
Thermoplastic RTM: Impact Properties of Anionically Polymerised Polyamide 6 Composites for Structural Automotive Parts

 ,
,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials & Methods
2.1. Materials and Preparation
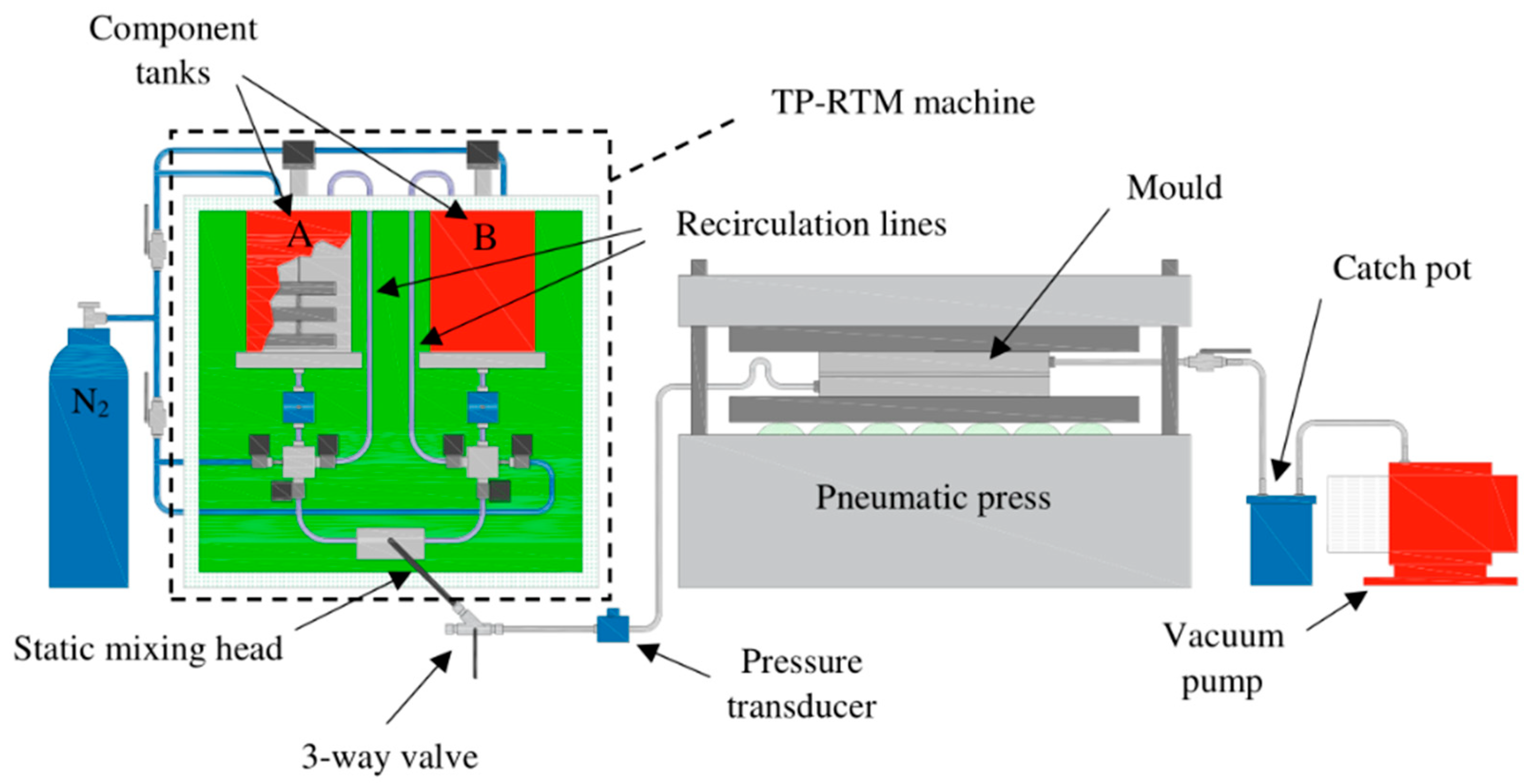
2.2. Laminate Manufacture
2.3. Sample Preparation
2.4. Impact Testing
2.5. Post-Impact Damage Analysis
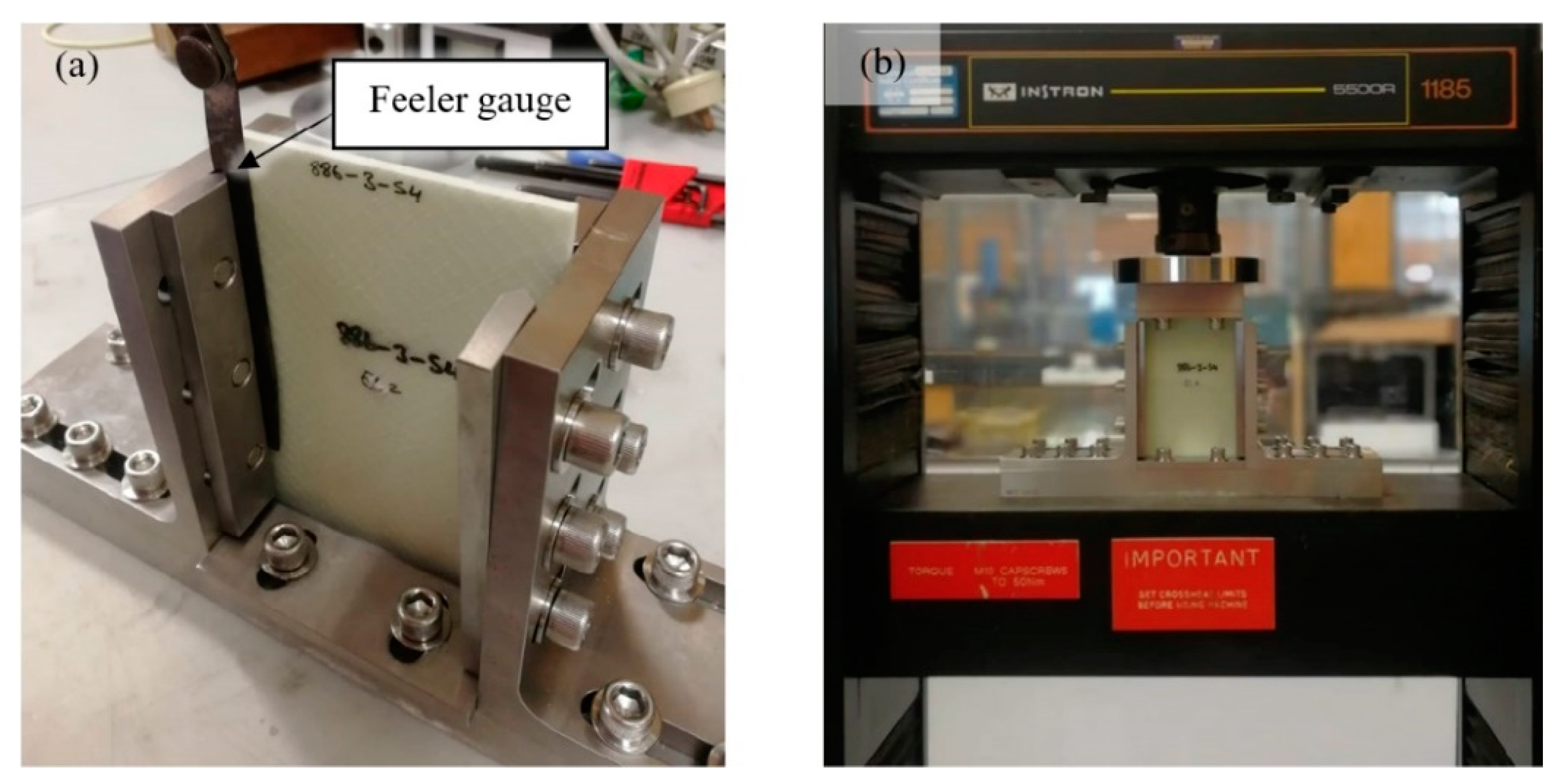
2.6. Compression-After-Impact
3. Results and Discussion
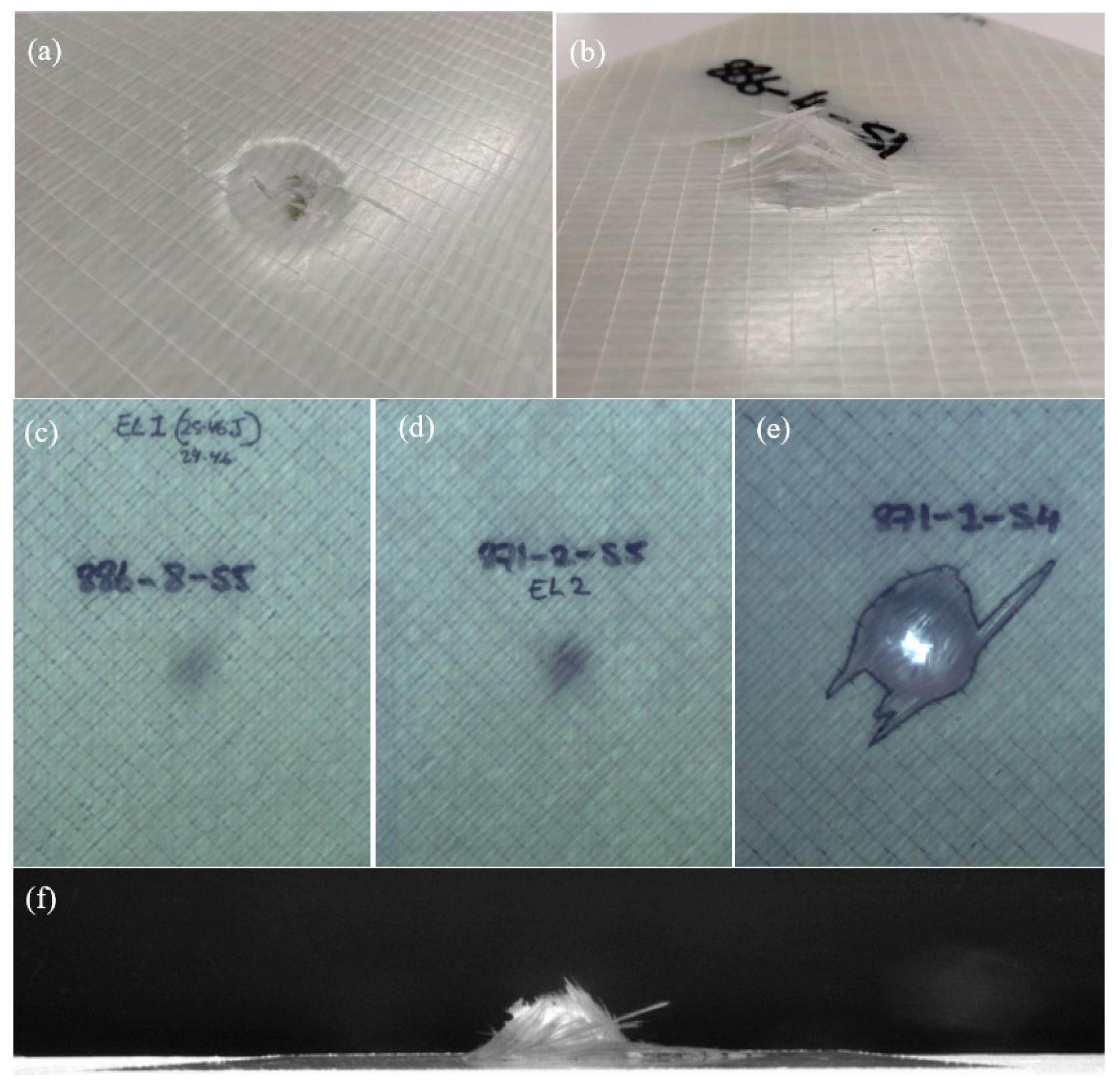
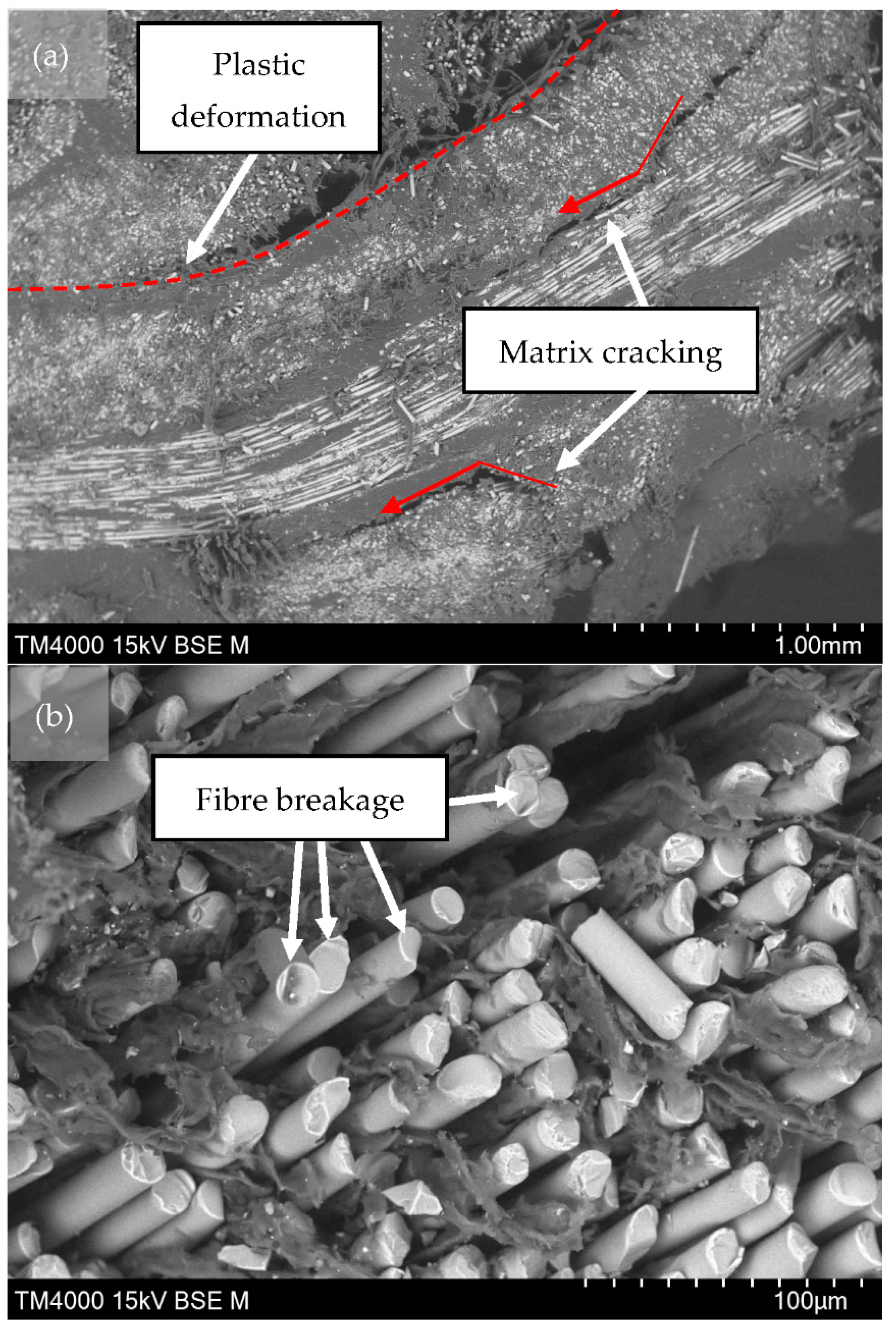
3.1. Damage Analysis
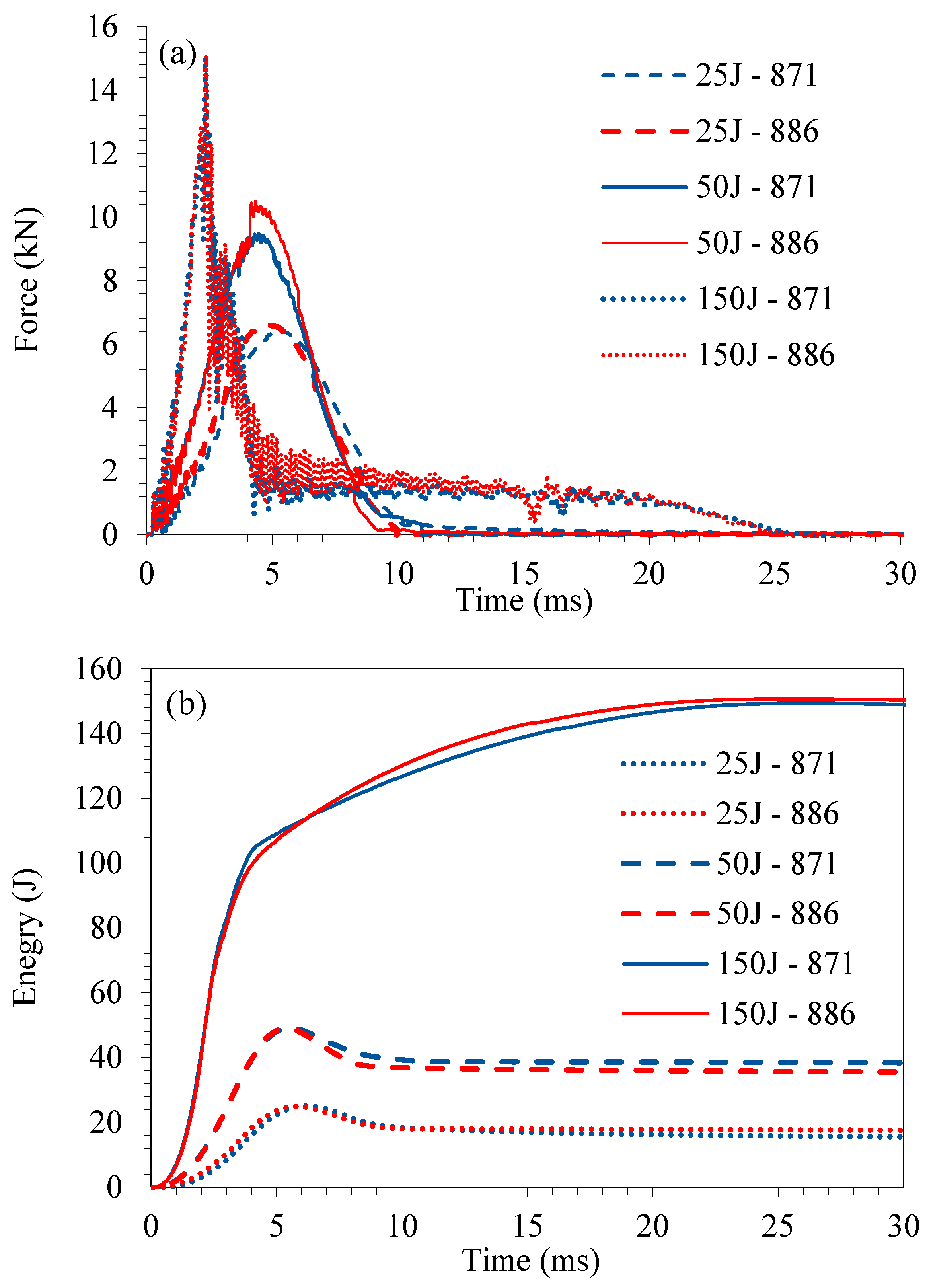
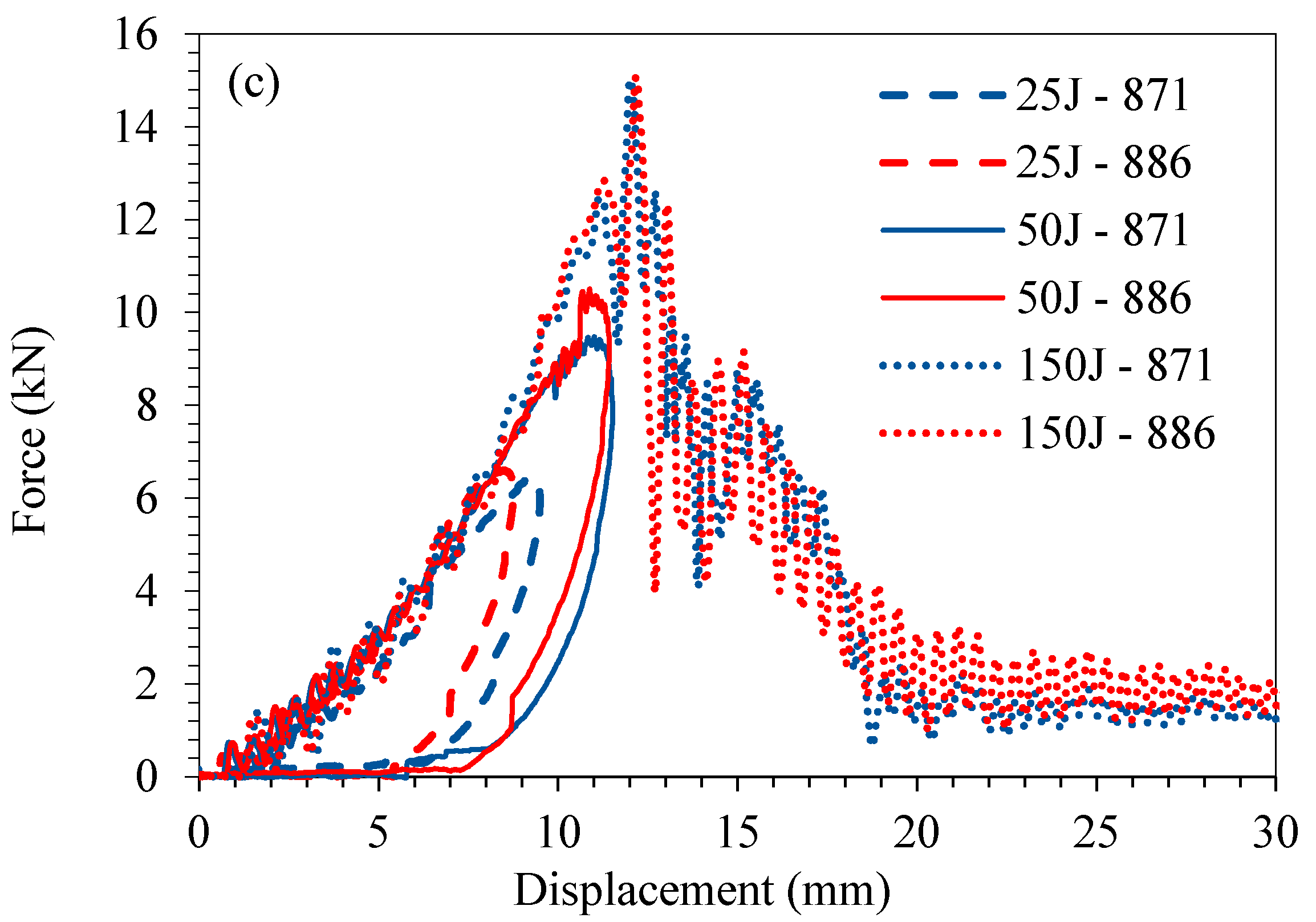
3.2. Impact Data
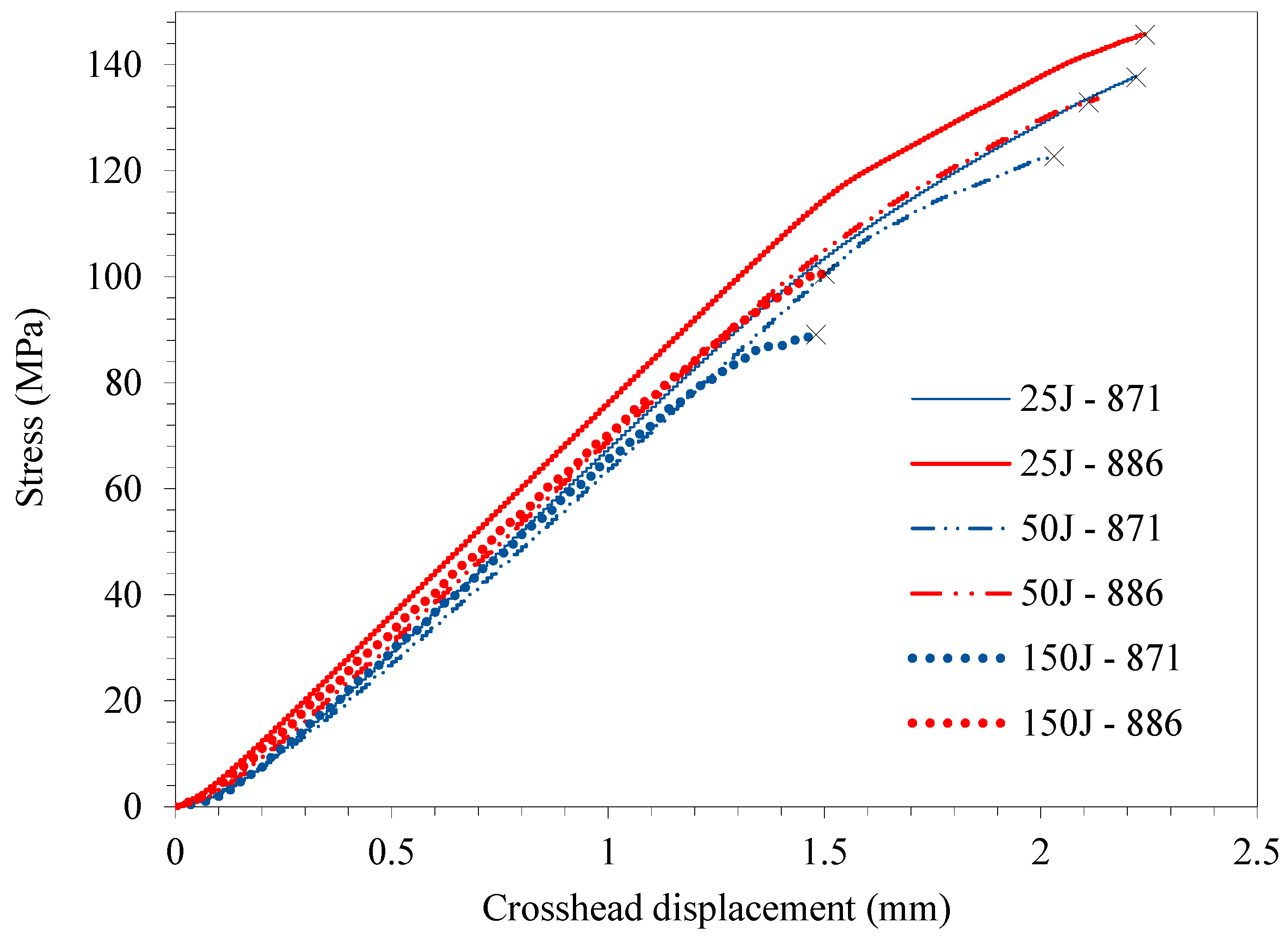
3.3. Compression-after-Impact
3.4. Overall Discussion of Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
References
- The Benefits & Advantages of Plastic. Available online: https://www.bpf.co.uk/industry/benefits_of_plastics.aspx (accessed on 29 June 2021).
- Biron, M. Thermoplastics and Thermoplastic Composites, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012; ISBN 9781455778980. [Google Scholar]
- Rijswijk, K.; Van Bersee, H. Thermoplastic Composite Wind Turbine Blades; TU Delft: Delft, The Netherlands, 2007. [Google Scholar]
- Khan, L.A.; Mehmood, A.H. Cost-Effective Composites Manufacturing Processes for Automotive Applications. In Lightweight Composite Structures in Transport: Design, Manufacturing, Analysis and Performance; Woodhead Publishing: Sawson, UK, 2016; pp. 93–119. ISBN 9781782423430. [Google Scholar]
- European Parliament. Council of the European Union REGULATION (EU) No 333/2014 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 11 March 2014 amending Regulation (EC) No 443/2009 to define the modalities for reaching the 2020 target to reduce CO2 emissions from new passenger cars. Off. J. Eur. Union L 103/15 2014. [Google Scholar]
- BMW Group Press Club. Press Release; BMW Group PressClub: Richnmond Hill, ON, Canada, 2016. [Google Scholar]
- Ishikawa, T.; Amaoka, K.; Masubuchi, Y.; Yamamoto, T.; Yamanaka, A.; Arai, M.; Takahashi, J. Overview of automotive structural composites technology developments in Japan. Compos. Sci. Technol. 2018, 155, 221–246. [Google Scholar] [CrossRef]
- Jacob, G.C.; Fellers, J.F.; Starbuck, J.M.; Simunovic, S. Crashworthiness of automotive composite material systems. J. Appl. Polym. Sci. 2004, 92, 3218–3225. [Google Scholar] [CrossRef]
- Farley, G.L. Effect of Fiber and Matrix Maximum Strain on the Energy Absorption of Composite Materials. J. Compos. Mater. 1986, 20, 322–334. [Google Scholar] [CrossRef]
- Murray, J.J.; Robert, C.; Gleich, K.; McCarthy, E.D.; Ó Brádaigh, C.M. Manufacturing of unidirectional stitched glass fabric reinforced polyamide 6 by thermoplastic resin transfer moulding. Mater. Des. 2020, 189, 108512. [Google Scholar] [CrossRef]
- Murray, J.J.; Allen, T.; Bickerton, S.; Gleich, K.; McCarthy, E.D.; Ó Brádaigh, C.M. Impact Performance of Thermoplastic Resin Transfer Moulded Carbon Fibre Composites. In Proceedings of the SAMPE Europe Conference, Amsterdam, The Netherlands, 30 September–1 October 2020; pp. 3–12. [Google Scholar]
- Murray, J.J.; Gleich, K.; McCarthy, E.D.; Ó Brádaigh, C.M. Properties of polyamide-6 composites using a low-cost thermoplastic resin transfer moulding system. In Proceedings of the ICCM International Conferences on Composite Materials, Melbourne, Australia, 11–16 August 2019. [Google Scholar]
- Boros, R.; Sibikin, I.; Ageyeva, T.; Kovács, J.G. Development and validation of a test mold for thermoplastic resin transfer molding of reactive PA-6. Polymers 2020, 12, 976. [Google Scholar] [CrossRef] [PubMed]
- van Rijswijk, K.; Bersee, H.E.N. Reactive processing of textile fiber-reinforced thermoplastic composites-An overview. Compos. Part A Appl. Sci. Manuf. 2007, 38, 666–681. [Google Scholar] [CrossRef]
- van Rijswijk, K.; van Geenen, A.; Bersee, H.E.N. Textile fiber-reinforced anionic polyamide-6 composites. Part II: Investigation on interfacial bond formation by short beam shear test. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1033–1043. [Google Scholar] [CrossRef]
- van Rijswijk, K.; Bersee, H.E.N.; Jager, W.F.; Picken, S.J. Optimisation of anionic polyamide-6 for vacuum infusion of thermoplastic composites: Choice of activator and initiator. Compos. Part A 2006, 37, 949–956. [Google Scholar] [CrossRef]
- van Rijswijk, K.; Lindstedt, S.; Bersee, H.E.N.; Gleich, K.F.; Titzschkau, K.; McDade, E.J. Reactively processed polyamide-6 structural composites for automotive applications. In Proceedings of the 6th Annual SPE Automotive Composites Conference, Troy, MI, USA, 12–14 September 2006. [Google Scholar]
- van Rijswijk, K.; Teuwen, J.J.E.; Bersee, H.E.N.; Beukers, A. Textile fiber-reinforced anionic polyamide-6 composites. Part I: The vacuum infusion process. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1–10. [Google Scholar] [CrossRef]
- Osváth, Z.; Sz, A.; Pásztor, S.; Szarka, G.; Balázs, Z.L.; Iván, B. Post-Polymerization Heat Effect in the Production of Polyamide 6 by Bulk Quasiliving Anionic Ring-Opening Polymerization of ε-Caprolactam with Industrial Components: A Green Processing Technique. Processes 2020, 8, 856. [Google Scholar] [CrossRef]
- Yan, C.; Li, H.; Zhang, X.; Zhu, Y.; Fan, X.; Yu, L. Preparation and properties of continuous glass fiber reinforced anionic polyamide-6 thermoplastic composites. Mater. Des. 2013, 46, 688–695. [Google Scholar] [CrossRef]
- Gomez, C.; Salvatori, D.; Caglar, B.; Trigueira, R.; Orange, G.; Michaud, V. Resin Transfer molding of High-Fluidity Polyamide-6 with modified Glass-Fabric preforms. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106448. [Google Scholar] [CrossRef]
- Kohan, M.I. Nylon Plastics Handbook; Hanser Pub Inc: Munich, Germany, 1995; ISBN 9783446170483. [Google Scholar]
- AP-NYLON® Additives. Available online: https://www.brueggemann.com/en/ap-nylon-additives (accessed on 16 May 2021).
- Bessell, T.J.; Hull, D.; Shortall, J.B. The effect of polymerization conditions and crystallinity on the mechanical properties and fracture of spherulitic nylon 6. J. Mater. Sci. 1975, 10, 1127–1136. [Google Scholar] [CrossRef]
- Jogur, G.; Nawaz, K.A.; Das, A.; Mahajan, P.; Alagirusamy, R. Impact properties of thermoplastic composites. Text. Prog. 2018, 50, 109–183. [Google Scholar] [CrossRef]
- Barkoula, N.M.; Alcock, B.; Cabrera, N.O.; Peijs, T. Flame-Retardancy Properties of Intumescent Ammonium Poly (Phosphate) and Mineral Filler Magnesium Hydroxide in Combination with Graphene. Polym. Polym. Compos. 2008, 16, 101–113. [Google Scholar] [CrossRef]
- Vaidya, U.K.; Chawla, K.K. Processing of fibre reinforced thermoplastic composites. Int. Mater. Rev. 2008, 53, 185–218. [Google Scholar] [CrossRef]
- Obande, W.; Mamalis, D.; Ray, D.; Yang, L.; Ó Brádaigh, C.M. Mechanical and thermomechanical characterisation of vacuum-infused thermoplastic- and thermoset-based composites. Mater. Des. 2019, 175, 107828. [Google Scholar] [CrossRef]
- Murray, J.J. Thermoplastic Resin Transfer Moulding of Tough Recyclable Composites for High Volume Manufacturing; The Univeristy of Edinburgh: Edinburgh, UK, 2020. [Google Scholar]
- Nettles, A.T.; Scharber, L. The Influence of GI and GII on the compression after impact strength of carbon fiber/epoxy laminates. J. Compos. Mater. 2018, 52, 991–1003. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursor | Product Description | Brand Name | Supplier |
|---|---|---|---|
| Monomer | ε-caprolactam | AP-NYLON® Caprolactam | Brüggemann |
| Catalyst | Sodium caprolactamate | BRUGGOLEN® C10 | Brüggemann |
| Activator | Hexamethylene-1,6-dicarbamoylcaprolactam | BRUGGOLEN® C20p | Brüggemann |
| Reinforcement | Fabric Architecture | Fibre Rovings | Supplier |
|---|---|---|---|
| 871 | 640 g/m2: 1 layer 0° GF (635 g/m2), PES warp stitch (5 g/m2) | StarRov®871 | Johns Manville |
| 886 | 640 g/m2: 1 layer 0° GF (635 g/m2), PES warp stitch (5 g/m2) | StarRov®886 RXN | Johns Manville |
| Energy Level (J) | Sizing | Average Damage Area (%) | Peak Energy (J) | Peak Force (kN) | Peak Energy/Force (J/kN) | CAI (%) |
|---|---|---|---|---|---|---|
| 25 J | 871 | 1.23 | 22.3 ± 0.8 | 6.5 ± 0.3 | 3.66 ± 0.18 | 108 ± 6 |
| 886 RXN | 1.07 | 22.8 ± 0.5 | 6.3 ± 0.4 | 3.45 ± 0.25 | 97 ± 10 | |
| 50 J | 871 | 1.36 | 44.2 ± 2.5 | 9.1 ± 1.2 | 4.95 ± 0.91 | 96 ± 7 |
| 886 RXN | 1.34 | 45.2 ± 1.5 | 10.2 ± 1.1 | 4.47 ± 0.43 | 100 ± 4 | |
| 150 J | 871 | 5.69 | 64.2 ± 3.7 | 14.2 ± 1.2 | 4.54 ± 0.43 | 71 ± 8 |
| 886 RXN | 4.61 | 63.3 ± 8.1 | 14.8 ± 1.2 | 4.27 ± 0.27 | 71 ± 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murray, J.J.; Allen, T.; Bickerton, S.; Bajpai, A.; Gleich, K.; McCarthy, E.D.; Ó Brádaigh, C.M. Thermoplastic RTM: Impact Properties of Anionically Polymerised Polyamide 6 Composites for Structural Automotive Parts. Energies 2021, 14, 5790. https://doi.org/10.3390/en14185790
Murray JJ, Allen T, Bickerton S, Bajpai A, Gleich K, McCarthy ED, Ó Brádaigh CM. Thermoplastic RTM: Impact Properties of Anionically Polymerised Polyamide 6 Composites for Structural Automotive Parts. Energies. 2021; 14(18):5790. https://doi.org/10.3390/en14185790
Chicago/Turabian StyleMurray, James J., Tom Allen, Simon Bickerton, Ankur Bajpai, Klaus Gleich, Edward D. McCarthy, and Conchúr M. Ó Brádaigh. 2021. "Thermoplastic RTM: Impact Properties of Anionically Polymerised Polyamide 6 Composites for Structural Automotive Parts" Energies 14, no. 18: 5790. https://doi.org/10.3390/en14185790
APA StyleMurray, J. J., Allen, T., Bickerton, S., Bajpai, A., Gleich, K., McCarthy, E. D., & Ó Brádaigh, C. M. (2021). Thermoplastic RTM: Impact Properties of Anionically Polymerised Polyamide 6 Composites for Structural Automotive Parts. Energies, 14(18), 5790. https://doi.org/10.3390/en14185790