
An Online Digital Imaging Excitation Sensor for Wind Turbine Gearbox Wear Condition Monitoring Based on Adaptive Deep Learning Method

Abstract
:1. Introduction
2. Materials and Methods
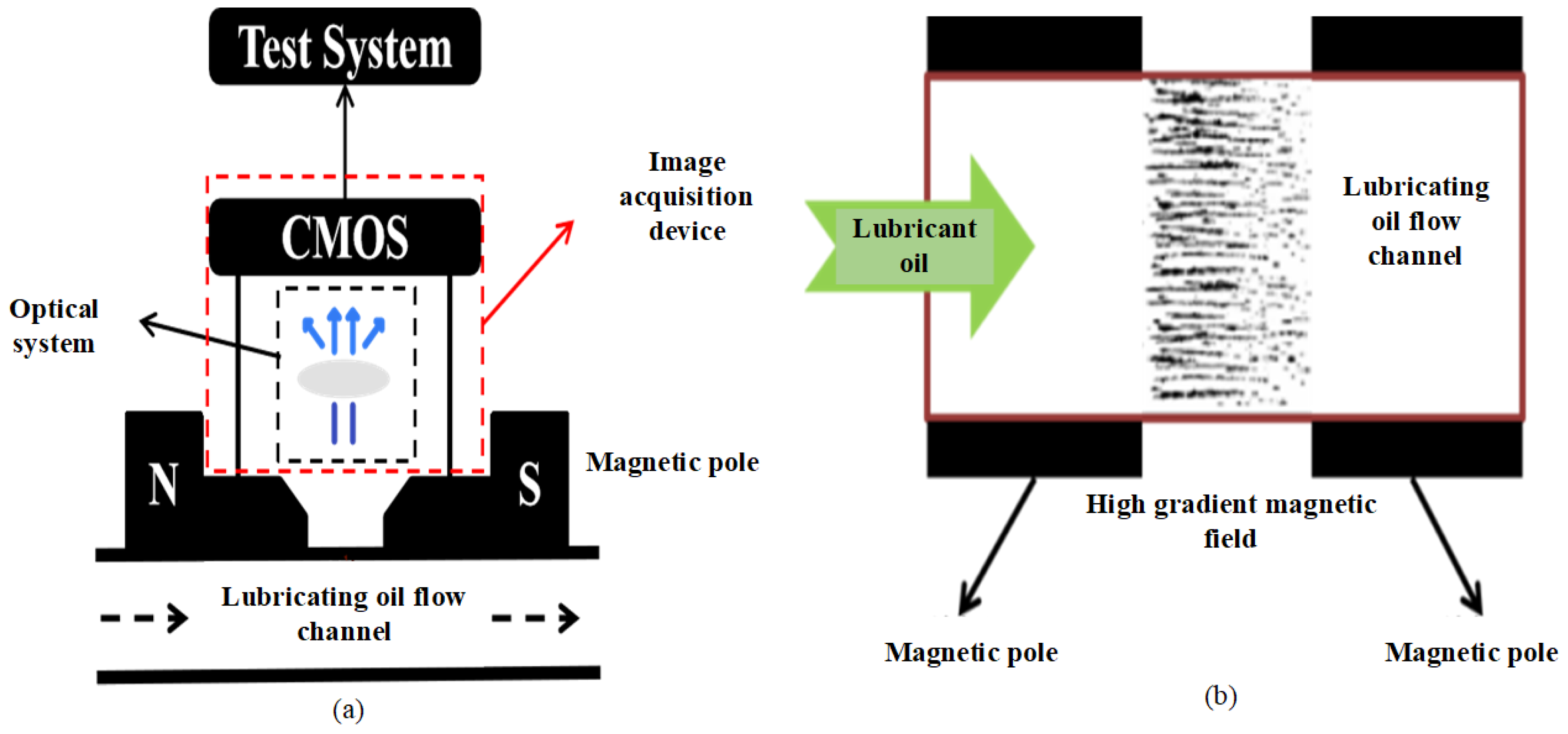
2.1. Working Principle and Logical Control Process of the Digital Imaging Excitation Sensor (DIES)
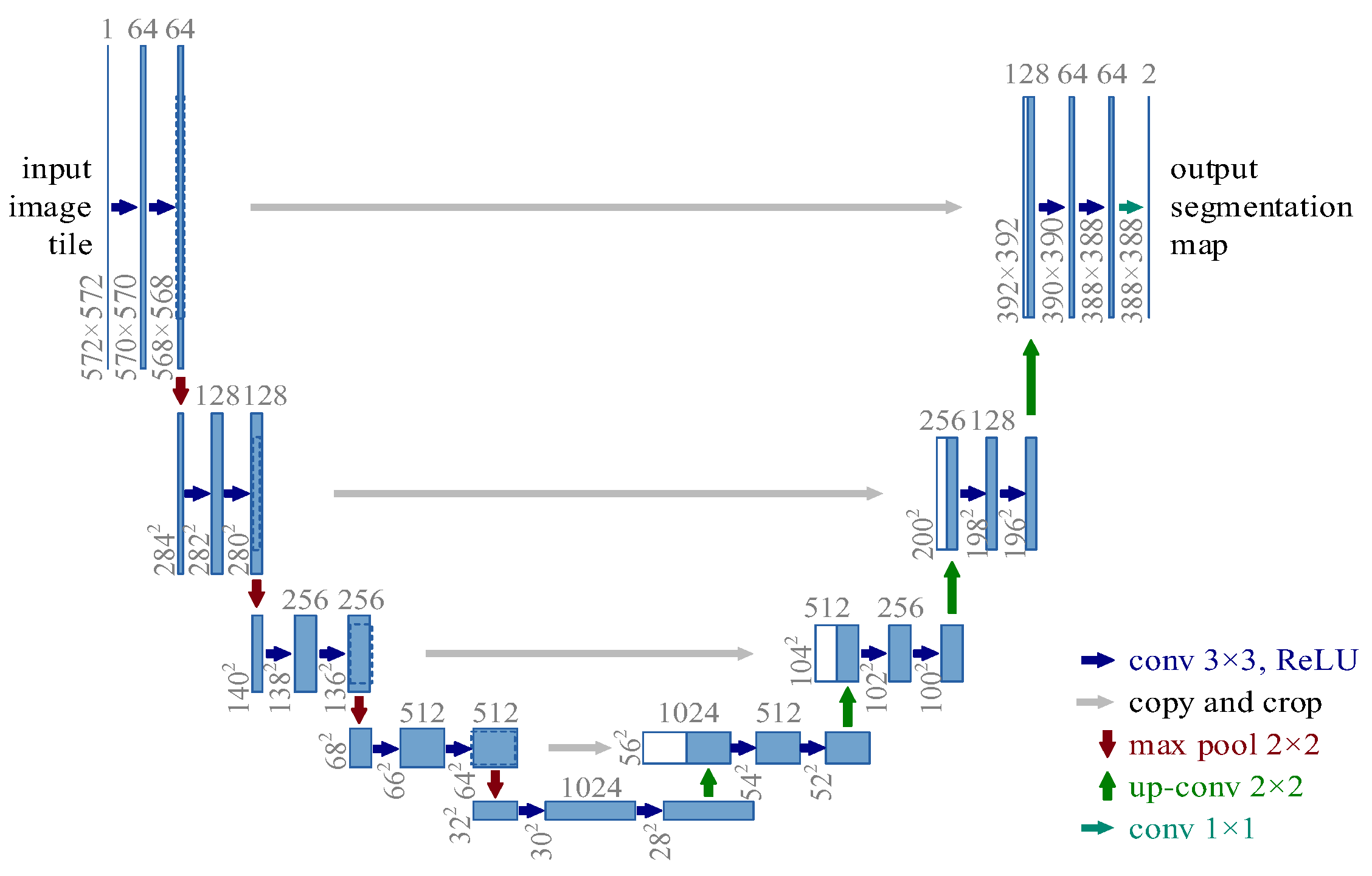
2.2. U-Net Network Preprocessing Method
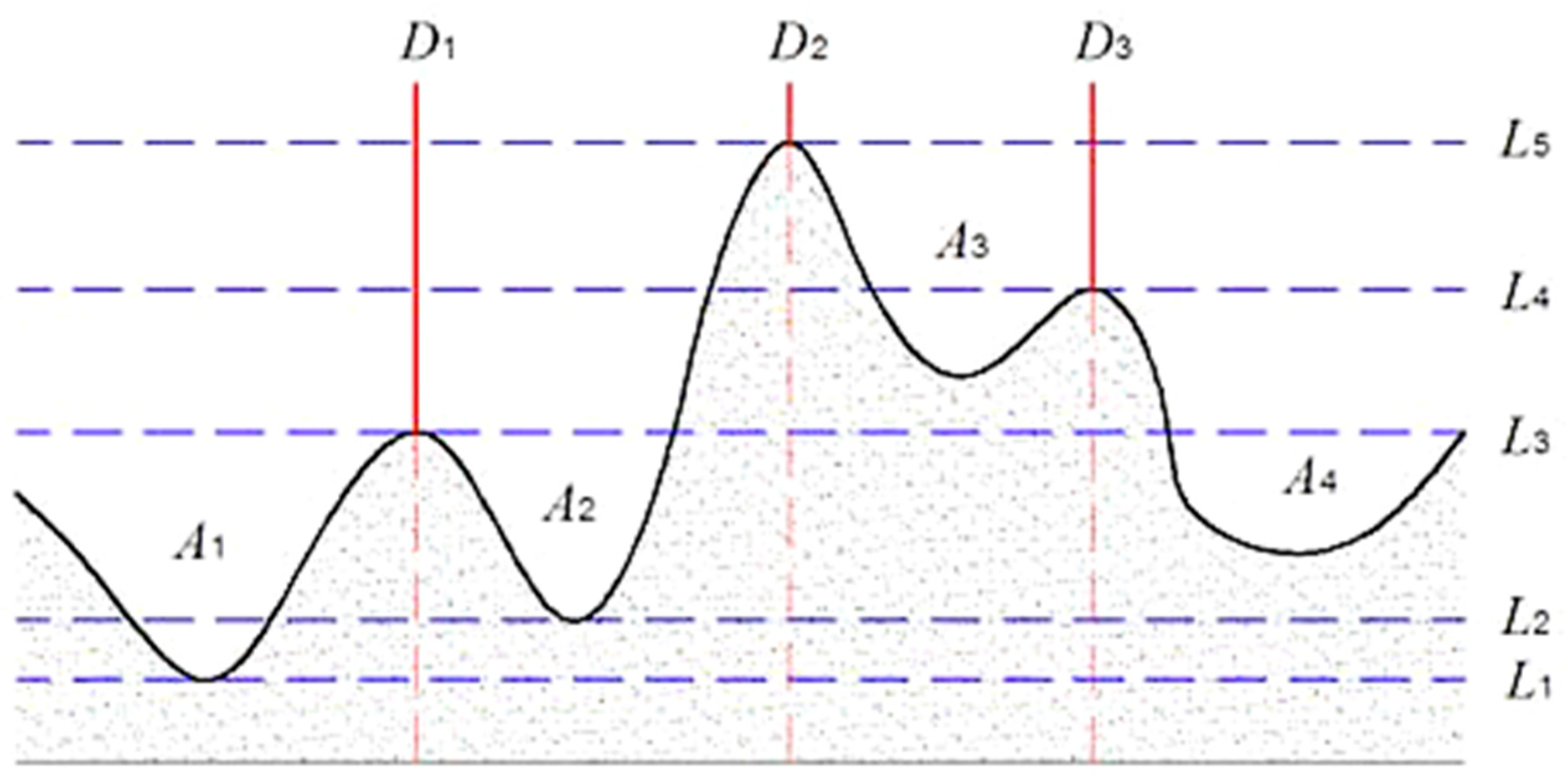
2.3. Marked Watershed Algorithm
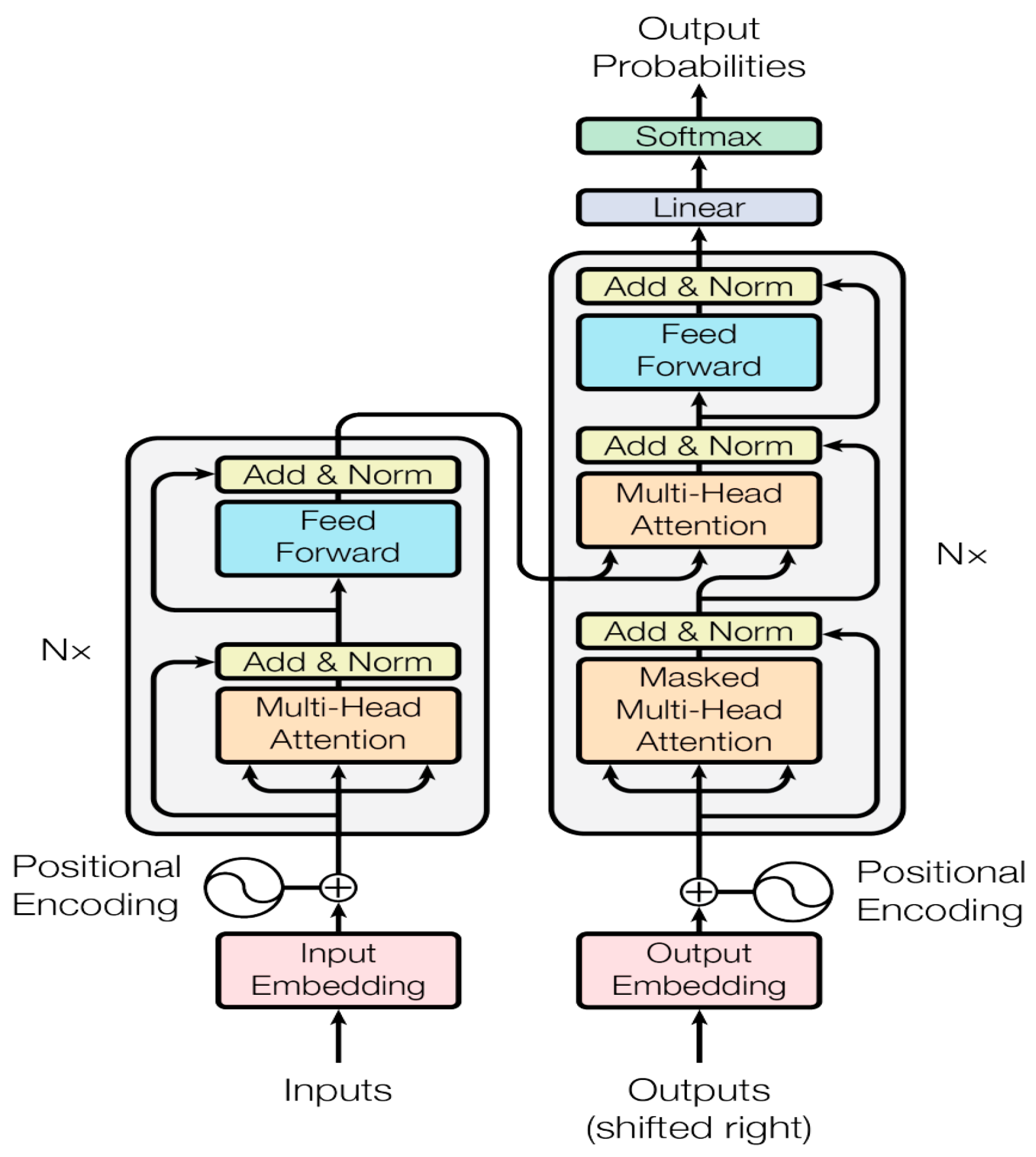
2.4. Multidimensional Transformer Network (MTF)
2.4.1. Multidimensional Data Preprocessing and Multi-Head Attention Module
2.4.2. Positional Encoding and Encoder–Decoder Module
2.4.3. Prediction and Maintenance Strategy Module
3. Establishment of the Experimental Platform
3.1. Information and Monitoring Indicators of Wind Power Gearbox Equipment
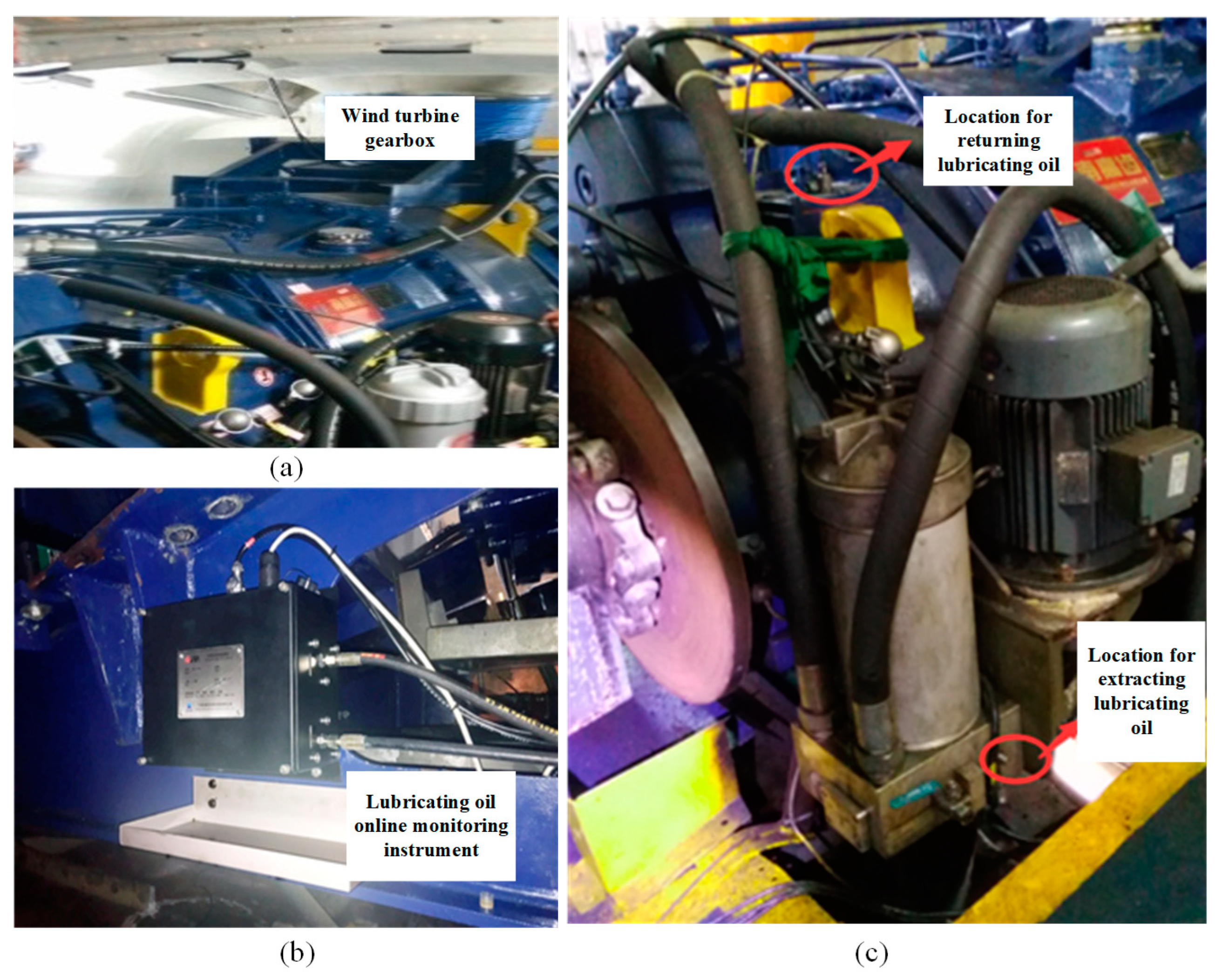
3.2. Engineering Testing Platform
4. Experiments and Results
4.1. U-Net Network and Watershed Algorithm
4.1.1. Dataset Preparation
4.1.2. Model Training
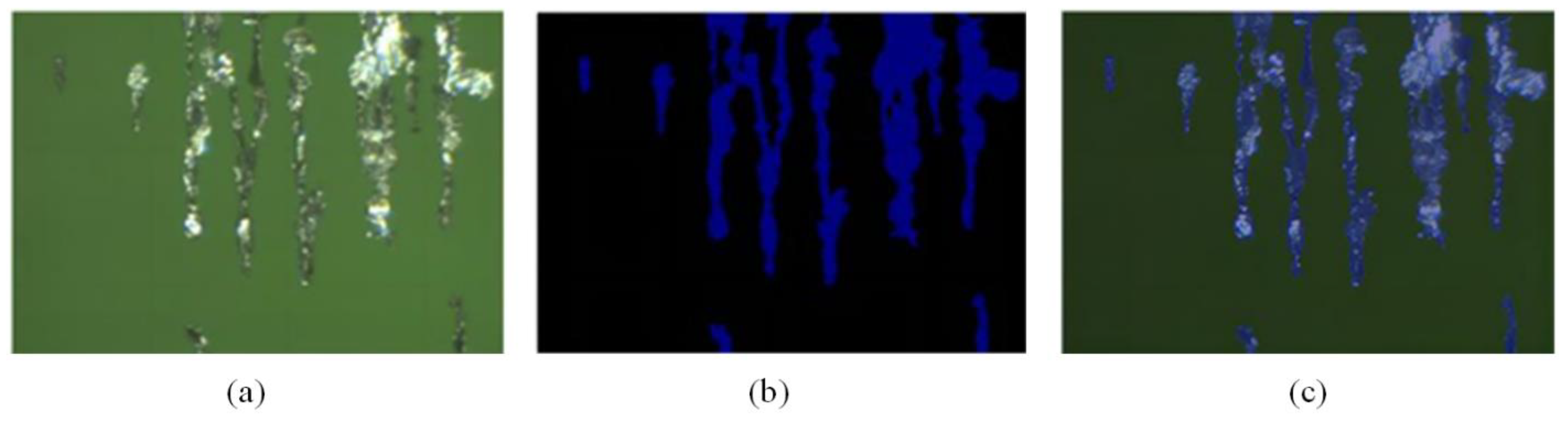
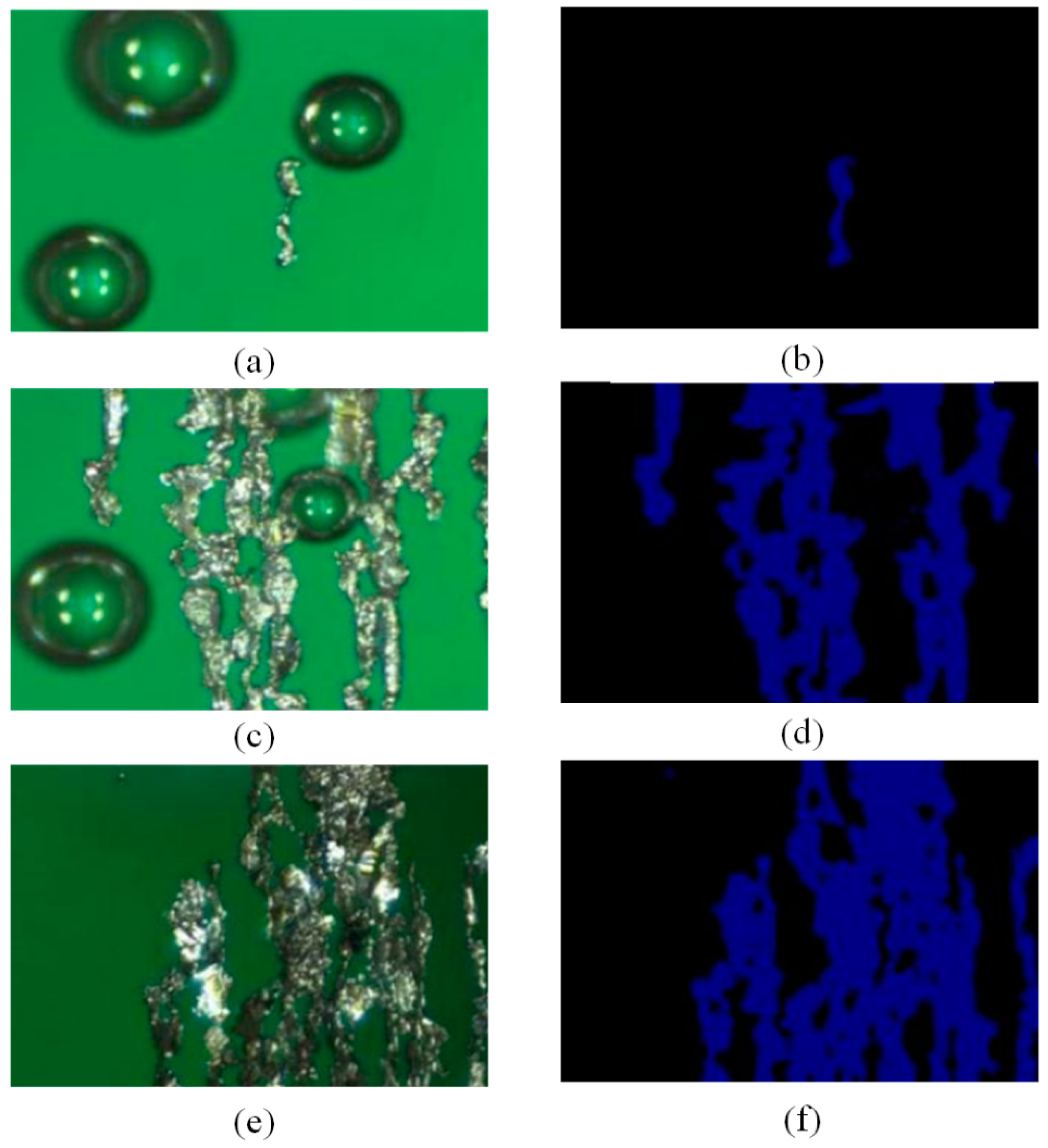
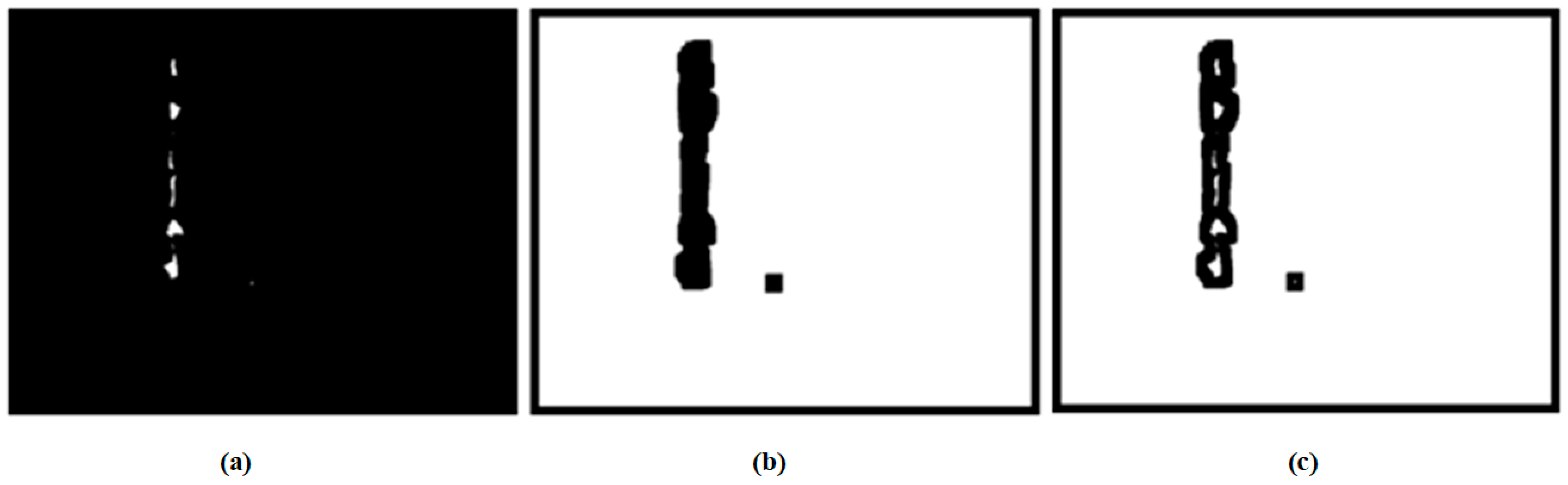
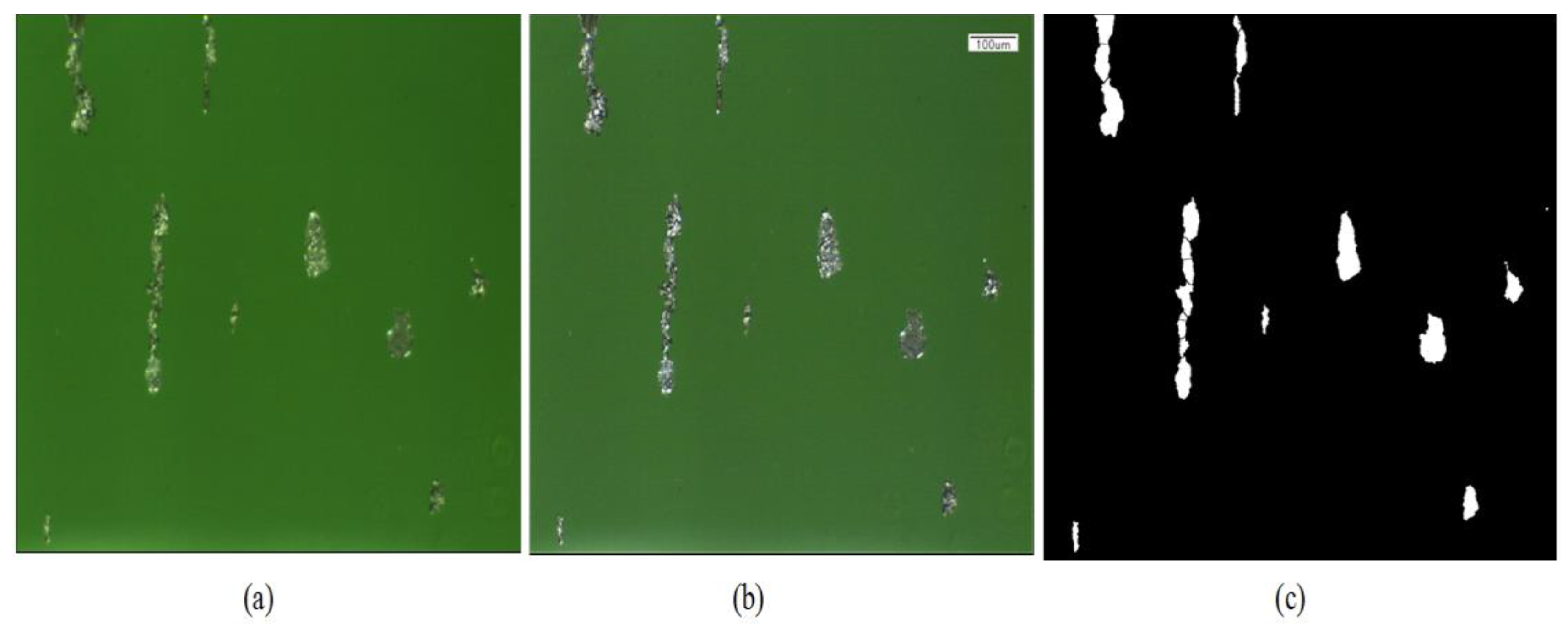
4.1.3. U-Net Preprocessing Results
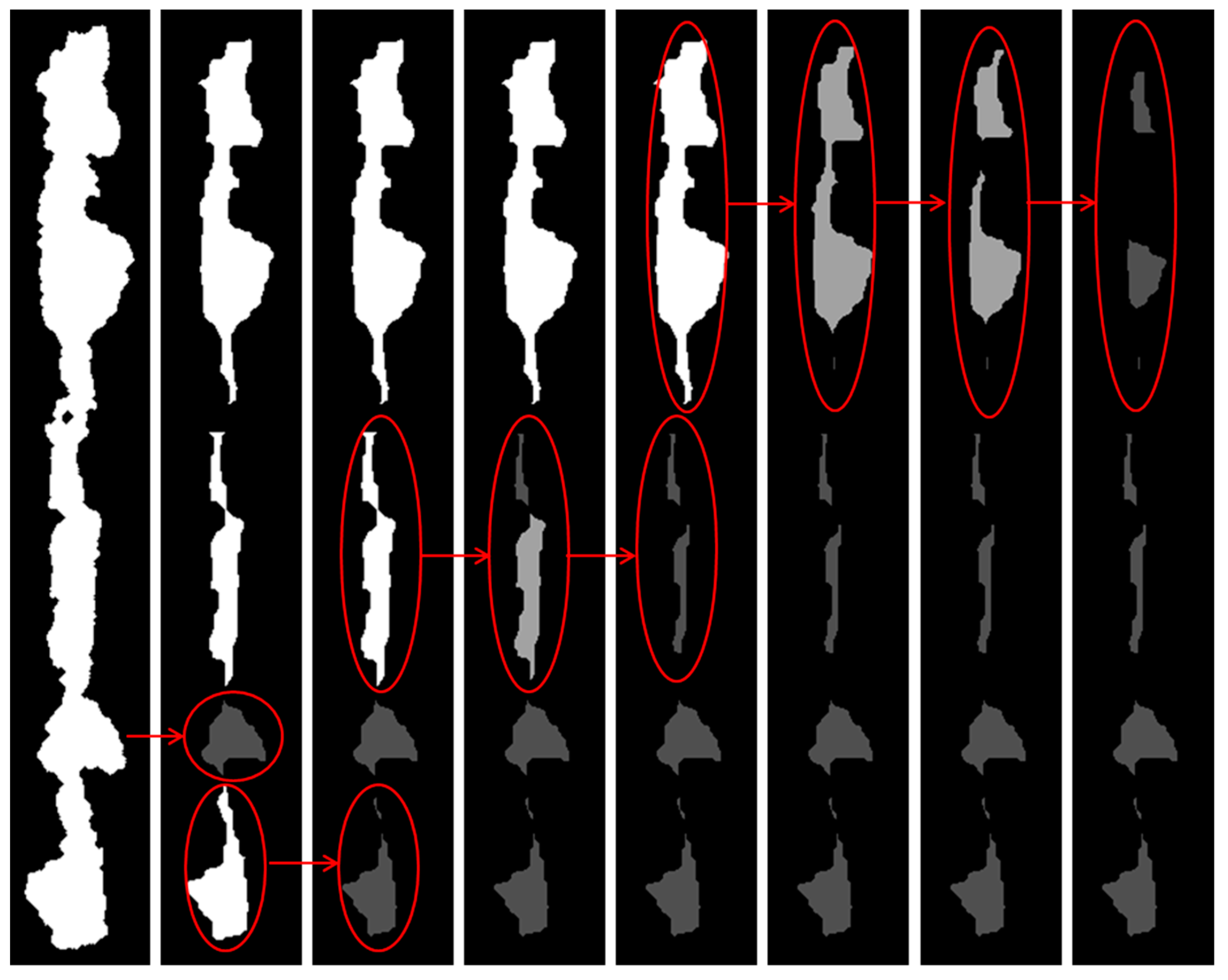
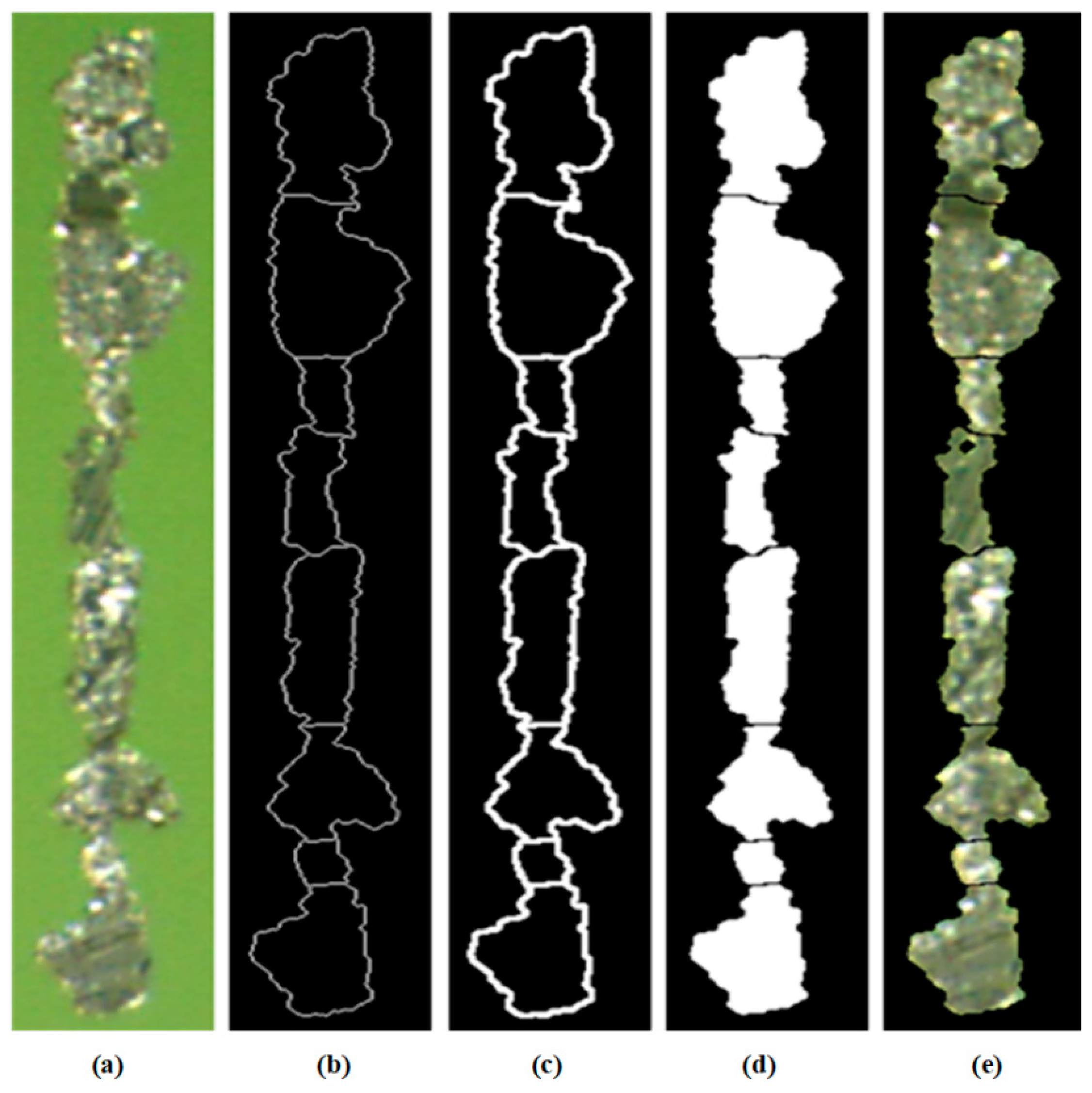
4.1.4. Watershed Feature Processing Results
4.1.5. Classification of Wear Particles in Lubricating Oil
- Coverage area ratio
- 2.
- Grading and counting of wear particles
- 3.
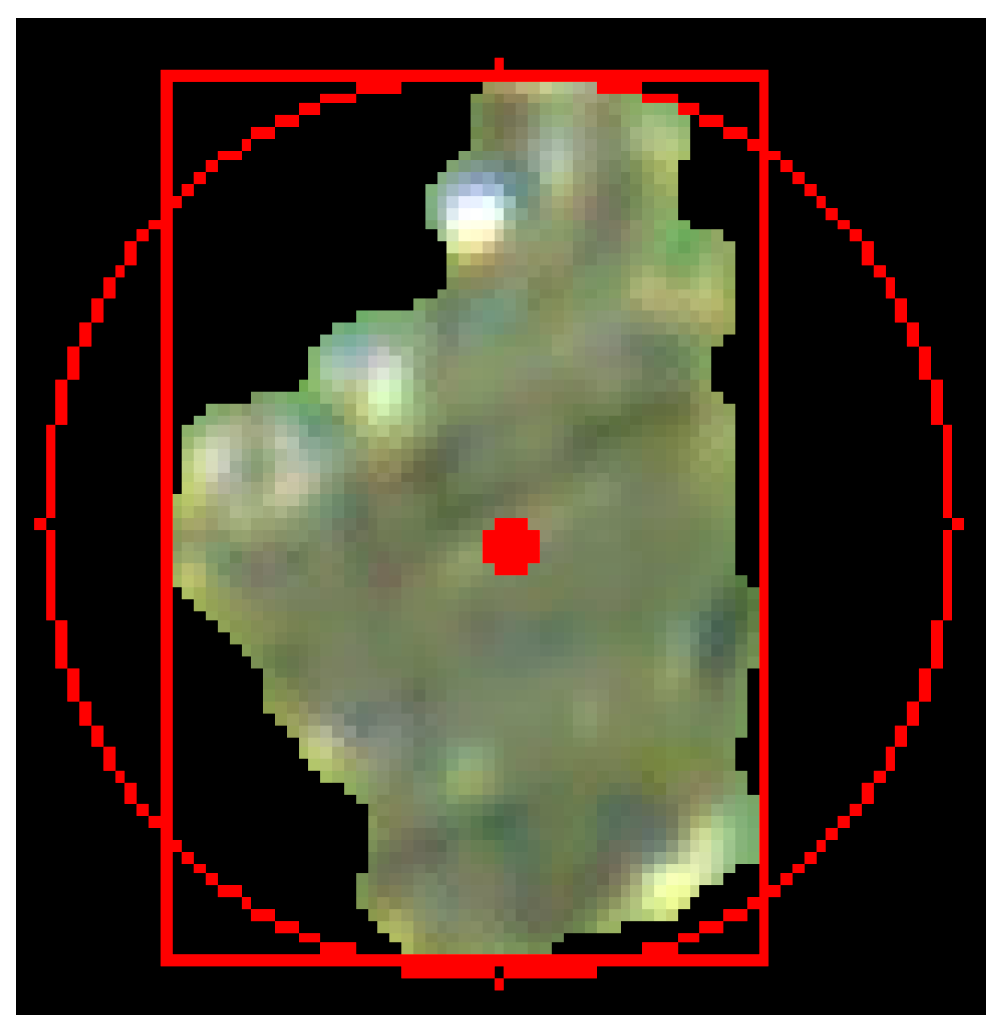
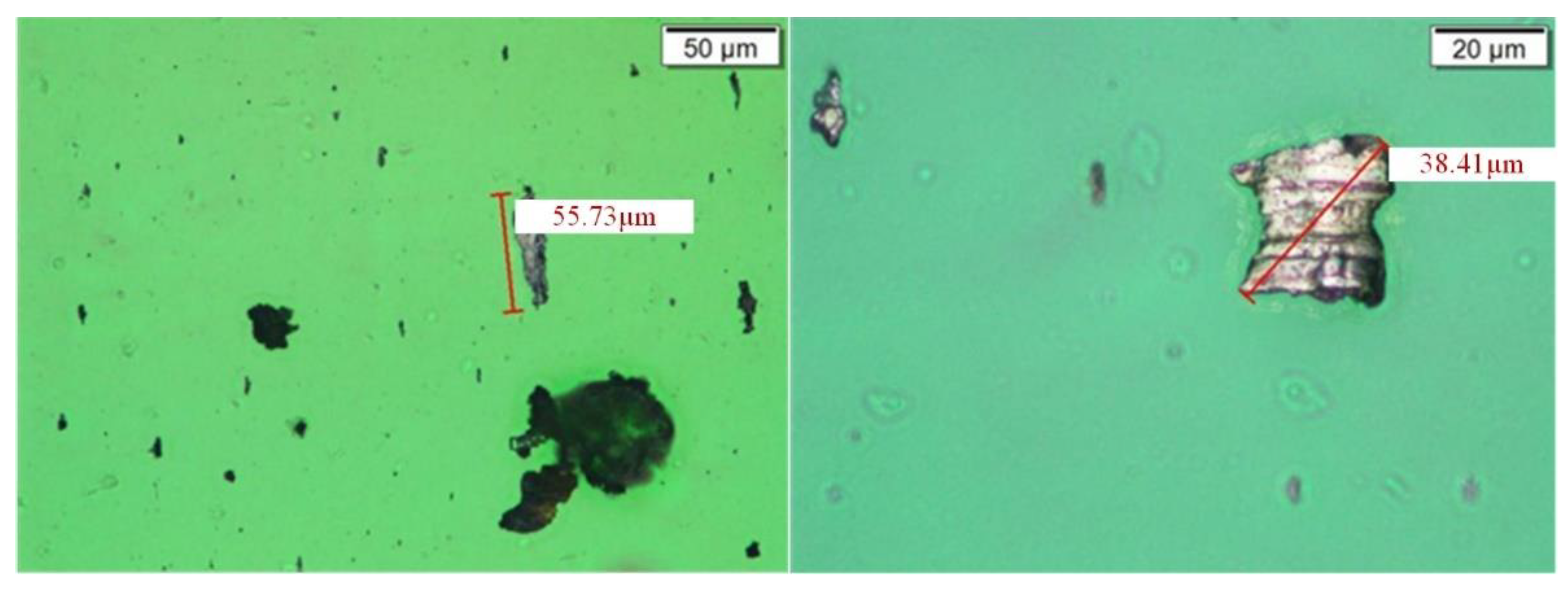
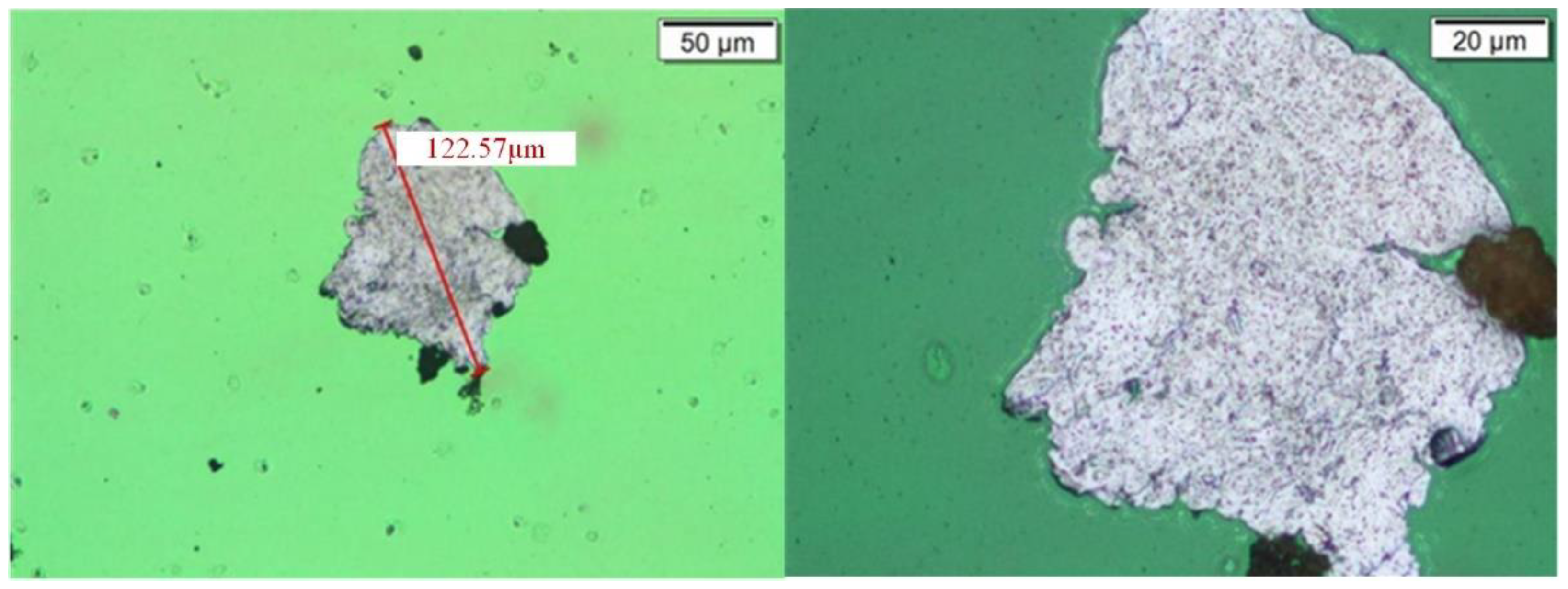
- Extraction of Morphological Features of Single Large Wear Particle
- a.
- Area of wear particles
- b.
- Perimeter of wear particles
- c.
- Equivalent area circle diameter of wear particles
4.1.6. Test Results of Oil Wear Particle Classification Experiment
4.2. The MTF Network
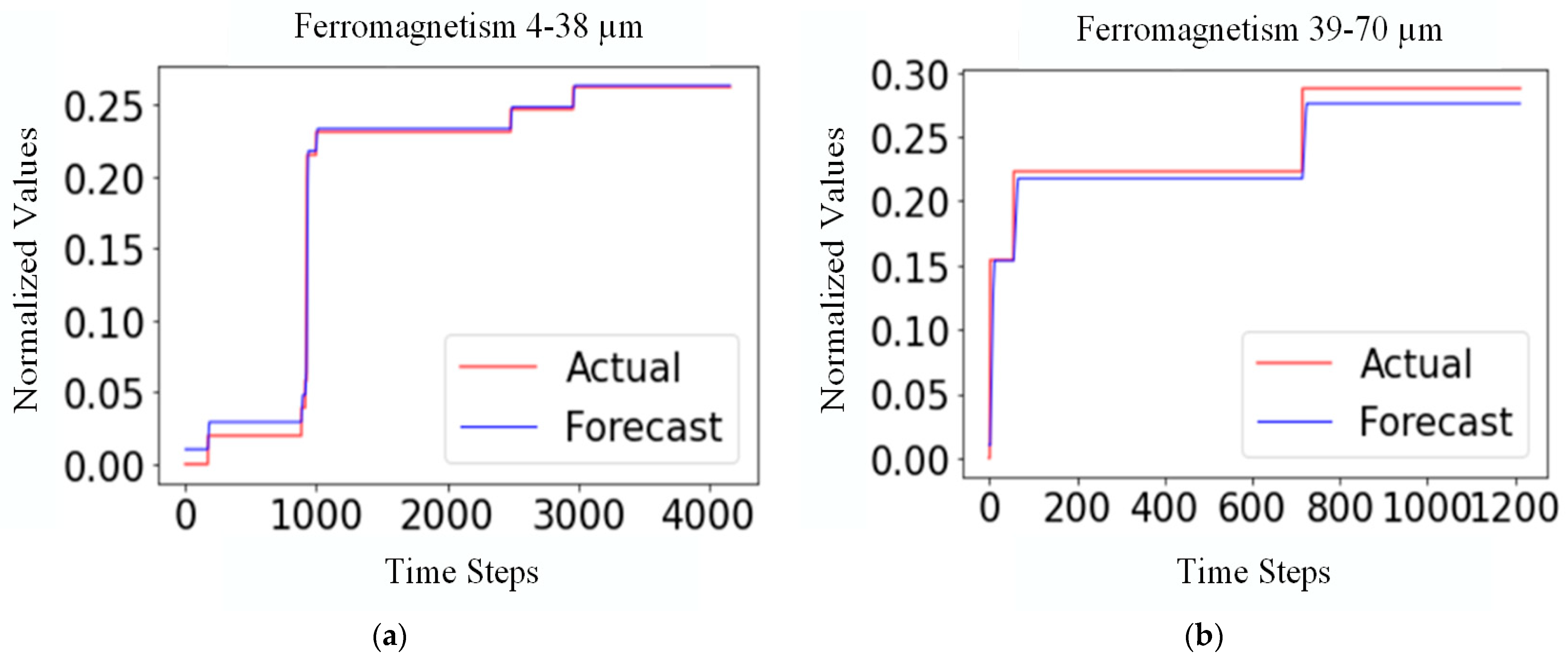
4.2.1. Wear Prediction Results of the MTF Network
4.2.2. Experimental Results and Analysis
4.3. Data Consistency Analysis Verification
4.3.1. Offline Sending of the Samples to the Laboratory for Comparative Verification and Analysis
4.3.2. Disassembly and Maintenance
5. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, H.; Li, R.; Kwok, N.M.; Peng, Y.; Wu, T.; Peng, Z. Restoration of low-informative image for robust debris shape measurement in online wear debris monitoring. Mech. Syst. Signal Process. 2019, 114, 539–555. [Google Scholar] [CrossRef]
- Xu, C.; Wu, T.; Huo, Y.; Yang, H. In-situ characterization of three dimensional worn surface under sliding-rolling contact. Wear 2019, 426–427, 1781–1787. [Google Scholar] [CrossRef]
- Duan, Z.; Wu, T.; Guo, S.; Shao, T.; Malekian, R.; Li, Z. Development and Trend of Condition Monitoring and Fault Diagnosis of multi-sensors information fusion for Rolling Bearings, A Review. Int. J. Adv. Manuf. Technol. 2018, 96, 803–819. [Google Scholar] [CrossRef]
- Zhang, K.; Wu, T.; Meng, Q.; Meng, Q. Ultrasonic measurement of oil film thickness using a piezoelectric element. Int. J. Adv. Manuf. Technol. 2018, 94, 3209–3215. [Google Scholar] [CrossRef]
- Zhu, X.; Zhong, C.; Zhe, J. A high sensitivity wear debris sensor using ferrite cores for online oil condition monitoring. Meas. Sci. Technol. 2017, 28, 075102. [Google Scholar] [CrossRef]
- Huang, H.; He, S.; Xie, X.; Feng, W.; Zhen, H.; Tao, H. Research on the Influence of Inductive Wear Particle Sensor Coils on Debris Detection. AIP Adv. 2022, 12, 075204. [Google Scholar] [CrossRef]
- Wang, C.; Bai, C.; Yang, Z.; Zhang, H.; Li, W.; Wang, X.; Zheng, Y.; Ilerioluwa, L.; Sun, Y. Research on High Sensitivity Oil Debris Detection Sensor Using High Magnetic Permeability Material and Coil Mutual Inductance. Sensors 2022, 22, 1833. [Google Scholar] [CrossRef] [PubMed]
- Xiao, H.L. The development of ferrography in China-some personal reflections. Tribol. Int. 2005, 38, 904–907. [Google Scholar] [CrossRef]
- Chen, G.; Zuo, H. Integrated neural network fusion diagnosis of engine wear faults. J. Nanjing Univ. Aeronaut. Astronaut. 2004, 36, 278–283. [Google Scholar]
- Zhu, X.; Chong, Z.; Jiang, Z. Lubricating oil conditioning sensors for online machine health monitoring—A review. Tribol. Int. 2017, 109, 473–484. [Google Scholar] [CrossRef]
- Jiang, L.; Long, F.; Yang, Q. Application of two-dimensional wavelet transform in wear image processing. Lubr. Seal. 2010, 35, 91–94. [Google Scholar]
- Cao, W.; Zhang, H.; Wang, N.; Wang, H.W.; Peng, Z.X. The gearbox wears state monitoring and evaluation based on on-line wear debris features. Wear 2019, 426–427, 1719–1728. [Google Scholar] [CrossRef]
- Cao, W.; Yan, J.; Jin, Z.; Han, Z.; Zhang, H.; Qu, J.; Zhang, M. Image Denoising and Feature Extraction of Wear Debris for Online Monitoring of Planetary Gearboxes. IEEE Access 2021, 9, 168937–168952. [Google Scholar] [CrossRef]
- Zhou, W.; Jing, B.; Deng, S.; Sun, P.; Hao, B. Aircraft Engine Wear Particle Recognition Based on IGA and LS-SVM. Lubr. Seal. 2013, 38, 14–18. [Google Scholar]
- Qiu, L. Iron Spectrum Wear Particles Image Recognition Technology Based on Support Vector Machine. Ph.D. Thesis, Taiyuan University of Technology, Taiyuan, China, 2015. [Google Scholar]
- Lv, C.; Zhang, P.; Yang, Y.; Xu, C.; Zhang, Y.; Li, Y. A Support Vector Machine Model Based on Improved PSO Algorithm for Wear Particle Recognition. Lubr. Seal. 2016, 41, 81–85. [Google Scholar]
- Yuan, W.; Chin, K.; Hua, M.; Dong, G.; Wang, C. Shape classification of wear particles by image boundary analysis using machine learning algorithms. Mech. Syst. Signal Process. 2016, 72–73, 346–358. [Google Scholar] [CrossRef]
- Wu, T.; Mao, J.; Wang, J.; Wu, J.; Xie, Y. A new on-Line visual ferrograph. Tribol. Trans. 2009, 52, 623–631. [Google Scholar] [CrossRef]
- Wu, W.; Wei, H.D.; Li, B.; Lv, H.W. A Segmentation algorithm of wear debris reflected image based on watershed and h-minima transform for on-Line visual ferrograph analysis. J. Phys. Conf. Ser. 2021, 1885, 42039. [Google Scholar] [CrossRef]
- Lakshmi, H.R.; Borra, S. Improved adaptive reversible watermarking in integer wavelet transform using moth-flame optimization. Multimed Tools Appl 2024, 83, 17183–17215. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, Z.; Xu, S.; Sheng, H.; Xiong, Y.; Li, L. Characteristics and influence of air bubble of lube oil system in nuclear turbines. Thermal Turbine 2018, 4, 273–277. [Google Scholar]
- Li, M.; Fan, B.; Liu, Y.; Sheng, H.; Xiong, Y.; Li, L. Study on fast wears segmentation algorithm for online ferrography video images in high interference of bubble. Lubr. Seal. 2021, 16, 96–102. [Google Scholar]
- Suvizi, A.; Farghadan, A.; Zamani, M.S. A parallel computing architecture based on cellular automata for hydraulic analysis of water distribution networks. J. Parallel Distrib. Comput. 2023, 178, 11–28. [Google Scholar] [CrossRef]
- Zarreh, M.; Yaghoubi, S.; Bahrami, H. Pricing of Drinking Water under Dynamic Supply and Demand based on Government Role: A Game-Theoretic Approach. Water Resour. Manag. 2024, 38, 2101–2133. [Google Scholar] [CrossRef]
- Guo, C.; Ma, X.; Rong, F.; Xue, W. Design of Oil Wear Particle Monitoring Sensor Based on Flat Coil. J. Sens. Technol. 2019, 32, 212–216. [Google Scholar]
- Wu, T.; Peng, Y.; Wu, H.; Zhang, X.; Wang, J. Full-life Dynamic Identification of Wear State Based on On-line Wear Debris Image Features. Mech. Syst. Signal Process. 2014, 42, 404–414. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment Installation Location | Guangdong Yuedian Power Plant | ||||
|---|---|---|---|---|---|
| Device name | 15#, 24#, wind power gearbox | Lubrication oil | Mobil 320 gear oil | Lubricating system | Gearbox |
| Lubricating oil temperature | (60–65) °C | On-site temperature | −10 °C–45 °C | Pressure | 0.1 Mba |
| Oil change interval | Offline inspection twice a year and oil change according to quality | Online detection indicators | Wear particle size distribution and particle images | ||
| Category | (Precision) | (Recall) | (IOU) |
|---|---|---|---|
| 0 (background) | 0.9890 | 0.9875 | 0.9768 |
| 1 (prospect) | 0.9378 | 0.9448 | 0.8891 |
| Serial | Total Number of Wear Particles | 4–6 μm | 6–14 μm | 14–21 μm | 21–38 μm | 38–70 μm | >70 μm | Coverage Area Ratio (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 23 | 3 | 1 | 1 | 8 | 10 | 0 | 2.60391 |
| 2 | 23 | 3 | 1 | 1 | 8 | 10 | 0 | 2.60391 |
| 3 | 23 | 3 | 1 | 1 | 8 | 10 | 0 | 2.60391 |
| … | … | … | … | … | … | … | … | … |
| 100 | 23 | 3 | 1 | 1 | 8 | 10 | 0 | 2.60391 |
| MTF Model | |
|---|---|
| pos_encoder | PositionalEncoding () |
| encoder | TransformerEncoderLayer |
| self_attn | MultiheadAttention |
| out_proj | LinearWithBias |
| Linear1/2 | Linear |
| norm1/2 | LayerNorm |
| dropout1/2 | Dropout |
| transformer encoder | TransformerEncoder |
| ModuleList | TransformerEncoderLayer |
| self_attn | MultiheadAttention |
| out_proj | LinearWithBias |
| Linear1/2 | Linear |
| norm1/2 | LayerNorm |
| dropout1/2 | Dropout |
| decoder | Linear |
| Method | MSE | RMSE | MAE |
|---|---|---|---|
| LSTM | 0.004736 | 0.068817 | 0.066858 |
| TCN | 0.000156 | 0.012498 | 0.012073 |
| MTF | 3.458 × 10−5 | 0.005881 | 0.003568 |
| Number | Time | Temperature | Ferromagnetism 4–38 µm | Ferromagnetism 39–70 µm | Ferromagnetism >70 µm | Flag |
|---|---|---|---|---|---|---|
| 10 | 2023/11/29 6:55 | 78.39 | 19 | 10 | 1 | 1 |
| 9 | 2023/11/29 6:50 | 78.39 | 17 | 10 | 1 | 1 |
| 8 | 2023/11/29 6:45 | 78.29 | 17 | 7 | 1 | 1 |
| 7 | 2023/11/29 6:40 | 78.29 | 16 | 5 | 1 | 1 |
| 6 | 2023/11/29 6:35 | 78.39 | 13 | 5 | 1 | 1 |
| 5 | 2023/11/29 6:30 | 78.39 | 12 | 5 | 1 | 1 |
| 4 | 2023/11/29 6:25 | 78.39 | 12 | 5 | 1 | 1 |
| 3 | 2023/11/29 6:20 | 78.39 | 12 | 5 | 1 | 1 |
| 2 | 2023/11/29 6:15 | 78.39 | 12 | 5 | 1 | 1 |
| 1 | 2023/11/29 6:10 | 78.39 | 12 | 5 | 1 | 1 |
| Average Value | 78.39 | 14.2 | 6.2 | 1 | 1 |
| Number | Time | Temperature | Ferromagnetism 4–38 µm | Ferromagnetism 39–70 µm | Ferromagnetism >70 µm | Flag |
|---|---|---|---|---|---|---|
| 10 | 2023/12/9 10:19 | 78.39 | 7 | 6 | 1 | 1 |
| 9 | 2023/12/9 10:14 | 78.39 | 6 | 5 | 1 | 1 |
| 8 | 2023/12/9 10:09 | 78.39 | 5 | 5 | 1 | 1 |
| 7 | 2023/12/9 10:04 | 78.39 | 5 | 4 | 1 | 1 |
| 6 | 2023/12/9 9:59 | 78.39 | 4 | 4 | 1 | 1 |
| 5 | 2023/12/9 9:54 | 78.39 | 4 | 4 | 1 | 1 |
| 4 | 2023/12/9 9:49 | 78.39 | 3 | 3 | 1 | 1 |
| 3 | 2023/12/9 9:44 | 78.39 | 3 | 2 | 1 | 1 |
| 2 | 2023/12/9 9:39 | 78.39 | 2 | 1 | 1 | 1 |
| 1 | 2023/12/9 9:34 | 78.39 | 2 | 1 | 1 | 1 |
| Average Value | 78.39 | 4.1 | 3.5 | 1 | 1 |
| Number | Time | Temperature | Ferromagnetism 4–38 µm | Ferromagnetism 39–70 µm | Ferromagnetism >70 µm | Flag |
|---|---|---|---|---|---|---|
| 10 | 2023/12/13 10:19 | 78.39 | 5 | 1 | 1 | 1 |
| 9 | 2023/12/13 10:14 | 78.39 | 3 | 1 | 1 | 1 |
| 8 | 2023/12/13 10:09 | 78.39 | 2 | 1 | 1 | 1 |
| 7 | 2023/12/13 10:04 | 78.39 | 2 | 1 | 1 | 1 |
| 6 | 2023/12/13 9:59 | 78.39 | 2 | 1 | 1 | 1 |
| 5 | 2023/12/13 9:54 | 78.39 | 2 | 1 | 1 | 1 |
| 4 | 2023/12/13 9:49 | 78.39 | 2 | 1 | 1 | 1 |
| 3 | 2023/12/13 9:44 | 78.39 | 2 | 1 | 1 | 1 |
| 2 | 2023/12/13 9:39 | 78.39 | 2 | 1 | 1 | 1 |
| 1 | 2023/12/13 9:34 | 78.39 | 2 | 1 | 1 | 1 |
| Average Value | 78.39 | 2.4 | 1 | 1 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, H.; Zhong, Y.; Yang, G.; Feng, W. An Online Digital Imaging Excitation Sensor for Wind Turbine Gearbox Wear Condition Monitoring Based on Adaptive Deep Learning Method. Sensors 2024, 24, 2481. https://doi.org/10.3390/s24082481
Tao H, Zhong Y, Yang G, Feng W. An Online Digital Imaging Excitation Sensor for Wind Turbine Gearbox Wear Condition Monitoring Based on Adaptive Deep Learning Method. Sensors. 2024; 24(8):2481. https://doi.org/10.3390/s24082481
Chicago/Turabian StyleTao, Hui, Yong Zhong, Guo Yang, and Wei Feng. 2024. "An Online Digital Imaging Excitation Sensor for Wind Turbine Gearbox Wear Condition Monitoring Based on Adaptive Deep Learning Method" Sensors 24, no. 8: 2481. https://doi.org/10.3390/s24082481