
Impact of Filler Electrodes on Welding Properties of Dissimilar Welded 316L/201 Austenitic Stainless Steels †


1
Centre of Sustainable Built Environment, Manipal School of Architecture and Planning, Manipal Academy of Higher Education, Manipal 576104, Karnataka, India
2
Department of Metallurgical and Materials Engineering, Visvesvaraya National Institute of Technology, Nagpur 440010, Maharashtra, India
3
Department of Mechanical and Industrial Engineering, Manipal Institute of Technology, Manipal Academy of Higher Education, Manipal 576104, Karnataka, India
*
Author to whom correspondence should be addressed.
†
Presented at the International Conference on Recent Advances on Science and Engineering, Dubai, United Arab Emirates, 4–5 October 2023.
Eng. Proc. 2023, 59(1), 90; https://doi.org/10.3390/engproc2023059090
Published: 20 December 2023
(This article belongs to the Proceedings of Eng. Proc., 2023, RAiSE-2023)
Abstract
:In this research, the gas tungsten arc welding method was used to join 201 and 316L austenitic stainless steels using various filler electrodes (316L, 309L and 309LMo), resulting in dissimilar welds, and its various properties, namely, microstructural evolution, mechanical behavior and corrosion behavior were investigated. The ferrite–austenite solidification mode was attained, and therefore, different types of ferrite (lathy ferrite and skeletal ferrite) were formed in the austenite matrix in all of the filler electrode weldments’ weld zones, however, the variation in content of ferrite was observed. A ferritoscope was used to estimate the ferrite content in the weld zone, and for E316L, E309L and E309LMo filler electrodes, the ferrite number observed were 8.78, 9.05 and 12.69 units, respectively. Hence, the 316L filler electrode exhibited the lowest ferrite content, while the 309LMo filler electrode weldment displayed a higher ferrite content ascribed to the variation in the chemical composition of filler electrodes (different chemical composition of ferrite stabilizer elements, namely, chromium, molybdenum, etc.). Further, the mechanical characteristics, including microhardness and tensile characteristics, were determined to be higher in the 309LMo filler electrode weldment, followed by the 309L and 316L filler electrode weldments, primarily due to the increased ferrite content. All the welds exhibited failure in the ductile mode. Moreover, higher sensitization was observed in the 309LMo filler electrode weldment, with the 309L and 316L filler electrode weldments following suit, which is ascribed to the higher ferrite content. This higher ferrite content resulted in higher interphase regions of ferrite/austenite, thus resulting in higher sensitization.
1. Introduction
The austenitic stainless steels (ASSs) are commonly utilized materials in various applications ascribed to their favorable mechanical and corrosion-resistant characteristics [1]. The conventional ASSs belong to the chrome–nickel (Cr-Ni) grades, such as the 300 series, wherein nickel (Ni) serves as the prime alloying element employed to maintain the austenite phase in the ambient temperature. However, the rising expenses and ongoing fluctuations in nickel prices are driving industries to explore substitutes for conventional chrome–nickel austenitic stainless steels (Cr-Ni ASSs) and consider ASSs with reduced or no Ni content. In ASSs with reduced or no nickel (Ni) content, manganese (Mn) and/or nitrogen (N) are utilized as substitutes for maintaining the austenitic phase at room temperature [2]. This has resulted in the creation of chromium–manganese–nickel–nitrogen (Cr-Mn-Ni-N) ASSs, often referred to as the 200 series [3], which maintain the same Cr content of 18%. In the 200 ASS series, 201 ASS grade is the widely used material, in which Ni content is reduced to 3–5 wt. % from 9–11 wt. % and is replaced by 5.5–7.5 wt. % Mn and 0.25 wt. % max. N, which makes the ASS cost-effective [4]. And, the N addition substantially enhances the mechanical and corrosion characteristics of ASSs [5]. This makes the 201 ASS a great potential candidate to substitute the commonly used conventional Cr-Ni (304, 304L, 316 and/or 316L) ASSs for industrial purposes [6]. Due to the comparable mechanical and corrosion characteristics between the expensive Cr-Ni ASSs and the more cost-effective Cr-Mn-Ni-N ASSs, the idea of replacing 304L or 316L austenitic stainless steels with 201 austenitic stainless steel to some extent in equipment service failures appears to be a feasible option. However, an important industrial question arises: can a conventional Cr-Ni austenitic stainless steel be substituted with the more affordable 201 austenitic stainless steel if it fails during service?
In industrial applications, fusion welding is the predominant method used for joining ASSs. Welding dissimilar ASSs poses a consistent challenge, primarily due to variations in chemical composition, physical attributes and thermal properties, resulting in issues like porosity, solidification cracking, microsegregation, etc. [5,7]. Of these defects, solidification cracking is considered to be the major defect as it defines the weld quality. In ASS welds, the existence of ferrite is crucial in eliminating the solidification cracking. However, the volumetric fraction of ferrite also plays a very crucial role as it is reported that ferrite content is beneficial to prevent the cracking up to a certain volume [8,9]. The WRC-1992 is commonly used to estimate the ferrite volumetric fraction [8].
There have been many investigations on the similar welding of convectional Cr-Ni ASSs and Cr-Mn-Ni-N ASSs. Nevertheless, in recent years, industries have been inclined toward utilizing cost-effective materials such as Cr-Mn-Ni-N ASS for less harsh environments, while reserving high-performance materials like conventional Cr-Ni ASS for more aggressive conditions. This trend is prompting industries to employ dissimilar welds. In this context, a considerable amount of work has been carried out on the dissimilar welding of Cr-Ni ASSs and Cr-Mn-Ni-N ASSs [8,10,11,12]. Himanshu et al. [8] has examined the impact of welding processes and welding speed on the 304/201 ASS dissimilar welding. The authors recommended that 304 ASS can be substituted by dissimilar welding with 201 ASS using gas tungsten arc welding (GTAW) at 2.0 and 2.7 mm/s welding speed. In another study, Himanshu et al. [10] investigated the influence of post-weld heat treatment at temperatures of 1050 and 1100 °C on the shielded metal arc welded 304/201 ASS dissimilar joints. The authors reported that on increasing the post-weld treatment temperature, the tensile characteristics of weldments decreased, while the corrosion behavior of the weldments increased. Chaupian et al. [11] examined GTAW parameters for welding 304 and 201 ASS dissimilarly. Their findings indicated that a 3 mm/s welding speed and the inclusion of 1% N in the shielding gas of argon yielded the most favorable conditions for welding.
As the mechanical and corrosion properties between the expensive Cr-Ni ASSs and the more cost-effective Cr-Mn-Ni-N ASSs is comparable, the idea of replacing 304L or 316L ASS with 201 ASS to some extent in equipment service failures appears to be a feasible option. However, an important industrial question arises: can a conventional Cr-Ni ASS be substituted with the more affordable 201 ASS if it fails during service? When fusion welding is employed to join 201 ASS with conventional Cr-Ni ASS, it becomes crucial to thoroughly investigate the impact of filler electrodes and heat input on weld joint properties, namely, the microstructural evolution, and subsequently on its mechanical and corrosion characteristics. Tandon et al. [12] conducted a study to investigate the impact of heat input on the dissimilar welding of 316/201 ASSs using the GTAW technique. The results indicated that low heat input proved to be a viable heat input for the better corrosion and mechanical characteristics. Furthermore, the choice of filler electrodes employed during welding is crucial in determining the service life of welded steels. Hence, the impact of filler electrodes on the 316L-201 ASS dissimilar welding has been investigated using the GTAW technique in the present study.
2. Materials and Methods
The base metals (BMs), i.e., 316L and 201 ASS, were procured with a 3 mm thickness and the chemical compositions are presented in Table 1.
The specimens, measuring 80 × 80 × 3 mm3, were fabricated by employing a wire-cut electrical discharge machine. Subsequently, the specimens underwent a solution annealing treatment at 1050 °C for 1 h. This was followed by rapid quenching in water. The 316L and 201 ASS dissimilar welding were established using the GTAW technique, employing three distinct filler electrodes, namely E316L, E309L and E309LMo, each with chemical compositions outlined in Table 2.
The welding parameters remained consistent across all three weld joints, with a welding current (I) of 110 A, welding voltage (V) at 12.6 V and a welding speed of 2.5 mm/s. Accordingly, the heat input (Q) was determined using Equation (1) with a 60% efficiency [12].
Q = ηVI/υ
The calculated heat input was 0.33 kJ/mm.
2.1. Microstructural and Mechanical Studies
For the microstructural analysis, transverse sections of the welded samples were acquired using a wire-cut electrical discharge machine. These specimens were subsequently subjected to a sequence of abrasive treatments using emery papers of various grades. Subsequently, a cloth polishing step was conducted using alumina powder as the coating. Afterward, they were cleaned through ultrasonic immersion for 5 min in distilled water and etched galvanostatically in a solution containing 10 g of oxalic acid per 1 cm2 at a current density of 1 Acm−2 for a duration of 90 s.
Metallographic examination was conducted using a Zeiss Axio Lab A1 optical microscope. Microhardness measurements were taken along the sample length in a Vickers microhardness tester. The 500 g load for 10 s was applied for the microhardness test. The tensile tests on the welded specimens were carried out using an Instron 4667 universal testing machine. The 0.5 mm/min crosshead speed was used for the tensile test. Furthermore, fractography analysis of the fractured joints was conducted in JEOL 6380 scanning electron microscopy (SEM) to evaluate the nature of fractures. And the δ-ferrite content was determined using a ferritoscope (Fisher SMP-30, FISCHER MEASUREMENT TECHNOLOGIES INDIA PVT LTD, Delhi, India).
2.2. Electrochemical Studies
The electrochemical analysis, i.e., double-loop electrochemical potentiokinetic reactivation (DLEPR) test, was conducted at room temperature using a BIOLogic VMP-300 potentiostat. The details of the DLEPR test are given in [12].
3. Results
3.1. Microstructural Analysis
3.1.1. Solidification Mode and δ-Ferrite Content Estimation
The chemical composition of BMs and filler electrodes is used to determine the solidification mode in the fusion zone (FZ) [12]. And the solidification mode in ASSs is then evaluated by Creq/Nieq using the WRC-1992 diagram [8]. In the present investigations, the Creq/Nieq values for different filler electrodes, i.e., E316L, E309L and E309LMo welded joints are found out to be 1.65, 1.69 and 1.80, respectively. In all the weld joints, based on Equation (2), using WRC-1992 diagram [12], the ferrite-austenite (FA) solidification mode was determined.
Ferrite-Austenite (FA) mode: L → (L + δ) → (L + δ + γ) → (δ + γ); 1.48 < Creq∕Nieq < 1.95
In this FA solidification mode, the primary δ-ferrite initially solidifies in the FZ and subsequently transforms into δ → γ phases. The measured δ-ferrite content in FZ, quantified in terms of the ferrite number (averaging 10 readings), was found to be 8.78 units for E316L, 9.05 units for E309L and 12.69 units for E309LMo filler electrodes, respectively. The increased δ-ferrite content in FZ for the E309L filler electrode as compared to the E316L filler electrode is ascribed to the higher Cr content in the E309L filler electrode, and Cr is considered to be a ferrite stabilizer, thus resulting in a higher δ-ferrite content. Moreover, the higher content of molybdenum (Mo) in the E309LMo filler electrode further resulted in the higher δ-ferrite content, as Mo is also a ferrite stabilizer.
3.1.2. Microstructural Evolution
The microstructural evolution of all the welded joints is shown in Figure 1a–c.
In all the welded specimens, the evolution of microstructure can be classified into distinct regions, including (i) the FZ, (ii) the partially melted zone (PMZ), (iii) the heat-affected zone (HAZ) and (iv) the unaffected zone, which is the BM on both sides of the weldments.
In the FZ of all the welds, the formation of δ-ferrite (dark phase) with an inter-dendritic layer of austenite (light phase) can be seen (Figure 1). The FZ exhibited a columnar growth pattern in all the welded joints. And the variation in the quantity of δ-ferrite in the FZ is attributed to the presence of alloying elements, namely, chromium (Cr) and molybdenum (Mo), in the filler electrodes. Further, the FZ of all the weldments depicts the formation of two morphologies of δ-ferrite, namely, (i) skeletal morphology and (ii) lathy morphology. In the E316L filler electrode welded joint, the δ-ferrite morphology of the FZ is dominated by skeletal ferrite morphology; however, in E309L and E309LMo filler electrode welded joints, the δ-ferrite morphology of the FZ is dominated by lathy ferrite morphology. In the E316L filler electrode FZ, a very small amount of δ-ferrite lathy morphology is seen.
In all the welded structures, the region adjoining the fusion zone is referred to as the PMZ. Within the PMZ, the BM is melted and subsequently solidified. And the zone adjacent to the PMZ is known as the HAZ. It can be noticed in all the joints that the width of HAZ of both the sides of BMs is approximately the same, as the welding parameters used to perform all the weld joints were the same. Conversely, the HAZ width on the 201 ASS side is higher than that on the 316L ASS side, which can be attributed to the higher vulnerability of 201 ASS to intergranular precipitation [12].
3.2. Mechanical and Corrosion Properties
3.2.1. Microhardness Analysis
The microhardness measurements performed on the transverse sections of all the weldments and across different zones are shown in Figure 2.
It can be observed that the microhardness increased along the distance away from the center in both the BMs side and in all the weldments. However, the variation in microhardness profile can be observed; the average microhardness in FZ for E316L is 196.7 HV0.5, for E309L, it is 203.8 HV0.5, and for E309LMo, it is 216.3 HV0.5. This difference in the values of microhardness in the FZ of different filler electrodes can be attributed to the difference in the electrode composition, thus resulting in different morphology formations and different δ-ferrite contents. The higher microhardness values in the FZ obtained for the E309LMo filler electrode is ascribed to the higher content of δ-ferrite than its counterpart (E316L and E209L) [13]. In the PMZ of both the sides of BMs (316L ASS and 201 ASS), higher microhardness values are seen in all of the weldments. This can be attributed to the existence of partially unmelted grains at the fusion boundary, which serve as significant nucleation sites for the formation of a new precipitating phase during the process of solidification [12]. Moreover, the microhardness values decreased in the HAZ of all the weldments. Notably, the microhardness in the HAZ is lower than the FZ in all of the welds. This can be attributed to carbon segregation. The HAZ on the 201 ASS side was more significantly affected than that on the 316L ASS, primarily due to the faster rate of carbon segregation [8]. In addition, in the HAZ, the microhardness values close to the PMZ area are low as compared to the microhardness values close to the BM side. This low microhardness value is due to the coarse grained structure in the HAZ near to the PMZ area, while the higher microhardness value is due to the fine-grained structure in the HAZ near to the BM area. This difference arises from the slow cooling rate in the region near the PMZ, resulting in a coarse-grained structure, whereas the area adjacent to the BM experiences rapid cooling, leading to a fine-grained structure. And this variation can be ascribed to a steeper thermal gradient in these regions [12].
3.2.2. Tensile Test Analysis
The ultimate tensile strength of E316L, E309L and E309LMo weldments was 582 MPa, 591 MPa and 614 MPa, respectively. And this higher ultimate tensile strength for the E309LMo weldment can be ascribed to the higher δ-ferrite content [13]. In all of the welds, the fracture was observed to take place in the HAZ on the 201 ASS side.
As is evident from the microhardness data (Figure 2), the HAZ consistently exhibits lower microhardness values compared to both its FZ and BM, primarily due to carbon segregation. This results in the HAZ being a relatively softer region. Additionally, the optical observations (Figure 1) reveal that the HAZ width and carbide precipitation are more pronounced on the 201 ASS side in all of the welds, leading to fracture occurrence in the HAZ region of the 201 ASS side. The fractography analysis presented in Figure 3 illustrates uniform dimples in all of the welds. These dimples indicate that the fracture mode is uniformly ductile in nature.
3.2.3. Electrochemical Analysis
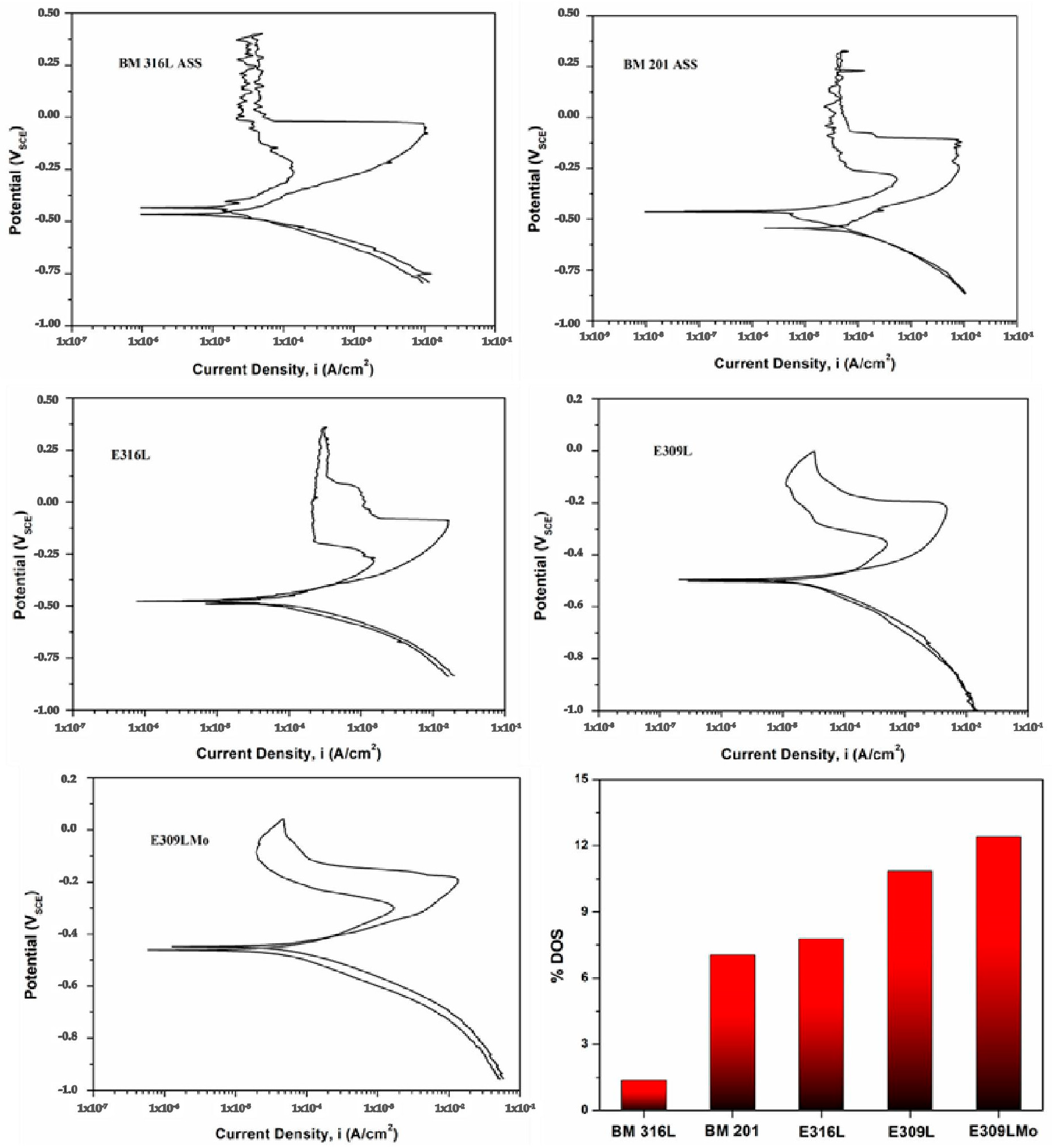
The DLEPR plots of test samples (filler electrodes FZs) and BMs are presented in Figure 4.
It can be observed from Figure 4 that the FZ of the E309LMo filler electrode has higher degree of sensitization (%DOS) value followed by the FZ of the E309L filler electrode and the FZ of the E316L filler electrode. The %DOS value of the FZ of the E309LMo filler electrode is 12.41%, the FZ of the E309L filler electrode is 10.85% and the FZ of the E316L filler electrode is 9.18%. This can be attributed to the higher δ-ferrite content [14,15]. The higher amount of ferrite stabilizers (Cr and Mo) in the E309LMo filler electrode has promoted greater δ-ferrite formation in the FZ, thus resulting in a higher γ/δ-ferrite interphase, and it is stated that δ-ferrite phases dissolve early in γ/δ-ferrite interphase [12]. Moreover, the dual-phase microstructure demonstrates a higher activation energy, with the loosely arranged body-centered cubic ferrite structure displaying a greater affinity to react when contrasted with the densely packed face-centered cubic austenite structure, which possesses greater thermodynamic stability [14]. As described by Moon et al. [16], intergranular corrosion (IGC) can take place in corrosive solutions as a result of the creation of galvanic cells among the chromium-rich δ-ferrite phase and the adjacent chromium-depleted austenite phase. In other words, an increase in the delta ferrite content leads to a decrease in IGC resistance. This indicates that the interphase corrosion test depends upon the δ-ferrite content.
4. Conclusions
The dissimilar joining of 316L ASS with 201 ASS was effectively accomplished using the GTAW process, employing various filler electrodes. The key findings can be summarized as follows:
- (i)
- In all of the weldments, a microstructure featuring skeletal ferrite and lathy ferrite was observed. A minimal amount of lathy ferrite was evident in welds made with the E316L filler electrode. Conversely, the lathy ferrite content increased when using the E309L and E309LMo filler electrodes, primarily due to their higher Cr content.
- (ii)
- The HAZ width was greater for the 201 ASS BM compared to the 316L ASS BM.
- (iii)
- The weldment employing the E309LMo filler electrode exhibited higher tensile strength, which can be attributed to the increased δ-ferrite content.
- (iv)
- Higher IGC (%DOS) was noticed in the FZ of welds made with the E309LMo filler electrode, attributable to the higher δ-ferrite content. The presence of larger interphase regions composed of ferrite and austenite accelerated the sensitization phenomenon.
Author Contributions
Conceptualization, V.T. and A.P.P.; methodology, V.T. and A.P.P.; software, V.T. and S.K.; formal analysis, V.T. and S.K.; writing—original draft preparation, V.T.; writing—review and editing, V.T., A.P.P. and S.K.; supervision, A.P.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not Applicable.
Informed Consent Statement
Not Applicable.
Data Availability Statement
The data that supports the findings of this study are available on request from the corresponding author, [V.T.].
Acknowledgments
The authors would like to thank the Director of VNIT Nagpur for providing the necessary facilities and constant encouragement to publish this paper. The authors would also like to thank Varsha Patankar (technical staff, Testing of Materials Laboratory, Department of Metallurgical and Materials Engineering) for her help in conducting the mechanical testing.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
ASSs, austenitic stainless steels; BM, base metal; Cr-Ni, chrome–nickel; DLEPR, double loop electrochemical potentiokinetic reactivation; DOS, degree of sensitization; FZ, fusion zone; GTAW, gas tungsten arc welding; HAZ, heat-affected zone; IGC, intergranular corrosion; Mn, manganese; Mo, molybdenum; N, nitrogen; Ni, nickel; PMZ, partially melted zone; SEM, scanning electron microscope.
References
- Tandon, V.; Patil, A.P.; Rathod, R.C. Correlation of martensite content and dislocation density of cold worked 316L on defect densities of passivating film in acidic environment. Mater. Res. Express 2018, 5, 086515. [Google Scholar] [CrossRef]
- Tandon, V.; Patil, A.P.; Rathod, R.C. Enhanced corrosion resistance of Cr-Mn ASS by low temperature salt bath nitriding technique for the replacement of convectional Cr-Ni ASS. Anti-Corros. Methods Mater. 2019, 66, 439–445. [Google Scholar] [CrossRef]
- Dalipi, R.; Borgese, L.; Casaroli, A.; Boniardi, M.; Fittschen, U.; Tsuji, K.; Depero, L.E. Study of metal release from stainless steels in simulated food contact by means of total reflection X-ray fluorescence. J. Food Eng. 2016, 173, 85–91. [Google Scholar] [CrossRef]
- Nakada, N.; Hirakawa, N.; Tsuchiyama, T.; Takaki, S. Grain refinement of nickel-free high nitrogen austenitic stainless steel by reversion of eutectoid structure. Scr. Mater. 2007, 57, 153–156. [Google Scholar] [CrossRef]
- Fu, Y.; Wu, X.; Han, E.-H.; Ke, W.; Yang, K.; Jiang, Z. Effects of nitrogen on the passivation of nickel-free high nitrogen and manganese stainless steels in acidic chloride solutions. Electrochim. Acta 2009, 54, 4005–4014. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Pardal, J.M.; da Silva, M.J.G.; Abreu, H.F.G.; da Silva, M.R. Deformation induced martensitic transformation in a 201 modified austenitic stainless steel. Mater. Charact. 2009, 60, 907–911. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Zhang, X.; Mi, G. Effect of parameters on microstructure and mechanical property of dissimilar joints between 316L stainless steel and GH909 alloy by laser welding. J. Manuf. Process. 2021, 65, 60–69. [Google Scholar] [CrossRef]
- Vashishtha, H.; Taiwade, R.V.; Sharma, S.; Patil, A.P. Effect of welding processes on microstructural and mechanical properties of dissimilar weldments between conventional austenitic and high nitrogen austenitic stainless steels. J. Manuf. Process. 2017, 25, 49–59. [Google Scholar] [CrossRef]
- Ibrahim, I.R.; Khedr, M.; Mahmoud, T.S.; Abdel-Aleem, H.A.; Hamada, A. Study on the Mechanical Performance of Dissimilar Butt Joints between Low Ni Medium-Mn and Ni-Cr Austenitic Stainless Steels Processed by Gas Tungsten Arc Welding. Metals 2021, 11, 1439. [Google Scholar] [CrossRef]
- Vashishtha, H.; Taiwade, R.V.; Sharma, S. Effect of Electrodes and Post Weld Solution Annealing Treatment on Microstructures, Mechanical Properties and Corrosion Resistance of Dissimilar High Nitrogen Austenitic and Conventional Austenitic Stainless Steel Weldments. Mater. Trans. 2017, 58, 182–185. [Google Scholar] [CrossRef]
- Chuaiphan, W.; Srijaroenpramong, L. Optimization of gas tungsten arc welding parameters for the dissimilar welding between AISI 304 and AISI 201 stainless steels. Def. Technol. 2019, 15, 170–178. [Google Scholar] [CrossRef]
- Tandon, V.; Thombre, M.A.; Patil, A.P.; Taiwade, R.V.; Vashishtha, H. Effect of Heat Input on the Microstructural, Mechanical, and Corrosion Properties of Dissimilar Weldment of Conventional Austenitic Stainless Steel and Low-Nickel Stainless Steel. Metallogr. Microstruct. Anal. 2020, 9, 668–677. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of Austenitic and Austeno-Ferritic Electrodes on 2205 Duplex and 316L Austenitic Stainless Steel Dissimilar Welds. J. Mater. Eng. Perform. 2016, 25, 4706–4717. [Google Scholar] [CrossRef]
- Gupta, S.K.; Patil, A.P.; Rathod, R.C.; Tandon, V.; Vashishtha, H. Tailoring the Process Parameters for Ti-Stabilized 439 Ferritic Stainless Steel Welds by Cold Metal Transfer Process. J. Mater. Eng. Perform. 2022, 32, 6042–6053. [Google Scholar] [CrossRef]
- Gupta, S.K.; Patil, A.P.; Rathod, R.C.; Tandon, V.; Gupta, A.; Chavhan, J. Influence of filler variation on microstructural evolution, mechanical and corrosion performance of Ti-stabilized 439 ferritic stainless steel. Mater. Today Commun. 2023, 34, 105010. [Google Scholar] [CrossRef]
- Moon, J.; Ha, H.-Y.; Lee, T.-H. Corrosion behavior in high heat input welded heat-affected zone of Ni-free high-nitrogen Fe–18Cr–10Mn–N austenitic stainless steel. Mater. Charact. 2013, 82, 113–119. [Google Scholar] [CrossRef]
Figure 1.
Microstructural evolution in dissimilar welds of 316L-201 ASS by different filler electrodes (a) E316L, (b) E309L and (c) E309LMo.
Figure 1.
Microstructural evolution in dissimilar welds of 316L-201 ASS by different filler electrodes (a) E316L, (b) E309L and (c) E309LMo.

Figure 2.
Microhardness profile of 316L-201 ASS dissimilarly welded by different filler electrodes.
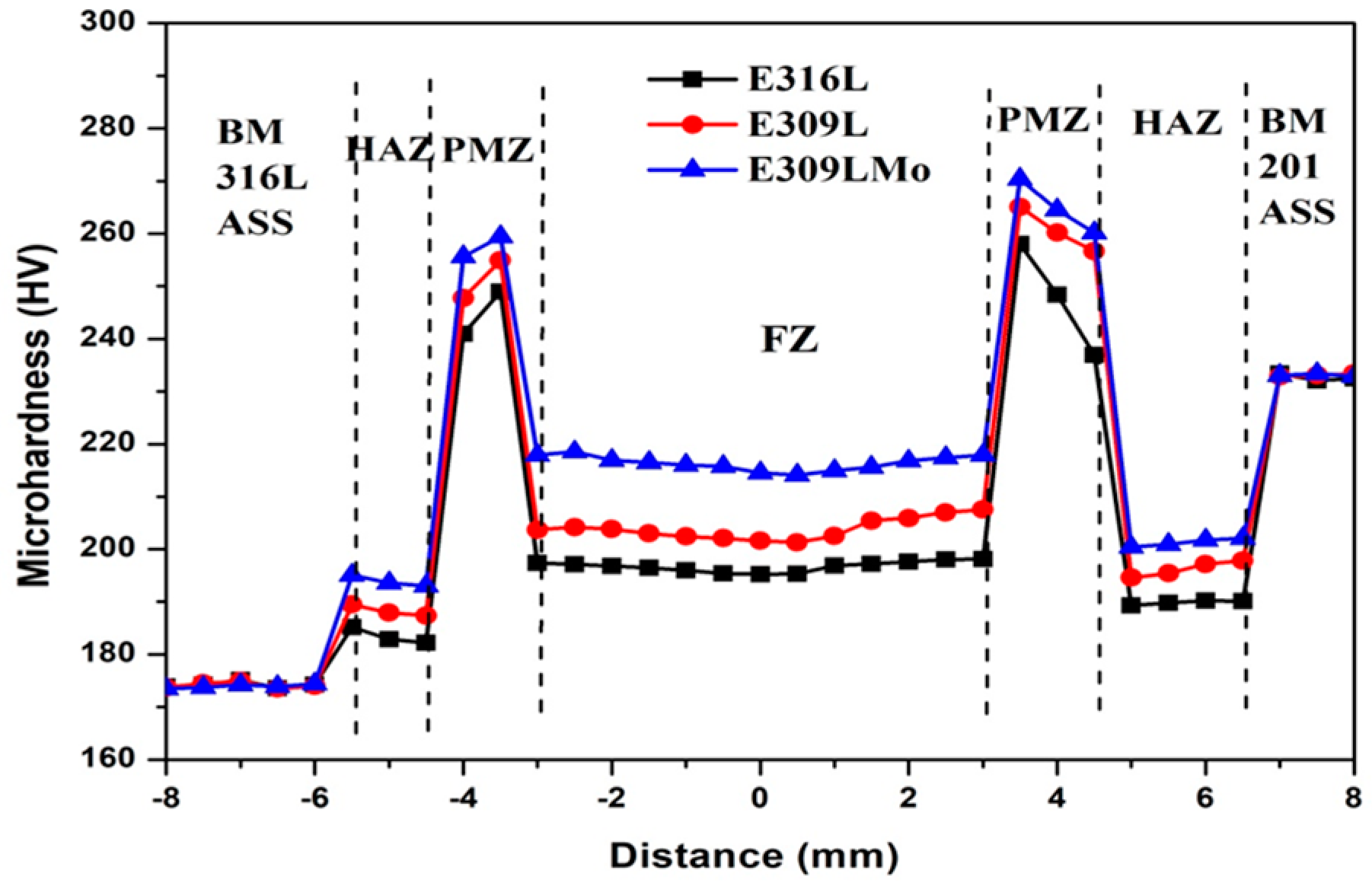
Figure 3.
SEM fractrographic images showing dimple morphology for different filler electrodes (a) E316L, (b) E309L and (c) E309LMo.
Figure 3.
SEM fractrographic images showing dimple morphology for different filler electrodes (a) E316L, (b) E309L and (c) E309LMo.
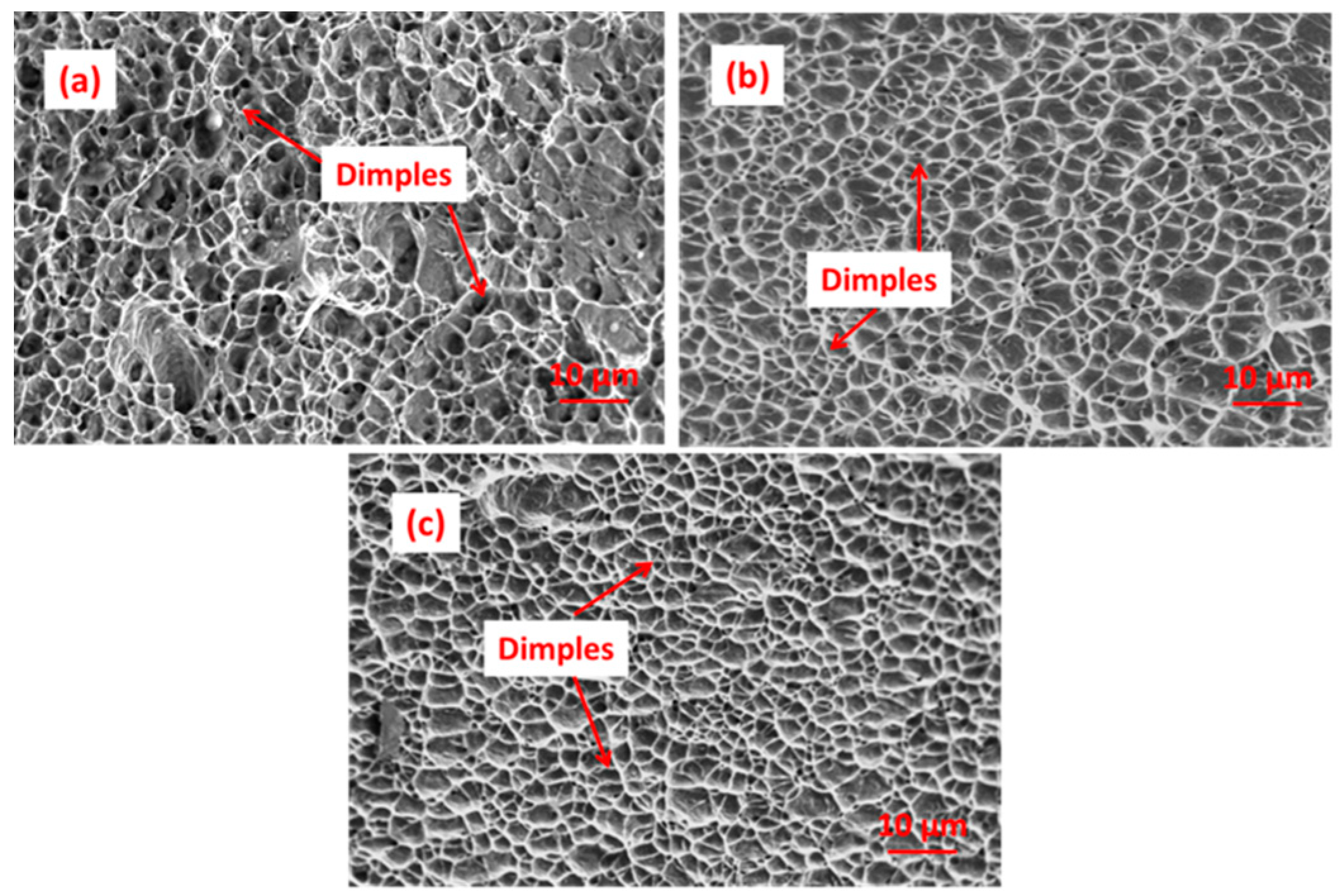
Figure 4.
The DLEPR curves of BMs and FZs of dissimilar weld joints for different filler electrodes.
Figure 4.
The DLEPR curves of BMs and FZs of dissimilar weld joints for different filler electrodes.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
BM elemental composition (wt. %).
| Materials | C | Ni | Mo | Cr | Mn | P | Si | S | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 316L | 0.018 | 10.62 | 2.15 | 16.85 | 1.32 | 0.02 | 0.29 | 0.01 | - | Bal. |
| 201 | 0.09 | 4.12 | - | 17.39 | 5.24 | 0.03 | 0.26 | 0.01 | 0.15 | Bal. |
Table 2.
Elemental composition of welding filler electrode (wt. %).
| Materials | C | Ni | Mo | Cr | Mn | P | Si | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 316L | 0.016 | 11.12 | 2.11 | 17.41 | 1.57 | 0.02 | 0.27 | 0.01 | Bal. |
| 309L | 0.03 | 12.7 | 0.07 | 23.24 | 1.21 | 0.02 | 0.5 | 0.01 | Bal. |
| 309LMo | 0.03 | 12.4 | 2.42 | 23.76 | 1.56 | 0.02 | 0.5 | 0.01 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tandon, V.; Patil, A.P.; Kowshik, S. Impact of Filler Electrodes on Welding Properties of Dissimilar Welded 316L/201 Austenitic Stainless Steels. Eng. Proc. 2023, 59, 90. https://doi.org/10.3390/engproc2023059090
AMA Style
Tandon V, Patil AP, Kowshik S. Impact of Filler Electrodes on Welding Properties of Dissimilar Welded 316L/201 Austenitic Stainless Steels. Engineering Proceedings. 2023; 59(1):90. https://doi.org/10.3390/engproc2023059090
Chicago/Turabian StyleTandon, Vipin, Awanikumar P. Patil, and Suhas Kowshik. 2023. "Impact of Filler Electrodes on Welding Properties of Dissimilar Welded 316L/201 Austenitic Stainless Steels" Engineering Proceedings 59, no. 1: 90. https://doi.org/10.3390/engproc2023059090