
The Rheological and Fatigue Properties of Waste Acetate Fiber-Modified Bitumen


Abstract
:1. Introduction
2. Results and Discussion
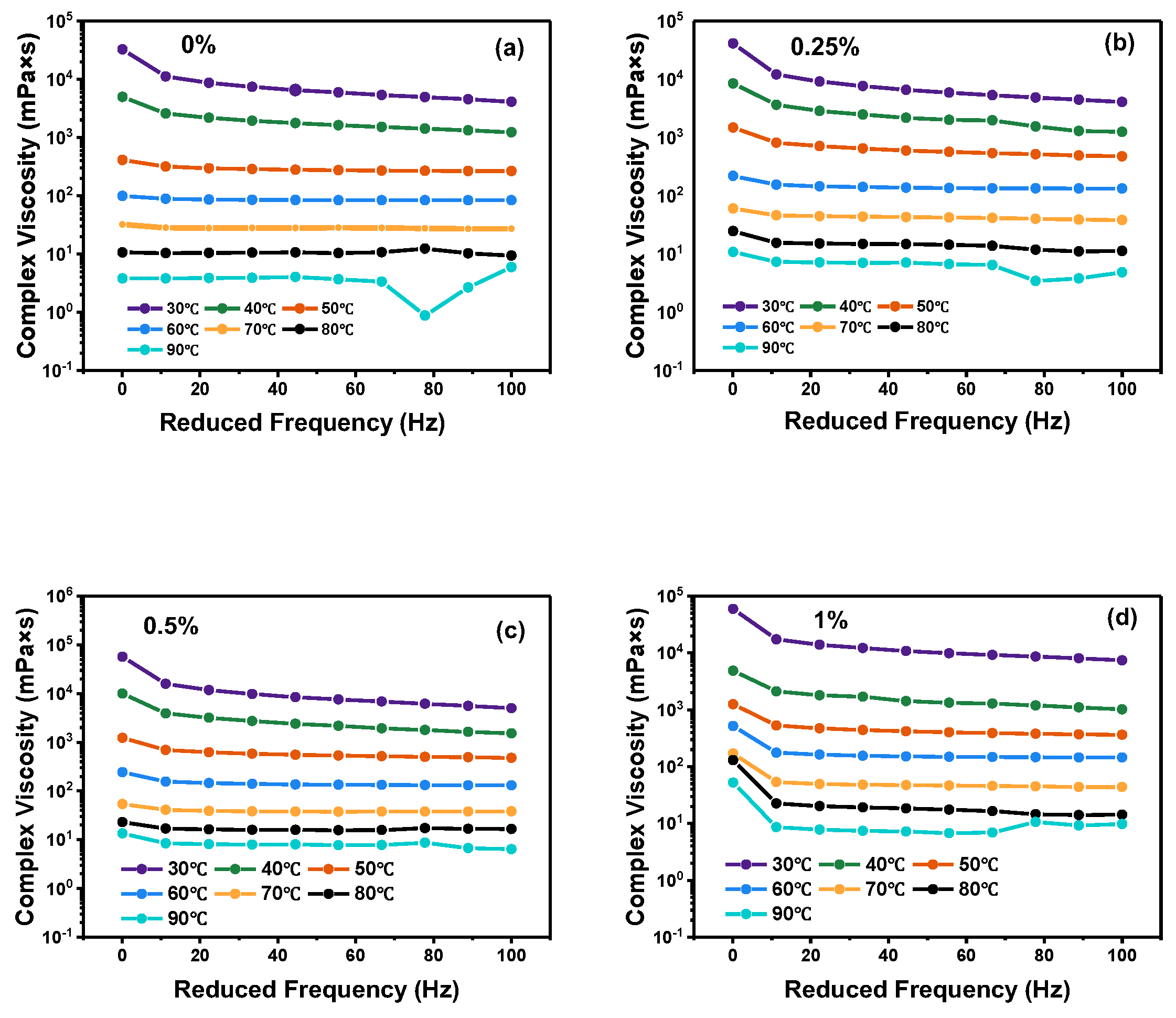
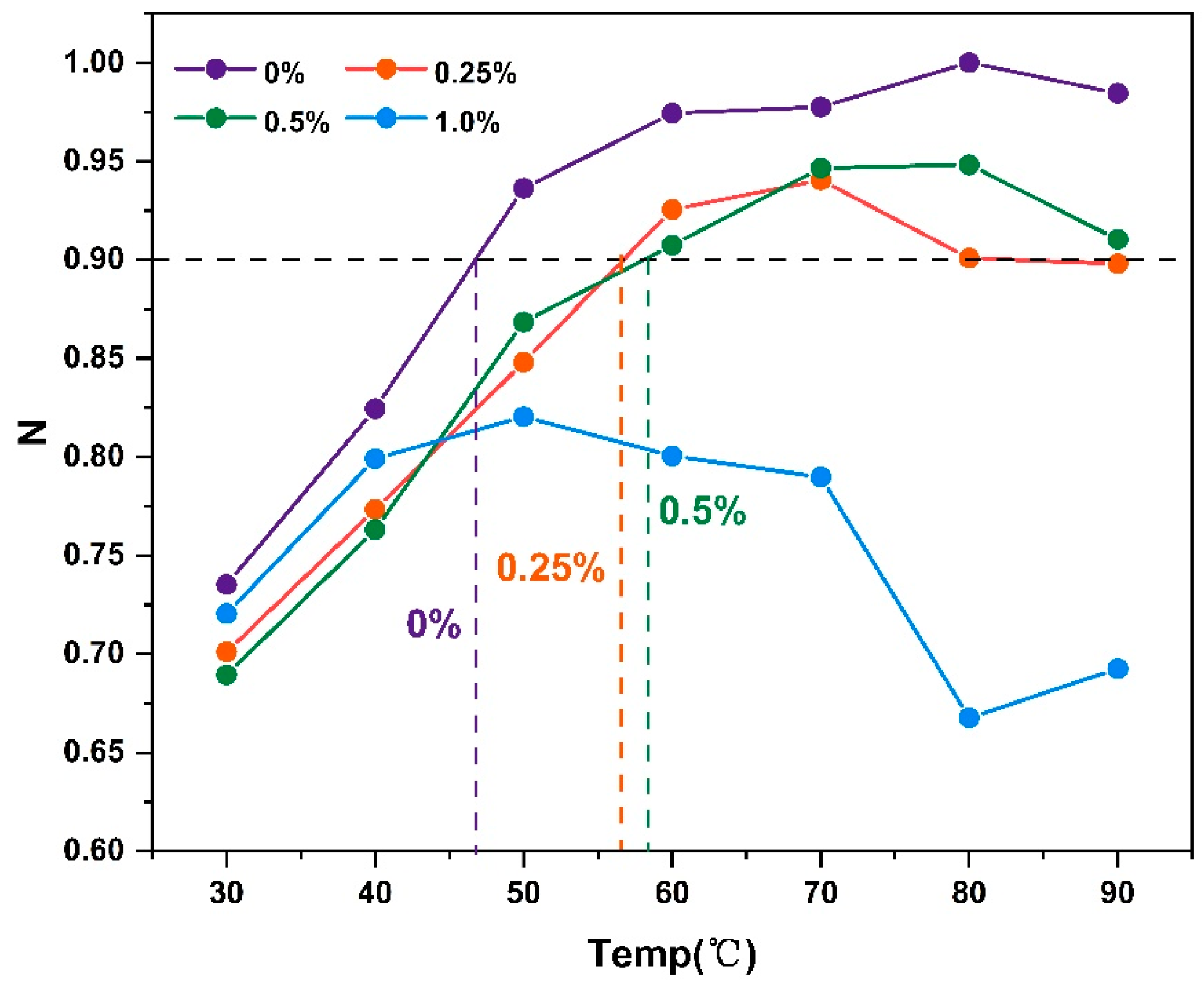
2.1. Frequency Sweep Test
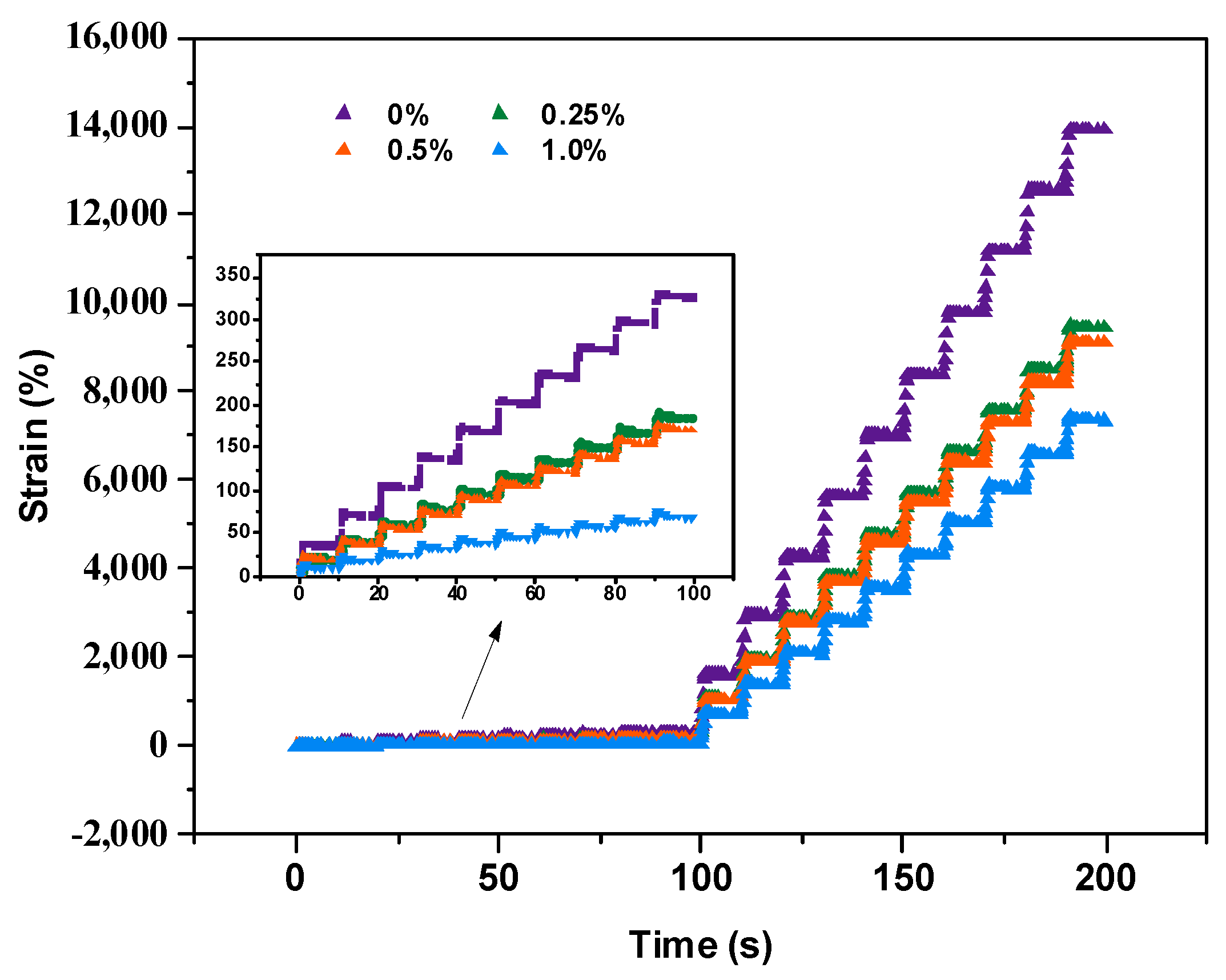
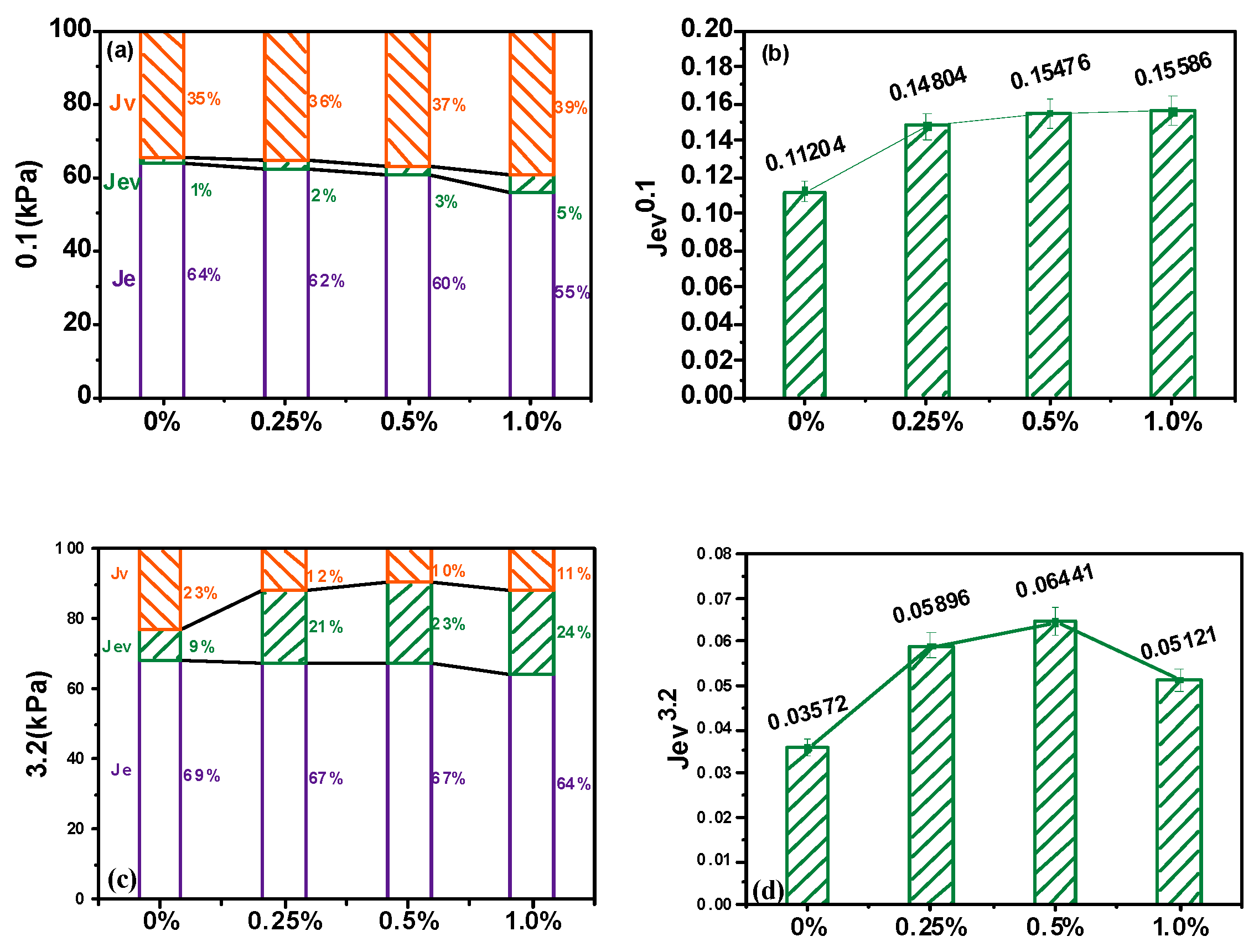
2.2. Multiple Stress Creep Recovery Test
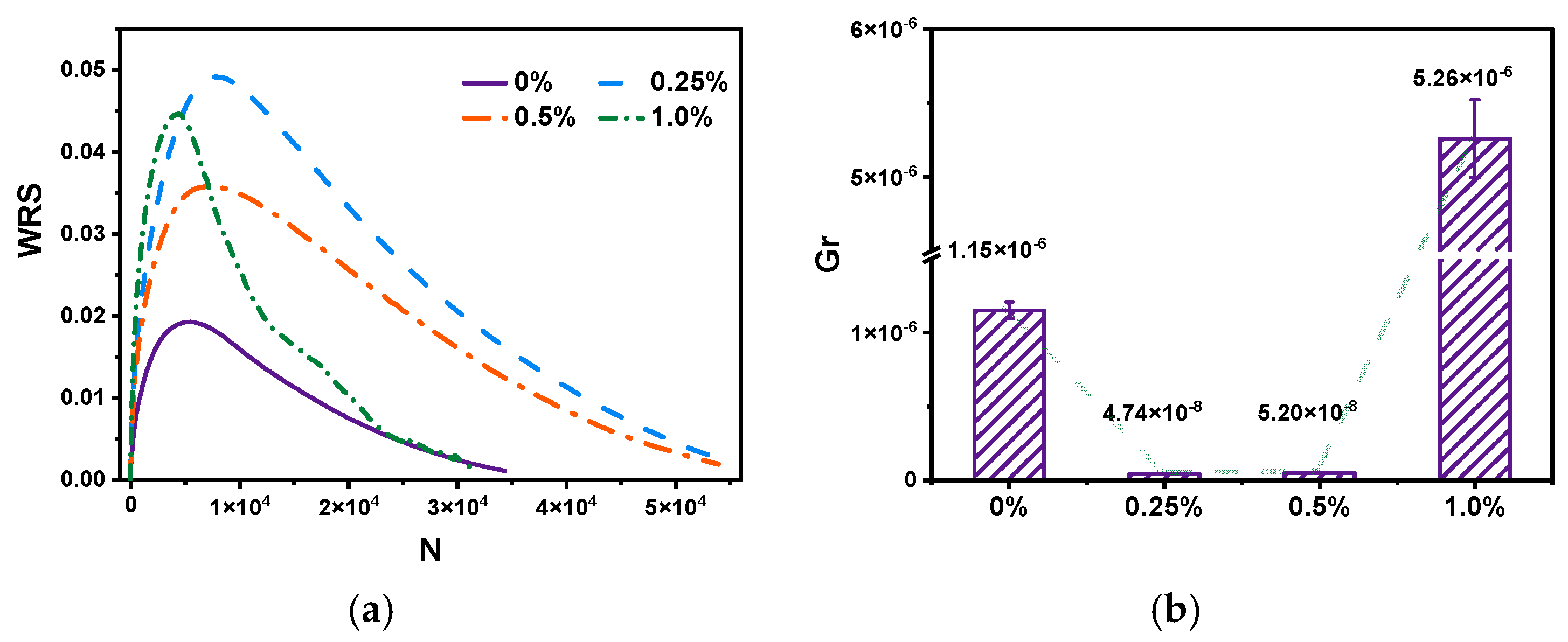
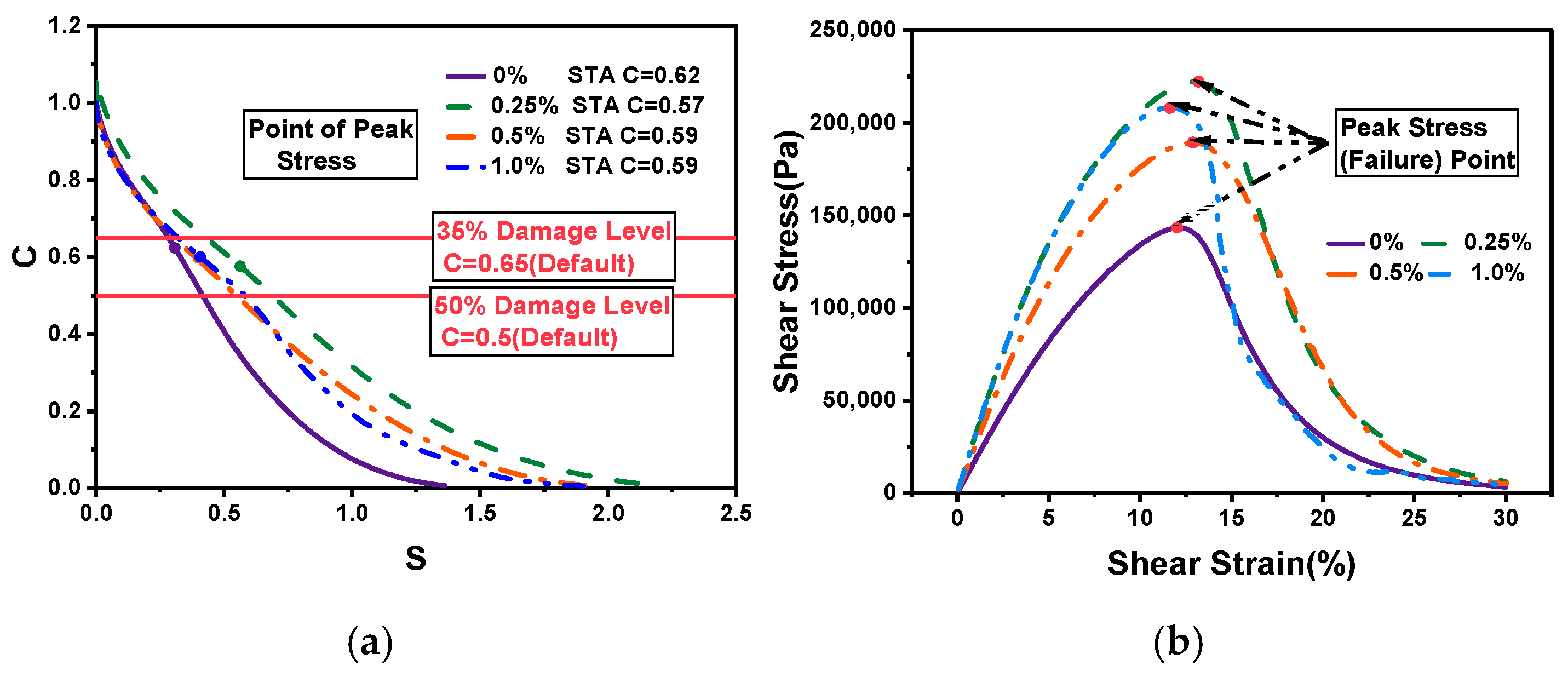
2.3. Damage Tolerance Assessment Using Linear Amplitude Sweep
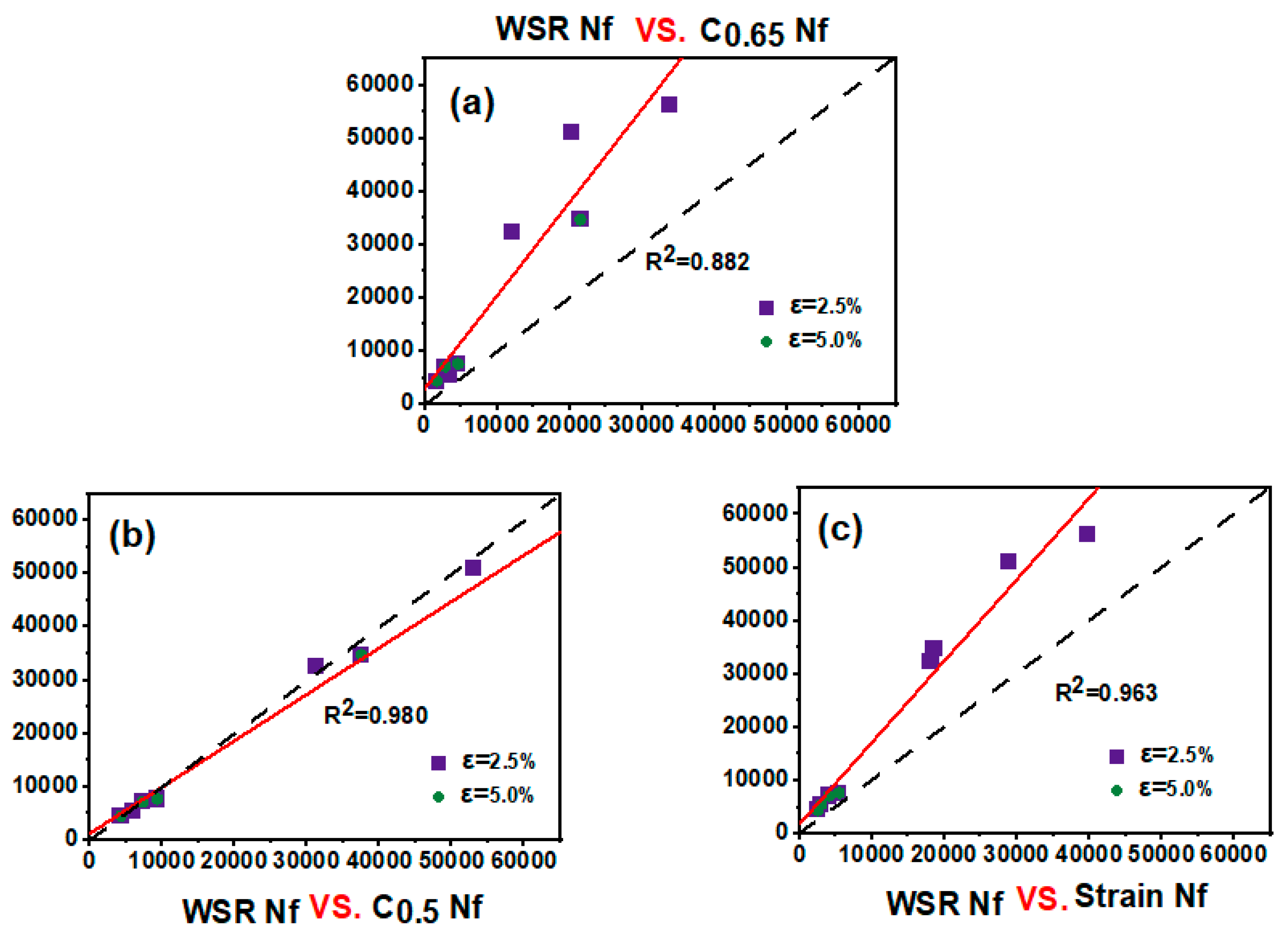
2.4. Comparison of Fatigue Point Correlations
3. Materials and Methods
3.1. Raw Materials
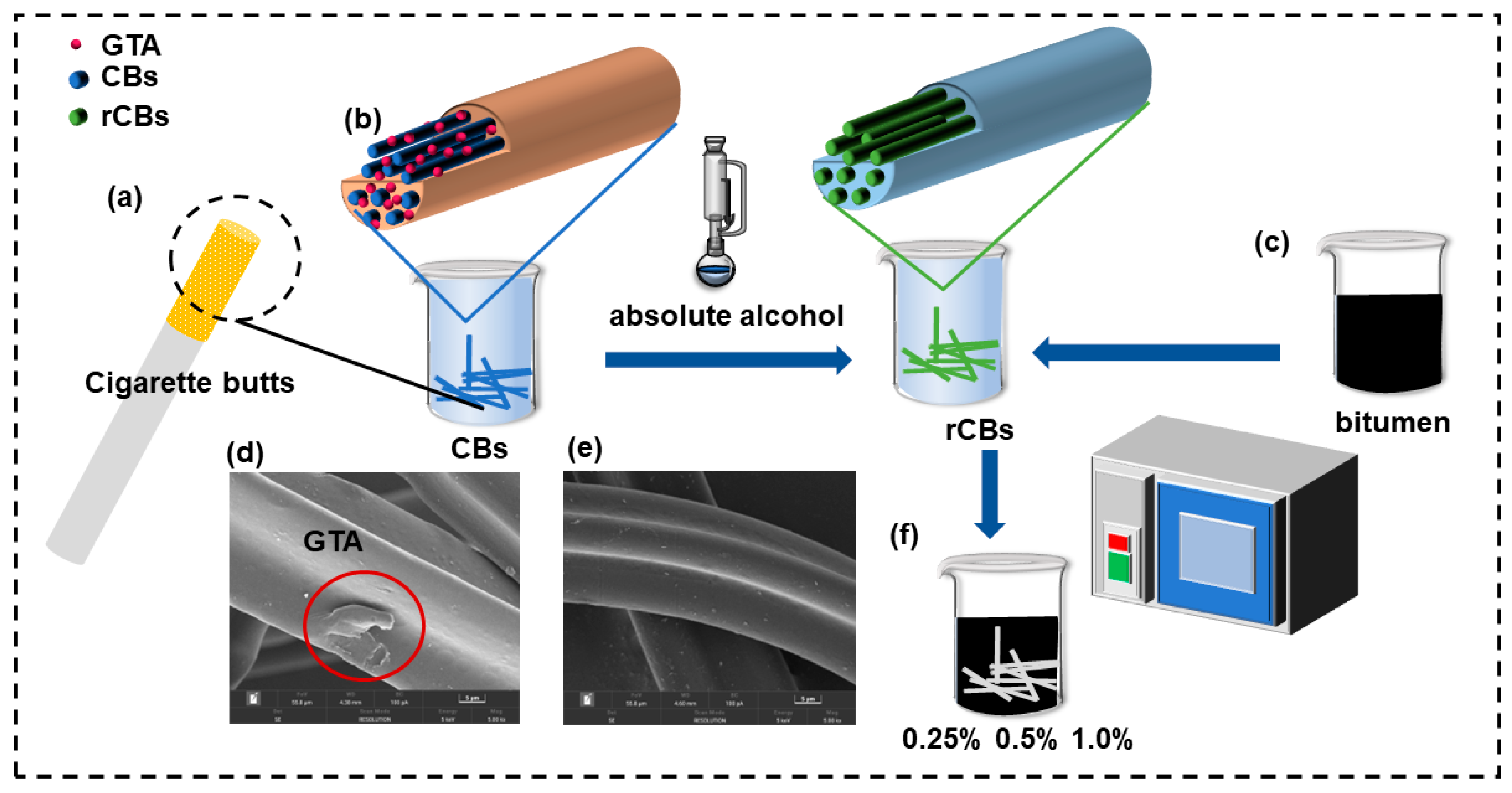
3.2. Fiber Preparation and Treatment
3.3. Pretreatment Evaluation
3.4. Preparation of Modified Fibers
3.5. Evaluation of Fiber Pretreatment Effect
3.6. Frequency Sweep Test
3.7. Multiple Stress Creep Recovery Test
3.8. Damage Tolerance Assessment Using Linear Amplitude Sweep
4. Conclusions
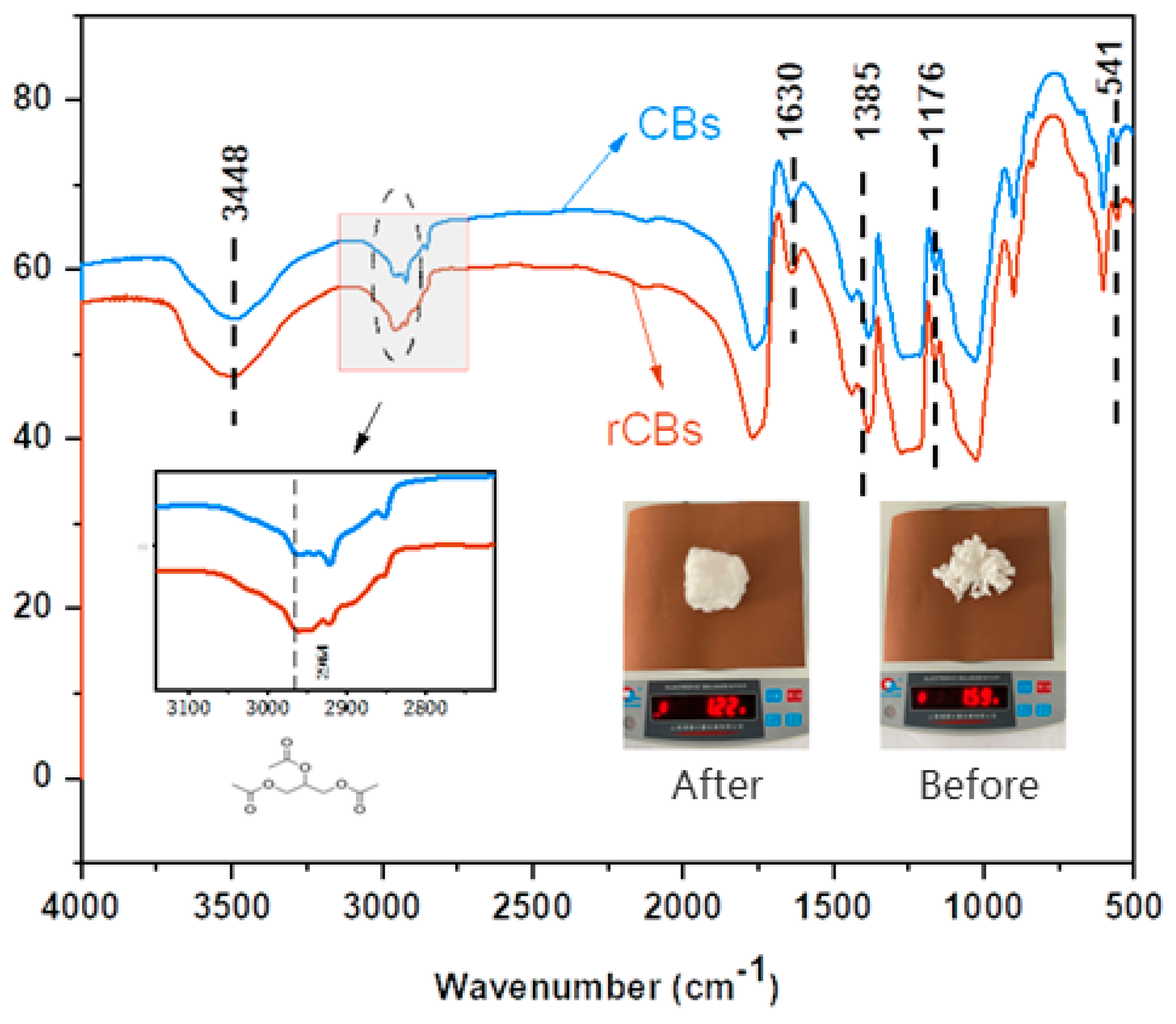
- Using anhydrous ethanol as the extractant can effectively remove the plasticizer in CBs, which makes the fibers less likely to agglomerate during the mixing process with the binder, and this enhances the degree of uniform dispersion of fibers in bitumen. It also makes the fiber surface rougher and increases the embedding force of the binder.
- The addition of fibers impedes the flow of the binder, thereby increasing the initial healing temperature and improving the rutting resistance of the binder. However, high quantities of added fibers can cause the binder to harden and become more prone to cracking.
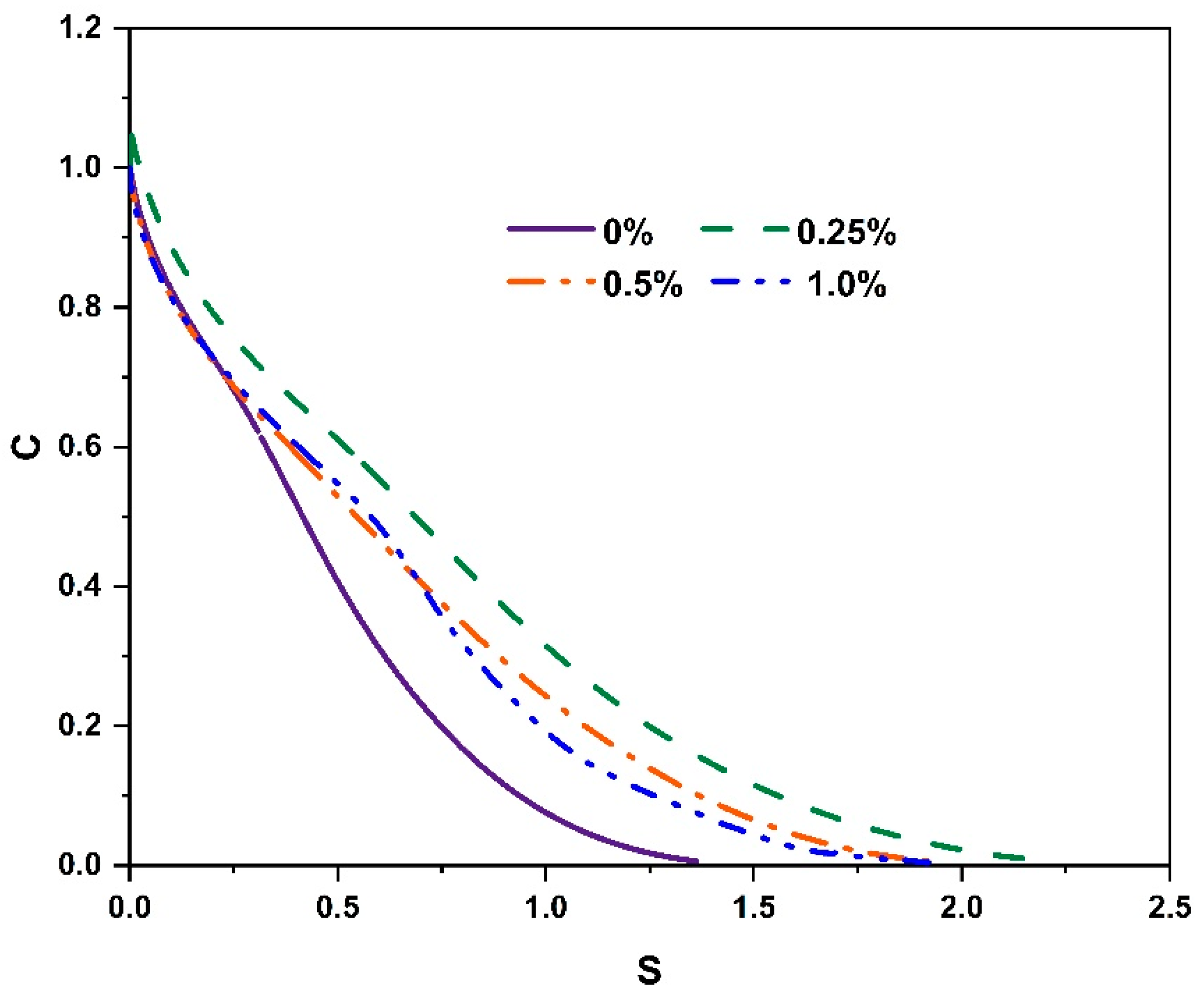
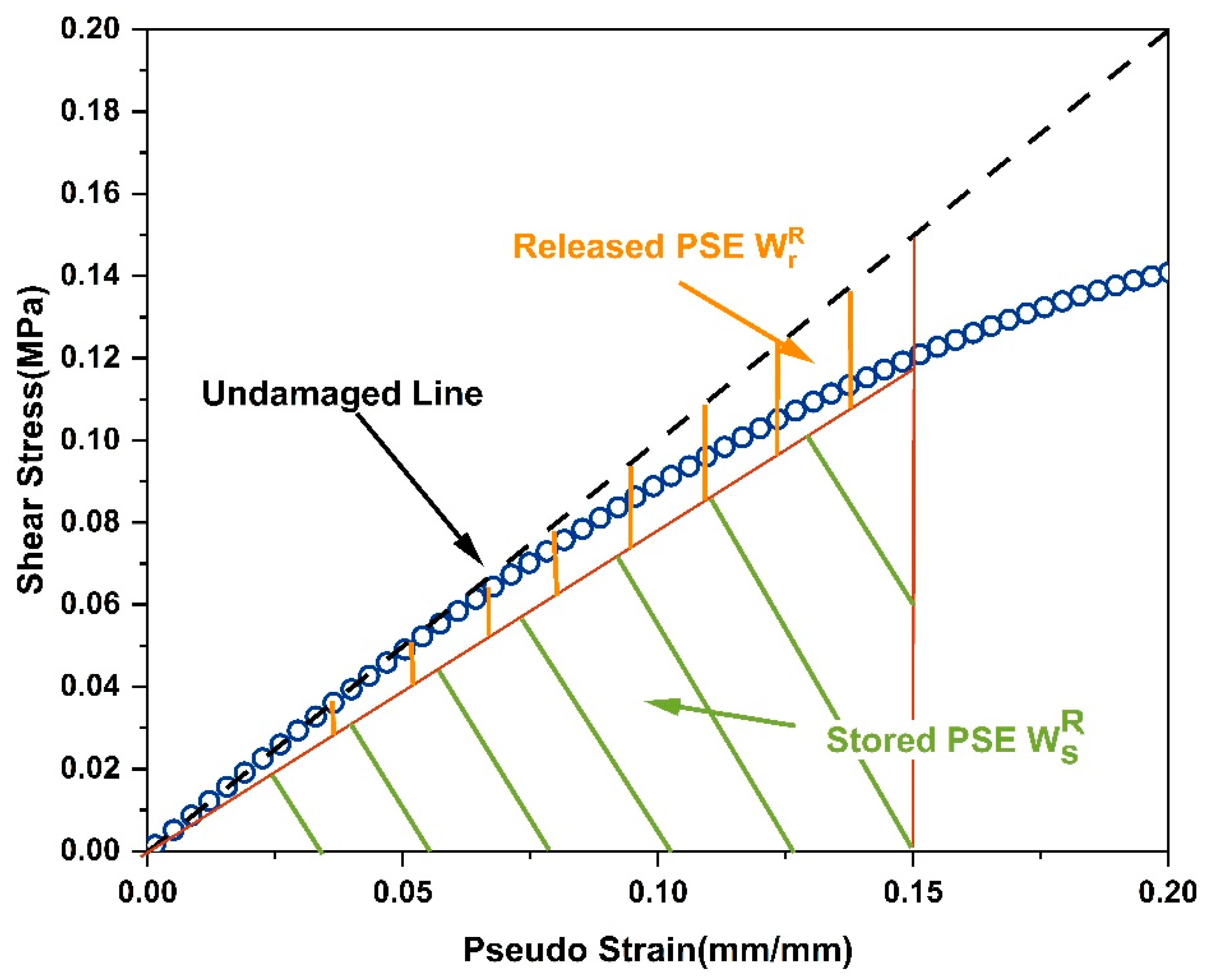
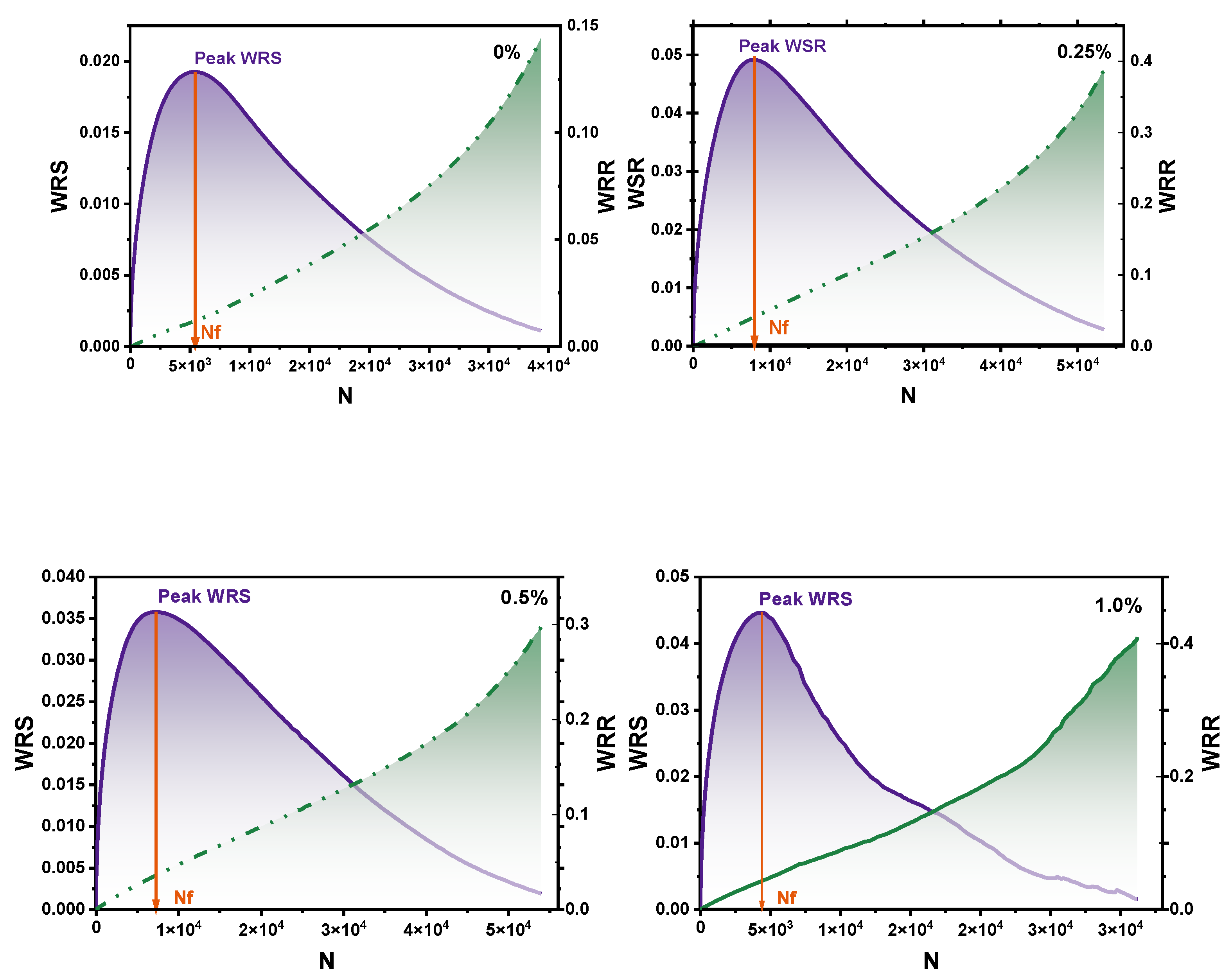
- Evaluation from the point of view of pseudo-strain: The addition of fibers can effectively improve the cracking resistance and increase the predicted fatigue life. When too many fibers are present, many fine cracks are produced, thus accelerating cracking and reducing the cracking resistance. Acetate fibers positively affect the binder, but more acetate fibers are not always better, as there is a “platform zone” beyond which performance decreases.
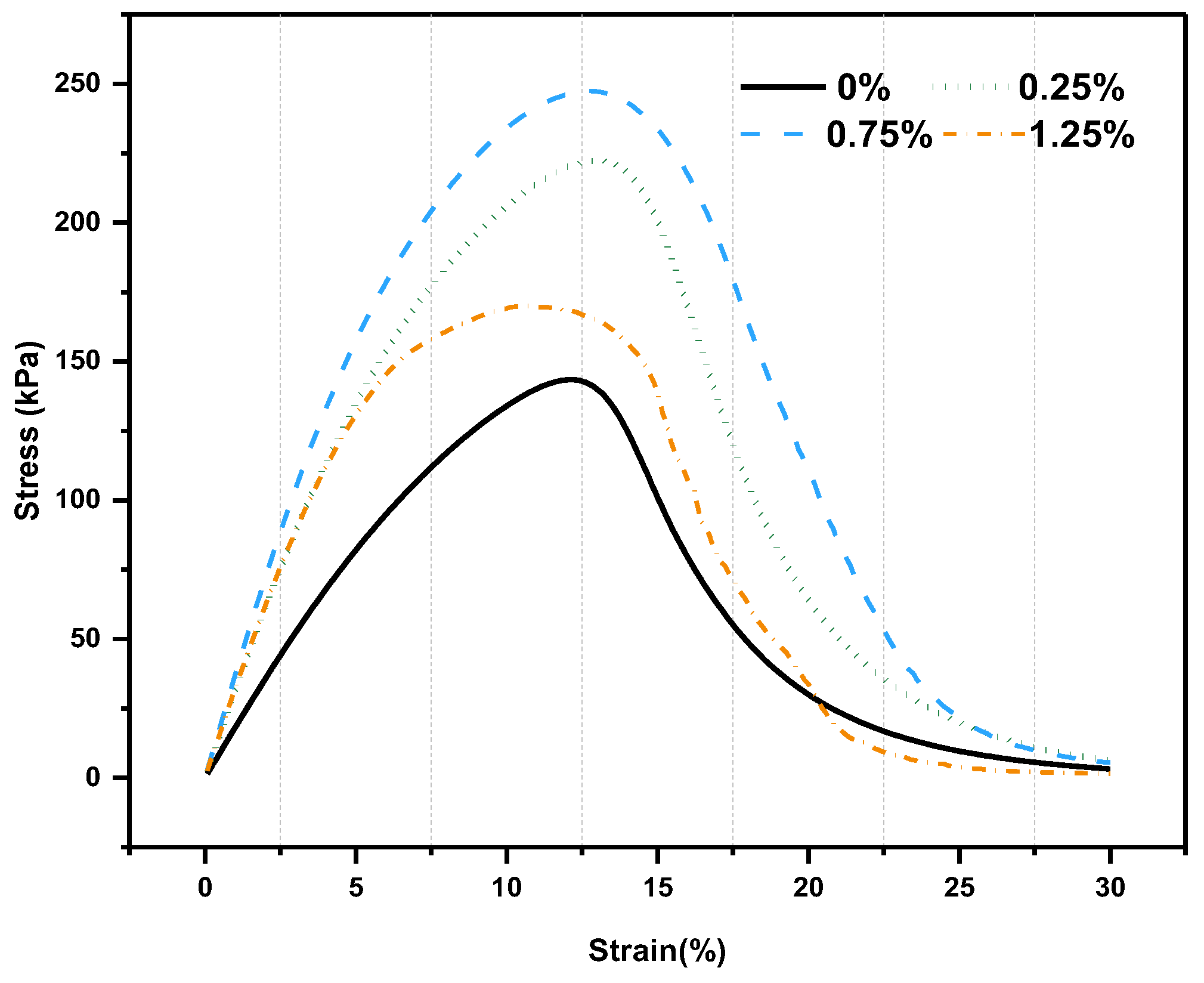
- For an acetate fiber-modified adhesive, the fatigue-life failure point was compared using pseudo-strain up to 50% of conventional strain (C = 0.5), fatigue factor (C = 0.65), and peak stress in the stress–strain diagram, and the best prediction was obtained for the traditional strain up to 50% (C = 0.5), followed by peak stress, and the worst prediction was obtained for the fatigue factor.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Y. Asphalt pavement rutting disease and the mechanism of action of anti-rutting agent. Transp. World 2018, 479, 87–88. [Google Scholar]
- Chen, J.-S.; Lin, K.-Y. Mechanism and behavior of bitumen strength reinforcement using fibers. J. Mater. Sci. 2005, 40, 87–95. [Google Scholar] [CrossRef]
- Peltonen, P.V. Characterization and testing of fibre-modified bitumen composites. J. Mater. Sci. 1991, 26, 5618–5622. [Google Scholar] [CrossRef]
- Acevedo, C.J.S.; González, P.L.; Muñoz, P.P.; Fresno, D.C. Mechanical performance of fibers in hot mix asphalt: A review. Constr. Build. Mater. 2019, 200, 756–769. [Google Scholar] [CrossRef]
- Serin, S.; Morova, N.; Saltan, M.; Terzi, S. Investigation of usability of steel fibers in asphalt concrete mixtures. Constr. Build. Mater. 2012, 36, 238–244. [Google Scholar] [CrossRef]
- Kim, M.-J.; Kim, S.; Yoo, D.-Y.; Shin, H.-O. Enhancing mechanical properties of asphalt concrete using synthetic fibers. Constr. Build. Mater. 2018, 178, 233–243. [Google Scholar] [CrossRef]
- Kara De Maeijer, P.; Soenen, H.; Van den bergh, W.; Blom, J.; Jacobs, G.; Stoop, J. Peat Fibers and Finely Ground Peat Powder for Application in Asphalt. Infrastructures 2019, 4, 3. [Google Scholar] [CrossRef]
- Leng, Z.; Padhan, R.K.; Sreeram, A. Production of a sustainable paving material through chemical recycling of waste PET into crumb rubber modified asphalt. J. Clean. Prod. 2018, 10, 682–688. [Google Scholar] [CrossRef]
- Tanzadeh, R.; Tanzadeh, J.; Honarmand, M.; Tahami, S.A. Experimental study on the effect of basalt and glass fibers on behavior of open-graded friction courseasphalt modified with nano-silica. Constr. Build. Mater. 2019, 10, 467–475. [Google Scholar] [CrossRef]
- Sun, X.; Qin, X.; Chen, Q.; Ma, Q. Investigation of enhancing effect and mechanism of basalt fiber on toughness of asphalt material. Pet. Sci. Technol. 2018, 36, 1710–1717. [Google Scholar] [CrossRef]
- Tingting, X.; Linbing, W. Optimize the design by evaluating the performance of asphalt mastic reinforced with different basalt fiber lengths and contents. Constr. Build. Mater. 2023, 363, 129698. [Google Scholar]
- Pamulapati, Y.; Elseifi, M.A.; Cooper, S.B., III; Mohammad, L.N.; Elbagalati, O. Evaluation of self-healing of asphalt concrete through induction heating and metallic fibers. Constr. Build. Mater. 2017, 146, 66–75. [Google Scholar] [CrossRef]
- Enieb, M.; Diab, A.; Yang, X. Short- and long-term properties of glass fiber reinforced asphalt mixtures. Int. J. Pavement Eng. 2021, 22, 64–76. [Google Scholar] [CrossRef]
- Liu, K.; Li, T.; Wu, C.; Jiang, K.; Shi, X. Bamboo fiber has engineering properties and performance suitable as reinforcement for asphalt mixture. Constr. Build. Mater. 2021, 290, 123240. [Google Scholar] [CrossRef]
- Xia, C.; Wu, C.; Liu, K.; Jiang, K. Study on the durability of bamboo fiber asphalt mixture. Materials 2021, 14, 1667. [Google Scholar] [CrossRef]
- Jin, J.; Wu, Z.; Song, J.; Liu, X. Research on the road performance of cigarette butts modified asphalt mixture. J. Phys. Conf. Ser. 2019, 1168, 022053. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Y.; Xue, Y. Reutilization of recycled cellulose diacetate from discarded cigarette filter in production of stone mastic asphalt (SMA) mixtures. Front. Mater. 2021, 8, 496. [Google Scholar] [CrossRef]
- Mohajerani, A.; Kadir, A.A.; Larobina, L. A practical proposal for solving the world’s cigarette butt problem: Recycling in fired clay bricks. Waste Manag. 2016, 52, 228–244. [Google Scholar] [CrossRef]
- Mohajerani, A.; Tanriverdi, Y.; Nguyen, B.T.; Wong, K.K.; Dissanayake, H.N.; Johnson, L.; Whitfield, D.; Thomson, G.; Alqattan, E.; Rezaei, A. Physico-mechanical properties of asphalt concrete incorporated with encapsulated cigarette butts. Constr. Build. Mater. 2017, 153, 69–80. [Google Scholar] [CrossRef]
- Tareq, R.M.; Abbas, M. Thermal conductivity and environmental aspects of cigarette butt modified asphalt. Case Stud. Constr. Mater. 2021, 15, e00569. [Google Scholar]
- Rahman, M.T.; Mohajerani, A.; Giustozzi, F. Possible Recycling of Cigarette Butts as Fiber Modifier in Bitumen for Asphalt Concrete. Materials 2020, 13, 734. [Google Scholar] [CrossRef] [PubMed]
- Yafei, W.; Ling, P.; Haiqin, X.; Xiang, G. Study on the rheological properties and initial self-healing temperature of fiber asphalt slurry. J. Wuhan Univ. Technol. (Transp. Sci. Eng. Ed.) 2022, 46, 696–700. [Google Scholar]
- Xie, T.; Zhao, K.; Wang, L. Reinforcement Effect of Different Fibers on Asphalt Mastic. Materials 2022, 15, 8304. [Google Scholar] [CrossRef]
- Wang, C.; Castorena, C.; Zhang, J.; Richard Kim, Y. Unified failure criterion for asphalt binder under cyclic fatigue loading. Road Mater. Pavement Des. 2015, 16, 125–148. [Google Scholar] [CrossRef]
- Wang, C.; Chen, Y.; Song, L. Investigating the Crack Initiation and Propagation of Asphalt Binder in Linear Amplitude Sweep Test. J. Mater. Civ. Eng. 2020, 32, 04020362. [Google Scholar] [CrossRef]
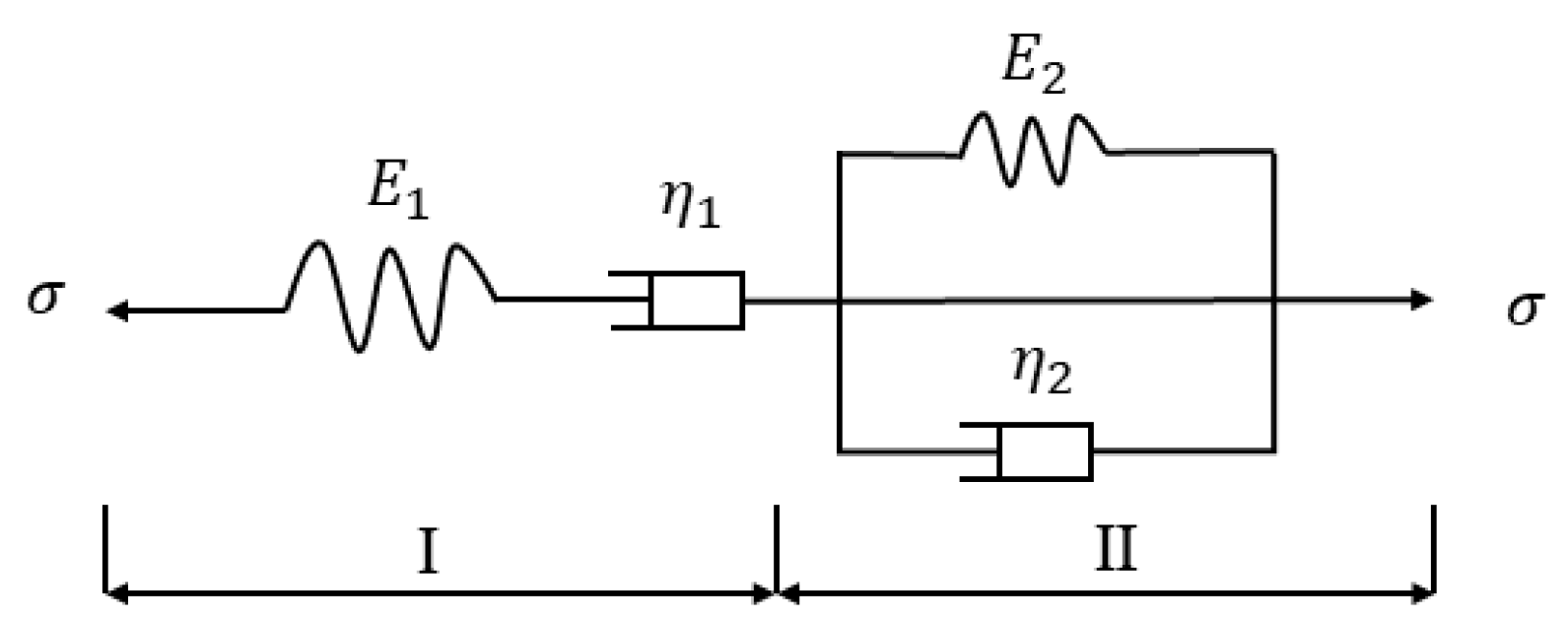
- Kun, W.; Peiwen, H. Study on the viscoelastic composition of asphalt with high temperature creep deformation. Highw. Eng. 2017, 42, 122–126+172. [Google Scholar]
- Zhou, H.; Shi, J.T.; Zhang, R.; Zhang, X.H.; Yuan, Y. Evaluation of asphalt fatigue performance based on linear amplitude scanning test. Pet. Asph. 2018, 32, 27–33. [Google Scholar]
- Suyatma, N.E.; Tighzert, L.; Copinet, A.; Coma, V. Effects of hydrophilic plasticizers on mechanical, thermal, and surface properties of chitosan films. J. Agric. Food Chem. 2005, 53, 3950–3957. [Google Scholar] [CrossRef]
- Bi-Kui, W.; Long-Jin, Z.; Pei-Ying, L.; Sheng-Pei, S. Recovery and TG-FTIR coupling characterization of cellulose acetate for cigarette pipes. Fine Chem. Intermed. 2022, 72–76. [Google Scholar]
- Lei, C.; Yang, H.; Zhang, Q.; Cheng, G. Synthesis of nitrogen-rich and thermostable energetic materials based on hetarenecarboxylic acids. Dalton Trans. 2021, 50, 14462–14468. [Google Scholar] [CrossRef]
- Abdel, N.A.; Hendawy, E.I. Variation in the FTIR spectra of a biomass under impregnation, carbonization and oxidation conditions. J. Anal. Appl. Pyrolysis 2006, 75, 159–166. [Google Scholar]
- Li, Z.; Jian, Z.; Wang, X.; Rodríguez-Pérez, I.A.; Bommier, C.; Ji, X. Hard carbon anodes of sodium-ion batteries: Undervalued rate capability. Chem. Commun. 2017, 53, 2610–2613. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Huang, J.; Feng, L.; Cao, L.; Ren, Y.; Li, R.; Xu, Z.; Li, J.; Yao, C. Controlled synthesis of macroscopic three-dimensional hollow reticulate hard carbon as long-life anode materials for Na-ion batteries. J. Alloys Compd. 2017, 716, 210–219. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n | 0% | 0.25% | 0.5% | 1.0% |
|---|---|---|---|---|
| 30 °C | 0.735 | 0.701 | 0.689 | 0.720 |
| 40 °C | 0.824 | 0.659 | 0.763 | 0.627 |
| 50 °C | 0.936 | 0.848 | 0.868 | 0.820 |
| 60 °C | 0.974 | 0.925 | 0.907 | 0.800 |
| 70 °C | 0.977 | 0.940 | 0.946 | 0.789 |
| 80 °C | 1.000 | 0.900 | 0.948 | 0.667 |
| 90 °C | 0.984 | 0.898 | 0.910 | 0.692 |
| Experimental Projects | Unit | Test Result | Technology Requirements |
|---|---|---|---|
| Needle penetration (25 °C, 5 s, 100 g) | 0.1 mm | 65.4 | 60–80 |
| Softening point | °C | 46.6 | ≥46 |
| Ductility (15 °C) | cm | >150 | ≥100 |
| TFOT needle penetration ratio (25 °C) | % | 76.9 | ≥61% |
| Residual ductility (15 °C) | cm | 132.9 | ≥15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, C.; Yang, K.; Luo, J.; Yang, S.; Yan, Y. The Rheological and Fatigue Properties of Waste Acetate Fiber-Modified Bitumen. Molecules 2025, 30, 1784. https://doi.org/10.3390/molecules30081784
Cheng C, Yang K, Luo J, Yang S, Yan Y. The Rheological and Fatigue Properties of Waste Acetate Fiber-Modified Bitumen. Molecules. 2025; 30(8):1784. https://doi.org/10.3390/molecules30081784
Chicago/Turabian StyleCheng, Cheng, Kai Yang, Jianwei Luo, Shu Yang, and Yong Yan. 2025. "The Rheological and Fatigue Properties of Waste Acetate Fiber-Modified Bitumen" Molecules 30, no. 8: 1784. https://doi.org/10.3390/molecules30081784
APA StyleCheng, C., Yang, K., Luo, J., Yang, S., & Yan, Y. (2025). The Rheological and Fatigue Properties of Waste Acetate Fiber-Modified Bitumen. Molecules, 30(8), 1784. https://doi.org/10.3390/molecules30081784