


The Health Monitoring of Bonded Composite Joints Using Both Thickness and Radial Impedance Resonance Responses

Abstract
1. Introduction
2. Experimentation/Results
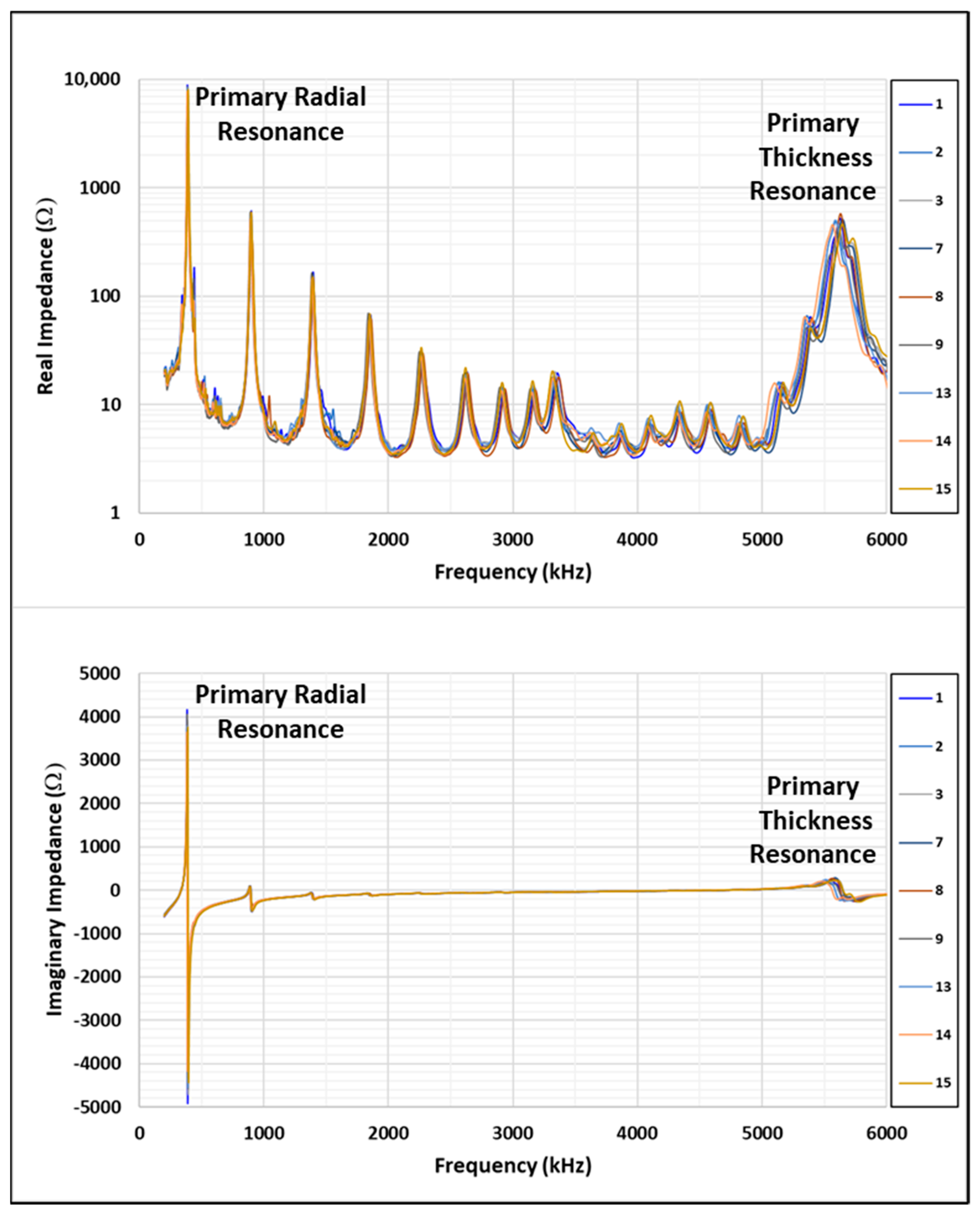
2.1. Free Sensors’ Electromechanical Impedance Responses
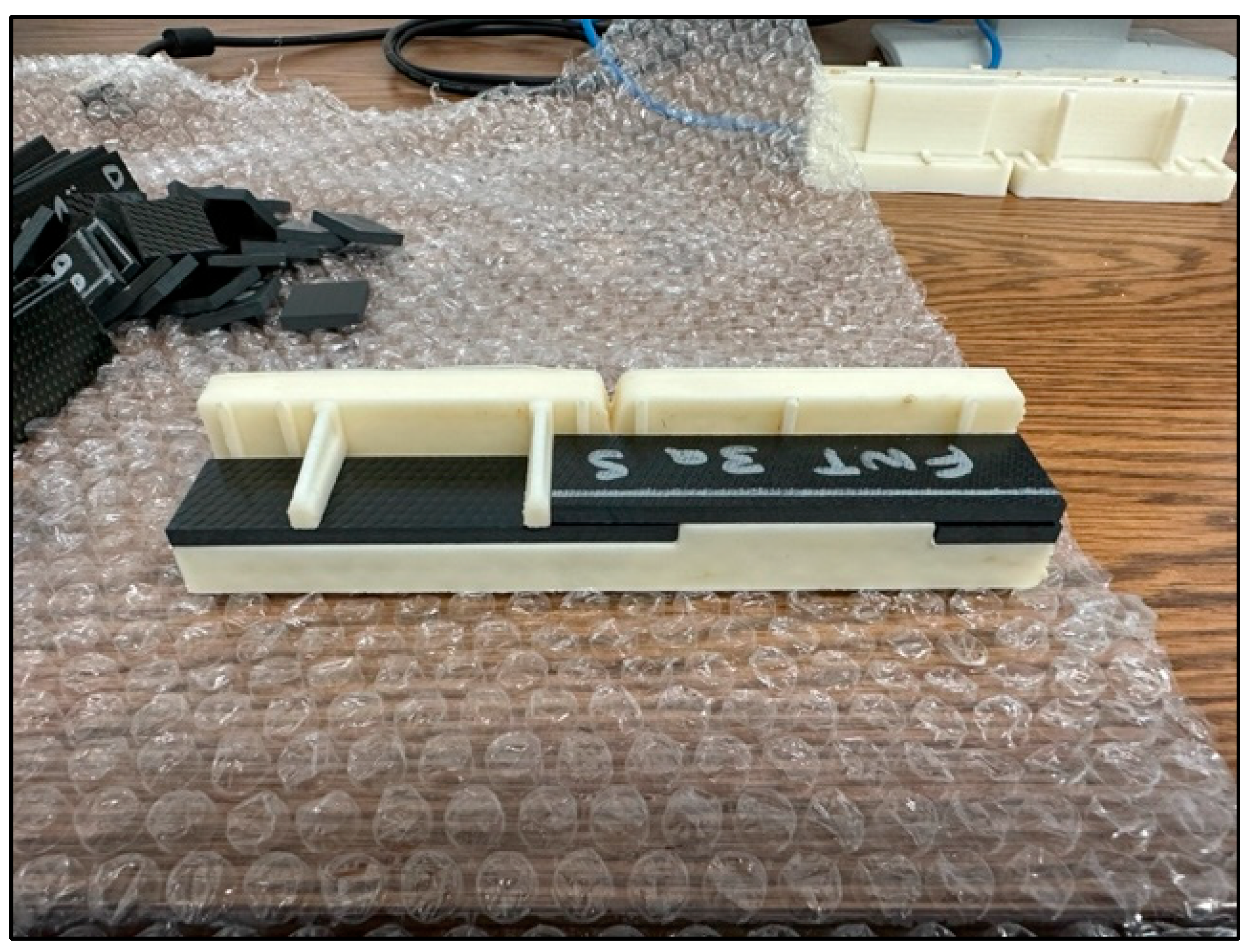
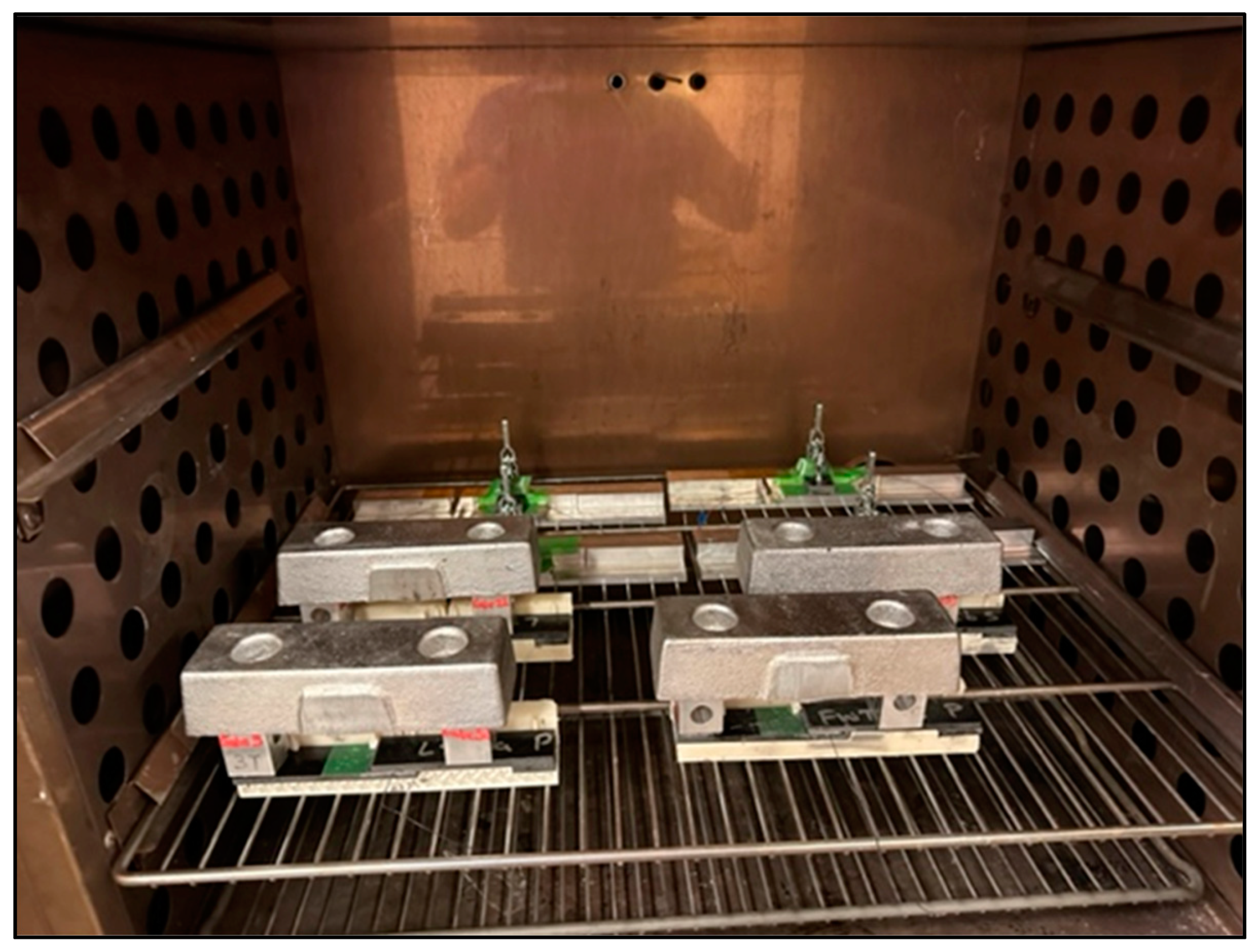
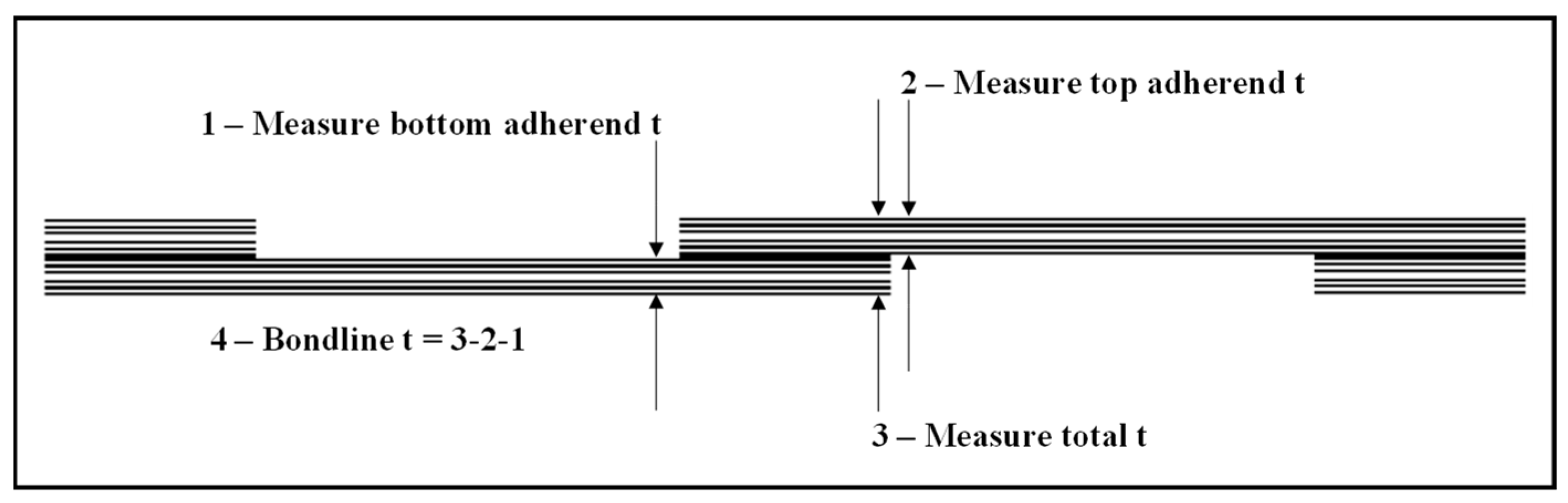
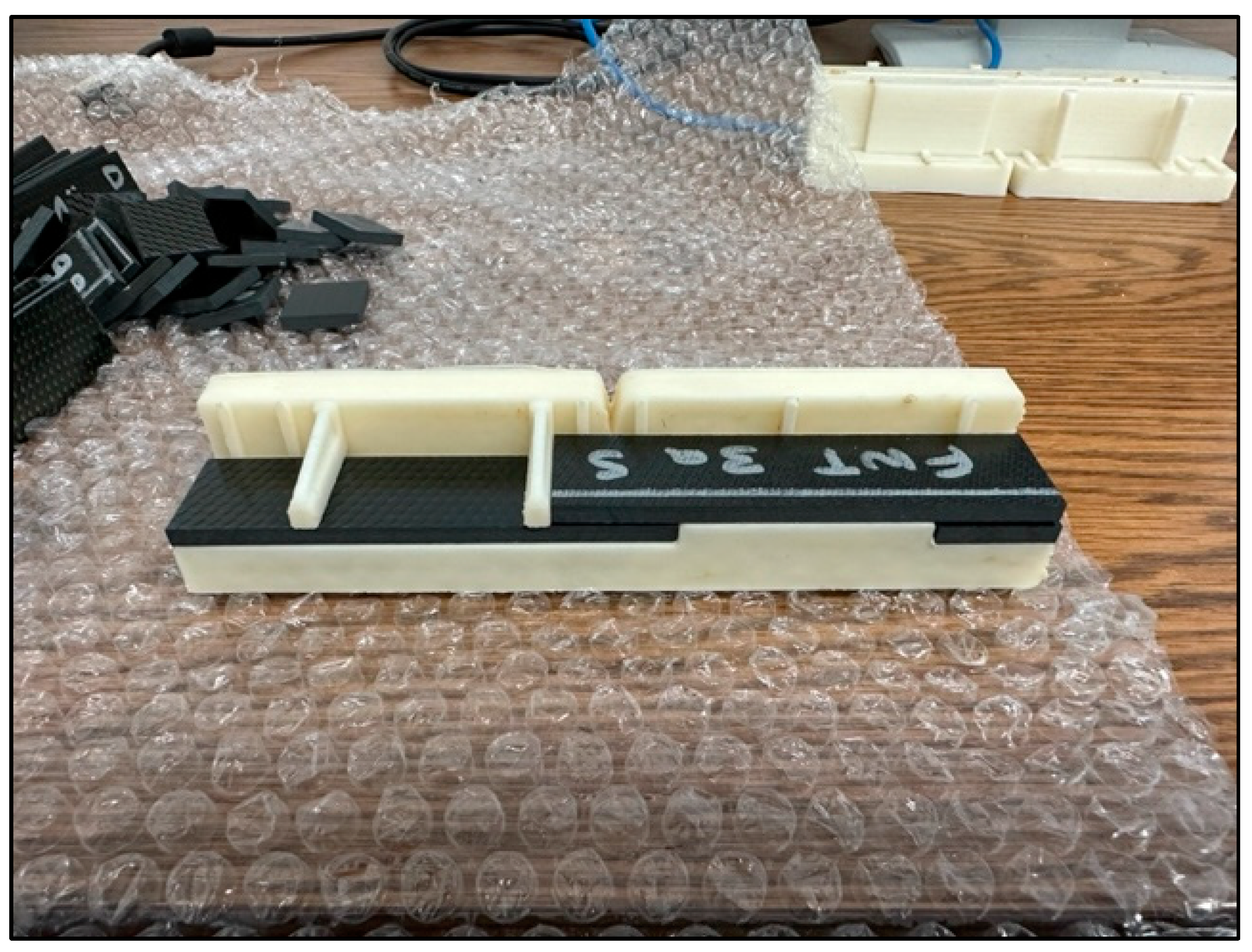
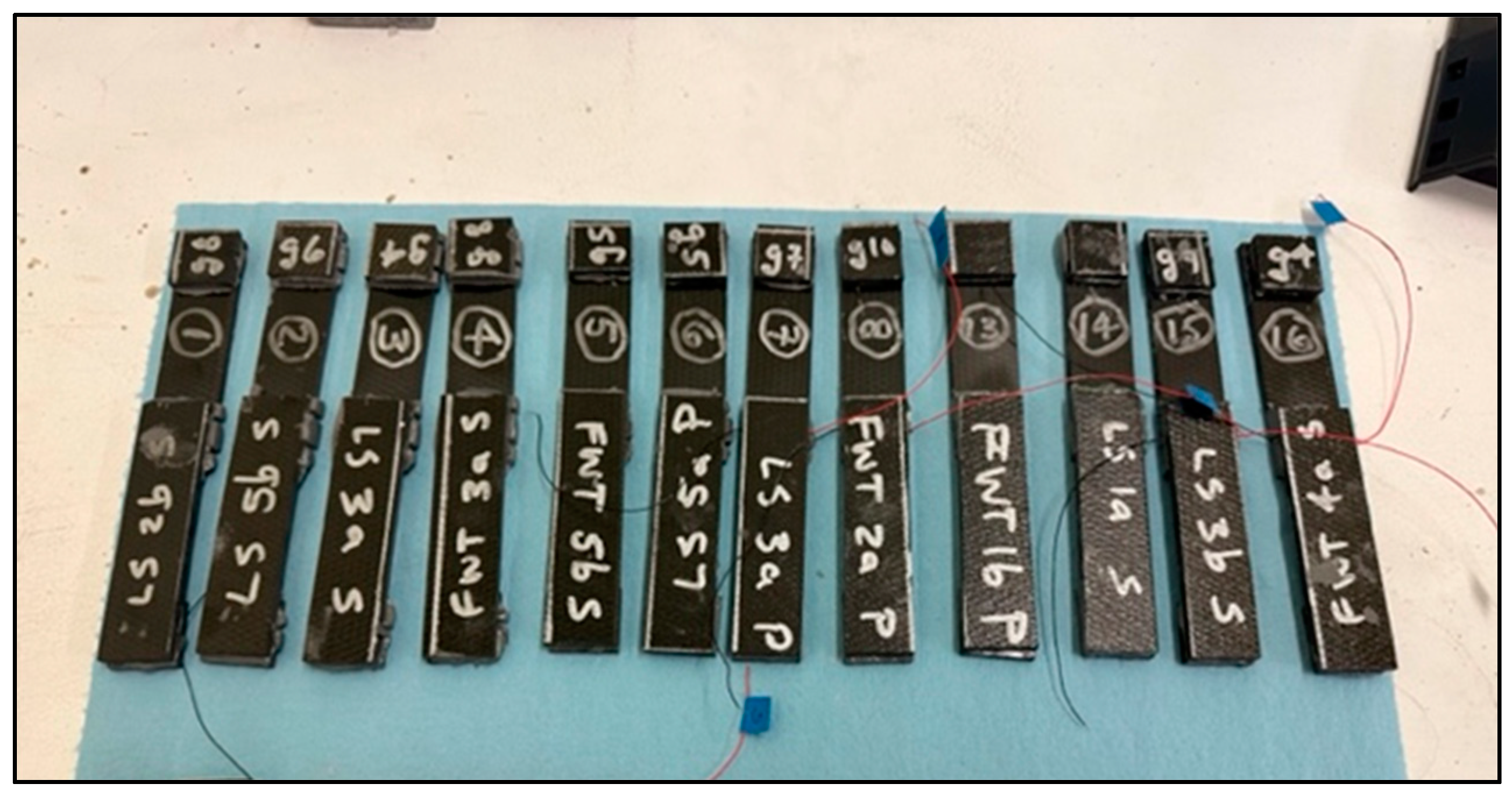
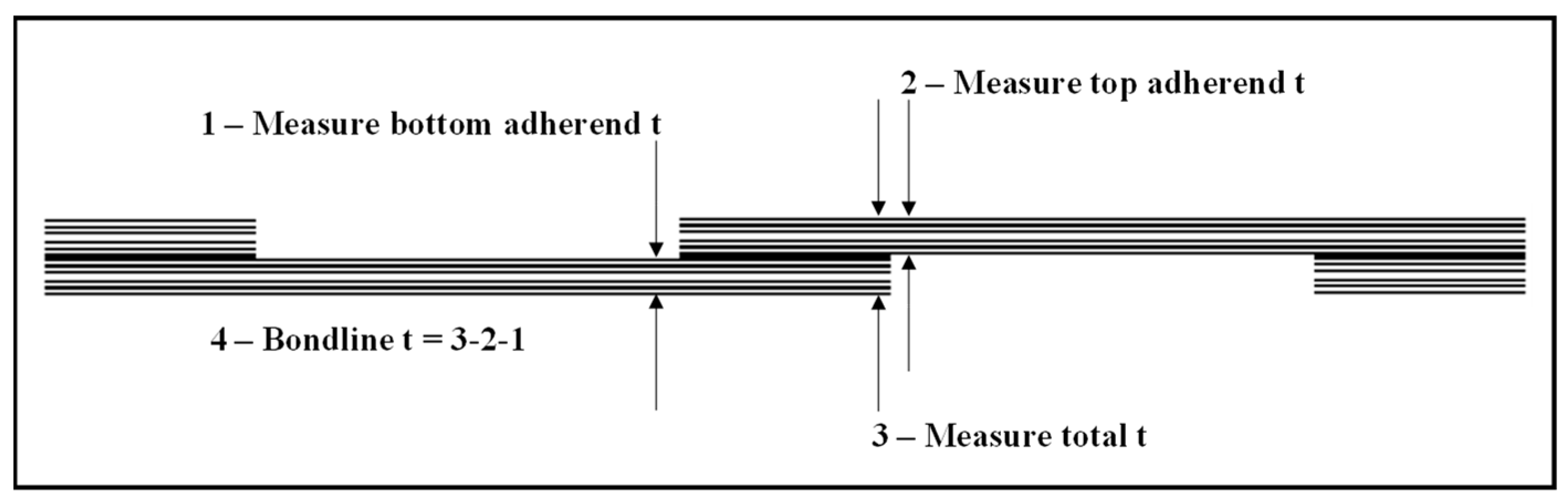
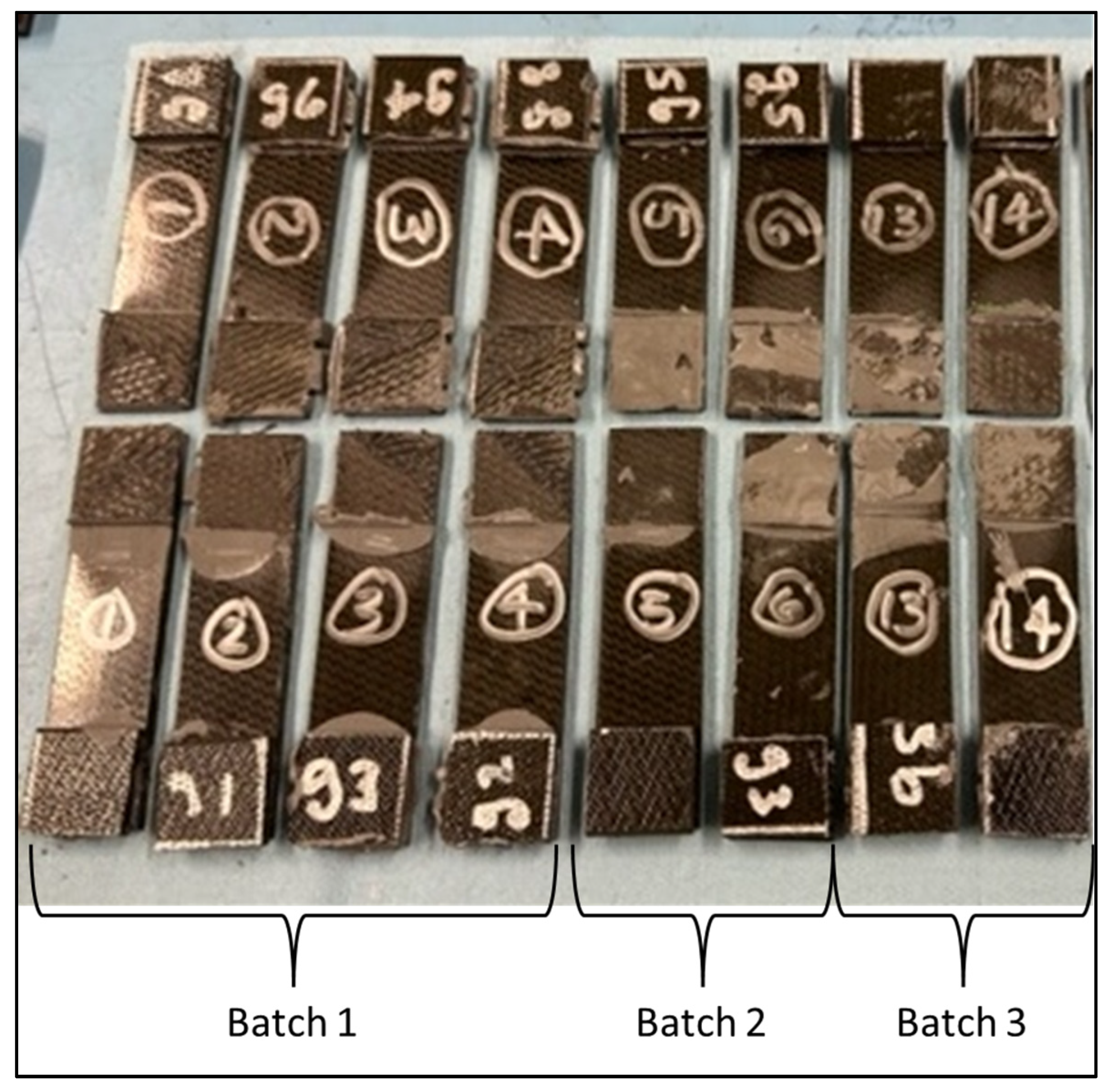
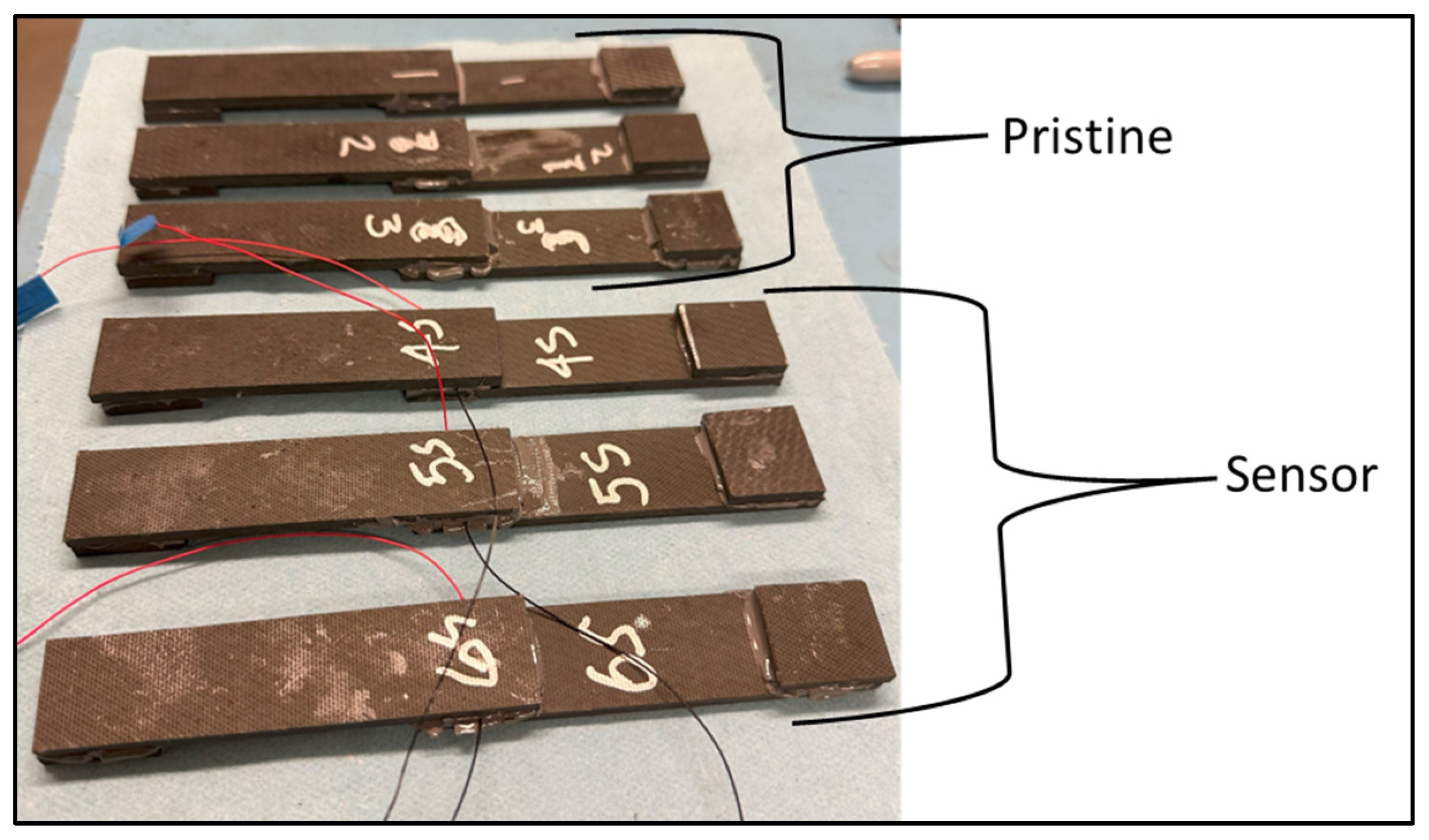
2.2. Test Coupon Fabrication
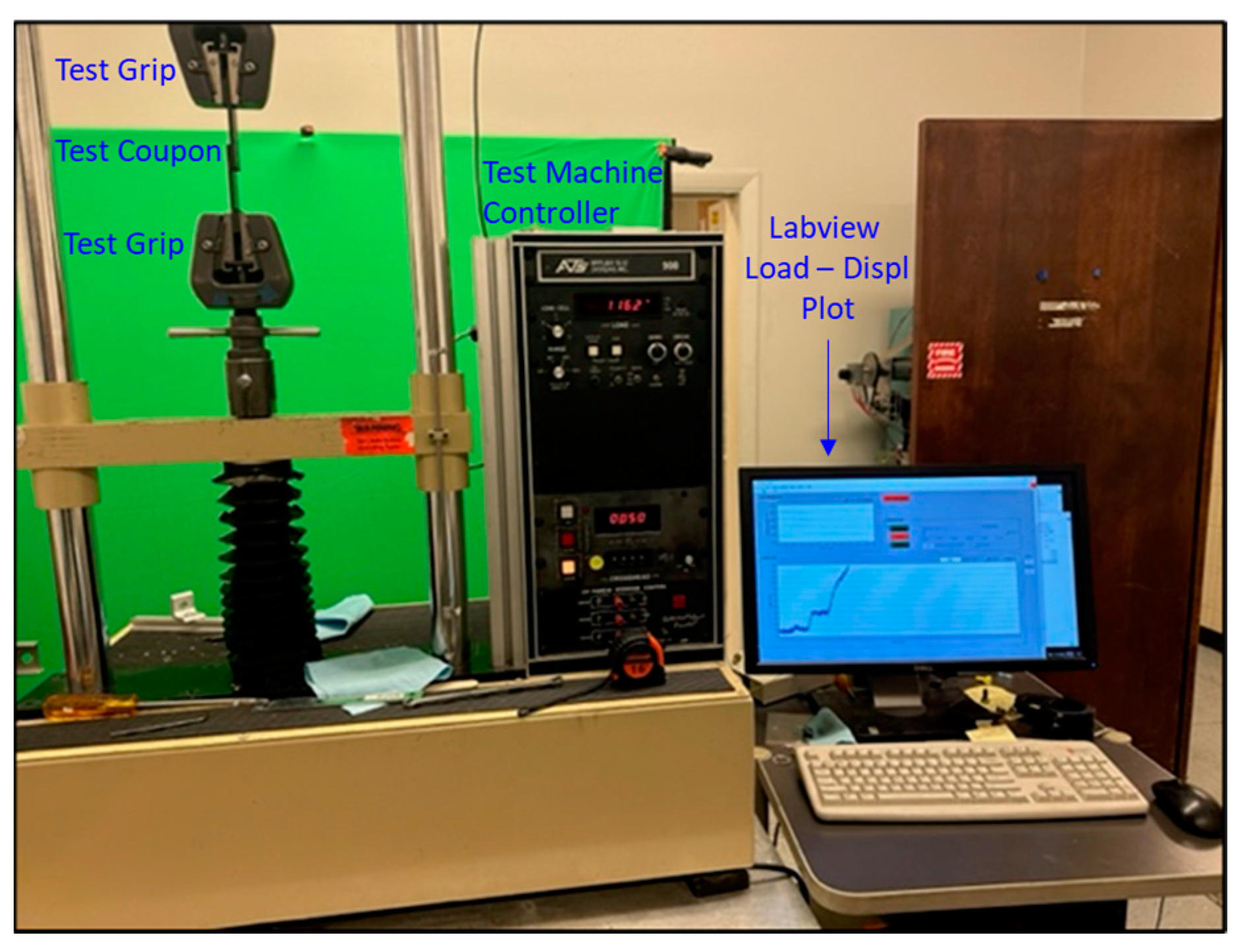
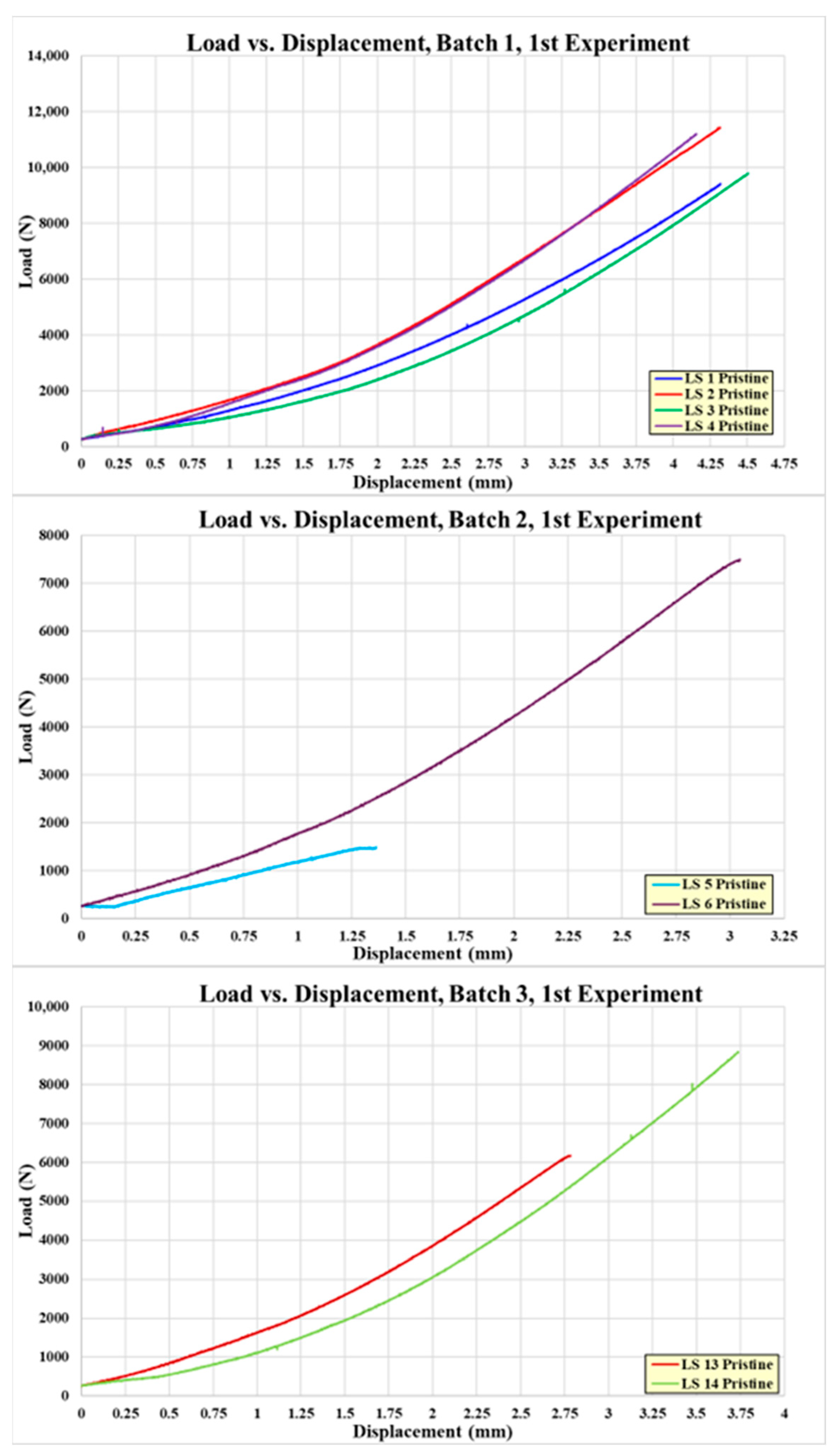
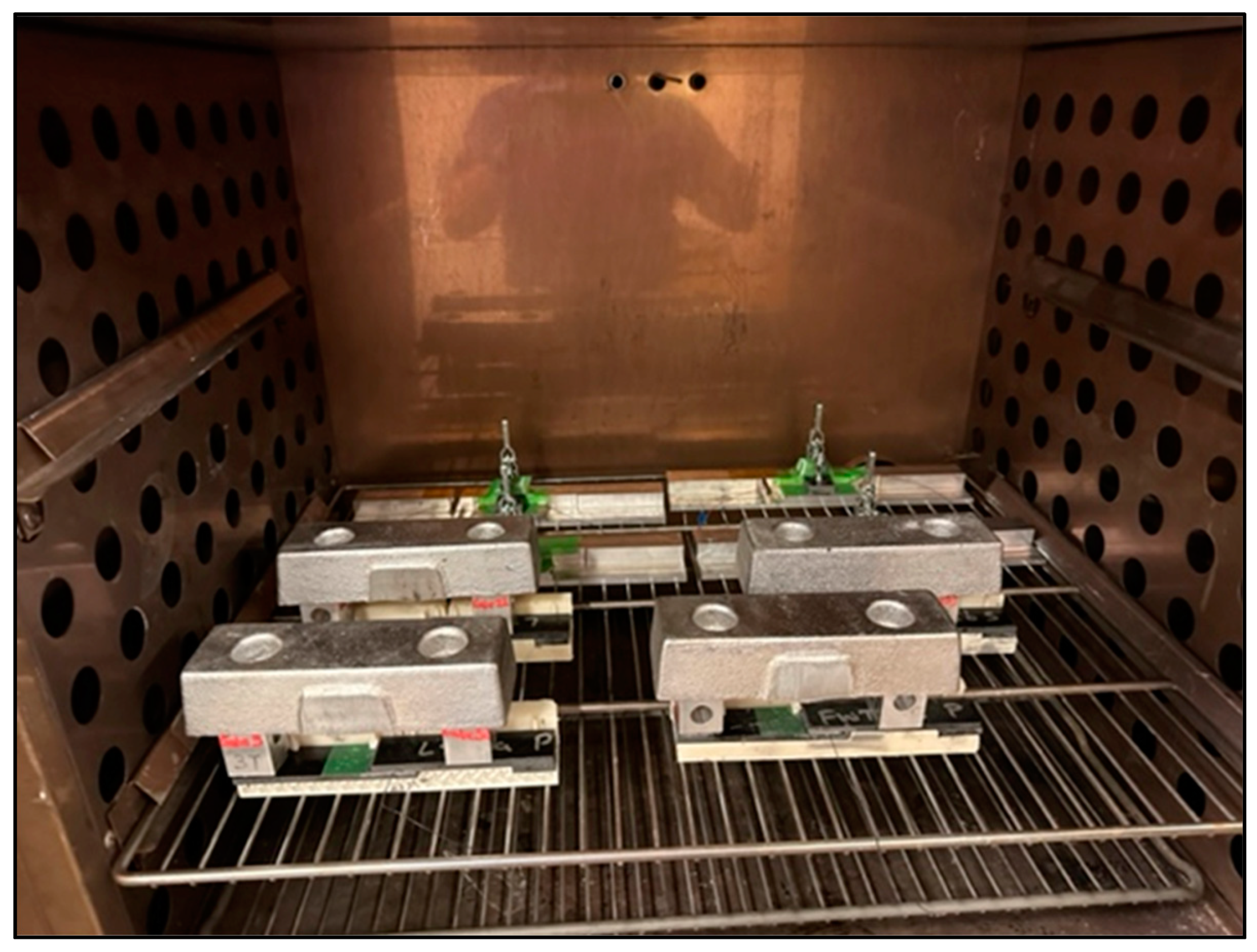
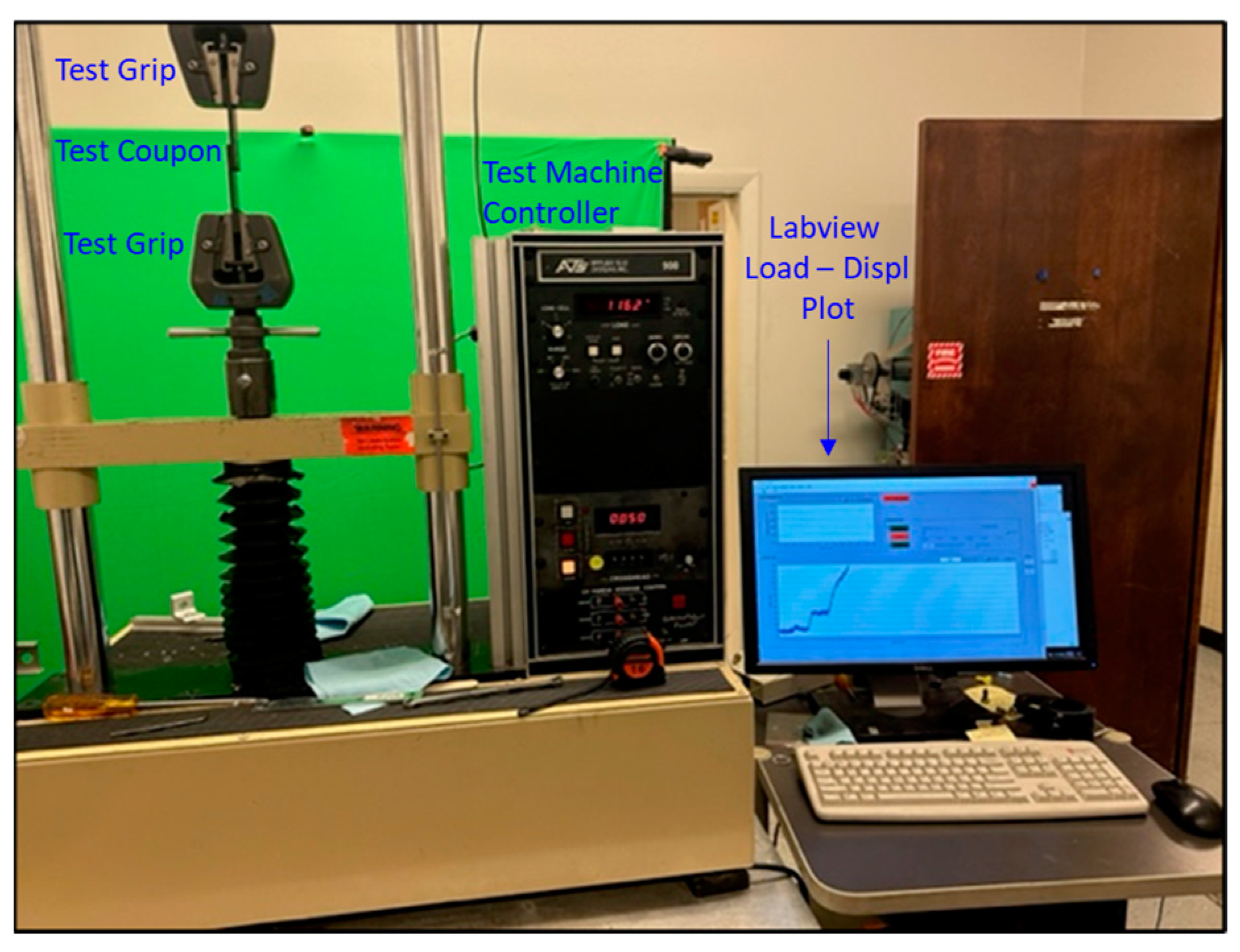
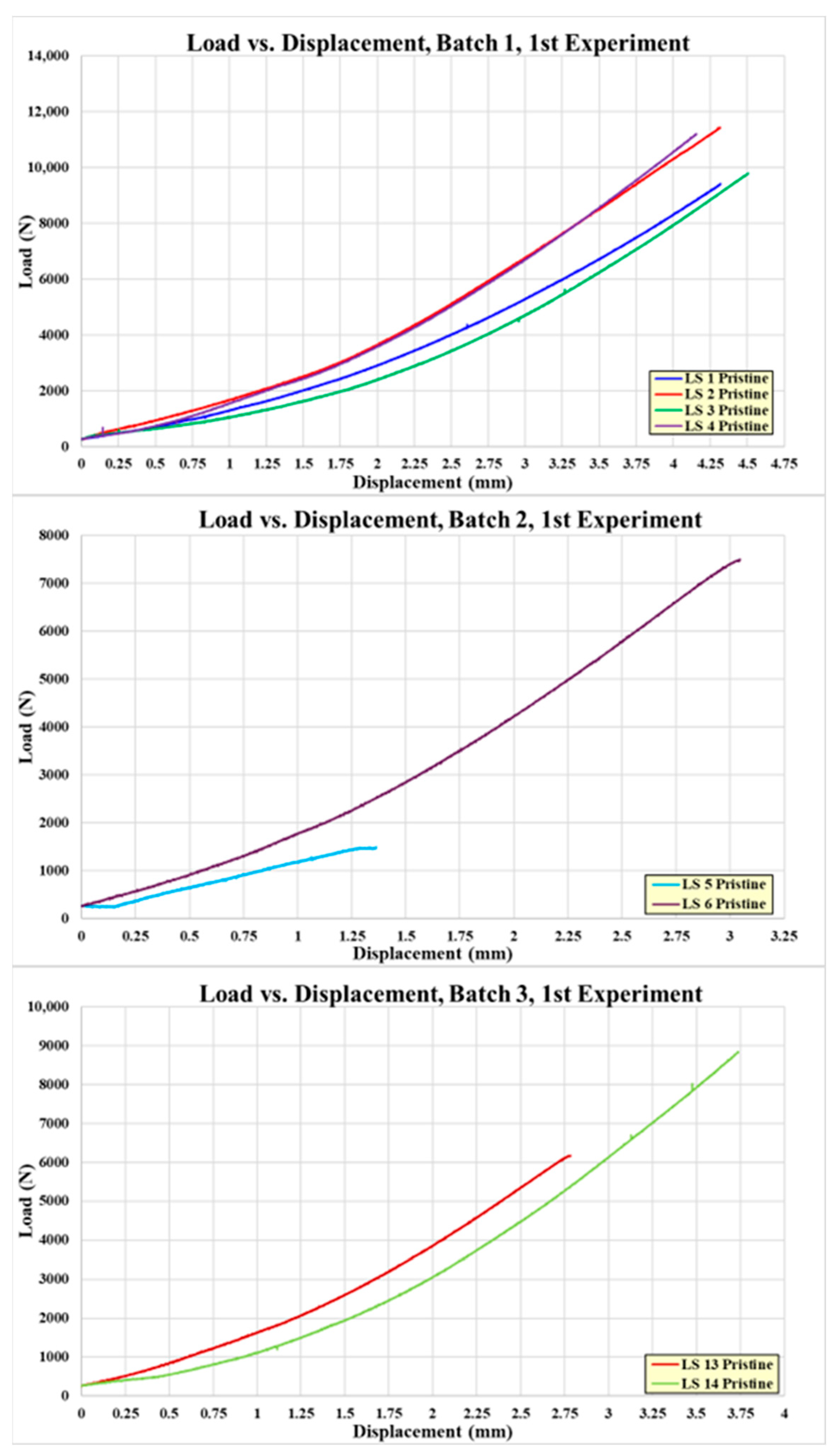
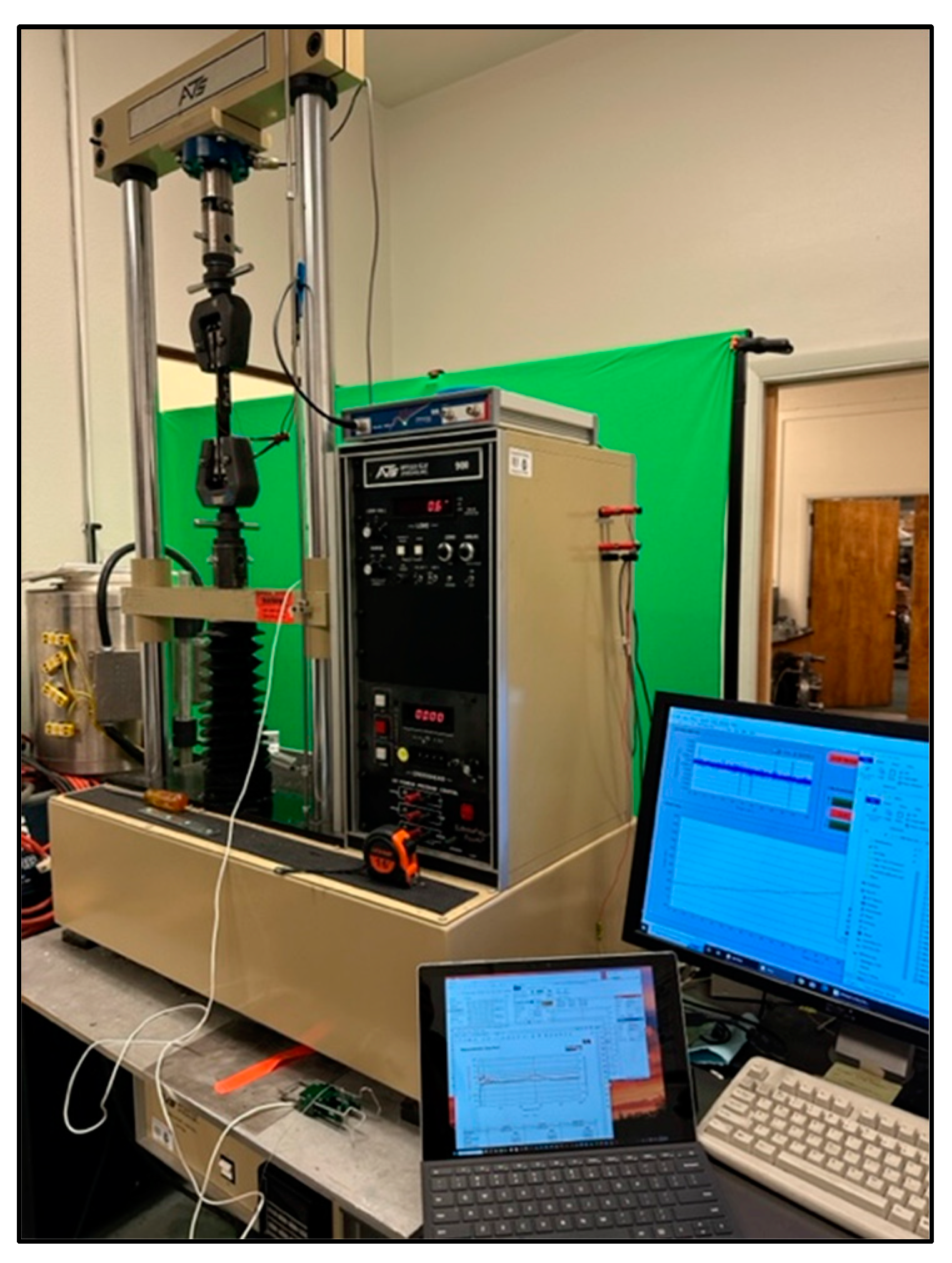
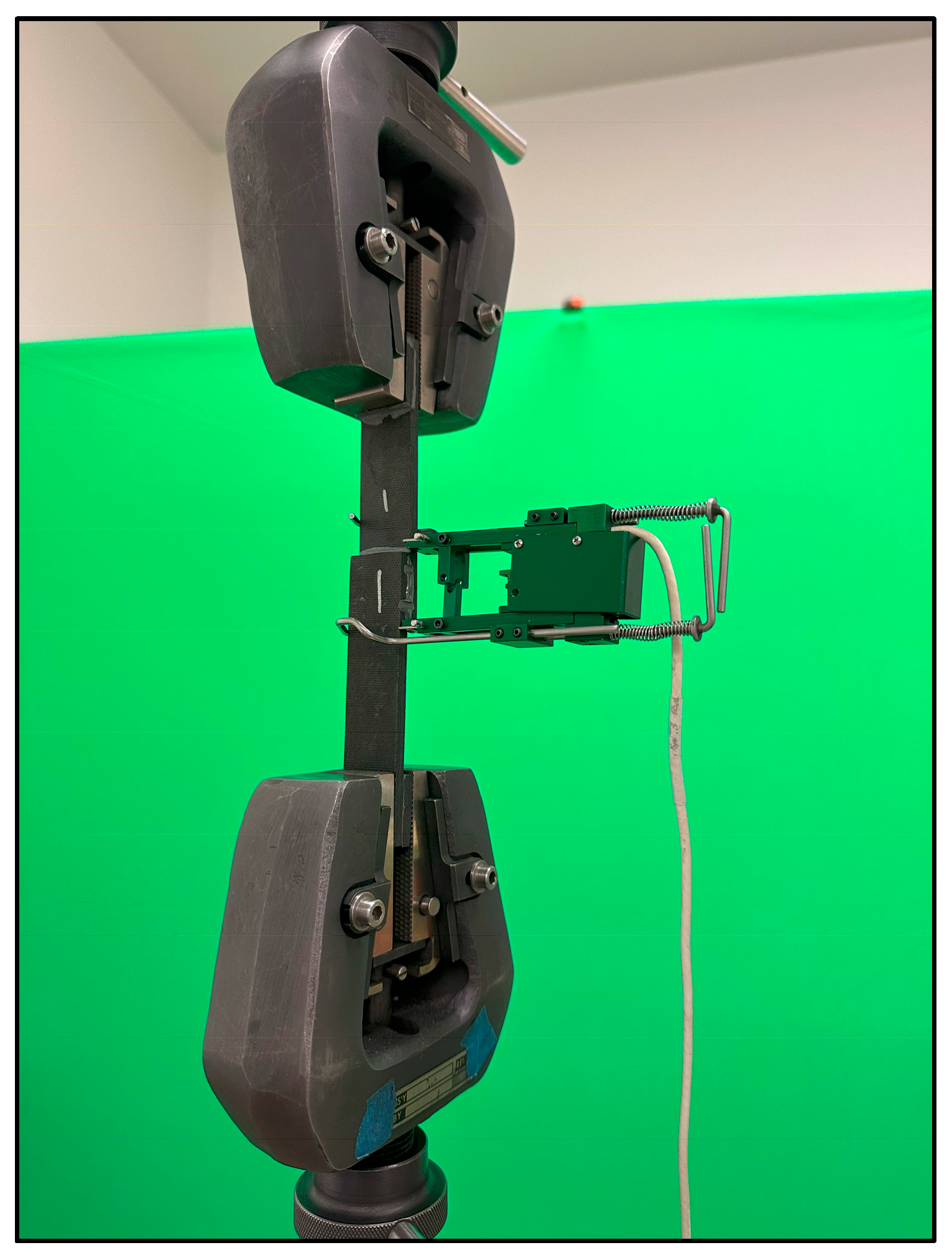
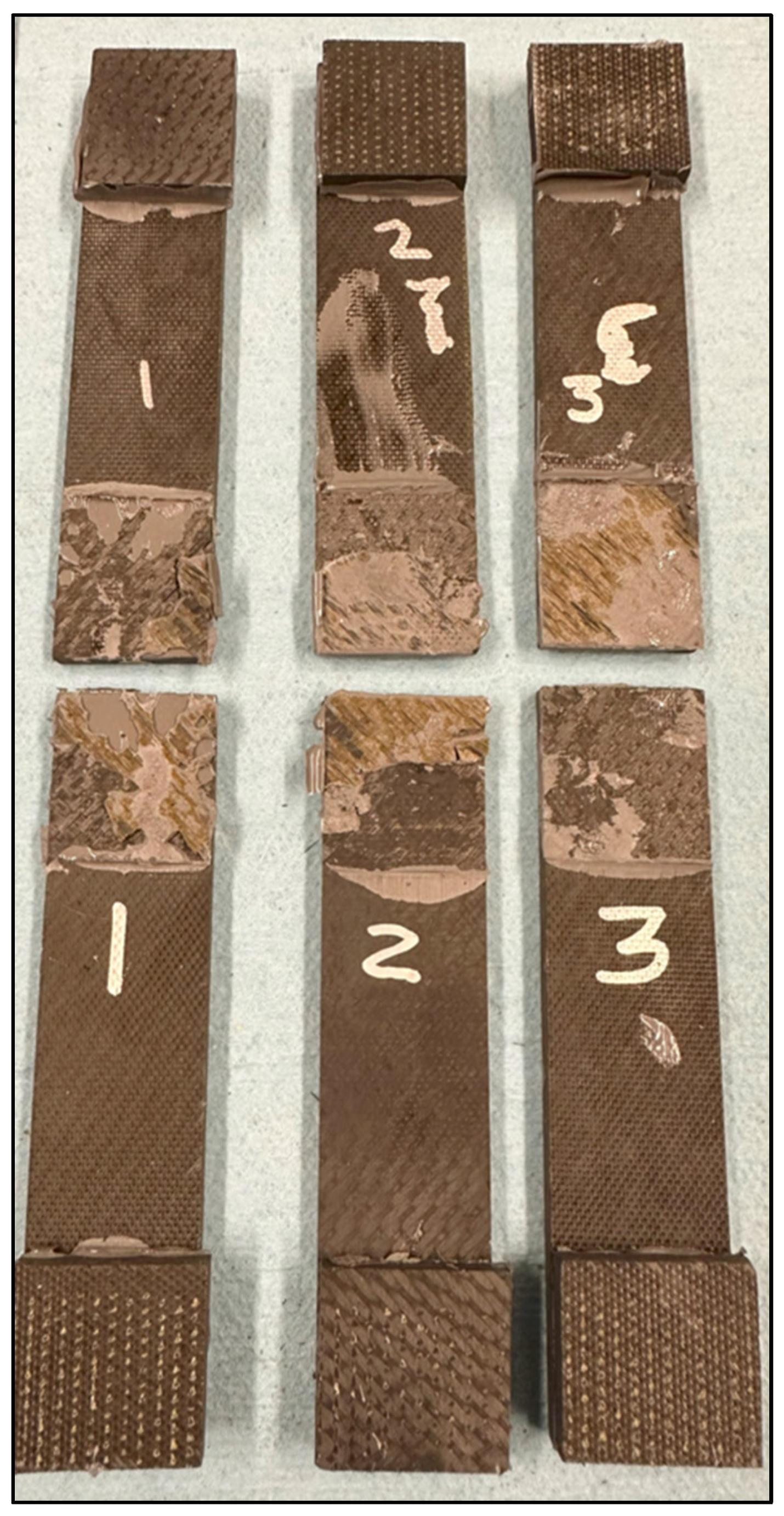
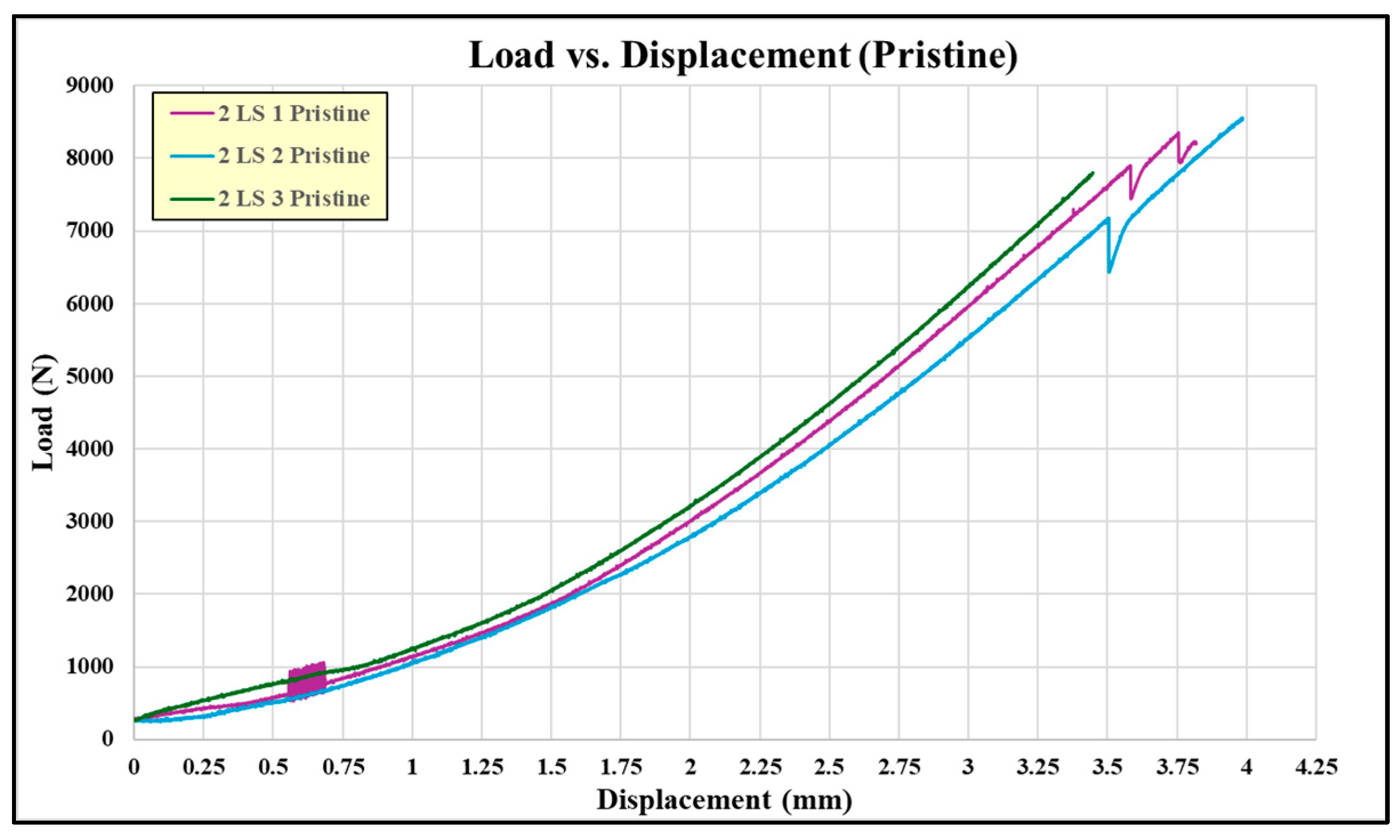
2.3. Pristine Single-Lap-Shear Coupon Experiments
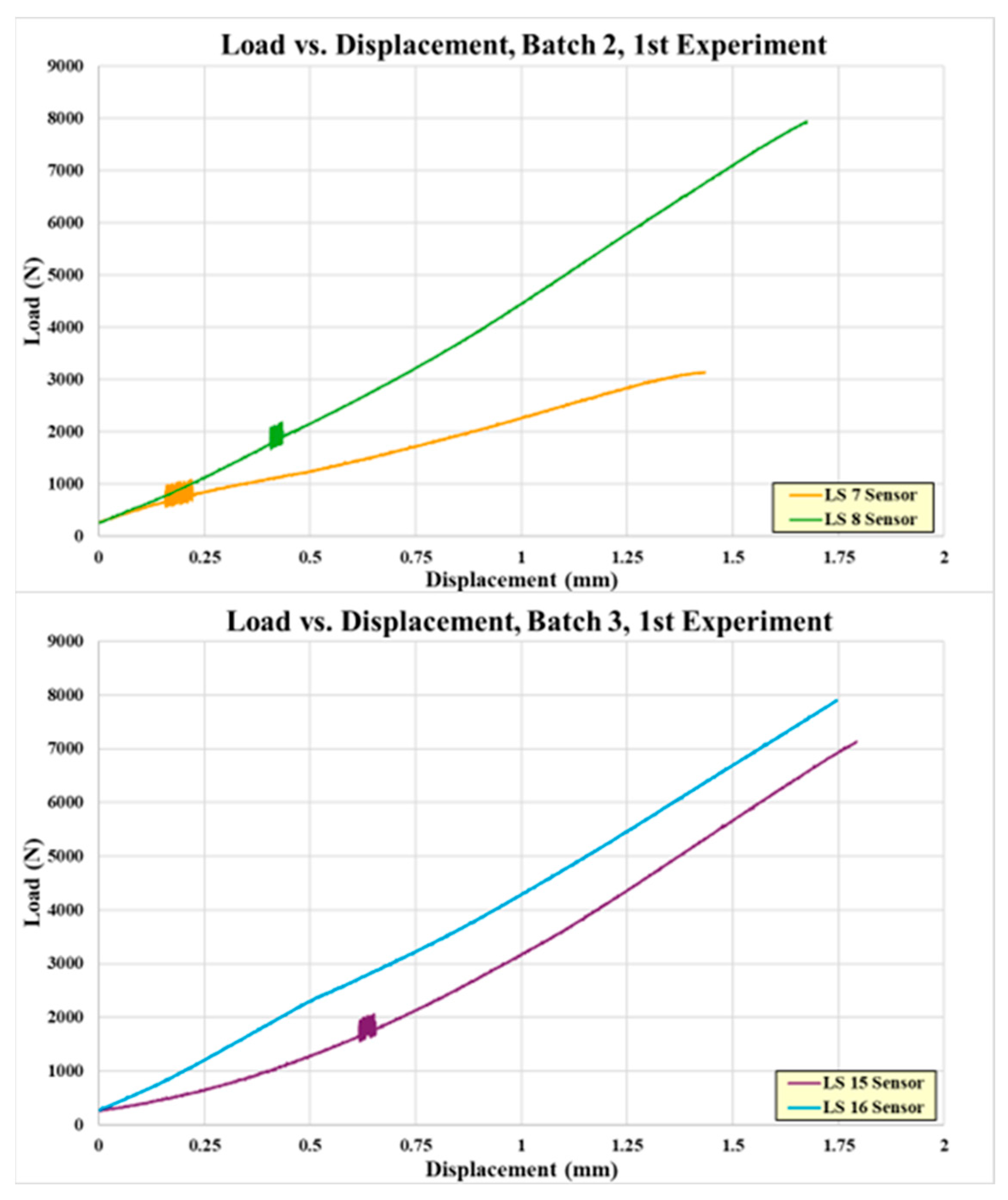
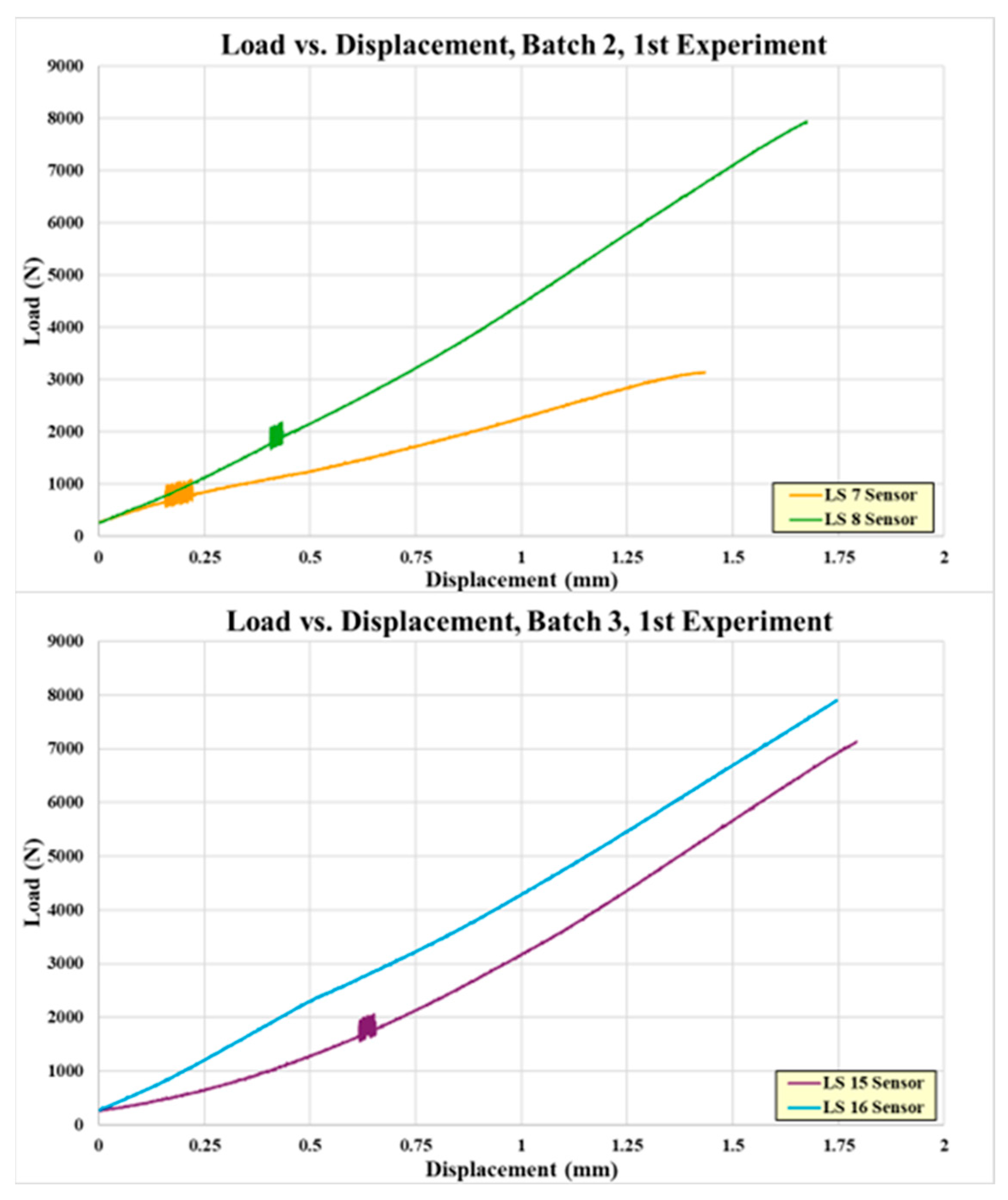
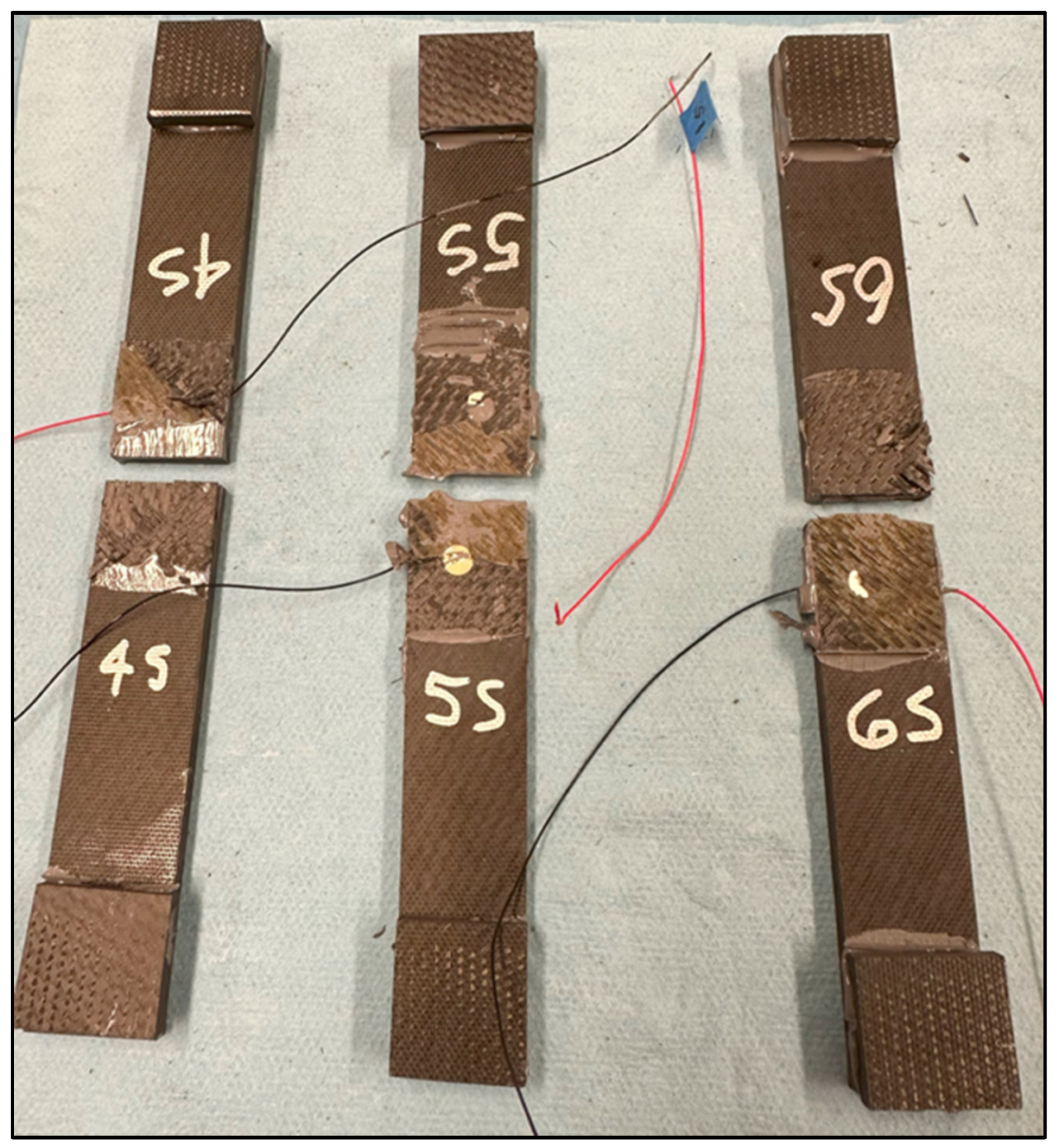
2.4. Embedded Sensor Single-Lap-Shear Coupon Experiments
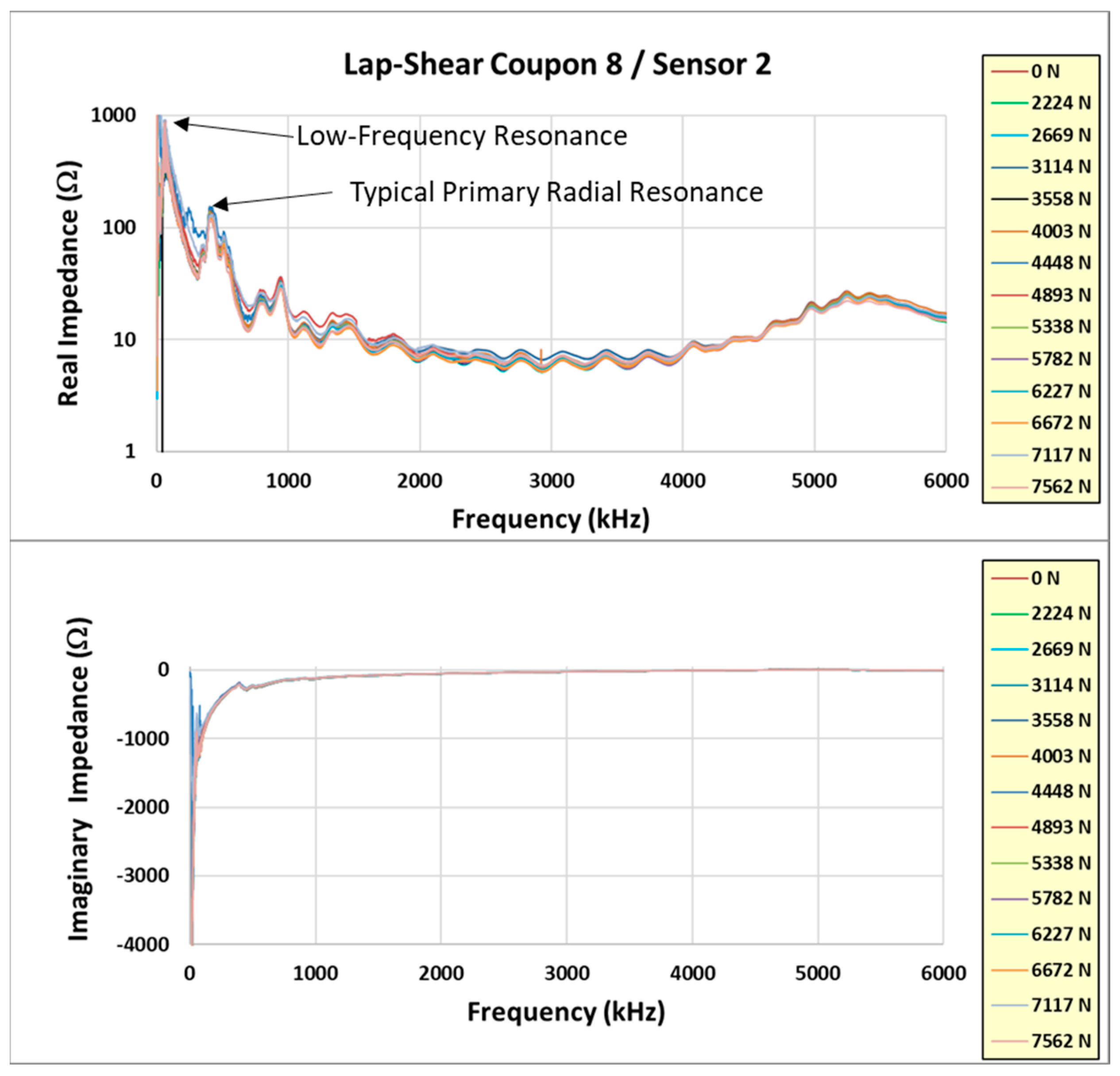
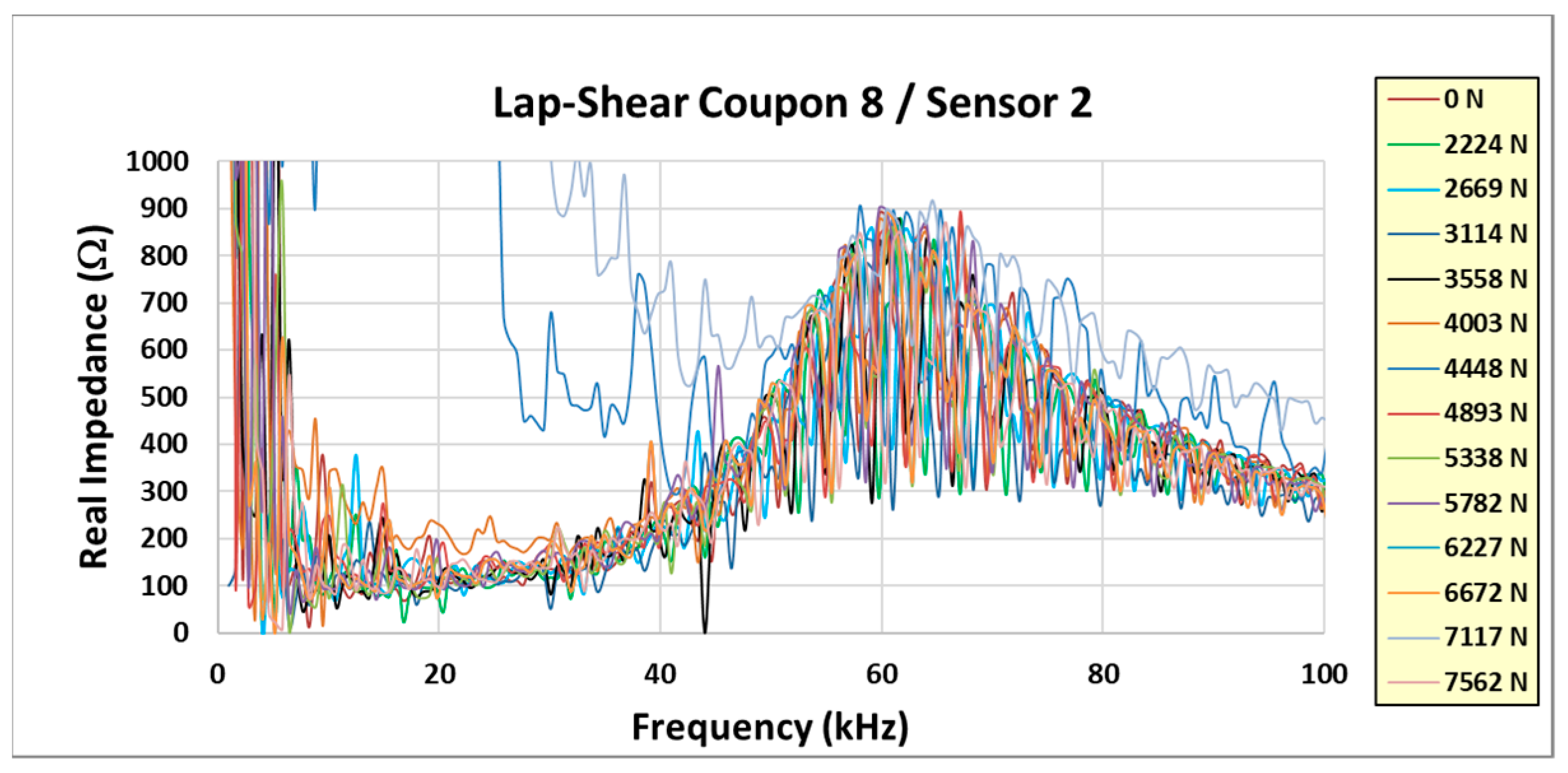
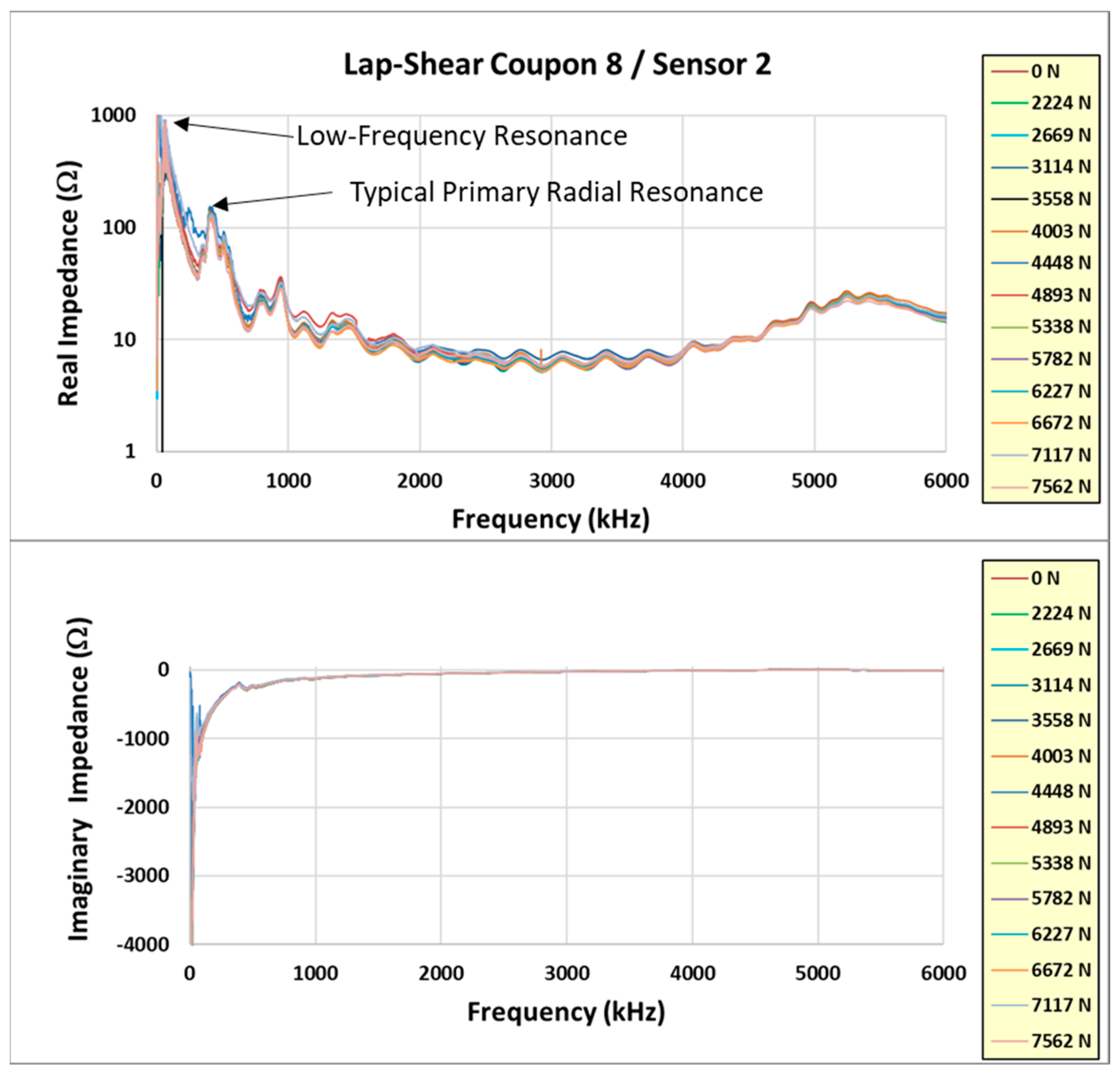
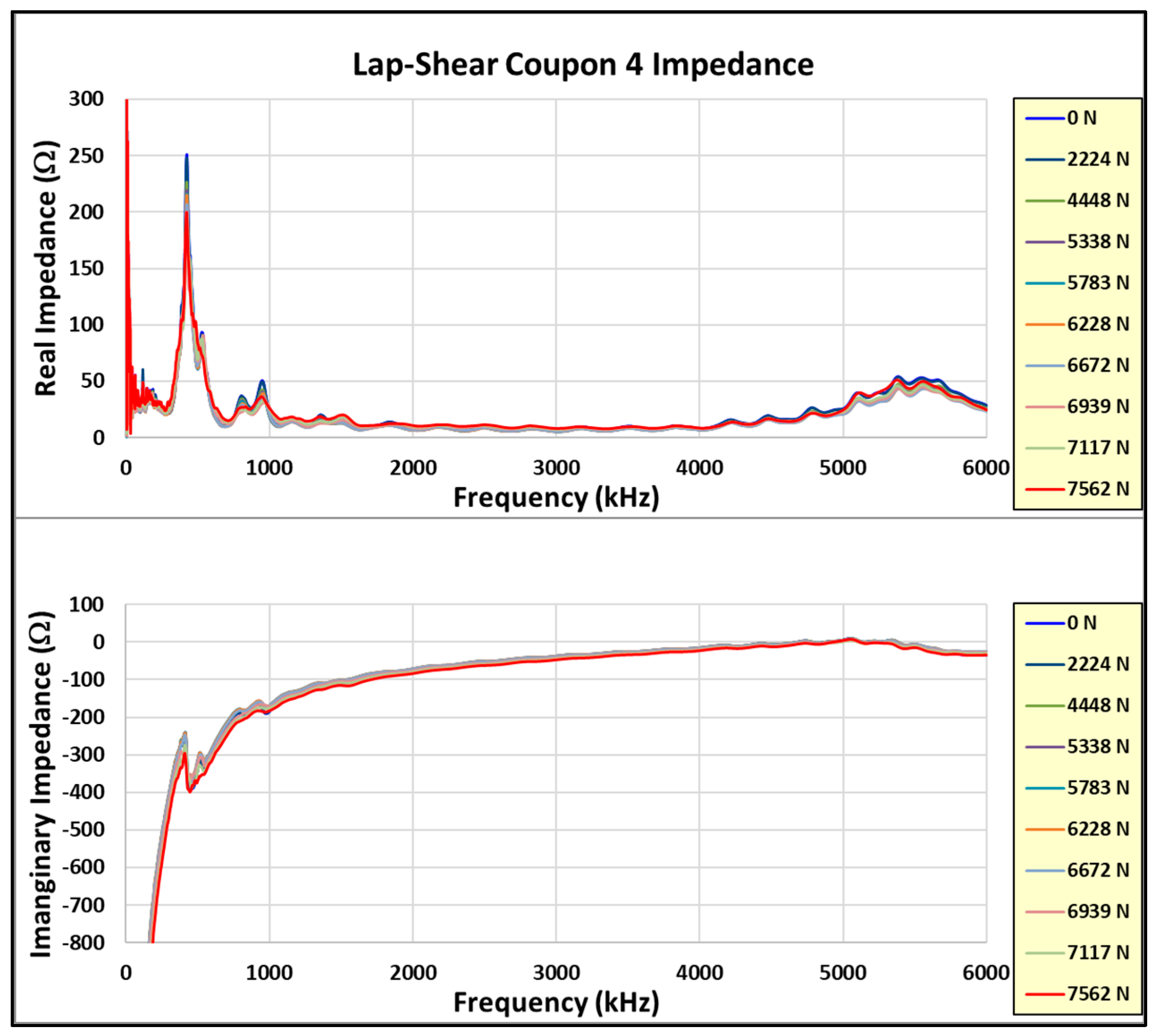
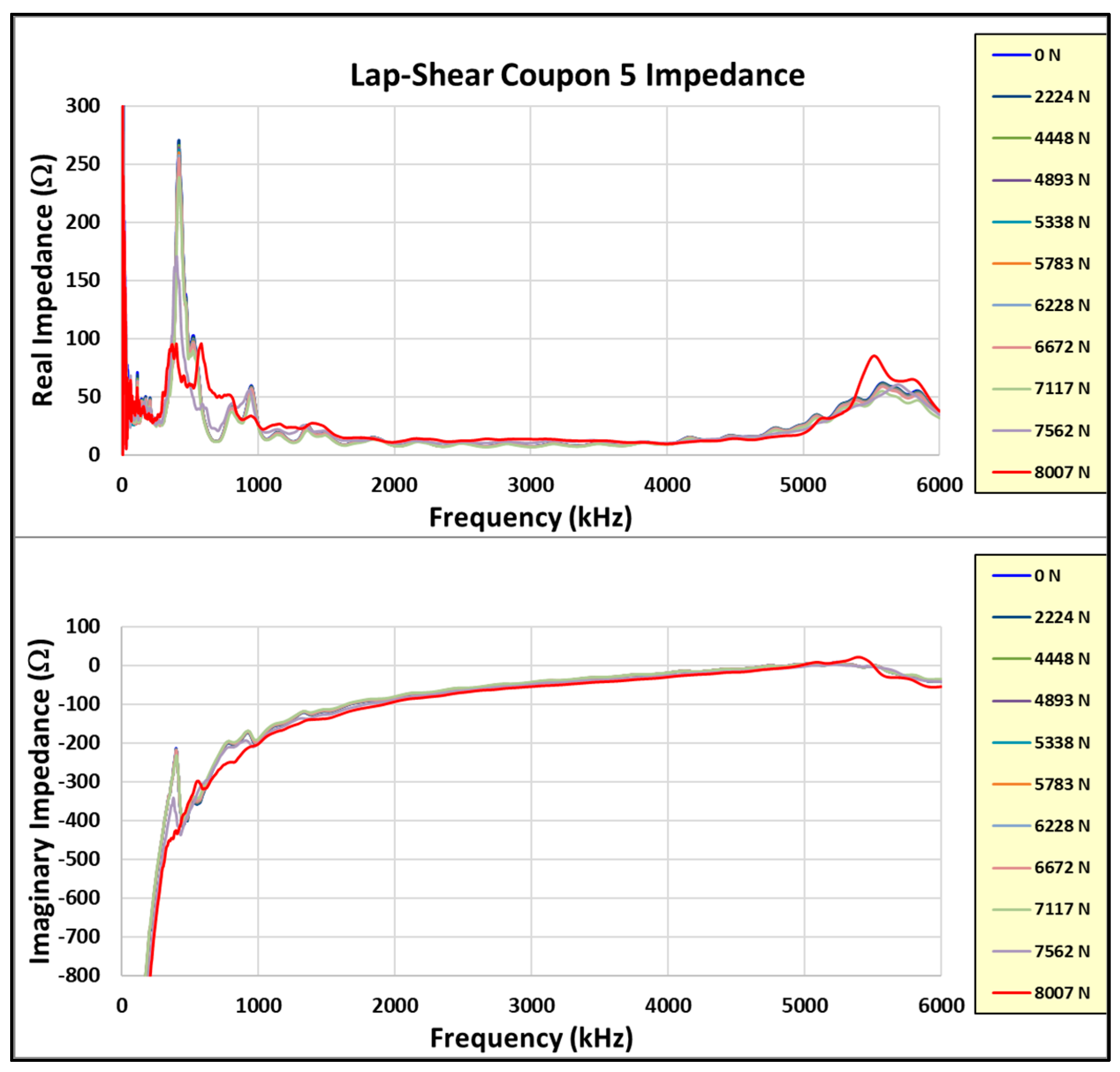
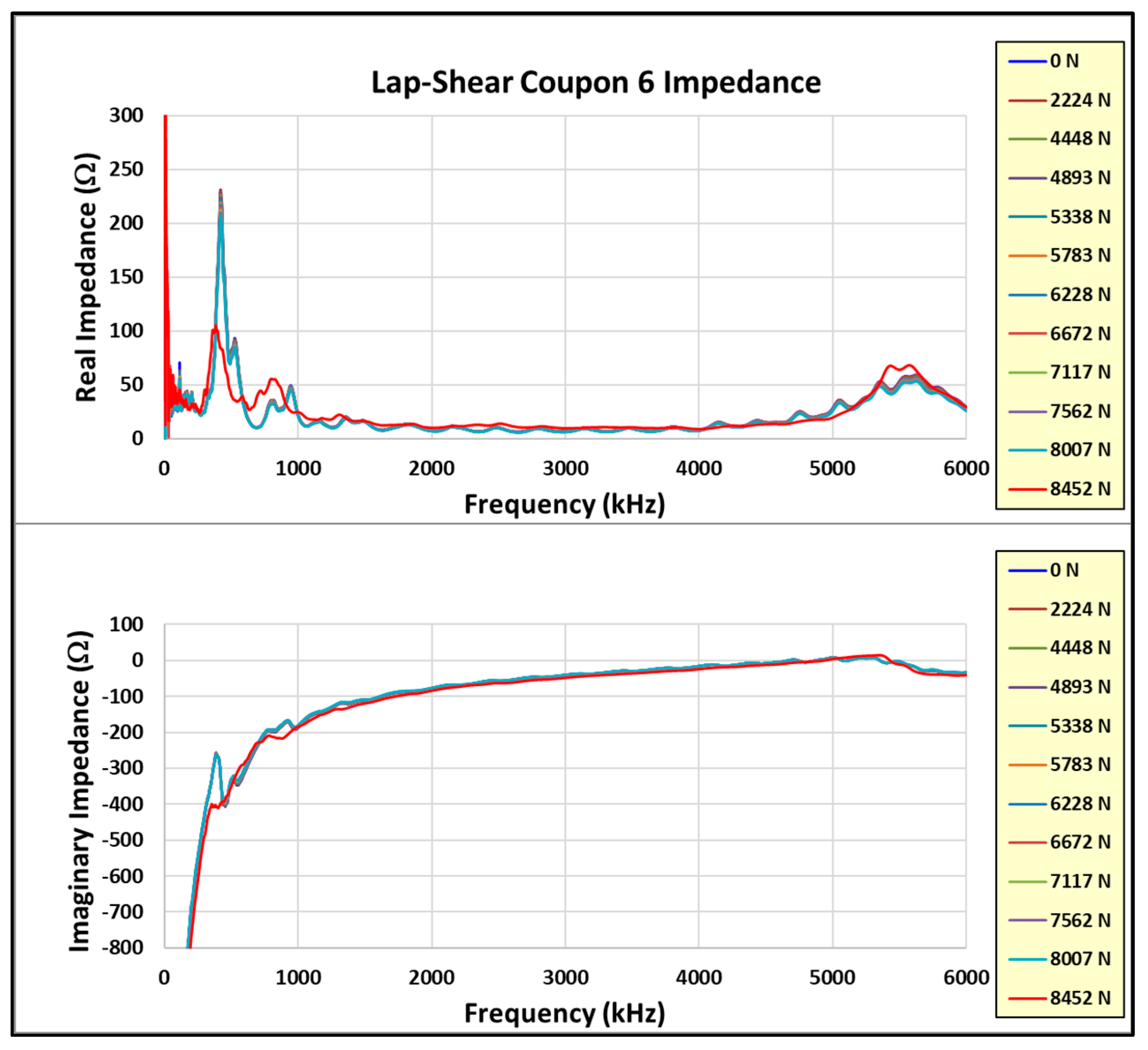
2.5. Embedded Sensor Electromechanical Impedance Tests
2.6. Second Round of Lap-Shear Coupon Fabrication
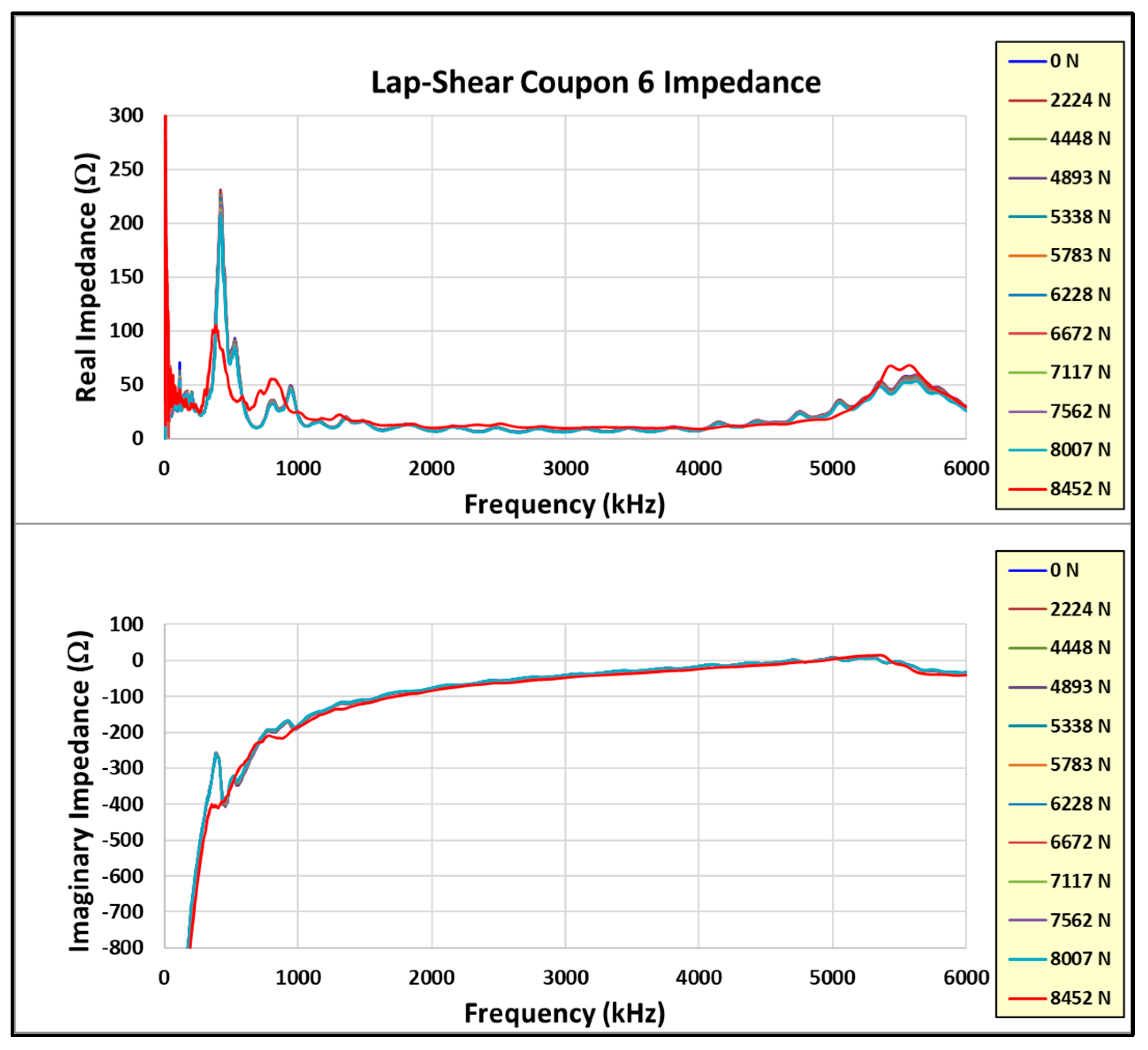
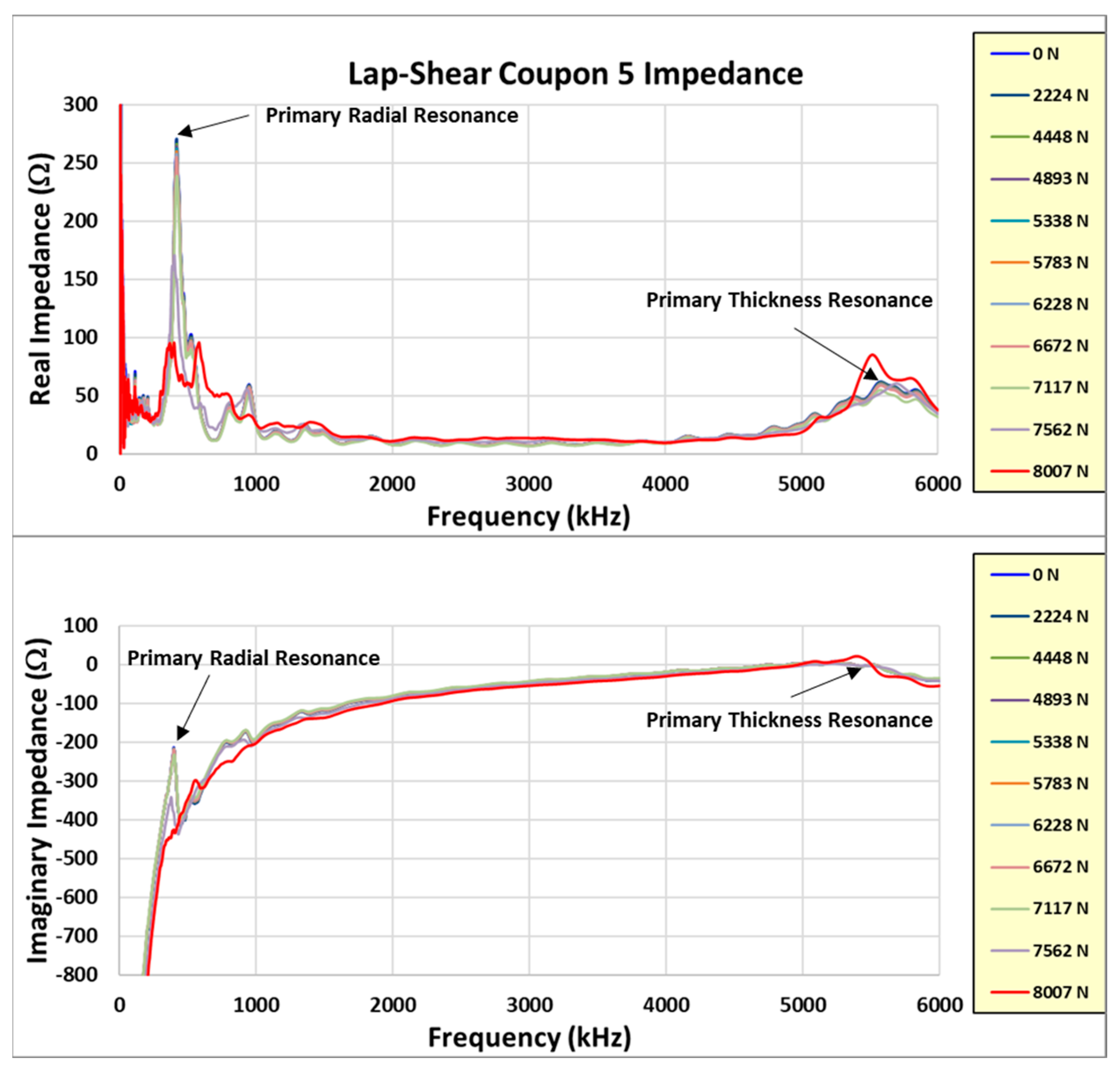
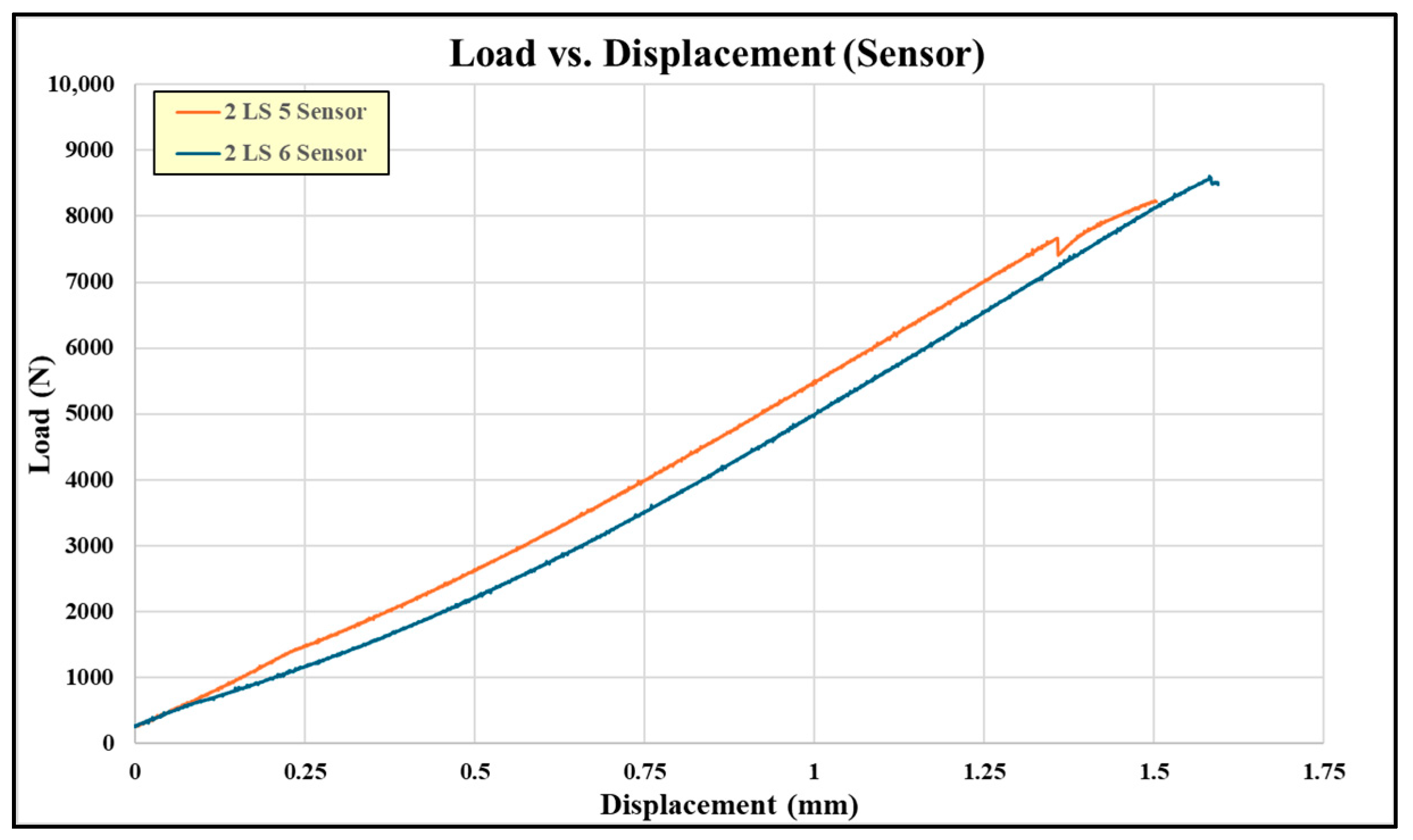
2.7. Second Set of Single-Lap-Shear Coupon Experiments
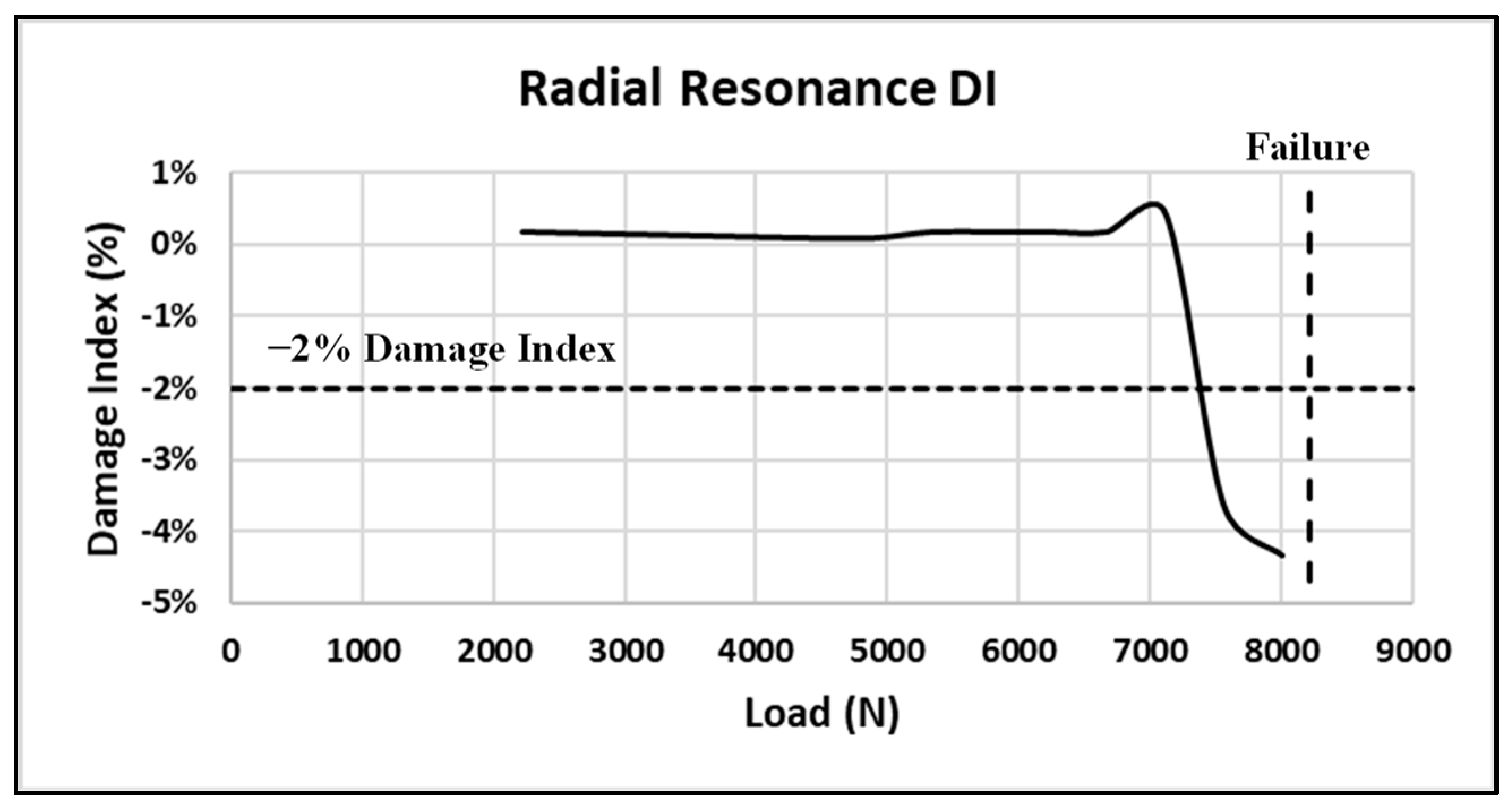
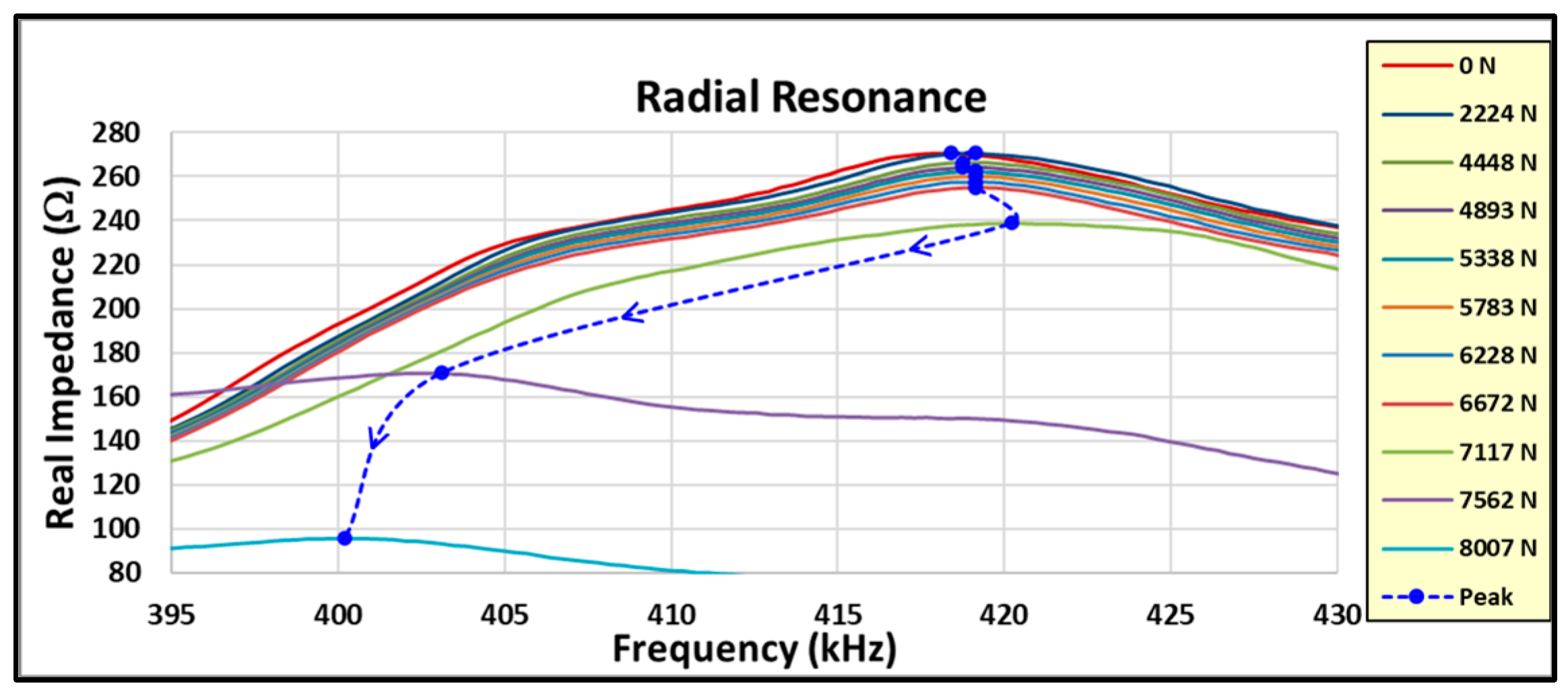
3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zweben, C. Advanced composites for aerospace applications. Composites 1981, 12, 235–240. [Google Scholar] [CrossRef]
- Arif, M.; Ahmed, I. Advanced composite material for aerospace application—A review. Int. J. Eng. Manuf. Sci. 2017, 7, 393–409. [Google Scholar]
- Mrazova, M. Advanced composite materials of the future in aerospace industry. Incas Bull. 2013, 5, 139–150. [Google Scholar]
- Samann, F.E.F. Detecting kissing disbond defect in adhesively bonded structures: A review. In Proceedings of the 2019 International Conference on Advanced Science and Engineering (ICOASE), Zakho, Iraq, 2–4 April 2019; pp. 214–219. [Google Scholar]
- Jeenjitkaew, C.; Luklinska, Z.; Guild, F. Morphology and surface chemistry of kissing bonds in adhesive joints produced by surface contamination. Int. J. Adhes. 2010, 30, 643–653. [Google Scholar] [CrossRef]
- Brotherhood, C.; Drinkwater, B.; Dixon, S. The detectability of kissing bonds in adhesive joints using ultrasonic techniques. Ultrasonics 2003, 14, 521–529. [Google Scholar] [CrossRef] [PubMed]
- Flinn, B.; Stagier, M.; Johnson, R.T. Improving Adhesive Bonding of Composites through Surface Characterization. In Federal Aviation Administration Joint Advanced Materials and Structures (JAMS) 5th Annual Technical Review Meeting, CECAM; Wichita State University: Wichita, Kansas, 2009. [Google Scholar]
- Grondel, S.; Assaad, J.; Delebarre, C.; Moulin, E. Health monitoring of a composite wingbox structure. Ultrasonics 2004, 42, 819–824. [Google Scholar] [CrossRef] [PubMed]
- Masango, T.P.; Philander, O.; Msomi, V. The continuous monitoring of the health of composite structure. J. Eng. 2018, 2018, 8260298. [Google Scholar] [CrossRef]
- Varadan, V.K.; Varadan, V.V. Microsensors, microelectromechanical systems (MEMS), and electronics for smart structures and systems. Smart Mater. Struct. 2000, 9, 953–972. [Google Scholar] [CrossRef]
- Diamanti, K.; Soutis, C. Structural health monitoring techniques for aircraft composite structures. Prog. Aerosp. Sci. 2010, 46, 342–352. [Google Scholar] [CrossRef]
- Hassani, S.; Mousavi, M.; Gandomi, A.H. Structural health monitoring in composite structures: A comprehensive review. Sensors 2022, 22, 153. [Google Scholar] [CrossRef] [PubMed]
- Dugnani, R.; Zhuang, Y.; Kopsaftopoulus, F.; Chang, F.K. Adhesive bond-line degradation detection via a cross-correlation electromechanical impedance-based approach. Struct. Health Monit. 2016, 15, 650–667. [Google Scholar] [CrossRef]
- Annamdas, V.G.M.; Soh, C.K. Application of electromechanical impedance technique for engineering structures: Review and future issues. J. Intell. Mater. Syst. Struct. 2010, 21, 41–59. [Google Scholar] [CrossRef]
- Zhuang, Y.; Kopsaftopoulos, F.; Dugnani, R.; Chang, F.K. Integrity monitoring of adhesively bonded joints via an electromechanical impedance-based approach. Struct. Health Monit. 2018, 17, 1031–1045. [Google Scholar] [CrossRef]
- Ju, M.; Dou, Z.; Li, J.; Qiu, X.; Shen, B.; Zhang, D.; Yao, F.Z.; Gong, W.; Wang, K. Piezoelectric materials and sensors for structural health Monitoring: Fundamental aspects, current status, and future perspectives. Sensors 2023, 23, 543. [Google Scholar] [CrossRef] [PubMed]
- Giurgiutiu, V.; Rogers, C.A. Recent advancements in the electro-mechanical (E/M) impedance method for structural health monitoring and NDE. In Proceedings of the Conference on Smart Structures and Integrated Systems, San Diego, CA, USA, 1 March 1998; pp. 536–547. [Google Scholar]
- Mei, H.; Haider, M.F.; Joseph, R.; Migot, A.; Giurgiutiu, V. Recent advances in piezoelectric wafer active sensors for structural health monitoring applications. Sensors 2019, 19, 383. [Google Scholar] [CrossRef] [PubMed]
- Caldwell, S.; Radford, D. Composite single lap shear joint integrity monitoring via embedded electromechanical impedance sensors. J. Compos. Sci. 2023, 7, 53. [Google Scholar] [CrossRef]
- APC International, Ltd. Physical and Piezoelectric Properties of APC Materials. 2019. Available online: https://www.americanpiezo.com (accessed on 29 March 2021).
- CYCOM 5320-1 Prepreg, Technical Data Sheet, Solvay. 2017. Available online: https://www.solvay.com/en/product/cycom-5320-1 (accessed on 24 May 2020).
- LOCTITE EA 9394 AERO Epoxy Paste Adhesive, Technical Data Sheet, Henkel. 2013. Available online: https://www.heatcon.com/wp-content/uploads/2015/08/HCS2407-141_Henkel-Resin-Kit-LOCTITE-EA-9394-AERO.pdf (accessed on 11 July 2022).
- ASTM D5868; Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP) Bonding. ASTM International: West Conshohocken, PA, USA, 2015.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor | Radial (kHz) | Amplitude (kOhms) | Thickness (kHz) | Amplitude (kOhms) |
|---|---|---|---|---|
| 1 | 386.0 | 8.9 | 5625.2 | 0.53 |
| 2 | 387.2 | 7.6 | 5591.6 | 0.49 |
| 3 | 390.8 | 8.4 | 5649.2 | 0.49 |
| 6 | 386.0 | 8.9 | 5614.4 | 0.49 |
| 7 | 390.8 | 7.5 | 5645.6 | 0.51 |
| 8 | 387.2 | 7.9 | 5630.0 | 0.58 |
| 9 | 386.0 | 8.5 | 5614.4 | 0.42 |
| 13 | 386.0 | 8.4 | 5588.0 | 0.50 |
| 14 | 383.6 | 7.8 | 5566.4 | 0.46 |
| 15 | 392.0 | 8.1 | 5636.0 | 0.45 |
| Average | 387.6 | 8.2 | 5616.1 | 0.49 |
| Pristine Coupon | Failure Load (N) |
|---|---|
| Batch 1—#1 | 10,984 |
| Batch 1—#2 | 11,371 |
| Batch 1—#3 | 9733 |
| Batch 1—#4 | 11,137 |
| Batch 2—#5 | 1423 |
| Batch 2—#6 | 7804 |
| Batch 3—#13 | 6213 |
| Batch 3—#14 | 8874 |
| Embedded Sensor Coupon | Failure Load (N) |
|---|---|
| #7 | 3132 |
| #8 | 7976 |
| #15 | 7166 |
| #16 | 7922 |
| Coupon | Failure Load (N) |
|---|---|
| 1—Pristine | 8326 |
| 2—Pristine | 8496 |
| 3—Pristine | 7781 |
| 4—Sensor | 8093 |
| 5—Sensor | 8221 |
| 6—Sensor | 8554 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caldwell, S.P.; Radford, D.W. The Health Monitoring of Bonded Composite Joints Using Both Thickness and Radial Impedance Resonance Responses. Sensors 2024, 24, 2508. https://doi.org/10.3390/s24082508
Caldwell SP, Radford DW. The Health Monitoring of Bonded Composite Joints Using Both Thickness and Radial Impedance Resonance Responses. Sensors. 2024; 24(8):2508. https://doi.org/10.3390/s24082508
Chicago/Turabian StyleCaldwell, Steven P., and Donald W. Radford. 2024. "The Health Monitoring of Bonded Composite Joints Using Both Thickness and Radial Impedance Resonance Responses" Sensors 24, no. 8: 2508. https://doi.org/10.3390/s24082508
APA StyleCaldwell, S. P., & Radford, D. W. (2024). The Health Monitoring of Bonded Composite Joints Using Both Thickness and Radial Impedance Resonance Responses. Sensors, 24(8), 2508. https://doi.org/10.3390/s24082508