, no. 1: 75-93. https://doi.org/10.3390/agriengineering1010006