
Super-Toughened Fumed-Silica-Reinforced Thiol-Epoxy Composites Containing Epoxide-Terminated Polydimethylsiloxanes

Abstract
:1. Introduction
2. Results and Discussion
3. Materials and Methods
3.1. Materials
3.2. Instrumentation
3.3. Synthesis of ep-PDMS
3.4. Preparation of Compositions of Neat Epoxy and Nanocomposites
3.5. Tensile Test
3.6. Izod Impact Strength Test
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Domun, N.; Hadavinia, H.; Zhang, T.; Sainsbury, T.; Liaghat, G.; Vahid, S. Improving the fracture toughness and the strength of epoxy using nanomaterials—a review of the current status. Nanoscale 2015, 7, 10294–10329. [Google Scholar] [CrossRef]
- Gu, H.; Ma, C.; Gu, J.; Guo, J.; Yan, X.; Huang, J.; Zhang, Q.; Guo, Z. An overview of multifunctional epoxy nanocomposites. J. Mater. Chem. C 2016, 4, 5890–5906. [Google Scholar] [CrossRef]
- Jojibabu, P.; Zhang, Y.; Prusty, B.G. A review of research advances in epoxy-based nanocomposites as adhesive materials. Int. J. Adhes. Adhes. 2020, 96, 102454. [Google Scholar] [CrossRef]
- Balguri, P.K.; Samuel, D.H.; Thumu, U. A review on mechanical properties of epoxy nanocomposites. Mater. Today Proc. 2021, 44, 346–355. [Google Scholar] [CrossRef]
- Frigione, M.; Lettieri, M. Recent Advances and Trends of Nanofilled/Nanostructured Epoxies. Materials 2020, 13, 3415. [Google Scholar] [CrossRef] [PubMed]
- Garg, A.C.; Mai, Y.-W. Failure mechanisms in toughened epoxy resins—A review. Compos. Sci. Technol. 1988, 31, 179–223. [Google Scholar] [CrossRef]
- Bagheri, R.; Marouf, B.T.; Pearson, R.A. Rubber-Toughened Epoxies: A Critical Review. Polym. Rev. 2009, 49, 201–225. [Google Scholar] [CrossRef]
- Levita, G.; De Petris, S.; Marchetti, A.; Lazzeri, A. Crosslink density and fracture toughness of epoxy resins. J. Mater. Sci. 1991, 26, 2348–2352. [Google Scholar] [CrossRef]
- Ratna, D.; Banthia, A.K. Rubber toughened epoxy. Macromol. Res. 2004, 12, 11–21. [Google Scholar] [CrossRef]
- Guzmán, D.; Ramis, X.; Francos, X.F.; Serra, A. New catalysts for diglycidyl ether of bisphenol A curing based on thiol–epoxy click reaction. Eur. Polym. J. 2014, 59, 377–386. [Google Scholar] [CrossRef]
- Konuray, A.O.; Fernández-Francos, X.; Ramis, X. Analysis of the reaction mechanism of the thiol–epoxy addition initiated by nucleophilic tertiary amines. Polym. Chem. 2017, 8, 5934–5947. [Google Scholar] [CrossRef]
- Konuray, O.; Fernández-Francos, X.; De la Flor, S.; Ramis, X.; Serra, À. The Use of Click-Type Reactions in the Preparation of Thermosets. Polymers 2020, 12, 1084. [Google Scholar] [CrossRef] [PubMed]
- Bok, G.; Lim, G.; Park, K.; Kim, Y. Mechanical properties and fracture toughness of fumed silica epoxy composites containing glycidyl terminated polysiloxanes. Ceram. Int. 2021. [Google Scholar] [CrossRef]
- Jo, H.S.; Lee, G.W. Investigation of Mechanical and Thermal Properties of Silica-Reinforced Epoxy Composites by Using Experiment and Empirical Model. Mater. Today Proc. 2017, 4, 6178–6187. [Google Scholar] [CrossRef]
- Li, H.; Liu, F.; Tian, H.; Wang, C.; Guo, Z.; Liu, P.; Peng, Z.; Wang, Q. Synergetic enhancement of mechanical and electrical strength in epoxy/silica nanocomposites via chemically-bonded interface. Compos. Sci. Technol. 2018, 167, 539–546. [Google Scholar] [CrossRef]
- Stricher, A.M.; Rinaldi, R.G.; Barrès, C.; Ganachaud, F.; Chazeau, L. How I met your elastomers: From network topology to mechanical behaviours of conventional silicone materials. RSC Adv. 2015, 5, 53713–53725. [Google Scholar] [CrossRef]
- Fragiadakis, D.; Pissis, P. Glass transition and segmental dynamics in poly(dimethylsiloxane)/silica nanocomposites studied by various techniques. J. Non-Cryst. Solids 2007, 353, 4344–4352. [Google Scholar] [CrossRef]
- Paquien, J.-N.; Galy, J.; Gérard, J.-F.; Pouchelon, A. Rheological studies of fumed silica–polydimethylsiloxane suspensions. Colloids Surf. A Physicochem. Eng. Asp. 2005, 260, 165–172. [Google Scholar] [CrossRef]
- Speier, J.L.; Zimmerman, R.; Webster, J. The Addition of Silicon Hydrides to Olefinic Double Bonds. Part I. The Use of Phenylsilane, Diphenylsilane, Phenylmethylsilane, Amylsilane and Tribromosilane. J. Am. Chem. Soc. 1956, 78, 2278–2281. [Google Scholar] [CrossRef]
- Bok, G.; Lee, C.-J.; Lee, H.; Kim, Y. Fabrication of flexible electrodes using peelable pressure-sensitive adhesives containing methacrylic-modified cyclic siloxanes. React. Funct. Polym. 2021, 165, 104940. [Google Scholar] [CrossRef]
- Ding, J.; Peng, W.; Luo, T.; Yu, H. Study on the curing reaction kinetics of a novel epoxy system. RSC Adv. 2016, 7, 6981–6987. [Google Scholar] [CrossRef]
- Zheng, T.; Wang, X.; Lu, C.; Zhang, X.; Ji, Y.; Bai, C.; Chen, Y.; Qiao, Y. Studies on Curing Kinetics and Tensile Properties of Silica-Filled Phenolic Amine/Epoxy Resin Nanocomposite. Polymers 2019, 11, 680. [Google Scholar] [CrossRef] [PubMed]
- Ramesh, S.; Liew, C.W. Rheological characterizations of ionic liquid-based gel polymer electrolytes and fumed silica-based composite polymer electrolytes. Ceram. Int. 2012, 38, 3411–3417. [Google Scholar] [CrossRef]
- Adesina, A.A.; Nasser, M.; Teixeira, P.; Hilliou, L.; Covas, J.A.; Hussein, I.A. Rheology of organoclay assisted extrusion of HDPE using Particle Image Velocimetry. Chem. Eng. Res. Des. 2015, 100, 113–125. [Google Scholar] [CrossRef]
- Mylsamy, B.; Palaniappan, S.K.; Subramani, S.P.; Pal, S.K.; Aruchamy, K. Impact of nanoclay on mechanical and structural properties of treated Coccinia indica fibre reinforced epoxy composites. J. Mater. Res. Technol. 2019, 8, 6021–6028. [Google Scholar] [CrossRef]
- Aruchamy, K.; Subramani, S.P.; Palaniappan, S.K.; Sethuraman, B.; Kaliyannan, G.V. Study on mechanical characteristics of woven cotton/bamboo hybrid reinforced composite laminates. J. Mater. Res. Technol. 2020, 9, 718–726. [Google Scholar] [CrossRef]
- Li, Y.; Gao, J.; Li, X.; Xu, X.; Lu, S. High Mechanical and Thermal Properties of Epoxy Composites with Liquid Crystalline Polyurethane Modified Graphene. Polymers 2018, 10, 485. [Google Scholar] [CrossRef]
- Xiao, X.; Lu, S.; Qi, B.; Zeng, C.; Yuan, Z.; Yu, J. Enhancing the thermal and mechanical properties of epoxy resins by addition of a hyperbranched aromatic polyamide grown on microcrystalline cellulose fibers. RSC Adv. 2014, 4, 14928–14935. [Google Scholar] [CrossRef]
- Fei, X.; Wei, W.; Tang, Y.; Zhu, Y.; Luo, J.; Chen, M.; Liu, X. Simultaneous enhancements in toughness, tensile strength, and thermal properties of epoxy-anhydride thermosets with a carboxyl-terminated hyperbranched polyester. Eur. Polym. J. 2017, 90, 431–441. [Google Scholar] [CrossRef]
- Pan, L.; Lu, S.; Xiao, X.; He, Z.; Zeng, C.; Gao, J.; Yu, J. Enhanced mechanical and thermal properties of epoxy with hyperbranched polyester grafted perylene diimide. RSC Adv. 2014, 5, 3177–3186. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Perspective on Polylactic Acid (PLA) based Sustainable Materials for Durable Applications: Focus on Toughness and Heat Resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- Capote, M.; Harrison, E.; Lee, Y.-J.; Lenos, H. High Performance Cyanate-Bismaleimide-Epoxy Resin Compositions for Printed Circuits and Encapsulants. WIPO WO2000071614A1, 30 November 2000. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Neat Epoxy | NC-1 | NC-2 | NC-3 | NC-4 | |
|---|---|---|---|---|---|
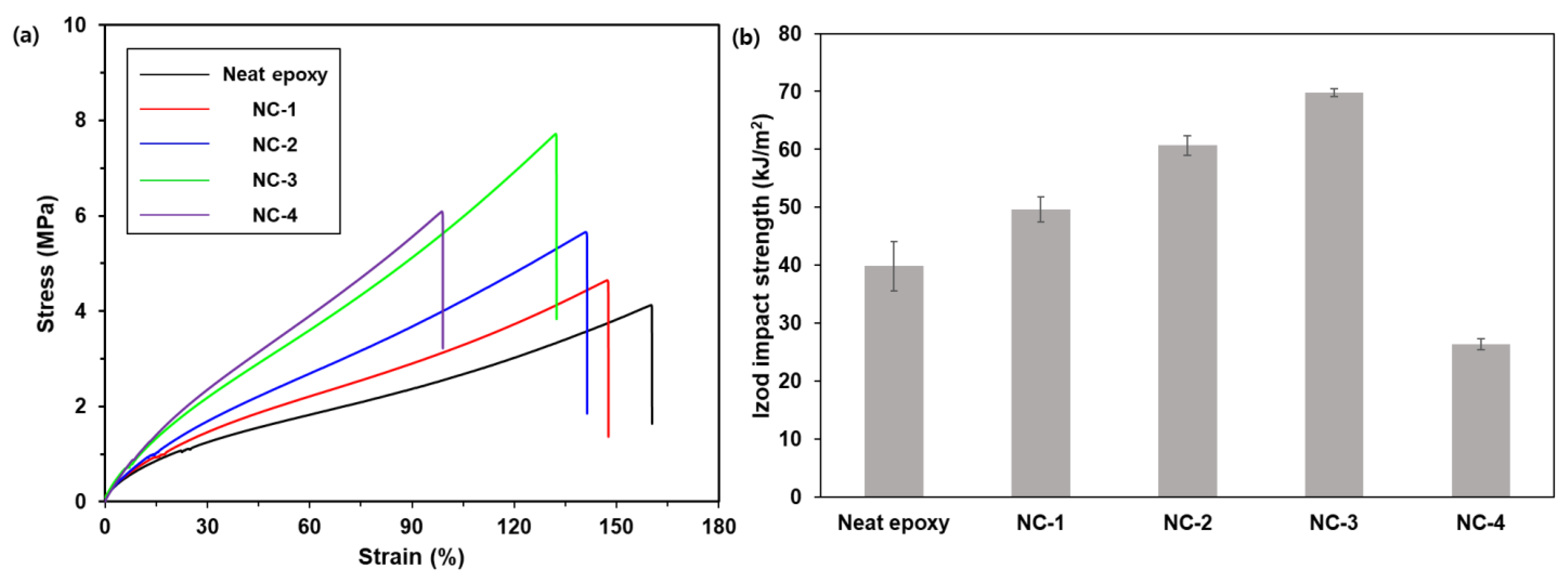
| Tensile strength (MPa) | 4.2 ± 0.3 | 4.8 ± 0.6 | 5.7 ± 0.6 | 7.4 ± 0.3 | 5.7 ± 0.5 |
| Elongation at break (%) | 156 ± 8 | 147 ± 20 | 142 ± 2 | 133 ± 3 | 99 ± 11 |
| Young’s modulus (MPa) | 10.3 ± 0.5 | 11.3 ± 0.3 | 13.9 ± 0.8 | 15.4 ± 1.1 | 16.7 ± 0.2 |
| Toughness (MJ/m3) | 3.6 ± 0.02 | 3.8 ± 0.88 | 4.35 ± 0.42 | 5.17 ± 0.13 | 3.14 ± 0.15 |
| Impact strength (KJ/m2) | 39.9 ± 8.5 | 49.7 ± 4.3 | 60.7 ± 3.4 | 69.8 ± 1.3 | 26.4 ± 1.8 |
| Neat Epoxy | NC-1 | NC-2 | NC-3 | NC-4 | |
|---|---|---|---|---|---|
| Tg (°C) | 11.24 | 12.30 | 12.31 | 12.45 | 12.75 |
| Neat Epoxy | NC-1 | NC-2 | NC-3 | NC-4 | |
|---|---|---|---|---|---|
| BPDGE (g) | 9 | 9 | 9 | 9 | 9 |
| ep-PDMS (g) | 1 | 1 | 1 | 1 | 1 |
| EDT (g) | 2.67 | 2.67 | 2.67 | 2.67 | 2.67 |
| TMPMP (g) | 2.67 | 2.67 | 2.67 | 2.67 | 2.67 |
| MI (g) | 0.11 | 0.11 | 0.11 | 0.11 | 0.11 |
| Fumed silica (g) | 0 | 0.1 | 0.3 | 0.5 | 0.7 |
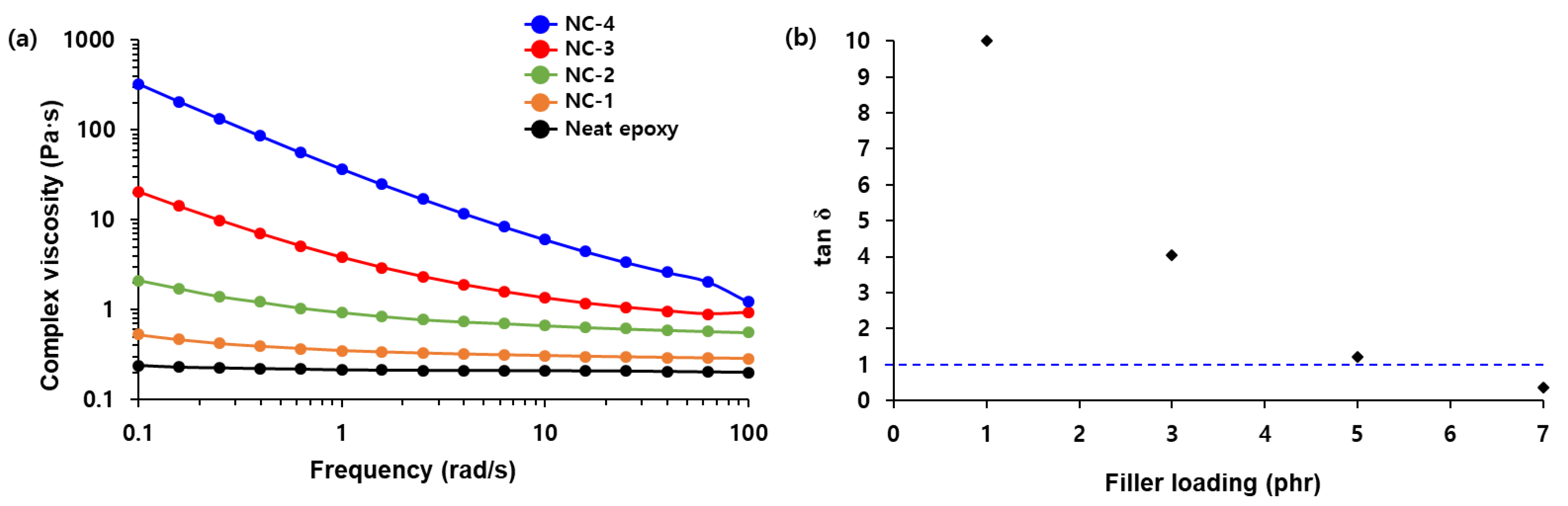
| Filler loading (phr) a | 0 | 1 | 3 | 5 | 7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bok, G.; Lim, G.; Kwak, M.; Kim, Y. Super-Toughened Fumed-Silica-Reinforced Thiol-Epoxy Composites Containing Epoxide-Terminated Polydimethylsiloxanes. Int. J. Mol. Sci. 2021, 22, 8097. https://doi.org/10.3390/ijms22158097
Bok G, Lim G, Kwak M, Kim Y. Super-Toughened Fumed-Silica-Reinforced Thiol-Epoxy Composites Containing Epoxide-Terminated Polydimethylsiloxanes. International Journal of Molecular Sciences. 2021; 22(15):8097. https://doi.org/10.3390/ijms22158097
Chicago/Turabian StyleBok, Goseong, Gayoung Lim, Mingi Kwak, and Youngmin Kim. 2021. "Super-Toughened Fumed-Silica-Reinforced Thiol-Epoxy Composites Containing Epoxide-Terminated Polydimethylsiloxanes" International Journal of Molecular Sciences 22, no. 15: 8097. https://doi.org/10.3390/ijms22158097
APA StyleBok, G., Lim, G., Kwak, M., & Kim, Y. (2021). Super-Toughened Fumed-Silica-Reinforced Thiol-Epoxy Composites Containing Epoxide-Terminated Polydimethylsiloxanes. International Journal of Molecular Sciences, 22(15), 8097. https://doi.org/10.3390/ijms22158097