Author Contributions
Conceptualization, R.C.; methodology, R.C.; software, R.C.; validation, R.C.; formal analysis, R.C.; investigation, R.C.; resources, R.C.; data curation, R.C.; writing—original draft preparation, R.C.; writing—review and editing, R.C.; visualization, R.C.; supervision, M.D.M.; All authors have read and agreed to the published version of the manuscript.
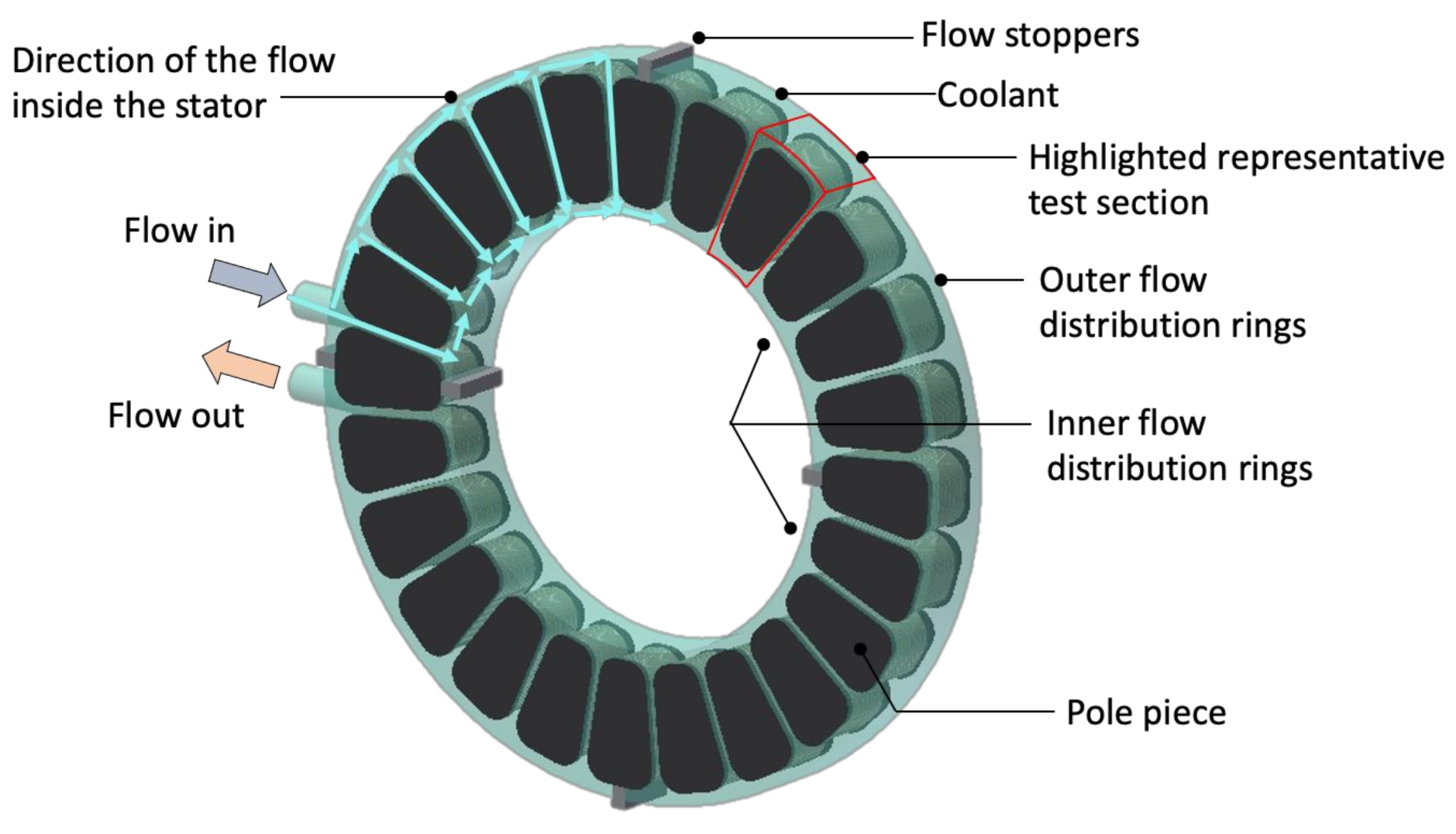
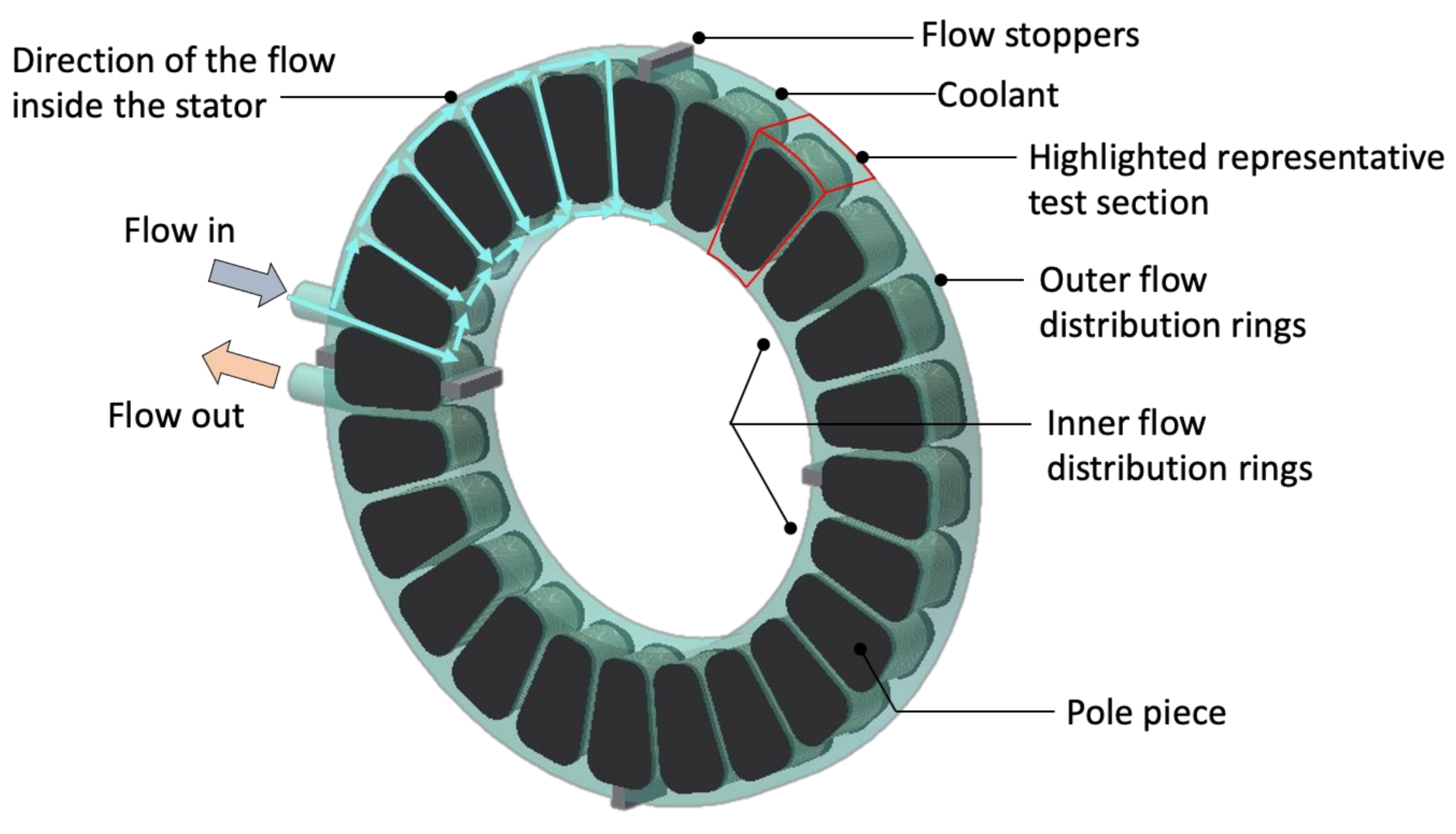
Figure 1.
Schematic of the direct liquid-cooled stator used as a test case. Highlighted section: pole piece channel used for modelling and testing.
Figure 1.
Schematic of the direct liquid-cooled stator used as a test case. Highlighted section: pole piece channel used for modelling and testing.
Figure 2.
Concept for integrated heat sink: (a) Computer-aided design model showing traditional concentrated windings; (b) design of heat sink to be integrated in the windings; (c) final form the new construction.
Figure 2.
Concept for integrated heat sink: (a) Computer-aided design model showing traditional concentrated windings; (b) design of heat sink to be integrated in the windings; (c) final form the new construction.
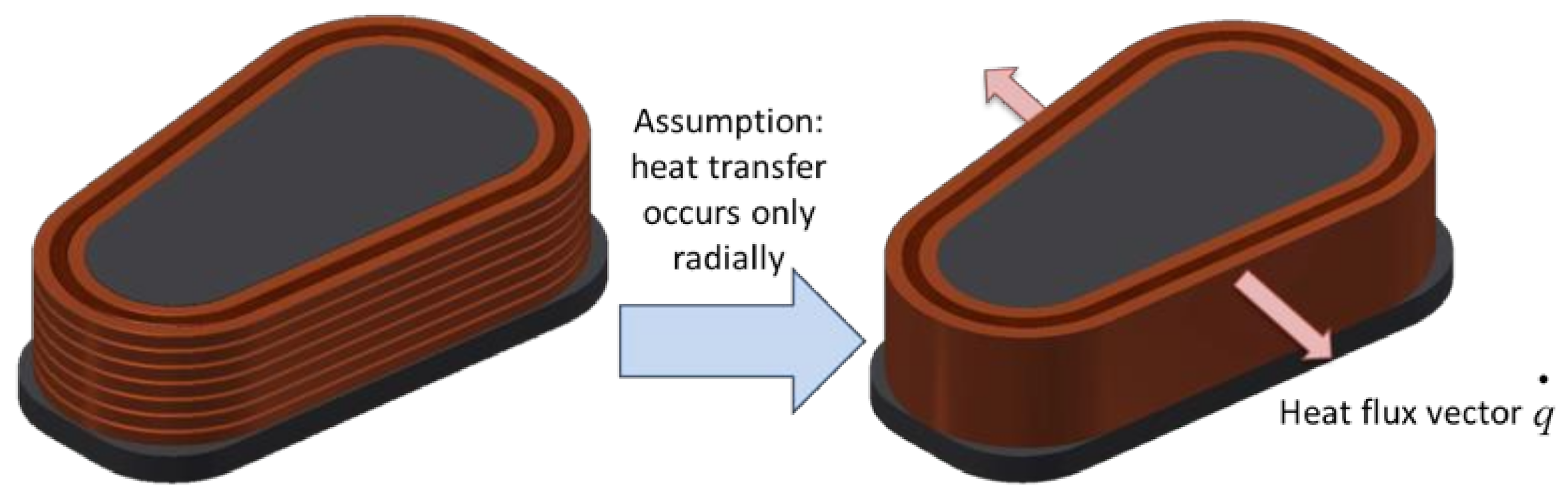
Figure 3.
Simplification of the winding geometry. (Figure showing a cross section of the pole piece for better demonstration purposes).
Figure 3.
Simplification of the winding geometry. (Figure showing a cross section of the pole piece for better demonstration purposes).
Figure 4.
Example of the comparison between (a) the traditional pole piece and (b) the new construction with heat sink integrated within the windings.
Figure 4.
Example of the comparison between (a) the traditional pole piece and (b) the new construction with heat sink integrated within the windings.
Figure 5.
3D CAD geometry and Boundary conditions for the single channel.
Figure 5.
3D CAD geometry and Boundary conditions for the single channel.
Figure 6.
Mesh of the liquid channel in 3D CFD with details of the boundary layer.
Figure 6.
Mesh of the liquid channel in 3D CFD with details of the boundary layer.
Figure 7.
Temperature profiles for (a) conventional concentrated windings with three layers, (b) a new construction with the heat sink mounted on the SMC iron, (c) new construction with the heat sink mounted between the 1st and 2nd layers. The results are for iron losses of 11 W and copper losses of 47 W.
Figure 7.
Temperature profiles for (a) conventional concentrated windings with three layers, (b) a new construction with the heat sink mounted on the SMC iron, (c) new construction with the heat sink mounted between the 1st and 2nd layers. The results are for iron losses of 11 W and copper losses of 47 W.
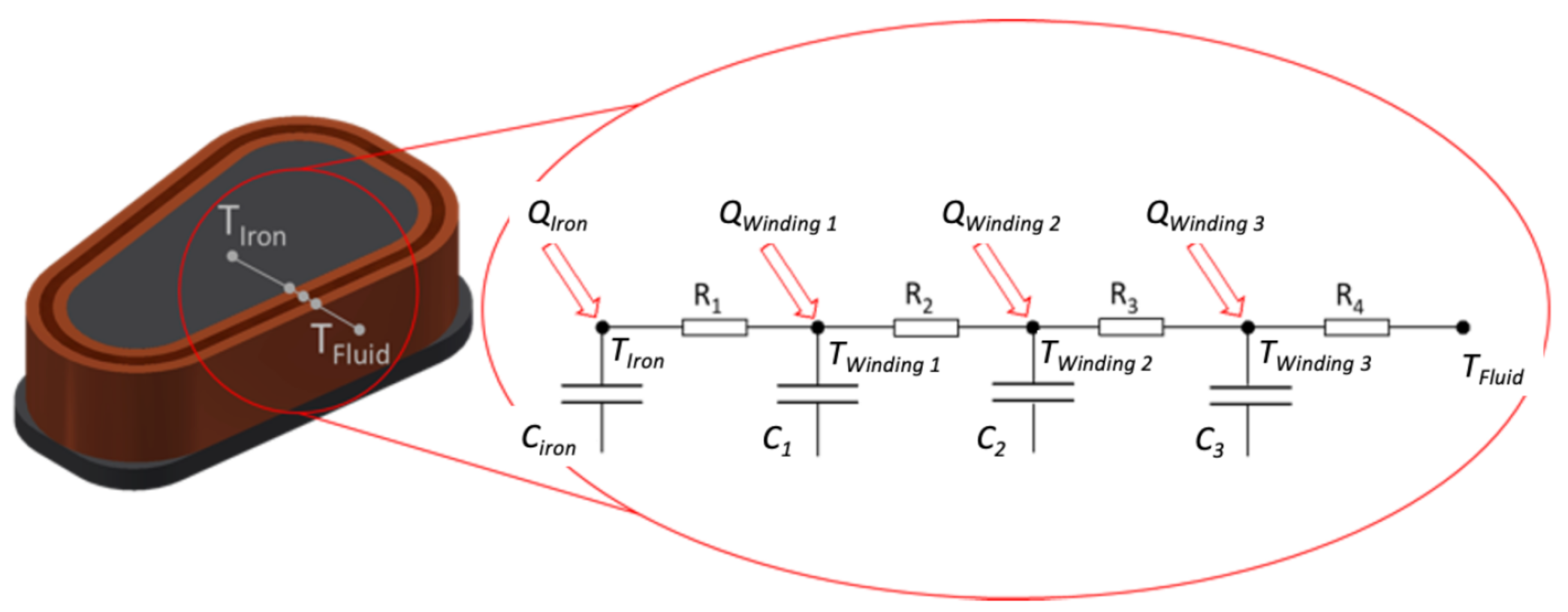
Figure 8.
LP thermal model with nodes on each winding layer. (Insert) Thermal resistance network. The parameters Qiron and Qwinding are the heat loads supplied to the iron and the winding nodes, respectively. C1–C4 are the thermal capacity at each node. R1–R3 are the thermal resistances between the layers. R4 is the convective thermal resistance.
Figure 8.
LP thermal model with nodes on each winding layer. (Insert) Thermal resistance network. The parameters Qiron and Qwinding are the heat loads supplied to the iron and the winding nodes, respectively. C1–C4 are the thermal capacity at each node. R1–R3 are the thermal resistances between the layers. R4 is the convective thermal resistance.
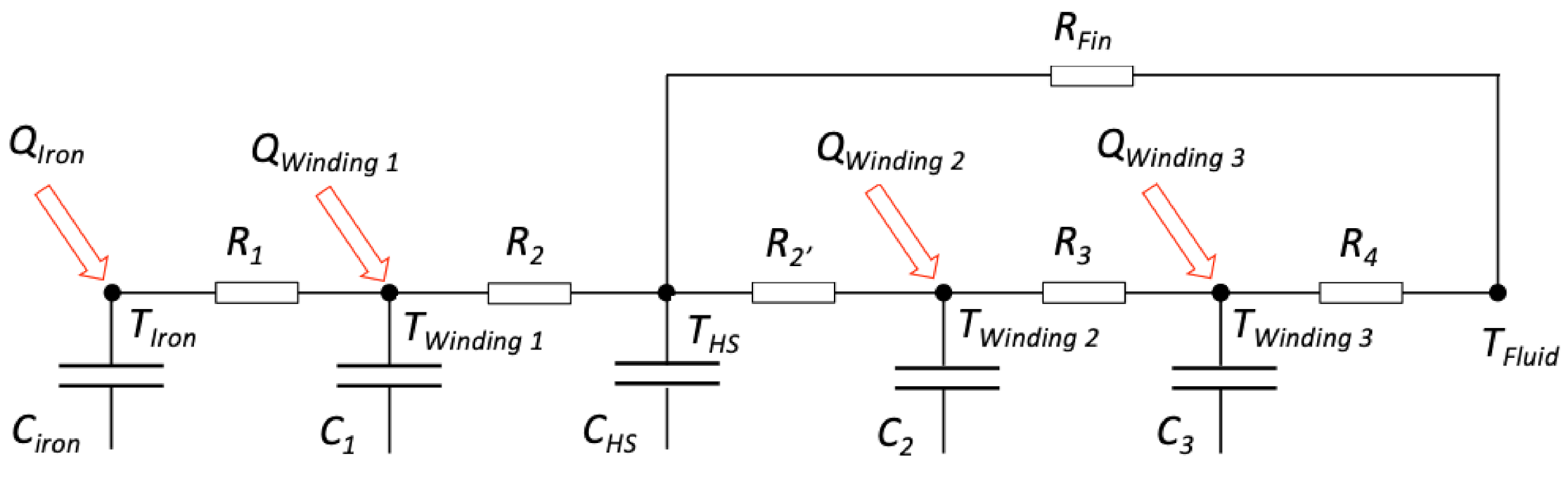
Figure 9.
LP thermal model with a thermal node on each winding layer. The parameters Qiron and Qwinding are the heat loads supplied to the iron and windings, respectively. C1–C4 are the thermal capacity at each node. R1–R3 are inter-layer thermal resistances. R4 is the convective thermal resistance.
Figure 9.
LP thermal model with a thermal node on each winding layer. The parameters Qiron and Qwinding are the heat loads supplied to the iron and windings, respectively. C1–C4 are the thermal capacity at each node. R1–R3 are inter-layer thermal resistances. R4 is the convective thermal resistance.
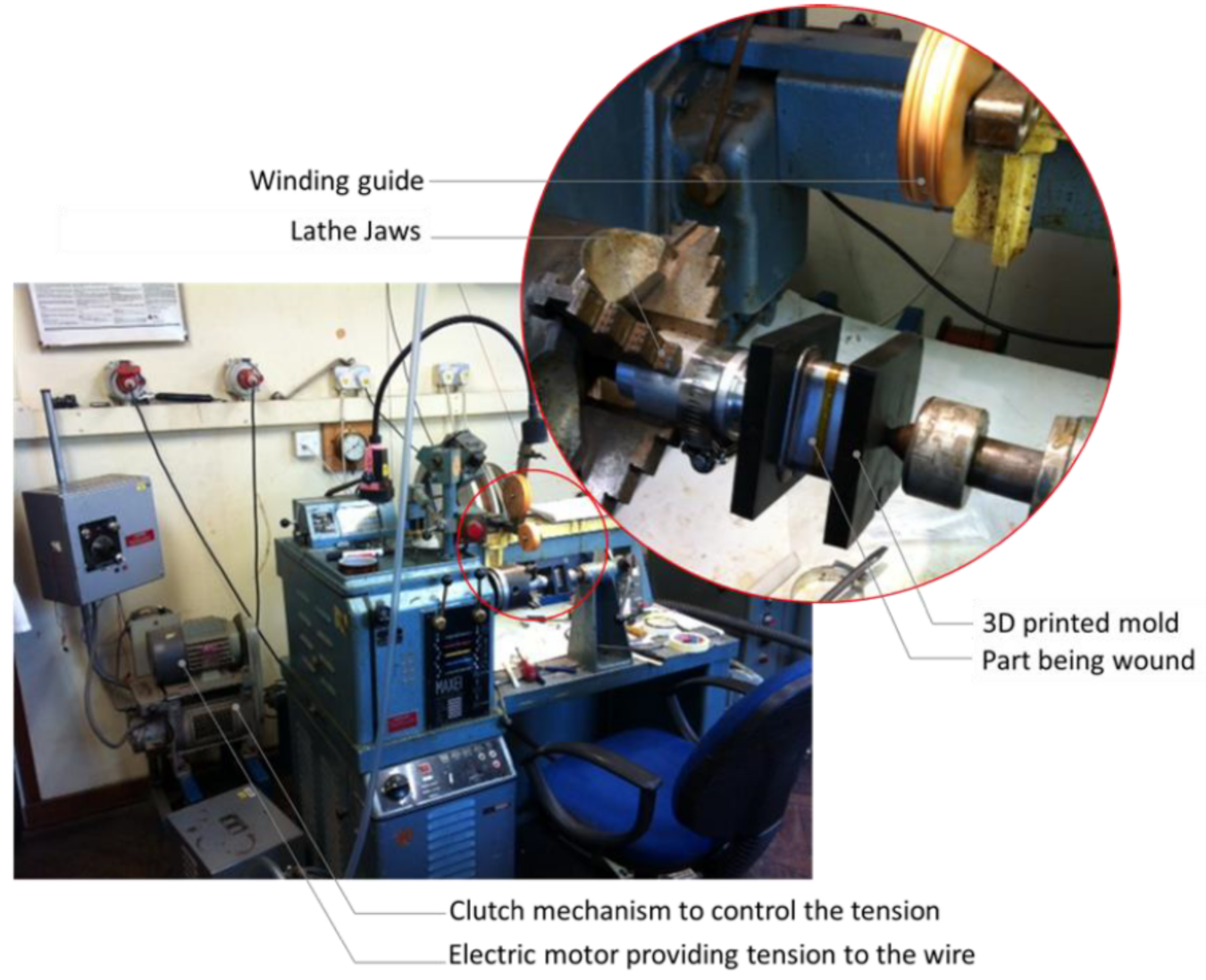
Figure 10.
Details of the winding machine. (Insert) Details of the clamped pole.
Figure 10.
Details of the winding machine. (Insert) Details of the clamped pole.
Figure 11.
CAD model for the heat sink.
Figure 11.
CAD model for the heat sink.
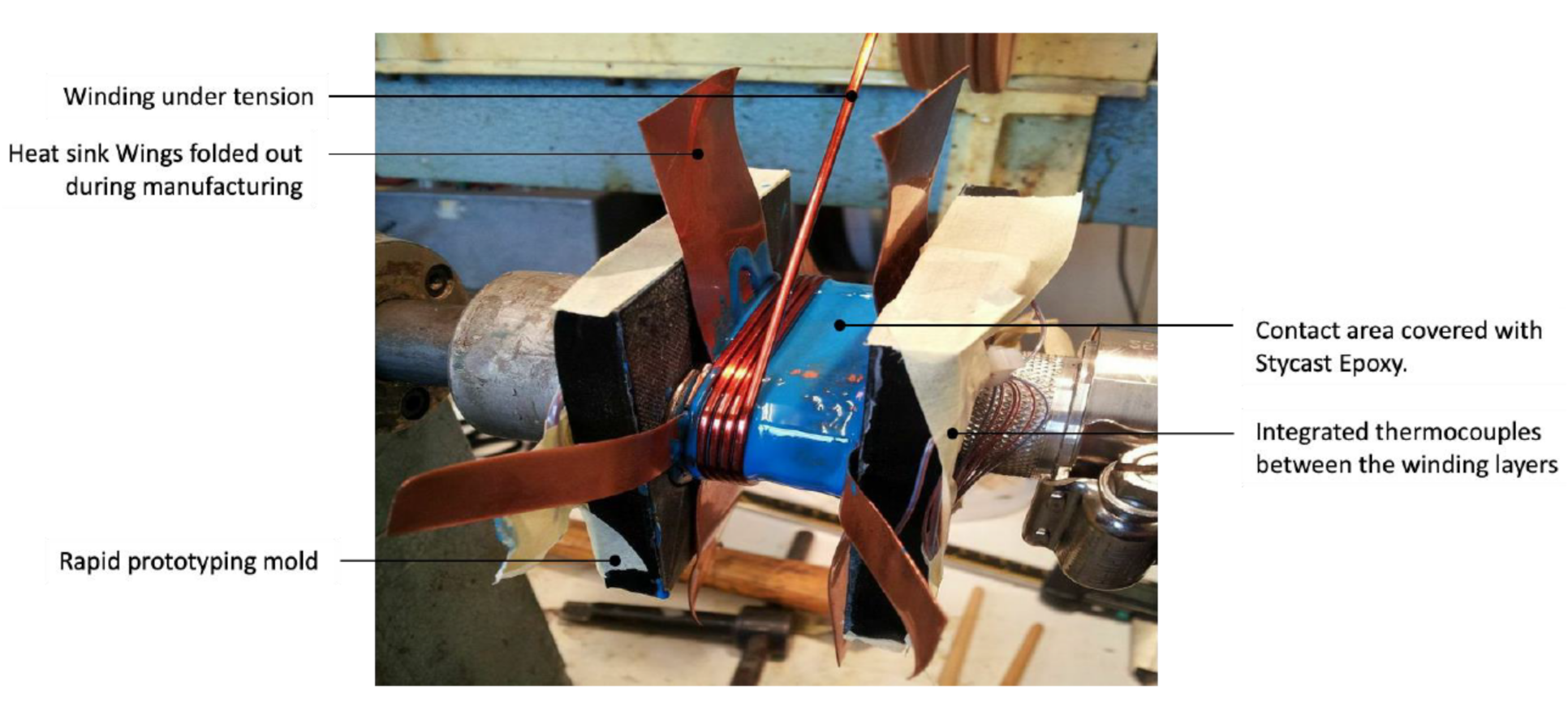
Figure 12.
Details of the winding process with thermocouples mounted on the iron pole and between the winding layers.
Figure 12.
Details of the winding process with thermocouples mounted on the iron pole and between the winding layers.
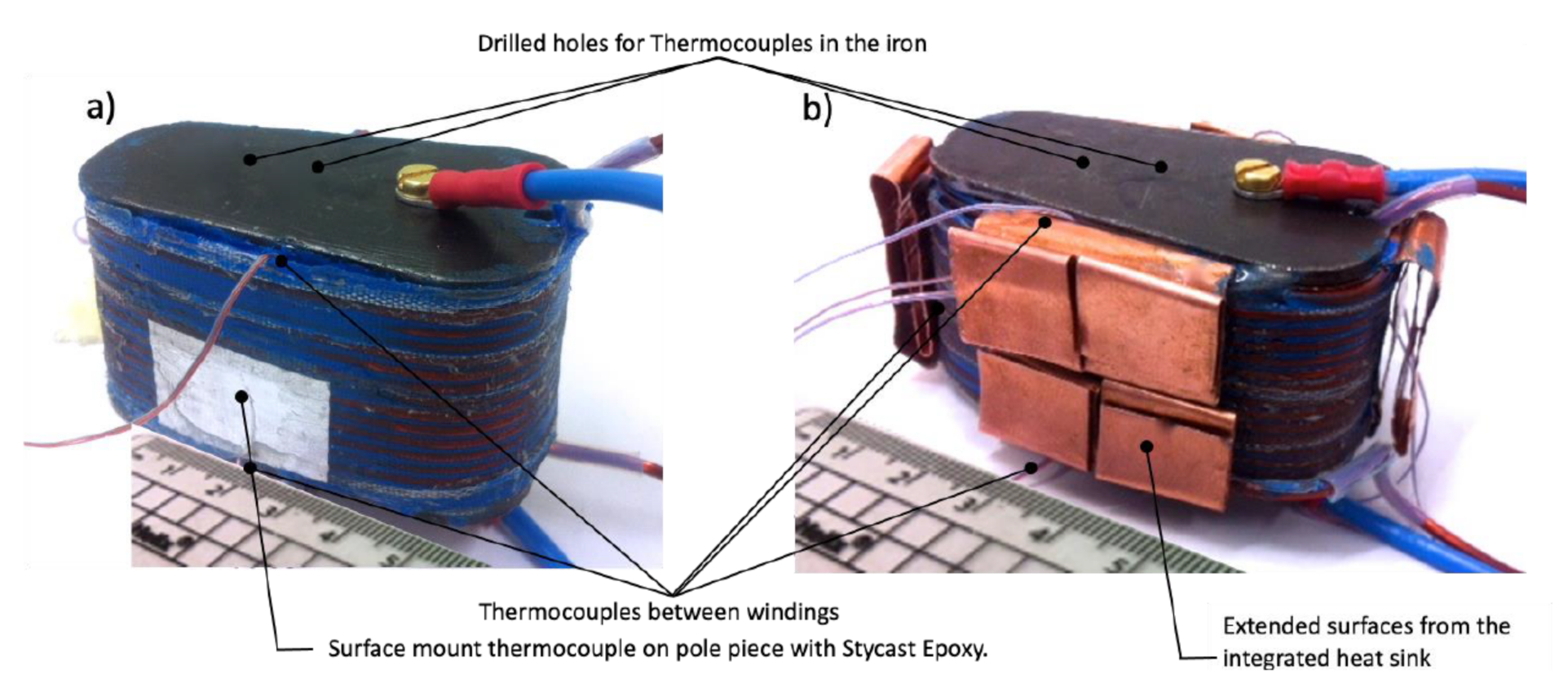
Figure 13.
Prototypes of: (a) the traditional concentrated wound pole piece, and (b) the new construction.
Figure 13.
Prototypes of: (a) the traditional concentrated wound pole piece, and (b) the new construction.
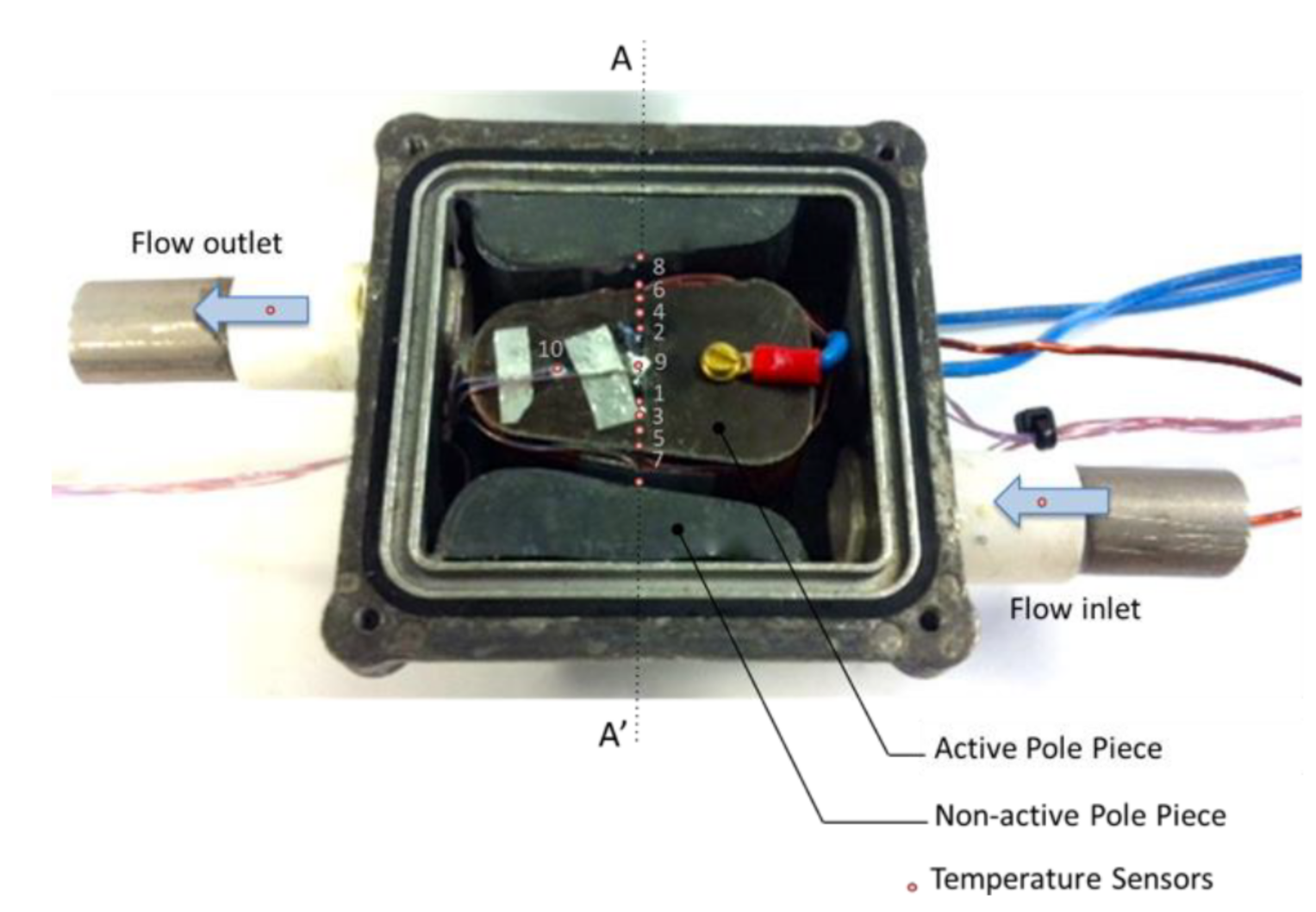
Figure 14.
Test section recreating the flow geometry with the mounted instrumented pole piece. Line AA’ is used as a reference for the temperature profile.
Figure 14.
Test section recreating the flow geometry with the mounted instrumented pole piece. Line AA’ is used as a reference for the temperature profile.
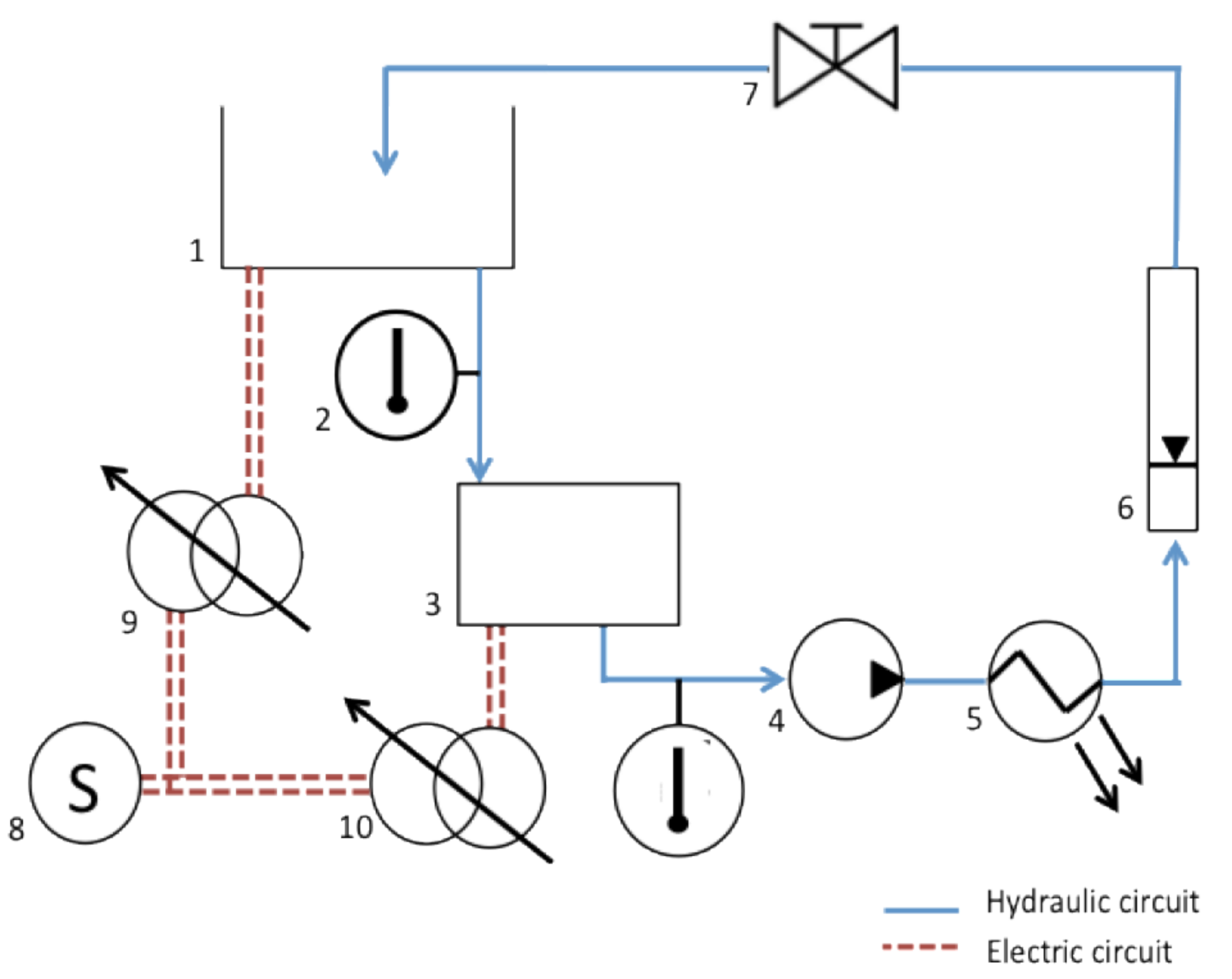
Figure 15.
Test setup with (1) oil reservoir, (2) temperature sensors, (3) test box, (4) pump, (5) heat exchanger, (6) variable area flow meter, (7) globe valve, (8) AC power supply, (9) variable transformer powering fluid heater, (10) and the variable transformer powering pole piece heaters.
Figure 15.
Test setup with (1) oil reservoir, (2) temperature sensors, (3) test box, (4) pump, (5) heat exchanger, (6) variable area flow meter, (7) globe valve, (8) AC power supply, (9) variable transformer powering fluid heater, (10) and the variable transformer powering pole piece heaters.
Figure 16.
Thermal characterization of the model for a conventional pole piece and experiment conditions; also shown in
Table 3, Test No. 1.
Figure 16.
Thermal characterization of the model for a conventional pole piece and experiment conditions; also shown in
Table 3, Test No. 1.
Figure 17.
Comparison of the modelled and measured temperature profiles for a traditional pole piece under steady state conditions.
Figure 17.
Comparison of the modelled and measured temperature profiles for a traditional pole piece under steady state conditions.
Figure 18.
Comparison of the current density and coil temperature of a traditional coil and the new construction.
Figure 18.
Comparison of the current density and coil temperature of a traditional coil and the new construction.
Table 1.
Variation of coolant properties with temperature T, °C.
Table 1.
Variation of coolant properties with temperature T, °C.
| Opticool Properties | Equation | Equation No. |
|---|
| Density, , kg/m3 | | (2) |
| Dynamic viscosity, , Pa.s | | (3) |
| Specific Heat Capacity, , J/kgK | | (4) |
| Thermal conductivity, , W/mK | | (5) |
Table 2.
List of properties for SMC and copper windings.
Table 2.
List of properties for SMC and copper windings.
| Material Properties | SMC Iron | Copper Windings |
|---|
| Density, , kg/m3 | 7575 | 8800 |
| Volume, m | 2.008 × 10−5 | 1.632 × 10−5 |
| Specific Heat Capacity, , J/kgK | 300 | 400 |
| Thermal conductivity, , W/mK | 35 | 300 |
Table 3.
Specifications for Stycast Epoxy.
Table 3.
Specifications for Stycast Epoxy.
| Material Properties | Value |
|---|
| Epoxy Name | Stycast Epoxy |
| Dielectric Strength, kV/mm | 14.4 |
| Thermal conductivity, W/mk | 1.25 |
| Coefficient of thermal expansion, K−1 | 35 × 10−6 |
| Density, kg/m3 | 2350–2450 |
Table 4.
Transient calibration of the conventional windings.
Table 4.
Transient calibration of the conventional windings.
| Test No. | Coolant Inlet Temperature °C | Flow Rate m3/s (×10−6) | SMC Heat Input W | Coil Heat Input 1 W |
|---|
| 1 | 23.9 | 61.6 | 23.1 | 82.6 |
| 2 | 23.9 | 61.6 | 10.9 | 46.0 |
| 3 | 39.5 | 80.0 | 23.0 | 80.2 |
| 4 | 38.6 | 78.3 | 10.2 | 36.7 |
Table 5.
Transient calibration of the new construction.
Table 5.
Transient calibration of the new construction.
| Test No. | Coolant Inlet Temperature °C | Flow rate m3/s (×10−6) | SMC Heat Input W | Coil Heat Input 1 W |
|---|
| 1 | 23.9 | 61.6 | 21.86 | 110.03 |
| 2 | 24.6 | 61.6 | 10.20 | 72.80 |
| 3 | 24.0 | 41.6 | 22.06 | 108.6 |
| 4 | 24.3 | 41.6 | 10.16 | 71.16 |
Table 6.
Transient calibration of the conventional windings.
Table 6.
Transient calibration of the conventional windings.
| Test No. | Coolant Inlet Temperature °C | Flow Rate m3/s (×10−6) | SMC Heat Input W | Coil Heat Input 1 W |
|---|
| 1 | 21.0 | 58.3 | 10.9 | 48.4 |
| 2 | 24.8 | 43.3 | 10.9 | 47.4 |
| 3 | 24.6 | 61.6 | 24.4 | 114.9 |
| 4 | 24.8 | 43.3 | 24.4 | 115.8 |
| 5 | 41.1 | 81.6 | 10.8 | 47.5 |
| 6 | 39.9 | 56.6 | 10.6 | 50.6 |
| 7 | 40.4 | 80.0 | 24.2 | 114.6 |
| 8 | 39.9 | 58.3 | 24.3 | 112.4 |
Table 7.
Transient calibration of the new construction.
Table 7.
Transient calibration of the new construction.
| Test No. | Coolant Inlet Temperature °C | Flow Rate m3/s (×10−6) | SMC Heat Input W | Coil Heat Input 2 W |
| 1 | 24.3 | 61.6 | 9.68 | 48.88 |
| 2 | 23.9 | 41.6 | 10.18 | 51.8 |
| 3 | 25.0 | 63.3 | 21.66 | 108.4 |
| 4 | 25.1 | 43.3 | 22.16 | 74.62 |
| 5 | 39.9 | 80.0 | 10.18 | 53.15 |
| 6 | 39.6 | 56.6 | 10.21 | 53.54 |
| 7 | 40.5 | 81.6 | 21.82 | 112.44 |
| 8 | 41.6 | 60.0 | 22.28 | 79.86 |
Table 8.
Experimental fit for Rth for conventional windings.
Table 8.
Experimental fit for Rth for conventional windings.
| Description | Designate | Value |
|---|
| Rth between pole piece and inner coil, K/W | R1 | 0.12 |
| Rth between inner and middle coils, K/W | R2 | 0.18 |
| Rth between middle and outer coils, K/W | R3 | 0.45 |
| SMC Specific heat capacity, J/kgK | | 300 |
| Copper Specific heat capacity, J/kgK | | 400 |
Table 9.
Experimental fit for Rth for conventional windings.
Table 9.
Experimental fit for Rth for conventional windings.
| Description | Designate | Value |
|---|
| Rth between pole piece and inner coil, K/W | R1 | 0.8 |
| Rth between inner coil and heat sink, K/W | R2 | 0.14 |
| Rth between heat sink and middle coil, K/W | R3 | 0.15 |
| Rth between middle and outer coil, K/W | R4 | 0.12 |
| SMC Specific heat capacity, J/kgK | | 300 |
| Copper Specific heat capacity, J/kgK | | 400 |





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}